Область техники, к которой относится изобретение
Настоящее изобретение относится к верхнему листу для впитывающих изделий. Изобретение также относится к впитывающему изделию, содержащему такой верхний лист.
Уровень техники
Среди известных верхних листов для впитывающих изделий, таких как гигиенические прокладки и одноразовые подгузники, существуют верхние листы с трехмерно текстурированной путем тиснения поверхностью, которая должна соприкасаться с кожей пользователя. Благодаря своей текстуре верхний лист с трехмерно текстурированной поверхностью может иметь пониженную площадь соприкосновения с кожей пользователя и, следовательно, при этом можно ожидать уменьшения ощущения липкости и затхлости.
Патентообладатель данной патентной заявки ранее предложил верхний лист для впитывающих изделий, содержащий большое число полусферических выступов одинаковой высоты, каждый из которых окружен четырьмя тиснеными участками (см. ниже патентную литературу 1). Тот же патентообладатель также предложил верхний лист для впитывающих изделий, содержащий множество полусферических выступов двух размеров, включающее в себя большие полусферические выступы и малые полусферические выступы (см. ниже патентную литературу 2).
Список цитируемой литературы
Патентная литература
Патентная литература 1: JP 2009-512A
Патентная литература 2: JP 2011-15707A
Сущность изобретения
Верхний лист согласно патентной литературе 1 содержит полусферические выступы одинаковой высоты и, следовательно, оставляет возможность усовершенствования в отношении уменьшения площади соприкосновения с кожей пользователя.
С другой стороны, верхний лист согласно патентной литературе 2 обеспечивает пониженную площадь соприкосновения с кожей пользователя благодаря большим и малым полусферическим выступам двух размеров, которые должны обеспечивать уменьшение ощущения липкости и затхлости. Однако большие выступы с большей площадью из общего числа больших и малых выступов, все без исключения окруженные тиснеными участками и имеющие на виде сверху многоугольную (многогранную) форму, выстроены непрерывными рядами в заданном направлении. В результате такого расположения малые выступы с меньшей площадью, каждый из которых расположен рядом с большими выступами в направлении, перпендикулярном заданному направлению, как правило, схлопываются, и тогда верхний лист может быть неспособен уменьшать площадь соприкосновения в соответствии с проектом. В этом случае текучая среда организма может легко растекаться в перпендикулярном направлении, приводя при этом к протечке, и высота участка между двумя более низкими выступами, ближайшими друг к другу в заданном направлении, может возрастать, затрудняя обеспечение достаточного количества каналов для выпуска воздуха и водяного пара, тем самым оставляя возможность усовершенствования в отношении уменьшения затхлости.
В изобретении предлагается верхний лист для впитывающих изделий, обладающий улучшенными рабочими характеристиками по сравнению с описанными выше верхними листами, полученными обычными способами.
Изобретение относится к верхнему листу для впитывающих изделий, содержащему слой термоусаживаемых волокон, состоящий из термоусаживаемых волокон, подвергаемых термоусадке, и множество тисненых участков, и имеющему первое направление и второе направление, перпендикулярное первому направлению. Верхний лист содержит множество больших многоугольных областей, каждая из которых окружена несколькими из множества тисненых участков; и тисненые участки, которые окружают каждую большую многоугольную область, образуют вершины большой многоугольной области. Верхний лист содержит множество малых многоугольных областей, каждая из которых имеет меньшую площадь, чем отдельные большие многоугольные области, и окружена несколькими из множества тисненых участков; и тисненые участки, которые окружают каждую малую многоугольную область, образуют вершины малой многоугольной области и вершины некоторых из множества больших многоугольных областей. Каждая большая многоугольная область содержит образованный на ней высокий выступ. Каждая малая многоугольная область содержит образованный на ней низкий выступ с меньшей высотой, чем высота высокого выступа. Множество больших многоугольных областей расположены рядом друг с другом в первом направлении, образуя при этом ряды, состоящие из больших многоугольных областей. Множество малых многоугольных областей расположены рядом друг с другом в первом направлении, образуя при этом ряды, состоящие из малых многоугольных областей. Ряды, состоящие из больших многоугольных областей, и ряды, состоящие из малых многоугольных областей, чередуются во втором направлении.
Краткое описание чертежей
На фиг. 1 приведен вид сверху гигиенической прокладки в качестве впитывающего изделия с верхним листом согласно изобретению, показанной со стороны верхнего листа.
На фиг. 2 приведен вид поперечного сечения, сделанного по линии II-II, показанной на фиг. 1.
На фиг. 3 приведен вид в перспективе верхнего листа для впитывающих изделий согласно первому варианту осуществления изобретения.
На фиг. 4 приведена схема, показывающая форму и порядок расположения тисненых участков на верхнем листе, показанном на фиг. 3.
На фиг. 5 приведена увеличенная схема, показывающая форму и порядок расположения тисненых участков, образующих высокий выступ, показанный на фиг. 4.
На фиг. 6 приведена увеличенная схема, показывающая форму и порядок расположения тисненых участков, образующих низкий выступ, показанный на фиг. 4.
На фиг. 7 приведен вид поперечного сечения, сделанного по линии VII-VII, показанной на фиг. 4.
На фиг. 8 приведен вид поперечного сечения, сделанного по линии VIII-VIII, показанной на фиг. 4.
На фиг. 9 приведен вид поперечного сечения, сделанного по линии IX-IX, показанной на фиг. 4.
На фиг. 10 приведена схема, показывающая форму и порядок расположения тисненых участков верхнего листа для впитывающих изделий согласно второму варианту осуществления изобретения.
На фиг. 11 приведена схема, показывающая форму и порядок расположения тисненых участков верхнего листа для впитывающих изделий согласно третьему варианту осуществления изобретения.
На фиг. 12 приведена схема, показывающая модифицированную форму тисненых участков и порядок их расположения на верхнем листе для впитывающих изделий согласно еще одному варианту осуществления изобретения.
На фиг. 13 приведена схема, показывающая модифицированную форму тисненых участков и порядок их расположения на верхнем листе для впитывающих изделий согласно еще одному варианту осуществления изобретения.
На фиг. 14 приведена схема, показывающая форму и порядок расположения тисненых участков верхнего листа, полученного в сравнительном примере 1, для сравнения с верхним листом для впитывающих изделий согласно изобретению.
На фиг. 15 приведена схема, показывающая форму и порядок расположения тисненых участков верхнего листа, полученного в сравнительном примере 2, для сравнения с верхним листом для впитывающих изделий согласно изобретению.
На фиг. 16 приведена схема, показывающая форму и порядок расположения тисненых участков верхнего листа, полученного в ссылочном примере 1, для сравнения с верхним листом для впитывающих изделий согласно изобретению.
Описание вариантов осуществления изобретения
Первый предпочтительный вариант осуществления верхнего листа для впитывающих изделий согласно изобретению будет описан со ссылкой на фиг. 1-9. На указанных чертежах направление Y представляет собой второе направление, которое совпадает с машинным направлением (MD); направление X представляет собой первое направление, перпендикулярное второму направлению, которое совпадает с направлением, поперечным машинному направлению (CD), и направление Z представляет собой направление толщины.
Фигуры 1 и 2 иллюстрируют гигиеническую прокладку 10 с применением верхнего листа 1A для впитывающих изделий согласно первому варианту осуществления изобретения (в дальнейшем упоминается просто как "верхний лист 1A"). Гигиеническая прокладка 10 (или просто прокладка) включает в себя верхний лист 1A, расположенный со стороны поверхности, обращенной к коже; задний лист 12, расположенный со стороны поверхности, необращенной к коже; и продолговатый впитывающий элемент 13, помещенный между листами 1A и 12, длина которого совпадает с направлением Y. Прокладка 10 содержит пару противоположных друг другу боковых листов 14, 14, расположенных на обоих поперечных боковых участках 10s, 10s, тянущихся в направлении Y, чтобы обеспечить пару крылышек 15, 15, выступающих наружу в направлении X. Как показано на фиг. 1, прокладка 10 является симметричной относительно продольной центральной линии CL, тянущейся в направлении Y. Понятно, что направление Y в прокладке 10 совпадает с продольным направлением прокладки, которое соответствует направлению спереди-назад пользователя, и направление X совпадает с поперечным направлением прокладки.
В контексте данного документа термин "поверхность, обращенная к коже", относится к поверхности элемента, образующего прокладку 10, такого как верхний лист, который во время носки обращен к коже пользователя. Термин "поверхность, обращенная не к коже", относится к поверхности элемента, такого как верхний лист, который во время носки обращен в сторону, противоположную коже пользователя.
Более подробно, прокладка 10, которая показана на фиг. 1, включает в себя впитывающий узел 11 в сборке, содержащий верхний лист 1A, задний лист 12 и впитывающий элемент 13, помещенный между листами 1A и 12. Как показано на фиг. 1, впитывающий узел 11 в сборке делится на средний участок A, соответствующий области, где обеспечены крылышки 15; передний участок B, соседний со средним участком A и расположенный перед ним; и задний участок C, соседний со средним участком A и расположенный за ним. Во время ношения прокладки 10 средний участок A впитывающего узла 11 в сборке обычно обращен к месту выделения текучей среды (например, к отверстию влагалища). Другими словами, крылышки 15 обеспечивают в заданной области, которая обращена к месту выделения текучей среды организма.
Как показано на фиг. 2, каждый из верхнего листа 1A и заднего листа 12, входящих в состав впитывающего узла 11 в сборке, закрывает всю область со стороны поверхности, обращенной к коже, и со стороны поверхности впитывающего элемента 13, необращенной к коже, и имеет выступающую часть, тянущуюся наружу от периферийной кромки впитывающего элемента 13. Как показано на фиг. 2, верхний лист 1A более узкий, чем задний лист 12 в направлении X. Как показано на фиг. 1 и 2, боковой лист 14 прикрепляется к каждой боковой области со стороны поверхности верхнего листа 1A, обращенной к коже, по всей длине (в направлении Y) верхнего листа 1A, обеспечивая при этом выступающую часть, тянущуюся в поперечном направлении (в направлении X) наружу от каждой боковой кромки верхнего листа 1A. Как показано на фиг. 1 и 2, выступающая наружу в поперечном направлении часть заднего листа 12 и выступающая наружу в поперечном направлении часть каждого бокового листа 14 скрепляются друг с другом путем скрепления с помощью клея, скрепления путем сплавления или иным способом. Листы 12 и 14 выступают наружу в направлении X в большей мере на среднем участке A, чем на переднем участке B и заднем участке C, чтобы образовать крылышки 15. Задний лист 12 содержит клей, склеивающий при кратковременном прижатии, нанесенный на его сторону, необращенную к коже, на его средний в поперечном направлении (в направлении X) участок и на его выступающие части, соответствующие крылышкам 15, чтобы обеспечить дополнительные участки 16 для крепления прокладки 10 к нижнему белью, такому как трусы. Каждый боковой лист 14 может содержать эластичный элемент, закрепленный в натянутом состоянии вдоль его проксимальной кромки (кромка, расположенная внутри, ближе к центральной линии CL), тянущейся в направлении Y, таким образом, чтобы участок бокового листа 14 заданной ширины со стороны проксимальной кромки мог подниматься независимо от верхнего листа 1A под действием сжимающей силы эластичного элемента и образовывать при этом стоячие сборки.
Несмотря на то, что это не показано, прокладка 10 содержит круговую канавку, образованную при уплотнении верхнего листа 1A и впитывающего элемента 13 как единого целого. Круговая канавка тянется в направлении Y, охватывая передний участок B и задний участок C. Круговая канавка (не показана) представляет собой единую закольцованную канавку, проходящую по переднему участку B, обоим боковым участкам 10s, 10s и заднему участку C. Непоказанная канавка образована со стороны, обращенной к коже, путем уплотнения верхнего листа 1A и впитывающего элемента 13 с нагреванием или без нагревания.
Как показано на фиг. 3, верхний лист согласно изобретению для впитывающих изделий включает в себя слой 1d термоусаживаемых волокон, состоящий из термоусаживаемых волокон, которые подвергают усадке с помощью нагревания, и содержит множество тисненых участков 2. Более конкретно, верхний лист 1A прокладки 10 содержит слой 1d термоусаживаемых волокон и слой 1u нетермоусаживаемых волокон, образованный из нетермоусаживаемых волокон, наложенный на слой 1d термоусаживаемых волокон. Верхний лист 1A содержит слой 1u нетермоусаживаемых волокон со стороны своей поверхности, обращенной к коже, и слой 1d термоусаживаемых волокон со стороны своей поверхности, необращенной к коже.
Слой 1d термоусаживаемых волокон и слой 1u нетермоусаживаемых волокон верхнего листа 1A дискретно скрепляются друг с другом на множестве тисненых участков 2. В частности, верхний лист 1A образуют путем объединения слоя 1d термоусаживаемых волокон и слоя 1u нетермоусаживаемых волокон вместе на регулярно расположенных тисненых участках 2, подвергая при этом термоусаживаемые волокна слоя 1d термоусаживаемых волокон, расположенного на стороне, необращенной к коже, термоусадке. Как показано на фиг. 3, верхний лист 1A содержит множество углублений, соответствующих тисненым участкам 2, образованным путем тиснения со стороны, обращенной к коже, слоя 1u нетермоусаживаемых волокон, и множество выступов 3, соответствующих нетисненым (выпуклым) участкам.
Верхний лист согласно изобретению содержит множество больших многоугольных областей BT, каждая из которых окружена множеством тисненых участков 2. Окружающие большую многоугольную область тисненые участки 2 образуют вершины (вершинные участки) окруженной ими большой многоугольной области BT. Верхний лист согласно изобретению также содержит множество малых многоугольных областей ST, каждая из которых имеет меньшую площадь, чем большая многоугольная область BT, и окружена множеством тисненых участков 2. Окружающие многоугольные области тисненые участки 2, каждый из которых образует вершину (вершинный участок) нескольких больших многоугольных областей BT, также образуют вершину окруженной ими малой многоугольной области ST. Таким образом, верхний лист согласно изобретению содержит многоугольные области (включающие в себя большие многоугольные области BT и малые многоугольные области ST), каждая из которых окружена множеством тисненых участков 2. Каждая многоугольная область (большая многоугольная область BT или малая многоугольная область ST) обеспечивает нетисненый (выпуклый) участок. Более конкретно, как показано на фиг. 3 и 4, многоугольные области включают в себя множество больших многоугольных областей BT с относительно большой площадью, каждая из которых окружена множеством тисненых участков 2, каждый из которых обеспечивает вершину большой многоугольной области BT, и множество малых многоугольных областей ST с относительно малой площадью, каждая из которых окружена множеством тисненых (вдавленных) участков 2, которые образуют вершины окруженной ими малой многоугольной области ST и также образуют вершины больших многоугольных областей BT, соседних с окруженной тиснеными участками малой многоугольной областью ST. Таким образом, каждая большая многоугольная область BT и соседняя малая многоугольная область ST имеют общие тисненые участки в качестве их вершин (вершинных участков). Следует понимать, что высказывание "тисненая (сдавленная) область 2 обеспечивает, образует или иным образом относится к вершине" или "тисненая (сдавленная) область обеспечивает, образует или иным образом относится к вершине" не ограничивается определенной конфигурацией, в которой вся тисненная (сдавленная) область 2 обеспечивает вершину, а включает в себя конфигурацию, при которой вершину образует лишь часть тисненого участка 2. На верхнем листе 1A согласно настоящему варианту осуществления изобретения часть тисненого участка 2 обеспечивает вершину отдельных многоугольных областей, а другие части тисненого участка 2 образуют часть сторон, очерчивающих отдельные многоугольные области. Выражение "область, окруженная тиснеными участками", не означает область, ограниченную контурной линией из отдельных тисненых участков, а означает область, окруженную тиснеными (вдавленными) областями и включающую в себя тисненые (вдавленные) области.
