Область техники
Настоящее изобретение в целом относится к активным буферам для защиты водителя и/или пассажира при аварии в автомобильных транспортных средствах и, более конкретно, к увеличению надежности соединения между элементом в виде расширяемой камеры и стенкой отделки, которые являются отдельно формованными.
Уровень техники изобретения
Активный буфер представляет собой устройство защиты водителя и/или пассажира транспортного средства с наполняемой газом камерой для поглощения ударов и уменьшения травмирования водителя и/или пассажиров во время аварии. В отличие от раскрываемых подушек безопасности, которые появляются из различных отверстий при наполнении, активные буферы используют саму внутреннюю поверхность отделки для расширения в начале аварийной ситуации для поглощения удара и рассеивания энергии посредством действия наполняющего газа. Патент US 8,205,909, опубликованный 26 июня 2012 г., включенный здесь путем ссылки, раскрывает активный коленный буфер, встроенный в дверцу бардачка, который имеет легкий вес и является визуально привлекательным. Патент US 8,474,868, опубликованный 2 июля 2013 г., также включенный здесь путем ссылки, раскрывает типичную конструкцию, в которой активный буфер включает в себя внешнюю стенку или панель отделки, которая обращена к водителю и/или пассажиру транспортного средства, прикрепленную к внутренней стенке или панели вдоль уплотненной периферии. Одна или обе стенки являются деформируемыми для того, чтобы обеспечивать наполняемую камеру. Например, внутренняя стенка (т.е. стенка камеры) может иметь складчатую (т.е. подобную гармошке) область, которая распрямляется во время наполнения. Стенки первоначально разнесены друг от друга на небольшое расстояние, при нахождении в их предшествующем разворачиванию ненаполненном состоянии. Это позволяет вход наполняющего газа таким образом, что можно достигать равномерного наполнения поперечно панели.
Внутренняя и внешняя стенки типичного активного буфера содержат формованные термопластичные материалы, такие, как полиэтилен, полиолефин или PVC. Они обычно выполнены путем литьевого формования, но также могут быть выполнены путем формования с раздувом. При отдельном формировании, стенки должны быть герметично соединены вокруг их периферии для того, чтобы образовывать наполняемую камеру. Соединение должно быть прочным для сопротивления разделению из-за высокого давления во время наполнения.
Известный способ уплотнения стенок камеры представляет собой горячую сварку, которая включает в себя нагревание соответствующих поверхностей и далее сжатия их вместе. Примеры включают в себя сварку горячей пластиной, IR сварку и лазерную сварку. По существу плоский приварной фланец обеспечен вокруг внешнего периметра внутренней стенки (камеры), который принимается в общем плоской поверхностью внешней стенки (отделки). Внешняя стенка и/или внутренние поверхности также могут включать в себя выступающие вверх приварные ребра, которые увеличивают прочность сварного шва путем проникания и сплавления с приварным фланцем или другой противоположной поверхностью во время процесса горячей сварки, в котором свариваемые области нагреваются и далее сжимаются. Несмотря на проникновение этих ребер, отделение сварного шва продолжает представлять собой режим потенциального повреждения для активных буферов по различным причинам, включая искривление свариваемых частей, изменения температуры горячих пластин во время сварки, неисправленные изменения в давлении, прикладываемом во время сварки, и характерные отличия между стенкой отделки и стенкой камеры, которые могут являться формованными из различных пластиковых композиций.
Различные напряжения во время наполнения также способствуют возможности повреждения сварного шва. За счет эластичности, требуемой для изготовления складчатой стенки наполняемой камеры, значительное напряжение на разрыв может быть приложено к сварному шву во время расширения. Другой источник напряжения представляет собой ударную волну, вызываемую впуском потока газа от устройства наполнения. Скручивание и неравномерное вздутие общей конструкции камеры во время наполнения может создавать напряжение или концентрацию существующего напряжения в некоторых местах сварного шва (например, вдоль длинных прямых краев сварного шва).
Сущность изобретения
В одном аспекте изобретения предусмотрен активный буфер для обеспечения внутренней поверхности отделки автомобильного транспортного средства, содержащий: формованную из пластика внешнюю панель отделки, имеющую замкнутую приварную секцию на внутренней поверхности; формованный из пластика элемент в виде расширяемой камеры, имеющий центральную секцию крепления, выполненную с возможностью крепления к опорной конструкции транспортного средства, приварной фланец вдоль периферийного края и складчатую область между центральной секцией крепления и приварным фланцем, причем приварная секция и приварной фланец соединяются швом горячей сварки; и устройство наполнения для ввода наполняющего газа в пространство между панелью отделки и элементом в виде камеры для расширения элемента в виде камеры в ответ на аварийную ситуацию транспортного средства,
при этом элемент в виде камеры включает в себя первое формованное за одно целое блокирующее ребро, выступающее по направлению к панели отделки между приварным фланцем и складчатой областью; панель отделки включает в себя второе формованное за одно целое блокирующее ребро, выступающее по направлению к элементу в виде камеры внутри приварной секции; и первое и второе блокирующие ребра механически взаимозамыкаются с возможностью сопротивления отделению элемента в виде камеры и панели отделки во время расширения и защиты шва горячей сварки от наполняющего газа.
