Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к верхнему листу для впитывающего изделия и впитывающему изделию, включающему в себя данный верхний лист.
Предшествующий уровень техники
[0002]
Впитывающее изделие, такое как одноразовый подгузник, как правило, включает в себя верхний лист, который контактирует с кожей носителя на обращенной к коже поверхности удерживающего жидкости, впитывающего элемента. Заявитель по настоящему изобретению ранее раскрыл лист, в котором предусмотрены первый нетканый материал и второй нетканый материал и проникающие отверстия образованы в части, скрепленной методом сплавления, в которой данные два нетканых материала частично скреплены методом сплавления (патентные литературные источники 1 и 2).
Перечень ссылок
Патентная литература
[0003]
Патентный литературный источник 1: JP 2015-142721 A
Патентный литературный источник 2: JP 2018-088997 A
Сущность изобретения
[0004]
Настоящее изобретение относится к верхнему листу для впитывающего изделия, изготовленному из волокнистого материала и имеющему множество проникающих отверстий.
Верхний лист для впитывающего изделия включает в себя клапанный мембранный элемент (valve membrane body), который образован на части открытого края каждого из проникающих отверстий в состоянии, в котором волокнистый материал превращен в пленку, и
клапанный мембранный элемент предпочтительно выполнен с возможностью поворота вокруг части открытого края проникающего отверстия.
[0005]
Настоящее изобретение также относится к впитывающему изделию, включающему в себя верхний лист для впитывающего изделия.
Впитывающее изделие предпочтительно включает в себя волокнистый лист, расположенный на не обращенной к коже поверхности верхнего листа для впитывающего изделия и имеющий множество углублений и выступов.
Во впитывающем изделии проникающее отверстие и клапанный мембранный элемент верхнего листа для впитывающего изделия предпочтительно по меньшей мере частично перекрывают углубления в волокнистом листе.
Краткое описание чертежей
[0006]
[Фиг.1] Фиг.1 представляет собой вид, показывающий вариант осуществления верхнего листа для впитывающего изделия по настоящему изобретению, и представляет собой увеличенный вид в плане данного листа, если смотреть со стороны первого листа.
[Фиг.2] Фиг.2 представляет собой вид с торца верхнего листа, показанного на фиг.1, в направлении Y.
[Фиг.3] Фиг.3 представляет собой увеличенный вид в плане проникающего отверстия, показанного на фиг.1.
[Фиг.4] Фиг.4 представляет собой вид в перспективе для описания эффектов от функционирования клапанного мембранного элемента, показанного на фиг.1.
[Фиг.5] Фиг.5 представляет собой увеличенный вид с торца выступа и клапанного мембранного элемента, показанных на фиг.2.
[Фиг.6] Фиг.6 представляет собой увеличенный вид в плане проникающего отверстия, который показывает различные варианты проникающего отверстия согласно настоящему изобретению.
[Фиг.7] Фиг.7 представляет собой развернутый вид в плане, схематически показывающий сторону обращенной к коже поверхности (сторону верхнего листа) одноразового подгузника раскрываемого типа как варианта осуществления впитывающего изделия по настоящему изобретению, при этом одноразовый подгузник показан в его плоско разложенном нестянутом состоянии.
[Фиг.8] Фиг.8 представляет собой в разрезе, выполненном по линии II-II на фиг.7.
[Фиг.9] Фиг.9 представляет собой увеличенный вид с торца верхнего листа и подслоя, показанных на фиг.8.
[Фиг.10] Фиг.10 представляет собой схематическое изображение, показывающее вариант осуществления устройства для изготовления верхнего листа.
[Фиг.11] Фиг.11 представляет собой вид в перспективе, показывающий увеличенную основную часть валика для тиснения (первого валика), показанного на фиг.10.
[Фиг.12] Фиг.12 представляет собой вид спереди, показывающий основную часть ультразвуковой сварочной машины, показанной на фиг.10, если смотреть со стороны входа в направлении перемещения второго листа.
[Фиг.13] Фиг.13 представляет собой схематическое изображение, показывающее основную часть (переднюю концевую часть ультразвукового рупора и зону вблизи нее) производственного устройства, показанного на фиг.10.
[Фиг.14] Фиг.14 представляет собой увеличенный вид в разрезе, схематически показывающий увеличенное сечение передней концевой части ультразвукового рупора, показанного на фиг.13, при этом разрез выполнен вдоль направления (MD), ортогонального к оси вращения валика для тиснения.
[Фиг.15] Фиг.15 представляет собой вид в плане поверхности приложения вибрации (поверхности переднего конца) ультразвукового рупора, показанного на фиг.13.
[Фиг.16] Фиг.16 представляет собой вид, который показывает ультразвуковой рупор по другому варианту осуществления согласно настоящему изобретению и эквивалентен фиг.14.
[Фиг.17] Фиг.17 представляет собой вид, который показывает ультразвуковой рупор по еще одному варианту осуществления согласно настоящему изобретению и эквивалентен фиг.14.
[Фиг.18] Фиг.18 представляет собой вид, который показывает ультразвуковой рупор по еще одному варианту осуществления согласно настоящему изобретению и эквивалентен фиг.14.
[Фиг.19] Фиг.19(а) представляет собой вид, который показывает ультразвуковой рупор по еще одному варианту осуществления согласно настоящему изобретению и эквивалентен фиг.14, и фиг.19(b) представляет собой схематическое изображение, схематически показывающее увеличенные выступ и углубление и зону вблизи них, показанные на фиг.19(а).
Описание вариантов осуществления
[0007]
Для повышения проницаемости для мочи и жидких фекалий целесообразно, чтобы верхний лист был выполнен с множеством проникающих отверстий. Однако даже в случае, когда выделения, представляющие собой мочу и жидкие фекалии, перемещаются к не обращенной к коже поверхности верхнего листа через проникающие отверстия, выделения, остающиеся непосредственно под проникающими отверстиями, или выделения, возвратившиеся к обращенной к коже поверхности верхнего листа через проникающие отверстия, могут входить в контакт с кожей носителя впитывающего изделия, и кожа может загрязняться данными выделениями. С другой стороны, когда проникающие отверстия выполнены малыми для решения таких проблем, может снижаться проницаемость для выделений. Верхние листы, раскрытые в патентных литературных источниках 1 и 2, могут быть усовершенствованы в отношении предотвращения контакта выделений с кожей при одновременном сохранении проницаемости для выделений.
[0008]
Соответственно, настоящее изобретение относится к верхнему листу для впитывающего изделия, способному обеспечить предотвращение контакта выделений с кожей при одновременном сохранении проницаемости для выделений, и к впитывающему изделию, включающему в себя данный верхний лист.
[0009]
Настоящее изобретение будет описано ниже на основе предпочтительных вариантов осуществления со ссылкой на чертежи. В нижеследующем описании чертежей одинаковые или аналогичные ссылочные позиции приведены для одинаковых или аналогичных компонентов. Чертежи являются по существу схематическими, и соотношение размеров может отличаться от фактического соотношения.
[0010]
Фиг.1 и 2 показывают верхний лист для впитывающего изделия (в дальнейшем упоминаемый просто как «верхний лист 10») по представленному варианту осуществления. Верхний лист 10 по данному варианту осуществления представляет собой волокнистый лист, образованный из волокнистого материала, и имеет множество проникающих отверстий 6, проходящих сквозь лист.
[0011]
Верхний лист 10 имеет многослойную структуру, в которой первый лист 1 и второй лист 2, образованные из волокнистого материала, наложены друг на друга в виде слоев. Первый лист 1 и второй лист 2 соединены посредством части (непоказанной), скрепленной методом сплавления, в которой листы соединены друг с другом методом сплавления.
Первый лист 1 и второй лист 2 включают волокнистые листы, изготовленные из волокнистого материала. Примеры данных волокнистых листов могут включать нетканые материалы, тканые материалы и трикотажные материалы. По соображениям, связанным со свойствами на ощупь или тому подобным, предпочтительно используются нетканые материалы. Типы волокнистых листов, образующих первый лист 1 и второй лист 2, могут быть одинаковыми или разными.
[0012]
Примеры нетканых материалов включают нетканые материалы, скрепленные пропусканием воздуха насквозь, фильерные нетканые материалы, нетканые материалы, полученные гидросплетением, нетканые материалы мелтблаун, нетканые материалы, скрепленные посредством смолы, и нетканые материалы, полученные иглопробиванием. Также можно использовать многослойный материал, полученный посредством соединения двух или более из данных нетканых материалов.
Поверхностная плотность каждого из первого листа 1 и второго листа 2 предпочтительно составляет 10 г/м2 или более и более предпочтительно 15 г/м2 или более, предпочтительно составляет 40 г/м2 или менее и более предпочтительно 35 г/м2 или менее и предпочтительно составляет 10 г/м2 или более и 40 г/м2 или менее и более предпочтительно 15 г/м2 или более и 35 г/м2 или менее.
[0013]
В качестве волокон, образующих нетканый материал, можно использовать волокна, образованные из различных термопластичных смол/полимеров.
Примеры термопластичных полимеров включают полиолефины, такие как полиэтилен, полипропилен и полибутен, сложные полиэфиры, такие как полиэтилентерефталат и полибутилентерефталат, полиамиды, такие как нейлон 6 и нейлон 66, полиакриловые кислоты, алкиловые сложные эфиры полиметакриловых кислот, поливинилхлориды и поливинилиденхлориды. Данные смолы/полимеры можно использовать по отдельности или в виде смеси из двух или более. Кроме того, их можно использовать в виде многокомпонентного волокна, включая, например, волокно с ядром и оболочкой и волокно с расположением компонентов бок о бок.
[0014]
Как показано на фиг.1, верхний лист 10 по данному варианту осуществления имеет множество выступов 5, выступающих в направлении одной стороны верхнего листа 10 в местах, соседних с проникающими отверстиями 6. В частности, по меньшей мере части первого листа 1, отличные от проникающих отверстий 6, образованы с множеством выступов 5, выступающих в направлении, противоположном по отношению ко второму листу 2.
Выступы 5 и проникающие отверстия 6 расположены попеременно в ряду, проходящем в направлении Х, и такой ряд охватывает множество рядов, образованных в направлении Y, которое представляет собой направление, параллельное поверхности верхнего листа 10 и ортогональное к данному одному направлению. Выступы 5 и проникающие отверстия 6 в рядах, соседних друг с другом, расположены со смещением в направлении Х и, более конкретно, расположены со смещением на полшага.
[0015]
В верхнем листе 10 по данному варианту осуществления направление Y представляет собой направление, параллельное направлению подачи (машинному направлению, в дальнейшем также упоминаемому как “MD”) во время изготовления верхнего листа 10, и боковое направление Q во впитывающем изделии, описанном ниже, представляет собой направление, параллельное направлению (в дальнейшем также упоминаемому как “CD”), ортогональному к направлению MD во время изготовления. Кроме того, ось вращения каждого из валика 31 для тиснения (первого валика) и валика 32 для тиснения (второго валика), описанных ниже, параллельна направлению CD и ортогональна к направлению MD.
[0016]
Верхний лист 10 по данному варианту осуществления имеет большое число углублений 3, расположенных между выступами 5 в обоих направлениях из направления Х и направления Y на поверхности первого листа 1, и проникающие отверстия 6 образованы в нижних частях отдельных углублений 3.
Если рассматривать поверхность первого листа 1 в целом, видно, что поверхность первого листа 1 в верхнем листе 10 имеет неровную форму с большими волнообразными неровностями, которые образованы углублениями 3 и выступами 5, и поверхность второго листа 2 является плоской или представляет собой по существу плоскую поверхность с волнообразными неровностями, малыми по отношению к поверхности первого листа 1.
[0017]
В верхнем листе 10 по данному варианту осуществления выступы 5 и проникающие отверстия 6 имеют форму, которая является удлиненной в продольном направлении Y на виде в плане (см. фиг.1).
Каждое из проникающих отверстий 6 имеет форму, удлиненную в направлении Y, более конкретно, по существу прямоугольную форму на виде в плане. Верхний лист 10 включает в себя часть (непоказанную), скрепленную методом сплавления, в которой первый лист 1 и второй лист 2 соединены друг с другом методом сплавления, снаружи по отношению к открытому краю вдоль части открытого края проникающего отверстия 6. В такой части, скрепленной методом сплавления, смола составляющих волокон, обеспечивающая соединение методом сплавления, по меньшей мере в одном из первого листа 1 и второго листа 2 расплавляется и затвердевает, посредством чего первый лист 1 и второй лист 2 соединяются.
Верхний лист 10 включает в себя клапанный мембранный элемент 20 на части открытого края проникающего отверстия 6 на виде в плане. Клапанный мембранный элемент 20 не образован непрерывно на всей длине замкнутого контура открытого края проникающего отверстия 6, но образован на части открытого края проникающего отверстия 6. Как показано на фиг.3, в проникающем отверстии 6 по данному варианту осуществления два клапанных мембранных элемента 20а и 20b расположены с обеих сторон проникающего отверстия 6, определяемых в направлении длины (направлении Y).
Клапанный мембранный элемент 20 соединен с первым листом 1 и вторым листом 2 на части открытого края проникающего отверстия 6 и проходит внутрь проникающего отверстия 6 от соединенной части (части открытого края проникающего отверстия 6) как базового конца на виде в плане (см. фиг.3).
[0018]
Клапанный мембранный элемент 20 представляет собой часть, подобную пленке и полученную посредством расплавления и затвердевания смолы, обеспечивающей соединение методом сплавления и образующей первый лист 1 и второй лист 2. Другими словами, в клапанном мембранном элементе 20 волокнистые материалы, образующие первый лист 1 и второй лист 2, не сохраняются в виде волокон по внешнему виду и превращаются в пленку по внешнему виду.
[0019]
Клапанный мембранный элемент 20 способен функционировать подобно шарнирной петле. В частности, клапанный мембранный элемент 20 выполнен с возможностью поворота в направлении Z толщины верхнего листа 10 вокруг части открытого края проникающего отверстия 6 в верхнем листе 10. Как описано выше, поскольку клапанный мембранный элемент 20 представляет собой часть, образованную в виде пленки и полученную посредством расплавления и затвердевания составляющих волокон первого листа 1 и второго листа 2, граница между частью, образованной в виде пленки, и частью, не образованной в виде пленки, (частью, в которой имеются составляющие волокна, сохраняющие форму волокон) представляет собой «часть открытого края», в зоне которой расположен клапанный мембранный элемент 20. Клапанный мембранный элемент 20 имеет край, расположенный со стороны базового конца, который образует часть открытого края проникающего отверстия 6, и соединен с первым листом 1 и вторым листом 2 в зоне данной части открытого края. Край, расположенный со стороны базового конца, в дальнейшем упоминается просто как «краевая часть 21, образующая базовый конец». Краевая часть 21, образующая базовый конец, расположена на части открытого края проникающего отверстия 6.
Например, при приложении нагрузки к клапанному мембранному элементу 20 со стороны обращенной к коже поверхности, клапанный мембранный элемент 20 поворачивается по направлению к не обращенной к коже поверхности вокруг части открытого края проникающего отверстия 6. Кроме того, при снятии нагрузки, приложенной к клапанному мембранному элементу 20, клапанный мембранный элемент 20, поворачивающийся по направлению к не обращенной к коже поверхности поворачивается по направлению к обращенной к коже поверхности вокруг части открытого края проникающего отверстия 6 и возвращается в исходное положение.
[0020]
Во впитывающем изделии, таком как одноразовый подгузник, верхний лист 10 расположен на обращенной к коже поверхности впитывающего элемента, при этом впитывающий элемент представляет собой основную часть, впитывающую жидкости. Верхний лист 10 контактирует с кожей носителя, который носит впитывающее изделие.
В описании «обращенная к коже поверхность» представляет собой обращенную к коже поверхность носителя, во впитывающем изделии или в его составляющем элементе (например, впитывающем элементе) во время ношения впитывающего изделия, то есть поверхность, относительно более близкую к коже носителя, и «не обращенная к коже поверхность» представляет собой поверхность, обращенную в сторону (в сторону предмета одежды), противоположную коже носителя, во впитывающем изделии или его составляющем элементе во время ношения впитывающего изделия, то есть поверхность, относительно более удаленную от кожи носителя. Выражение «во время ношения» означает состояние, в котором поддерживается нормальное надлежащее положение при ношении, и не охватывает случай, когда впитывающее изделие смещено из надлежащего положения при ношении.
[0021]
Во впитывающем изделии, включающем в себя верхний лист 10 по данному варианту осуществления, при выделении мочи или жидких фекалий выделения перемещаются по направлению к не обращенной к коже поверхности верхнего листа 10 через проникающее отверстие 6 в верхнем листе 10. Когда выделения e доходят до клапанного мембранного элемента 20 в верхнем листе 10, способного функционировать подобно шарнирной петле, нагрузка, обусловленная весом выделений e, будет приложена к клапанному мембранному элементу 20. Кроме того, когда поза носителя изменяется, внешняя сила, превышающая вес выделений e, будет приложена к клапанному мембранному элементу 20 из-за давления со стороны тела. Вследствие веса выделений e и давления со стороны тела (внешней силы) клапанный мембранный элемент 20 поворачивается по направлению к не обращенной к коже поверхности верхнего листа 10, и выделения e плавно перемещаются по направлению к не обращенной к коже поверхности верхнего листа 10 (см. фиг.4). Кроме того, когда выделения e перемещаются по направлению к не обращенной к коже поверхности верхнего листа 10, клапанный мембранный элемент 20 поворачивается в исходное положение и размещается между выделениями e, находящимися со стороны не обращенной к коже поверхности, и кожей, посредством чего он обеспечивает возможность предотвращения контакта выделений e с кожей (см. фиг.4). Кроме того, даже при сдавливании верхнего листа 10 в направлении Z толщины под действием давления со стороны тела носителя или тому подобного может быть предотвращен возврат выделений e к обращенной к коже поверхности верхнего листа 10, поскольку клапанный мембранный элемент 20 размещен между ними и кожей. Таким образом, поскольку клапанный мембранный элемент 20 функционирует подобно обратному клапану, который обеспечивает перемещение выделений e от обращенной к коже поверхности по направлению к не обращенной к коже поверхности, верхний лист 10 может предотвратить контакт выделений с кожей при одновременном сохранении проницаемости для выделений.
[0022]
Наличие клапанного мембранного элемента 20 в верхнем листе 10 может быть подтверждено посредством осмотра проникающего отверстия 6 со стороны любой одной из двух поверхностей верхнего листа 10 при использовании электронного микроскопа (например, произведенного компанией JEOL Ltd., номер модели: JCM-6000 Plus) или микроскопа (например, произведенного компанией KEYENCE CORPORATION, номер модели: VHX-1000). Когда верхний лист 10 имеет выступы 5, выступающие по направлению к одной из сторон двух поверхностей, проникающее отверстие 6 осматривают со стороны, противоположной по отношению к стороне, от которой выступают выступы 5. Осмотр выполняют при 60-кратном увеличении. Клапанный мембранный элемент 20 представляет собой зону, подобную пленке, выполненную с возможностью функционирования подобно шарнирной петле, образованную на части открытого края проникающего отверстия 6 и имеющую площадь, составляющую 1 мм2 или более.
[0023]
По соображениям, связанным с содействием более плавному повороту клапанного мембранного элемента 20 и перемещению выделений e по направлению к не обращенной к коже поверхности при частичном приложении нагрузки к клапанному мембранному элементу 20 со стороны обращенной к коже поверхности предпочтительно, чтобы весь клапанный мембранный элемент 20 мог поворачиваться вокруг части открытого края проникающего отверстия 6. Когда клапанный мембранный элемент 20 имеет такую конфигурацию, например, при предположении о воображаемой линии, которая разделяет пополам полную длину краевой части 21, образующей базовый конец, и проходит в направлении выступания (направлении Y) клапанного мембранного элемента 20, весь клапанный мембранный элемент 20 поворачивается вокруг части открытого края, даже в случае, когда нагрузка приложена в любом месте на данной воображаемой линии. Таким образом, предпочтительно, чтобы весь клапанный мембранный элемент 20 мог поворачиваться даже при приложении нагрузки к части клапанного мембранного элемента 20.
