Предполагаемое изобретение относится к сварочному производству, а именно, к способам и устройствам для контактной стыковой сварки оплавлением прутков или стержней, выполняемых на специализированных сварочных машинах, устанавливаемых в волочильном производстве для укрупнения бунтов проволоки или в строительстве при соединении арматурных стержней.
Периодическая сварка бунтов горячекатаной проволоки, задаваемых в агрегаты волочения, не, только обеспечивает непрерывность их работы, но и позволяет увеличить развес бунтов готовой проволоки, при этом длительность стыковки бунтов не должна допускать остановок или замедления темпа работы агрегата. Высокая производительность сварочных машин в этих условиях достигается за счет автоматизации сварочного процесса и ускорения вспомогательных операций, в частности, операции удаления грата со сварных стыков, которая необходима перед их волочением. Большой проблемой является удаление грата и на строительных площадках при сварке арматурных плетей из отдельных стержней, где чаще всего зачищают грат вручную шлифовальными кругами.
Известен способ удаления грата на круглых изделиях из термоупрочняемых сплавов алюминия Д16Т, Д18 (см., например, книгу «Контактная стыковая сварка сопротивлением с формированием соединения» Сб. науч. тр./АН УССР под ред. Лебедева В.К. - Киев, ИЭС им. Е.О.Патона, 1988 г., стр.38…39), при котором металл при осадке выдавливается в грат между рабочими торцами формующих устройств электродов и на заключительном этапе осадки подрезается их кромками и отделяется.
Недостатком применения такого способа удаления грата при сварке стальных изделий является низкая стойкость формующих устройств электродов из-за термического разупрочнения кромок при их контакте с нагретым металлом концов изделий.
Известен также способ снятия грата после сварки заготовок гаечного метчика четырьмя полукруглыми ножами с кольцевыми режущими кромками, охватывающими сваренную заготовку справа и слева от грата в отдельном гратоснимателе (см. книгу «Контактная стыковая сварка сопротивлением с формированием соединения» Сб. науч. тр./АН УССР под ред. Лебедева В.К. - Киев, ИЭС им. Е.О.Патона, 1988 г., стр.80…82)
Недостатком этого способа удаления грата является невозможность сохранения температуры нагретого при сварке грата из-за быстрого его охлаждения при передаче изделия, в гратосниматель, поэтому необходим либо повторный нагрев, либо применение больших усилий для подрезки и отделения грата. Кроме того, при удалении таким способом грата на остывших изделиях из закаливаемых сталей возможно появление в стыке холодных трещин.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ контактной стыковой сварки оплавлением с последующим удалением грата изделий круглого сечения (см. патент RU 2427456 C1, В23К 11/04, В23К 37/08 27.04.2011), при котором после осадки и отключения сварочного трансформатора, не снимая усилия осадки, снижают усилие зажатия электродов до начала проскальзывания сваренных изделий и срезают нагретый при сварке грат кромками стальных полувтулок электродов.
Недостатком этого способа является быстрый износ токоподводящих электродов, которые также являются базовыми, за счет истирания их при проскальзывании по ним изделий в момент зачистки из-за недостаточности зазора между изделиями и зажимными поверхностями электродов.
Техническим результатом предполагаемого изобретения является повышение производительности контактной стыковой сварки изделий круглого сечения за счет совмещения операций сварки и зачистки грата сразу после осадки при сохранении нагрева высаженного металла с одновременным уменьшением износа зажимных поверхностей токоподводящих электродов.