Первое и второе блокирующие ребра предпочтительно продолжаются периферийно вдоль участка шва горячей сварки, которые в противном случае подвергаются наивысшему напряжению во время расширения, а также первое и второе блокирующие ребра, каждое, предпочтительно содержат вытянутую стенку, имеющую наклонную концевую поверхность и промежуточную зацепляющую поверхность, причем наклонные концевые поверхности зацепляются с возможностью отклонения блокирующих ребер во время образования шва горячей сварки, чтобы позволять зацепление зацепляющих поверхностей.
В одном аспекте изобретения предусмотрен активный буфер, содержащий: панель отделки, имеющую периферийную приварную секцию и первое блокирующее ребро; и элемент в виде камеры, прикрепляемый к транспортному средству и включающий в себя периферийный фланец, приваренный к приварной секции, складку, и второе блокирующее ребро между фланцем и складкой; при этом блокирующие ребра механически взаимозамыкаются с возможностью сопротивления отделению элемента в виде камеры и панели отделки во время расширения и защиты сварного шва от наполняющего газа.
Первое и второе блокирующие ребра, каждое, предпочтительно содержат вытянутую стенку, имеющую наклонную концевую поверхность и промежуточную зацепляющую поверхность, причем наклонные концевые поверхности зацепляются с возможностью отклонения блокирующих ребер во время образования сварного шва, чтобы позволять зацепление зацепляющих поверхностей.
Краткое описание чертежей
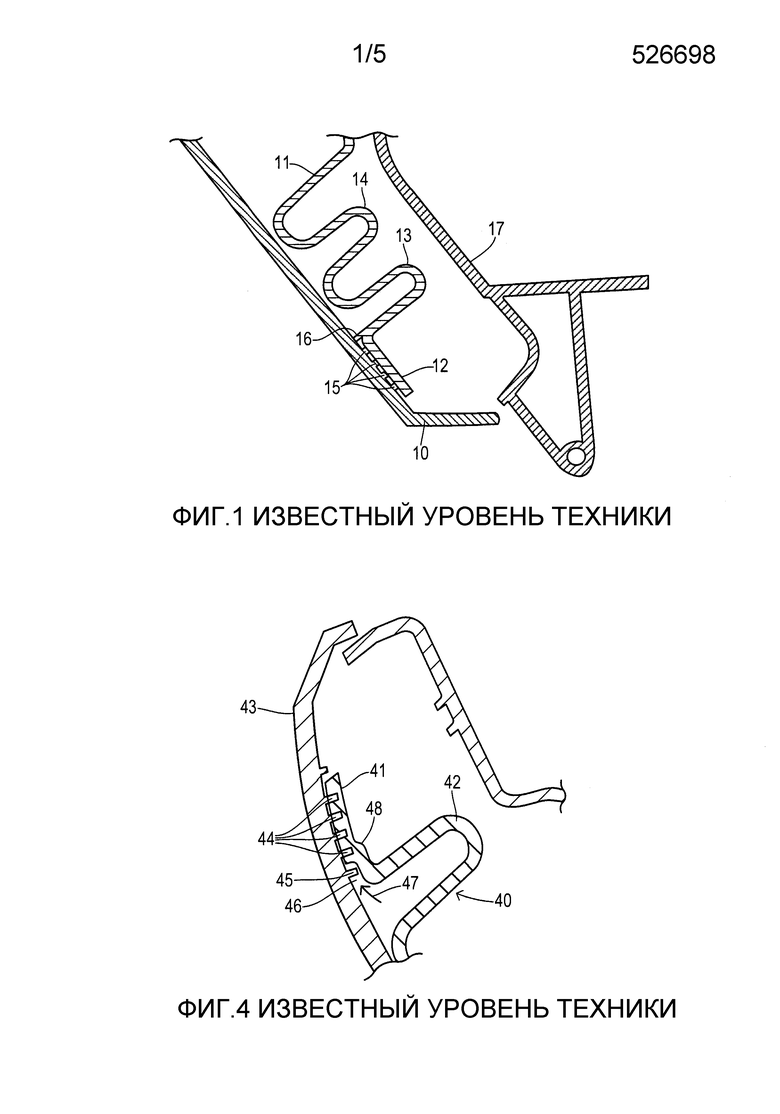
Фиг.1 - сечение участка активного буфера известного уровня техники, показывающее сварной шов, защищенный блокирующим ребром, образованным на стенке камеры.