[0024]
Верхний лист 10 по данному варианту осуществления имеет выступ 5, образованный рядом с проникающим отверстием 6, и клапанный мембранный элемент 20 проходит внутрь проникающего отверстия 6 от нижней части выступа 5 (см. фиг.4 и 5). Поскольку при такой конфигурации выделения легко доходят до клапанного мембранного элемента 20 вдоль выступа 5, может быть более эффективно предотвращен контакт выделений с кожей. В данном варианте осуществления нижняя часть выступа 5 образована вторым листом 2, и не обращенная к коже поверхность второго листа 2 и не обращенная к коже поверхность клапанного мембранного элемента 20 являются непрерывными в направлении в плоскости.
[0025]
Как показано на фиг.3, клапанный мембранный элемент 20 включает в себя краевую часть 22, образующую свободный конец и расположенную со стороны, противоположной по отношению к краевой части 21, образующей базовый конец, и две боковые краевые части 23 и 23, расположенные между краевой частью 21, образующей базовый конец, и краевой частью 22, образующей свободный конец. Во время функционирования подобно шарнирной петле клапанный мембранный элемент 20 поворачивается вокруг части открытого края проникающего отверстия 6 так, что краевая часть 22, образующая свободный конец, будет обращена к обращенной к коже поверхности или не обращенной к коже поверхности.
По соображениям, связанным с обеспечением более устойчивого функционирования клапанного мембранного элемента 20 подобно шарнирной петле, предпочтительно, чтобы каждая из двух боковых краевых частей 23 и 23 не была соединена с открытым краем проникающего отверстия 6. Другими словами, предпочтительно, чтобы каждая из двух боковых краевых частей 23 и 23 не проходила непрерывно до открытого края проникающего отверстия 6. Каждая из двух боковых краевых частей 23 и 23 в данном варианте осуществления не соединена с частью открытого края проникающего отверстия 6, обращенной к боковой краевой части 23 (см. фиг.3). Поскольку при такой конфигурации перемещение клапанного мембранного элемента 20 не ограничено в зоне боковых краевых частей 23 и 23, при приложении нагрузки к обращенной к коже поверхности или не обращенной к коже поверхности, клапанный мембранный элемент 20 легче поворачивается вокруг части открытого края проникающего отверстия 6.
Боковые краевые части 23 и 23 представляют собой концевые края, соединенные с обоими концами краевой части 21, образующей базовый конец, на виде в плане клапанного мембранного элемента 20, и представляют собой концевые края, образующие угол, составляющий 60° или более, относительно краевой части 21, образующей базовый конец. Краевая часть 22, образующая свободный конец, представляет собой концевой край, который образует передний конец клапанного мембранного элемента 20 при функционировании подобно шарнирной петле, и представляет собой концевой край, образующий угол, составляющий менее 60°, относительно краевой части 21, образующей базовый конец.
[0026]
По соображениям, связанным как с обеспечением проницаемости для выделений, так и с выполнением функции обратного клапана клапанным мембранным элементом 20, размеры клапанного мембранного элемента 20 предпочтительно находятся в нижеуказанных пределах.
Площадь клапанного мембранного элемента 20 предпочтительно составляет 5% или более и более предпочтительно 10% или более, предпочтительно составляет 50% или менее и более предпочтительно 40% или менее и предпочтительно составляет 5% или более и 50% или менее и более предпочтительно 10% или более и 40% или менее от площади проникающего отверстия 6.
Площадь проникающего отверстия 6 предпочтительно составляет 1 мм2 или более и более предпочтительно 2 мм2 или более, предпочтительно составляет 10 мм2 или менее и более предпочтительно 5 мм2 или менее и предпочтительно составляет 1 мм2 или более и 10 мм2 или менее и более предпочтительно 2 мм2 или более и 8 мм2 или менее.
Площадь клапанного мембранного элемента 20 предпочтительно составляет 0,5 мм2 или более и более предпочтительно 1 мм2 или более, предпочтительно составляет 5 мм2 или менее и более предпочтительно 2,5 мм2 или менее и предпочтительно составляет 0,5 мм2 или более и 5 мм2 или менее и более предпочтительно 1 мм2 или более и 2,5 мм2 или менее.
Площадь проникающего отверстия 6 представляет собой площадь пропускного сечения только проникающего отверстия 6, в котором клапанный мембранный элемент 20 удален из проникающего отверстия 6. Площадь клапанного мембранного элемента 20 представляет собой площадь одного клапанного мембранного элемента 20. Данные площади определяют как среднее значение из площадей 10 проникающих отверстий 6, выбранных произвольно, или среднее значение из площадей 10 клапанных мембранных элементов 20, выбранных произвольно в образце для измерений (квадрате с длиной стороны, составляющей 100 мм), вырезанном из произвольно выбранного места верхнего листа 10.
[0027]
Доля (L/W1) максимальной длины L (см. фиг.3) клапанного мембранного элемента 20 в направлении выступания (направлении Y) от длины краевой части 21, образующей базовый конец, предпочтительно составляет 10% или более и более предпочтительно 20% или более, предпочтительно составляет 50% или менее и более предпочтительно 40% или менее и предпочтительно составляет 10% или более и 50% или менее и более предпочтительно 20% или более и 40% или менее.
Максимальная длина L (см. фиг.3) клапанного мембранного элемента 20 в направлении выступания (направлении Y) предпочтительно составляет 1 мм или более и более предпочтительно 2 мм или более, предпочтительно составляет 5 мм или менее и более предпочтительно 4 мм или менее и предпочтительно составляет 1 мм или более и 5 мм или менее и более предпочтительно 2 мм или более и 4 мм или менее.
Длина W1 (см. фиг.3) краевой части 21, образующей базовый конец, предпочтительно составляет 1 мм или более и более предпочтительно 2 мм или более, предпочтительно составляет 10 мм или менее и более предпочтительно 5 мм или менее и предпочтительно составляет 1 мм или более и 10 мм или менее и более предпочтительно 2 мм или более и 5 мм или менее.
[0028]
Длина L6 проникающего отверстия 6 в направлении длины предпочтительно составляет 1 мм или более и более предпочтительно 2 мм или более, предпочтительно составляет 15 мм или менее и более предпочтительно 10 мм или менее и предпочтительно составляет 1 мм или более и 15 мм или менее и более предпочтительно 2 мм или более и 10 мм или менее.
Длина W6 проникающего отверстия 6 в направлении, ортогональном к направлению длины, предпочтительно составляет 1,5 мм или более и более предпочтительно 2,5 мм или более, предпочтительно составляет 11 мм или менее и более предпочтительно 6 мм или менее и предпочтительно составляет 1,5 мм или более и 11 мм или менее и более предпочтительно 2,5 мм или более и 6 мм или менее.
[0029]
Как показано на фиг.3, верхний лист 10 по данному варианту осуществления включает в себя два клапанных мембранных элемента 20а и 20b, расположенных напротив друг друга с обеих сторон проникающего отверстия 6, определяемых в направлении длины (направлении Y). Два клапанных мембранных элемента 20а и 20b различаются по форме. В частности, один клапанный мембранный элемент 20а имеет краевую часть 22, образующую свободный конец, которая имеет форму криволинейного выступа, выступающего внутрь проникающего отверстия 6, в то время как другой клапанный мембранный элемент 20b имеет краевую часть 22, образующую свободный конец, имеющую гребенчатую зигзагообразную форму.
[0030]
По соображениям, связанным с обеспечением более устойчивого функционирования клапанного мембранного элемента 20 подобно шарнирной петле и с дополнительным улучшением выполнения функции обратного клапана клапанным мембранным элементом 20, краевая часть 22, образующая свободный конец, предпочтительно имеет гребенчатую форму на виде в плане. Такая форма представляет собой конфигурацию с выступами и углублениями, в которой места расположения контурных линий, образующих краевую часть 22, образующую свободный конец, попеременно изменяются между стороной, более близкой к краевой части 21, образующей базовый конец, и стороной, более удаленной от краевой части 21, образующей базовый конец.
По вышеописанным соображениям длина L2 (не показана) извилистого контура (meandering length) краевой части 22, образующей свободный конец, и длина W1 краевой части 21, образующей базовый конец, предпочтительно находятся в нижеуказанных пределах.
Отношение (L2/W1) длины L2 извилистого контура краевой части 22, образующей свободный конец, к длине W1 краевой части 21, образующей базовый конец, предпочтительно составляет более 1 и более предпочтительно 2 или более, предпочтительно составляет менее 10 и более предпочтительно 5 или менее и предпочтительно составляет более 1 и менее 10 и более предпочтительно 2 или более и 5 или менее.
Длину L2 извилистого контура краевой части 22, образующей свободный конец, измеряют, например, посредством выполнения обработки изображений на изображении клапанного мембранного элемента 20 на виде в плане, которое получено посредством электронного микроскопа. Для такой обработки изображения используют меню, предназначенное для измерений расстояний между множеством точек и выполняемое по умолчанию в программном обеспечении с названием “Keyence VHX-1000”. Например, длина L2 извилистого контура краевой части 22, образующей свободный конец, может быть измерена посредством отслеживания краевой части 22, образующей свободный конец, на изображении, полученном посредством электронного микроскопа (увеличение: 60 раз).
[0031]
Когда краевая часть 22, образующая свободный конец, имеет гребенчатую форму на виде в плане, клапанный мембранный элемент 20b имеет линии контура с формой с выступами и углублениями, образующие краевую часть 22, образующую свободный конец. Если смотреть на клапанный мембранный элемент 20b, имеющий такую краевую часть 22, образующую свободный конец, в направлении длины (направлении Х) краевой части 21, образующей базовый конец, видно, что углубления и выступы расположены попеременно для образования гребенчатой формы. Число вершин выступов в клапанном мембранном элементе 20b предпочтительно составляет 2 или более и 20 или менее и более предпочтительно 5 или более и 10 или менее. Когда число вершин выступов находится в таком диапазоне, каждый из выступов функционирует подобно одному клапану, и, таким образом, выполнение функции обратного клапана клапанным мембранным элементом 20b может быть дополнительно улучшено. С другой стороны, когда число вершин выступов слишком большое, неровности краевой части 22, образующей свободный конец, становятся слишком малыми, и, следовательно, будет затруднено функционирование каждого из выступов в клапанном мембранном элементе 20 подобно одному клапану.
[0032]
Число вершин выступов в клапанном мембранном элементе 20b, включающем в себя краевую часть 22, образующую свободный конец и имеющую гребенчатую форму, получают нижеприведенным методом. Сначала для каждого из выступов в клапанном мембранном элементе 20b степень La выступания выступа получают из нижеприведенного выражения.
La={(L10 - L11) + (L10 - L12)}/2
L10: расстояние между вершиной выступа и краевой частью 21, образующей базовый конец
L11: расстояние между нижней частью одного углубления, соседнего с выступом, и краевой частью 21, образующей базовый конец
L12: расстояние между нижней частью другого углубления, соседнего с выступом, и краевой частью 21, образующей базовый конец
После этого подсчитывают число выступов, имеющих степень La выступания, превышающую 5% от длины L6 проникающего отверстия 6 в направлении длины. Кроме того, также подсчитывают число выступов, расположенных с обоих концов в направлении длины, если смотреть в направлении длины краевой части 21, образующей базовый конец. Суммарное число выступов, подсчитанное таким образом, определяют как «число вершин выступов».
Расстояния L10, L11 и L12 (см. фиг.3) измеряют, например, посредством выполнения вышеописанной обработки изображения (меню для измерений расстояний между множеством точек) на изображении клапанного мембранного элемента 20 на виде в плане, которое получено с помощью электронного микроскопа. Например, вершину выступа, образующего форму с выступами и углублениями краевой части 22, образующей свободный конец, и краевую часть 21, образующую базовый конец, выбирают из изображения, полученного посредством электронного микроскопа (увеличение: 60 раз), и таким образом может быть измерено расстояние между вершиной выступа и краевой частью 21, образующей базовый конец.
[0033]
Клапанный мембранный элемент 20 может иметь постоянную толщину, или его толщина может варьироваться в зависимости от места.
По соображениям, связанным с обеспечением прочности клапанного мембранного элемента 20, минимальная толщина t1 (см. фиг.5) клапанного мембранного элемента 20 предпочтительно составляет 10 мкм или более и более предпочтительно 20 мкм или более, предпочтительно составляет 1 мм или менее и более предпочтительно 500 мкм или менее и предпочтительно составляет 10 мкм или более и 1 мм или менее и более предпочтительно 20 мкм или более и 500 мкм или менее.
[0034]
По соображениям, связанным с обеспечением более плавного поворота по направлению к не обращенной к коже поверхности дополнительным повышением проницаемости для выделений и предотвращением контакта выделений с кожей, клапанный мембранный элемент 20 предпочтительно имеет толстую часть 25, которая является более толстой, чем другие части, на стороне краевой части 21, образующей базовый конец (см. фиг.5). «Сторона краевой части 21, образующей базовый конец», представляет собой зону на стороне краевой части 21, образующей базовый конец, когда вся длина клапанного мембранного элемента 20 в направлении его выступания разделена на две равные зоны, и предпочтительно представляет собой зону, ближайшую к краевой части 21, образующей базовый конец, когда вся длина клапанного мембранного элемента 20 в направлении его выступания разделена на три равные зоны. Клапанный мембранный элемент 20 более предпочтительно включает в себя толстую часть 25, расположенную рядом с краевой частью 21, образующей базовый конец.
Примеры конфигурации с толстой частью 25 на стороне краевой части 21, образующей базовый конец, включают конфигурацию, в которой толщина постепенно увеличивается от краевой части 22, образующей свободный конец, к краевой части 21, образующей базовый конец, в сечении, выполненном в направлении выступания клапанного мембранного элемента 20, и конфигурацию с частью с локальной увеличенной толщиной на одном конце на стороне краевой части 21, образующей базовый конец.
[0035]
По вышеописанным соображениям максимальная толщина t2 (см. фиг.5) толстой части 25 предпочтительно находится в нижеуказанных пределах. Максимальная толщина толстой части 25 соответствует максимальной толщине клапанного мембранного элемента 20.
Доля (t1/t2) минимальной толщины t1 (см. фиг.5) клапанного мембранного элемента 20 от максимальной толщины t2 (см. фиг.5) толстой части 25 предпочтительно составляет 0,5% или более и более предпочтительно 1% или более, предпочтительно составляет 10% или менее и более предпочтительно 5% или менее и предпочтительно составляет 0,5% или более и 10% или менее и более предпочтительно 1% или более и 5% или менее.
Максимальная толщина t2 (см. фиг.5) толстой части 25 предпочтительно составляет 20 мкм или более и более предпочтительно 200 мкм или более, предпочтительно составляет 1,1 мм или менее и более предпочтительно 600 мкм или менее и предпочтительно составляет 20 мкм или более и 1,1 мм или менее и более предпочтительно 200 мкм или более и 600 мкм или менее.
[0036]
Минимальную толщину t1 клапанного мембранного элемента 20 и толщину t2 толстой части 25 определяют нижеприведенным методом. Сначала верхний лист 10 разрезают вместе с проникающим отверстием 6 и клапанным мембранным элементом 20, используя бритвенное лезвие, в направлении выступания клапанного мембранного элемента 20, то есть в направлении от краевой части 21, образующей базовый к конец, к краевой части 22, образующей свободный конец. Во время разрезания верхнего листа 10 линия реза, полученная разрезанием, проходит в одном направлении (например, направлении Y) через вершины выступов 5. Когда структура с выступами и углублениями заметно деформируется под давлением со стороны бритвенного лезвия во время разрезания, верхний лист 10 погружают в жидкий азот и после этого сразу разрезают. После этого поверхность, полученную разрезанием, осматривают с помощью электронного микроскопа (при 200-кратном увеличении), и измеряют минимальную толщину клапанного мембранного элемента 20 и толщину толстой части 25. Такое измерение выполняют для десяти клапанных мембранных элементов 20, и средние значения определяют как минимальную толщину клапанного мембранного элемента 20 и толщину толстой части 25.
[0037]
Как описано выше, верхний лист 10 по данному варианту осуществления включает в себя клапанные мембранные элементы 20а и 20b, имеющие разные формы, в проникающем отверстии 6, удлиненном в направлении Y. Форма проникающего отверстия 6 и клапанного мембранного элемента 20 не ограничена этим. Фиг.6(a)-6(j) показывают разные варианты проникающего отверстия 6 и клапанного мембранного элемента 20.
Проникающие отверстия 6, показанные на фиг.6(а)-6(е), имеют прямоугольные формы, удлиненные соответственно в направлении Y. Проникающие отверстия 6, показанные на фиг.6(f)-6(h), имеют эллиптические формы, удлиненные соответственно в направлении Х или направлении Y. Проникающие отверстия 6, показанные на фиг.6(i) и 6(j), имеют соответствующие ромбовидные формы.
В вариантах, показанных на фиг.6(a), 6(c), 6(f) и 6(i), одно проникающее отверстие 6 включает в себя один клапанный мембранный элемент 20. В вариантах, показанных на фиг.6(b), 6(d), 6(e), 6(g), 6(h) и 6(j), одно проникающее отверстие 6 включает в себя два или более клапанных мембранных элементов 20.
В вариантах, показанных на фиг.6(b), 6(d), 6(e), 6(g) и 6(h), множество клапанных мембранных элементов 20 имеют одинаковую форму. С другой стороны, в варианте, показанном на фиг.6(j), множество клапанных мембранных элементов 20 имеют разные формы.
В вариантах, показанных на фиг.6(b), 6(g), 6(h) и 6(j), два клапанных мембранных элемента 20 расположены с обеих сторон проникающего отверстия 6, определяемых в направлении длины (направлении Y или направлении Х), так, что они обращены друг к другу. В вариантах, показанных на фиг.6(d) и 6(e), два клапанных мембранных элемента 20 расположены с обеих сторон проникающего отверстия 6, определяемых в направлении (направлении Х), ортогональном к направлению длины, так, что они обращены друг к другу.
В вариантах, показанных на фиг.6(a) и 6(e), краевая часть 22, образующая свободный конец, в клапанном мембранном элементе 20 имеет гребенчатую форму. С другой стороны, в вариантах, показанных на фиг.6(b), 6(c), 6(f), 6(g) и 6(h), краевая часть 22, образующая свободный конец, в клапанном мембранном элементе 20 имеет прямолинейную форму вдоль краевой части 21, образующей базовый конец, или криволинейную форму так, что она выступает в направлении от краевой части 21, образующей базовый конец.
[0038]
Клапанный мембранный элемент 20 может быть образован во всех проникающих отверстиях 6 в верхнем листе 10 или может быть образован в некоторых из проникающих отверстий 6.
По соображениям, связанным с дополнительным повышением проницаемости верхнего листа 10 для выделений и дополнительным предотвращением контакта выделений с кожей, определяемое в расчете на единицу площади (площадь квадратной зоны на виде в плане с длиной стороны квадрата, составляющей 10 мм) число проникающих отверстий 6 в верхнем листе 10, в которых образован клапанный мембранный элемент 20, предпочтительно составляет 30% или более и более предпочтительно 50% или более от общего числа проникающих отверстий 6 на единицу площади, и клапанный мембранный элемент 20 более предпочтительно образован во всех проникающих отверстиях 6.
По вышеописанным соображениям определяемое в расчете на единицу площади (площадь квадратной зоны на виде в плане с длиной стороны квадрата, составляющей 10 мм) число проникающих отверстий 6 в верхнем листе 10, в которых образован клапанный мембранный элемент 20, предпочтительно составляет 1 или более и более предпочтительно 4 или более и предпочтительно составляет 20 или менее и более предпочтительно 15 или менее.
[0039]
По соображениям, связанным с текстурой и характеристиками пружинения, верхний лист 10 по данному варианту осуществления предпочтительно имеет нижеуказанную конфигурацию.
Высота Н (см. фиг.5) выступа 5 предпочтительно составляет 1 мм или более и более предпочтительно 3 мм или более, предпочтительно составляет 10 мм или менее и более предпочтительно 6 мм или менее и предпочтительно составляет 1 мм или более и 10 мм или менее и более предпочтительно 3 мм или более и 6 мм или менее.
