Изобретение относится к сварочному производству, а именно к машинам для контактной стыковой сварки арматурных изделий (прутков или стержней) круглого и периодического профиля способами оплавления и сопротивления, и может быть использована как автоматизированная универсальная сварочная машина в строительстве, например, при сваривании концов арматуры для железобетонных конструкций.
Электрическая контактная стыковая сварка по своему значению является быстро прогрессирующим методом среди дуговой и газовой сварок и поэтому в настоящее время разработка именно универсальных и полностью автоматизированных сварочных машин является актуальной проблемой.
Известна машина (установка) контактно-стыковой сварки, содержащая неразъемную сварочную камеру, механизмы ее герметизации, устройства подачи свариваемых деталей в зону сварки, механизмы захвата, фиксации свариваемых деталей и токоподвода к ним с соответствующими приводами, привод сварочного давления с клапаном переменного давления и датчики контроля динамики процесса сварки (заявка на изобретение №2003106487, RU, B23K 11/04, оп. 2004 г.).
Недостатком этой машины является большие габариты элементов машины и низкая производительность, обусловленная отсутствием операции удаления грата после сварки отрезков арматуры, отсутствие охлаждения сварочного трансформатора и автоматизации процесса сварки.
Известна машина для контактной стыковой сварки нагретых заготовок, содержащая два клещевидных зажимных устройства, выполненных в виде симметричной системы двуплечных рычагов, установленных на отдельных осях и снабженных токоподводящими башмаками, закрепленными на концах рычагов, обращенных к заготовке и контактирующими в момент зажатия с ее поверхностью, при этом одно зажимное устройство закреплено в неподвижном корпусе, а другое - в подвижном корпусе с приводом в виде двух гидроцилиндров, а оба корпуса закреплены на подвижной тележке, установленной с возможностью перемещения параллельно оси заготовок. Машина также содержит сварочные трансформаторы, закрепленные в неподвижном корпусе, и два устройства для удаления грата, снабженные резцами и установленные между неподвижным и подвижным корпусами (описание полезной модели к патенту №37959 U1, RU, B23K 11/04, оп. 2004 г.).
Недостатками этой машины также являются низкая производительность, обусловленная плохой динамикой при сварке арматурных изделий, сложность в эксплуатации и отсутствие автоматизации процесса сварки.
Наиболее близкой по технической сущности, и принятой в качестве прототипа, является машина МСО-1201 для контактной стыковой сварки коротких изделий компактного сечения, техническое решение которой раскрыто в описании изобретения к патенту №2628943 С2, RU, B23K 11/04, оп. 26.06.2017 г.
Машина для контактной стыковой сварки изделий содержит корпус, неподвижную и подвижную части, каждая из которых снабжена верхним и нижним прижимами в виде токоведущих электродов, устройство для удаления грата, гидравлический привод прижимов и перемещения подвижной части в виде гидроцилиндров, пропорциональный гидрораспределитель, систему управления и сварочный трансформатор.
Недостатками прототипа являются повышенные затраты на токопроводящие электроды и режущие элементы и неполная автоматизация процесса сварки. Как показала практика, все недостатки обусловлены тем, что в процессе интенсивной сварки и снятия грата имеет место перегрев основных элементов машины, в частности нижних прижимов неподвижной и подвижной частей и режущих элементов устройства для зачистки грата, у которых при нагреве ухудшаются режущие качества, повышается износ, что приводит к необходимости их частой замены.
Кроме того, машина предназначена для сварки изделий короткой длины, малого и стабильно ровного сечения, а весь процесс контактной стыковой сварки и снятие грата после сварки не автоматизирован полностью.
Задача, на решение которой направлено предложенное изобретение, заключается в создании более универсальной автоматизированной машины контактной стыковой сварки арматуры разного профиля, коротких и длинномерных, и, кроме того, осуществляющей сварку как способом оплавления, так и сопротивления и одновременно устраняющей вышеуказанные недостатки прототипа.
Технические результаты, достигаемые при реализации данного изобретения, заключаются в повышении производительности и надежности машины, в повышении износостойкости, в обеспечении стабильности качества сварного шва, в уменьшении трудозатрат и энергозатрат, в возможности вести процесс сварки при быстрой перенастройке параметров сварки с одного вида изделий на другой, в упрощении конструкции машины и ее технического обслуживания. Кроме того, техническим результатом является мобильность машины, которая может быть смонтирована в специально подготовленном контейнере с системой вентиляции и не требует подготовки места для ее установки.
