ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] По настоящей заявке испрашивается приоритет на основании предварительной заявки на патент США № 61/754,462, озаглавленной "Tiling production of packaging materials”, поданной 18 января 2013 г., все содержание которой включено в настоящий документ путем ссылки
УРОВЕНЬ ТЕХНИКИ
1. Уровень техники и соответствующая область техники
[0002] С увеличением доступности товаров, продукции и других предметов не только локально, но и на глобальном рынке, потребность в правильной упаковке таких материалов для отправки и доставки никогда не была более важной, чем сейчас. К счастью, доступные системы упаковки в настоящее время могут быть использованы для производства по существу любого типа упаковки продукции из таких упаковочных материалов, как гофрированный картон.
[0003] Обычно пользователям необходима упаковка, которая как можно более точно соответствует содержащемуся в ней продукту. При более плотном прилегании упакованный предмет или продукт не только с меньшей вероятностью будет поврежден, но также снижается и возможно устраняется необходимость во внутренней упаковке. В частности, когда такие упаковочные материалы, как гофрированный картон используют для изготовления коробки или другой конструкции упаковки, эти материалы загибают и складывают настолько близко к прямому углу, насколько возможно. Загибание и складывание под прямым углом увеличивает прочностные характеристики упаковочных материалов (по существу экспоненциально), таким образом придавая получающейся коробке соответствующее увеличение устойчивости к повреждению при складировании.
[0004] Много разных типов коробок могут быть произведены, чтобы удовлетворить заданные размерные ограничения. Каждый из разных типов коробок может иметь разные преимущества или недостатки. К примеру, некоторые типы коробок могут быть более эстетичными, в то время как другие могут обеспечивать большие защитные свойства. Третьи виды коробок могут быть более быстро произведены и/или собраны, в то время как другие могут требовать меньше материала для производства, или меньше материала для сборки, закрывания или других манипуляций с заготовкой коробки.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0005] Настоящее изобретение распространяется на способы, устройства, системы, и компьютерные программные продукты для оптимизации динамического назначения группы изделий производственным машинам, используя группы производств и производства группы изделий в заданной пропорции, используя производственные группы.
[0006] В одном варианте осуществления, компьютерная система динамически назначает по меньшей мере одну единицу продукции группе изделий на основании разных признаков для этой единицы продукции. Эта единица продукции должна быть произведена, используя производственную машину. Компьютерная система затем динамически назначает каждую группу изделий любой из множества различных производственных групп. Каждая производственная группа включает в себя любое число производственных машин, которые доступны для производства единиц продукции для группы изделий, которая относится к назначенной производственной группе. Компьютерная система также указывает, что по меньшей мере одна единица продукции должна быть произведена, используя производственные машины в динамически назначенной производственной группе.
[0007] В другом варианте осуществления, компьютерная система динамически назначает по меньшей мере одну единицу продукции группе изделий, на основании признаков для этой единицы продукции и динамически назначает каждую группу изделий любой из множества разнообразных производственных групп. Каждая группа производства включает в себя производственные машины, которые доступны для производства единиц продукции для группы изделий, которая относится к назначенной производственной группе. Эта производственная группа дополнительно включает в себя уровень смешивания на группу изделий, указывающий, что единицы продукции должны быть произведены производственной группой в пропорции, заданной в уровне смешивания производственной группы для этой группы изделий. Компьютерная система дополнительно указывает, что по меньшей мере одна единица продукции должна быть произведена, используя производственные машины в динамически назначенной производственной группе в соответствии с пропорцией, заданной уровнем смешивания группы изделий в этой производственной группе. Компьютерная система может также определить, что заданная пропорция не была соблюдена, поскольку первая группа изделий производится более интенсивно, чем вторая группа изделий, и вследствие этого может увеличить количество единиц продукции, производимых для второй группы изделий, чтобы скорректировать установленную пропорцию.
[0008] Это краткое изложение приведено, чтобы обеспечить представление в упрощенном виде набора понятий, которые дополнительно описаны ниже в подробном описании. Это краткое изложение не предназначено для указания ключевых признаков или существенных признаков заявленного объекта изобретения, и оно также не предназначено для использования в качестве помощи в определении объема заявленного объекта изобретения.
[0009] Дополнительные признаки и преимущества настоящего изобретения будут изложены в описании, которое следует ниже, и частично будут очевидны из описания, или могут быть обнаружены при практическом применении настоящего изобретения. Признаки и преимущества настоящего изобретения могут быть реализованы и получены посредством инструментов и комбинаций, конкретно указанных в прилагаемой формуле изобретения. Эти и другие признаки настоящего изобретения станут более очевидными из нижеследующего описания и прилагаемой формулы изобретения, или могут быть изучены при практической реализации изобретения, как изложено ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Для описания способа, которым могут быть получены перечисленные выше и другие преимущества и признаки изобретения, будет представлено более подробное описание изобретения, кратко описанного выше, со ссылкой на конкретные варианты его осуществления, которые проиллюстрированы на прилагаемых чертежах. Следует понимать, что эти чертежи изображают только типичные варианты осуществления настоящего изобретения и, таким образом, должны рассматриваться как ограничивающие его объем, настоящее изобретение будет описано и объяснено с дополнительной конкретностью и подробностями посредством использования прилагаемых чертежей, на которых:
[0011] Фиг. 1 иллюстрирует пример архитектуры производства, которая облегчает оптимизацию производства упаковочной продукции.
[0012] Фиг. 2 иллюстрирует блок-схему примерного способа оптимизации производства упаковочной продукции.
[0013] Фиг. 3 иллюстрирует пример таблицы информации об упаковке.
[0014] Фиг. 4 иллюстрирует пример пользовательского интерфейса для принятия информации об упаковочной продукции.
[0015] Фиг. 5A иллюстрирует пример таблицы упаковочных материалов.
[0016] Фиг. 5B иллюстрирует пример таблицы машинных данных.
[0017] Фиг. 6 иллюстрирует блок-схему примерного способа выбора конструктивного исполнения для упаковочного материала.
[0018] Фиг. 7 иллюстрирует пример пользовательского интерфейса для представления конструкций упаковки.
[0019] Фиг. 8 иллюстрирует пример производственной линии, выполненного с возможностью производить мозаичные заготовки в исходном производственном материале
[0020] Фиг. 9 иллюстрирует блок-схему примерного способа мозаичного производства для пары коробок.
[0021] Фиг. 10 иллюстрирует пример вычислительной среды, в которой разные варианты осуществления могут быть реализованы, включающей в себя динамическое назначение группы изделий производственным машинам, используя производственные группы, и производства группы изделий в заданной пропорции, используя производственные группы.
[0022] Фиг. 11 иллюстрирует блок-схему примерного способа динамического назначения группы изделий производственным машинам, используя производственные группы.
[0023] Фиг. 12 иллюстрирует блок-схему примерного способа производства группы изделий в заданной пропорции, используя производственные группы.
[0024] Фиг. 13 иллюстрирует блок-схему, в которой группы изделий динамически назначают производственным машинам, используя производственные группы.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0025] Настоящее изобретение распространяется на способы, устройства, системы, и компьютерные программные продукты для оптимизации динамического назначения группы изделий производственным машинам, используя производственные группы, и производства группы изделий в заданной пропорции, используя производственные группы.
[0026] В одном варианте осуществления компьютерная система динамически назначает по меньшей мере одну единицу продукции группе изделий на основании разных признаков для этой единицы продукции. Эта единица продукции должна быть произведена, используя производственную машину. Компьютерная система затем динамически назначает каждую группу изделий любой из множества различных производственных групп. Каждая производственная группа включает в себя любое число производственных машин, которые доступны для производства единиц продукции для группы изделий, которая относится к назначенной производственной группе. Компьютерная система также указывает, что по меньшей мере одна единица продукции должна быть произведена, используя производственные машины в динамически назначенной производственной группе.
[0027] В другом варианте осуществления компьютерная система динамически назначает по меньшей мере одну единицу продукции группе изделий, на основании признаков для этой единицы продукции и динамически назначает каждую группу изделий любой из множества разнообразных производственных групп. Каждая производственная группа включает в себя производственные машины, которые доступны для производства единиц продукции для группы изделий, которая относится к назначенной производственной группе. Эта производственная группа дополнительно включает в себя уровень смешивания на группу изделий, указывающий, что единицы продукции должны быть произведены производственной группой в пропорции, заданной в уровне смешивания производственной группы для этой группы изделий. Компьютерная система дополнительно указывает, что по меньшей мере одна единица продукции должна быть произведена, используя производственные машины в динамически назначенной производственной группе в соответствии с пропорцией, заданной уровнем смешивания группы изделий в этой производственной группе. Компьютерная система может также определить, что заданная пропорция не была соблюдена, поскольку первая группа изделий производится более интенсивно, чем вторая группа изделий и, вследствие этого, может увеличить количество единиц продукции, производимых для второй группы изделий, чтобы скорректировать установленную пропорцию.