Число выступов 5 в верхнем листе 10 в расчете на единицу площади (1 см2) предпочтительно составляет 1 или более и более предпочтительно 6 или более, предпочтительно составляет 20 или менее и более предпочтительно 15 или менее и предпочтительно составляет 1 или более и 20 или менее и более предпочтительно 6 или более и 15 или менее.
Площадь нижней части выступа 5 предпочтительно составляет 0,5 мм2 или более и более предпочтительно 2 мм2 или более, предпочтительно составляет 50 мм2 или менее и более предпочтительно 20 мм2 или менее и предпочтительно составляет 0,5 мм2 или более и 50 мм2 или менее и более предпочтительно 2 мм2 или более и 20 мм2 или менее.
[0040]
Верхний лист 10 по данному варианту осуществления предпочтительно используется в качестве верхнего листа, включенного во впитывающие изделия, такие как одноразовые подгузники, гигиенические прокладки, ежедневные прокладки для трусов и урологические прокладки. В частности, верхний лист 10 предпочтительно включает в себя первый лист 1, образующий поверхность, обращенную к коже носителя (обращенную к коже поверхность), и второй лист 2, образующий поверхность, обращенную к впитывающему элементу (не обращенную к коже поверхность) во время ношения.
[0041]
Впитывающие изделия, включающие в себя верхний лист для впитывающего изделия по настоящему изобретению, будут описаны ниже на основе предпочтительных вариантов осуществления. Фиг.7 и 8 показывают одноразовый подгузник 11 раскрываемого типа, который представляет собой один вариант осуществления впитывающего изделия по настоящему изобретению. Подгузник 11 включает в себя верхний лист 10 по вышеописанному варианту осуществления. Подгузник 11 имеет продольное направление Р, соответствующее направлению от передней стороны к задней стороне носителя, и боковое направление Q, ортогональное к продольному направлению Р, и включает в себя удерживающий жидкости, впитывающий элемент 14 и верхний лист 10, расположенный ближе к коже носителя, чем впитывающий элемент 14.
[0042]
Как показано на фиг.7, подгузник 11 имеет промежностную часть В, размещаемую на промежностной части тела носителя, и переднюю часть А и заднюю часть С, проходящие вперед и назад от промежностной части В. Передняя часть А, промежностная часть В и задняя часть С соответствуют зонам подгузника 11, полученным делением его на три равные части в продольном направлении Р. Промежностная часть В имеет часть, обращенную к выделительной зоне и расположенную напротив выделительной части тела, включающей в себя пенис и анус носителя, при ношении подгузника 11, и часть, обращенная к выделительной зоне, обычно расположена в центре подгузника 11 в продольном направлении Р, или рядом с данным центром.
[0043]
В подгузнике 11, показанном на фиг.8, верхний лист 10, подслой 15, проницаемый для жидкостей, и удерживающий жидкости, впитывающий элемент 14 последовательно наложены друг на друга в порядке, соответствующем близости к коже носителя. Более конкретно, подгузник 11 включает в себя впитывающий элемент 14, верхний лист 10, расположенный на обращенной к коже поверхности впитывающего элемента 14 и перекрывающий впитывающий элемент 14 в месте, более близком к коже носителя, чем место расположения впитывающего элемента 14, задний лист 13, расположенный со стороны не обращенной к коже поверхности впитывающего элемента 14 и перекрывающий впитывающий элемент 14 в месте, более удаленном от кожи носителя, чем место расположения впитывающего элемента 14, и подслой 15, расположенный между верхним листом 10 и впитывающим элементом 14.
[0044]
Верхний лист 10 и задний лист 13 имеют больший размер, чем подслой 15 и впитывающий элемент 14, расположенные между обоими листами 10 и 13, и образуют наружную форму подгузника 11 в его плоско разложенном нестянутом состоянии, показанном на фиг.7.
Впитывающий элемент 14 является удлиненным в продольном направлении Р и проходит от передней части А до задней части С. Впитывающий элемент 14 включает в себя удерживающую жидкости, впитывающую сердцевину 140 и лист 141 для обертывания сердцевины, который закрывает наружную поверхность впитывающей сердцевины 140. Впитывающая сердцевина 140, как правило, образована из скопления волокон, содержащего главным образом гидрофильные волокна, такие как волокна из древесной целлюлозы, и может быть получена посредством удерживания частиц водопоглощающего полимера в данном скоплении волокон. Лист 141 для обертывания сердцевины, как правило, образован из бумаги, нетканого материала или тому подобного.
Различные материалы могут быть использованы для заднего листа 13 без особого ограничения при условии, что они представляют собой материалы, традиционно используемые во впитывающем изделии такого типа, и задний лист 13 может быть образован из полимерных пленок, многослойных материалов, состоящих из полимерных пленок и нетканых материалов, или тому подобного.
[0045]
Подгузник 11 по данному варианту осуществления включает в себя подслой 15 в качестве волокнистого листа, расположенного на не обращенной к коже поверхности верхнего листа 10. Подслой 15 служит для повышения способности к пропусканию жидкости из верхнего листа 10 во впитывающий элемент 14 и уменьшения обратного потока жидкости, впитанной во впитывающем элементе 14, в верхний лист 10 и закрывает по существу всю обращенную к коже поверхность впитывающего элемента 14.
Верхний лист 10, подслой 15, впитывающий элемент 14 (впитывающая сердцевина 140, лист 141 для обертывания сердцевины) и задний лист 13 соединены вместе с помощью известного средства соединения, такого как адгезив.
[0046]
Подслой 15 по данному варианту осуществления имеет множество углублений 151 и выступов 152. В частности, подслой 15 имеет множество выступов 152, выступающих по направлению к обращенной к коже поверхности и имеющих полую внутреннюю часть, и углубления 151, расположенные между множеством выступов 152. Не обращенная к коже поверхность подслоя 15 имеет форму с выступами и углублениями, соответствующую форме с выступами и углублениями обращенной к коже поверхности.
Множество углублений 151 и выступов 152 в подслое 15 расположены попеременно и непрерывно в продольном направлении Р и боковом направлении Q. Подслой 15 имеет множество выступов 152, выступающих по направлению к обращенной к коже поверхности и имеющих внутреннее пространство, и углубления 151, расположенные между множеством выступов 152, и, кроме того, имеет множество выступов 153, которые расположены со стороны, не обращенной к коже, выступают по направлению к не обращенной к коже поверхности и имеют внутреннее пространство, и углубления 154, которые расположены со стороны, не обращенной к коже, и расположены между множеством выступов 153, расположенных со стороны, не обращенной к коже. Конфигурация с выступами и углублениями, образованная на обращенной к коже поверхности подслоя 15 посредством выступов 152 и углублений 151, соответствует конфигурации с выступами и углублениями, образованной на не обращенной к коже поверхности подслоя 15 посредством выступов 153, расположенных со стороны, не обращенной к коже, и углублений 154, расположенных со стороны, не обращенной к коже. В качестве подслоя 15, имеющего такую конфигурацию, можно использовать промежуточный лист, раскрытый в JP 2019-97678 A.
[0047]
По соображениям, связанным с дополнительным улучшением перемещения выделений во впитывающий элемент 14, предпочтительно, чтобы проникающее отверстие 6 и клапанный мембранный элемент 20 верхнего листа 10 по меньшей мере частично перекрывали углубления 151 подслоя 15 (см. фиг.9). Таким образом, выделения, проходящие через проникающее отверстие 6, легко входят в углубления 151 подслоя 15.
По соображениям, связанным с дополнительным усилением вышеописанных эффектов, глубина углубления 151 в подслое 15 предпочтительно составляет 0,5 мм или более и более предпочтительно 1 мм или более, предпочтительно составляет 5 мм или менее и более предпочтительно 3 мм или менее и предпочтительно составляет 0,5 мм или более и 5 мм или менее и более предпочтительно 1 мм или более и 3 мм или менее. Глубину углубления 151 измеряют при отсутствии нагрузки посредством осмотра сечения подслоя 15, выполненного в направлении толщины, с помощью микроскопа.
[0048]
В качестве подслоя 15 можно использовать гидрофильный лист, проницаемый для жидкостей; конкретные примеры вышеуказанного включают бумагу, тканые материалы и нетканые материалы, и нетканые материалы являются особенно предпочтительными, поскольку они обладают относительно высокой прочностью и очень хорошей мягкостью. Кроме того, подслой 15 по данному варианту осуществления имеет однослойную структуру, но в альтернативном варианте может иметь многослойную структуру, в которой множество слоев наложены друг на друга в виде стопы. Форма выступов и углублений подслоя 15 может представлять собой, например, коническую форму, такую как форма круглого конуса, форму усеченного конуса, форму пирамиды, форму усеченной пирамиды или форму наклонного конуса. Подслой 15, имеющий форму с выступами и углублениями, может быть получен, например, способом, в котором нетканый материал (например, нетканый материал, скрепленный пропусканием воздуха насквозь), представляющий собой исходный материал, размещают на опоре, имеющей большое число выступов, и после этого горячий воздух вдувают на нетканый материал, представляющий собой исходный материал и размещенный на опоре, для образования формы с выступами и углублениями. Примеры способов получения подслоя 15 могут включать способы, раскрытые в JP 2013-133574 A, JP 2012-149370 A и JP 2012-149371 A.
[0049]
Как показано на фиг.7 и 8, подгузник 11 включает в себя две манжеты 16 и 16, защищающие от утечки, расположенные вдоль обоих концов впитывающего элемента 14, определяемых в боковом направлении Q, и поднимающиеся по направлению к коже носителя по меньшей мере в промежностной части В при ношении подгузника 11. Каждая из манжет 16, защищающих от утечки, включает в себя лист 160, защищающий от утечки, который является стойким к воздействию жидкости или водоотталкивающим и воздухопроницаемым, и лист 160, защищающий от утечки, имеет один конец, определяемый в боковом направлении Q, в качестве закрепленной концевой части, прикрепленной к другим элементам (например, к верхнему листу и заднему листу), и другой конец, определяемый в боковом направлении Q, в качестве свободной концевой части, не прикрепленной к другим элементам. В свободной концевой части листа 160, защищающего от утечки, эластичный элемент 160, образующий манжету, защищающую от утечки, закреплен в состоянии, в котором он растянут в продольном направлении Р, с возможностью его растягивания в том же направлении. При ношении подгузника 11 стягивающее усилие, создаваемое эластичным элементом 161, вызывает подъем свободной концевой части листа 160, защищающего от утечки, по направлению к носителю по меньшей мере в промежностной части В при закрепленной концевой части как базовом конце при подъеме, посредством чего две манжеты 16 и 16, защищающие от утечки, поднимаются для предотвращения вытекания выделений, таких как моча, в боковом направлении Q. Листы, которые используются в качестве материала манжет, защищающих от утечки, во впитывающем изделии такого типа, могут использоваться без особого ограничения в качестве листа 160, защищающего от утечки, при этом данные листы предпочтительно обладают стойкостью к воздействию жидкости или водоотталкивающими свойствами и воздухопроницаемостью, и можно использовать, например, однослойный или многослойный водоотталкивающий нетканый материал или многослойный материал из полимерных пленок и нетканых материалов.
[0050]
Как показано на фиг.7, нитевидный эластичный элемент 17 закреплен в состоянии, в котором он растянут в продольном направлении Р, между листом 160, защищающим от утечки, и задним листом 13 в левой и правой частях для ног, размещаемых вокруг ног носителя, посредством чего две сборки для ног образуются при стягивании эластичного элемента 17 в частях для ног при ношении подгузника 11. Верхний лист 10, подслой 15, задний лист 13, впитывающий элемент 14, лист 160, защищающий от утечки, и эластичный элемент 161 соединены вместе с помощью известного средства соединения, такого как термоплавкий адгезив.
[0051]
Как показано на фиг.7, две скрепляющие ленты 18 и 18 предусмотрены на обеих боковых краевых частях задней части С подгузника 11, проходящих в продольном направлении Р. Скрепляющая лента 18 прикрепляется посредством прикрепляемой части, образованной из охватываемого элемента механической застежки-«липучки». Кроме того, не обращенная к коже поверхность передней части А подгузника 11 образована с зоной-«мишенью» 19, образованной из охватывающего элемента механической застежки-«липучки». Зона-«мишень» 19 образована так, что охватывающий элемент механической застежки-«липучки» соединен с не обращенной к коже поверхностью заднего листа 13 и прикреплен к не обращенной к коже поверхности заднего листа 13, образующего не обращенную к коже поверхность передней части А с помощью известного средства соединения, например, с помощью адгезива или термосварки, и может быть прикреплена к прикрепляемой части скрепляющей ленты 18 с возможностью отсоединения.
[0052]
Далее будет описан способ изготовления верхнего листа для впитывающего изделия по настоящему изобретению, при этом способ изготовления верхнего листа 10 по представленному варианту осуществления, описанному выше, рассматривается в качестве примера. Фиг.10 показывает производственное устройство 100 в качестве варианта осуществления устройства для изготовления верхнего листа для впитывающего изделия согласно настоящему изобретению. Производственное устройство 100 включает в себя устройство 30 формирования выступов и углублений и устройство 40 ультразвуковой обработки.
[0053]
Устройство 30 формирования выступов и углублений включает в себя валик 31 для тиснения, который имеет форму с выступами и углублениями на его периферийной поверхности. В устройстве 30 формирования выступов и углублений обеспечивается «копирование» первым листом 1 формы периферийной поверхности валика 31 для тиснения, который вращается, и, следовательно, первый лист 1 деформируется для придания ему формы с выступами и углублениями, которая соответствует форме периферийной поверхности с выступами и углублениями.
[0054]
Помимо валика 31 для тиснения устройство 30 формирования выступов и углублений дополнительно включает в себя другой валик 32 для тиснения, который имеет форму с выступами и углублениями на его периферийной поверхности, при этом выступы и углубления валика 32 для тиснения выполнены с возможностью зацепления с выступами и углублениями валика 31 для тиснения.
В дальнейшем валик 31 для тиснения также может упоминаться как «первый валик», и валик 32 для тиснения также может упоминаться как «второй валик».
В устройстве 30 формирования выступов и углублений, показанном на фиг.10, используются два валика 31 и 32, и данное устройство обеспечивает деформирование первого листа 1 для придания ему формы с выступами и углублениями, которая соответствует форме с выступами и углублениями периферийной поверхности валика 31 для тиснения, посредством вращения двух валиков 31 и 32 так, что образуется часть 33 с зацеплением между поверхностями с выступами и углублениями соответствующих валиков 31 и 32, и подачи первого листа 1 в часть 33 с зацеплением.
[0055]
Фиг.11 показывает часть периферийной поверхности валика 31 для тиснения (первого валика).
Валик 31 для тиснения образован посредством объединения множества прямозубых цилиндрических зубчатых колес 31a, 31b, …, имеющих заданную ширину зуба, в элемент в виде валика. Зубья зубчатых колес образуют выступы 35 конфигурации с выступами и углублениями на периферийной поверхности валика 31 для тиснения, и поверхности 35с передних концов выступов 35 образуют поверхности приложения давления, которые обеспечивают приложение давления к первому и второму листам 1 и 2, которые подлежат сплавлению друг с другом, между поверхностью 42t приложения вибрации, - которая образована поверхностью переднего конца ультразвукового рупора 42 машины 41 для ультразвукового сплавления, которая будет описана позднее, - и самими поверхностями приложения давления.
[0056]
Ширина зуба (длина в аксиальном направлении зубчатых колес) зубчатых колес, образующих валик 31 для тиснения, определяет длину выступов 5 верхнего листа 10 в направлении Х, и длина (длина в направлении вращения зубчатых колес) зубьев зубчатых колес определяет длину выступов 5 верхнего листа 10 в направлении Y.
Соседние зубчатые колеса соединены так, что зубья одного из зубчатых колес смещены на половину шага зубьев относительно зубьев другого зубчатого колеса. В результате периферийная поверхность валика 31 для тиснения имеет форму/конфигурацию с выступами и углублениями.
В варианте, показанном на фигуре, каждая из поверхностей 35с передних концов выступов 35 имеет прямоугольную форму с длинными сторонами, проходящими в направлении вращения валика 31 для тиснения, и короткими сторонами, проходящими в его аксиальном направлении.
Предпочтительно, чтобы каждая из поверхностей 35с передних концов имела форму с большей длиной в направлении вращения, поскольку время, в течение которого каждый выступ 35 валика 31 для тиснения будет находиться в контакте с поверхностью 42t, предназначенной для приложения вибрации и образованной на передней концевой части ультразвукового рупора 42, может быть увеличено, и, следовательно, может быть легко обеспечено повышение температуры.
[0057]
Впадины зубчатых колес валика 31 для тиснения образуют углубления в конфигурации с выступами и углублениями на периферийной поверхности валика 31 для тиснения.
Всасывающие отверстия 34 образованы в доньях впадин (дне впадин) зубчатых колес. Всасывающие отверстия 34 сообщаются с источником всасывающего усилия (непоказанным), таким как воздуходувка или вакуумный насос, и регулирование выполняется так, чтобы всасывающее усилие было приложено между частью 33 с зацеплением, в которой валики 31 и 32 для тиснения входят в зацепление друг с другом, и частью, в которой первый лист 1 соединяется со вторым листом 2.
Соответственно, первый лист 1, который был деформирован для придания ему формы с выступами и углублениями посредством зацепления между валиками 31 и 32 для тиснения, перемещается к части, в которой первый лист 1 соединяется со вторым листом 2, и к части 36, которая предназначена для приложения ультразвуковой вибрации и в которой машина 41 для ультразвукового сплавления обеспечивает приложение ультразвуковой вибрации к листам, при этом всасывающее усилие, приложенное посредством всасывающих отверстий 34, обеспечивает удерживание первого листа 1 в состоянии, в котором он деформирован с формой, которая соответствует форме с выступами и углублениями периферийной поверхности валика 31 для тиснения.
В валике 31 для тиснения, показанном на фиг.11, предусмотрен заданный зазор G между соседними зубчатыми колесами, и данная конфигурация подавляет возникновение проблем, таких как приложение чрезмерного растягивающего усилия к первому листу 1 или разрезание первого листа 1 в части 33 с зацеплением двух валиков 31 и 32. Следовательно, первый лист 1 может быть легко деформирован для придания ему формы с выступами и углублениями, которая соответствует форме периферийной поверхности валика 31 для тиснения.
[0058]
Валик 32 для тиснения (второй валик) имеет на периферийной поверхности форму с выступами и углублениями, которые выполнены с возможностью зацепления с выступами и углублениями на периферийной поверхности валика 31 для тиснения. Валик 32 для тиснения имеет такую же конфигурацию, как валик 31 для тиснения, за исключением того, что валик 32 для тиснения не имеет всасывающих отверстий 34.
Следует отметить, что валик 31 для тиснения и валик 32 для тиснения могут иметь разные диаметры при условии, что конфигурации с выступами и углублениями двух валиков 31 и 32 могут обеспечить их зацепление друг с другом. Первый лист 1 может быть деформирован для придания ему формы с выступами и углублениями посредством подачи первого листа 1 в часть 33 с зацеплением двух валиков 31 и 32 при одновременном вращении двух валиков 31 и 32, имеющих конфигурации с выступами и углублениями, которые могут обеспечить их зацепление друг с другом.
В части 33 с зацеплением множество участков первого листа 1 вдавливаются в углубления на периферийной поверхности валика 31 для тиснения посредством выступов валика 32 для тиснения, и участки, вдавленные в углубления, образуют выступы 5 верхнего листа 10, подлежащего изготовлению.
Несмотря на то, что множество выступов, которые могут быть вставлены в углубления валика 31 для тиснения, образованы на периферийной поверхности валика 32 для тиснения, валик 32 для тиснения необязательно должен иметь выступы, соответствующие всем углублениям валика 31 для тиснения.