Технические результаты достигаются тем, что в известной машине для контактной стыковой сварки изделий, содержащей корпус, неподвижную и подвижную части, каждая из которых снабжена верхним и нижним прижимами в виде токоведущих электродов, устройство для удаления грата, гидравлический привод прижимов и перемещения подвижной части в виде гидроцилиндров, пропорциональный гидрораспределитель, систему управления и сварочный трансформатор, заявленная машина дополнительно содержит жидкостную систему для охлаждения сварочного трансформатора и нижних прижимов неподвижной и подвижной частей и пневмосистему для охлаждения устройства для удаления грата, смонтированные внутри корпуса машины, причем жидкостная система включает три трубопровода, бак для охлаждающей жидкости, радиатор, насос, вентилятор и диффузор, а пневмосистема - два трубопровода и компрессор, устройство для удаления грата включает два элемента, каждый из которых выполнен в форме полукруга с режущими кромками, обращенными друг к другу, причем один элемент установлен на торцевой поверхности верхнего прижима неподвижной части, а другой - на торцевой поверхности нижнего прижима подвижной части, система управления имеет техническое обеспечение и программное управление, при этом техническое обеспечение включает плату управления и контроля с кнопками, плату индикации и программирования, сенсорный дисплей, датчик перемещения подвижной части и измеритель производительности в виде энкодера, а программное управление для ввода, сохранения и выполнения программ осуществляется посредством табличного процессора. Кроме того, элементы устройства для зачистки грата выполнены из обычной углеродистой стали.
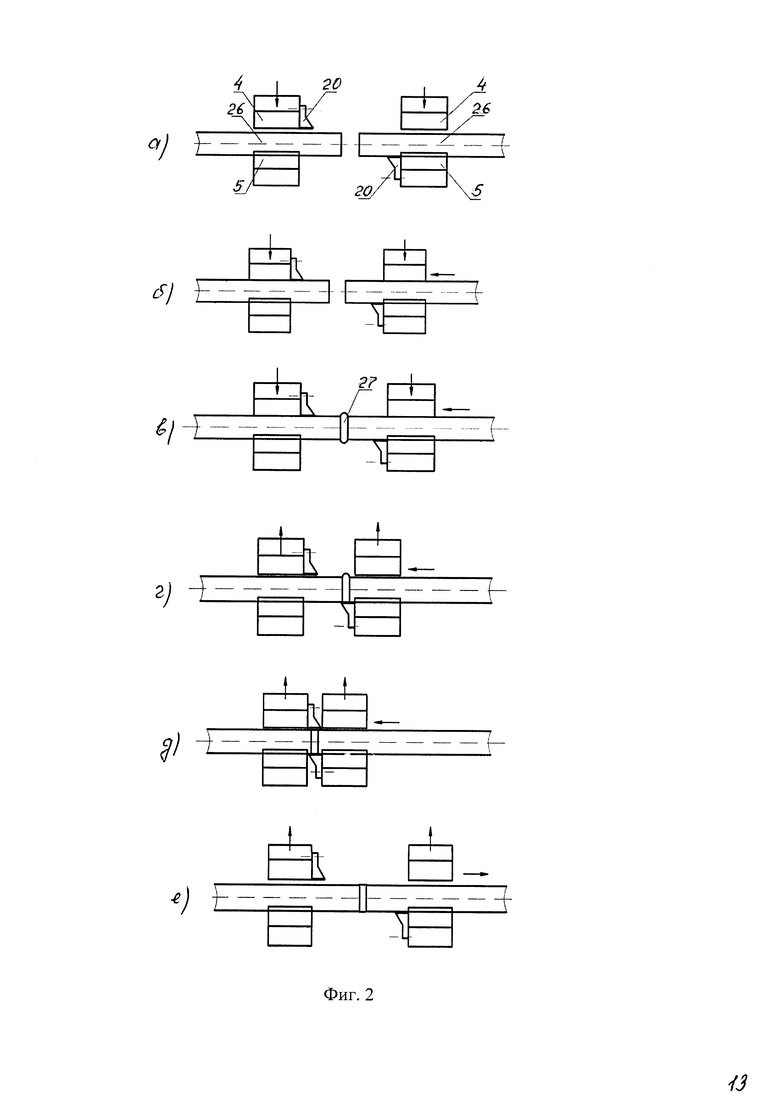
Заявленная машина иллюстрируется следующими рисунками, где на Фиг. 1 представлена принципиальная схема заявленной машины для контактной стыковой сварки изделий, а на Фиг. 2(а-е) изображена циклограмма, в которой представлен алгоритм действий по сварке изделий и удаления грата после сварки.