Более подробно, на верхнем листе 1A согласно варианту осуществления изобретения каждая большая многоугольная область BT окружена шестью тиснеными участками 2, образующими шесть вершин, и имеет шестиугольную форму, как показано на фиг. 4. С другой стороны, каждая малая многоугольная область ST окружена четырьмя тиснеными участками 2, образующими четыре вершины, и имеет четырехугольную форму. Две большие многоугольные области BT, соседние друг с другом в первом направлении (направлении X), имеют два общих тисненых участка (далее описаны как "вторые тисненые участки 22") из шести тисненых участков 2, очерчивающих каждую большую многоугольную область BT, и отделяются друг от друга с помощью линии, соединяющей два общих тисненых участка 2 (вторые тисненые участки 22). Две большие многоугольные области BT, соседние друг с другом во втором направлении (направлении Y), имеют один общий тисненый участок 2 (далее упоминаемые как "первые тисненые участки 21") из шести тисненых участков 2, очерчивающих каждую большую многоугольную область BT, и отделяются друг от друга с помощью общего тисненого участка 2 (первого тисненого участка 21). Одна малая многоугольная (четырехугольная) область ST окружена четырьмя большими многоугольными (шестиугольными) областями BT. Малая многоугольная область ST и соседняя большая многоугольная область BT имеют два общих тисненых участка 2 (один первый тисненый участок 21 и один второй тисненый участок 22) из шести тисненых участков 2 и отделяются друг от друга с помощью двух таких тисненых участков (один первый тисненый участок 21 и один второй тисненый участок 22). При этом четыре тисненых участка 2, очерчивающих каждую малую многоугольную область ST, одновременно принадлежат четырем большим многоугольным областям BT, соседним с малой многоугольной областью ST.
Как показано на фиг. 3 и 4, на верхнем листе согласно изобретению множество больших многоугольных областей BT расположены рядом друг с другом в первом направлении (направлении X), образуя при этом ряды BTL больших многоугольных областей, и множество малых многоугольных областей ST расположены рядом друг с другом в первом направлении (направлении X), образуя при этом ряды STL малых многоугольных областей.
Ряды BTL больших многоугольных областей и ряды STL малых многоугольных областей чередуются во втором направлении (направлении Y), перпендикулярном первому направлению (направлению X). Другими словами, ряды BTL больших многоугольных областей и ряды STL малых многоугольных областей повторяются, чередуясь друг с другом во втором направлении (направлении Y).
Как показано на фиг. 3, каждая большая многоугольная область BT верхнего листа согласно изобретению имеет высокий выступ 31 с относительно большой высотой. На верхнем листе 1A согласно варианту осуществления изобретения множество высоких выступов 31 расположены в первом направлении (направлении X), образуя при этом ряды 31L высоких выступов. С другой стороны, каждая малая многоугольная область ST имеет низкий выступ 32, который ниже по высоте, чем высокий выступ 31. На верхнем листе 1A согласно варианту осуществления изобретения множество низких выступов 32 расположены в первом направлении (направлении X), образуя при этом ряды 32L низких выступов. Ряды 31L высоких выступов и ряды 32L низких выступов чередуются во втором направлении (направлении Y), перпендикулярном первому направлению (направлению X). Другими словами, ряды 31L высоких выступов и ряды 32L низких выступов повторяются, чередуясь друг с другом во втором направлении (направлении Y). На верхнем листе 1A высокие выступы 31 в рядах 31L высоких выступов и низкие выступы 32 в рядах 32L низких выступов расположены в шахматном порядке. Иначе говоря, высокие выступы 31 и низкие выступы 32 чередуются в направлении по диагонали, как относительно первого направления (направления X), так и относительно второго направления (направления Y). Подробности о высоких выступах 31 и низких выступах 32 будут приведены далее.
На верхнем листе 1A согласно варианту осуществления изобретения, который проиллюстрирован на фиг. 3 и 4, тисненые участки 2 включают в себя первые тисненые участки 21, каждый из которых расположен между двумя высокими выступами 31, ближайшими друг к другу во втором направлении (направлении Y), и между двумя низкими выступами 32, ближайшими друг к другу в первом направлении (направлении X). В частности, имеется один первый тисненый участок 21 между двумя высокими выступами 31, ближайшими друг к другу во втором направлении (направлении Y), выбранными из высоких участков, составляющих два ряда 31L высоких выступов, ближайших друг к другу во втором направлении (направлении Y), и между двумя низкими выступами 32, ближайшими друг к другу в первом направлении (направлении X), выбранными из низких участков, составляющих ряд 32L низких выступов, расположенный между вышеупомянутыми рядами высоких выступов 31, ближайших друг к другу во втором направлении (направлении Y). На верхнем листе 1A множество тисненых участков 2 включает в себя два вида разных по форме тисненых участков: один представляет собой первые тисненые участки 21, и другой представляет собой вторые тисненые участки 22. В описании подразумевается, что выражение "один (a) тисненый участок" включает в себя тисненый участок, который в макроскопическом масштабе имеет непрерывную форму, даже если он включает в себя множество точек или прерывистых линий.
Как показано на фиг. 4, каждый первый тисненый участок 21 принадлежит двум малым многоугольным (четырехугольным) областям ST, соседним в первом направлении (направлении X), в качестве одного из четырех тисненых участков 2, очерчивающих каждую из двух соседних малых многоугольных областей ST; и также принадлежит двум большим многоугольным (шестиугольным) областям BT, соседним во втором направлении (направлении Y), в качестве одного из шести тисненых участков 2, очерчивающих каждую из двух соседних больших многоугольных областей BT. Соответственно, каждый первый тисненый участок 21 расположен посредине между двумя низкими выступами 32, ближайшими друг к другу в первом направлении (направлении X), и посредине между двумя высокими выступами 31, ближайшими друг к другу во втором направлении (направлении Y).
Как показано на фиг. 5 и 6, каждый первый тисненый участок 21 включает в себя бинаправленно тянущийся участок 21a, который тянется от центральной точки общей вершины, одновременно принадлежащей двум большим многоугольным областям BT, ближайшим друг к другу во втором направлении (направлении Y), в двух направлениях вдоль сторон, очерчивающих контур одной из двух больших многоугольных областей BT; и другой бинаправленно тянущийся участок 21a, который тянется от той же центральной точки в двух направлениях вдоль сторон, очерчивающих контур другой большой многоугольной области BT. Как уже упомянуто выше, на верхнем листе 1A две большие многоугольные области BT, соседние во втором направлении (направлении Y), имеют одну общую вершину, и каждая из четырех вершин отдельных малых многоугольных (четырехугольных) областей ST одновременно принадлежит соседним большим многоугольным (шестиугольным) областям BT. Следовательно, два бинаправленно тянущихся участка 21a, соседних во втором направлении (направление Y), примыкают друг к другу таким образом, чтобы каждый первый тисненый участок 21 имел четырехнаправленно тянущуюся форму, а именно форму буквы X, которая тянется от вершины вдоль сторон, очерчивающих контур одной из двух больших многоугольных (шестиугольных) областей BT, соседних во втором направлении (направлении Y), и также вдоль сторон, очерчивающих контур другой большой многоугольной (шестиугольной) области BT. Первый X-образный тисненый участок 21 имеет на виде сверху такую форму, при которой от вершины тянутся четыре выступа 21e. Четыре выступа 21e имеют одинаковую длину. Первый X-образный тисненый участок 21 симметричен относительно линии, проходящей через его центральную точку параллельно первому направлению (направлению X), и относительно линии, проходящей через его центральную точку параллельно второму направлению (направление Y).
Два выступа 21e каждого первого X-образного тисненого участка 21, соседние друг с другом во втором направлении (направлении Y), пересекаются с образованием угла пересечения θ1 (см. фиг. 5). Угол пересечения θ1 предпочтительно составляет 50° или более, более предпочтительно 70° или более, предпочтительно 170° или менее, более предпочтительно 130° или менее и особенно предпочтительно от 50° до 170°, более предпочтительно от 70° до 130°, с точки зрения уменьшения угла контакта с кожей, при этом сохраняется ощущение мягкости на ощупь и улучшаются эстетические аспекты верхнего листа 1A. Угол пересечения θ1 на верхнем листе 1A составляет 90°.
Как показано на фиг. 4, каждый второй тисненый участок 22 в качестве вершины одновременно принадлежит набору, состоящему из малой многоугольной области ST и двух больших многоугольных областей BT, соседних в первом направлении (направлении X). Каждый второй тисненый участок 22 имеет трехнаправленно тянущуюся форму, которая тянется от центральной точки общей вершины (то есть совместной вершины) вдоль (1) стороны, образующей часть контура малой многоугольной (четырехугольной) области ST и часть контура одной из больших многоугольных (шестиугольных) областей BT; (2) стороны, образующей другую часть контура малой многоугольной (четырехугольной) области ST и часть контура других больших многоугольных (шестиугольных) областей BT; и (3) стороны, образующей часть контура одной из больших многоугольных (шестиугольных) областей BT и часть контура другой большой многоугольной (шестиугольной) области BT. Короче говоря, второй тисненый участок 22 имеет форму буквы Y. Второй Y-образный тисненый участок 22 на виде сверху имеет такую форму, при которой три выступа 22e тянутся от центральной точки вершины, то есть общей вершины. Три выступа 22e имеют одинаковую длину. Второй Y-образный тисненый участок 22 является симметричным относительно линии, проходящей через его центральную точку параллельно второму направлению (направлению Y).
Угол пересечения θ2 (см. фиг. 5), образованный выступами 22e второго Y-образного тисненого участка 22, предпочтительно составляет 50° или более, более предпочтительно 70° или более, предпочтительно 170° или менее, более предпочтительно 130° или менее и особенно предпочтительно от 50° до 170°C, более предпочтительно от 70° до 130°C, с точки зрения уменьшения угла контакта с кожей, при этом сохраняется ощущение мягкости на ощупь и улучшаются эстетические аспекты верхнего листа 1A. Угол пересечения θ2 на верхнем листе 1A составляет 130°.
На верхнем листе 1A длина каждого из четырех выступов 21e первого X-образного тисненого участка 21 и трех выступов 22e второго Y-образного тисненого участка 22 предпочтительно составляет 0,5 мм или более, более предпочтительно 0,7 мм или более, предпочтительно 5,0 мм или менее, более предпочтительно 4,0 мм или менее и особенно предпочтительно от 0,5 мм до 5,0 мм, более предпочтительно от 0,7 мм до 4,0 мм, с точки зрения улучшения впитывающих свойств верхнего листа в отношении жидкости, распределяющих свойств и эстетических аспектов верхнего листа. На верхнем листе 1A четыре выступа 21e первого тисненого участка 21 имеют одинаковую длину, если измерять ее от вершины, то есть от центральной точки вершины; и три выступа 22e второго тисненого участка 22 имеют одинаковую длину, если измерять ее от вершины, то есть от центральной точки вершины. Однако следует отметить, что геометрия первого и второго тисненого участка не ограничивается описанным вариантом осуществления изобретения. Четыре выступа 21e и/или три выступа 22e могут иметь разную длину. Например, два из трех выступов 22e второго тисненого участка 22 могут иметь одинаковую длину, а оставшийся один может быть короче, чем два упомянутых. Один из трех выступов 22e второго тисненого участка 22 расположен параллельно второму направлению (направлению Y) верхнего листа 1A.
Площадь отдельных тисненых участков 2, включающих в себя первые тисненые участки 21 и вторые тисненые участки 22, в среднем предпочтительно составляет 1 мм2 или более, более предпочтительно 1,5 мм2 или более, предпочтительно 15 мм2 или менее, более предпочтительно 12 мм2 или менее и особенно предпочтительно от 1 мм2 до 15 мм2, более предпочтительно от 1,5 мм2 до 12 мм2, с точки зрения улучшения впитывающих свойств в отношении текучей среды и распределяющих характеристик верхнего листа 1A при сохранении ощущения мягкости верхнего листа 1A на ощупь.
Тисненые участки 2 (включающие в себя первые тисненые участки 21 и вторые тисненые участки 22) расположены на регулярном расстоянии друг от друга в первом и втором направлении (направления X и Y). Плотность тисненых участков (включающих в себя первые тисненые участки 21 и вторые тисненые участки 22) предпочтительно составляет, по меньшей мере, один участок, более предпочтительно два участка или более на 1 см2, предпочтительно 32 участка или менее, более предпочтительно 16 участков или менее на см2 и особенно предпочтительно от 1 до 32 участков, более предпочтительно от 2 до 16 участков на см2, с точки зрения улучшения впитывающих свойств верхнего листа 1A в отношении текучей среды и распределяющих свойств верхнего листа 1A при сохранении ощущения мягкости верхнего листа 1A на ощупь.
Как показано на фиг. 5, каждая большая многоугольная (шестиугольная) область BT образована двумя первыми тиснеными участками 21 и четырьмя вторыми тиснеными участками 22. На виде сверху два первых тисненых участка 21 расположены на воображаемой средней линии Ly1, проходящей через центр тяжести большой многоугольной области BT параллельно второму направлению (направлению Y), таким образом, чтобы быть симметричными относительно воображаемой средней линии Lx1, проходящей через центр тяжести большой многоугольной области BT параллельно первому направлению (направлению X). Четыре вторых тисненых участка 22 расположены по одному на каждой из вершин большой многоугольной области BT, за исключением двух вершин, где расположены первые тисненые участки. Два вторых тисненых участка 22, ближайших друг к другу в первом направлении (направлении X), на виде сверху расположены симметрично друг другу относительно воображаемой средней линии Ly1, которая параллельна второму направлению (направлению Y). Два вторых тисненых участка 22, ближайших друг к другу во втором направлении (направлении Y), на виде сверху расположены симметрично друг другу относительно воображаемой средней линии Lx1, которая параллельна первому направлению (направлению X). При этом два вторых тисненых участка 22, ближайших друг к другу в направлении Y, которые образуют одну большую многоугольную (шестиугольную) область BT, имеют зеркальное взаимное расположение относительно воображаемой средней линии Lx1.
Как показано на фиг. 6, каждая малая многоугольная (четырехугольная) область ST образована двумя первыми тиснеными участками 21 и двумя вторыми тиснеными участками 22. На виде сверху два первых тисненых участка 21 расположены на воображаемой средней линии Lx2, проходящей через центр тяжести малой многоугольной области ST параллельно первому направлению (направлению X), таким образом, чтобы быть симметричными относительно воображаемой средней линии Ly2, проходящей через центр тяжести малой многоугольной области ST параллельно второму направлению (направлению Y). Два вторых тисненых участка 22 на виде сверху расположены на воображаемой средней линии Ly2, которая параллельна второму направлению (направлению Y), симметрично относительно воображаемой средней линии Lx2, которая параллельна первому направлению (направлению X). При этом два вторых тисненых участка 22, ближайших друг к другу в направлении Y, которые образуют одну малую многоугольную (четырехугольную) область ST, имеют зеркальное взаимное расположение относительно воображаемой средней линии Lx2, то есть один из них представляет собой Y-образный участок, а другой представляет собой перевернутый Y-образный участок.
Как описано выше, все вершины каждой малой многоугольной (четырехугольной) области ST верхнего листа 1A одновременно принадлежат большим многоугольным (шестиугольным) областям BT, соседним с малой многоугольной областью ST. Следовательно, как показано на фиг. 4, имеется набор из (1) ряда вторых Y-образных тисненых участков 22, расположенных с регулярными интервалами в первом направлении (направлении X); (2) ряда первых X-образных тисненых участков 21, расположенных с регулярными интервалами в первом направлении (направлении X); и (3) ряда вторых перевернутых Y-образных тисненых участков, расположенных с регулярными интервалами в первом направлении (направлении X), причем упомянутые ряды расположены в соответствии с описанным порядком на регулярном расстоянии друг от друга во втором направлении (направлении Y). Такой набор из трех рядов (1), (2) и (3) повторяется на регулярном расстоянии друг от друга во втором направлении (направлении Y). Что касается первого направления (направления X), каждый из первых X-образных тисненых участков расположен в положении, соответствующем середине между двумя вторыми Y-образными тиснеными участками 22, ближайшими друг к другу в направлении X. Что касается второго направления (направление Y), второй Y-образный тисненый участок 22 и второй перевернутый Y-образный тисненый участок 22, которые являются соседними друг с другом в направлении Y, расположены на воображаемой линии, тянущейся параллельно направлению Y.