[0059]
Как описано выше, устройство 30 формирования выступов и углублений, показанное на фиг.10, включает в себя два валика для тиснения, имеющих конфигурации с выступами и углублениями на их соответствующих периферийных поверхностях, и выполнено с возможностью деформирования первого листа 1 для придания ему формы с выступами и углублениями посредством вращения двух валиков 31 и 32 для тиснения так, чтобы была образована часть 33 с зацеплением между выступами и углублениями двух валиков 31 и 32, и подачи первого листа 1 в часть 33 с зацеплением. Однако устройство 30 формирования выступов и углублений может включать в себя только валик 31 для тиснения, который выполнен с возможностью всасывания первого листа 1, поданного на периферийную поверхность валика 31 для тиснения, или, другими словами, валик 32 для тиснения может быть исключен. В этом случае при простой подаче первого листа 1 на периферийную поверхность валика 31 для тиснения всасывающее усилие, приложенное посредством всасывающих отверстий 34 (см. фиг.11), расположенных на периферийной поверхности, обеспечивает деформирование первого листа 1 так, что первый лист 1 будет «копировать» форму с выступами и углублениями периферийной поверхности. Такое копирование и деформирование первого листа 1, возникающие в результате всасывания первого листа 1 по направлению к периферийной поверхности валика 31 для тиснения, могут быть обеспечены посредством соответствующего регулирования всасывающего усилия, схемы расположения всасывающих отверстий 34 и тому подобного.
[0060]
Устройство 40 ультразвуковой обработки включает в себя машину 41 для ультразвукового сплавления, снабженную ультразвуковым рупором 42, и выполнено с возможностью образования проникающих отверстий 6 и сплавления первого листа 1 и второго листа 2 посредством наложения второго листа 2 на первый лист 1, который был деформирован для придания ему формы с выступами и углублениями, зажима двух листов 1 и 2 между выступами 35 валика 31 для тиснения и поверхностью 42t, предназначенной для приложения вибрации и образованной на передней концевой части ультразвукового рупора 42, и приложения ультразвуковой вибрации к листам 1 и 2. При этом часть, скрепленная методом сплавления, в которой первый лист 1 и второй лист 2 соединены вместе методом сплавления, и клапанный мембранный элемент 20 образуются на периферии (открытом крае) проникающего отверстия 6.
[0061]
Как показано на фиг.10 и 12, машина 41 для ультразвукового сплавления включает в себя генератор ультразвуковых волн (непоказанный), преобразователь 43, усилитель 44 и ультразвуковой рупор 42.
Генератор ультразвуковых волн (непоказанный) электрически соединен с преобразователем 43, и высоковольтный электрический сигнал, генерируемый генератором ультразвуковых волн и имеющий длину волны с частотой от приблизительно 15 до 50 кГц, подается в преобразователь 43.
Генератор ультразвуковых волн (непоказанный) установлен на подвижной опоре 45 или снаружи подвижной опоры 45.
[0062]
Преобразователь 43 включает в себя пьезоэлектрический элемент, такой как пьезоэлектрический элемент, и преобразует электрический входной сигнал от генератора ультразвуковых колебаний в механическую вибрацию посредством использования пьезоэлектрического элемента. Усилитель 44 регулирует, предпочтительно увеличивает амплитуду механической вибрации, передаваемой от преобразователя 43, и передает отрегулированную механическую вибрацию ультразвуковому рупору 42.
Ультразвуковой рупор 42 изготовлен из куска металла, такого как алюминиевый сплав или титановый сплав, и предназначен для обеспечения надлежащего резонанса при используемой частоте.
Ультразвуковая вибрация, передаваемая от усилителя 44 ультразвуковому рупору 42, также усиливается или демпфируется внутри ультразвукового рупора 42 и после этого подается к первому и второму листам 1 и 2, которые подлежат сплавлению друг с другом. В качестве такой машины 41 для ультразвукового сплавления можно использовать комбинацию ультразвукового рупора, преобразователя, усилителя и генератора ультразвуковых колебаний, которые промышленно изготавливаются и имеются на рынке.
[0063]
Машина 41 для ультразвукового сплавления закреплена на подвижной опоре 45, и зазор между поверхностью 42t приложения вибрации, которая представляет собой поверхность переднего конца ультразвукового рупора 42, и поверхностями 35с передних концов выступов 35 первого валика 31, а также приложенное давление, которое приложено к наложенным друг на друга, первому и второму листам 1 и 2, можно регулировать посредством смещения положения подвижной опоры 45 для ее приближения к или удаления от периферийной поверхности валика 31 для тиснения.
Во время приложения давления к первому и второму листам 1 и 2, которые подлежат сплавлению друг с другом и которые зажаты между поверхностями 35с передних концов выступов 35 валика 31 для тиснения и поверхностью 42t, предназначенной для приложения вибрации и образованной на передней концевой части ультразвукового рупора 42 машины 41 для ультразвукового сплавления, обеспечивается приложение ультразвуковой вибрации к двум листам 1 и 2. Таким образом, участки двух листов 1 и 2, расположенные на поверхностях 35с передних концов выступов 35, выделяют тепло. Таким образом, первый лист 1 и/или второй лист 2 расплавляются и после этого снова затвердевают для образования плавленой части, и проникающее отверстие 6, проходящее через оба листа 1 и 2, образуется в состоянии, в котором оно окружено плавленой частью. Такая плавленая часть становится частью, скрепленной методом сплавления, вдоль части открытого края проникающего отверстия 6. Кроме того, считают, что клапанный мембранный элемент 20 образуется из части плавленой части посредством сдвигающего усилия, которое будет описано ниже.
[0064]
Поверхность 42t приложения вибрации, образованная на передней концевой части ультразвукового рупора 42, образована поверхностью переднего конца узла 420 (см. фиг.12) ультразвукового рупора 42, изготовленного из металла, такого как алюминиевый сплав или титановый сплав, и входит в контакт с объектом, подлежащим сплавлению, или, более конкретно, со вторым листом 2.
[0065]
Производственное устройство 100 включает в себя средство 51 для предварительного нагрева, предназначенное для предварительного нагрева по меньшей мере одного из первого листа 1 и второго листа 2 до того, как ультразвуковая вибрация будет приложена к листам.
Средство 51 для предварительного нагрева предусмотрено внутри валика 31 для тиснения (первого валика) и проходит параллельно оси (CD) вращения валика 31 для тиснения.
Кроме того, множество средств 51 для предварительного нагрева расположены вокруг оси вращения валика 31 для тиснения, рядом с наружной периферийной частью валика 31 для тиснения и с интервалами в направлении вдоль окружности валика 31 для тиснения.
Любые элементы, которые могут обеспечить нагрев объекта, подлежащего нагреву (первого листа 1 и второго листа 2), посредством подвода тепловой энергии извне к нему, могут быть использованы в качестве средств 51 для предварительного нагрева. Примером вышеуказанного является патронный нагревательный элемент, в котором используется нагревательная проволока. Однако средство 51 для предварительного нагрева не ограничено этим, и известные нагревательные средства различных типов можно использовать без особого ограничения.
[0066]
Средство 51 для предварительного нагрева представляет собой часть устройства 50 для предварительного нагрева.
Устройство 50 для предварительного нагрева включает в себя помимо средства 51 для предварительного нагрева средство измерения температуры (непоказанное), выполненное с возможностью измерения температуры объекта, подлежащего сплавлению, до того, как ультразвуковая вибрация будет приложена к нему, и средство регулирования температуры (непоказанное), которое регулирует температуру средства 51 для предварительного нагрева на основе измеренных значений, полученных средством измерения температуры.
Температура, до которой периферийная поверхность валика 31 для тиснения нагревается с помощью средств 51 для предварительного нагрева, регулируется посредством блока регулирования температуры. Во время работы производственного устройства 100 устройство 50 для предварительного нагрева может поддерживать температуру первого листа 1, который подают в часть 36 для приложения ультразвуковой вибрации, в заданных пределах.
[0067]
Как показано на фиг.13, производственное устройство 100 включает в себя средство 61 нагрева рупора, предназначенное для нагрева ультразвукового рупора 42, включая поверхность 42t приложения вибрации.
Средство 61 нагрева рупора не предусмотрено на поверхности 42t приложения вибрации, но закреплено вблизи поверхности 42t приложения вибрации или, более конкретно, прикреплено к боковой поверхности передней концевой части ультразвукового рупора 42.
Известные средства нагрева различных типов, такие как нагреватель, можно использовать без особого ограничения в качестве средства 61 нагрева рупора.
[0068]
Средство 61 нагрева рупора представляет собой часть устройства 60 для нагрева рупора.
Устройство 60 для нагрева рупора включает в себя помимо средства 61 нагрева рупора средство измерения температуры (непоказанное), выполненное с возможностью измерения температуры поверхности 42t приложения вибрации, и средство регулирования температуры (непоказанное), которое регулирует температуру средства 61 нагрева рупора на основе измеренных значений, полученных средством измерения температуры.
Температура, до которой поверхность 42t приложения вибрации нагревается с помощью средства 61 нагрева рупора, регулируется посредством блока регулирования температуры. Во время работы производственного устройства 100 устройство 60 для нагрева рупора может поддерживать температуру поверхности 42t приложения вибрации в заданных пределах.
[0069]
Следует отметить, что машина 41 для ультразвукового сплавления обеспечивает приложение ультразвуковой вибрации к объекту, подлежащему сплавлению, посредством чего обеспечиваются выделение тепла и расплавление объекта и, следовательно, сплавление объекта, и четко отличается от вышеописанных средств 51 для предварительного нагрева и средства 61 нагрева рупора.
[0070]
В производственном устройстве 100 углубление 46 с формой канавки образовано на поверхности 42t ультразвукового рупора 42, предназначенной для приложения вибрации. Фиг.14 представляет собой схематический вид передней концевой части ультразвукового рупора 42 в разрезе, выполненном вдоль направления MD, и фиг.15 представляет собой схематический вид в плане поверхности 42t ультразвукового рупора 42, предназначенной для приложения вибрации. Фиг.14 представляет собой увеличенный вид в разрезе передней концевой части ультразвукового рупора 42, показанного на фиг.13.
Углубление 46 с формой канавки проходит вдоль оси (CD) вращения валика 31 для тиснения (первого валика). Выражение «проходит вдоль оси (CD) вращения» в контексте данного документа означает случай, когда угол между углублением 46 с формой канавки и осью (CD) вращения валика 31 для тиснения составляет менее 45°. Углубление 46 с формой канавки, показанное на фиг.15, проходит параллельно оси (CD) вращения, и угол между углублением 46 с формой канавки и осью (CD) вращения равен нулю.
[0071]
В производственном устройстве 100 одно углубление 46 с формой канавки образовано на поверхности 42t приложения вибрации. Как показано на фиг.15, данное одно углубление 46 с формой канавки расположено в середине длины поверхности 42t приложения вибрации, определяемой в направлении MD, и проходит на всей длине поверхности 42t приложения вибрации в направлении CD.
[0072]
На виде в разрезе, таком как показанный на фиг.14, выполненном вдоль направления (то есть направления MD), которое перпендикулярно к оси вращения валика 31 для тиснения, углубление 46 с формой канавки ограничено двумя заглубленными сторонами 46а и 46а и заглубленной нижней поверхностью 46b.
Две заглубленные стороны 46а и 46а пересекаются с поверхностью 42t приложения вибрации или, более конкретно, соединены с поверхностью 42t приложения вибрации и проходят в направлении от поверхности 42t приложения вибрации.
Заглубленная нижняя поверхность 46b соединена с соответствующими концами двух заглубленных сторон 46а и 46а, определяемыми в продольном направлении, и противоположна входной части 46d углубления 46 с формой канавки.
В ультразвуковом рупоре 42, показанном на фиг.13 (фиг.14) угловые зоны 46с в местах пересечения поверхности 42t приложения вибрации и соответствующих заглубленных сторон 46а являются заостренными, и на виде в разрезе, выполненном вдоль направления MD, заглубленная нижняя поверхность 46b имеет форму дуги, которая изогнута внутрь от входной части 46d.
В варианте, показанном на фиг.13 (фиг.14), угол образованный каждой заглубленной стороной 46а с поверхностью 42t приложения вибрации, составляет 90°, или, другими словами, угол каждой угловой зоны 46с составляет 90°.
[0073]
Способ изготовления верхнего листа 10 посредством использования производственного устройства 100, которое выполнено с вышеописанной конфигурацией, включает этап формирования, на котором во время вращения валика 31 для тиснения (первого валика), который имеет конфигурацию с выступами и углублениями на его периферийной поверхности, обеспечивают «копирование» первым листом 1 формы данной периферийной поверхности для деформирования первого листа 1 посредством этого для придания ему формы с выступами и углублениями.
Кроме того, способ изготовления верхнего листа 10 посредством использования производственного устройства 100 включает этап наложения, на котором удерживают и перемещают первый лист 1, который был деформирован для придания ему формы с выступами и углублениями на валике 31 для тиснения, и накладывают второй лист 2 на первый лист 1, который перемещается.
Кроме того, способ изготовления верхнего листа 10 посредством использования производственного устройства 100 включает этап ультразвуковой обработки, на котором наложенные друг на друга два листа 1 и 2 зажимают между выступами 35 валика 31 для тиснения и поверхностью 42t, предназначенной для приложения вибрации и образованной на передней концевой части ультразвукового рупора 42, включенного в машину 41 для ультразвукового сплавления, и обеспечивают приложение ультразвуковой вибрации к листам 1 и 2.
[0074]
На этапе формирования первый лист 1 подают в часть 33 с зацеплением, в которой выступы и углубления двух валиков 31 и 32 для тиснения входят в зацепление друг с другом, и деформируют для придания ему формы с выступами и углублениями.
По соображениям, связанным с облегчением образования клапанного мембранного элемента 20 и проникающего отверстия 6, угол ∅35 (см. фиг.13) угловой зоны передней концевой части каждого выступа 35 на виде в разрезе, выполненном вдоль направления, которое перпендикулярно к оси вращения валика 31 для тиснения (первого валика) (на виде в разрезе, выполненном вдоль направления MD), предпочтительно составляет 90° или более или более предпочтительно 105° или более и предпочтительно составляет менее 135° или более предпочтительно менее 120°.
[0075]
После этого на этапе ультразвуковой обработки проникающие отверстия 6 образуют в многослойном продукте (объекте, подлежащем сплавлению), образованном из наложенных друг на друга, первого и второго листов 1 и 2, посредством приложения ультразвуковой вибрации к нему при использовании в качестве ультразвукового рупора специального ультразвукового рупора, который был описан выше, то есть ультразвукового рупора 42, в котором углубление 46 с формой канавки, проходящее вдоль оси (CD) вращения валика 31 для тиснения (первого валика), образовано на поверхности 42t приложения вибрации, и клапанный мембранный элемент 20 образуют в части, скрепленной методом сплавления, в которой первый лист 1 и второй лист 2 соединены методом сплавления, и проникающем отверстии 6.
[0076]
Как показано на фиг.13, на этапе ультразвуковой обработки во время перемещения объекта, подлежащего сплавлению (многослойного продукта, образованного из первого листа 1 и второго листа 2), в направлении MD объект, подлежащий сплавлению, зажимают между поверхностями 35с передних концов выступов 35 валика 31 для тиснения и поверхностью 42t приложения вибрации, на которой образовано углубление 46 с формой канавки и которая образована в ультразвуковом рупоре 42, и обеспечивают приложение ультразвуковой вибрации к данному объекту.
В данном случае поверхность 42t приложения вибрации, поджимающая объект, подлежащий сплавлению, к выступам 35, имеет, как показано на фиг.14, две угловые зоны 46с и 46с, которые расположены в направлении MD перед и за входной частью 46d углубления 46 с формой канавки. Следовательно, напряжения, которые создаются при поджиме объекта, подлежащего сплавлению, концентрируются в угловых зонах 46с, и сдвигающее усилие, которое приложено к объекту, подлежащему сплавлению, посредством угловых зон 46с, увеличивается по сравнению со случаем, когда угловые зоны 46с (углубление 46 с формой канавки) не образованы. Соответственно, на этапе ультразвуковой обработки помимо тепла, выделяющегося в объекте, подлежащем сплавлению, из-за ультразвуковой вибрации, большое сдвигающее усилие, обеспечиваемое углублением 46 с формой канавки, также действует на объект, подлежащий сплавлению, и в результате части, скрепленные методом сплавления, проникающее отверстие 6 и клапанный мембранный элемент 20 могут быть одновременно образованы в той части объекта, подлежащего сплавлению, которая зажата между поверхностями 35с передних концов выступов 35 и поверхностью 42t ультразвукового рупора 42, предназначенной для приложения вибрации.
Посредством вышеописанного этапа ультразвуковой обработки даже в случае, когда смола, которая образует первый лист 1 и/или второй лист 2 представляет собой смолу (например, полиэтилентерефталатную (ПЭТ)), имеющую высокую температуру плавления, которая превышает 200°C, части, скрепленные методом сплавления, проникающее отверстие 6 и клапанный мембранный элемент 20 могут быть образованы одновременно.
[0077]
Считают, что на этапе ультразвуковой обработки клапанный мембранный элемент 20 легко образуется на части открытого края проникающего отверстия 6 за счет использования ультразвукового рупора (см. фиг.13-15), в котором углубление с формой канавки, проходящее в направлении оси вращения валика для тиснения, образовано на поверхности приложения вибрации. Ниже будут описаны соображения авторов изобретения в отношении способа образования клапанного мембранного элемента 20. На этапе ультразвуковой обработки во время перемещения объекта, подлежащего сплавлению (многослойного продукта, образованного из первого листа 1 и второго листа 2), в направлении MD объект, подлежащий сплавлению, зажимается между поверхностями 35с передних концов выступов 35 валика 31 для тиснения и поверхностью 42t приложения вибрации, на которой образовано углубление 46 с формой канавки и которая образована в ультразвуковом рупоре 42, и обеспечивается приложение ультразвуковой вибрации к объекту, подлежащему сплавлению. Следовательно, образуется плавленая часть, в которой первый лист 1 и второй лист 2 подвергнуты плавлению. С другой стороны, поскольку напряжения, которые создаются при поджиме объекта, подлежащего сплавлению, концентрируются в угловой зоне 46с, расположенной с передней стороны (стороны, передней по ходу) в направлении MD, из двух угловых зон 46с и 46с, которые расположены в направлении MD перед и за входной частью 46d углубления 46 с формой канавки, сдвигающее усилие действует на объект, подлежащий сплавлению, в частности, на плавленую часть, посредством данной угловой зоны 46с. Предполагается, что данное сдвигающее усилие вызывает разрыв частей объекта, подлежащего сплавлению, которые находятся в контакте с угловыми зонами 46с и 46с, расположенными с передней стороны и задней стороны в направлении MD, для образования проникающего отверстия 6, плавленая часть растягивается в направлении MD до малой толщины, и, следовательно, клапанный мембранный элемент 20 образуется в зоне части открытого края проникающего отверстия 6. Другими словами, на открытом крае проникающего отверстия 6 клапанный мембранный элемент 20 образуется - по меньшей мере с одной или обеих из передней стороны (стороны, передней по ходу) и задней стороны (стороны, задней по ходу в направлении (MD) подачи во время изготовления верхнего листа 10 - посредством сдвигающего усилия в направлении MD.
[0078]
По соображениям, связанным с облегчением образования клапанного мембранного элемента 20, на этапе ультразвуковой обработки приложенное давление, которое приложено к первому и второму листам 1 и 2, зажатым между поверхностями 35с передних концов выступов 35 валика 31 для тиснения (первого валика) и поверхностью 42t ультразвукового рупора 42, предназначенной для приложения вибрации, предпочтительно составляет 10 Н/мм или более и более предпочтительно 15 Н/мм или более.
Кроме того, приложенное давление предпочтительно составляет 30 Н/мм или менее и более предпочтительно 25 Н/мм или менее.
Термин «приложенное давление» в контексте данного документа означает так называемую «нагрузку на единицу длины», и приложенное давление характеризуется значением (приложенным давлением на единицу длины), полученным посредством деления приложенного давления (Н), приложенного со стороны ультразвукового рупора 42, на суммарную длину (не считая углублений валика 31 для тиснения), которая представляет собой сумму ширин зубьев (длин выступов 35 в направлении CD) выступов 35, которые находятся в контакте с ультразвуковом рупором 42.
[0079]
По вышеописанным соображениям частота ультразвуковой вибрации, которая приложена, предпочтительно составляет 15 кГц или более и более предпочтительно 20 кГц или более.