Согласно изобретению, заявленная машина для контактной стыковой сварки изделий (Фиг. 1 и Фиг. 2,) содержит корпус 1, неподвижную и подвижную части 2, 3, верхний и нижний прижимы 4, 5, гидравлический привод 6 в виде гидроцилиндров 7, 8, 9, пропорциональный гидрораспределитель 10, сварочный трансформатор 11, три трубопровода 12 для жидкостного охлаждения, бак 13 для охл9аждающей жидкости, радиатор 14, насос 15, вентилятор 16 и диффузор 17, два трубопровода 18 для воздушного охлаждения, компрессор 19, устройство для удаления грата в виде двух элементов 20 с режущими кромками, плату 21 управления и контроля, плату 22 индикации и программирования, сенсорный дисплей 23, датчик 24 перемещения подвижной части и измеритель 25 производительности в виде энкодера, свариваемые арматурные изделия 26, образовавшийся на изделии грат 27 после сварки.
Сущность процесса контактной стыковой сварки состоит в следующем. Электрический ток подключают к свариваемым стержням и, приводя последние в соприкосновение, образуют замкнутую электрическую цепь. В этой цепи наибольшее сопротивление протеканию тока имеет стык свариваемых изделий и интенсивно выделенное тепло разогреет концы изделий до пластичного или жидкого состояния.
Работа заявленной машины для контактной стыковой сварки изделий изложена через описание представленных видов циклограммы на Фиг. 2(а-е), отражающих алгоритм действий процесса сварки арматурного изделия и удаления грата, и на которой представлен фрагмент машины, включающий верхний и нижний прижимы 4, 5, элементы 20 устройства для удаления грата 27 и заготовки свариваемых изделий 26.
Свариваемые куски арматуры (изделия) 26 устанавливают в зону сварки между открытыми верхним и нижним прижимами 4, 5 неподвижной и подвижной частей 2, 3 (Фиг. 2, а). Далее выбирают нужную программу в зависимости от способа сварки (оплавлением или сопротивлением), от толщины свариваемой арматуры, от необходимости (или нет) удаления грата и переключают машину в автоматический режим.
После этого запускают программу. Сначала по программе включают гидроцилиндры 7 и 8, в результате этого программа включает гидростанцию 6, и верхние прижимы 4 подвижной части 3 и неподвижной части 2 прижимаются к свариваемым кускам арматуры. Через некоторое время программа запускает гидроцилиндр 9, регулируя при этом поток масла через регулятор потока 10, и подвижная часть 3 машины начинает движение с заданными программой шагом и скоростью (Фиг. 2,б).
Далее, когда работают прижимы, включаются гидроцилиндры 7 и 8, а когда передвигается подвижная часть 3 - работает гидроцилиндр 9 и регулятор потока 10. Всегда, когда есть обращение к гидравлическому приводу запускается мотор гидростанции 6 (он автоматически отключается, если некоторое время не задействованы гидроцилиндры).
В результате этого верхние прижимы 4 подвижной части 3 и неподвижной части 2 закрываются (зажимаются), включают сварочный трансформатор 11 и подвижная часть 3 машины начинает движение (Фиг. 2,б).
Процес сваривания заготовок изделия и образования грата 27 протекает в зависимости от выбраного в программе способа сваривания, запрограмированной силы тока, напряжения и времени осадки. Если выбран способ сваривания оплавлением, то в процессе сваривания подвижная часть 3 машины медленно передвигается вперед в направлении неподвижной части 2, при этом металл частично испаряется. Если сварка происходит способом сопротивления, то после первого контакта заготовок, подвижная часть 3 останавливается с сохранением торцевого усилия (Фиг. 2, в и г).