Волокна, образующие верхний лист 1A, уплотняются и прессуются на тисненых участках (включающих в себя первые тисненые участки 21 и вторые тисненые участки 22) таким образом, чтобы высота (толщина) верхнего листа 1A была меньше (более тонкая) на тисненых участках, чем на других участках, то есть выпуклых участках, образующихся при тиснении. То есть плотность волокна на находящихся в углублениях тисненых участках 2 (включающих в себя первые тисненые участки 21 и вторые тисненые участки 22) является более высокой, чем плотность волокна на выпуклом участке, и самой высокой на верхнем листе 1A. В зависимости от условий тиснения волокна, составляющие верхний лист, на тисненых участках 2 могут сплавляться и отвердевать в виде пленки. Следовательно, тисненые участки 2 (включающие в себя первые тисненые участки 21 и вторые тисненые участки 22) оказывают большое влияние на жесткость и впитывающие свойства верхнего листа 1A в отношении выделяемой текучей среды организма. С такой точки зрения предпочтительно, чтобы отношение площади тисненых участков 2 к площади верхнего листа, то есть доля тисненых (сдавленных) областей составляла от 5% до 30%, более предпочтительно от 7% до 20%. Применение схемы тиснения верхнего листа согласно изобретению обеспечивает уменьшение области, соприкасающейся с кожей пользователя, даже при такой низкой доле тисненых (сдавленных) областей.
Как показано на фиг. 4, на образованном таким образом верхнем листе 1A отдельные высокие выступы 31, образованные в больших многоугольных (шестиугольных) областях BT, представляют собой выпуклые участки, имеющие на виде сверху овальную форму; и отдельные низкий выступы 32, образованные в малых многоугольных (четырехугольных) областях ST, представляют собой выпуклые участки, имеющие на виде сверху круглую форму.
Высота hb (то есть размер в направлении Z; см. фиг. 7) в верхней точке каждого высокого выступа 31 предпочтительно составляет 1,0 мм или более, более предпочтительно 1,5 мм или более, предпочтительно 7,0 мм или менее, более предпочтительно 5,0 мм или менее и особенно предпочтительно от 1,0 мм до 7,0 мм, более предпочтительно от 1,5 мм до 5,0 мм, с точки зрения улучшения мягкости верхнего листа 1A на ощупь и обеспечения градиента плотности волокна для повышения при этом впитывающих свойств в отношении текучей среды. Высота hb высокого выступа 31, которая представляет собой максимальную высоту высокого выступа 31, обычно равна высоте в положении, соответствующем центру тяжести большой многоугольной области BT. Высоту hb измеряют таким же образом, как при измерении отношения плотностей волокон верхнего листа 1A согласно способу (1), описанному далее.
Угол наклона θ3 (см. фиг. 8) высокого выступа 31 относительно его нижней части (относительно горизонтали) предпочтительно составляет 70° или более, более предпочтительно 75° или более, предпочтительно 90° или менее, более предпочтительно 85° или менее и особенно предпочтительно от 70° до 90°, более предпочтительно от 75° до 85°, с точки зрения затруднения возможности для выделяемой менструальной крови оставаться в области, соприкасающейся с телом, даже в том случае, когда выделяется большое количество менстуальной крови. Угол наклона θ3 измеряют одновременно с измерением высоты hb.
Высота hs (то есть, размер в направлении Z; см. фиг. 9) в верхней точке каждого низкого выступа 33 предпочтительно составляет 0,4 мм или более, более предпочтительно 0,8 мм или более, предпочтительно 4,5 мм или менее, более предпочтительно 2,5 мм или менее и особенно предпочтительно от 0,4 мм до 4,5 мм, более предпочтительно от 0,8 мм до 2,5 мм, с точки зрения улучшения мягкости верхнего листа 1A на ощупь и обеспечения градиента плотности волокна для повышения при этом впитывающих свойств в отношении текучей среды. Высота hs низкого выступа 32, которая представляет собой максимальную высоту низкого выступа 32, обычно равна высоте в положении, соответствующем центру тяжести малой многоугольной области ST. Высоту hs измеряют таким же образом как при измерении отношения плотностей волокна на верхнем листе 1A согласно способу (1), описанному далее.
Угол наклона θ4 (см. фиг. 9) низкого выступа 32 относительно его нижней части предпочтительно составляет 25° или более, более предпочтительно 30° или более, предпочтительно 70° или менее, более предпочтительно 65° или менее и особенно предпочтительно от 25° до 70°, более предпочтительно от 30° до 65°, с точки зрения затруднения возможности для выделяемой менструальной крови оставаться в области, соприкасающейся с телом, даже в том случае, когда выделяется большое количество менструальной крови. Угол наклона θ4 измеряют одновременно с измерением высоты hs.
На верхнем листе 1A полусферический высокий выступ 31 имеет более низкую плотность волокна, чем полусферический низкий выступ 32. Плотность волокна является самой низкой в верхней точке (точка отсчета высоты hb в направлении Z) высокого выступа 31 на верхнем листе 1A. Полусферический низкий выступ 32 имеет более низкую плотность волокна в своей верхней точке (точка отсчета высоты hs в направлении Z), чем в любой другой своей части. Следовательно, плотность волокна в верхней точке высокого выступа 31 (точка отсчета высоты hb в направлении Z) ниже, чем плотность волокна в верхней точке (точка отсчета высоты hs в направлении Z) низкого выступа 32. В результате выделяемая текучая среда легко поступает от соприкасающихся с телом высоких выступов 31 к участкам с более низкой плотностью. Поскольку первые тисненые участки 21 находятся между низкими выступами 32, соседними в первом направлении (направлении X), и также между высокими выступами 31, соседними во втором направлении (направлении Y), вокруг первых тисненых участков 21 плотность волокна повышена. Следовательно, выделяемая текучая среда, поступившая в высокие выступы 31, которые имеют самую низкую плотность и обеспечивают поглощающие свойства, имеет возможность легко проникать вниз от поверхности для того, чтобы предотвратить быстрое растекание текучей среды по верхнему листу 1A в направлениях X и Y и тем самым предотвратить протечку текучей среды.
Отношение плотности волокна db в верхней точке (точка отсчета высоты hb в направлении Z) высокого выступа 31 к плотности волокна ds в верхней точке (точка отсчета высоты hs в направлении Z) низкого выступа 32 (db/ds) предпочтительно составляет 1,2 или более, более предпочтительно 1,5 или более, предпочтительно 3,0 или менее, более предпочтительно 2,5 или менее, особенно предпочтительно от 1,2 до 3,0, более предпочтительно от 1,5 до 2,5, с точки зрения улучшения впитывающих свойств в отношении выделяемой текучей среды.
Отношение плотностей волокна для верхнего листа 1A можно получать согласно любому из способов (1) и (2), описанных ниже.
1. В том случае, когда верхний лист 1A имеет или считается, что имеет фактически одинаковую поверхностную плотность, высоты (толщины) верхнего листа 1A измеряют на поверхности поперечного сечения.
2. В том случае когда верхний лист 1A имеет или считается, что имеет неодинаковую поверхностную плотность, на поверхности поперечного сечения верхнего листа 1A получают среднее расстояние от волокна до волокна.
Имеет или нет верхний лист 1A фактически одинаковую плотность, определяют следующим образом.
От верхнего листа 1A отрезают, по меньшей мере, десять кусков размером 10 см, как в направлении Y, так и в направлении X, и рассчитывают плотность для каждого отрезанного куска. Когда тройное стандартное отклонение σ (то есть 3σ) находится в пределах 10% от среднего значения μ, и внешний вид не указывает на разнотолщинность волокна, плотность считается фактически одинаковой. Однако следует отметить, что предпочтительно принимать решение на основе всестороннего рассмотрения различных факторов, таких как различие состава микрообластей.
Сначала будет описан способ (1).
Чтобы получить образец для измерения (плотности волокна) высокого выступа 31, верхний лист 1A разрезают по прямой линии, проходящей на виде сверху через центр тяжести любого высокого выступа 31 (верхнюю часть в направлении Z) и через два тисненых участка 2 (первые тисненые участки 21), по одному с каждого конца высокого выступа 31. Аналогичным образом получают образец для измерения (плотности волокна) низкого выступа 32 путем разрезания по прямой линии, проходящей через центр тяжести любого низкого выступа 32 (верхнюю часть в направлении Z) и через два тисненых участка 2 (два первых тисненых участка 21 или два вторых тисненых участка 22), по одному с каждого конца низкого выступа 32. Следует соблюдать осторожность при разрезании, чтобы свести к минимуму уменьшение высоты или любое другое повреждение образцов.
Поверхность среза каждого образца рассматривают с применением электронного микроскопа JCM-5100 от компании JEOL Ltd. в условиях напыления Pt в течение 30 секунд и ускоряющего напряжения 10 кВ. По меньшей мере, один из тисненых участков 2 фотографируют с каждого конца, или множество изображений комбинируют таким образом, чтобы можно было наблюдать тисненый участок 2. Высоту (толщину) каждого образца измеряют либо на отпечатанном изображении, либо на мониторе ПК.
В способе (1) высоту hb (толщину) на среднем участке образца для измерения высокого выступа 31 делят на высоту hs (толщину) на среднем участке образца для измерения низкого выступа 32, чтобы получить отношение плотностей db/ds.
Далее будет описан способ (2).
Получают поверхность среза и рассматривают ее так же, как в способе (1). В добавление к такому измерению каждую поверхность среза фотографируют при увеличениях от 500 до 1000. Область заданного участка (среднего участка) на каждом увеличенном изображении, на котором от трех до семи волокон тянутся в горизонтальном направлении изображения (то есть в направлении в плоскости образца), анализируют на анализаторе изображений NEWQUBE версия 4.20 от компании NEXUS, чтобы получить минимальное расстояние между центроидами волокон.
Измерение выполняют по существу по всей толщине заданного участка, при этом следует убедиться в том, что отсутствуют перекрытия минимального расстояния между центроидами. Измерение выполняют, по меньшей мере, в 3, предпочтительно в 5, более предпочтительно в 10 местах для получения среднего значения.
В способе (2) минимальное расстояние между центроидами на среднем участке образца для измерения высокого выступа 31, делят на минимальное расстояние между центроидами образца для измерения низкого выступа 32, получая при этом отношение плотностей db/ds.
Далее будут описаны материалы, применяемые для изготовления гигиенической прокладки 10 с применением верхнего листа согласно изобретению.
Сначала будут описаны материалы верхнего листа 1A.
Предпочтительно слой 1u нетермоусаживаемых волокон, образуемый из нетермоусаживаемых волокон, представляет собой, например, кардочесанное полотно или объемный нетканый материал. Примеры предпочтительных объемных нетканых материалов включают в себя нетканые материалы, получаемые воздушной набивкой, пневмоуложенные нетканые материалы и скрепленные с помощью смолы нетканые материалы, подходящие для образования на верхнем листе 1A подходящего градиента плотности и обеспечения хорошего ощущения на ощупь. Кардочесанное полотно представляет собой слой волокон перед их объединением в нетканый материал, то есть представляет собой полотно из слабо спутанных волокон перед тем, как оно подвергается технологической операции, осуществляемой в отношении кардочесанного полотна для изготовления нетканого материала, такой как термоскрепление при воздушной набивке или термокаландрирование. Когда в качестве слоя 1u нетермоусаживаемых волокон применяют кардочесанное полотно, волокна слоя 1u нетермоусаживаемых волокон подвергают скреплению путем сплавления волокон друг с другом либо одновременно со скреплением слоя 1u нетермоусаживаемых волокон и слоя 1d термоусаживаемых волокон, либо после скрепления слоя 1u нетермоусаживаемых волокон и слоя 1d термоусаживаемых волокон.
Нетермоусаживаемые волокна, образующие слой 1u нетермоусаживаемых волокон, выбирают из волокон, обычно применяемых во впитывающих изделиях, таких как гигиенические прокладки и одноразовые подгузники, при отсутствии особого ограничения и при условии, что они по существу не обладают способностью к термоусадке или обладают более высокой температурой термоусадки, чем волокна для изготовления нижнего слоя (слоя термоусаживаемых волокон).
Слой 1u нетермоусаживаемых волокон предпочтительно имеет поверхностную плотность 10 г/м2 или более, более предпочтительно 15 г/м2 или более, предпочтительно 50 г/м2 или менее, более предпочтительно 40 г/м2 или менее и особенно предпочтительно от 10 г/м2 до 50 г/м2, более предпочтительно от 15 г/м2 до 40 г/м2 для образования подходящего градиента плотности и обеспечения хорошего ощущения на ощупь.
Для изготовления слоя 1d термоусаживаемых волокон, состоящего из термоусаживаемых волокон, применяют кардочесанное полотно или термоусаживаемый нетканый материал.
Для образования слоя 1d термоусаживаемых волокон предпочтительно применяют термоусаживаемые волокна, получаемые из термопластичного полимера. Примерами таких волокон являются волокна со скрытой извитостью. Волокна со скрытой извитостью можно обрабатывать перед нагреванием таким же образом, как и волокна, применяемые для изготовления обычных нетканых материалов, и затем подвергать их нагреванию при заданной температуре и усадке за счет развития извитости по спирали. Слой 1d термоусаживаемых волокон предпочтительно содержит от 40 мас.% до 100 масс.% термоусаживаемых волокон.
Примерами волокон со скрытой извитостью, которые представляют собой термоусаживаемые волокна, являются двухкомпонентные волокна с эксцентриситетом оболочки/сердцевины или двухкомпонентные волокна с расположением компонентов "бок о бок", включающие в себя два термопластичных полимера с разными процентами усадки. Примеры таких волокон со скрытой извитостью описаны, например, в документе JP 9-296325A и патенте Японии № 2759331. Слой 1d термоусаживаемых волокон можно получать путем подвода тепла к слою, состоящему, например, из таких волокон со скрытой извитостью либо одновременно со скреплением путем сплавления, либо после скрепления путем сплавления со слоем 1u нетермоусаживаемых волокон, заставляя при этом волокна со скрытой извитостью подвергаться усадке и проявлять скрытую извитость.
Слой 1d термоусаживаемых волокон предпочтительно имеет поверхностную плотность 10 г/м2 или более, более предпочтительно 15 г/м2 или более, предпочтительно 50 г/м2 или менее, более предпочтительно 40 г/м2 или менее и особенно предпочтительно от 10 г/м2 до 50 г/м2, более предпочтительно от 15 г/м2 до 40 г/м2.