[0028] Варианты осуществления, описанные в настоящем документе, можно реализовать различными видами вычислительных систем. Эти вычислительные системы принимают все более широкое разнообразие видов. Вычислительные системы могут, к примеру, быть мобильными устройствами, электроприборами, переносными компьютерами, настольными компьютерами, универсальными компьютерами, распределенными вычислительными системами, или даже устройствами, которые традиционно не считаются вычислительными системами. В этом описании и формуле изобретения, термин «вычислительная система» определен в широком смысле как включающий в себя любое устройство или систему (или их сочетание) которое включает в себя по меньшей мере один физический и материальный процессор, и физическое и материальное запоминающее устройство, способное содержать в себе исполняемые компьютером команды, которые могут быть исполнены процессором для выполнения функции. Вычислительная система может быть распределена в сетевой среде и может включать в себя множество составляющих вычислительных систем.
[0029] Вычислительная система обычно включает в себя по меньшей мере один обрабатывающий модуль и запоминающее устройство. Запоминающее устройство может быть физическим системным запоминающим устройством, которое может быть энергозависимым или энергонезависимым, или некоторым их сочетанием. Термин «запоминающее устройство» может быть также использован в настоящем документе для обозначения энергонезависимого запоминающего устройства большой емкости, такого как материальный носитель информации. Если вычислительная система является распределенной, возможности обработки, сохранения и/или хранения тоже могут быть распределенными.
[0030] В настоящем документе термин «исполняемый модуль» или «исполняемый компонент» может относиться к программным объектам, программам, или способам, которые могут быть исполнены на этой вычислительной системе. Разные компоненты, модули, обработчики, и службы, описанные в настоящем документе, могут быть реализованы как объекты или процессы, которые исполняются на вычислительной системе (к примеру, как отдельные потоки).
[0031] В нижеследующем описании, варианты осуществления описаны в отношении действий, которые выполняются одной или более вычислительными системами. Если подобные действия реализованы в программном обеспечении, один или более процессоров соответствующей вычислительной системы, которая выполняет это действие, управляет работой вычислительной системы вследствие выполнения исполняемых компьютером команд. К примеру, подобные исполняемые компьютером команды могут быть запечатлены на одном или более машиночитаемых носителях, которые составляют компьютерный программный продукт. Пример такой операции включает в себя обработку данных. Исполняемые компьютером команды (и обрабатываемые данные) могут быть сохранены в запоминающем устройстве вычислительной системы. Вычислительная система может также содержать каналы связи, которые позволяют вычислительной системе устанавливать связь с другими процессорами обработки сообщений через проводную или беспроводную сеть связи.
[0032] Варианты осуществления, описанные в настоящем документе, могут содержать или использовать компьютерную систему общего или специализированного назначения, которая включает в себя компьютерное аппаратное обеспечение, к примеру такое, как один или более процессоров и системное запоминающее устройство, как будет более подробно описано ниже. Системное запоминающее устройство может быть включено в общее запоминающее устройство. Системное запоминающее устройство может также быть названо «основным запоминающим устройством», и включать в себя ячейки запоминающего устройства, которые адресуемы по меньшей мере одним обрабатывающим модулем через шину запоминающего устройства, в этом случае адрес ячейки декларируется самой шиной запоминающего устройства. Системное запоминающее устройство обычно является энергозависимым, но принципы, описанные в настоящем документе, также применимы в случаях, в которых системное запоминающее устройство частично или полностью энергонезависимо.
[0033] Варианты осуществления в пределах объема настоящего изобретения также включают в себя физические и другие машиночитаемые носители для переноса или хранения исполняемых компьютером команд и/или структур данных. Такой машиночитаемый носитель может быть любым доступным носителем, к которому может обратиться компьютерная система общего или специального назначения. Машиночитаемый носитель, который хранит исполняемые компьютером команды и/или структуры данных является компьютерным носителем. Машиночитаемый носитель, который переносит исполняемые компьютером команды и/или структуры данных, является средой передачи данных. Таким образом, в качестве примера, но не ограничения, варианты осуществления настоящего изобретения могут содержать по меньшей мере два совершенно различных вида машиночитаемого носителя: компьютерный носитель и среду передачи данных.
[0034] Компьютерный носитель является физическим аппаратным носителем, который хранит исполняемые компьютером команды и/или структуры данных. Физический аппаратный носитель включает в себя компьютерное аппаратное обеспечение, такое как ПЗУ, ОЗУ, ЭСППЗУ, твердотельные накопители ("SSD"), флэш-память, память на фазовых переходах ("PCM"), накопитель на оптических дисках, накопитель на магнитном диске или другие магнитные запоминающие устройства, или любое другое аппаратное устройство(-а) хранения, которое может быть использовано для хранения программного кода в виде исполняемых компьютером команд или структур данных, к которым может обратиться компьютерная система общего или специального назначения, чтобы реализовать раскрываемые функциональные возможности настоящего изобретения.
[0035] Среда передачи данных может включать в себя сеть связи и/или линии передачи данных, которые могут быть использованы для передачи программного кода в виде исполняемых компьютером команд или структур данных, и к которым может обратиться компьютерная система общего или специального назначения. «Сеть связи» определена как одна или более линий передачи данных, которые позволяют передачу данные в электронном виде между компьютерными системами и/или модулями и/или другими электронными устройствами. Когда информация передается или обеспечивается через сеть связи или другое соединение связи (либо проводное, либо беспроводное либо сочетание проводного и беспроводного) компьютерной системе, компьютерная система может рассматривать это соединение в качестве среды передачи данных. Сочетание вышеописанного также должно быть включено в объем машиночитаемого носителя.
[0036] Кроме того, по достижении различных компонентов компьютерной системы, программный код в виде исполняемых компьютером команд или структуры данных могут быть переданы автоматически из среды передачи данных на компьютерный носитель (или наоборот). К примеру, исполняемые компьютером команды или структуры данных, принятые через сеть связи или линии передачи данных могут быть буферизованы в ОЗУ в модуле сетевого интерфейса (к примеру, "NIC"), и затем, со временем, переданы в ОЗУ компьютерной системы и/или в менее энергозависимый компьютерный носитель в компьютерной системе. Таким образом, следует понимать, что компьютерный носитель может быть включен в компоненты компьютерной системы, которые также (или даже в первую очередь) используют среду передачи данных.
[0037] Исполняемые компьютером команды содержат, к примеру, команды и данные, которые, будучи исполняемыми одним или более процессорами, побуждают компьютерную систему общего назначения, компьютерную систему специального назначения или специализированное обрабатывающее устройство выполнить некоторые функции или группу функций. Исполняемые компьютером команды могут быть, например, двоичным кодом, командами промежуточного формата, например на языке ассемблера, или даже исходным кодом.
[0038] Специалистам в данной области техники будет понятно, что принципы, описанные в настоящем документе, могут быть применены в сетевых вычислительных средах с множеством видов конфигураций компьютерной системы, включая персональные компьютеры, настольные компьютеры, портативные компьютеры, процессоры обработки сообщений, портативные устройства, многопроцессорные системы, бытовые электронные приборы на основе микропроцессора или программируемые, сетевые ПК, миникомпьютеры, универсальные компьютеры, мобильные телефоны, КПК, планшеты, устройства индивидуального вызова, маршрутизаторы, коммутаторы, и тому подобное. Настоящее изобретение может также быть применено в распределенных вычислительных средах, в которых локальная и удаленная компьютерные системы, которые соединены (или посредством проводных линий передачи данных, беспроводных линий передачи данных или сочетания проводных и беспроводных линий передачи данных) через сеть связи, обе выполняют задачи. В этой связи, в распределенной вычислительной среде, компьютерная система может включать в себя множество элементарных компьютерных система. В распределенной системной среде, программные модули могут быть расположены как в локальных, так и в удаленных запоминающих устройствах.
[0039] Специалисты в данной области техники также оценят, что настоящее изобретение может быть применено в облачной вычислительной среде. Облачные вычислительные среды могут быть распределенными, хотя это и не требуется. При распределенности, облачные вычислительные среды могут быть распределены интернационально в пределах организации и/или иметь компоненты, сохраненные по множеству организаций. В этом описании и сопровождающей формуле изобретения, "облачные вычисления" определены как модель, позволяющая сетевой доступ по запросу к общему пулу настраиваемых вычислительных ресурсов (например, сетям связи, серверам, хранилищам, приложениям, и услугам). Определение "облачные вычисления" не ограничивается каким-либо из других многочисленных преимуществ, которые могут быть получены из такой модели, при правильном применении.