По окончании процесса сварки верхние прижимы 4 приподнимают на 0,5-1 мм, подвижная часть 3 продолжает движение. В процессе передвижения нижный элемент 20 устройства для удаления грата 27 своей режущей кромкой может срезать грат 27 (Фиг. 2,г). Однако это действие произойдет в случае, если сваренные заготовки длинные и грат 27 еще не успевает остыть. Срез грата произойдет в виду того, что усилия для отрезания требуется меньше, чем усилия для преодоления силы трения. В случае, если грат 27 не будет удален, то элемент 20 будет толкать грат 27 вместе с сваренными заготовками до тех пор, пока они не дойдут до элемента 20 верхнего прижима 4 неподвижной части 2 машины, и который, в свою очередь, срежет верхнее полукольцо грата 27. Если элемент 20 нижнего прижима 5 подвижной части 3 отрезал грат 27, тогда верхний прижим 4 на подвижной части 3 толкает остаток грата 27 вместе с арматурой к элементу 20 неподвижной части, при этом произойдет окончательное удаление грата (Фиг. 2,д). Прижимы 4, 5 неподвижной и подвижной частей 2, 3 машины полностью раскрываются, подвижную часть 3 возвращают в исходное положение, после чего оператор забирает сваренную арматуру (Фиг. 2,е).
Машина может быть запрограмирована оператором на различную последовательность движения, поэтому алгоритмов удаления грата 27 может быть множество.
В заявленной машине прижимы 4, 5 поднимают на 0,5-1 мм, а в случае неровных поверхностей свариваемых заготовок этот показатель программно изменяют и на большую величину, что позволяет сваривать прутки из арматуры различного профиля. В прототипе подъем прижимов осуществляют на 0,05-0,07 мм, при таком показателе перемещение свариваемых заготовок с помощью упоров не представляется возможным без их задиры или заклинивания. Машина по прототипу предназначена для сварки коротких заготовок компактного и ровного сечения, в то время как заявленная машина обеспечивает сварку разных по длине отрезков стальной арматуры произвольного сечения (гладкого или периодического профиля) с максимальным диаметром от 6 до 40 мм.
При интенсивной эксплуатации машины возможен нагрев сварочного трансформатора и перегрев прижимов, приводящий к ухудшению их механических свойств, преждевременному износу и к последующим трудностям в осевом совмещении заготовок. В заявленной машине при наличии замкнутой трехконтурной системы жидкостного охлаждения, включающей три трубопровода 12, бак 13, радиатор 14, насос 15, вентилятор 16 и диффузор 17, происходит отвод тепла от сварочного трансформатора 11 и прижимов 4, 5, обеспечивая тем самым непрерывный процесс работы машины.
То же самое происходит и с элементами 20 устройства для удаления грата, которые также при эксплуатации нагреваются, механические свойства их режущих кромок ухудшаются, появляется износ и срок их эксплуатации сокращается. Пневмосистема для охлаждения элементов 20, включающая два трубопровода 18 и компрессор 19, способствует снижению износа элементов 20, повышает ресурс работы и снижает стоимость и требования к материалам, из которых они изготавливаются. К тому же система воздушного охлаждения способствуют улучшению качества сварного шва и уменьшению износа режущих кромок элементов 20 устройства для удаления грата, а вместе с системой жидкостного охлаждения способствуют повышению производительности машины. Жидкая и воздушная системы охлаждения смонтированы внутри корпуса 1 машины.
Автоматизация процесса сварки в заявленной машине - автоматическое выполнение программ под каждое конкретное сечение свариваемых изделий, а также возможность произвольного составления программ. Оператор выбирает программу и запускает машину в автоматическом режиме. В прототипе оператор устанавливает нужные показатели напряжения, времени, усилий, а потом запускает в автоматический режим. Чтобы перейти на другой диаметр оператору нужно вновь устанавливать другие параметры. В заявленной машине нужно просто выбрать другую программу. Заявленная машина обеспечивает возможность быстро и просто осуществлять перестройку параметров сварки с одного вида изделий на другой.
