Изобретение относится к сварочному производству, а именно к способам и устройствам для контактной стыковой сварки оплавлением прутков или стержней, выполняемых на специализированных сварочных машинах, устанавливаемых в волочильном производстве для укрупнения бунтов проволоки или в строительстве при соединении арматурных стержней.
Периодическая сварка бунтов горячекатаной проволоки, задаваемых в агрегаты волочения, не только обеспечивает непрерывность их работы, но и позволяет увеличить развес бунтов готовой проволоки, при этом длительность стыковки бунтов не должна допускать остановок или замедления темпа работы агрегата. Высокая производительность сварочных машин в этих условиях достигается за счет автоматизации сварочного процесса и ускорения вспомогательных операций, в частности операции удаления грата со сварных стыков, которая необходима перед их волочением. Удаление грата необходимо также при сварке арматурных стержней, так как усиление в стыке является концентратором знакопеременной нагрузки в армированных железобетонных изделиях, что нередко вызывает разрушение бетона в местах соединения арматуры. В настоящее время из-за отсутствия на сварочных машинах гратоснимателей, грат зачищают вручную шлифовальными кругами. Кроме этого, при установке под сварку изделий круглого сечения из-за быстрого износа электродов из медных сплавов возникают трудности осевого совмещения свариваемых торцов.
Известен способ удаления грата на круглых изделиях из термоупрочняемых сплавов алюминия Д16Т, Д18 (см., например, книгу «Контактная стыковая сварка сопротивлением с формированием соединения». Сб. науч. тр. / АН УССР под ред. Лебедева В.К. - Киев, ИЭС им.Е.О.Патона, 1988 г., с.38…39), при котором металл при осадке выдавливается в грат между рабочими торцами формующих устройств электродов и на заключительном этапе осадки подрезается их кромками и отделяется.
Недостатком применения такого способа удаления грата при сварке стальных изделий является низкая стойкость формующих устройств электродов из-за термического разупрочнения кромок при их контакте с нагретым металлом концов изделий.
Известен также способ снятия грата после сварки заготовок гаечного метчика четырьмя полукруглыми ножами с кольцевыми режущими кромками, охватывающими сваренную заготовку справа и слева от грата в отдельном гратоснимателе (см. книгу «Контактная стыковая сварка сопротивлением с формированием соединения». Сб. науч. тр. / АН УССР под ред. Лебедева В.К. - Киев, ИЭС им. Е.О.Патона, 1988 г., с.80…82).
Недостатком этого способа удаления грата является невозможность сохранения температуры нагретого при сварке грата из-за быстрого его охлаждения при передаче изделия в гратосниматель, поэтому необходим либо повторный нагрев, либо применение больших усилий для подрезки и отделения грата. Кроме того, при удалении таким способом грата на остывших изделиях из закаливаемых сталей возможно появление в стыке холодных трещин.
Техническим результатом предлагаемого изобретения является повышение производительности за счет совмещения операций сварки и удаление грата после контактной стыковой сварки изделий круглого сечения и повышение точности совмещения торцов при установке свариваемых изделий под сварку.
Технический результат достигается тем, что в способе удаления грата после контактной стыковой сварки оплавлением изделий круглого сечения, включающем обрезку и установку концов изделий, их зажатие в подвижном и неподвижном зажимах электродами, оснащенными стальными закаленными полувтулками, имеющими на обращенных друг к другу сторонах острые кромки, включение сварочного трансформатора и перемещения подвижного зажима на оплавление и осадку, оплавление проводят при повышенном сварочном напряжении, после осадки на заданный припуск и отключения сварочного трансформатора, не снимая усилия осадки, снижают усилие зажатия электродов подвижного зажима до начала проскальзывания в них сваренных изделий, при этом нагретый при сварке грат срезается кромками стальных полувтулок электродов подвижного зажима, а после износа кромок стальных полувтулок электродов подвижного зажима, после осадки и отключения сварочного трансформатора снижают усилие зажатия электродов неподвижного зажима до начала проскальзывания в них сваренных изделий, при этом нагретый при сварке грат срезается кромками полувтулок электродов неподвижного зажима.