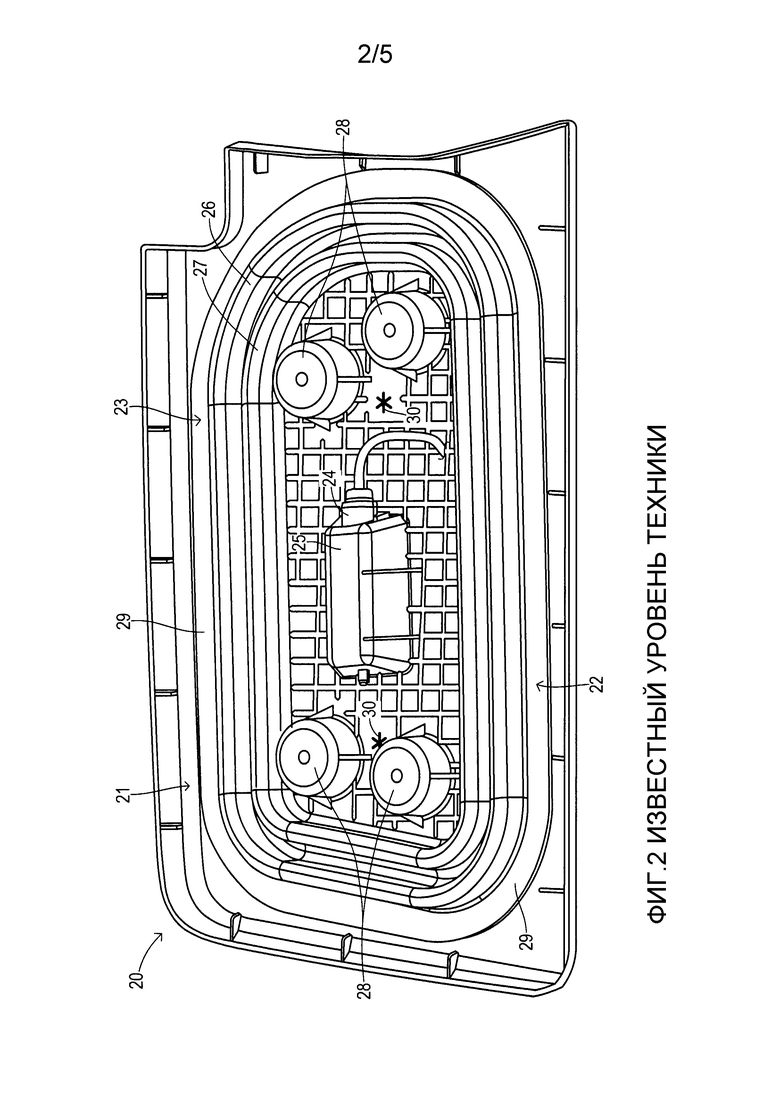
Фиг.2 - вид сзади в перспективе внешней панели отделки и узла стенки камеры, активного буфера известного уровня техники.
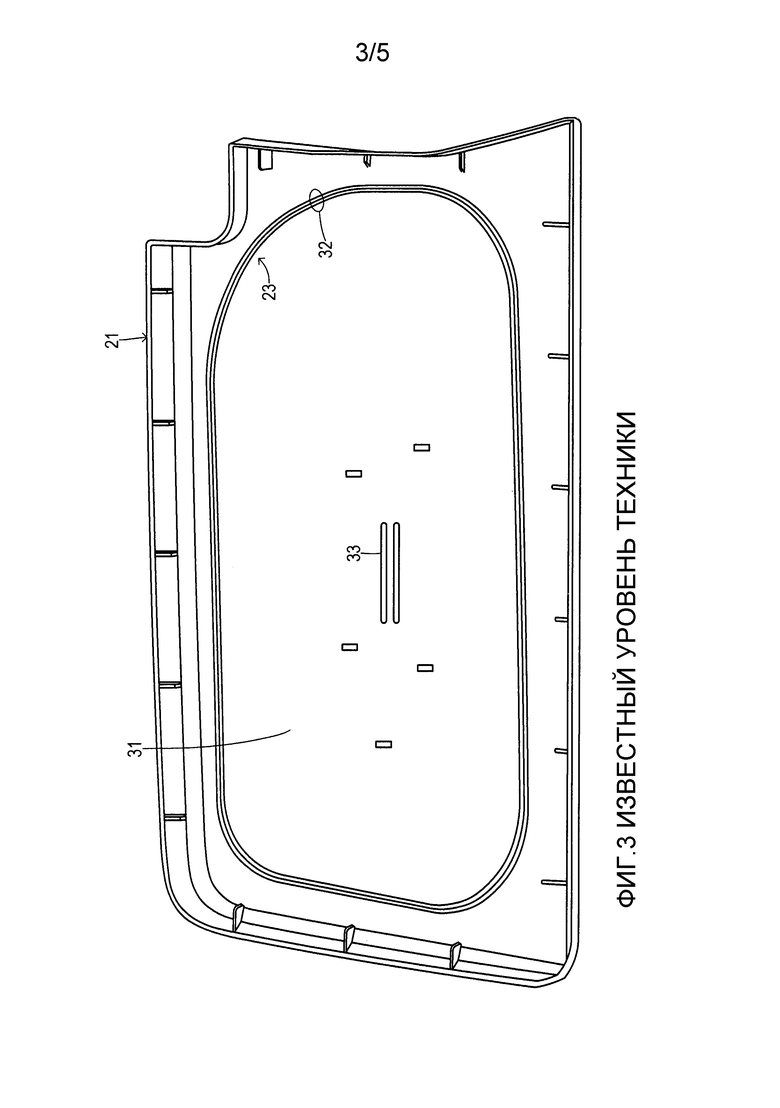
Фиг.3 - вид в перспективе внешней панели отделки известного уровня техники на Фиг.2 с удаленной стенкой камеры.