Полная автоматизация процесса сварки повышает производительность машины, дает возможность обслуживать и управлять процессом сварки оператором низкой квалификации. Техническое обеспечение системы управления машины (Фиг. 1) включает плату 21 управления с кнопками, контроля и программирования, плату 22 индикации, сенсорный дисплей 23, датчик 24 перемещения подвижной части и измеритель 25 производительности в виде энкодера, а программное управление для ввода, сохранения и выполнения программ осуществляется посредством табличного процессора.
Оператор после завершения сварки и удаления грата прокатывает сваренное изделие по измерителю 25, выполненному в виде энкодера, который преобразует вращательное движение в электрический сигнал, и с высокой точностью определяет длину изделия. Программа, учитывая диаметр изделия, переводит длину в вес, а также подсчитывает производительность машины в указанный оператором промежуток времени. В обычных условиях посчитать производительность работы таких машин крайне сложно и трудоемко.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2007 |
|
RU2366550C1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2427456C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2017 |
|
RU2683668C1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2011 |
|
RU2467848C1 |
| Машина для контактной стыковой сварки полос | 1980 |
|
SU965665A1 |
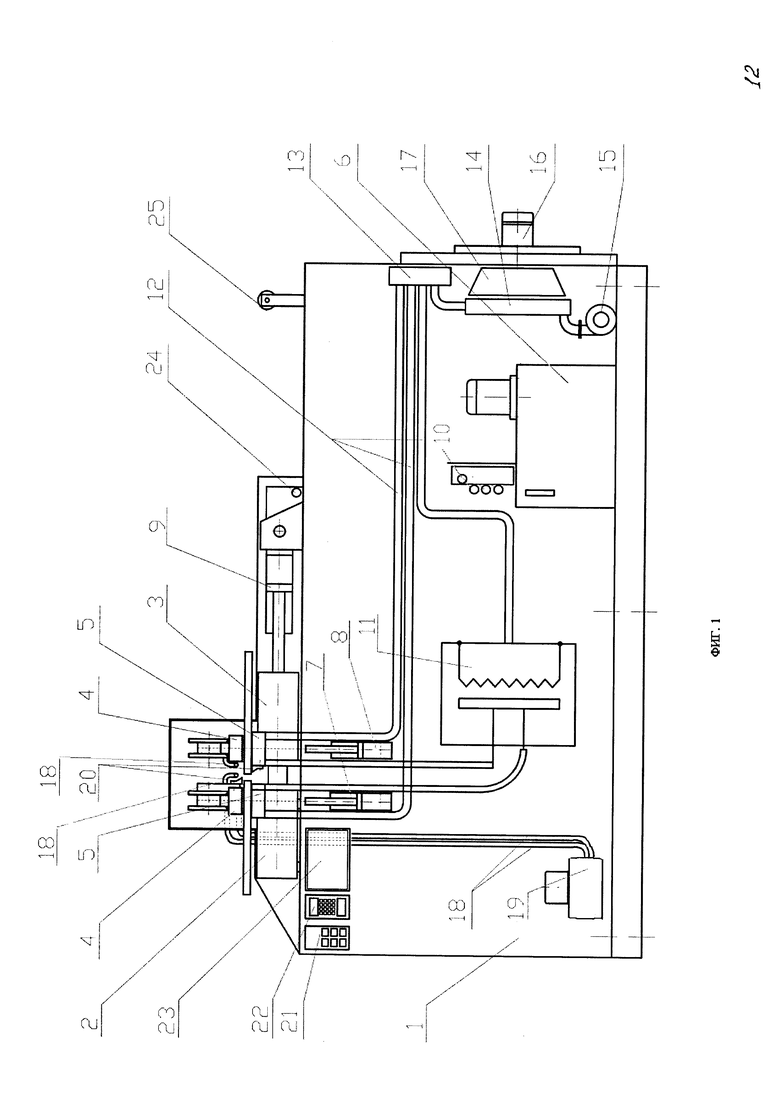
Изобретение может быть использовано при сваривании концов арматуры для железобетонных конструкций. Неподвижная и подвижная части 2, 3 корпуса 1 снабжены верхним и нижним прижимами 4, 5 в виде токоведущих электродов. Машина имеет устройство для удаления грата, гидравлический привод 6 прижимов и перемещения подвижной части, сварочный трансформатор 11. Жидкостная система для охлаждения сварочного трансформатора и нижних прижимов неподвижной и подвижной частей включает три трубопровода 12, бак 13 для охлаждающей жидкости, радиатор 14, насос 15, вентилятор 16 и диффузор 17. Устройство для удаления грата состоит из двух одинаковых элементов 20 из углеродистой стали в форме полукруга с режущими кромками, обращенными друг к другу. Система управления содержит плату 21 управления и контроля с кнопками, плату 22 индикации и программирования, сенсорный дисплей 