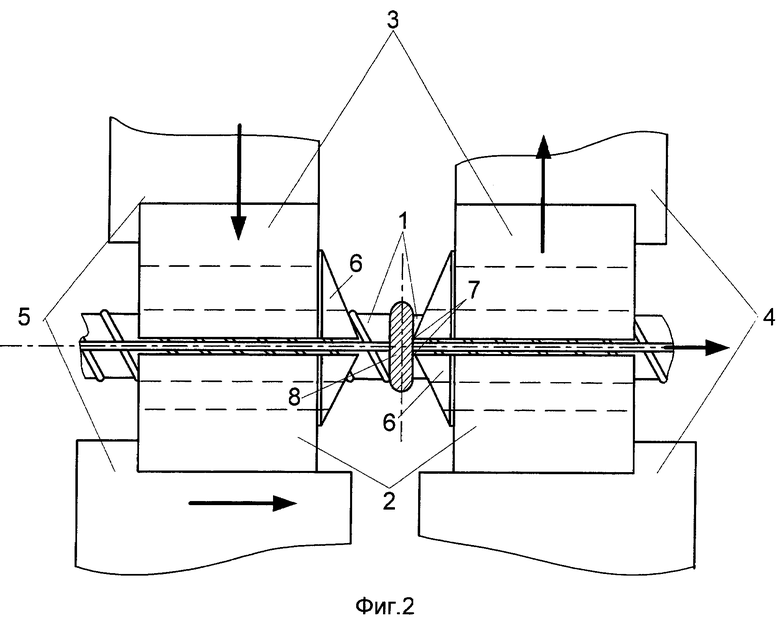
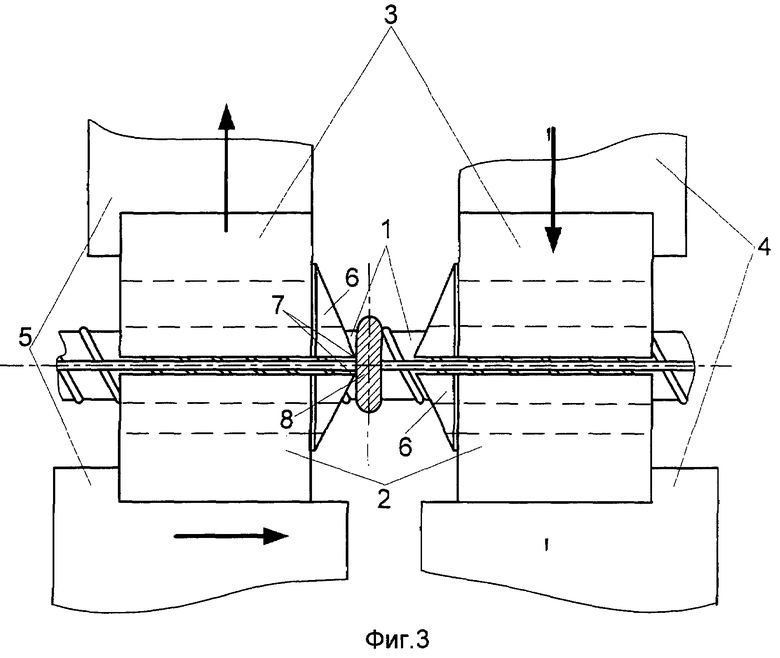
Заявляемый способ удаления грата после контактной стыковой сварки оплавлением изделий круглого сечения, поясняют фиг.1…3, где:
- на фиг.1 схематично показано положение электродов, оснащенных стальными полувтулками перед сваркой с установленными изделиями;
- на фиг.2 схематично показано положение электродов перед зачисткой грата кромками полувтулок подвижного зажима;
- на фиг.3 схематично показано положение электродов перед зачисткой грата кромками полувтулок неподвижного зажима.
Заявляемый способ удаления грата после контактной стыковой сварки оплавлением изделий круглого сечения осуществляется следующим образом:
- после обрезки и подачи в зону сварки изделий 1 их зажимают в нижних 2 и верхних 3 электродах неподвижного 4 и подвижного 5 зажимов, при этом стальные закаленные малоизнашиваемые полувтулки 6 надежно центрируют изделия 1;
- включают сварочный трансформатор (на фигурах условно не показан) на повышенном напряжении для компенсации падения напряжения на контактных переходах между нижними 2 токоведущими электродами и из-за увеличения установочной длины, а затем осуществляют перемещение подвижного зажима 5 при оплавлении и осадке и сваривают изделия 1;
- после осадки и отключения сварочного трансформатора, не снимая усилия осадки, снижают усилие зажатия электродов 2 и 3 неподвижного зажима 4 до начала проскальзывания в них сваренных изделий, при этом кромки 7 стальных полувтулок 6 электродов 2 и 3 подвижного зажима 5 сближают с нагретым при сварке гратом 8 и срезают его;
- после износа кромок 7 стальных полувтулок 6 электродов 2 и 3 неподвижного зажима 4 вводят в работу стальные полувтулки 6 подвижного зажима 5.
Для этого:
- после осадки и отключения сварочного трансформатора, не снимая усилия осадки, снижают усилие зажатия электродов 2 и 3 подвижного зажима 5 до начала проскальзывания в них сваренных изделий, при этом нагретый при сварке грат 8 срезается кромками 7 стальных полувтулок 6 электродов 2 и 3 подвижного зажима 4.