Фиг.4 - вид в сечении активного буфера известного уровня техники, показывающий сварной шов, защищенный блокирующим ребром, образованным на внешней панели отделки.
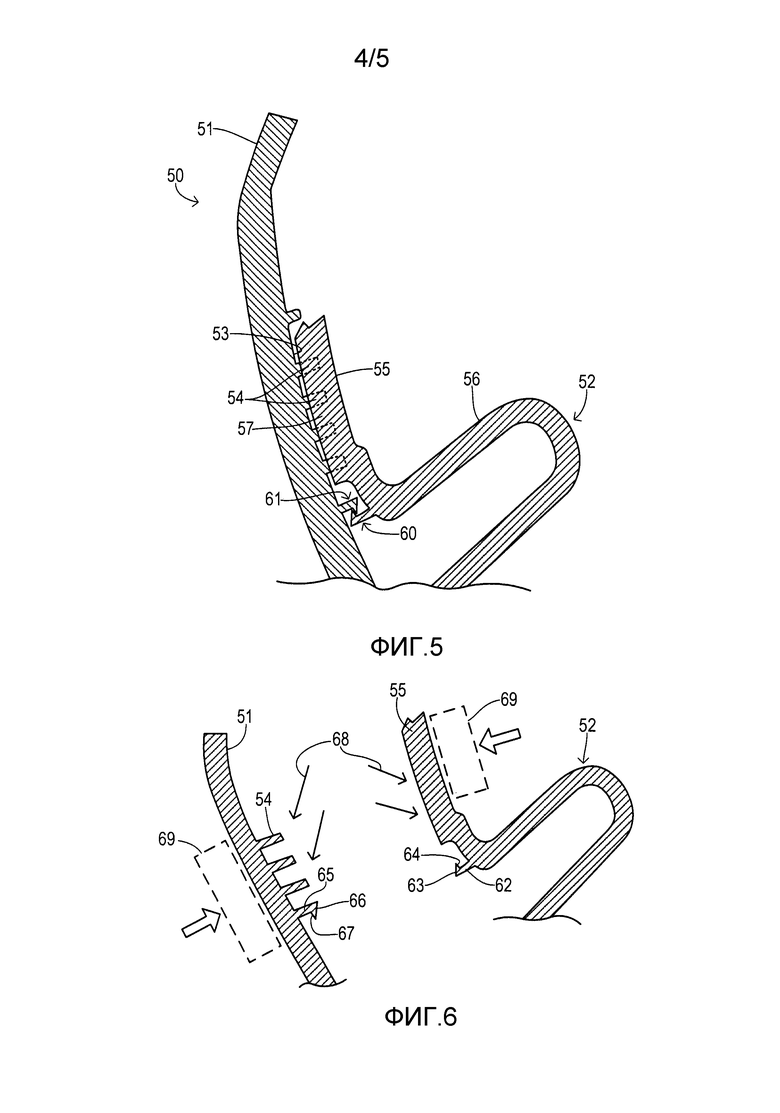
Фиг.5 - вид в сечении одного варианта выполнения изобретения, в котором взаимозамыкающие блокирующие ребра образованы и на стенке камеры, и на панели отделки.
Фиг.6 - вид в поперечном сечении узла на Фиг.5 во время образования шва горячей сварки.