Верхний лист 1A согласно первому варианту осуществления изобретения получают, например, следующим образом. Слой 1u нетермоусаживаемых волокон, состоящий из нетермоусаживаемых волокон, и слой 1d термоусаживаемых волокон перед усадкой (термоусаживаемого слоя, состоящего из термоусаживаемых волокон) накладывают друг на друга таким образом, чтобы слой 1u находился сверху. Два слоя частично скрепляют путем тиснения по заданной регулярной схеме с образованием множества тисненых участков 2 (включающих в себя первые тисненые участки 21 и вторые тисненые участки 22). Тепло к слоям подводят либо одновременно с объединением слоев, либо после объединения слоев, чтобы заставить нижний слой 1d термоусаживаемых волокон подвергаться усадке в направлениях плоскости. Поскольку слой 1u нетермоусаживаемых волокон и слой 1d термоусаживаемых волокон скрепляются на дискретных тисненых участках 2 (включающих в себя первые тисненые участки 21 и вторые тисненые участки 22), при усадке слоя 1d термоусаживаемых волокон в слое 1u нетермоусаживаемых волокон возникает натяжение, которое заставляет слой 1u нетермоусаживаемых волокон выпячиваться с образованием полусферических выступов 3. Скрепление путем сплавления при тиснении осуществляют, например, благодаря давлению тиснильной поверхности (например, периферийной поверхности валика для тиснения), содержащей множество тиснильных выступов с X-образным сечением и множество тиснильных выступов с Y-образным сечением, расположенных в заданном порядке, соответствующем расположению первых X-образных тисненых участков 21 и вторых Y-образных тисненых участков 22 на стороне слоя 1u нетермоусаживаемых волокон, верхнего из двух наложенных друг на друга слоев (слой 1u нетермоусаживаемых волокон и слой 1d термоусаживаемых волокон), благодаря чему происходит сплавление волокон верхнего и нижнего слоя на участках, подвергнутых горячему прессованию с помощью выступов.
Термоусадка слоя 1d термоусаживаемых волокон может происходить благодаря формированию слоя 1d лишь из одного или из нескольких видов термоусаживаемых волокон или благодаря формированию слоя 1d с применением волокнистого материала, состоящего из одного или нескольких видов термоусаживаемых волокон, и термообработки слоя 1d термоусаживаемых волокон либо одновременно с объединением, либо после объединения слоя 1u нетермоусаживаемых волокон и слоя 1d термоусаживаемых волокон.
Во время термоусадки, поскольку большие многоугольные области BT, каждая из которых окружена шестью тиснеными участками 2 (двумя первыми тиснеными участками 21 и четырьмя вторыми тиснеными участками 22), имеют самую большую протяженность на верхнем листе 1A, слой 1u нетермоусаживаемых волокон в таких областях легко выпячивается с образованием самых высоких выступов 31 с не очень сильным ограничением со стороны шести тисненых участков 2. С другой стороны, поскольку малые многоугольные области ST, каждая из которых окружена четырьмя тиснеными участками 2 (двумя первыми тиснеными участками 21 и двумя вторыми тиснеными участками), имеют малую площадь, их выпячивание, которое происходит при термоусадке слоя 1d термоусаживаемых волокон в направлении плоскости, ограничивается четырьмя тиснеными участками 2, при этом образуются низкие выступы 32, которые ниже по высоте, чем высокие выступы 31.
Верхний лист 1A, образованный таким образом путем объединения слоя 1u нетермоусаживаемых волокон и слоя 1d термоусаживаемых волокон с помощью описанного выше способа предпочтительно имеет поверхностную плотность 20 г/м2 или более, более предпочтительно 35 г/м2 или более, предпочтительно 100 г/м2 или менее, более предпочтительно 80 г/м2 или менее и особенно предпочтительно от 20 г/м2 до 100 г/м2, более предпочтительно от 35 г/м2 до 80 г/м2.
Задний лист 12, впитывающий элемент 13 и боковые листы 14, применяемые для формирования впитывающего узла 11 в сборке, могут представлять собой любые материалы, которые обычно используют во впитывающих изделиях, таких как гигиенические прокладки и одноразовые подгузники. Например, задний лист 12 может представлять собой непроницаемую для жидкости или водоотталкивающую смоляную пленку или ламинат такой смоляной пленки и нетканого материала. Впитывающий элемент 13 может представлять собой наполнитель из волокнистых материалов, таких как целлюлозное волокно; впитывающий элемент может представлять собой нетканый материал с удерживаемыми в нем частицами впитывающего полимера или без таких частиц, наполнитель, обернутый в пропускающий воду оберточный лист для сердцевины, такой как тонкая бумага или нетканый материал. Боковой лист 14 может быть таким же, что и задний лист 12.
Верхний лист 1A, задний лист 12, впитывающий элемент 13 и боковые листы 14 обычно можно фиксировать с помощью скрепления клеем или скрепления путем сплавления, включая горячее тиснение, ультразвуковое тиснение и высокочастотное тиснение.
Далее будут описаны эффекты и преимущества применения верхнего листа 1A согласно варианту осуществления изобретения в гигиенической прокладке.
Как показано на фиг. 3, верхний лист 1A содержит множество высоких выступов 31 большой высоты и множество низких выступов 32 малой высоты. Во время ношения гигиенической прокладки 10 верхний лист 1A соприкасается с кожей пользователя в местах высоких выступов 31, но при этом с меньшей долей вероятности соприкасается с кожей в местах низких выступов 32, расположенных между высокими выступами 31. Поэтому применение верхнего листа 1A в гигиенической прокладке 10 уменьшает площадь соприкосновения с кожей пользователя, при этом сохраняется мягкость на ощупь, характерная для нетканого материала, и уменьшается ощущение липкости и ощущение затхлости. Поскольку верхний лист 1A согласно варианту осуществления изобретения имеет пониженную площадь соприкосновения с кожей, причиняемый коже ущерб также уменьшается. Чтобы обеспечить такие эффекты, площадь соприкосновения верхнего листа 1A с кожей пользователя предпочтительно должна составлять 45% или менее, более предпочтительно 42% или менее. Нижний предел площади соприкосновения с кожей предпочтительно составляет 25%, более предпочтительно 30%.
Как показано на фиг. 3, верхний лист 1A имеет специально спроектированный порядок расположения низких выступов 32, которые ниже по высоте, чем высокие выступы 31. В частности, ряды BTL больших многоугольных областей, включающие в себя множество больших многоугольных областей BT, расположенных рядом друг с другом в первом направлении (направлении X), и ряды STL малых многоугольных областей, включающие в себя множество малых многоугольных областей ST, расположенных рядом друг с другом в первом направлении (направлении X), чередуются во втором направлении (направлении Y), перпендикулярном первому направлению (направлению X). Даже в случае возникающего при носке давления, прилагаемого к низким выступам 32, каждый из которых образован в каждой малой многоугольной области ST, включенной в ряды STL малых многоугольных областей, низкие выступы 32 защищены высокими выступами 31, каждый из которых образован в регулярно расположенных больших многоугольных областях BT и, следовательно, с меньшей долей вероятности будут схлопываться в направлении толщины. Кроме того, по сравнению с порядком расположения больших и малых выступов, описанным в патентной литературе 2, где область, подверженная влиянию больших выступов 320, находится между двумя соседними низкими выступами 330, как показано на фиг. 15, верхний лист 1A не содержит такой области, подверженной влиянию высоких выступов 31, между двумя соседними низкими выступами 32 в каждом ряду 32L низких выступов, в частности, в срединной точке между низкими выступами 32. Соответственно, каждый ряд STL малых многоугольных областей включает в себя множество низких выступов 32, где каждые два соседних выступа разделены областью, еще более низкой по высоте, чем низкие выступы 32, и тем самым обеспечиваются каналы для выпуска воздуха и водяного пара, что является эффективным не только для предупреждения появления затхлости, но и для блокировки растекания текучей среды во втором направлении (направлении Y).
Как показано на фиг. 3, верхний лист 1A дополнительно обладает специально спроектированным порядком расположения низких выступов 32, которые ниже по высоте, чем высокие выступы 31. В частности, все ряды 31L высоких выступов и все ряды 32L низких выступов, тянущиеся в первом направлении (направлении X), соответствующем поперечному направлению прокладки 10, чередуются во втором направлении (направлении Y), соответствующем продольному направлению прокладки 10. Посредине между каждой парой высоких выступов 31, ближайших друг к другу в продольном направлении (направлении Y), обеспечивают первый тисненый участок 21 таким образом, чтобы первый тисненый участок 21 мог быть расположен в ряду 32L низких выступов. То есть два высоких выступа 31, ближайших друг к другу во втором направлении (направлении Y), таким образом отделяются друг от друга с помощью низкого первого тисненого участка 21 с невысоким рубчиком, образованным между ними. При этом быстрое растекание выделяемой текучей среды в направлении Y подавляется благодаря высоким выступам 31 с низкой плотностью волокна. Кроме того, первые тисненые участки 21 обеспечивают верхний лист 1A градиентом плотности волокна, который эффективен для улучшения впитывающих свойств верхнего листа 1A в отношении текучей среды и уменьшения липкости и затхлости. С другой стороны, благодаря присутствию первых тисненых участков 21 каждая пара низких выступов 32, ближайших друг к другу в первом направлении (направлении X), расположена по диагонали относительно высоких выступов 31, как в продольном направлении (направлении Y), так и в поперечном направлении (направление X). Следовательно, даже когда высокие выступы 31 схлопываются в направлении толщины под действием давления на них при носке, низкие выступы 32 едва ли поддаются воздействию, при этом высокие выступы, каждый из которых окружен первыми тиснеными участками 21 и низкими выступами 32, также обладают устойчивостью к возникающему при носке давлению и с меньшей долей вероятности будут схлопываться. Такая геометрия, которая описана, облегчает сохранение небольшой площади соприкосновения верхнего листа 1A с кожей во время носки и обеспечивает каналы для воздуха, образованные рядами 32L низких выступов, вследствие чего легко предотвращается появление липкости и затхлости.
На верхнем листе 1A множество низких выступов 32 расположены рядами в первом направлении (направлении X) с первым тисненым участком 21, расположенным между каждыми двумя соседними из них. Поскольку ближайшие друг к другу низкие выступы 32 разделены еще более низким первым тисненым участком 21 с образованием ряда 32L низких выступов, вдоль ряда 32L низких выступов обеспечиваются каналы для выпуска воздуха и водяного пара, облегчающие возможность предупреждать появление затхлости во время носки прокладки 10. Такой эффект будет более высоким, если между ближайшими друг к другу низкими выступами 32 находится только один первый тисненый участок 21.
Как показано на фиг. 3, верхний лист 1A образуется из слоя 1u нетермоусаживаемых волокон, расположенного со стороны поверхности, обращенной к коже, и слоя 1d термоусаживаемых волокон со стороны поверхности, необращенной к коже. Следовательно, выделяемая организмом текучая среда благодаря капиллярному действию постепенно проходит со стороны поверхности, обращенной к коже, к стороне поверхности, необращенной к коже, то есть, к слою 1d термоусаживаемых волокон, подвергнутых усадке, с приобретенной во время усадки плотностью волокна, благодаря чему проявляется эффект уменьшения затхлости.
Далее со ссылкой на фиг. 10 будет описан верхний лист 1B согласно второму варианту осуществления изобретения.
Описание верхнего листа 1B согласно второму варианту осуществления изобретения будет ограничено описанием отличий от верхнего листа 1A согласно первому варианту осуществления изобретения. Если контекст специально не подразумевает другого, описание верхнего листа 1A применимо в равной мере к верхнему листу 1B. Описание эффектов верхнего листа 1B также будет ограничено описанием отличий от первого варианта осуществления изобретения и, если контекст специально не подразумевает другого, верхний лист 1B обладает теми же эффектами, которые проиллюстрированы для верхнего листа 1A.
Как показано на фиг. 10, отдельные малые многоугольные области ST и отдельные большие многоугольные области BT верхнего листа 1B имеют шестиугольную форму. Каждая из шести вершин каждой малой многоугольной области ST принадлежит какой-нибудь одной или двум большим многоугольным областям BT, соседним с такой малой многоугольной областью ST. Одна большая многоугольная (шестиугольная) область BT определяется двумя первыми тиснеными участками 21 и четырьмя вторыми тиснеными участками 22. Одна малая многоугольная (шестиугольная) область ST определяется двумя первыми тиснеными участками 21 и двумя вторыми тиснеными участками. Каждый первый тисненый участок 21 верхнего листа 1B включает в себя бинаправленно тянущийся участок 21a, который тянется от вершины (то есть от центральной точки вершины) каждой из двух больших многоугольных областей BT, ближайших друг к другу во втором направлении (направлении Y), в двух направлениях вдоль сторон, очерчивающих контур каждой большой многоугольной области BT. То есть каждый первый тисненый участок 21 верхнего листа 1B включает в себя два бинаправленно тянущихся участка 21a. Один из бинаправленно тянущихся участков 21a имеет форму буквы V, включающей в себя выступы 21e, тянущиеся от вершины (центральной точки вершины) вдоль сторон, очерчивающих контур одной из больших многоугольных (шестиугольных) областей BT, соседних во втором направлении (направлении Y). Другой бинаправленно тянущийся участок 21a имеет форму перевернутой буквы V, включающей в себя выступы 21e, тянущиеся от вершины (центральной точки вершины) вдоль сторон, очерчивающих контур другой соседней большой многоугольной (шестиугольной) области BT. Каждый первый тисненый участок 21 верхнего листа 1B включает в себя V-образный бинаправленно тянущийся участок 21a, перевернутый V-образный бинаправленно тянущийся участок 21a и отдельный прямоугольный тисненый участок 21b, расположенный между двумя такими бинаправленно тянущимися участками 21a и независимо от них. Следовательно, при таком варианте осуществления изобретения один первый тисненый участок 21 включает в себя три части, расположенные на достаточно малом расстоянии друг от друга. Более конкретно, когда три части разделены расстоянием 2 мм или менее, их можно считать одним первым тисненым участком 21. Расстояние между частями, составляющими один первый тисненый участок 21, предпочтительно составляет 1 мм или менее, более предпочтительно 0,5 мм или менее.
Преимущество верхнего листа 1B состоит в том, что площадь отдельных малых многоугольных областей ST можно легко увеличивать для того, чтобы сделать площадь соприкосновения с кожей еще меньше, чем площадь соприкосновения с кожей верхнего листа 1A согласно первому варианту осуществления изобретения. С другой стороны, в первом варианте осуществления изобретения (верхний лист 1A), поскольку два бинаправленно тянущихся участка 21a, соседних во втором направлении (направлении Y), примыкают друг к другу, образуя при этом единый X-образный первый тисненый участок 21, можно уменьшать долю тисненных (сдавленных) областей, чтобы обеспечить превосходные впитывающие свойства в отношении текучей среды и хорошее ощущение на ощупь (good hand).
Теперь со ссылкой на фиг. 11 будет описан верхний лист 1C согласно третьему варианту осуществления изобретения.
Описание верхнего листа 1C согласно третьему варианту осуществления изобретения будет ограничено описанием отличий от верхнего листа 1A согласно первому варианту осуществления изобретения. Если контекст специально не подразумевает другого, описание верхнего листа 1A в равной мере применимо к верхнему листу 1C. Описание эффектов от применения верхнего листа 1C также будет ограничено описанием отличий от первого варианта осуществления изобретения и, если контекст специально не подразумевает другого, верхний лист 1C обладает теми же эффектами, которые проиллюстрированы в отношении верхнего листа 1A.
Как показано на фиг. 11, отдельные малые многоугольные области ST и отдельные большие многоугольные области BT верхнего листа 1C имеют шестиугольную форму. Каждая из шести вершин каждой малой многоугольной области ST одновременно принадлежит какой-нибудь одной или двум большим многоугольным областям BT, соседним с упомянутой малой многоугольной областью ST. Одна большая многоугольная (шестиугольная) область BT определяется двумя первыми тиснеными участками 21 и четырьмя вторыми тиснеными участками 22. Одна малая многоугольная (шестиугольная) область ST определяется двумя первыми тиснеными участками 21 и двумя вторыми тиснеными участками. Каждый первый тисненый участок 21 верхнего листа 1C включает в себя бинаправленно тянущийся участок 21a, который тянется от вершины (то есть от центральной точки вершины) каждой из двух больших многоугольных областей BT, ближайших друг к другу во втором направлении (направлении Y), в двух направлениях вдоль сторон, очерчивающих контур каждой большой многоугольной области BT. То есть каждый первый тисненый участок 21 верхнего листа 1C включает в себя два бинаправленно тянущихся участка 21a. Один из бинаправленно тянущихся участков 21a имеет форму буквы V, включающей в себя выступы 21e, тянущиеся от вершины (центральной точки вершины) вдоль сторон, очерчивающих контур одной из больших многоугольных (шестиугольных) областей BT, соседних во втором направлении (направлении Y). Другой бинаправленно тянущийся участок 21a имеет форму перевернутой буквы V, включающей в себя выступы 21e, тянущиеся от вершины (центральной точки вершины) вдоль сторон, очерчивающих контур другой соседней большой многоугольной (шестиугольной) области BT. Каждый первый тисненый участок 21 верхнего листа 1C включает в себя V-образный бинаправленно тянущийся участок 21a, перевернутый V-образный бинаправленно тянущийся участок 21a и прямоугольный соединительный участок 21c, соединяющий два упомянутых бинаправленно тянущихся участка 21a.