Кроме того, данная частота предпочтительно составляет 50 кГц или менее и более предпочтительно 40 кГц или менее.
По тем же соображениям амплитуда ультразвуковой вибрации, которая приложена, предпочтительно составляет 20 мкм или более и более предпочтительно 25 мкм или более.
Кроме того, данная амплитуда предпочтительно составляет 50 мкм или менее и более предпочтительно 40 мкм или менее.
Для измерения частоты и амплитуды ультразвуковой вибрации смещение переднего конца ультразвукового рупора измеряют, используя лазерный измеритель перемещений или тому подобное, и частоту и амплитуду измеряют посредством задания частоты измерений, равной 200 кГц или более, и задания точности, равной 1 мкм или более.
[0080]
По вышеописанным соображениям скорость перемещения объекта, подлежащего сплавлению (многослойного продукта, образованного из первого листа 1 и второго листа 2), на этапе ультразвуковой обработки предпочтительно составляет 50 м/мин или более и более предпочтительно 100 м/мин или более и предпочтительно составляет 400 м/мин или менее и более предпочтительно 300 м/мин или менее.
[0081]
Поскольку в ультразвуковом рупоре 42 по данному варианту осуществления угловые зоны 46с, которые определяют границы входной части 46d углубления 46 с формой канавки, являются заостренными, как показано на фиг.14, сдвигающее усилие, приложенное к объекту, подлежащему сплавлению (многослойному продукту, образованному из первого листа 1 и второго листа 2), на этапе ультразвуковой обработки, увеличивается по сравнению со случаем, в котором угловые зоны 46с являются скругленными, а не заостренными, и поэтому часть, скрепленная методом сплавления, проникающие отверстия 6 и клапанный мембранный элемент 20 могут быть одновременно образованы еще более надежно.
По соображениям, связанным с более надежным обеспечением эффекта от угловых зон 46с, угол между соответствующими заглубленными сторонами 46а и поверхностью 42t приложения вибрации в угловых зонах 46с предпочтительно составляет 45° или более и более предпочтительно 60° или более.
Кроме того, вышеописанный угол предпочтительно составляет 135° или менее и более предпочтительно 120° или менее.
[0082]
С другой стороны, образование углубления 46 с формой канавки на поверхности 42t ультразвукового рупора 42, предназначенной для приложения вибрации, приводит к снижению долговечности ультразвукового рупора 42 (в частности, узла 420), и, следовательно, существует проблема, заключающаяся в том, что трещина (мелкая трещина), начинающаяся от углубления 46 с формой канавки, может образоваться в узле 420 и тому подобном во время приложения ультразвуковой вибрации. Однако в ультразвуковом рупоре 42 данная проблема устранена посредством образования заглубленной нижней поверхности 46b, которая определяет границу углубления 46 с формой канавки, с формой дуги, которая изогнута внутрь от входной части 46d на виде ультразвукового рупора 42 в разрезе, таком как показанный на фиг.14 и выполненный вдоль направления MD.
По соображениям, связанным с более надежным обеспечением эффекта от заглубленной нижней поверхности 46b, кривизна заглубленной нижней поверхности 46b предпочтительно составляет 1 или более и более предпочтительно 2 или более.
Кроме того, кривизна заглубленной нижней поверхности 46b предпочтительно составляет 10 или менее и более предпочтительно 5 или менее.
[0083]
По соображениям, связанным с более надежным обеспечением эффекта от углубления 46 с формой канавки, предпочтительно, чтобы размеры и тому подобные характеристики углубления 46 с формой канавки были заданы следующими.
Ширина W (см. фиг.14 и 15) углубления 46 с формой канавки предпочтительно составляет 0,2 мм или более и более предпочтительно 0,5 мм или более.
Кроме того, ширина W предпочтительно составляет 2 мм или менее и более предпочтительно 1 мм или менее.
Ширина W0 (см. фиг.15) поверхности 42t приложения вибрации предпочтительно составляет 5 мм или более и более предпочтительно 10 мм или более.
Кроме того, ширина W0 предпочтительно составляет 20 мм или менее и более предпочтительно 15 мм или менее.
[0084]
Отношение длины углубления 46 с формой канавки, определяемой в направлении CD, то есть длины L (см. фиг.15) углубления 46 с формой канавки вдоль оси вращения валика 31 для тиснения (первого валика), к длине L0 (см. фиг.15) поверхности 42t приложения вибрации, определяемой в том же направлении, длина L/длина L0, предпочтительно составляет 0,2 или более и более предпочтительно 0,3 или более.
Кроме того, вышеописанное отношение (длина L/длина L0) предпочтительно составляет 1 или менее.
В варианте, показанном на фиг.15, углубление 46 с формой канавки проходит на всей длине поверхности 42t приложения вибрации, определяемой в направлении CD. Это означает, что длина L и длина L0 равны и вышеописанное отношение равно 1.
Длина L0 поверхности 42t приложения вибрации, определяемая в направлении CD, предпочтительно составляет 30 мм или более и более предпочтительно 50 мм или более.
Кроме того, длина L0 предпочтительно составляет 200 мм или менее и более предпочтительно 150 мм или менее.
[0085]
Глубина D углубления 46 с формой канавки (см. фиг.14, расстояние от поверхности 42t приложения вибрации до той части заглубленной нижней поверхности 46b, которая является наиболее удаленной от поверхности 42t приложения вибрации) предпочтительно составляет 0,3 мм или более и более предпочтительно 0,5 мм или более.
Кроме того, глубина D предпочтительно составляет 5 мм или менее и более предпочтительно 2 мм или менее.
Предпочтительно, чтобы углубление 46 с формой канавки было образовано в той части поверхности 42t приложения вибрации, которая является средней в направлении MD, и особенно предпочтительно, чтобы углубление 46 с формой канавки было образовано в зоне, смещенной от середины поверхности 42t приложения вибрации, определяемой в направлении MD, по направлению к стороне, задней по ходу в направлении MD, на расстояние в пределах 5 мм и более предпочтительно в пределах 3 мм.
В варианте, показанном на фиг.15, углубление 46 с формой канавки образовано в середине поверхности 42t приложения вибрации, определяемой в направлении MD.
[0086]
Как описано выше, производственное устройство 100 включает в себя средство 51 для предварительного нагрева (устройство 50 для предварительного нагрева), и в способе изготовления верхнего листа 10 посредством использования производственного устройства 100 по меньшей мере один из первого листа 1 и второго листа 2 предварительно нагревают с помощью средства 51 для предварительного нагрева до того, как листы будут подвергнуты этапу ультразвуковой обработки. В сочетании с эффектом от углубления 46 с формой канавки это обеспечивает возможность еще более надежного одновременного образования части, скрепленной методом сплавления, проникающего отверстия 6 и клапанного мембранного элемента 20.
[0087]
Режим предварительного нагрева объекта, подлежащего сплавлению, при использовании средства 51 для предварительного нагрева не имеет особых ограничений и может быть соответствующим образом отрегулирован в соответствии с типом и тому подобными характеристиками объекта, подлежащего сплавлению. Однако предпочтительно, чтобы по меньшей мере один из первого листа 1 и второго листа 2 был заранее нагрет до температуры, которая ниже температуры плавления листа, но не ниже температуры, которая на 50°C ниже данной температуры плавления. Другими словами, предпочтительно выполнить один или оба из нижеуказанных способов (1) и (2) перед приложением ультразвуковой вибрации. (1) Первый лист 1 заранее нагревают до температуры, которая ниже температуры плавления первого листа, но не ниже температуры, которая на 50°C ниже данной температуры плавления. (2) Второй лист 2 заранее нагревают до температуры, которая ниже температуры плавления второго листа, но не ниже температуры, которая на 50°C ниже данной температуры плавления.
Предпочтительно, если первый лист 1 заранее нагревают до температуры, которая ниже температуры плавления первого листа, но не ниже температуры, которая на 50°C ниже данной температуры плавления, и второй лист 2 также заранее нагревают до температуры, которая ниже температуры плавления второго листа, но не ниже температуры, которая на 50°C ниже данной температуры плавления.
[0088]
В качестве способа (1), то есть способа нагрева первого листа 1 до температуры, которая ниже температуры плавления первого листа 1, но не ниже температуры, которая на 50°C ниже данной температуры плавления, например, температуру первого листа 1 на валике 31 для тиснения (первом валике) измеряют между частью 33 с зацеплением валиков 31 и 32 для тиснения и той частью 36 машины 41 для ультразвукового сплавления, которая предназначена для приложения вибрации, и температуру средства 51 для предварительного нагрева регулируют так, чтобы измеренные значения находились в пределах вышеописанного определенного диапазона.
Различные другие способы можно использовать в качестве способа предварительного нагрева первого листа 1 до температуры, находящейся в пределах определенного диапазона, вместо способа, в котором температуру периферийной поверхности валика 31 для тиснения регулируют посредством нагревателя, предусмотренного внутри валика 31 для тиснения, так, чтобы температура первого листа 1 находилась в пределах определенного диапазона.
Примеры других способов включают: способ, в котором нагреватель, канал подачи горячего воздуха или устройство для облучения дальним инфракрасным излучением предусмотрен/предусмотрено рядом с периферийной поверхностью валика 31 для тиснения, и температуру периферийной поверхности валика 31 для тиснения до и после подачи первого листа 1 на нее регулируют, используя нагреватель, канал подачи горячего воздуха или устройство для облучения дальним инфракрасным излучением, и способ, в котором нагревают валик 32 для тиснения (второй валик), который входит в контакт с первым листом 1 в части 33 с зацеплением, и температуру первого листа 1 регулируют посредством регулирования температуры периферийной поверхности валика 32 для тиснения.
Другие примеры включают способ, в котором первый лист 1 перед подачей к валику 31 для тиснения вводят в контакт с нагретым валиком, пропускают через пространство, в котором поддерживается высокая температура или подвергают воздействию горячего воздуха, вдуваемого на него, и тому подобное.
[0089]
В качестве способа (2), то есть способа нагрева второго листа 2 до температуры, которая ниже температуры плавления второго листа 2, но не ниже температуры, которая на 50°C ниже данной температуры плавления, предпочтительно выполнить измерение температуры второго листа 2 до того, как второй лист 2 соединится с первым листом 1, посредством использования средства измерения температуры, расположенного на траектории перемещения второго листа 2, и регулирование температуры нагревательного средства (непоказанного), предназначенного для второго листа 2 и расположенного на траектории перемещения второго листа 2, так, чтобы измеренные значения находились в пределах вышеописанного определенного диапазона.
Нагревательное средство для второго листа 2 может представлять собой средство контактного типа, которое, например, обеспечивает ввод нагретого валика или тому подобного в контакт со вторым листом 2, или может представлять собой средство бесконтактного типа, которое, например, обеспечивает пропускание второго листа 2 через пространство, в котором поддерживается высокая температура, вдувание горячего воздуха на второй лист 2 или пропускание горячего воздуха через второй лист 2, или облучение второго листа 2 инфракрасными лучами.
[0090]
Температуры плавления первого листа 1 и второго листа 2 можно измерить, используя дифференциальный сканирующий калориметр (DSC), например, PYRIS Diamond DSC, произведенный компанией PerkinElmer, Inc. В данном методе измерений температуры плавления объектов измерений (первого листа 1 и второго листа 2) определяют из максимальных значений данных измерений.
В случае, когда первый лист 1 или второй лист 2 представляет собой волокнистый лист, такой как нетканый материал, и волокна, составляющие его, представляют собой многокомпонентные волокна, состоящие из множества компонентов, такие как многокомпонентные волокна с ядром и оболочкой или с расположением компонентов бок о бок, температуру плавления данного листа определяют следующим образом: самую низкую температуру плавления из множества температур плавления, измеренных при использовании дифференциального сканирующего калориметра (DSC), используют в качестве температуры плавления многокомпонентного волокнистого листа.
[0091]
Кроме того, как описано выше, производственное устройство 100 включает в себя средство 61 нагрева рупора (устройство 60 для нагрева рупора), и на этапе ультразвуковой обработки поверхность 42t приложения вибрации, нагретую с помощью средства 61 нагрева рупора, вводят в контакт с объектом, подлежащим сплавлению (многослойным продуктом, образованным из первого листа 1 и второго листа 2). В сочетании с эффектом от углубления 46 с формой канавки это обеспечивает возможность еще более надежного одновременного образования части, скрепленной методом сплавления, проникающего отверстия 6 и клапанного мембранного элемента 20.
[0092]
Режим нагрева при использовании средства 61 нагрева рупора не имеет особых ограничений и может быть соответствующим образом отрегулирован в соответствии с типом и тому подобными характеристиками объекта, подлежащего сплавлению.
Например, вышеуказанный способ (2) может быть выполнен при использовании средства 61 нагрева рупора вместо средства 51 для предварительного нагрева. Более конкретно, может быть выполнен нижеприведенный способ: регулируют температуру ультразвукового рупора 42 (температуру поверхности 42t приложения вибрации), нагретого с помощью средства 61 нагрева рупора, посредством чего температуру второго листа 2 непосредственно перед приложением ультразвуковой вибрации повышают до температуры, которая ниже температуры плавления второго листа 2, но не ниже температуры, которая на 50°C ниже данной температуры плавления, и в этом состоянии обеспечивают приложение ультразвуковой вибрации к первому и второму листам 1 и 2, зажатым между выступами 35 валика 31 для тиснения и поверхностью 42t приложения вибрации.
Кроме того, можно использовать только одно из средства 51 для предварительного нагрева и средства 61 нагрева рупора, или оба данных средства могут быть использованы совместно.
[0093]
По соображениям, связанным с более легким образованием проникающих отверстий 6 и клапанного мембранного элемента 20, в способе изготовления верхнего листа 10 каждый из первого листа 1 и второго листа 2 предпочтительно образован из фильерных нетканых материалов или нетканых материалов, скрепленных пропусканием воздуха насквозь, содержащих двухкомпонентные волокна с ядром и оболочкой в качестве составляющих волокон. Предпочтительно используется двухкомпонентное волокно с ядром и оболочкой, содержащее полиэтилентерефталат (ПЭТ) в качестве компонента, образующего ядро, и полиэтилен (ПЭ) в качестве компонента, образующего оболочку.
[0094]
Фиг.16-19 показывают основную часть (переднюю концевую часть) ультразвукового рупора согласно другим вариантам осуществления настоящего изобретения.
Для вариантов осуществления, описанных ниже, главным образом описаны составные части, отличающиеся от составных частей вышеописанного ультразвукового рупора 42, при этом составные части, аналогичные составным частям ультразвукового рупора 42, обозначены теми же ссылочными позициями, и их описания опущены. Для составных частей, которые не будут описаны конкретно, описания, относящиеся к ультразвуковому рупору 42, имеют силу соответствующим образом.
[0095]
В ультразвуковом рупоре 42А, показанном на фиг.15 на виде ультразвукового рупора 42A в разрезе, выполненном вдоль направления MD, заглубленная нижняя поверхность 46b углубления 46 с формой канавки имеет форму прямой линии, и углубление 46 с формой канавки имеет удлиненную форму на том же виде в разрезе. Другими словами, заглубленная нижняя поверхность 46b ультразвукового рупора 42А является плоской.
В случае, когда используется ультразвуковой рупор 42А, в основном могут проявляться эффекты, аналогичные эффектам в случае, когда используется вышеописанный ультразвуковой рупор 42. Однако по соображениям, связанным с еще более надежным устранением проблем, таких как вышеописанное снижение долговечности ультразвукового рупора 42 и растрескивание, происходящее в результате этого, которые могут возникать в результате образования углубления 46 с формой канавки, предпочтительно, чтобы форма заглубленной нижней поверхности 46b на вышеописанном виде в разрезе представляла собой форму дуги, которая изогнута внутрь от входной части 46d, как показано на фиг.14.
[0096]
В ультразвуковом рупоре 42В, показанном на фиг.17 на виде в разрезе, выполненном вдоль направления (MD), которое перпендикулярно к оси вращения валика 31 для тиснения (первого валика), поверхность 42t приложения вибрации имеет форму дуги, которая изогнута внутрь от оси вращения.
Следует отметить, что поверхность 42t приложения вибрации в контексте данного документа представляет собой поверхность приложения вибрации в случае, когда предполагается, что отсутствует углубление 46 с формой канавки, или, более конкретно, она представляет собой поверхность приложения вибрации в случае, когда на виде в разрезе, таком как показанный на фиг.17, выполненном вдоль направления MD, поверхность 42t приложения вибрации воображаемо продолжается от угловой зоны 46с, расположенной в направлении MD с одной стороны входной части 46d углубления 46 с формой канавки, до угловой зоны 46с, расположенной с другой стороны.
Поверхность 42t приложения вибрации, которая имеет форму дуги в сечении, выполненном вдоль направления MD, как описано выше, обеспечивает увеличение сдвигающего усилия, приложенного к объекту, подлежащему сплавлению (многослойному продукту, образованному из первого листа 1 и второго листа 2), на этапе ультразвуковой обработки. В сочетании с эффектом от углубления 46 с формой канавки это обеспечивает возможность еще более надежного одновременного образования части, скрепленной методом сплавления, проникающего отверстия 6 и клапанного мембранного элемента 20.
[0097]
Предпочтительно, чтобы поверхность 42t приложения вибрации, имеющая форму дуги на виде в разрезе, таком как показанный на фиг.17, выполненном вдоль направления MD, была изогнута вдоль круговой траектории (непоказанной) перемещения передних концов выступов 35 валика 31 для тиснения (первого валика). Данная конфигурация обеспечивает увеличение времени, в течение которого объект, подлежащий сплавлению (многослойный продукт, образованный из первого листа 1 и второго листа 2), будет зажат между поверхностями 35с передних концов выступов 35 и поверхностью 42t приложения вибрации, и, следовательно, обеспечивает возможность еще более надежного одновременного образования части, скрепленной методом сплавления, проникающего отверстия 6 и клапанного мембранного элемента 20.
[0098]
Кроме того, в случае, когда поверхность 42t ультразвукового рупора 42, предназначенная для приложения вибрации, имеет форму дуги на виде в разрезе, выполненном вдоль направления MD, как описано выше, предпочтительно, чтобы поверхность 35с переднего конца каждого из множества выступов 35 валика 31 для тиснения, соответствующая данной поверхности 42t приложения вибрации, имела выпуклую форму, которая изогнута наружу от оси вращения валика 31 для тиснения, на том же виде в разрезе и чтобы направление кривизны поверхности 35с переднего конца было таким же, как направление кривизны поверхности 42t приложения вибрации.
Радиус кривизны поверхности 42t ультразвукового рупора 42В, предназначенной для приложения вибрации, предпочтительно составляет 100% или более от радиуса кривизны поверхности 35с переднего конца каждого выступа 35 валика 31 для тиснения.
Кроме того, радиус кривизны поверхности 42t приложения вибрации предпочтительно составляет 500% или менее и более предпочтительно 200% или менее от радиуса кривизны поверхности 35с переднего конца каждого выступа 35 валика 31 для тиснения.
[0099]
Следует отметить, что несмотря на то, что поверхность 42t ультразвукового рупора 42В, показанного на фиг.17, которая предназначена для приложения вибрации, имеет форму дуги в сечении, выполненном вдоль направления MD, на всей ее протяженности в направлении, параллельном оси вращения валика 31 для тиснения, поверхность 42t приложения вибрации может также иметь часть с другой формой в сечении, например, в ее зоне, которая не является противоположной выступам 35, в направлении, параллельном оси вращения.
Например, в случае, когда предусмотрен зазор G между соседними зубчатыми колесами, образующими валик 31 для тиснения, как показано на фиг.11, плоский участок или тому подобный участок, который не выступает от дугообразной поверхности 42t приложения вибрации, может быть предусмотрен в той зоне поверхности 42t приложения вибрации, которая расположена напротив зазора G.
[0100]
В ультразвуковом рупоре 42С, показанном на фиг.18, передняя концевая часть ультразвукового рупора 42C включает в себя теплоаккумулирующую часть 421, прикрепленную к узлу 420 ультразвукового рупора 42С, при этом узел 420 изготовлен из металла и поверхность 42t приложения вибрации образована на теплоаккумулирующей части 421.