23, датчик 24 перемещения подвижной части и измеритель 25 производительности в виде энкодера. Табличный процессор обеспечивает ввод, сохранение и выполнение программ сварки оплавлением или сопротивлением. Изобретение обеспечивает достижение полной автоматизации процесса сварки, уменьшение трудозатрат и энергозатрат при упрощении конструкции машины и ее технического обслуживания. 1 з.п. ф-лы, 2 ил.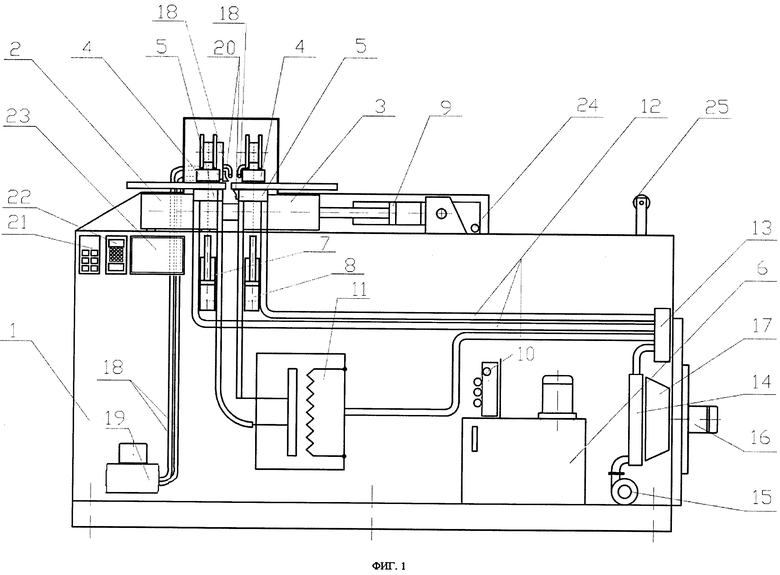
1. Машина для контактной стыковой сварки арматурных изделий, содержащая корпус, имеющий неподвижную и подвижную части, каждая из которых снабжена верхним и нижним прижимами в виде токоведущих электродов, устройство для удаления грата, гидравлический привод упомянутых прижимов и перемещения подвижной части, выполненный в виде гидроцилиндров, пропорциональный гидрораспределитель, систему управления и сварочный трансформатор, отличающаяся тем, что она снабжена жидкостной системой для охлаждения сварочного трансформатора и нижних прижимов неподвижной и подвижной частей корпуса и пневмосистемой для охлаждения устройства для удаления грата, смонтированными внутри корпуса машины, причем жидкостная система включает три трубопровода, бак для охлаждающей жидкости, радиатор, насос, вентилятор и диффузор, а пневмосистема - два трубопровода и компрессор, при этом устройство для удаления грата включает два элемента, каждый из которых выполнен в форме полукруга с режущими кромками, обращенными друг к другу, причем один элемент установлен на торцевой поверхности верхнего прижима неподвижной части, а другой - на торцевой поверхности нижнего прижима подвижной части, а система управления содержит плату управления и контроля с кнопками, плату индикации и программирования, сенсорный дисплей, датчик перемещения подвижной части корпуса и измеритель производительности в виде энкодера, а также табличный процессор, обеспечивающий ввод, сохранение и выполнение программ сварки оплавлением или сопротивлением.
2. Машина по п. 1, отличающаяся тем, что элементы устройства для удаления грата выполнены из углеродистой стали.
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2011 |
|
RU2467848C1 |
| Приспособление для котловой изоляции | 1939 |
|
SU57179A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| US 4101753 A, 18.07.1978. | |||