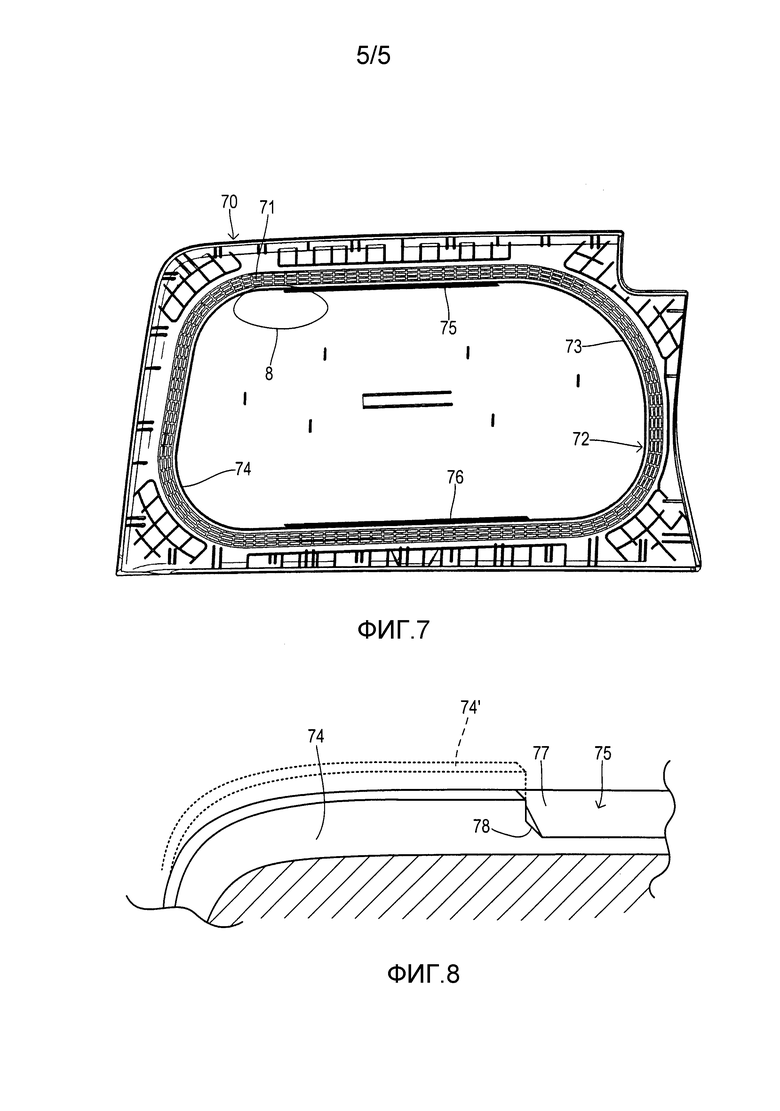
Фиг.7 - вид сзади в перспективе варианта выполнения внешней панели отделки, в котором взаимозамыкающий участок блокирующего ребра расположен только вдоль участка периферии сварного шва, который будет в противном случае подвержен наивысшему напряжению.
Фиг.8 - вид сзади в перспективе, более подробно показывающий участок внешней панели отделки, который обозначен на Фиг.7.
Подробное описание предпочтительных вариантов выполнения
На фиг.1 формованная из пластика внешняя стенка 10 отделки лежит на расширяемой внутренней стенке 11 камеры с приварным фланцем 12, расположенным на ее внешнем периметре и складчатой областью со складками 13 и 14, загибающимися внутрь от фланца 12. Этот активный буфер может содержать активную дверцу бардачка с поворотной внутренней панелью 17 дверцы, действующей как поверхность реакции, на которой установлена стенка камеры 11.
Внешняя стенка 10 имеет уплотняющие ребра 15, которые соединены с приварным фланцем 12 горячей сваркой. Внутренняя стенка 11 дополнительно включает в себя блокирующее ребро 16, которое продолжается от стенки 11 между фланцем 12 и складкой 13 до упора с внешней стенкой 10. Блокирующее ребро 16 может предпочтительно продолжаться по всей периферии вокруг внутренней стенки 11 на внутреннем крае приварного фланца 12. За счет его упора с внешней стенкой 10, блокирующее ребро 16 ограничивает поток наполняющего газа к приварному фланцу 12, что может в противном случае вызывать отделение и повреждение сварного шва. Блокирующее ребро 16 может продолжаться по существу поперечно относительно фланца 12 для того, чтобы контактировать с внешней стенкой 10 и создавать хороший уплотняющий контакт для предотвращения наполняющего газа от входа в сварной шов. Блокирующее ребро 16 может предпочтительно по существу являться компланарным со стороной наиболее наружной складки 13. Еще более предпочтительно, блокирующее ребро 16 может быть прижато к внешней стенке 10 так, что наполняющий газ по существу не течет за блокирующее ребро 16. Вследствие этого наполняющий газ давит на сварной шов в направлении, поперечном уплотняющим ребрам 15, которое может соответствовать направлению наибольшей прочности сварного шва. В том случае, когда смещение складки 13 во время расширения вызывает потерю контакта блокирующего ребра 16 с внешней стенкой 10, блокировка наполняющего газа теряется.