Преимущество верхнего листа 1C состоит в том, что площадь отдельных малых многоугольных областей ST можно легко увеличивать для того, чтобы сделать площадь соприкосновения с кожей еще меньше, чем площадь соприкосновения с кожей верхнего листа 1A. С другой стороны, в первом варианте осуществления изобретения (верхний лист 1A), поскольку два бинаправленно тянущихся участка 21a, соседних во втором направлении (направлении Y), примыкают друг к другу, образуя при этом единый X-образный первый тисненый участок 21, долю тисненых (сдавленных) областей можно уменьшать, обеспечивая при этом превосходные впитывающие свойства в отношении текучей среды и хорошее ощущение на ощупь (good hand).
Верхний лист согласно изобретению не ограничивается первым - третьим вариантами осуществления изобретения (верхний лист 1A, 1B и 1C), и в первом - третьем вариантах осуществления изобретения могут быть сделаны различные изменения и модификации. Составляющие признаки верхних листов 1A, 1B, и 1C можно применять на практике в подходящих комбинациях, не выходя при этом за пределы существа и объема изобретения.
Например, несмотря на то, что верхний лист 1A обладает двухслойной структурой, содержащей слой 1u нетермоусаживаемых волокон со стороны поверхности, обращенной к коже, и слой 1d термоусаживаемых волокон со стороны поверхности, необращенной к коже, верхний лист может иметь однослойную структуру, включающую в себя один лишь слой 1d термоусаживаемых волокон, или трехслойную структуру, включающую в себя слой 1d термоусаживаемых волокон и слой 1u нетермоусаживаемых волокон, расположенный на обеих поверхностях слоя 1d термоусаживаемого волокна.
Выступы 21e первых тисненых участков 21 и выступы 22e вторых тисненых участков 22 на всех верхних листах 1A, 1B и 1C согласно первому - третьему вариантам осуществления изобретения имеют прямоугольную форму, определяемую прямыми линиями. Вместо этого такие выступы могут определяться закругленной линией, как показано на фиг. 12 и 13. В частности, что касается первого X-образного тисненого участка 21, показанного на фиг. 12, очертание буквы V, образуемой каждыми двумя соседними выступами 21e, представляет собой закругленную линию, выпуклую вовнутрь к вершине (к центральной точке вершины) первого тисненого участка 21. Аналогичным образом, очертание буквы V, образуемой каждыми двумя соседними выступами 22e второго Y-образного тисненого участка 22, показанного на фиг. 12, представляет собой закругленную линию, выпуклую вовнутрь к вершине (к центральной точке вершины) второго тисненого участка 22. На фиг. 13 каждый из четырех выступов 21e, образующих первый X-образный тисненый участок 21, определяется закругленной линией, выпуклой наружу по направлению к малой многоугольной области ST или большой многоугольной области BT. Каждый из трех выступов 22e, образующих второй Y-образный тисненый участок 22, на фиг. 13 определяется закругленной линией, выпуклой наружу по направлению к малой многоугольной области ST или большой многоугольной области BT. В частности, формы первых и вторых тисненых участков 21 и 22, имеющих округленное очертание, как показано на фиг. 13, являются предпочтительными по следующим причинам. Нижний край выступов 3 определяется местами расположения тисненых участков 2, так что на высоту выступа соседней многоугольной области или области между выступами вряд ли влияет область, не содержащая тисненого участка 2. В результате получают описанные выше эффекты. Такие округленные формы также предпочтительны с точки зрения визуального внешнего вида. В том случае, когда первые и вторые тисненые участки 21 и 22 имеют такой закругленный контур, который показан на фигурах 12 и 13, угол пересечения θ1 между соседними выступами 21e, составляющими первый тисненый участок 21, равен углу между двумя воображаемыми линиями, тянущимися из нижней части вогнутого участка, образованного соседними выступами 21e, к концу выступов 21e; и угол пересечения θ2 между соседними выступами 22e, составляющими второй тисненый участок 22, равен углу между двумя воображаемыми линиями, тянущимися из нижней части вогнутого участка, образованного соседними выступами 21e, к концу выступов 22e. Предпочтительные диапазоны углов пересечения θ1 и θ2 такие же, как уже упомянуто выше.
В связи с вышеупомянутыми вариантами осуществления изобретения дополнительно раскрыт следующий верхний лист для впитывающих изделий.
1. Верхний лист для впитывающих изделий, содержащий слой термоусаживаемых волокон, состоящий из термоусаживаемых волокон, подвергаемых термоусадке, содержащий множество тисненых участков и имеющий первое направление и второе направление, перпендикулярное первому направлению;
причем верхний лист содержит множество больших многоугольных областей, каждая из которых окружена несколькими из множества тисненых участков, при этом тисненые участки, которые окружают каждую большую многоугольную область, образуют вершины большой многоугольной области;
верхний лист содержит множество малых многоугольных областей, каждая из которых имеет меньшую площадь, чем отдельные большие многоугольные области, и окружена несколькими из множества тисненых участков; при этом тисненые участки, которые окружают каждую малую многоугольную область, образуют вершины малой многоугольной области и вершины некоторых из множества больших многоугольных областей;
каждая большая многоугольная область содержит образованный на ней высокий выступ;
каждая малая многоугольная область содержит образованный на ней низкий выступ с меньшей высотой, чем высота высокого выступа;
множество больших многоугольных областей расположены рядом друг с другом в первом направлении, образуя при этом ряды больших многоугольных областей;
множество малых многоугольных областей расположены рядом друг с другом в первом направлении, образуя при этом ряды малых многоугольных областей; и
ряды больших многоугольных областей и ряды малых многоугольных областей чередуются во втором направлении.
2. Верхний лист для впитывающих изделий по пункту 1, в котором высокие выступы расположены в первом направлении с образованием рядов высоких выступов, и низкие выступы расположены в первом направлении с образованием рядов низких выступов, причем ряды высоких выступов и ряды низких выступов чередуются во втором направлении; и
множество тисненых участков содержит первые тисненые участки, каждый из которых расположен между двумя высокими выступами, ближайшими друг к другу во втором направлении, и между двумя низкими выступами, ближайшими друг к другу в первом направлении.
3. Верхний лист для впитывающих изделий по пункту 2, в котором между двумя низкими выступами, ближайшими друг к другу в первом направлении, находится один первый тисненый участок.
4. Верхний лист для впитывающих изделий по любому из пунктов 1-3, в котором любой и каждый из некоторого множества тисненых участков, окружающих каждую малую многоугольную область, одновременно принадлежит множеству больших многоугольных областей, соседних с малой многоугольной областью.
5. Верхний лист для впитывающих изделий по любому из пунктов 1-4, в котором отдельные большие многоугольные области являются шестиугольными, и отдельные малые многоугольные области являются четырехугольными.
6. Верхний лист для впитывающих изделий по любому из пунктов 2-5, в котором каждый из первых тисненых участков содержит пару бинаправленно тянущихся участков, причем каждый бинаправленно тянущийся участок тянется от центральной точки вершины одной из двух больших многоугольных областей, ближайших друг к другу во втором направлении, вдоль сторон, определяющих одну из двух больших многоугольных областей.
7. Верхний лист для впитывающих изделий по любому из пунктов 2-6, в котором каждые две соседние большие многоугольные области, ближайшие друг к другу во втором направлении, имеют одну общую вершину; и
первый тисненый участок, расположенный между двумя большими многоугольными областями, имеет четырехнаправленно тянущуюся форму, которая тянется от центральной точки общей вершины вдоль сторон, очерчивающих контур одной из двух больших многоугольных областей, и также вдоль сторон, очерчивающих контур другой большой многоугольной области.
8. Верхний лист для впитывающих изделий по любому из пунктов 2-7, в котором каждый из тисненых участков, отличающихся от первых тисненых участков, имеет трехнаправленно тянущуюся форму, которая тянется от центральной точки вершины, одновременно принадлежащей одной из малых многоугольных областей и двум большим многоугольным областям, соседним друг с другом в первом направлении, вдоль (1) стороны, образующей контур малой многоугольной области и контур одной из двух больших многоугольных областей, (2) стороны, образующей контур малой многоугольной области и контур другой большой многоугольной области, и (3) стороны, образующей контур одной из больших многоугольных областей и контур другой большой многоугольной области.
9. Верхний лист для впитывающих изделий по любому из пунктов 2-8, в котором множество тисненых участков содержит первые тисненые участки и вторые тисненые участки, причем каждый из первых тисненых участков является X-образным, и каждый из вторых тисненых участков является Y-образным.
10. Верхний лист для впитывающих изделий по пункту 9, в котором каждый из рядов высоких выступов содержит расположенные в нем Y-образные тисненые участки; и каждый из рядов низких выступов содержит расположенные в нем X-образные тисненые участки.
11. Верхний лист для впитывающих изделий по любому из пунктов 2-8, в котором каждый из первых тисненых участков включает в себя V-образный бинаправленно тянущийся участок, перевернутый V-образный бинаправленно тянущийся участок и отдельный тисненый участок, расположенный между ними, причем независимо от V-образного и перевернутого V-образного бинаправленно тянущихся участков.
12. Верхний лист для впитывающих изделий по пункту 11, в котором отдельный тисненый участок является прямоугольным.
13. Верхний лист для впитывающих изделий по любому из пунктов 1-12, дополнительно содержащий слой нетермоусаживаемых волокон, содержащий нетермоусаживаемые волокна, накладываемый на слой термоусаживаемых волокон, причем слой термоусаживаемых волокон и слой нетермоусаживаемых волокон дискретно скрепляются друг с другом на множестве тисненых участков.
14. Верхний лист для впитывающих изделий по пункту 13, в котором слой нетермоусаживаемых волокон расположен со стороны поверхности, обращенной к коже, и слой термоусаживаемых волокон расположен со стороны поверхности, необращенной к коже.
15. Верхний лист для впитывающих изделий по любому из пунктов 1-14, в котором соседние друг с другом высокий выступ и низкий выступ расположены в направлении по диагонали, как относительно первого направления, так и относительно второго направления.
16. Верхний лист для впитывающих изделий по любому из пунктов 1-15, в котором каждый из тисненых участков содержит выступы, каждый из которых определяется закругленной линией, выпуклой наружу по направлению к малой многоугольной области или большой многоугольной области.
17. Верхний лист для впитывающих изделий по любому из пунктов 1-16, в котором множество тисненых участков расположено с плотностью от 1 на см2 до 32 на см2.
18. Верхний лист для впитывающих изделий по любому из пунктов 1-17, в котором каждый из множества тисненых участков содержит выступы, пересекающиеся под углом пересечения от 50° до 170°.
19. Верхний лист для впитывающих изделий по любому из пунктов 1-18, в котором каждый из множества тисненых участков имеет площадь от 1 мм2 до 15 мм2.
20. Верхний лист для впитывающих изделий по любому из пунктов 1-19, в котором высокий выступ имеет высоту от 1,0 мм до 7,0 мм в своей верхней точке в направлении толщины (направление Z).
21. Верхний лист для впитывающих изделий по любому из пунктов 1-20, в котором низкий выступ имеет высоту от 0,4 мм до 4,5 мм в своей верхней точке в направлении толщины (направление Z).
22. Впитывающее изделие, содержащее верхний лист по любому из пунктов 1-21.
23. Впитывающее изделие по пункту 22, имеющее продольное направление, соответствующее направлению пользователя спереди-назад, и поперечное направление, перпендикулярное продольному направлению; и содержащее ряды высоких выступов и ряды низких выступов, тянущихся в поперечном направлении.
24. Впитывающее изделие по пункту 23, дополнительно содержащее задний лист и впитывающий элемент, причем задний лист выступает наружу от кромки верхнего листа до кромки впитывающего изделия в продольном направлении.
25. Впитывающее изделие по любому из пунктов 22-24, представляющее собой гигиеническую прокладку.
Примеры
Теперь изобретение будет проиллюстрировано более подробно со ссылкой на примеры, однако следует понимать, что подразумевается, что изобретение не должно ограничиваться данными примерами.
Получение слоя 1u нетермоусаживаемых волокон
Двухкомпонентное волокно типа оболочка/сердцевина с полиэтиленовой оболочкой и сердцевиной из полиэтилентерефталата (NBF(SH) от компании Daiwabo Co., Ltd.; 2.2 дтекс × 51 мм) подвергали кардочесанию с получением полотна с поверхностной плотностью 18 г/м2, которое применяли в качестве слоя 1u нетермоусаживаемых волокон (в качестве верхнего слоя).
Получение слоя 1d термоусаживаемых волокон
Термоусаживаемое волокно (L(V) от компании Daiwabo Co., Ltd.; 2,2 дтекс × 51 мм) подвергали кардочесанию с получением полотна с поверхностной плотностью 22 г/м2, которое применяли в качестве слоя 1d термоусаживаемого волокна (в качестве нижнего слоя).
Пример 1
Получали верхний лист для впитывающих изделий, показанный на фиг. 4. Как показано на фиг. 4, верхний лист содержал ряды BTL больших многоугольных областей, каждый из которых включает в себя множество больших многоугольных областей BT, расположенных рядом друг с другом в направлении X, и ряды STL малых многоугольных областей, каждый из которых включает в себя множество малых многоугольных областей ST, расположенных рядом друг с другом в направлении X, причем ряды BTL больших многоугольных областей и ряды STL малых многоугольных областей чередуются в направлении Y. Верхний лист содержал тисненые участки 2, включающие в себя первые тисненые участки 21 и вторые тисненые участки 22. Каждый первый тисненый участок 21 имел форму буквы X, образованной из четырех выступов. Каждый второй тисненый участок 22 имел форму буквы Y, образованной из трех выступов. Тисненые участки 2 представляли собой комбинацию первых X-образных тисненых участков 21 и вторых Y-образных тисненых участков 22. Слой 1u нетермоусаживаемых волокон накладывали на слой 1d термоусаживаемых волокон, и сложенные друг с другом слои объединяли путем тиснения со стороны верхнего слоя по схеме, показанной на фиг. 4. Через тисненые слои в течение 5-10 секунд прогоняли горячий воздух при 110°C±10°C, чтобы заставить термоусаживаемые волокна нижнего слоя проявить скрытую извитость, вследствие чего нижний слой давал усадку, которая сопровождалась выпячиванием верхнего слоя. При этом получали верхний лист с большим числом полусферических высоких выступов 31 и низких выступов 32. Плотность тисненых участков 2 составляла 6 на см2. После термоусадки на верхнем листе минимальное расстояние между тиснеными участками 2, соседними в первом направлении (направлении X), составляло 1,1 мм. Первые тисненые участки 21 имели среднюю площадь 2,3 мм2. Вторые тисненые участки 22 имели среднюю площадь 2,3 мм2. Длина как четырех выступов первых X-образных тисненых участков, так и длина трех выступов вторых Y-образных тисненых участков составляла 0,85 мм. Высота hb высоких выступов 31 составляла 2,3 мм. Высота hs низких выступов 32 составляла 1,5 мм. Угол пересечения θ1 между выступами, образующими первый тисненый участок, составлял 90°. Угол пересечения θ2 между выступами, образующими второй тисненый участок, составлял 130°.