[0040] Более того, системные архитектуры, описанные в настоящем документе, могут включать в себя множество независимых компонентов, чтобы каждый вносил вклад в функциональные возможности системы в целом. Этот модульный принцип создавать возможность для увеличения гибкости при проблемах подхода в масштабируемости платформы и, в этой связи, обеспечивает различные преимущества. Сложность системы и развитие может быть управляема более легко посредством использования маломасштабных частей с ограниченной функциональной областью действия. Устойчивость к отказам платформы увеличивается посредством использования этих слабосвязанных модулей. Индивидуальные компоненты могут быть увеличены постепенно, как диктуют потребности бизнеса. Модульная разработка также преобразуется в уменьшение времени на рынок новых функциональных возможностей. Новые функциональные возможности могут быть добавлены или изъяты, не затрагивая основную систему.
[0041] Варианты осуществления настоящего изобретения могут эффективно определять и выбирать оптимальные конструкции упаковки для производства упаковочной продукции, такой как, к примеру, заготовки коробок. Определение и выбор конструкции упаковки может быть основан на информации об упаковочном материале и заданной конструкции упаковки, и в некоторых вариантах осуществления может также основываться на одном или более из: данных о производственной машине, данных об упаковочном материале, или соображений реального времени производственной среды. Производственные машины для упаковки могут затем быть проинструктированы произвести упаковочную продукцию в соответствии с выбранной конструкцией упаковки.
[0042] Варианты осуществления настоящего изобретения могут также определять оптимальное расположение заготовок коробок в исходном упаковочном материале, который может, в свою очередь, оптимизировать одно или оба из пропорции производства коробок или эффективности использования исходного упаковочного материала. К примеру, варианты осуществления настоящего изобретения могут располагать мозаикой заготовки коробок в исходном упаковочном материале, позволяя одному производящему устройству производить несколько коробок параллельно, и в то же время минимизировать отходы. Оптимизация расположения заготовок коробок в исходном упаковочном материале может происходить с использованием определения и выбора оптимальной конструкции упаковки, или может происходить как отдельный процесс.
[0043] Фиг. 1 иллюстрирует пример архитектуры 100 производства, которая облегчает оптимизацию производства упаковочной продукции. Обращаясь к Фиг. 1, архитектура 100 производства включает в себя производственную машину 102 для упаковки, компьютерную систему 104 и хранилище 106 данных. Каждый из изображенных компонентов и машин соединен друг с другом через (или является частью) сеть связи, такую как, к примеру, локальная вычислительная сеть ("LAN"), глобальная вычислительная сеть ("WAN"), или даже сеть Интернет. Соответственно, каждая из изображенных компьютерных систем, а также и любые другие подключенные компьютерные системы, машины, и их компоненты, могут создавать относящиеся к сообщениям данные и обмениваться относящимися к сообщениям данными (например, датаграммами протокола Internet ("IP") и других протоколов верхнего уровня, которые используют датаграммы IP, такие как протокол управления передачей ("TCP"), протокол передачи гипертекста ("HTTP"), Простой протокол электронной почты ("SMTP"), и так далее) через сеть связи.
[0044] Производственная машина 102 для упаковки включает в себя одну или более производственных линий, таких как изображенные производственные линии 102A, 102B, и 102C. Каждая из производственных линий 102A, 102B, и 102C может быть загружена первичными упаковочными материалами, такими как, к примеру, сложенный гармошкой или скатанный в рулон гофрированный картон. Как изображено, каждая из производственных линий 102A, 102B, и 102C, имеет разную максимальную ширину для первичных упаковочных материалов. По мере производства производственными линиями 102A, 102B, и 102C упаковочной продукции (например, заготовок коробок), производственная машина 102 для упаковочного материала может поддерживать местное хранилище данных использования. Производственная машина 102 для упаковки может включать в себя NIC для передачи данных по сети. По мере необходимости или через желаемые интервалы времени, производственная машина 102 для упаковки может передавать данные использования из местного хранилища в компьютерную систему 104 и/или хранилище 106 данных, используя NIC. Вертикальные эллипсы выше и ниже производственной машины 102 для упаковки символизируют, что одна или более дополнительных производственных машин для упаковки могут быть включены в архитектуру 100 производства.
[0045] Обычно, хранилище 106 данных может хранить разные виды информации для оптимизации производства упаковочной продукции. К примеру, хранилище 106 данных может хранить информацию для одной или более производственных машин для упаковки, таких как, к примеру, производственная машина 102 для упаковки. Сохраненная информация для производственных машин для упаковки может включать в себя виды производственной машины для упаковки, стоимость запуска производственной машины для упаковки, виды первичных упаковочных материалов, доступных в производственных машинах для упаковки, группы конструкций, используемые для оптимизации производства упаковки в производственных машинах для упаковки, и так далее. Как изображено в архитектуре 100 производства, хранилище 106 данных в частности включает в себя таблицу 301 конструкций упаковки, таблицу 501 упаковочных материалов, и таблицу 502 данных о машине.
[0046] Компьютерная система 104 включает в себя модуль 112 оптимизации. Обычно, модуль 112 оптимизации выполнен с возможностью оптимизировать производство упаковочной продукции. В некоторых вариантах осуществления, модуль 112 оптимизации включает в себя функциональные возможности конструкции упаковочного материала в реальном времени. Когда упаковочный материал должен быть произведен, модуль 112 оптимизации может обратиться к данным в хранилище 106 данных, чтобы определить, как оптимизировать производство упаковочного материала. Когда оптимизация определена, модуль 112 оптимизации может послать команды производственной машине для упаковки. Команды инструктируют производственную машину для упаковки произвести упаковочный материал в соответствии с определенной оптимизацией.
[0047] В некоторых вариантах осуществления, компьютерная система 104 и/или производственная машина 102 для упаковки использует всю или некоторую информацию из хранилища 106 данных, чтобы оптимизировать то, какие виды и/или размеры заготовок упаковок должны быть сделаны производственной машиной 102 для упаковки. В некоторых вариантах осуществления компьютерная система 104 и/или производственная машина 102 для упаковки также оптимизирует то, какая производственная линия должна быть использована для производства упаковочного материала из первичных упаковочных материалов.
[0048] Кроме того, хотя производственная машина 102 для упаковки, компьютерная система 104, и хранилище 106 данных изображены отдельно, компоненты и данные, изображенные на производственной машине 102, компьютерная система 104, и хранилище 106 данных могут быть объединены. К примеру, может быть, что компьютерная система 104 является физически встроенной в производственную машину 102 для упаковки. Подобным образом, хранилище 106 данных может быть физически встроено в компьютерную систему 104 и/или производственную машину 102 для упаковки.
[0049] В некоторых вариантах осуществления, упаковочный материал является заготовкой коробки. Заготовка коробки может быть дополнительно обработана (например, сложена, а края соединены вместе) чтобы получить коробку. Разные типы коробок или других упаковок могут быть использованы или желательны для разных проектов. Размер коробки может варьироваться в зависимости от того, что будет вложено в коробку. Другие виды или признаки могут также быть рассмотрены при определении, какой вид и/или размер коробки является желательным для конкретного использования или применения. Вложение тяжелого или хрупкого объекта может, к примеру, диктовать использовать коробку из материала определенного вида, или использовать коробку, которая имеет улучшенные защитные свойства (например, клеевой клапан, встроенный угловой амортизатор, полноразмерные клапаны, и так далее).
[0050] Таким образом, как описано, в общем, компоненты архитектуры 100 производства могут быть использованы для оптимизации производства упаковочной продукции на основании любого числа разных признаков или соображений. Для облегчения использования архитектуры 100 производства в идентификации подходящей упаковки для объекта, любое число разных конструкций или видов упаковки могут быть рассмотрены. Каждый вид или конструкция упаковки могут иметь разную форму, вид или другой признак. К примеру, некоторая конструкция коробки может иметь верхние и/или нижние клапаны, которые примерно равны половине ширины законченной коробки. Для других конструкций коробки, верхние и/или нижние клапаны могут быть равны или меньше полной ширины коробки. Эти и другие виды коробок могут также включать в себя клеевые или крепящиеся скобками клапаны для сборки, имеющие встроенные угловые амортизаторы, встроенные в верхние и/или нижние клапаны, или иметь другие признаки или их сочетание.
[0051] Фиг. 2 иллюстрирует блок-схему примерного способа 200 оптимизации производства упаковочной продукции. Способ 200 будет описан в отношении компонентов и данных компьютерной архитектуры 100. Во время описания способа 200 также обратимся к Фиг. 3, 4, 5A, и 5B.
[0052] Способ 200 включает в себя действие по приему информации о производстве упаковки для производства упаковочного материала, эта информация о производстве упаковки по меньшей мере определяет размер этого упаковочного материала (действие 201). К примеру, компьютерная система 104 может принимать информацию 111 о производстве упаковки. Информация 111 о производстве упаковки может задавать размер упаковочного материала (например, коробки). Информация 111 о производстве упаковки может также включать в себя другую информацию, которую модуль 112 оптимизации может использовать, чтобы определить, как оптимизировать производство этого упаковочного материала. К примеру, другая информация может включать в себя количество производимых коробок, выбранную группу конструкций, производственные условия, доступные производственные машины для упаковки, стоимость производственного периода, и так далее.