Технический результат достигается тем, что в способе удаления грата после контактной стыковой сварки оплавлением изделий круглого сечения, включающем обрезку и установку концов изделий, их зажатие в подвижном и неподвижном зажимах электродами сварочной машины, оснащенными твердосплавными полувтулками, имеющим на обращенных друг к другу сторонах режущие кромки, включение сварочного трансформатора и перемещения подвижного зажима на оплавление и осадку, после осадки на заданный припуск и отключения сварочного трансфррматора, снимают усилие осадки в цилиндре перемещения подвижного зажима, приподнимают верхний электрод неподвижного зажима на величину равную 0,05 мм и останавливают его, затем роликом, установленным со стороны неподвижного зажима приподнимают изделие, отрывая его от нижнего электрода неподвижного зажима, и подают, постепенно увеличивая, давление в цилиндр перемещения подвижного зажима машины до проскальзывания изделия в электродах неподвижного зажима и срезания высаженного металла в стыке режущими кромками его полувтулок.
Заявляемый способ удаления грата после контактной стыковой сварки
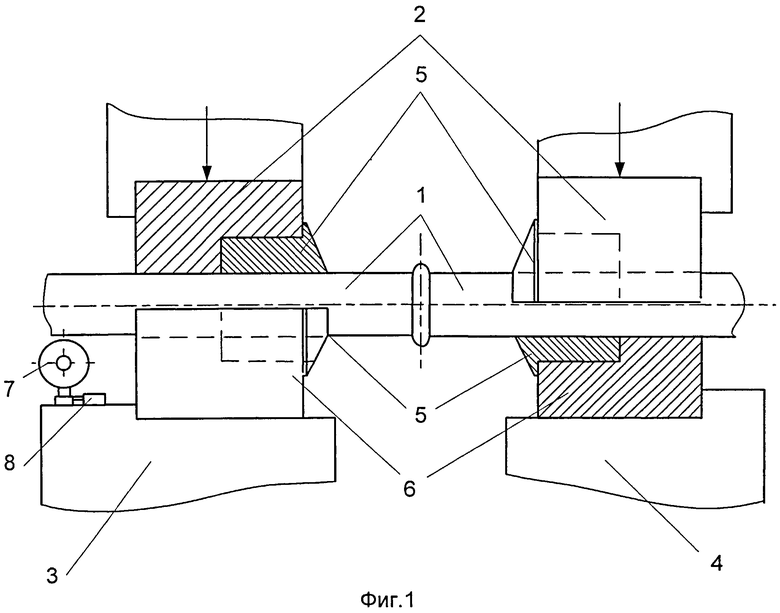
оплавлением изделий круглого сечения, поясняют фиг.1…2, где:
- на фиг.1 схематично показано положение электродов, оснащенных твердосплавными полувтулками, после осадки свариваемых изделий;
- на фиг.2 схематично показано положение электродов, оснащенных твердосплавными полувтулками, перед зачисткой грата кромками полувтулок неподвижного зажима.
Заявляемый способ удаления грата после контактной стыковой сварки оплавлением изделий круглого сечения осуществляется следующим образом:
- после обрезки и подачи в зону сварки изделий 1, опускают верхние электроды 2 неподвижного 3 и подвижного 4 зажимов, при этом полувтулки 5, которыми оснащены верхние 2 и нижние 6 электроды, центрируют и зажимают изделия 1 между верхними 2 и нижними 6 токоведущими базовыми электродами;
- включают сварочный трансформатор (на фигурах условно не показан), перемещают подвижный зажим 4, осуществляя оплавление и осадку, и сваривают изделия 1;
- после осадки и отключения сварочного трансформатора снимают усилие осадки и включают на подаем верхний 2 электрод неподвижного зажима 3, после подъема зажима на величину равную 0,05 мм, по команде датчика перемещения его останавливают и фиксируют в этом положении. Включают на подъем ролик 7, установленный за неподвижным зажимом 3, который по команде от датчика положения 8 останавливают, обеспечивая при этом отрыв изделия 1 от нижнего 6 токоведущего электрода неподвижного 3 зажима и минимальный зазор между электродами 2 и 6 неподвижного зажима 3;
- включают подачу давления в цилиндр перемещения(на фигурах условно не показан) подвижного зажима 4 с постепенным его нарастанием, при этом зажатое изделие 1 в электродах 2 и 6 подвижного зажима 4 подают к неподвижному зажиму 3 машины до проскальзывания сваренных изделий в электродах 2 и 6 неподвижного зажима 3, при котором происходит отделение грата режущими кромками полувтулок 5 неподвижного зажима 3, при этом зазора между зажимными поверхностями электродов 2,6 и изделием 1 облегчает скольжение изделий при зачистке, снижает усилие, требуемое для зачистки, уменьшает износ электродов от трения.