Сравнительный пример 1
Получали верхний лист 100A, показанный на фиг. 14. Как показано на фиг. 14, все тисненые участки 200 имели форму буквы X, образованной четырьмя полосками равной длины, считая от центральной точки. Слой 1u нетермоусаживаемых волокон накладывали на слой 1d термоусаживаемых волокон и скрепляли наложенные друг на друга слои путем тиснения со стороны верхнего слоя по схеме, показанной на фиг. 14, с образованием квадратных выступов 300, каждый из которых окружен четырьмя тиснеными участками 200. Через тисненые слои в течение 5-10 секунд прогоняли горячий воздух при 110°C±10°C, чтобы заставить термоусаживаемые волокна нижнего слоя проявить скрытую извитость, вследствие чего нижний слой давал усадку, которая сопровождалась выпячиванием верхнего слоя. При этом получали верхний лист 100A, содержащий только лишь большое число полусферических выступов 300. Плотность тисненых участков 200 составляла 7,1 на см2. После термоусадки на верхнем листе 100A минимальное расстояние между соседними друг с другом тиснеными участками 200 составляло 1,6 мм. Каждый из тисненых участков 200 имел площадь 3,2 мм2. Длина каждой из четырех полос составляла 1,2 мм. Угол пересечения между двумя полосками, соседними в направлении Y, составлял 90°.
Сравнительный пример 2
Получали верхний лист 100B, показанный на фиг. 15. Как показано на фиг. 15, все тисненые участки 200 имели круглую форму. Слой 1u нетермоусаживаемых волокон накладывали на слой 1d термоусаживаемых волокон. Скрепляли наложенные друг на друга слои путем тиснения со стороны верхнего слоя по схеме, показанной на фиг. 15, с образованием октагональных (восьмигранных) областей, каждая из которых окружена восемью тиснеными участками 200, которые предназначены для образования большого выступа 320; и с образованием четырехугольных областей, каждая из которых окружена четырьмя тиснеными участками 200, которые предназначены для образования малых выступов 330. Множество октагональных областей примыкало друг к другу в направлении X, в то время как множество четырехугольных областей не примыкало друг к другу в направлении X, то есть были расположены с промежутками в направлении X. Через тисненые слои в течение 5-10 секунд прогоняли горячий воздух при 110°C±10°C, чтобы заставить термоусаживаемые волокна нижнего слоя проявить скрытую извитость, вследствие чего нижний слой давал усадку, которая сопровождалась выпячиванием верхнего слоя. При этом получали верхний лист 100B, содержащий большое число больших полусферических выступов 320 и малых выступов 330. Плотность тисненых участков 200 составляла 5,5 на см2. После термоусадки на верхнем листе 100B минимальное расстояние между соседними друг с другом тиснеными участками 200 составляло 1,1 мм. Каждый из тисненых участков 200 имел площадь 3,1 мм2.
Ссылочный пример 1
Получали верхний лист 100S, показанный на фиг. 16. Как показано на фиг. 16, все тисненые участки 200 имели только лишь форму буквы Y, образованной из двух относительно длинных полосок 200a, 200b равной длины, считая от центральной точки, и одной относительно короткой полоски 200c. Слой 1u нетермоусаживаемых волокон накладывали на слой 1d термоусаживаемых волокон и скрепляли наложенные друг на друга слои путем тиснения со стороны верхнего слоя по схеме, показанной на фиг. 16. Через тисненые слои в течение 5-10 секунд прогоняли горячий воздух при 110°C±10°C, чтобы заставить термоусаживаемые волокна нижнего слоя проявить скрытую извитость, вследствие чего нижний слой давал усадку, которая сопровождалась выпячиванием верхнего слоя. При этом получали верхний лист 100S, содержащий большое число высоких полусферических выступов 320, средних выступов 310 и низких выступов 330. Плотность тисненых участков 200 составляла 6 на см2. После термоусадки на верхнем листе 100S минимальное расстояние между тиснеными участками 200, соседними друг с другом в первом направлении (направлении X), составляло 1,1 мм. Отдельные тисненые участки 200 имели площадь 3,9 мм2. Длина двух полосок 200a, 200b составляла 2,8 мм, и длина полоски 200c составляла 0,85 мм. Высота hb высоких выступов 320 составляла 2,3 мм. Высота ha средних выступов 310 составляла 1,3 мм. Высота hc низких выступов 330 составляла 0,8 мм. Угол пересечения θ между полосками 200a и 200b составлял 110°, а между полосками 200a и 200c составлял 125°. Угол пересечения θ между полосками 200b и 200c составлял 125°.
Оценка рабочих характеристик
Верхние листы, полученные по примеру 1, сравнительным примерам 1 и 2 и ссылочному примеру 1, оценивали с точки зрения: (1) доли площади, соприкасающейся с кожей, (2) уровня обратного смачивания, (3) сопротивления течению текучей среды, (4) коэффициента трения относительно кожи, (5) ощущения на ощупь и (6) отношения площадей высоких выступов к низким выступам (площадь высоких выступов/площадь низких выступов). Все оценочные испытания проводили при комнатной температуре (20°C) и влажности 60% RH. Результаты оценочных испытаний показаны ниже в таблице 1.
1. Доля площади, соприкасающейся с кожей
Способ измерения
Площадь соприкосновения с кожей верхних листов, полученных по примеру 1, сравнительным примерам 1 и 2 и ссылочному примеру 1, определяли описанным ниже способом.
От каждого верхнего листа отрезали кусок образца размером 60 мм в CD-направлении и 80 мм в MD-направлении. Профиль поверхности каждого куска образца измеряли с применением системы KS-1100 (производимой компанией Keyence Corp.) для измерения формы с высокой точностью при отсутствии нагрузки, прикладываемой к куску образца, и с нагрузкой 6,25 гс/см2 (помещали на образец прозрачную пластину из акриловой смолы массой 50 г и ставили на нее груз 250 г), прикладываемой к куску образца. Сканированное изображение анализировали с применением программного обеспечения KS-Analyzer (производимого компанией Keyence) для анализа формы. Данные о профиле, которые показывали изменения в направлении толщины с изменением нагрузки от нуля до 6,25 гс/см2, извлекали и преобразовывали в двоичную форму, чтобы получить изображение поверхности, которая может соприкасаться с кожей во время носки. Изображение выводили на печать и сканировали на компьютер. При сканировании центральный участок куска образца сканировали с помощью камеры CCD (HV 37 от компании Hitachi Electronics, Ltd.) и линзы F в оправе (Ai Af Nikkor 24 мм F2.8D от компании Nikon Corp.) с применением двух источников света (Sunlight SL 230K2 от компании LPL Co., Ltd.). Данные изображения вводили в память и обрабатывали с помощью анализатора изображений NewQube (версия 4.22, компания Nexus), получая при этом площадь соприкосновения с кожей. Полученную площадь соприкосновения делили на общую площадь куска образца, получая при этом долю площади, соприкасающейся с кожей, которую принимали за долю площади, соприкасающейся с кожей.
2. Уровень обратного смачивания
Способ измерения
Для получения образца от каждого из верхних листов, полученных по примеру 1, сравнительным примерам 1 и 2 и ссылочному примеру 1, отрезали кусок образца размером 60 мм в CD-направлении и 80 мм в MD-направлении и с помощью термоплавкого клея прикрепляли его на впитывающий лист, изготовленный из целлюлозы (200 г/м2) и впитывающего полимера (50 г/м2) и имеющий такую же форму и размер, что и кусок образца. Образец размещали горизонтально, кверху стороной, содержащей верхний лист. На образец накладывали пластину, из акриловой смолы, оборудованную полым цилиндром с отверстием в нижней части, имеющим внутренний диаметр 1 см, и заливали в цилиндр 9 г дефибринированной лошадиной крови (от компании Nippon Biotest Laboratories). Спустя 1 минуту после заливки, пластину из акриловой смолы с цилиндром удаляли. На верхний лист накладывали стопку из 16 листов впитывающей бумаги (имеющиеся в продаже косметические салфетки), каждый из которых имел ширину 6 см, длину 9,5 см и поверхностную плотность 13 г/м2, и ставили на нее груз, соответствующий приложенному давлению 4,0×102 Па. Спустя 5 секунд после приложения давления стопку впитывающей бумаги удаляли и взвешивали, из полученной массы вычитали массу стопки до поглощения крови, получая при этом массу дефибринированной лошадиной крови, поглощенной впитывающей бумагой, которую принимали за уровень обратного смачивания.
3. Сопротивление течению текучей среды
Способ измерения
Для получения образца от каждого из верхних листов, полученных по примеру 1, сравнительным примерам 1 и 2 и ссылочному примеру 1, отрезали кусок образца размером 150 мм в MD-направлении и 50 мм в CD-направлении и прикрепляли его с помощью термоплавкого клея на впитывающий лист, изготовленный из целлюлозы (200 г/м2) и впитывающего полимера (50 г/м2) и имеющий такую же форму и размер, что и кусок образца. Испытательный стенд содержал платформу, наклоненную под углом 45° к горизонтали. Образец помещали на платформу кверху стороной, содержащей верхний лист. На образец со скоростью 1 г/10 сек выпускали по капле окрашенную дистиллированную воду и измеряли расстояние от пятна, где произошло увлажнение верхнего листа, до места, где испытуемая текучая среда впервые поглощалась впитывающим листом. Измерение проводили три раза, чтобы получить усредненное значение, которое принимали за расстояние (мм) растекания текучей среды. Расстояние растекания текучей среды является критерием того, в какой степени выделяемая организмом текучая среда может вытекать на кожу пользователя. Чем короче расстояние растекания текучей среды, тем более высоко оценивали образец. Расстояние растекания текучей среды оценивали следующим образом.
A: Усредненные расстояния растекания текучей среды короче 15 мм.
B: Усредненные расстояния растекания текучей среды составляют 15 мм или больше и короче 50 мм.
C: Усредненные расстояния растекания текучей среды составляют 50 мм или больше и короче 100 мм.
Образец, у которого усредненные расстояния растекания текучей среды составляли больше 100 мм, описывали как ">100".
4. Коэффициент трения относительно кожи
Способ измерения
Коэффициент трения каждого из верхних листов, полученных по примеру 1, сравнительным примерам 1 и 2 и ссылочному примеру 1, относительно кожи измеряли следующим образом.
От каждого из верхних листов, полученных по примеру 1, сравнительным примерам 1 и 2 и ссылочному примеру 1, отрезали образец для исследования размером 50 мм в MD-направлении и 50 мм в CD-направлении и с помощью бумаги с двухсторонним самоклеящимся слоем прикрепляли на его заднюю сторону (противоположную стороне с выступами) снабженный крючком груз 211 г размером 7 мм (толщина) х 63 мм х 63 мм. Груз с образцом для исследования размещали на пластине из акриловой смолы куском образца вниз. На крючок груза цепляли один конец проволоки, а другой конец присоединяли посредством блока к динамометру Tensilon RTC-1210A производства компании Orientec Co., Ltd. Груз с образцом для исследования заставляли скользить по пластине из акриловой смолы в горизонтальном направлении со скоростью 200 мм/мин. Усредненное значение регистрируемых усилий принимали за силу трения, на основании которой рассчитывали коэффициент трения с учетом веса груза с образцом для исследования. Определяемый таким образом коэффициент трения принимали за коэффициент трения относительно кожи.
5. Ощущение на ощупь
Способ проведения оценки
Каждый из верхних листов, полученных по примеру 1, сравнительным примерам 1 и 2 и ссылочному примеру 1, размещали на горизонтальной поверхности стороной, содержащей выступы, кверху. Ощущение на ощупь верхнего листа оценивали с помощью панели из десяти экспертов по шкале оценок в баллах: 1 (шероховатая), 2 (слегка шероховатая) или 3 (определенно не имеющая шероховатости). Усредненное значение оценок в баллах, данных панелью экспертов, оценивали согласно следующей системе экспертных оценок.
A: усредненное значение составляло от 2,5 до 3.
B: усредненное значение составляло 2,0 или более и меньше 2,5.
C: усредненное значение составляло 1,0 или более и меньше 2,0.
6. Отношение площади высокого выступа/низкого выступа
Способ измерения
Что касается верхнего листа по примеру 1, соединяли прямыми линиями центры тяжести четырех тисненых участков, определяющих малую многоугольную область с низким выступом, и площадь области, очерченной прямыми линиями, принимали за площадь низкого выступа. Аналогичным образом соединяли прямыми линиями центры тяжести шести тисненых участков, очерчивающих большую многоугольную область с высоким выступом, и площадь области, очерченной прямыми линиями, принимали за площадь высокого выступа. Что касается верхнего листа 100A по сравнительному примеру 1, на нем имеется только один тип выступов (выступы 300) без различия между высоким и низким выступами, как показано на фиг. 14. Следовательно, площадь области, очерченной прямыми линиями, соединяющими центры тяжести четырех тисненых участков 200, образующих четырехугольную область, содержащую выступ 300, принимали за площадь низкого выступа и площадь высокого выступа.
Что касается верхнего листа 100B по сравнительному примеру 2, который показан на фиг. 15, соединяли прямыми линиями центры тяжести четырех тисненых участков 200, очерчивающих четырехугольную область с низким выступом 330, и площадь области, очерченной прямыми линиями, принимали за площадь низкого выступа. Аналогичным образом соединяли прямыми линиями центры тяжести восьми тисненых участков 200, очерчивающих октагональную (восьмигранную) область с высоким выступом 320, и площадь области, очерченной прямыми линиями, принимали за площадь высокого выступа.
Что касается верхнего листа 100S по ссылочному примеру 1, он содержит высокие выступы 320, средние выступы 310 и низкие выступы 330, как показано на фиг. 16. Поскольку четырехугольная область, содержащая низкий выступ, образована двумя полосками 200a, соседними в направлении Y, и двумя полосками 200b, соседними в направлении Y, за площадь низкого выступа принимали площадь четырехугольной области, очерченной прямой линией, соединяющей концы двух полосок 200a, прямой линией, соединяющей концы двух полосок 200b, и парой прямых линий, каждая из которых соединяет конец полоски 200a и конец полоски 200b, соседних в направлении X. Аналогичным образом за площадь высокого выступа принимали площадь области, окруженной четырьмя Y-образными тиснеными участками 200, образующими октагональную (восьмигранную) область с высоким выступом 320, в частности, площадь области, определяемой очертанием Y-образных тисненых участков, парой прямых линий, каждая из которых соединяет концы полосок 200c, соседних в направлении Y, и парой прямых линий, каждая из которых соединяет конец полоски 200a и конец полоски 200b, соседних друг с другом в направлении X.
Таблица 1
Результаты, приведенные в таблице 1, показывают, что верхний лист по примеру 1 имеет наименьшую долю площади, соприкасающейся с кожей, которая составляла приблизительно одну треть от доли площади, соприкасающейся с кожей, для верхнего листа по сравнительному примеру 1. В случае применения во впитывающих изделиях верхнего листа по примеру 1 можно ожидать уменьшения ощущения липкости и затхлости и, следовательно, уменьшения наносимого коже ущерба. Кроме того, верхний лист по примеру 1 имеет наименьший коэффициент трения относительно кожи и, следовательно, также можно ожидать уменьшения наносимого коже ущерба.
Верхний лист по примеру 1 обладает наименьшим уровнем обратного смачивания. В случае применения верхнего листа по примеру 1, например, во впитывающих изделиях, верхний лист по примеру 1 проявляет высокую устойчивость к обратному смачиванию, обеспечивая при этом впитывающее изделие с меньшим ощущением липкости и меньшим ощущением затхлости, тем самым сводится к минимуму наносимый коже ущерб. Верхний лист по примеру 1 обладает высоким сопротивлением течению текучей среды. Следовательно, в случае применения верхнего листа по примеру 1 во впитывающих изделиях выделяемая организмом текучая среда легко впитывается в направлении сверху вниз. В результате вероятность протечки во время носки (изделия) уменьшается, и наносимый коже ущерб, обусловленный пребыванием текучей среды организма на ее поверхности, будет уменьшаться.