Углубление 46 с формой канавки образовано по меньшей мере в теплоаккумулирующей части 421.
На фиг.18 углубление 46 с формой канавки образовано только в теплоаккумулирующей части 421. Однако углубление 46 с формой канавки может проходить через теплоаккумулирующую часть 421 в направлении толщины и проходить в узел 420.
Кроме того, как и в случае поверхности 42t вышеописанного ультразвукового рупора 42В, предназначенной для приложения вибрации, поверхность 42t приложения вибрации, образованная на теплоаккумулирующей части 421, показанной на фиг.18, имеет форму дуги на виде в разрезе, выполненном вдоль направления MD. Однако поверхность 42t приложения вибрации может быть плоской и не иметь форму дуги.
[0101]
Теплоаккумулирующая часть 421 образована из теплоаккумулирующего материала, который представляет собой материал, имеющий более низкую теплопроводность, чем металл, который образует узел 420.
Теплопроводность теплоаккумулирующего материала, который образует теплоаккумулирующую часть 421, предпочтительно составляет 2,0 Вт/(м⋅К) или менее и более предпочтительно 1,0 Вт/(м⋅К) или менее по соображениям, связанным с уменьшением рассеяния тепла в ультразвуковой рупор и атмосферу.
Кроме того, теплопроводность теплоаккумулирующего материала предпочтительно составляет 0,1 Вт/(м⋅К) или более и более предпочтительно 0,5 Вт/(м⋅К) или более по соображениям, связанным с эффективным нагревом листов.
Теплопроводность теплоаккумулирующего материала может быть измерена в соответствии с общепринятым способом, в котором используется устройство измерения теплопроводности.
[0102]
Когда поверхность 42t приложения вибрации образована на теплоаккумулирующей части 421, тепло от первого и второго листов 1 и 2, которые выделили тепло из-за ультразвуковой вибрации, аккумулируется в теплоаккумулирующей части 421, и, следовательно, температура теплоаккумулирующей части 421 повышается, и поэтому первый и второй листы 1 и 2 могут быть нагреты. В сочетании с эффектом от углубления 46 с формой канавки, образованного на поверхности 42t приложения вибрации, это обеспечивает возможность еще более надежного одновременного образования части, скрепленной методом сплавления, проникающего отверстия 6 и клапанного мембранного элемента 20.
Кроме того, когда поверхность 42t приложения вибрации образована на теплоаккумулирующей части 421, подавляется возникновение таких проблем, как прилипание расплавленной смолы, которая расплавляется в результате расплавления первого и второго листов 1 и 2, к средству транспортирования и наматывание листов вокруг транспортирующего валика, что имеет преимущество, заключающееся в уменьшении объема работ по техническому обслуживанию и ремонту производственного устройства.
Толщина Th (см. фиг.18) теплоаккумулирующей части 421 не имеет особых ограничений, но предпочтительно составляет 5 мкм или более и более предпочтительно 10 мкм или более по соображениям, связанным с обеспечением более надежного проявления эффекта от теплоаккумулирующей части 421.
Кроме того, толщина Th предпочтительно составляет 100 мкм или менее и более предпочтительно 50 мкм или менее.
[0103]
Синтетическая смола, обладающая очень хорошей износостойкостью и теплостойкостью, предпочтительно используется в качестве теплоаккумулирующего материала, образующего теплоаккумулирующую часть 421, при условии, что синтетическая смола имеет более низкую теплопроводность, чем металл, образующий узел 420. Примеры данной синтетической смолы включают синтетические смолы, имеющие твердость по Роквеллу, составляющую R120 или более и R140 или менее, и температуру, характеризующую теплостойкость, которая составляет 150°C или более и 500°C или менее, такие как полиимидная, полибензимидазолевая, полиэфирэтилкетонная, полифениленсульфитная, полиэфиримидная и полиамидимидная.
Синтетические смолы, имеющие твердость по Роквеллу, составляющую R125 или более и R140 или менее, и температуру, характеризующую теплостойкость, которая составляет 280°C или более и 400°C или менее, такие как полиимидная и полибензимидазолевая, особенно предпочтительны в качестве теплоаккумулирующего материала.
В данном случае твердость по Роквеллу представляет собой показатель, определенный в соответствии с ASTM D-785 (ASTM - Американское общество по испытанию материалов), и температура, характеризующая теплостойкость, представляет собой показатель, определенный в соответствии с ASTM D-648.
[0104]
Отсутствуют особые ограничения в отношении средств для прикрепления теплоаккумулирующей части 421, образованной из синтетической смолы, к узлу 420, изготовленному из металла, и можно использовать известное средство крепления.
Теплоаккумулирующая часть 421, которая образована из синтетической смолы, может быть прикреплена к узлу 420, который изготовлен из металла, например, посредством образования теплоаккумулирующей части 421 на узле 420 с помощью термического напыления.
Термин «термическое напыление» в контексте данного документа относится к известному процессу обработки поверхности, заключающемуся в формировании пленочного покрытия на поверхности базового материала посредством ускорения частиц материала для термического напыления, такого как металл или керамический материал, который был расплавлен или почти расплавлен посредством нагрева, и обеспечения возможности столкновения данных частиц с поверхностью базового материала с высокой скоростью.
В качестве материала для термического напыления можно без особого ограничения использовать любой материал, который может быть подвергнут термическому напылению и может способствовать повышению прочности фиксации теплоаккумулирующей части 421, которая образована из синтетической смолы. Однако предпочтительно можно использовать керамические материалы, такие как карбид вольфрама, диоксид циркония и карбид хрома; сплавы, такие как алюминиево-магниевый сплав и цинково-алюминиевый сплав; металлы, такие как алюминий, нержавеющая сталь, титан и молибден; кермет, который представляет собой композиционный материал, состоящий из металла и керамического материала, и тому подобное, по соображениям, связанным с их очень хорошей способностью соединяться с узлом 420, изготовленным из металлического материала, такого как титановый сплав, а также их очень хорошей износостойкостью и теплостойкостью.
[0105]
В ультразвуковом рупоре 42D, показанном на фиг.19, часть 48 с формой с выступами и углублениями образована на участке 47 поверхности 42t приложения вибрации, на котором не образовано углубление с формой канавки.
Более конкретно, как показано на фиг.19(а), часть участка 47, на котором не образовано углубление с формой канавки, представляет собой часть 48 с формой с выступами и углублениями, и остальная часть участка 47, на котором не образовано углубление с формой канавки, представляет собой гладкую часть 49, которая является гладкой без выступов и углублений. Часть 48 с формой с выступами и углублениями имеет бóльшую шероховатость поверхности и, следовательно, обеспечивает бóльшую силу трения, чем гладкая часть 49.
На этапе ультразвуковой обработки сдвигающее усилие действует на часть объекта, подлежащего сплавлению (многослойного продукта, образованного из первого листа 1 и второго листа 2), которая сдавлена частью 48 с формой с выступами и углублениями. В сочетании с эффектом от углубления 46 с формой канавки это обеспечивает возможность еще более надежного одновременного образования части, скрепленной методом сплавления, проникающего отверстия 6 и клапанного мембранного элемента 20.
[0106]
Как показано на фиг.19(b), часть 48 с формой с выступами и углублениями имеет множество выступов 481 и множество углублений 482. Выступы 481 имеют треугольную форму на виде в разрезе, таком как показанный на фиг.19(b), выполненном вдоль направления MD, но форма выступов 481 на данном виде в разрезе не имеет особых ограничений и может представлять собой, например, прямоугольник, трапецию или тому подобное.
Кроме того, примером схемы расположения множества выступов 481 в части 48 с формой с выступами и углублениями является схема расположения, в которой ряды выступов, в каждом из которых выступы 481 расположены с равными интервалами в направлении CD (направлении вдоль оси вращения валика 31 для тиснения), расположены с равными интервалами в направлении MD.
Другими примером схемы расположения является схема расположения, в которой ряды выступов, в каждом из которых выступы 481 расположены с равными интервалами в направлении CD, расположены с равными интервалами в направлении MD, и ряды выступов, соседние друг с другом в направлении MD, расположены со смещением на полшага.
Часть 48 с формой с выступами и углублениями может быть образована посредством выполнения накатки рифлений или термического напыления на участке 47 поверхности 42t приложения вибрации, на котором не образовано углубление с формой канавки.
[0107]
В варианте, показанном на фиг.19, гладкая часть 49 имеется между углублением 46 с формой канавки и частью 48 с формой с выступами и углублениями. Однако гладкая часть 49 может отсутствовать между углублением 46 с формой канавки и частью 48 с формой с выступами и углублениями, и углубление 46 с формой канавки и часть 48 с формой с выступами и углублениями могут быть соседними друг с другом в направлении MD.
Кроме того, гладкая часть 49 может отсутствовать на поверхности 42t приложения вибрации, и весь участок 47, на котором не образовано углубление с формой канавки, образует часть 48 с формой с выступами и углублениями.
[0108]
По соображениям, связанным с обеспечением еще более надежного проявления эффекта от части 48 с формой с выступами и углублениями, шероховатость поверхности части 48 с формой с выступами и углублениями предпочтительно составляет 3,2 мкм или более и более предпочтительно 6,3 мкм или менее, при этом шероховатость определяется показателем Ra - средним арифметическим значением из абсолютных значений отклонений профиля.
Кроме того, шероховатость поверхности части 48 с формой с выступами и углублениями предпочтительно составляет 12,5 мкм или менее и более предпочтительно 25 мкм или менее, при этом шероховатость определяется показателем Ra - средним арифметическим значением из абсолютных значений отклонений профиля.
Показатель Ra шероховатости может быть определен посредством использования различных типов измерительных машин для определения шероховатости поверхности и, например, может быть определен посредством использования измерительной машины для определения шероховатости поверхности, произведенной компанией Mitutoyo Corporation.
[0109]
По тем же соображениям размеры и тому подобные характеристики части 48 с формой с выступами и углублениями предпочтительно заданы следующими.
Доля площади (48S) той части 48 поверхности 42t приложения вибрации, которая имеет форму с выступами и углублениями, от площади (47S) участка 47 данной поверхности, на котором не образовано углубление с формой канавки, то есть доля, рассчитанная как (48S/47S) × 100, предпочтительно составляет 15% или более и более и более предпочтительно 30% или более.
Кроме того, вышеописанная доля предпочтительно составляет 100% или менее и более предпочтительно 80% или менее.
Число выступов 481, которые образуют часть 48 с формой с выступами и углублениями, в расчете на единицу площади (1 см2) предпочтительно составляет 1 или более и более предпочтительно 100 или более.
Кроме того, число выступов 481 на единицу площади (1 см2) предпочтительно составляет 1000000 или менее и более предпочтительно 10000 или менее.
На виде в плане части 48 с формой с выступами и углублениями площадь одного выступа 481 предпочтительно составляет 0,0001 мм2 или более и более предпочтительно 0,01 мм2 или более.
Кроме того, площадь одного выступа 481 предпочтительно составляет 100 мм2 или менее и более предпочтительно 1 мм2 или менее.
[0110]
Хотя настоящее изобретение было описано на основе предпочтительных вариантов его осуществления, настоящее изобретение никоим образом ни в каком аспекте не ограничено вышеприведенными вариантами осуществления, и соответствующие изменения могут быть выполнены в них без отхода от сущности настоящего изобретения.
Например, верхний лист 10 по вышеописанному варианту осуществления имеет многослойную структуру, в которой первый лист 1 и второй лист 2 наложены друг на друга, но верхний лист 10 может представлять собой однослойную структуру. Верхний лист 10 предпочтительно имеет многослойную структуру по соображениям, связанным с дополнительным повышением прочности выступов 5 и дополнительным повышением стойкости к воздействию давления со стороны тела носителя.
Например, в вышеописанном варианте осуществления одно углубление 46 с формой канавки образовано на поверхности 42t приложения вибрации. Однако множество углублений 46 с формой канавки также могут быть образованы на поверхности 42t приложения вибрации. В этом случае, например, множество углублений 46 с формой канавки, каждое из которых проходит в направлении CD, могут быть расположены с промежутками в направлении MD, или множество углублений 46 с формой канавки, каждое из которых проходит в направлении CD, могут быть расположены с промежутками в направлении CD.
Кроме того, конфигурации, предусмотренные в любом из вышеописанных вариантов осуществления, могут быть применены для остальных вариантов осуществления.
Например, поверхность 42t (см. фиг.19) ультразвукового рупора 42D, которая предназначена для приложения вибрации и на которой образована часть 48 с формой с выступами и углублениями, может иметь показанную на фиг.17 форму дуги, которая изогнута внутрь от оси вращения валика 31 для тиснения, на виде в разрезе, выполненном вдоль направления, которое перпендикулярно к оси вращения (на виде в разрезе, выполненном вдоль направления MD).
Кроме того, в случае, когда поверхность 42t приложения вибрации образована на теплоаккумулирующей части 421, как показано на фиг.18, часть 48 с формой с выступами и углублениями может быть образована на поверхности 42t, предназначенной для приложения вибрации и образованной на теплоаккумулирующей части 421.
[0111]
Нижеуказанный верхний лист для впитывающего изделия и впитывающее изделие, включающее в себя данный верхний лист, раскрыты в связи с вариантом осуществления настоящего изобретения, описанным выше.
<1> Верхний лист для впитывающего изделия, изготовленный из волокнистого материала, при этом верхний лист содержит множество проникающих отверстий и клапанный мембранный элемент, который образован на части открытого края каждого из проникающих отверстий в состоянии, в котором волокнистый материал превращен в пленку,
при этом клапанный мембранный элемент выполнен с возможностью поворота вокруг части открытого края проникающего отверстия.
[0112]
<2> Верхний лист для впитывающего изделия по пункту <1>, в котором клапанный мембранный элемент выполнен с возможностью поворота всего клапанного мембранного элемента вокруг части открытого края проникающего отверстия при частичном приложении нагрузки к клапанного мембранного элемента со стороны, обращенной к коже поверхности.
<3> Верхний лист для впитывающего изделия по пункту <1> или <2>, в котором площадь клапанного мембранного элемента составляет 5% или более и 50% или менее и предпочтительно 10% или более и 40% или менее от площади проникающего отверстия.
<4> Верхний лист для впитывающего изделия по любому из пунктов <1> - <3>, в котором площадь проникающего отверстия составляет 1 мм2 или более и 10 мм2 или менее и предпочтительно 2 мм2 или более и 8 мм2 или менее.
<5> Верхний лист для впитывающего изделия по любому из пунктов <1> - <4>, в котором площадь клапанного мембранного элемента составляет 0,5 мм2 или более и 5 мм2 или менее и предпочтительно 1 мм2 или более и 2,5 мм2 или менее.
<6> Верхний лист для впитывающего изделия по любому из пунктов <1> - <5>, в котором выступ, выступающий по направлению к одной стороне верхнего листа для впитывающего изделия, выполнен в части, соседней с проникающим отверстием, и
клапанный мембранный элемент проходит внутрь проникающего отверстия от нижней части выступа.
<7> Верхний лист для впитывающего изделия по пункту <6>, при этом верхний лист имеет многослойную структуру, в которой первый лист и второй лист наложены друг на друга в виде слоев, и по меньшей мере часть первого листа, отличная от проникающего отверстия, образует выступ, выступающий по направлению к стороне, противоположной второму листу.
<8> Верхний лист для впитывающего изделия по любому из пунктов <1> - <7>, в котором клапанный мембранный элемент включает в себя краевую часть, образующую базовый конец и расположенную на части открытого края, краевую часть, образующую свободный конец и расположенную со стороны, противоположной по отношению к краевой части, образующей базовый конец, и две боковые краевые части, расположенные между краевой частью, образующей базовый конец, и краевой частью, образующей свободный конец, и
каждая из двух боковых краевых частей не соединена с открытым краем.
<9> Верхний лист для впитывающего изделия по пункту <8>, в котором процентная доля максимальной длины клапанного мембранного элемента в направлении его выступания составляет 10% или более и 50% или менее и предпочтительно 20% или более и 40% или менее от длины краевой части, образующей базовый конец.
<10> Верхний лист для впитывающего изделия по пункту <8> или <9>, в котором максимальная длина клапанного мембранного элемента в направлении его выступания составляет 1 мм или более и 5 мм или менее и предпочтительно 2 мм или более и 4 мм или менее.
<11> Верхний лист для впитывающего изделия по любому из пунктов <8> - <10>, в котором длина краевой части, образующей базовый конец, составляет 1 мм или более и 10 мм или менее и предпочтительно 2 мм или более и 5 мм или менее.
[0113]
<12> Верхний лист для впитывающего изделия по пункту <8>, в котором краевая часть, образующая свободный конец, имеет гребенчатую форму на виде в плане.
<13> Верхний лист для впитывающего изделия по пункту <12>, в котором отношение длины извилистого контура краевой части, образующей свободный конец, к длине краевой части, образующей базовый конец, составляет более 1 и менее 10 и предпочтительно 2 или более и 5 или менее.
<14> Верхний лист для впитывающего изделия по любому из пунктов <1> - <13>, в котором минимальная толщина клапанного мембранного элемента составляет 10 мкм или более и 1 мм или менее и предпочтительно 20 мкм или более и 500 мкм или менее.
<15> Верхний лист для впитывающего изделия по любому из пунктов <1> - <14>, в котором клапанный мембранный элемент включает в себя толстую часть, которая является более толстой, чем другие части, на стороне краевой части, образующей базовый конец и расположенной на части открытого края.
<16> Верхний лист для впитывающего изделия по пункту <15>, в котором доля минимальной толщины клапанного мембранного элемента составляет 0,5% или более и 10% или менее и более предпочтительно 1% или более и 5% или менее от максимальной толщины толстой части.
<17> Верхний лист для впитывающего изделия по пункту <15> или <16>, в котором максимальная толщина толстой части 25 составляет 20 мкм или более и 1,1 мм или менее и предпочтительно 200 мкм или более и 600 мкм или менее.
<18> Верхний лист для впитывающего изделия по любому из пунктов <1> - <17>, в котором доля числа проникающих отверстий, в которых образован клапанный мембранный элемент, в расчете на единицу площади (10 мм × 10 мм) составляет 30% или более и предпочтительно 50% или более от определенного в расчете на единицу площади, общего числа проникающих отверстий в верхнем листе для впитывающего изделия, и клапанный мембранный элемент более предпочтительно образован во всех проникающих отверстиях.
<19> Верхний лист для впитывающего изделия по любому из пунктов <1> - <18>, в котором число проникающих отверстий, в которых образован клапанный мембранный элемент, в расчете на единицу площади (10 мм × 10 мм) составляет 1 или более и 20 или менее и предпочтительно 4 или более и 15 или менее.
<20> Впитывающее изделие, включающее в себя верхний лист для впитывающего изделия по любому из п.п.1-19, при этом впитывающее изделие содержит:
волокнистый лист, расположенный на не обращенной к коже поверхности верхнего листа для впитывающего изделия и имеющий множество углублений и выступов,
при этом проникающее отверстие и клапанный мембранный элемент верхнего листа для впитывающего изделия по меньшей мере частично перекрывают углубления в волокнистом листе.
<21> Впитывающее изделие по пункту <20>, в котором глубина каждого из углублений в волокнистом листе составляет 0,5 мм или более и 5 мм или менее и предпочтительно 1 мм или более и 3 мм или менее.