Таким образом, предложенный способ удаления грата после контактной стыковой сварки оплавлением изделий круглого сечения за счет использования оснащенных стальными закаленными полувтулками электродов сварочной машины позволяет:
- значительно ускорить процесс удаления грата после сварки кромками стальных полувтулок электродов машины, что делает возможным его применение не только при сварке арматуры, но и в непрерывных волочильных агрегатах в условиях ограничения времени, отводимого на стыковку бунтов перед волочением;
- повысить точность совмещения при установке под сварку торцов изделий в осевом направлении;
- повысить надежность установки под сварку концов изделий круглого сечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2011 |
|
RU2467848C1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ АРМАТУРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2667273C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2017 |
|
RU2683668C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ НАГРЕТЫХ ЗАГОТОВОК | 2006 |
|
RU2321479C1 |
Изобретение может быть использовано при сварке изделий круглого сечения на специализированных сварочных машинах, устанавливаемых в волочильном производстве для укрупнения бунтов проволоки или в строительстве при соединении арматурных стержней. Концы свариваемых изделий устанавливают в электродах подвижного и неподвижного зажимов, оснащенных стальными закаленными полувтулками, имеющими на обращенных друг к другу сторонах острые кромки. Включают сварочный трансформатор и перемещают подвижный зажим на оплавление и осадку. Оплавление проводят при повышенном сварочном напряжении. После осадки на заданный припуск и отключения сварочного трансформатора, не снимая усилия осадки, снижают усилие зажатия электродов одним из зажимов до начала проскальзывания в нем сваренных изделий и срезают нагретый при сварке грат кромками стальных полувтулок электродов подвижного или неподвижного зажимов. Техническим результатом изобретения является повышение производительности за счет совмещения операций сварки и удаление грата после контактной стыковой сварки изделий круглого сечения и повышение точности совмещения торцов при установке свариваемых изделий под сварку. 2 з.п. ф-лы, 3 ил.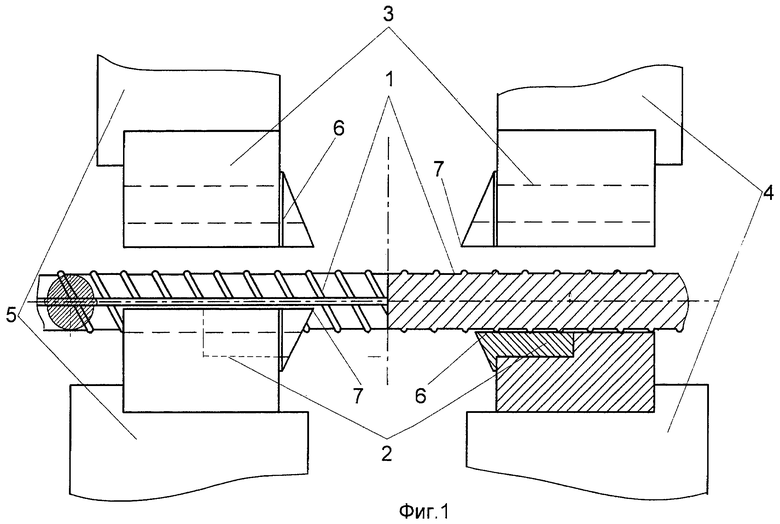
1. Способ контактной стыковой сварки оплавлением с последующим удалением грата изделий круглого сечения, включающий обрезку и установку концов изделий, их зажатие электродами, установленными в подвижном и неподвижном зажимах и оснащенными стальными закаленными полувтулками, имеющими на обращенных друг к другу сторонах острые кромки, включение сварочного трансформатора и перемещение подвижного зажима на оплавление и осадку, при этом оплавление проводят при повышенном сварочном напряжении, после осадки на заданный припуск и отключения сварочного трансформатора, не снимая усилия осадки, снижают усилие зажатия электродов в зажимах до начала проскальзывания сваренных изделий и срезают нагретый при сварке грат кромками стальных полувтулок электродов.
2. Способ по п.1, в котором снижают усилие зажатия электродов в неподвижном зажиме и нагретый при сварке грат срезают кромками стальных полувтулок электродов неподвижного зажима.
3. Способ по п.1, в котором снижают усилие зажатия электродов в подвижном зажиме и нагретый при сварке грат срезают кромками полувтулок электродов подвижного зажима.
| Машина для контактной стыковой сварки полос | 1980 |
|
SU965665A1 |
| Приспособление для механического перемещения верхних салазок суппорта токарного | 1933 |
|
SU37959A1 |
| Поршневой насос для перекачивания сжиженных газов | 1941 |
|
SU64123A1 |
| Приспособление для обрезки обвертки и стеблей ворсовальных шишек | 1930 |
|
SU28645A1 |
| Состав мембраны ионоселективного электрода для определения рН в кислых средах | 1986 |
|
SU1326977A1 |