Верхний лист по примеру 1 имеет наименьший коэффициент трения относительно кожи и хорошее ощущение на ощупь. Следовательно, ожидается, что впитывающие изделия с применением верхнего листа по примеру 1 будут обладать мягкостью на ощупь и обеспечивать повышенный комфорт при использовании.
По сравнению с верхним листом по ссылочному примеру 1 верхний лист по примеру 1 имеет более низкую долю тисненых (сдавленных) областей. Невзирая на такой факт, верхний лист по примеру 1 имеет более низкое отношение площади высоких выступов к площади низких выступов, а также пониженную долю областей, соприкасающихся с кожей. Следовательно, верхний лист по примеру 1 обладает мягким ощущением на ощупь (soft hand) и легко предотвращает задержку текучей среды на тисненых участках.
Промышленная применимость
Изобретение обеспечивает верхний лист, имеющий пониженную площадь соприкосновения с кожей пользователя, и при этом сохраняющий мягкое ощущение на ощупь (soft hand) и способность уменьшать ощущение липкости и затхлости.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОВЕРХНОСТНЫЙ ЛИСТ ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ПРЕДУСМОТРЕННОЕ С ДАННЫМ ЛИСТОМ | 2021 |
|
RU2836452C1 |
| ПОВЕРХНОСТНЫЙ МАТЕРИАЛ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2023 |
|
RU2835323C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2774877C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И ВЕРХНИЙ ЛИСТ | 2019 |
|
RU2771689C1 |
| ПОВЕРХНОСТНЫЙ МАТЕРИАЛ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2023 |
|
RU2835537C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2705608C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С МНОГОСЛОЙНЫМ ВЕРХНИМ ЛИСТОМ | 2012 |
|
RU2608806C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2692030C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2011 |
|
RU2568863C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2014 |
|
RU2664360C2 |

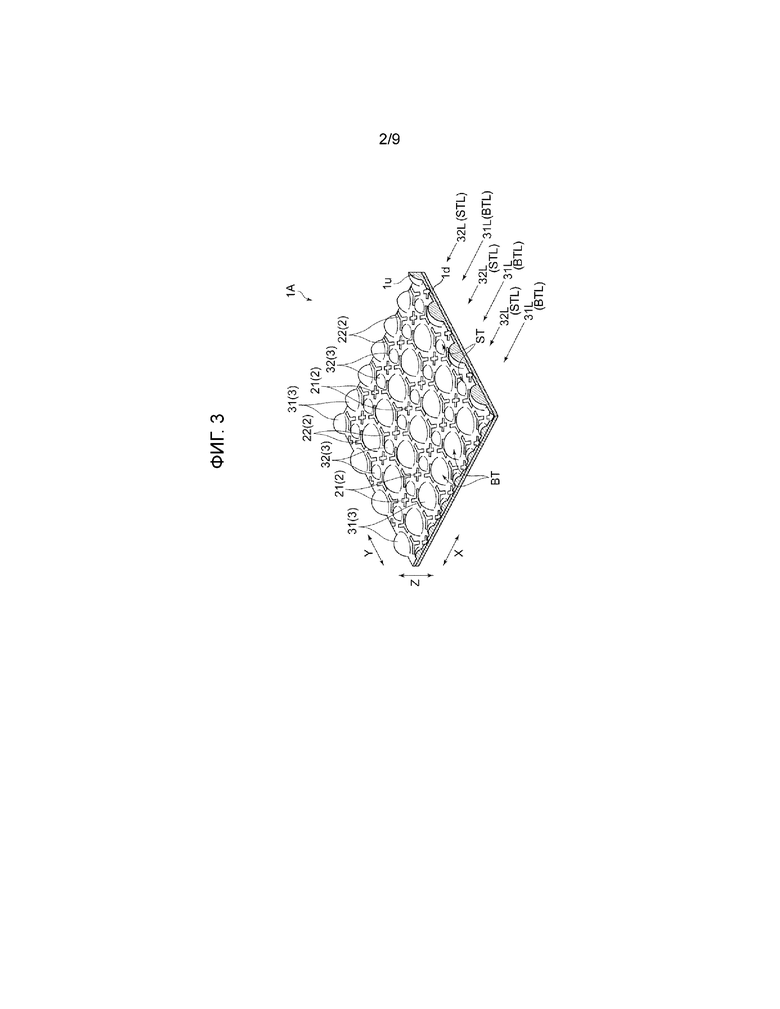
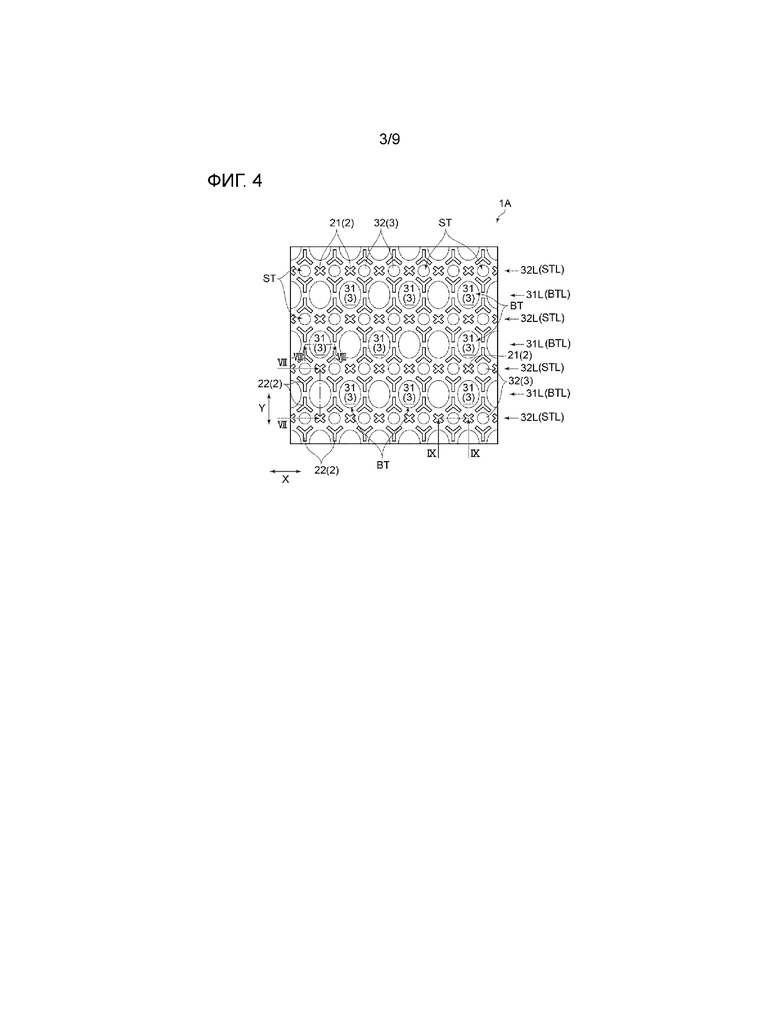
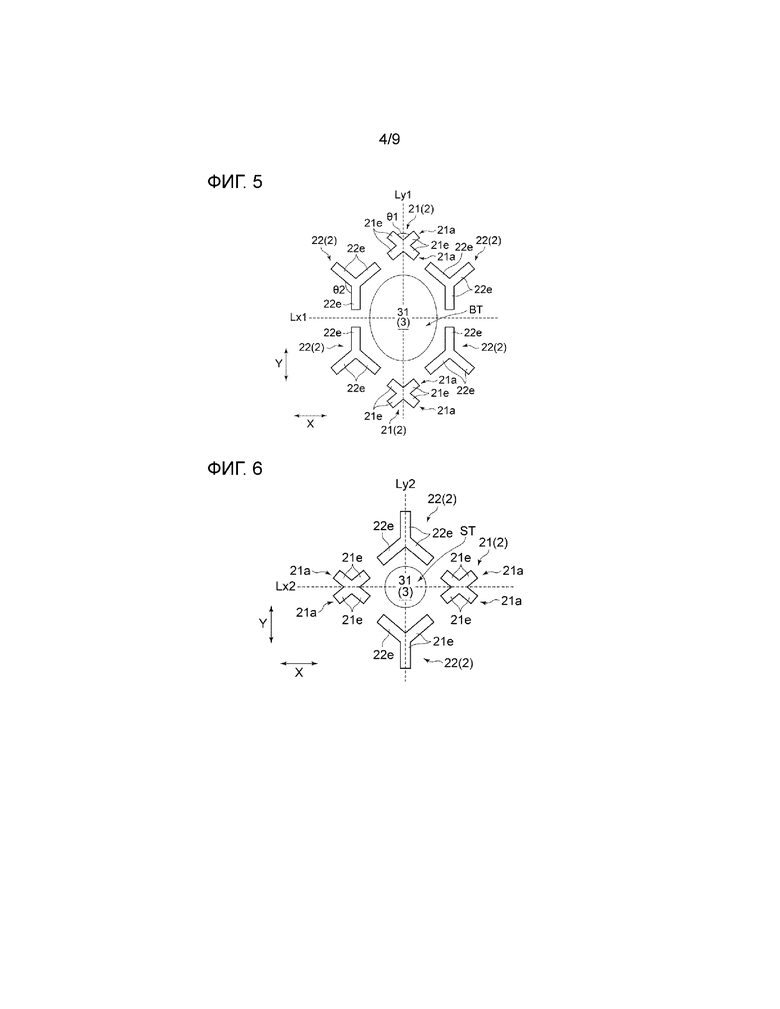
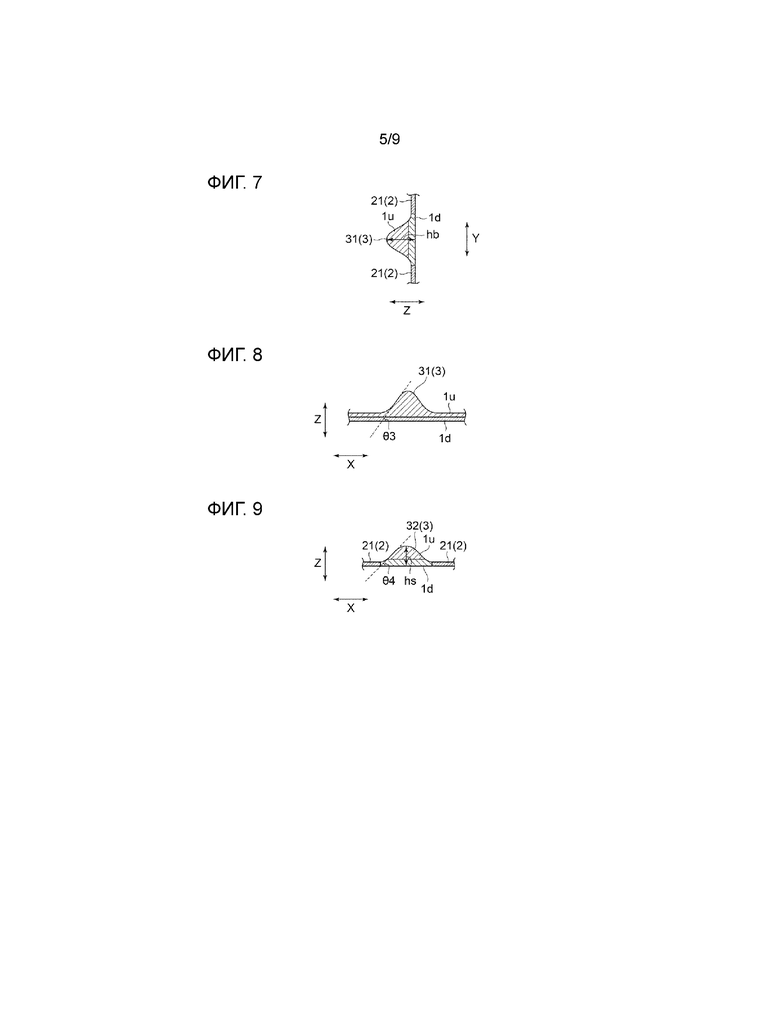
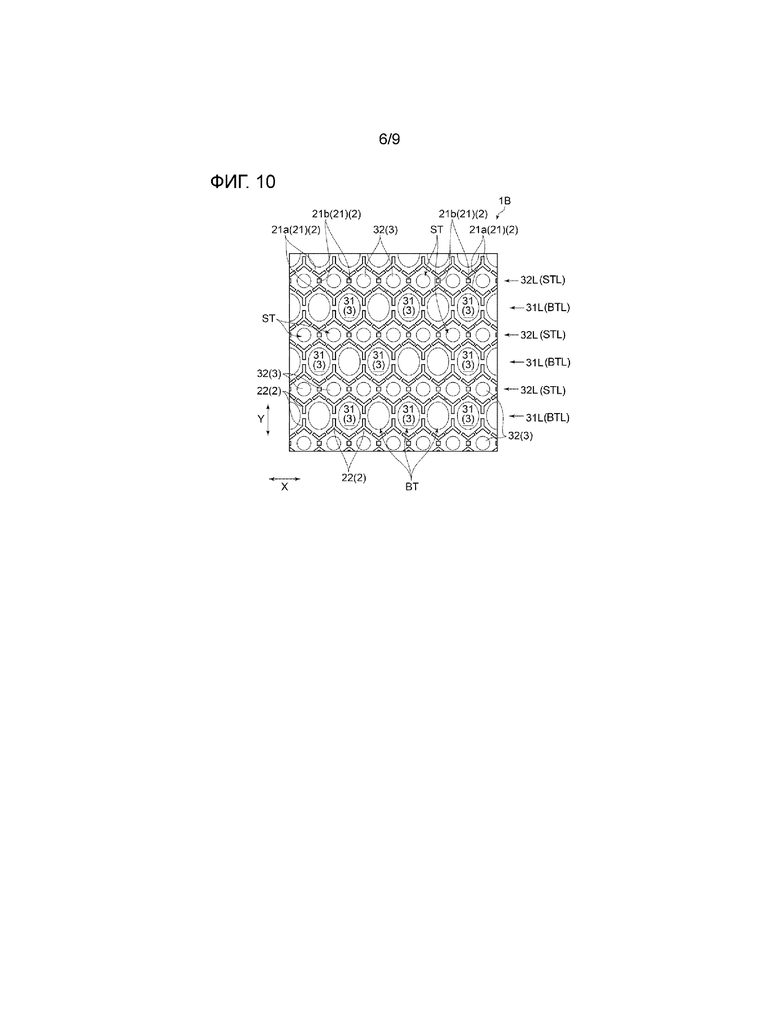
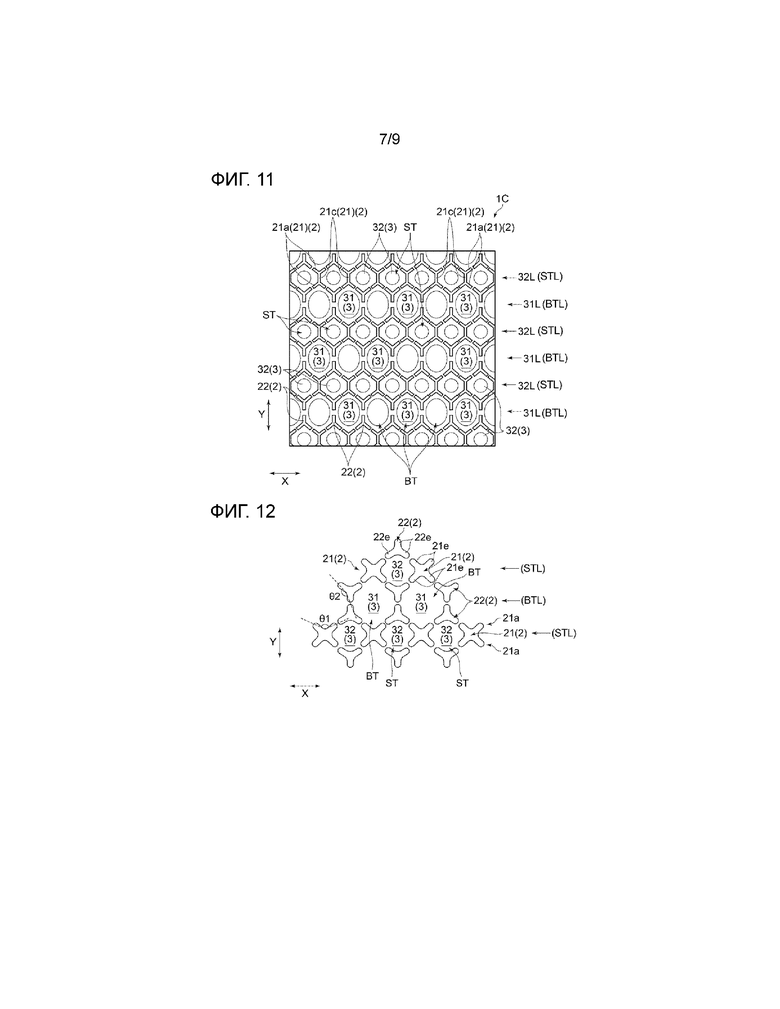

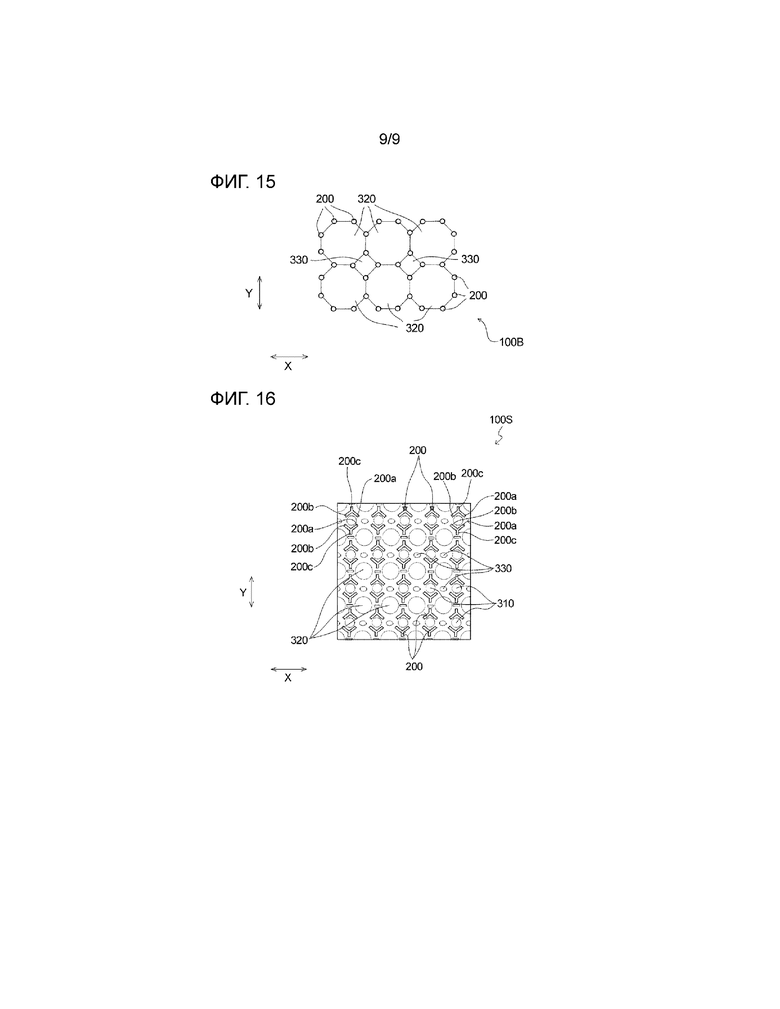
Верхний лист (1A) для впитывающих изделий согласно настоящему изобретению содержит множество больших многоугольных областей (BT), каждая из которых окружена множеством тисненых участков (2), и множество малых многоугольных областей (ST), каждая из которых окружена множеством тисненых участков (2). Тисненые участки (2) образуют вершины больших многоугольных областей (BT) и вершины малой многоугольной области (ST). Каждая большая многоугольная область (BT) содержит образованный на ней высокий выступ (31), и каждая малая многоугольная область (ST) содержит образованный на ней низкий выступ (32). Ряды (BTL) больших многоугольных областей, где множество больших многоугольных областей (BT) расположены рядом друг с другом в первом направлении (направлении X), и ряды малых многоугольных областей (STL), где множество малых многоугольных областей (ST) расположены рядом друг с другом в первом направлении (направлении X), чередуются во втором направлении (направлении Y), перпендикулярном первому направлению (направлению X). 2 н. и 27 з.п. ф-лы, 1 табл., 16 ил. 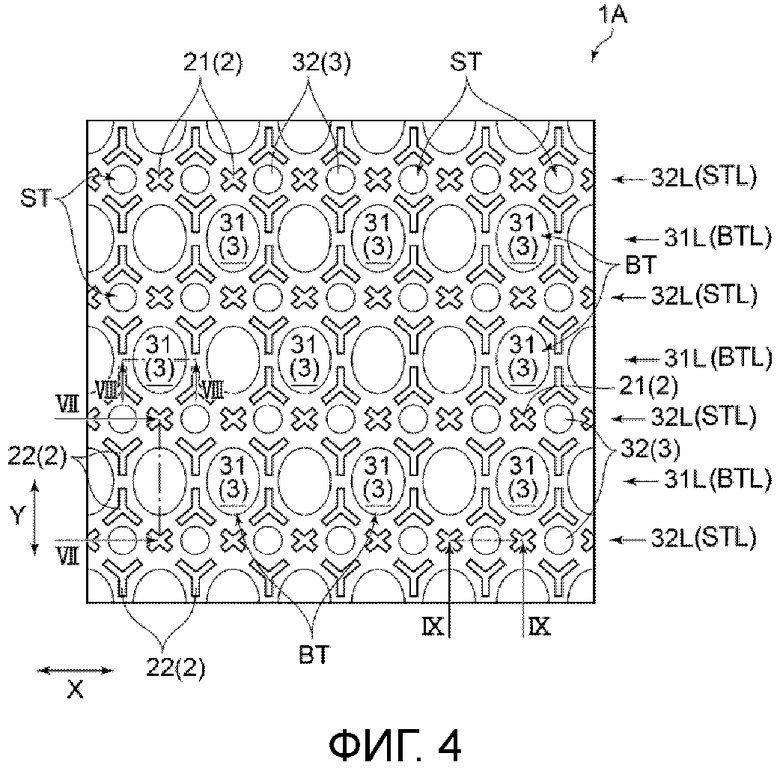
1. Верхний лист для впитывающих изделий, содержащий слой термоусаживаемых волокон, состоящий из подвергаемых термоусадке термоусаживаемых волокон, имеющий множество тисненых участков и имеющий первое направление и второе направление, перпендикулярное первому направлению; при этом верхний лист содержит
множество больших многоугольных областей, каждая из которых окружена некоторыми из множества тисненых участков, причем тисненые участки, которые окружают каждую большую многоугольную область, образуют вершины большой многоугольной области;
множество малых многоугольных областей, каждая из которых имеет меньшую площадь, чем площадь отдельных больших многоугольных областей, и окружена некоторыми из множества тисненых участков, причем тисненые участки, которые окружают каждую малую многоугольную область, образуют вершины малой многоугольной области и вершины некоторых из множества больших многоугольных областей;
при этом каждая большая многоугольная область содержит образованный на ней высокий выступ; и
каждая малая многоугольная область содержит образованный на ней низкий выступ с меньшей высотой, чем высота высокого выступа;
причем множество больших многоугольных областей расположено рядом друг с другом в первом направлении, чтобы образовать ряды больших многоугольных областей; и
множество малых многоугольных областей расположено рядом друг с другом в первом направлении, чтобы образовать ряды малых многоугольных областей, при этом
ряды больших многоугольных областей и ряды малых многоугольных областей чередуются во втором направлении;
высокие выступы расположены в первом направлении, чтобы образовать ряды высоких выступов; и
низкие выступы расположены в первом направлении, чтобы образовать ряды низких выступов; при этом
ряды высоких выступов и ряды низких выступов чередуются во втором направлении;
множество тисненых участков содержит первые тисненые участки, каждый из которых расположен между двумя из высоких выступов, ближайших друг к другу во втором направлении, и между двумя из низких выступов, ближайших друг к другу в первом направлении; и
первый тисненый участок расположен посредине между двумя низкими выступами, ближайшими друг к другу в первом направлении, и посредине между двумя высокими выступами, ближайшими друг к другу во втором направлении.
2. Верхний лист для впитывающих изделий по п. 1, в котором между двумя низкими выступами, ближайшими друг к другу в первом направлении, имеется один первый тисненый участок.
3. Верхний лист для впитывающих изделий по п. 1 или 2, в котором любой и каждый из множества тисненых участков, окружающих каждую малую многоугольную область, одновременно принадлежит множеству больших многоугольных областей, соседних с малой многоугольной областью.
4. Верхний лист для впитывающих изделий по п. 1 или 2, в котором отдельные большие многоугольные области являются шестиугольными, и отдельные малые многоугольные области являются четырехугольными.
5. Верхний лист для впитывающих изделий по п. 3, в котором отдельные большие многоугольные области являются шестиугольными, и отдельные малые многоугольные области являются четырехугольными.