Фиг.2 представляет собой вид сзади активного буфера 20. Формованная из пластика внешняя стенка 21 панели отделки лежит на формованной из пластика расширяемой внутренней стенке 22 камеры. Стенки 21 и 22 соединены вокруг закрытой области 23 периметра для образования наполняемой камеры, имеющей открытый центральный объем между стенками 21 и 22 с возможностью приема наполняющего газа в случае аварии от устройства 24 наполнения, установленного в выемке 25 стенки 22 камеры. Стенка 22 камеры включает в себя множество складок, например, 26 и 27, для вмещения расширения стенки 22 камеры во время наполнения. Множество выступов или опор 28 используются для установки стенки 22 камеры на опорную конструкцию транспортного средства, действующую как поверхность реакции. Приварной фланец 29 продолжается по периферии вокруг стенки 22 камеры. Вентиляционные отверстия 30, содержащие прорезь с рисунком в виде звездочки через стенку 22 камеры, могут быть включены для вентиляции центрального объема до и во время разворачивания. Другие виды вентиляционных отверстий, например, активное вентиляционное отверстие, также могут быть использованы.
Фиг.3 показывает внешнюю панель отделки 21 с удаленной внутренней стенкой камеры, показывающую внутреннюю поверхность 31, которая обращена к стенке камеры в собранном состоянии. Множество выступающих вверх ребер 32 следуют по закрытой области 23 периметра и соединены с фланцем 29 внутренней стенки 22 камеры (Фиг.2) горячей сваркой для создания герметичного уплотнения для наполняемой камеры. Ребра 33 обеспечены для поддержания устройства наполнения.
Фиг.4 иллюстрирует альтернативный вариант выполнения блокирующего ребра, в котором элемент 40 камеры имеет приварной фланец 41 и первую (радиально наиболее наружную) складку 42. Панель 43 отделки имеет множество приварных ребер 44, которые проникают и сплавляются с нагретым пластичным материалом приварного фланца 41. Периферийное блокирующее ребро 45 расположено радиально внутрь от приварных ребер 44 и подобным образом продолжается внутрь по направлению к элементу 40 камеры. Выпуклость 48 предпочтительно обеспечена в элементе 40 в виде камеры между приварным фланцем 41 и складкой 42 для создания кармана 46 для вмещения блокирующего ребра 45, причем блокирующее ребро 45 упирается в элемент 40 в виде камеры в положении радиально наружу складок для того, чтобы блокировать достижение ударной волны 47 наполняющего газа шва горячей сварки между фланцем 41 и приварными ребрами 44. Во время операции сварки, когда активный буфер собирается, приварной фланец 41 нагревается, приварные ребра 44 могут нагреваться или могут не нагреваться, и блокирующее ребро 45 не нагревается. Блокирующее ребро 45 не сплавляется с элементом 40 в виде камеры (хотя материал выпуклости 48 может протекать над блокирующим ребром 45, заполняя или частично заполняя карман 46).
Фиг.5 показывает первый вариант выполнения активного буфера 50 настоящего изобретения. Формованная из пластика внешняя 51 панель отделки имеет замкнутую приварную секцию 53 на внутренней поверхности, которая принимает формованный из пластика элемент 52 в виде расширяемой камеры. Приварная секция 53 панели 51 отделки включает в себя приварные ребра 54 для проникновения и образования шва 57 горячей сварки с приварным фланцем 55 элемента 52 камеры. Складчатая область 56 элемента 52 в виде камеры расположена между приварным фланцем 55 и центральной секцией крепления (не показана). Шов 57 горячей сварки образован известным образом, включая сварку горячей пластиной и/или лазерную сварку.
Конструкция блокирующего ребра изобретения включает в себя первое формованное за одно целое блокирующее ребро 60, выступающее от элемента 52 в виде камеры по направлению к панели 51 отделки между фланцем 55 и складчатой областью 56. Второе формованное за одно целое блокирующее ребро 61 выступает от панели 51 отделки по направлению к элементу 52 в виде камеры внутри приварной секции 53. Блокирующие ребра 60 и 61 выполнены с возможностью механического взаимозамыкания, когда панель 51 отделки и элемент 52 в виде камеры сводятся вместе во время горячей сварки. При взаимозамыкании, блокирующие ребра 60 и 61 будут одновременно A) сопротивляться отделению элемента 52 в виде камеры от панели 51 отделки во время расширения, и B) защищать шов 57 горячей сварки от наполняющего газа, который может в противном случае стремиться разрывать сварной шов.
Фиг.6 показывает панель 51 отделки и элемент 52 в виде камеры в процессе горячей сварки вместе. Тепло 68 прикладывается к приварным ребрам 54 и приварному фланцу 55 (например, путем контакта с нагретыми пластинами или освещения лазерным излучением) до сжатия вместе приспособлением 69. Блокирующие ребра 60 и 61 незначительно нагреваются, но вместо этого механически взаимозамыкаются, когда панель 51 и элемент 52 в виде камеры необходимым образом сжимаются вместе. Блокирующее ребро 60 имеет вытянутую стенку 62 с наклонной концевой поверхностью 63, выступающей латерально от стенки 62 для образования промежуточной зацепляющей поверхности 64. Блокирующее ребро 61 состоит из вытянутой стенки 65, имеющей комплементарную наклонную концевую поверхность 66 и промежуточную зацепляющую поверхность 67. Наклонные концевые поверхности 63 и 66 зацепляются с возможностью скольжения, когда панель 51 отделки и элемент 52 в виде камеры сжимаются во время формирования шва горячей сварки. Стенки 62 и 65 являются достаточно гибкими для латерального отклонения, пока наклонные поверхности 63 и 66 не станут наиболее близкими друг к другу. Далее стенки 62 и 65 перемещаются частично обратно в их исходные положения, и промежуточные зацепляющие поверхности 64 и 67 защелкиваются вместе и предотвращают ребра 60 и 61 от отделения. Механическое взаимозамыкание, в котором блокирующие ребра 60 и 61 продолжают сжатие друг с другом, приводит к воздухонепроницаемому уплотнению, которое блокирует достижение наполняющего газа шва 57 горячей сварки во время наполнения камеры в случае аварии.