Промышленная применимость
[0114]
Посредством верхнего листа для впитывающего изделия по настоящему изобретению и впитывающего изделия, включающего в себя данный верхний лист, можно предотвратить контакт выделений с кожей при одновременном сохранении проницаемости для выделений.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2836382C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ЛИСТОВ | 2017 |
|
RU2756467C2 |
| ПОВЕРХНОСТНЫЙ ЛИСТ ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ВКЛЮЧАЮЩЕЕ В СЕБЯ ПОВЕРХНОСТНЫЙ ЛИСТ | 2015 |
|
RU2666826C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2735657C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КОМПОЗИТНОГО ЛИСТА И СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОГО ЛИСТА | 2019 |
|
RU2744360C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2795254C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2774877C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2705608C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2772181C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2744428C1 |
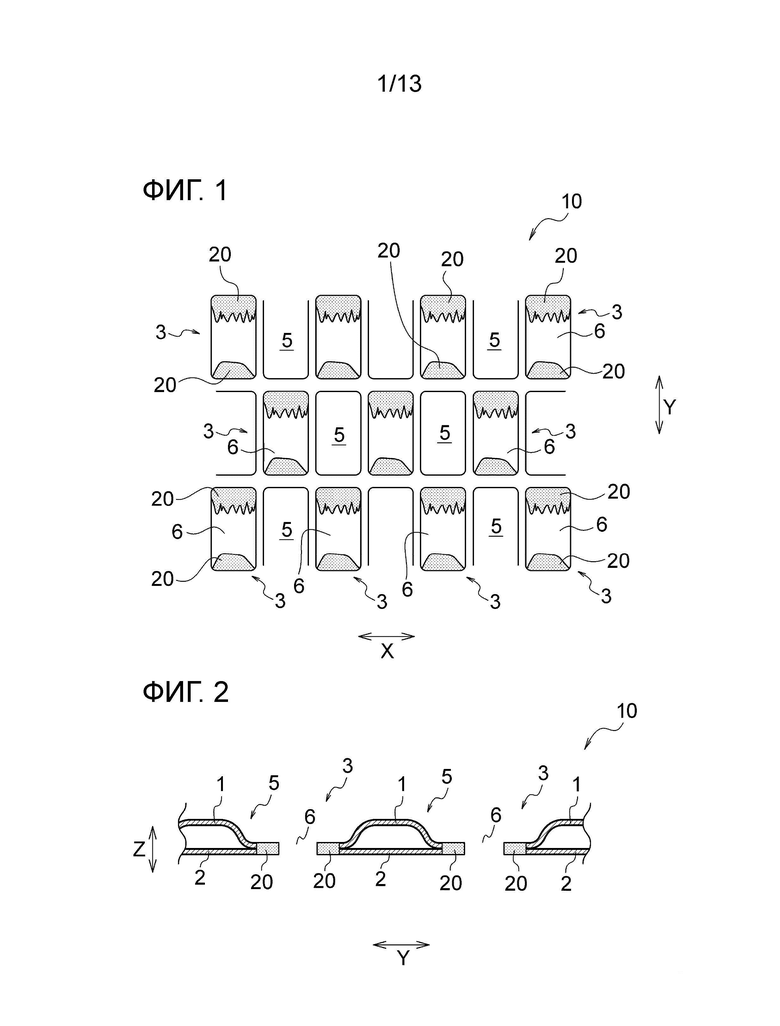
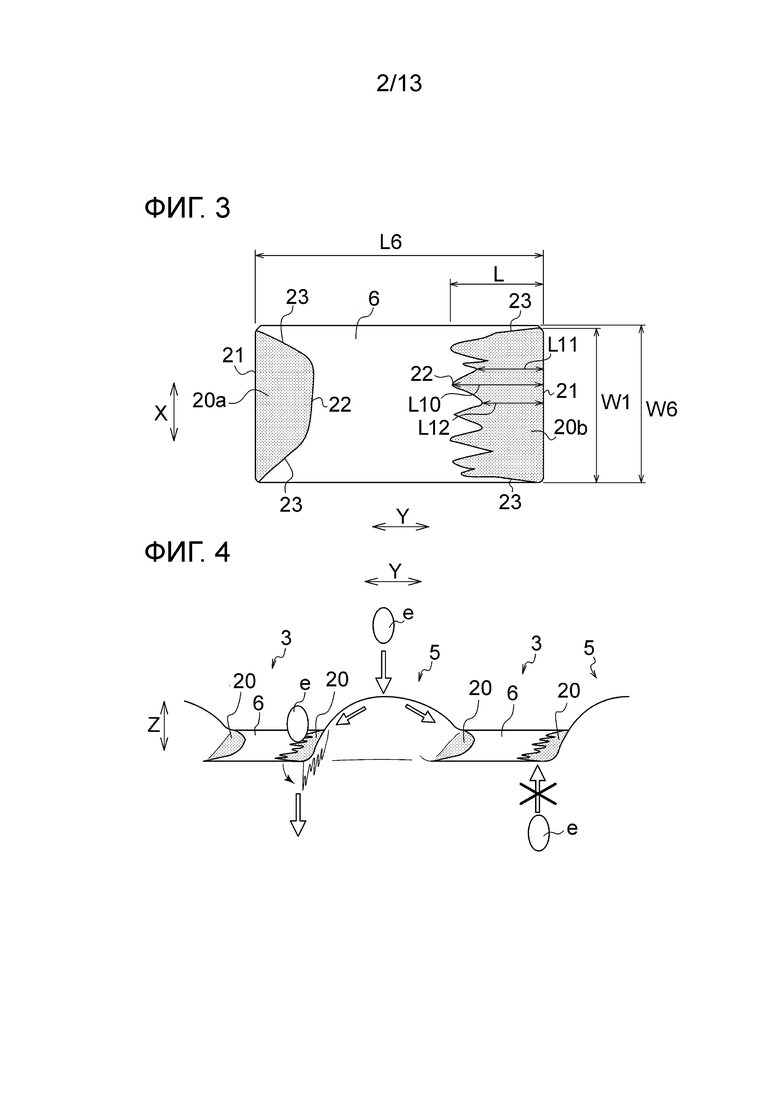
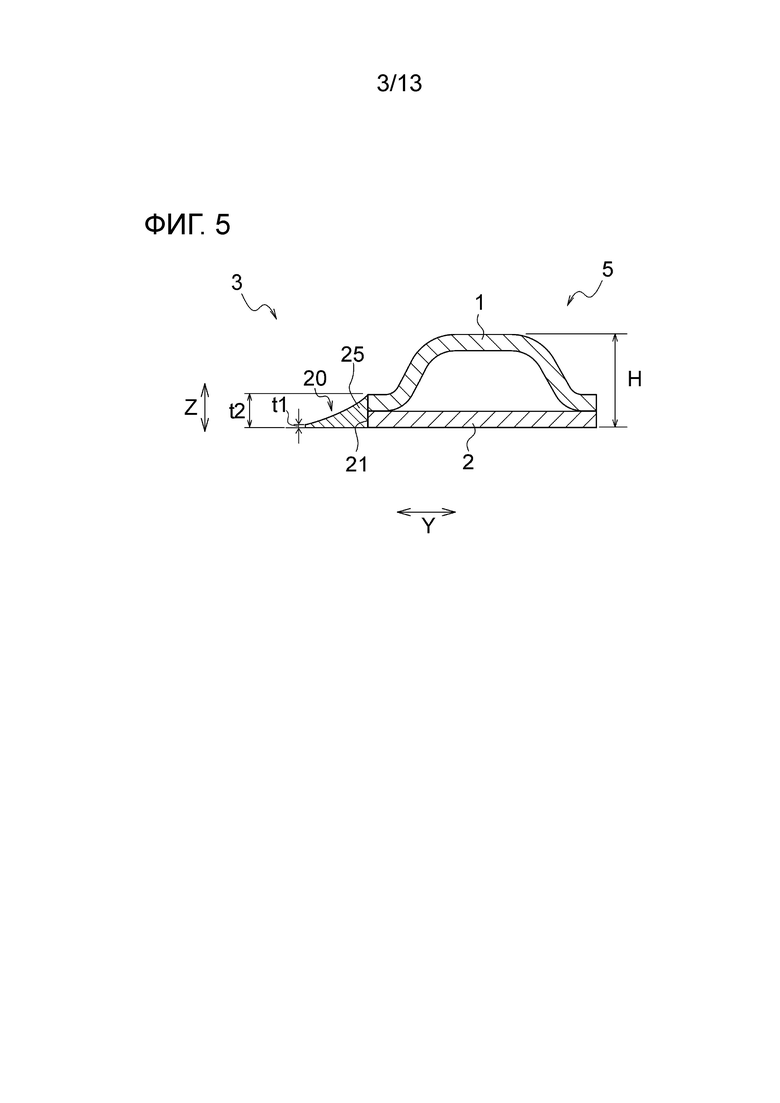
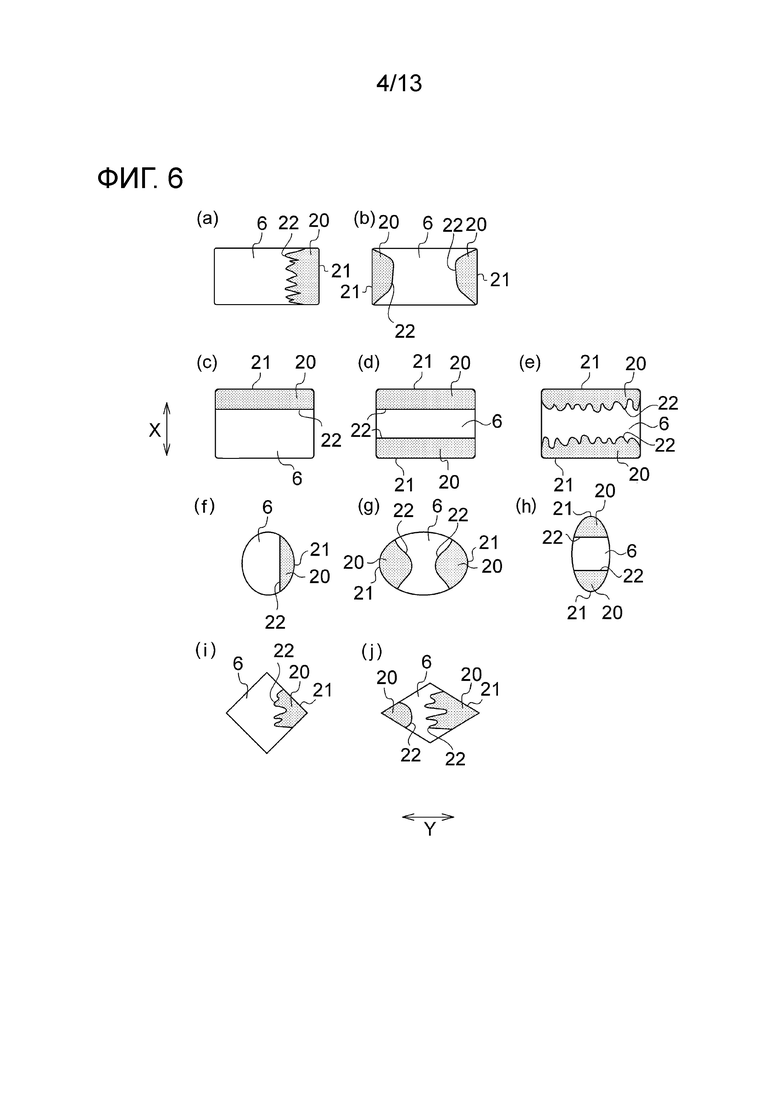
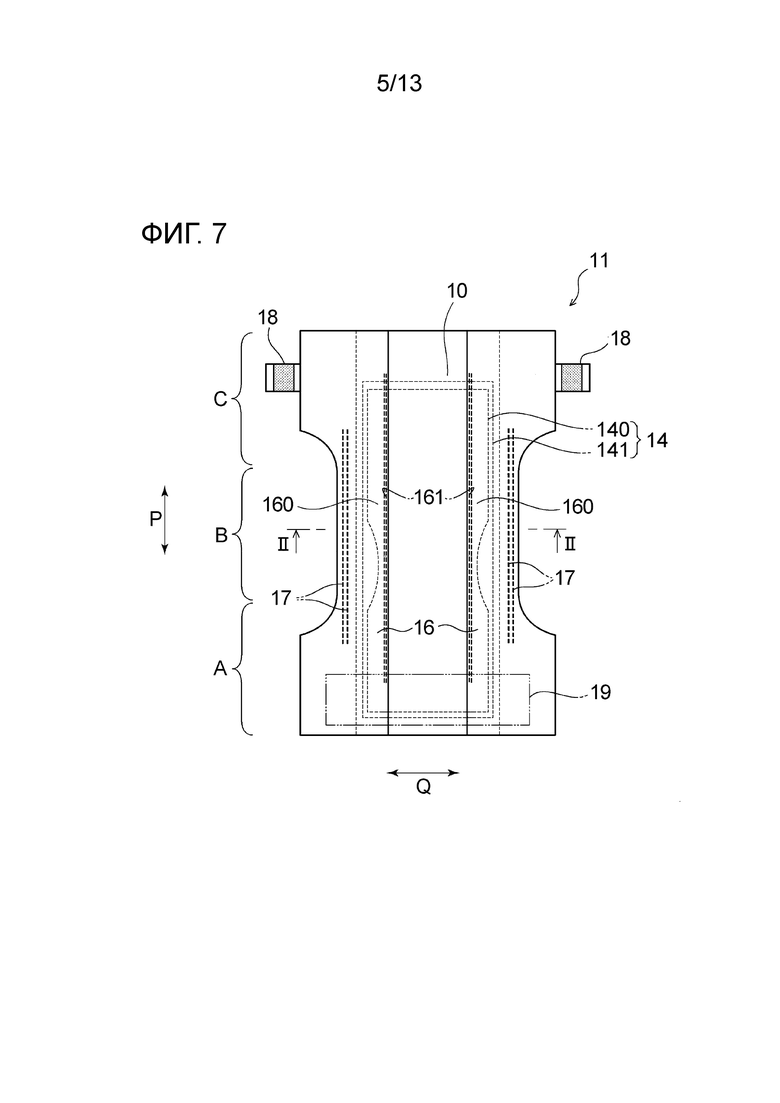
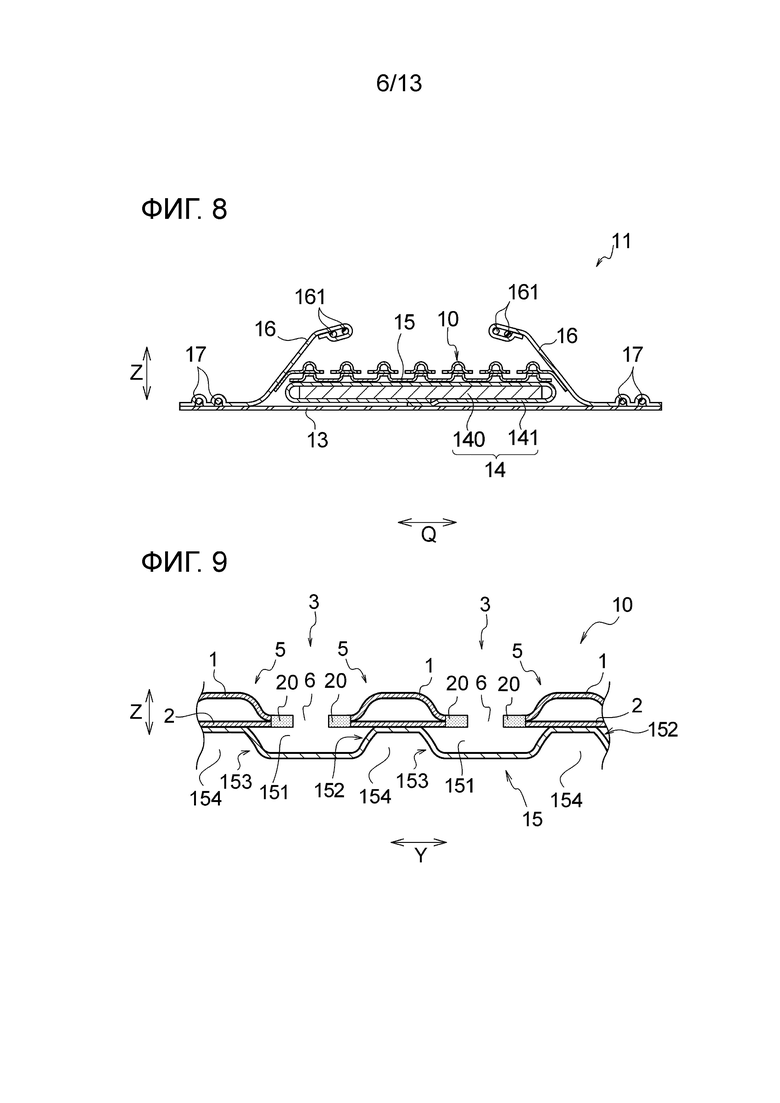
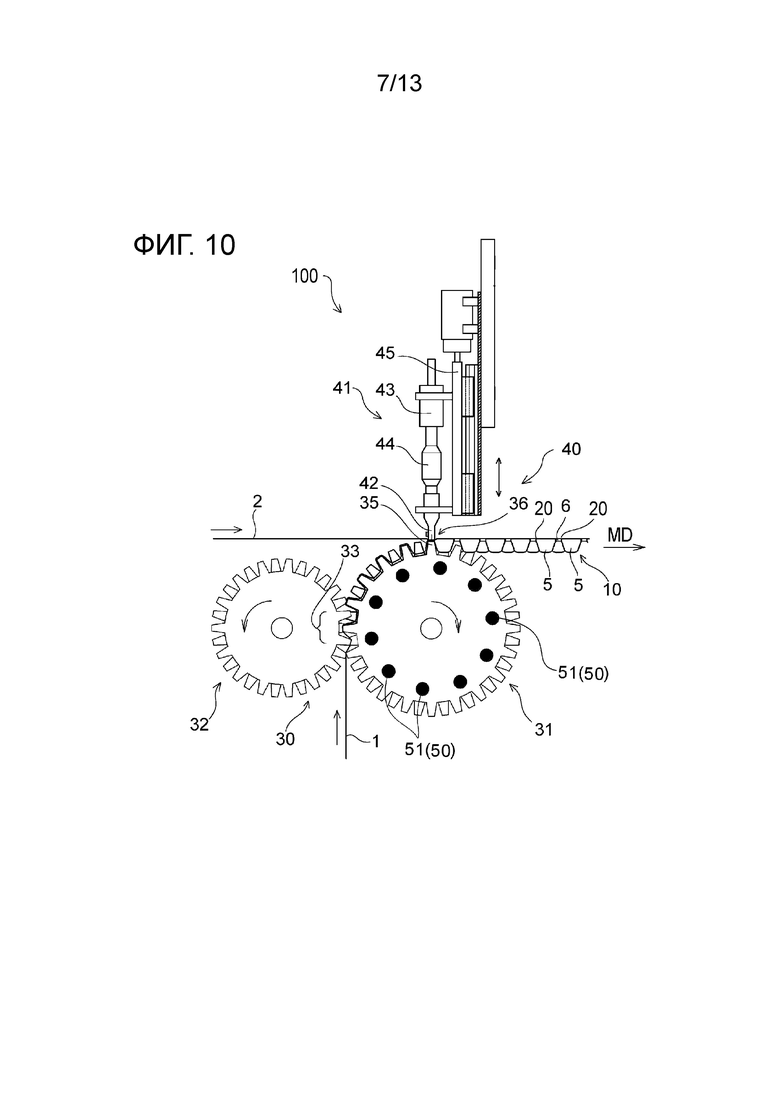
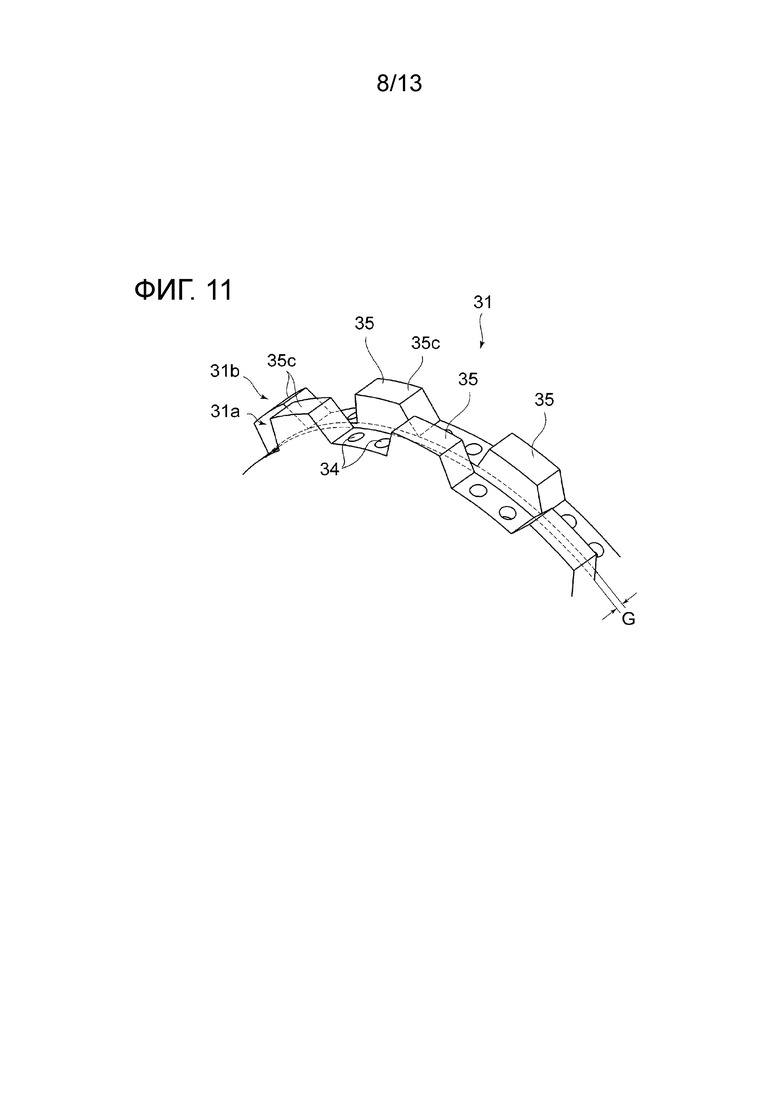
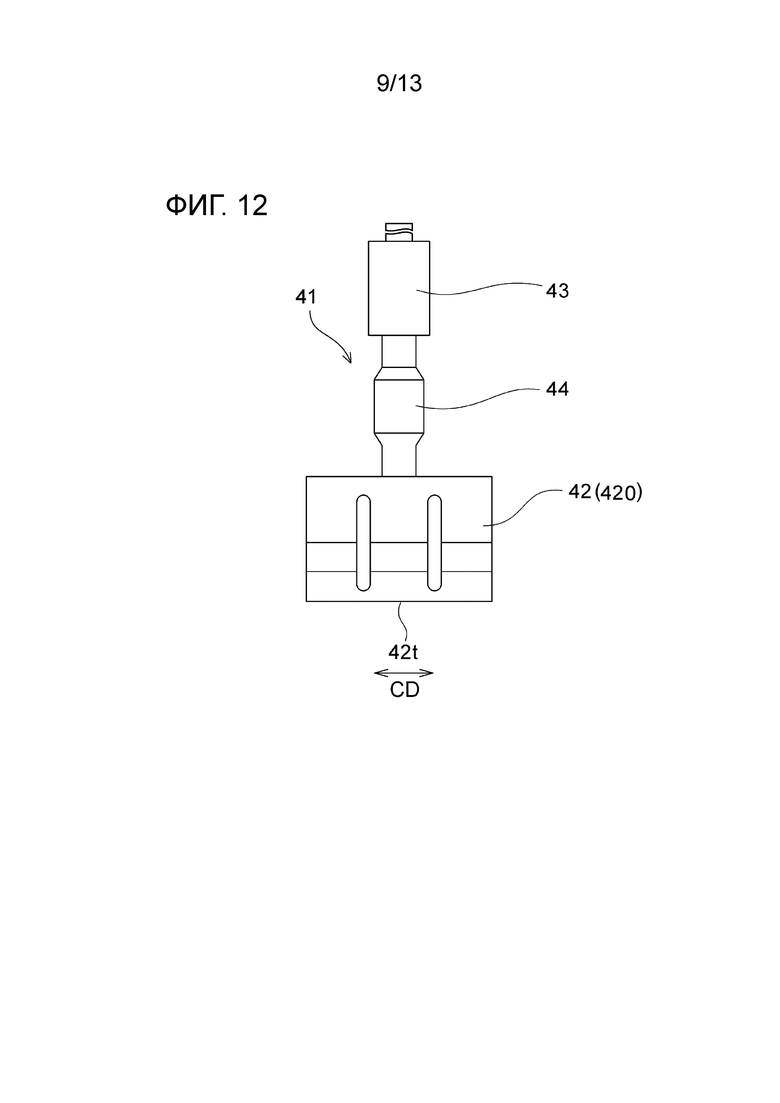
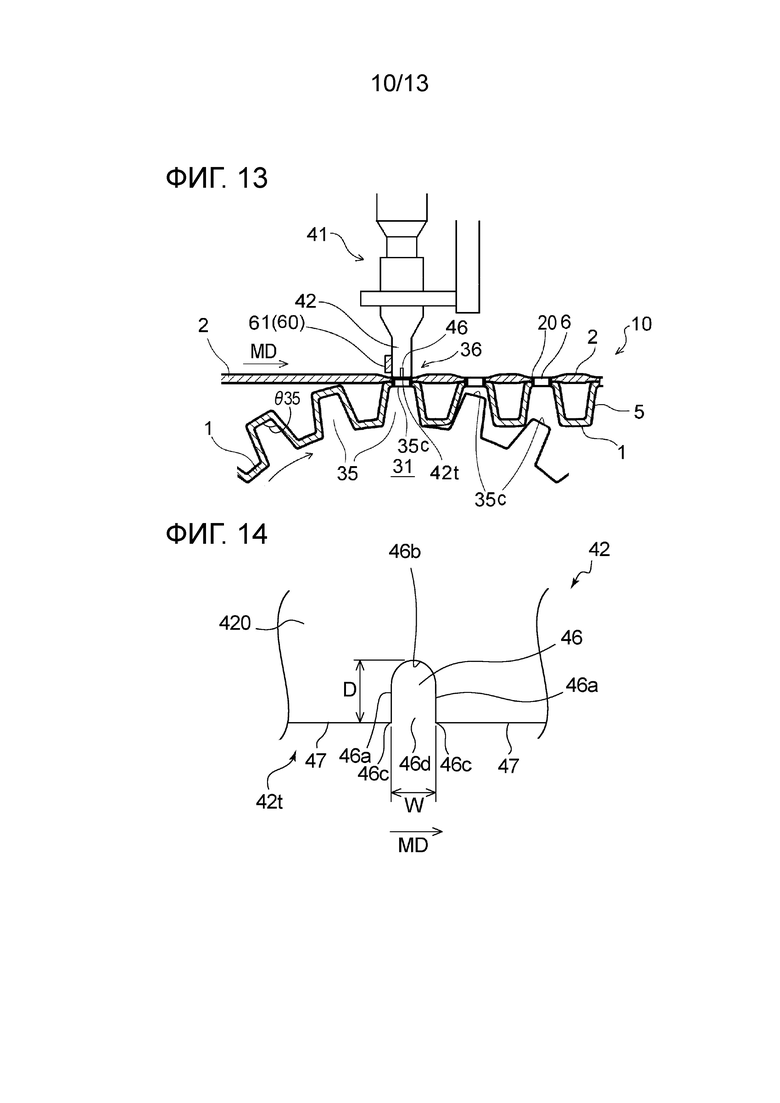
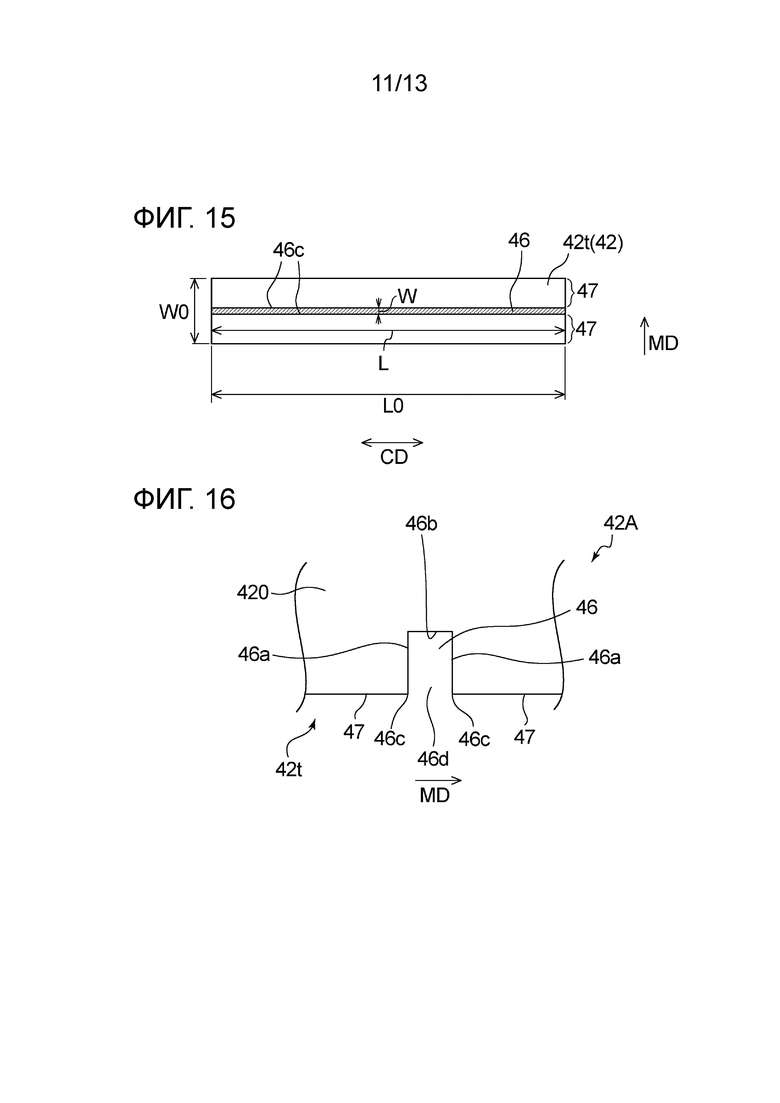
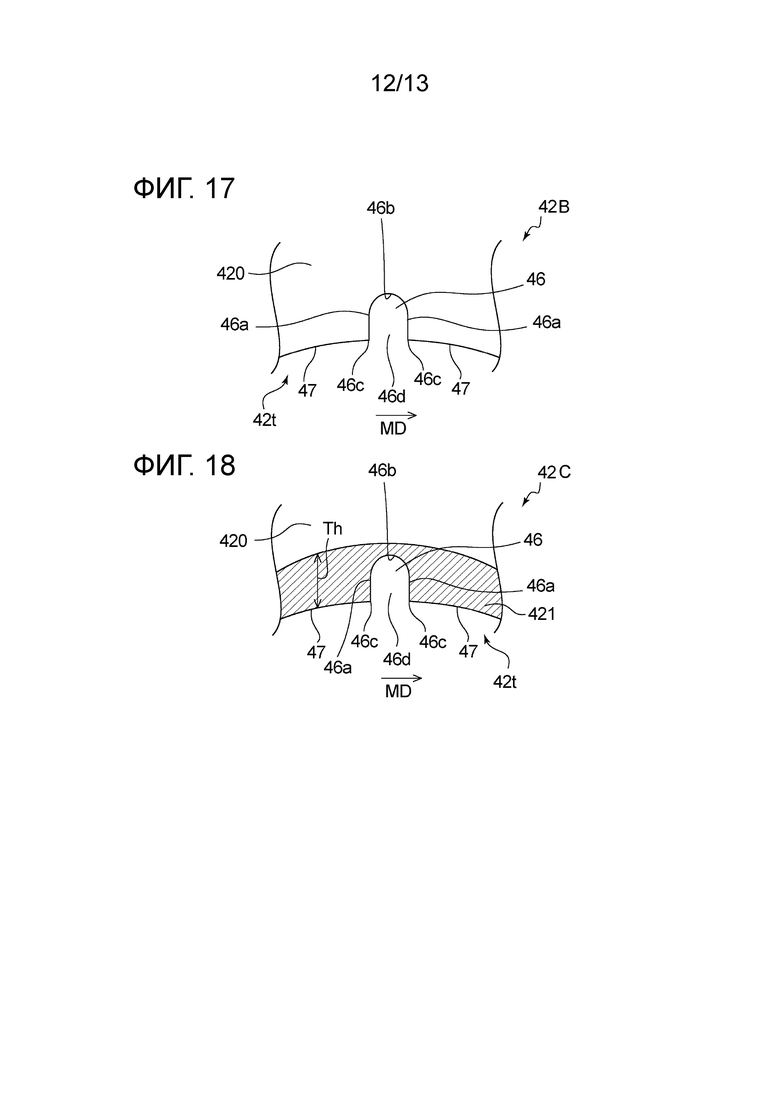
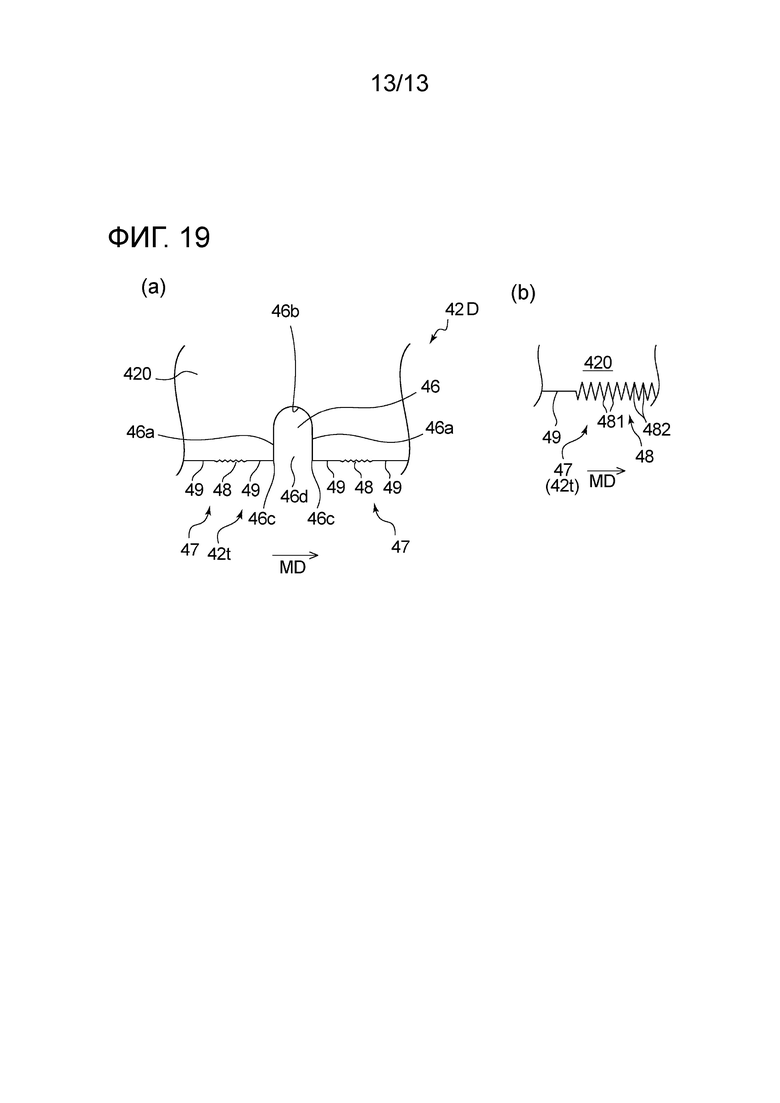
Предложен верхний лист (10) для впитывающего изделия, изготовленный из волокнистого материала, при этом верхний лист включает в себя множество проникающих отверстий (6) и клапанный мембранный элемент (20), который образован на части открытого края каждого из проникающих отверстий (6) в состоянии, в котором волокнистый материал превращен в пленку. Клапанный мембранный элемент (20) выполнен с возможностью поворота вокруг упомянутой части открытого края проникающего отверстия (6). Верхний лист (10) предпочтительно имеет выступ (5), который выступает по направлению к одной стороне верхнего листа (10), в части, соседней с проникающим отверстием (6), и клапанный мембранный элемент (20) проходит внутрь проникающего отверстия (6) от нижней части выступа (5). 2 н. и 6 з.п. ф-лы, 19 ил.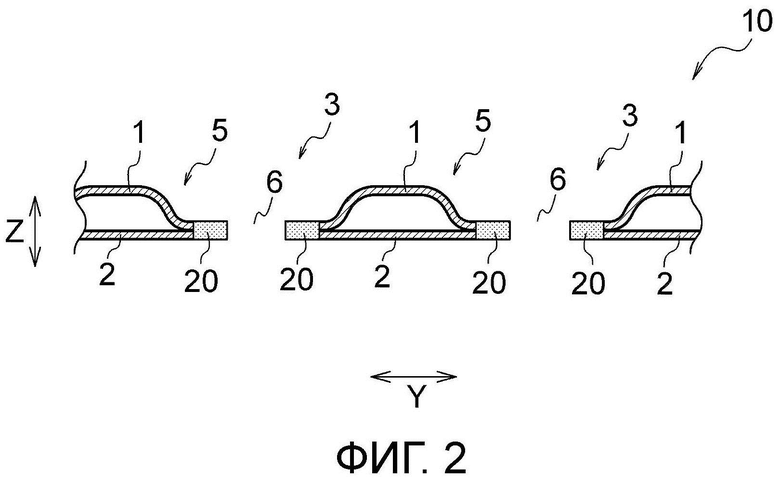
1. Верхний лист для впитывающего изделия, изготовленный из волокнистого материала, при этом
верхний лист содержит множество проникающих отверстий и клапанный мембранный элемент, который образован на части открытого края каждого из проникающих отверстий в состоянии, в котором волокнистый материал превращен в пленку,
клапанный мембранный элемент не образован непрерывно на всей длине замкнутого контура открытого края проникающего отверстия, и