[0053] В некоторых вариантах осуществления, информация 111 о производстве упаковки формулируется в автоматическом режиме на другой компьютерной системе или даже в другом модуле компьютерной системы 104. В других вариантах осуществления, пользователь-человек вводит информацию 111 о производстве упаковки через пользовательский интерфейс, к примеру, предусмотренный на компьютерной системе 104 или некотором другом сетевом расположении. Кратко обращаясь к Фиг. 4, пользовательский интерфейс 401 изображает разные элементы управления пользовательского интерфейса для ввода информации о производстве упаковки. Оператор или другой пользователь может использовать пользовательский интерфейс 401, чтобы ввести измерения коробки, количество производимых коробок, выбрать группы конструкций, указать производственные условия, выбрать доступные производственные машины, и указать стоимость производственного периода. К примеру, через пользовательский интерфейс 401, пользователь может выбрать группу 302a конструкций и указать, что производственная машина 102 для упаковки является доступной. Информация о производстве упаковки, введенная через пользовательский интерфейс 401, может быть включена в информацию 111 о производстве упаковки.
[0054] Способ 200 включает в себя действие по обращению к множеству разных конструкции упаковки, каждая из множества разных конструкций упаковки указывает значения для сочетания характеристик производства упаковки, указанные значения для сочетаний характеристик производства упаковки используют, когда производят упаковочный материал в соответствии с конструкцией упаковки (действие 202). К примеру, компьютерная система 104 может обратиться к таблице 301 конструкций упаковки. Обращаясь теперь к Фиг. 3, таблица 301 конструкций упаковки имеет колонки, включающие в себя группы 302 конструкций, признаки 310 конструкций, показатель 311 предпочтений, варианты 312, ограничения 308, и описание 314.
[0055] Группы 302 конструкций включают в себя некоторое число группы 302a конструкций, 302b, 302c, 302d, 302e, 302f, и так далее. Каждая группа конструкций может включать в себя одну или более основных конструкций. К примеру, группа 302a конструкций включает в себя основные конструкции 304. Каждая основная конструкция может относиться к определенному алгоритму или другой конструкции, которая может быть отмечена, оценена или другим образом связана с основными конструкциями в соответствующей группе конструкций.
[0056] Иерархия может быть установлена в группах конструкций. К примеру, основная конструкция 304a имеет несколько конструкций 306 упаковки, определенных в ней. Каждая из конструкций 306 упаковки относится к основной конструкции 304a, частью которой она является. Однако каждая из конструкций 306 упаковки включает в себя по меньшей мере одно отличное значение или отличную возможность в признаках 310 конструкций, показателе 311 предпочтений, вариантах 312, и/или ограничениях 308, которое отличает ее от других конструкций 306 упаковки. К примеру, разные конструкции 306 упаковки могут относиться к одной и той же основной конструкции с взаимозаменяемыми измерениями длины, ширины и высоты, добавленными поддонами и сепараторами в конструкции, или другими признаками или аспектами, общими с основной конструкцией.
[0057] В некоторых вариантах осуществления, основные конструкции 304 могут соответствовать разным видам коробок. К примеру, основная конструкция 304a может соответствовать коробкам, имеющим конструкцию картонной коробки с четырьмя равновеликими клапанами на дне и крышке ("RSC"), коробкам с полностью перекрывающимися клапанами, коробкам со встроенными угловыми амортизаторами, коробкам с нижней конструкцией крышки с отделимым дном, и компонентам крышки. Другие основные конструкции 304 соответствуют другим видам конструкций упаковки. Каждая конструкция упаковки может иметь одну или более связанных с ними формул, которые могут быть использованы для производства этой конструкции. К примеру, если основная конструкция используется для производства прямоугольной коробки, формула может использовать желаемую длину, ширину и высоту для собранной коробки. На основании основной конструкции, производят заготовку коробки. Заготовка коробки может быть сложена, чтобы произвести коробку определенной длины, ширины и высоты, и которая также предлагает другие характеристики или признаки конкретной основной конструкции.
[0058] Таким образом, различные конструкции 306 упаковки могут быть рассмотрены как суб-конструкции в рамках основной конструкции 304a. Каждая из конструкций 306 упаковки может использовать похожую или даже по существу ту же самую формулу с некоторой вариацией.
[0059] При необходимости, компьютерная система 104 может также обращаться к одной или более таблицам 501 упаковочных материалов и таблицам 502 данных о машине. Обращаясь к Фиг. 5A, таблица 501 упаковочных материалов показывает аспекты одного или более упаковочных материалов, которые являются доступными в архитектуре 100 производства, некоторые из которых могут быть доступны в производственной машине 102 для упаковки. К примеру, таблица 501 упаковочных материалов показывает аспекты упаковочного материала, такие как, к примеру, название, вид, ширина, плотность, количество и стоимость.
[0060] Обращаясь к Фиг. 5B, таблица 502 данных о машине показывает аспекты одной или более производственных машин для упаковки в архитектуре 100 производства, в том числе машину производственную 102 для упаковки. К примеру, таблица 502 данных о машине показывает производственные машины для упаковки, в том числе название, связанные эксплуатационные затраты (например, относительная стоимость для каждой секунды, которая требуется для производства упаковочного материала), доступность других упаковочных материалов, и так далее.
[0061] Способ 200 включает в себя действие по выбору конструкции упаковки, среди множества разных конструкций упаковки, для производства упаковочного материала, выбор основывается на пригодности выбранной конструкции упаковки для производства упаковочного материала в соответствии с информацией о производстве упаковки (действие 203). К примеру, модуль 112 оптимизации может выбрать конструкцию 306a упаковки на основании пригодности конструкции 306a упаковочного материала для производства упаковочного материала (например, заготовки коробки) в соответствии с информацией 111 о производстве упаковки. Содержимое таблицы 501 упаковочных материалов и/или таблицы 502 данных о машине может также быть учтено при выборе конструкции 306a упаковки. Любое число разных алгоритмов рассмотрения таблицы 301 конструкций упаковки и одной или более из таблиц 501 упаковочных материалов или таблиц 502 данных о машине, может быть использовано для выбора конструкции упаковки.
[0062] В некоторых вариантах осуществления, алгоритм обрабатывает одно или более значений и/или вариантов из таблицы 301 конструкций упаковки и одно или более значений и/или вариантов из таблицы 501 упаковочных материалов и/или из таблицы 502 данных о машине для формирования значений оценки для разных конструкций упаковки. На основании сформированных значений оценки модуль 112 оптимизации может выбрать конструкцию упаковки.
[0063] Способ 200 включает в себя действие по передаче команд для производства упаковочного материала производственной машине для упаковки, причем команды инструктируют производственную машину для упаковки использовать доступные первичные материалы, достаточные для заданного размера и в соответствии с выбранной конструкцией упаковки (действие 204). К примеру, компьютерная система 104 может послать команды 114 производства 114 производственной машине 102 для упаковки. Команды 114 производства упаковки инструктируют производственную машину 102 для упаковки использовать первичные материалы, достаточные для создания упаковочного материала размера, заданного в информации о производстве упаковки, и создать упаковочный материал в соответствии с конструкцией 306a упаковки.
[0064] Другие варианты осуществления настоящего изобретения включают в себя создание информации об упаковке и затем использования созданной информации об упаковке для выбора конструкции упаковки. Фиг. 6 иллюстрирует блок-схему примерного способа 600 выбора конструкции для упаковочного материала. Способ 600 будет описан со ссылкой на Фиг. 3, 4, 5A, 5B, и 7.
[0065] Способ 600 включает в себя действие по определению группы конструкций (действие 601). К примеру, обращаясь к Фиг. 3, могут быть определены группы 302 конструкций. Группы 302 конструкций могут в общем относиться к наборам разных загрузок, предпочтений, ограничений и других соображений, или сочетаний вышеупомянутого, которые пользователь, оператор, заказчик, или другая персона или субъект применяют к определенной конструкции. К примеру, разные группы конструкций могут быть сконструированы для использования с разными продуктами, разными видами продуктов (например, хрупкое в сравнении с нехрупким, дорогое в сравнении с недорогим, и так далее), разными заказчиками, и тому подобным.
[0066] Способ 600 включает в себя действие по установлению иерархии в рамках групп конструкций (действие 602). К примеру, каждая группа 302 конструкций может быть соотнесена с одной или более разными основными конструкциями 304. Каждая основная конструкция 304 может относиться к конкретному алгоритму или другой конструкции, которая может быть отмечена, оценена, или иным образом соотнесена с другими основными конструкциями 304 в рамках группы 302 конструкций. Каждая основная конструкция 304 может также быть соотнесена с одной или более конструкциями упаковки. К примеру, основная конструкция 304a включает в себя конструкции 306 упаковки.