Таким образом, предложенный способ удаления грата после контактной стыковой сварки оплавлением изделий круглого сечения за счет использования оснащенных твердосплавными полувтулками электродов режущими кромками позволяет:
- значительно ускорить процесс удаления грата после сварки, что делает возможным его применение при сварке проволоки в непрерывных волочильных агрегатах в условиях ограничения времени, отводимого на стыковку бунтов перед волочением, а на строительных площадках повысить производительность сварки арматурных плетей за счет исключения трудоемкой ручной операции зачистки грата шлифовальными кругами;
- за счет создания гарантированного зазора между зажимными поверхностями электродов, режущими кромками полумуфт и свариваемыми изделиями при зачистке с проскальзыванием сварных изделий значительно снижать износ токоведущих базовых нижних, электродов и уменьшать требуемое усилие зачистки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2011 |
|
RU2467848C1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2427456C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2017 |
|
RU2683668C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ АРМАТУРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2667273C1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
Изобретение может быть использовано для контактной стыковой сварки оплавлением прутков или стержней, выполняемых на специализированных сварочных машинах, устанавливаемых в волочильном производстве, для укрупнения бунтов проволоки, а также в строительстве при соединении арматурных стержней. Подвижный и неподвижный зажимы электродов сварочной машины оснащены твердосплавными полувтулками, имеющими на обращенных друг к другу сторонах режущие кромки. После оплавления и осадки изделий на заданный припуск и отключения сварочного трансформатора снимают усилие осадки в цилиндре перемещения подвижного зажима. Приподнимают верхний электрод неподвижного зажима на 0,05 мм. Роликом, установленным со стороны неподвижного зажима, приподнимают изделие с отрывом его от нижнего электрода неподвижного зажима. Подают давление в цилиндр перемещения подвижного зажима сварочной машины с постепенным его увеличением до проскальзывания изделия в электродах неподвижного зажима и срезания грата режущими кромками его полувтулок. Технический результат заключается в повышении производительности сварки изделий круглого сечения за счет совмещения операций сварки и зачистки грата сразу после осадки при сохранении нагрева высаженного металла с одновременным уменьшением износа зажимных поверхностей токоподводящих электродов. 2 ил.
Способ контактной стыковой сварки оплавлением изделий круглого сечения с последующим удалением грата, включающий обрезку и установку концов свариваемых изделий, их зажатие в подвижном и неподвижном зажимах электродами сварочной машины, оснащенными твердосплавными полувтулками, имеющими на обращенных друг к другу сторонах режущие кромки, включение сварочного трансформатора, перемещение подвижного зажима для оплавления и осадки изделий на заданный припуск, последующее отключение сварочного трансформатора и срезание грата, отличающийся тем, что после отключения сварочного трансформатора снимают усилие осадки в цилиндре перемещения подвижного зажима, приподнимают верхний электрод неподвижного зажима на 0,05 мм, а затем роликом, установленным со стороны неподвижного зажима, приподнимают изделие с отрывом его от нижнего электрода неподвижного зажима и подают давление в цилиндр перемещения подвижного зажима сварочной машины с постепенным его увеличением до проскальзывания изделия в электродах неподвижного зажима и срезания грата режущими кромками его полувтулок.
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2427456C1 |
| Машина для контактной стыковой сварки | 1985 |
|
SU1279775A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
| Состав мембраны ионоселективного электрода для определения рН в кислых средах | 1986 |
|
SU1326977A1 |
| JP 60240378 A, 29.11.1985 | |||