клапанный мембранный элемент выполнен с возможностью поворота в направлении толщины верхнего листа для впитывающего изделия вокруг упомянутой части открытого края проникающего отверстия.
2. Верхний лист для впитывающего изделия по п.1, в котором клапанный мембранный элемент выполнен с возможностью поворота всего клапанного мембранного элемента вокруг упомянутой части открытого края проникающего отверстия при частичном приложении нагрузки к клапанному мембранному элементу со стороны обращенной к коже поверхности.
3. Верхний лист для впитывающего изделия по п.1, в котором выступ, выступающий по направлению к одной стороне верхнего листа для впитывающего изделия, выполнен в части, соседней с проникающим отверстием, и
клапанный мембранный элемент проходит внутрь проникающего отверстия от нижней части выступа.
4. Верхний лист для впитывающего изделия по п.3, при этом верхний лист имеет многослойную структуру, в которой первый лист и второй лист наложены друг на друга в виде слоев, и по меньшей мере часть первого листа, отличная от проникающего отверстия, образует выступ, выступающий по направлению к стороне, противоположной второму листу.
5. Верхний лист для впитывающего изделия по п.1, в котором клапанный мембранный элемент включает в себя краевую часть, образующую базовый конец, расположенную на упомянутой части открытого края, краевую часть, образующую свободный конец, расположенную со стороны, противоположной по отношению к краевой части, образующей базовый конец, и две боковые краевые части, расположенные между краевой частью, образующей базовый конец, и краевой частью, образующей свободный конец, и
каждая из двух боковых краевых частей не соединена с открытым краем.
6. Верхний лист для впитывающего изделия по п.5, в котором краевая часть, образующая свободный конец, имеет гребенчатую форму на виде в плане.
7. Верхний лист для впитывающего изделия по п.1, в котором клапанный мембранный элемент включает в себя толстую часть, которая является более толстой, чем другие части, на стороне краевой части, образующей базовый конец, расположенной на упомянутой части открытого края.
8. Впитывающее изделие, включающее в себя верхний лист для впитывающего изделия по п.1, при этом впитывающее изделие содержит:
волокнистый лист, расположенный на не обращенной к коже поверхности верхнего листа для впитывающего изделия и имеющий множество углублений и выступов,
при этом проникающее отверстие и клапанный мембранный элемент верхнего листа для впитывающего изделия по меньшей мере частично перекрывают углубления в волокнистом листе.
| JP 2019097678 A, 24.06.2019 | |||
| JP 2006175688 A, 06.07.2006 | |||
| JP 2009072398 A, 09.04.2009 | |||
| Приспособление к скребковому транспортеру для автоматической подачи транспортируемых заготовок к месту их обработки при поточном способе работы | 1928 |
|
SU13319A1 |