[0067] Установление иерархии в рамках сгруппированных конструкций может включать в себя назначение значений для одного или более признаков 310 конструкций, показателей 311 предпочтений, вариантов 312, ограничений 308, или описаний 314 для каждой конструкции упаковки. Таким образом, каждая конструкция 306 упаковки относится к основной конструкции 304a, но включает в себя множество разных вариантов. Соответственно, различные конструкции 306 упаковки могут быть рассмотрены как суб-конструкции в рамках основной конструкции 304a, и могут использовать одинаковую формулу или по существу ту же самую формулу, но с некоторыми вариациями. К примеру, разные конструкции 306 упаковки могут относиться к одной и той же основной конструкции с взаимозаменяемыми измерениями длины, ширины и высоты, добавленными поддонами и сепараторами в конструкции, или другими признаками или аспектами, общими с основной конструкцией 304a.
[0068] В некоторых вариантах осуществления, установление иерархии включает в себя создание основных конструкций, которые соответствуют разным видам коробок. К примеру, некоторые из основных конструкций 304 могут соответствовать коробкам, имеющим RSC конструкцию, коробкам с полностью перекрывающимися клапанами, коробкам со встроенными угловыми амортизаторами, коробкам с нижней конструкцией крышки с отделимым дном, и компонентам крышки. Другие из основных конструкций 304 соответствуют другим видам конструкций упаковки. Каждая конструкция упаковки может иметь одну или более соответствующих им формул, которые могут быть использованы для производства этой конструкции. К примеру, если основная конструкция используется для производства прямоугольной коробки, формула может использовать желаемую длину, ширину и высоту для собранной коробки, а затем производят заготовку коробки, которая может быть сложена для производства коробки определенной длины, ширины и высоты, и которая также предлагает другие характеристики или признаки конкретной основной конструкции.
[0069] В некоторых вариантах осуществления, единственный вид упаковки может быть произведен, используя желаемую длину, высоту и ширину желаемой коробки. Имеются, однако, вплоть до шести разных сочетаний, которые могут быть получены, просто изменением значений длины, высоты, и ширины. Таким образом, если пользователь вводит значения длины, высоты, и ширины, различные конструкции 306 упаковки могут относиться к разным сочетаниям (например, используя длину в качестве высоты, высоты в качестве ширины, а ширины в качестве длины). Пользователь может ввести измерения одним способом, а затем модуль 112 оптимизации может оценить измерения в шести разных сочетаниях. К примеру, коробка может иметь следующие измерения:
Измерение 1: 12 дюймов
Измерение 2: 18 дюймов
Измерение 3: 14 дюймов.
[0070] Эта одна и та же коробка может также быть описана любым нижеследующим способом: Длина/Ширина/Высота:
A: 12'' на 18'' на 14''
B: 12'' на 14'' на 18''
C: 18'' на 12'' на 14''
D: 18'' на 14'' на 12''
E: 14'' на 12'' на 18''
F: 14'' на 18'' на 12''
[0071] В конечном счете, любое из этих сочетаний одних и тех же измерений может быть использовано для производства коробки, которая имеет те же общие измерения (а именно 12 дюймов на 18 дюймов на 14 дюймов). Однако, поскольку измерения вводятся в формулу в том или ином виде, размер и форма двумерной заготовки, которая может быть сложена для произведения коробки указанного размера, может быть различной. В некоторых случаях, ширина и длина заготовки может быть изменена на основании конкретного сочетания измерений длины/ширины/высоты. В частности, когда производственная машина для упаковки имеет доступ к ограниченному набору видов материалов (например, сложенный в гармошку или скатанный в рулон гофрированный картон фиксированных ширин), размер заготовки может иметь значение в общей стоимости производства коробки. Разные размерные сочетания могут также затрагивать количество материала, требуемого для сборки или закрывания коробки, время на сборку коробки, сложность в сборке коробки, и тому подобное. К примеру, коробки разных размеров могут требовать разное количество клея или других клеящих материалов, скобок, стягивающих лент, или других материалов, используемых для подготовки, сооружения, маркировки, и/или закрытия коробки.
[0072] Для иллюстрации, введенные измерения для первой заготовки коробки могут быть примерно 50 дюймов шириной и около 64 дюймов длиной. Введенные измерения для второй заготовки коробки может быть около 80 дюймов шириной и около 40 дюймов длиной. Таким образом, общая площадь и первой заготовки коробки и второй заготовки коробки составляет 3200 кв. дюймов. Производственная машина для упаковки может иметь доступ к сложенным гармошкой или скатанным в рулон производственным материалам, которые имеют 55 дюймов в ширину и 100 дюймов в ширину. Таким образом, даже если общие площади равны, больше упаковочных материалов может быть необходимо для производства второй заготовки коробки.
[0073] К примеру, если вторая заготовка коробки производится из материала шириной в 100 дюймов, 4000 кв. дюймов (то есть 100 дюймов на 40 дюймов) производственных материалов используют для производства второй заготовки коробки. Если вторая заготовка коробки повернута и произведена из материала, сложенный гармошкой, 55 дюймов шириной 4400 кв. дюймов (то есть 55 дюймов на 80 дюймов) производственных материалов используют для производства второй заготовки коробки. Для сравнения, первая заготовка коробки может быть произведена из материала шириной 55 дюймов, так, чтобы общий использованный материал равнялся 3520 кв. дюймам (то есть 55 дюймов на 64 дюймов).
[0074] Таким образом, изменение порядка, в котором измерения вводятся для производства одного и того же вида коробки может иметь влияние на коробку или стоимость производства коробки. Введенные измерения могут также затрагивать другие аспекты производства упаковки. К примеру, прочность конструкции коробки также может меняться (например, посредством изменения длины клеевого/скобочного клапана), сложность сборки может возрастать, общий эстетический вид коробки может меняться, или некоторые другие характеристики или признаки могут меняться исключительно на основании того, какие измерения использованы в качестве длины, ширины, или высоты. Более того, другие изменения к основной конструкции 304 могут также быть рассмотрены в рамках суб-конструкции (например, добавление вкладышей или обрешетки к поддону или внутри коробки).
[0075] Установление иерархии в рамках групп конструкций может также включать в себя определение одного или более признаков 310 конструкций, таких как, к примеру, эстетики, труда, объема выпуска, стоимостей сборки/материала, и защитные свойства для каждой конструкции упаковки. Установление иерархии может так же включать в себя определение показателя 311 предпочтений для каждой конструкции упаковки
[0076] Установление иерархии в рамках групп конструкций может также включать в себя определение вариантов 312 для каждой конструкции упаковки. К примеру, варианты 312 могут быть определены, чтобы указывать, может ли эта конструкция быть повернута, зеркально отображена, и иметь несколько продуктов для конкретной конструкции 306 упаковки или основной конструкции 304. Как правило, повернутые или зеркально отображенные версии основной конструкции (или конкретной конструкции упаковки) могут иметь, как правило, те же самые измерения общей двумерной заготовки соответствующей конструкции. Может оказаться выгодным повернуть конструкцию. К примеру, упаковочные материалы (например, сложенные гармошкой или скатанные в рулон гофрированные материалы) могут быть доступны только в некоторых ширинах. Заготовка, которая шириной в 60 дюймов на 40 дюймов в длину может, таким образом, быть произведена из сложенного гармошкой материала, имеющего ширину в 75 дюймов. Однако, посредством поворота заготовки, та же самая конструкция может быть произведена, используя сложенный гармошкой материал, имеющий ширину в 42 дюйма, тем самым снижая общее использование материала при производстве заготовки.
[0077] Для конструкций 306 упаковки с возможностью нескольких продуктов (например, PD1, PD2, PD3, PD5, и PD7, как показано на Фиг. 3), несколько заготовок могут быть произведены бок-о-бок (или «мозаично») в производственном материале. То есть по существу полная ширина производственного материала (например, сложенного гармошкой гофрированного картона) может быть использована для производства множества (например, двух) упаковочной продукции (например, заготовок коробок) преимущественно или полностью параллельно. Обеспечение возможности множественного производства может позволить производить бок-о-бок несколько идентичных конструкций, или может даже позволить производить бок-о-бок разные конструкции.
[0078] Расположение мозаикой упаковочной продукции для производства упаковочной продукции параллельно может значительно увеличить скорость и эффективность, с которой упаковочная продукция производится, и может помочь максимизировать использование ограниченного аппаратного обеспечения производственной машины для упаковки. Вместе с тем, используя по существу полную ширину производственных материалов, значительно снижает и может потенциально устранить, отходы производственного материала. Производство нескольких заготовок бок-о-бок рассмотрено более подробно со ссылкой по меньшей мере на Фиг. 8 и 9.