Блокирующее ребро или ребра могут продолжаться или могут не продолжаться вокруг всего периметра шва горячей сварки. В некоторых случаях может требоваться продолжение механически взаимозамыкающих блокирующих ребер только вдоль участка периферии шва горячей сварки (например, только в областях, которые будут в противном случае подвергаться наивысшему напряжению во время расширения). Например, типичный сварной шов может следовать по существу по прямоугольному профилю с парой длинных горизонтальных краев и парой коротких вертикальных краев. В активной дверце бардачка, например, более длинный горизонтальный размер по существу прямоугольного профиля соответствует поперечному расстоянию, необходимому для вмещения обоих колен водителя и/или пассажира, сидящего в транспортном средстве. Когда складчатый материал камеры вытягивается во время наполнения, наивысшее напряжение на разрыв стремится возникать в центральных участках длинных краев. Из-за более высокого напряжения буферы известного уровня техники имеют повышенный потенциал для повреждения сварного шва вдоль центральных участков.
Фиг.7 показывает внутреннюю поверхность панели 70 отделки, имеющую приварные ребра в замкнутой приварной секции 71. Блокирующее ребро 72 предпочтительно следует по завершенному замкнутому пути, расположенному внутри приварной секции 71, но может быть выполнено с возможностью механической блокировки только на участках шва горячей сварки, которые в противном случае подвергаются наивысшему напряжению во время расширения (т.е. вдоль длинных горизонтальных краев). Таким образом, блокирующее ребро 72 имеет вертикальные боковые участки 73 и 74, которые не имеют механического взаимозамыкания, и горизонтальные верхний и нижний участки 75 и 76, выполненные с возможностью механического взаимозамыкания с комплементарными сопряженными ребрами на элементе камеры (не показан).
Фиг.8 показывает участки 74 и 75 блокирующего ребра более подробно. Взаимозамыкающий участок 75 включает в себя наклонный конец 77 и зацепляющую поверхность 78. Невзаимозамыкающий участок 74 может иметь высоту, которая является такой же, как высота участка 75 или может быть выше (как показано пунктирными линиями 74') или короче, в зависимости от того, как он контактирует с элементом в виде камеры (например, либо он контактирует с невзаимозамыкающим ребром, либо он контактирует с плоской областью на элементе в виде камеры).
Активный буфер для автомобильного транспортного средства имеет формованную из пластика внешнюю панель отделки с замкнутой приварной секцией. Формованный из пластика элемент в виде расширяемой камеры имеет центральную секцию крепления, приварной фланец вдоль периферийного края и складчатую область между центральной секцией крепления и приварным фланцем. Приварная секция и приварной фланец соединяются с помощью горячей сварки. Устройство наполнения вводит наполняющий газ в пространство между панелью отделки и элементом в виде камеры для расширения элемента в виде камеры в ответ на аварийную ситуацию. Элемент в виде камеры включает в себя первое блокирующее ребро, выступающее по направлению к панели отделки между приварным фланцем и складчатой областью. Панель отделки включает в себя второе блокирующее ребро, выступающее по направлению к элементу в виде камеры. Блокирующие ребра механически взаимозамыкаются с возможностью сопротивления отделению элемента в виде камеры и панели отделки во время расширения и защиты шва горячей сварки от наполняющего газа. 2 н. и 3 з.п. ф-лы, 8 ил.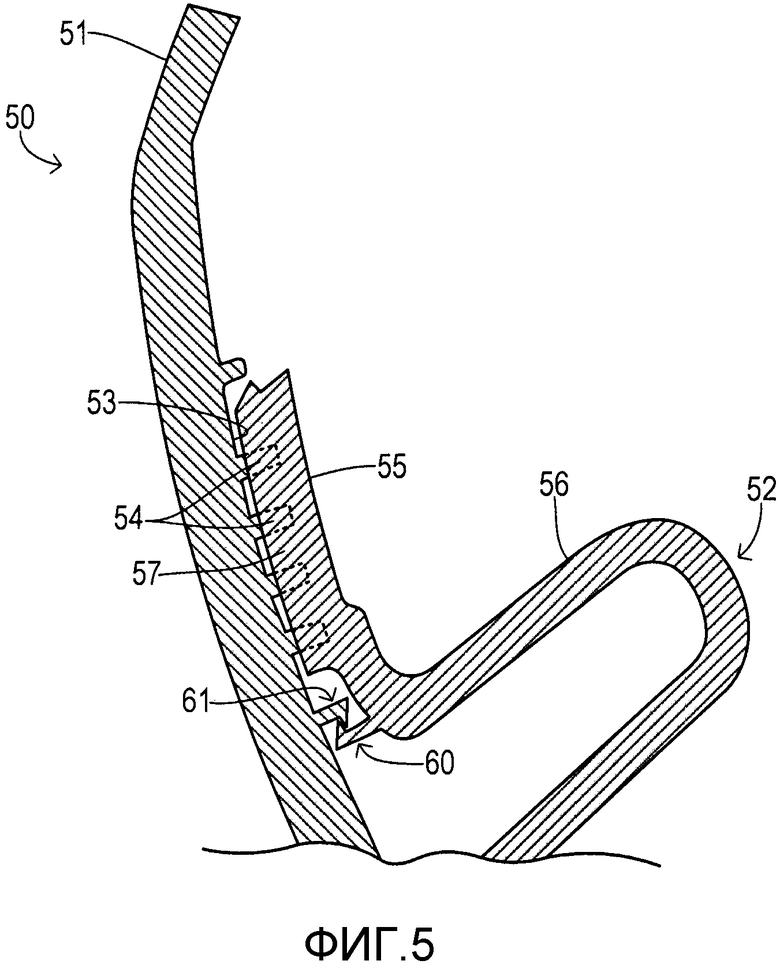