6. Верхний лист для впитывающих изделий по п. 1 или 2, в котором каждый из первых тисненых участков содержит пару бинаправленно проходящих участков, причем каждый бинаправленно проходящий участок проходит от центральной точки вершины одной из двух больших многоугольных областей, ближайших друг к другу во втором направлении, вдоль сторон, очерчивающих одну из двух больших многоугольных областей.
7. Верхний лист для впитывающих изделий по п. 1 или 2, в котором каждые две соседние большие многоугольные области, ближайшие друг к другу во втором направлении, имеют одну общую вершину; и
первый тисненый участок, расположенный между двумя большими многоугольными областями, имеет четырехнаправленно проходящую форму, которая проходит от центральной точки общей вершины вдоль сторон, очерчивающих контур одной из двух больших многоугольных областей, и также вдоль сторон, очерчивающих контур другой большой многоугольной области.
8. Верхний лист для впитывающих изделий по п. 1 или 2, в котором каждый из тисненых участков, отличающихся от первых тисненых участков, имеет трехнаправленно проходящую форму, которая проходит от центральной точки вершины, одновременно принадлежащей одной из малых многоугольных областей и двум большим многоугольным областям, соседним друг с другом в первом направлении, вдоль (1) стороны, образующей контур малой многоугольной области и контур одной из двух больших многоугольных областей, (2) стороны, образующей контур малой многоугольной области и контур другой большой многоугольной области, и (3) стороны, образующей контур одной из больших многоугольных областей и контур другой большой многоугольной области.
9. Верхний лист для впитывающих изделий по п. 1 или 2, в котором множество тисненых участков содержит первые тисненые участки и вторые тисненые участки, причем каждый из первых тисненых участков является X-образным, и каждый из вторых тисненых участков является Y-образным.
10. Верхний лист для впитывающих изделий по п. 8, в котором каждый из рядов высоких выступов содержит расположенные в нем Y-образные тисненые участки; и каждый из рядов низких выступов содержит расположенные в нем X-образные тисненые участки.
11. Верхний лист для впитывающих изделий по п. 1 или 2, в котором каждый из первых тисненых участков включает в себя V-образный бинаправленно проходящий участок, перевернутый V-образный бинаправленно проходящий участок и независимый тисненый участок, расположенный между V-образным и перевернутым V-образным бинаправленно проходящими участками и независимо от них.
12. Верхний лист для впитывающих изделий по п. 11, в котором независимый тисненый участок является прямоугольным.
13. Верхний лист для впитывающих изделий по п. 1, дополнительно содержащий слой нетермоусаживаемых волокон, содержащий нетермоусаживаемые волокна и накладываемый на слой термоусаживаемых волокон, причем слой термоусаживаемых волокон и слой нетермоусаживаемых волокон дискретно скреплены друг с другом на множестве тисненых участков.
14. Верхний лист для впитывающих изделий по п. 13, в котором слой нетермоусаживаемых волокон расположен со стороны поверхности, обращенной к коже, и слой термоусаживаемых волокон расположен со стороны поверхности, обращенной не к коже.
15. Верхний лист для впитывающих изделий по п. 1, в котором соседние друг с другом высокий выступ и низкий выступ расположены в направлении по диагонали и к первому направлению, и ко второму направлению.
16. Верхний лист для впитывающих изделий по п. 1, в котором каждый из тисненых участков содержит выступы, каждый из которых очерчен закругленной линией, выпуклой наружу к малой многоугольной области или большой многоугольной области.
17. Верхний лист для впитывающих изделий по п. 1 или 2, дополнительно содержащий слой нетермоусаживаемых волокон, содержащий нетермоусаживаемые волокна и накладываемый на слой термоусаживаемых волокон, причем слой термоусаживаемых волокон и слой нетермоусаживаемых волокон дискретно скреплены друг с другом на множестве тисненых участков.
18. Верхний лист для впитывающих изделий по п. 17, в котором слой нетермоусаживаемых волокон расположен со стороны поверхности, обращенной к коже, и слой термоусаживаемых волокон расположен со стороны поверхности, обращенной не к коже.
19. Верхний лист для впитывающих изделий по п. 1, в котором соседние друг с другом высокий выступ и низкий выступ расположены в направлении по диагонали и к первому направлению, и ко второму направлению.
20. Верхний лист для впитывающих изделий по п. 1 или 2, в котором каждый из тисненых участков содержит выступы, каждый из которых очерчен закругленной линией, выпуклой наружу к малой многоугольной области или большой многоугольной области.
21. Верхний лист для впитывающих изделий по п. 1 или 2, в котором множество тисненых участков расположено с плотностью от 1 на см2 до 32 на см2.
22. Верхний лист для впитывающих изделий по п. 1 или 2, в котором множество тисненых участков имеет такую форму в плане, в которой выступы проходят от вершины, а угол пересечения, образованный такими выступами, составляет от 50° до 170°.
23. Верхний лист для впитывающих изделий по п. 1 или 2, в котором каждый из множества тисненых участков имеет площадь от 1 мм2 до 15 мм2.
24. Верхний лист для впитывающих изделий по п. 1 или 2, в котором высокий выступ имеет высоту от 1,0 мм до 7,0 мм в своей верхней точке в направлении толщины.
25. Верхний лист для впитывающих изделий по п. 1 или 2, в котором низкий выступ имеет высоту от 0,4 мм до 4,5 мм в своей верхней точке в направлении толщины.
26. Впитывающее изделие, содержащее верхний лист по п. 1.
27. Впитывающее изделие по п. 26, имеющее продольное направление, соответствующее направлению спереди-назад пользователя, и поперечное направление, перпендикулярное продольному направлению, и ряды высоких выступов, и ряды низких выступов проходят в поперечном направлении.
28. Впитывающее изделие по п. 27, дополнительно содержащее задний лист и впитывающий элемент, причем задний лист проходит наружу от кромки верхнего листа до кромки впитывающего изделия в продольном направлении.
29. Впитывающее изделие по п. 27 или 28, представляющее собой гигиеническую прокладку.
| JP 2010148730 A, 08.07.2010 | |||
| JP 2012239720 A, 10.12.2012 | |||
| JP 2009000512 A, 08.01.2009 | |||
| JP 2009119154 A, 04.06.2009. |