[0079] В вышеприведенном описании, особо упоминается размер сложенного гармошкой или другого упаковочного материала и/или размеры упаковок и/или заготовок упаковок. Следует учесть, что эти размеры являются только примерными и приведены для иллюстрации примерных условий, в которых разные варианты конструкции могут быть использованы. В таблице 301 конструкций упаковки, никакие размеры не включены для группы 302 конструкций, основных конструкций 304, или конструкции 306 упаковки. Хотя это необязательно, исключение размеров может позволить подлежать рассмотрению более широкому диапазону упаковок.
[0080] К примеру, вместо определения группы конструкций для каждого размера продукта или каждого возможного размера упаковки, определение аналогичного этому в таблице конструкций упаковки является более разумным и позволяет назначение видов продукции для каждой группы 302 конструкций. Каждая основная конструкция 304 и подгруппа 306 конструкций упаковки может иметь формулу для вычисления размера для заготовки упаковки, так чтобы широкий диапазон размеров упаковки мог быть оценен. Более того, в некоторых вариантах осуществления, одна группа конструкций может быть в составе иерархии другой группы конструкций. К примеру, посредством выбора одной группы конструкций, одна или более других групп конструкций и основных конструкций и/или конструкций упаковки 304, 306 также могут быть рассмотрены в этом отношении.
[0081] В некоторых вариантах осуществления, пользователь или компьютерная система назначают значения для ограничений 308 для группы конструкций. Способ 600 включает в себя действие назначения ограничений/условий (действие 603). В таблице 301 конструкций упаковки, основным конструкциям 304 и конструкциям 306 упаковки можно назначить ограничения и/или условия (например, ограничения 308). К примеру, конструкции упаковки назначено ограничение размера (например, максимальный размер должен быть менее 34 дюймов). В этом конкретном примере, конструкция упаковки может позволять любому размеру быть вплоть до заданного значения. Если размер превосходит заданное значение, существует возможность, что эта заготовка не может быть произведена желаемой производственной машиной для упаковки, поскольку будет производиться с нежелательными линиями сгиба или иметь некоторые другие особенности или их сочетание.
[0082] Может быть назначен любой вид условий или ограничений. К примеру, могут быть применены абсолютный размер или ограничения по размерам, могут быть применены относительные размеры или ограничения по размерам (например, соотношение длины к ширине должно быть меньшим, чем 7:1). Ограничения или условия могут ограничивать или требовать использовать особую производственную машину для упаковки для производства этой конструкции, или что сложенный гармошкой материал особого качества был использован. Разумеется, другие соображения могут быть использованы в идентификации ограничений или условий. Таким образом, ограничение или условие может быть использовано, чтобы установить обстоятельства чтобы, при существовании, исключать конкретную конструкцию из дальнейшего рассмотрения или использования.
[0083] В некоторых вариантах осуществления, пользователь или компьютерная система назначает значение для показателя 311 предпочтений или для других приоритетов или стоимости для группы конструкций. Способ 600 включает в себя действие назначения предпочтений/приоритетов/стоимостей (действие 604). Предпочтения или приоритеты могут быть назначены в любом количестве разных категорий. К примеру, в таблице 301 конструкций упаковки, предпочтения или приоритеты могут быть назначены признакам 310 конструкций. Примерные признаки конструкции, которые могут быть использованы при задании предпочтений, приоритетов, стоимостей, и тому подобного, включают в себя эстетический вид, рабочее время, производственные возможности, стоимость материалов для сборки/закрытия, защитные способности, или другие предпочтения или их сочетания.
[0084] Одно или более (возможно все) сочетания значений для относящихся к конструкции признаков 310 могут быть взвешены. Значения могут быть взвешены и назначены автоматически, или могут быть назначены инженером или другим пользователем, оператором, или персоной, осведомленной о системе, описанной в настоящем документе. К примеру, каждый разный признак конструкции может быть взвешен по-своему. Если конкретная группа 302 конструкций вероятно будет использована с хрупкими или тяжелыми предметами, защитные свойства коробки могут быть особенно важными. С другой стороны, если группа 302 конструкций подлежит использованию для дорогих изделий или элитных потребителей, эстетический вид может быть особо важен. Для изделий, выпускаемых в больших объемах, рабочее время, производственные возможности, стоимость материалов для сборки, и тому подобное могут иметь высокую ценность.
[0085] Таким образом, каждая группа 302 конструкций может быть рассмотрена посредством взвешивания разных относящихся к конструкции признаков 310 в любом количестве разных способов. Более того, разные группы 302 конструкций могут иметь разные рассматриваемые виды основных конструкций 304 и конструкции 306 упаковки. К примеру, некоторые группы 302 конструкций могут не рассматривать коробки со встроенными угловыми амортизаторами (например, для изделий, которые не требуют какой-либо дополнительной защиты или которые имеют странную форму), в то время как только некоторые группы 302 конструкций могут рассматривать заготовки, которые производятся в двух или более отдельных частях (например, группа 302 конструкций для крупных изделий). Таким образом, каждая группа 302 конструкций может быть специализированна не только способом, в котором признаки 310 оценивают и взвешивают, но и в котором основные конструкции 304 и/или конструкции 306 упаковки включаются в качестве вариантов в конкретные группы 302 конструкций.
[0086] Некоторое число разных признаков 310 конструкций и показателя 311 предпочтений прямо изображены в таблице 301 конструкций упаковки. Некоторым конструкциям упаковки может не быть назначено значение для каждого из признаков 310 конструкций и/или для показателя 311 предпочтений. В некоторых вариантах осуществления, ни одному из признаков 310 конструкций не назначены значения. Таким образом, значение для показателя 311 предпочтений может быть единственным значением, назначенным конкретной конструкции. Значение для показателя 311 предпочтений может быть основано на определенном сочетании относящихся к конструкции признаков, считающихся важными для этой группы конструкций. Значение предпочтения может быть числовым значением (например, по шкале от 0 до 100), буквенным значением (например, значением между A и F), величиной стоимости (например, объединенной стоимостью производства коробки на основании признаков 310 конструкции), или другим видом значения, или их сочетанием.
[0087] Способ 600 включает в себя действие по заданию дополнительной информации (действие 605). К примеру, снова ссылаясь на Фиг. 5A и 5B, таблица 501 упаковочных материалов и таблица 502 данных о машине могут также быть заданы. Таблица 501 упаковочных материалов может быть задана для описания аспектов одного или более упаковочных материалов, которые доступны в архитектуре 100 производства. К примеру, таблица 501 упаковочных материалов описывает такие аспекты упаковочных материалов как ширины производственных материалов, сложенных гармошкой, которые доступны, доступное количество подобного сложенного гармошкой материала, и стоимость каждого вида материала. Таблица 502 данных о машине может быть задана для описания аспектов одной или более производственных машин для упаковки, которые имеются в архитектуре 100 производства. К примеру, таблица 502 данных о машине описывает такие аспекты производственной машины для упаковки как стоимость в секунду для работы (стоимость эксплуатации) и доступ к разным размерам упаковочного материала.
[0088] Варианты осуществления настоящего изобретения включают в себя систему оптимизации конструкции в реальном времени, которая использует доступную информацию, чтобы выбирать или идентифицировать одну или более оптимальных конструкций упаковки. На основании информации о конструкции, информации об упаковочном материале, и информации о производственной машине для упаковки, конструкция упаковочного материала может быть выбрана. Система оптимизации конструкции в реальном времени может также учитывать дополнительно введенную пользователем информацию, относящуюся к работе (например, от оператора) для облегчения выбора конструкции.
[0089] Способ 600 включает в себя действие ввода информации, относящейся к работе (действие 606). К примеру, снова кратко обращаясь к Фиг. 4, система оптимизации конструкции в реальном времени может рассматривать информацию, относящуюся к работе, введенную через пользовательский интерфейс 401. Информация, относящаяся к работе, может указывать работу для одной коробки, нескольких идентичных коробок, или нескольких разных коробок. При вводе информации в пользовательском интерфейсе 401, оператор или другой пользователь может ввести такую информацию как группа конструкций, которую необходимо использовать. Как отмечено выше, каждая группа конструкций может включать в себя разные виды конструкций упаковки.
[0090] Дополнительно, или в качестве варианта, каждая группа конструкций может взвешивать разные признаки, относящиеся к конструкции разными способами. К примеру, как изображено в пользовательском интерфейсе 401, одна или более групп 302 конструкций идентифицированы вместе с базовым описанием этой группы конструкций. Описание может включать в себя размер, вес, категорию продукта, или другую информацию, которую оператор может использовать для идентификации того, какую группу конструкций следует рассматривать. В некоторых вариантах осуществления несколько групп конструкций выбираются пользователем для рассмотрения.