1. Активный буфер для автомобильного транспортного средства, выполненный с возможностью формирования внутренней поверхности отделки автомобильного транспортного средства, содержащий:
формованную из пластика внешнюю панель отделки буфера, имеющую замкнутую приварную секцию на внутренней поверхности;
формованный из пластика элемент в виде расширяемой камеры, имеющий центральную секцию крепления, выполненную с возможностью крепления к опорной конструкции транспортного средства, приварной фланец вдоль периферийного края и складчатую область между центральной секцией крепления и приварным фланцем, причем приварная секция и приварной фланец соединяются швом горячей сварки; и
устройство наполнения для ввода наполняющего газа в пространство между панелью отделки и элементом в виде камеры для расширения элемента в виде камеры в ответ на аварийную ситуацию транспортного средства, при этом
элемент в виде камеры включает в себя первое формованное за одно целое блокирующее ребро, выступающее по направлению к панели отделки между приварным фланцем и складчатой областью,
панель отделки включает в себя второе формованное за одно целое блокирующее ребро, выступающее по направлению к элементу в виде камеры внутри приварной секции, и
первое и второе блокирующие ребра механически взаимозамыкаются с возможностью сопротивления отделению элемента в виде камеры и панели отделки во время расширения и защиты шва горячей сварки от наполняющего газа.
2. Активный буфер по п.1, в котором первое и второе блокирующие ребра продолжаются периферийно вдоль участка шва горячей сварки, которые в противном случае подвергаются наивысшему напряжению во время расширения.
3. Активный буфер по п.1, в котором первое и второе блокирующие ребра, каждое, содержат вытянутую стенку, имеющую наклонную концевую поверхность и промежуточную зацепляющую поверхность, причем наклонные концевые поверхности зацепляются с возможностью отклонения блокирующих ребер во время образования шва горячей сварки, чтобы позволять зацепление зацепляющих поверхностей.
4. Активный буфер для автомобильного транспортного средства, выполненный с возможностью формирования поверхности отделки автомобильного транспортного средства, содержащий:
панель отделки буфера, имеющую периферийную приварную секцию и первое блокирующее ребро; и
элемент в виде расширяемой камеры, прикрепляемый к транспортному средству и включающий в себя периферийный фланец, приваренный к приварной секции, складку, и второе блокирующее ребро между фланцем и складкой,
при этом блокирующие ребра механически взаимозамыкаются с возможностью сопротивления отделению элемента в виде камеры и панели отделки во время расширения и защиты сварного шва от наполняющего газа.
5. Активный буфер по п.4, в котором первое и второе блокирующие ребра, каждое, содержат вытянутую стенку, имеющую наклонную концевую поверхность и промежуточную зацепляющую поверхность, причем наклонные концевые поверхности зацепляются с возможностью отклонения блокирующих ребер во время образования сварного шва, чтобы позволять зацепление зацепляющих поверхностей.
| US 2005230994 A1, 20.10.2005 | |||
| US 6213497 B1, 10.04.2001 | |||
| US 2008100038 A1, 01.05.2008 | |||
| US 2003047915 A1, 13.03.2003 | |||
| US 7556285 B1, 07.07.2009 | |||
| US 2012267878 A1, 25.10.2012. |