[0091] Способ 600 включает в себя действие обновления информации (действие 607). К примеру, пользовательский интерфейс 401 изображает различные поля, в которых пользователь может вводить информацию о размерах. Оператор может знать, к примеру, что желаемая коробка имеет размеры A, B и C, в этом случае, такие измерения могут быть введены в соответствующие поля пользовательского интерфейса 401. Информация о размерах может быть введена также в ряде других единиц. К примеру, система может требовать размеры в дюймах, футах, сантиметрах, метрах, или других измерениях. Пользователь может также быть способным указать единицы, в которых введено указанное значение. К примеру, выпадающее окно может позволить пользователю указать, что единицы представлены в дюймах, а не в сантиметрах.
[0092] Другая информация может также быть введена. К примеру, в пользовательском интерфейсе 401, оператор или другой пользователь может ввести информацию о производственных условиях. Если возникает происшествие, которое замедляет или останавливает производство, это условие может быть введено. Триггерная кнопка или другой механизм ввода может быть использован, чтобы указать, что производство остановлено или замедлено. Пользовательский интерфейс 401 может также быть использован для ввода стоимости времени. Стоимость времени может возрастать при остановке или замедлении производства. Как описано, стоимость времени может быть использована для оценки времени производства. Для высоких стоимостей производства, система оптимизации в реальном времени может изыскивать решение, которое снизит время производства. Дополнительная информация может тоже быть введена. К примеру, дополнительная информация о доступности сложенного гармошкой или других производственных материалов, идентификации производственных машин, которые отключены, или другая информация, или их сочетание, может также быть указана.
[0093] Способ 600 включает в себя действие идентификации одобренных конструктивных решений (действие 608). К примеру, система оптимизации конструкции в реальном времени может учесть информацию о размерах и другую информацию, заданную пользователем с учетом ограничений конструкции, чтобы оценить каждую основную конструкцию в указанной группе конструкций. Конструкции, которые могут удовлетворить информации, введенной пользователем, с учетом ограничений конструкции, идентифицируются как одобренные конструкционные решения. Список одобренных решений может быть отображен пользователю и/или сохранен (например, в хранилище 106 данных).
[0094] Система оптимизации конструкции в реальном времени может оценить ограничения или другие условия, заданные для любой конструкции в группе конструкций. Если, к примеру, конструкция имеет ограничения, которые не удовлетворены (например, ограничение по размеру, ограничения по измерениям, ограничения производственной машины для упаковки, ограничение по качеству материала и так далее), эта конструкция может быть исключена из списка возможных решений. Также могут быть оценены другие ограничения или условия. К примеру, дополнительные условия могут относиться к доступности материала, сложенного гармошкой, или производственных машин (например, конструкция может быть произведена только конкретной машиной), стоимость времени (например, использовать, только если стоимость времени, ниже некоторых значений), или на основании других факторов, или любого сочетания вышеперечисленного.
[0095] Способ 600 включает в себя действие вычисления стоимости материала (действие 609). К примеру, система оптимизации конструкции в реальном времени может идентифицировать ширины сложенного гармошкой материала, которые доступны в производственных машинах для упаковки (например, в производственной машине 102 для упаковки). Для каждого одобренного решения система оптимизации конструкции в реальном времени может вычислить объем сложенного гармошкой материала, используемого для производства этой конструкции. Объем использованного сложенного гармошкой материала может быть основан не только лишь на отпечаток заготовки упаковки, но и на общее использование сложенного гармошкой материала, на основании ширины сложенного гармошкой материала.
[0096] Таким образом, заготовка упаковки измерением 50 дюймов ширины на 30 дюймов длины, может иметь площадь в 1500 кв. дюймов. Если, однако, эта заготовка упаковки производится из сложенного гармошкой материала, с измерением в 60 дюймов шириной, общее использование материалов может быть равно 1800 кв. дюймов. Повернутый вариант той же конструкции может быть потенциально произведен из сложенного гармошкой материала, с измерением в 32 дюйма ширины, так, чтобы повернутый вариант мог быть произведен, используя примерно 1600 кв. дюймов сложенного гармошкой материала. Таким образом, вычисление стоимости материала может также включать в себя принятие во внимание доступные материалы, доступные производственным машинам для упаковки, включая их разные размеры, качества, и количества.
[0097] Зная использование сложенного гармошкой материала, стоимость может быть вычислена. К примеру, для сложенного гармошкой материала, имеющего стоимость в $0,03 за кв. фут, общая стоимость 1600 кв. дюймов сложенного гармошкой материала может быть около $0,33. Общая стоимость 1800 кв. дюймов сложенного гармошкой материала может тогда быть около $0,38. Соответственно, на основании разных ширин доступного сложенного гармошкой материала, и разных основных конструкции 304 и суб-конструкций 306 в рамках группы 302 конструкций, ряд разных стоимостей может быть получен для сложенного гармошкой материала. Более того, разные ширины сложенного гармошкой материала могут иметь различные сопутствующие расходы. К примеру, качество сложенного гармошкой материала может варьироваться таким образом, что стоимость одного сложенного гармошкой материала выше относительно другого (например, стоимость за квадратный фут различается для разного сложенного гармошкой материала). В других вариантах осуществления, производитель может хотеть ликвидировать отдельную ширину материала, сложенного гармошкой, так что более низкая стоимость может быть назначена такому сложенному гармошкой материалу.
[0098] Объем материала, используемого для производства конструкции - и, таким образом, стоимость материала для коробки или другой упаковки — может быть фактором в определении, какую коробку производить. Однако другие факторы могут также быть рассмотрены. К примеру, как описано, каждая основная конструкция или конструкция 304, 306 упаковки, в рамках группы 302 конструкций могут иметь определенные значения или предпочтения, назначенные на основании относящихся к конструкции признаков 310. Таким образом, система оптимизации конструкции в реальном времени может учесть ряд относящихся к конструкции признаков, прежде чем идентифицировать оптимальную конструкцию.
[0099] К примеру, заготовка коробки, произведенная с меньшей стоимостью материала, может, тем не менее, иметь дорогие материалы для сборки/закрывания, или высокие трудозатраты, относящиеся к сборке коробки. Эти и другие фактор могут перевесить более низкую стоимость материала, приводя к выбору альтернативной конструкции. В других вариантах осуществления, низкая стоимость материала конструкции может также иметь низкие эстетические или защитные свойства. В результате, когда система оптимизации конструкции в реальном времени оценивает различные аспекты, группа конструкций с высоким весом или предпочтением эстетичности и/или защитных способностей может также перевесить относительно более низкую стоимость материала одной конструкцией над другой.
[00100] Способ 600 включает в себя действие назначения оценок предпочтения (действие 610). К примеру, система оптимизации конструкции в реальном времени может назначать оценку предпочтения для каждого одобренного решения из действия 608. Способ 600 включает в себя действие объединения оценок предпочтения и стоимости материала (действие 611). К примеру, система оптимизации конструкции в реальном времени может объединять вычисленные стоимости материалов из действия 609 с назначенными оценками предпочтений из действия 610.
[00101] Любой желаемый алгоритм для объединения оценки предпочтения и стоимости материала, или создания другим образом значения оценки может быть использован. К примеру, набор одобренных вариантов конструкций может включать в себя следующие величины и величины стоимости материала, как изображено в Таблице 1:
[00102] Значение предпочтения и значения стоимости материала для каждой конструкции могут быть, затем, объединены способом, создающим общую оценку. В соответствии с одним примером, предпочтение и значение стоимости материала могут быть нормализованы и давать равный вес в вычислении оценки предпочтения. К примеру, значения предпочтения для каждой конструкции могут быть нормализованы посредством деления каждого значения на максимальное значение предпочтения. Таким образом, Конструкция 5 может получить нормализованное значение предпочтения равное 1,00.
[00103] Значения стоимости материала могут также быть нормализованы. К примеру, значения стоимости материала для каждой конструкции могут быть нормализованы посредством деления каждого значения на минимальное значение стоимости материала. Таким образом, Конструкция 2 может получить нормализованное значение стоимости материала равное 1,00. Если предположить, что значение, в два раза большее чем стоимость Конструкции 2 имеет нормализованное значение 0,00, то тогда нормализованное значение может быть получено по формуле:
где:
NMCV является значением нормализованной минимальной стоимости материала;
MCV является значением стоимости материала; и
MMCV является значением минимальной стоимости материала.
[00104] Нормализованные значения предпочтения и значения стоимости материала могут затем быть взвешены одинаково и сложены. С конструкциями, отсортированными по значению оценки, Таблица 2 изображает значения оценки для конструкций из Таблицы 1:
[00105] Таким образом, в Таблице 2 можно видеть, что Конструкция 4 имеет наивысшее значение оценки в соответствии с определенным сочетанием стоимости материалов и значениями предпочтения, назначенными в выбранной группе конструкций. Использованные значения предпочтения могут быть основаны на одном или более алгоритмах или соображениях, которые возлагают разные веса, предпочтения или приоритеты на разные признаки 310 конструкций. Более того, описанный способ нормализации является лишь одним механизмом для вычисления значения оценки на основании значения предпочтения и стоимости материала.
[00106] В других вариантах осуществления, предпочтения и/или стоимости материалов могут быть нормализованы, взвешены, или использованы иначе, или сочетанием вышеописанного в других способах. К примеру, значение предпочтения может быть преобразовано в прямые затраты, которые могут быть добавлены к стоимости материала, так, чтобы стоимость материала не требовала нормализации. В другом варианте осуществления, стоимость материала нормализуют на основании разницы между минимальной и максимальной стоимостью, а не на минимальной стоимости материала. В третьих вариантах осуществления, другие вычисления, алгоритмы, нормализации, и/или другие факторы, или их сочетание могут быть рассмотрены.
[00107] Способ 600 включает в себя действие идентификации лучших решений (действие 612). К примеру, система оптимизации конструкции в реальном времени может идентифицировать решения может идентифицировать лучшие решения из Таблицы 2. Таким образом, может быть, что значения оценки из Таблицы 2 используют для ограничения числа решений для дополнительного или окончательного рассмотрения. Кроме того, группа 302 конструкций может включать в себя ряд различных основных конструкций 304 и ряд конструкций 306 упаковки в виде суб-конструкций в рамках основной конструкции 302. В действительности, запросто могут существовать десятки, если не сотни или тысячи, возможных вариантов, которые могут быть оценены и рассмотрены. Таким образом, значение оценки используют для идентификации лучшего набора решений, такого как, к примеру, десять первых решений. Из Таблицы 2, лучшие семь решений могут быть идентифицированы, хотя больше или меньше чем семь или десять решений могут также быть идентифицированы как лучшие
[00108] Независимо от того, были лучшие решения идентифицированы или нет, система оптимизации конструкции в реальном времени может выбрать одну конструкцию, чтобы использовать для производства упаковочного материала. В некоторых вариантах осуществления, избранную конструкцию выбирают на основании исключительно значения оценки. В других вариантах осуществления, лучшие решения могут быть представлены оператору посредством пользовательского интерфейса, чтобы позволить пользователю выбрать избранную конструкцию. Пользовательский интерфейс может также показывать относительные значения оценки и, потенциально, вычисления или основы вычисления значения оценки.
[00109] В дополнительных вариантах осуществления, идентифицированные лучшие решения дополнительно обрабатывают, чтобы дополнительно усовершенствовать список лучших решений. К примеру, лучшие решения могут быть дополнительно оценены на основании времени производства. Как отмечено в настоящем документе, время производства может быть особенно важным в некоторых отраслях и/или при некоторых временах производства. При занятой системе производства, производственные машины для упаковки могут создавать затор, так что снижение времени производства сделает возможным более высокую производительность. В других случаях, замедление или остановка производства может также создать срыв производства, что повышает важность времени производства. В третьих случаях, производственные машины могут иметь доступную избыточную производственную мощность, так что время производства является мало или совсем не важным.
[00110] Способ 600 включает в себя действие моделирования времени производства (действие 613). К примеру, система оптимизации конструкции в реальном времени может моделировать время производства для лучших решений, идентифицированных в действии 612. В некоторых вариантах осуществления, моделирование времени производства основано на знании, которое система оптимизации конструкции в реальном времени содержит об одной или более производственных машинах для. Время производства может быть смоделировано для лучших решений или всех решений, в зависимости от потребности в ресурсах для соответствующих вычислений.
[00111] Лучшие семь из ранее идентифицированных десяти конструкций, изображенные в Таблице 3, были выбраны для обработки посредством моделирования времени их производства. Хотя нижеследующая таблица включает в себя время производства, в качестве дополнения или альтернативы могут быть использованы сопутствующие расходы. К примеру, если используются другие машины и они имеют другие сопутствующие расходы, значение производства может быть значением стоимости, относящейся к конкретной машине, на которой эта конструкция будет производиться.
[00112] Способ 600 включает в себя действие объединения времени производства с оценкой предпочтения и стоимостью материала (действие 614). К примеру, система оптимизации конструкции в реальном времени может объединять времена производства из действия 613 с оценками предпочтений из действия 610 и стоимостями материалов из действия 609. Время производства может быть нормализовано способом, схожим с тем, что показан выше для нормализации стоимости материала (например, так, что Конструкция 7 имеет значение 1,00, а конструкция, требующая в два раза больше времени на производство будет иметь нормализованное значение 0,00). Таблица 4 изображает итоговую оценку для лучших семи конструкций из Таблицы 1. Итоговая оценка может взвешивать значение предпочтения, стоимость материалов, и время производства в равной степени.
оценка
[00113] Как показано в Таблице 4, Конструкции 4 была дана наивысшая общая оценка, в то время как среди лучших решений, Конструкция 3 имеет низшую общую оценку. Значения, полученные для оценки, могут быть основаны на сумме нормализованных значений; однако, средние оценки, величины стоимости, взвешенные суммы, или другие алгоритмы или способы вычисления итоговой оценки могут быть использованы.
[00114] Способ 600 включает в себя действие исключения дубликатов (действие 615). К примеру, система оптимизации конструкции в реальном времени может исключать дубликаты из конструкций в Таблице 4. Система оптимизации конструкции в реальном времени может дополнительно усовершенствовать и/или обработать оценки и конструкции, чтобы идентифицировать те конструкции, которые по меньшей мере значительно схожи и потенциально подобны во всех важных аспектах. К примеру, если любые конструкции имеют идентичные или очень схожие значения предпочтения, стоимости материалов, и/или времена производств, все кроме одной из таких схожих конструкций (то есть дубликаты) могут быть исключены. Дополнительно или в иных случаях, рассмотрение дубликатов для исключения может включать в себя оценку других аспектов, включая вид конструкции (например, RSC полноразмерный клапан, встроенные угловые амортизаторы, нижняя крышка, и так далее) или другие аспекты.
[00115] Способ 600 включает в себя действие идентификации лучших решений (действие 616). К примеру, система оптимизации конструкции в реальном времени может идентифицировать лучшие решения из Таблицы 4 (Или с исключением дубликатов или без такового). К примеру, конструкция с наивысшей оценкой может быть выбрана и передана для производства. В другом варианте, ряд лучших конструкций (например, лучшие 5 конструкций) могут быть выбраны. Если выбирается ряд лучших конструкций, любое количество может быть использовано. К примеру, больше или меньше чем 5 конструкций могут быть выбраны в качестве ряда лучших конструкций.
[00116] Способ 600 включает в себя действие выбора конструкции для производства (действие 617). К примеру, система оптимизации конструкции в реальном времени может выбрать конструкцию для производства на производственной машине 102 для упаковки. В некоторых вариантах осуществления, система оптимизации конструкции в реальном времени автоматически передает конструкцию с наивысшей оценкой для производства. В других вариантах осуществления, однако, оператор может быть уведомлен о ряде лучших конструкций, или, при желании, обо всех или некотором количестве других конструкций. К примеру, обращаясь к Фиг. 7, пользовательский интерфейс 701 позволяет оператору или другому пользователю выбрать конструкцию среди лучших конструкций.
[00117] Если три лучших конструкции представлены оператору, оператор может избрать не совершать никаких действий, тем самым приводя к тому, что конструкция с лучшей оценкой будет передана для производства. Оператор может активно выбрать, что оператор не отвергает этот вариант, или по истечении заданного времени без выбора оператора, лучшая конструкция может быть передана производственной машине для упаковки для работы. В ином случае, если оператор желает, чтобы другая конструкция была передана для производства, то тогда оператор может выбрать один из других вариантов (например, конструкции, классифицированные как лучшие со второй по пятую) конструкций. В еще одном альтернативном решении, оператор может указать, что ни одно из решений не является желательным, и оператор может выбрать другую доступную конструкцию (например, одну из ранее оцененных, но не лучших конструкций).
[00118] Как дополнительно изображено в пользовательском интерфейсе 701, рисунки собранной коробки, заготовки коробки, или некоторое другое изображение может быть использовано, чтобы графически проиллюстрировать различные доступные коробки. В других вариантах осуществления, коробки идентифицируют только посредством информации или названия. Таким образом, следует учесть, что не является необходимым, чтобы изображение коробки или заготовки было представлено оператору.
[00119] Таким образом, варианты осуществления настоящего изобретения включают в себя автоматическую оптимизацию производства упаковочной продукции на основании хранящейся информации или информации в реальном времени. В некоторых вариантах осуществления, запрос на упаковочный материал принимают, и система оптимизации конструкции в реальном времени обращается к информации об одной или более группах конструкций. Эта одна или более групп конструкций включают в себя несколько вариантов конструкций. Эти несколько вариантов конструкций оценивают на основании сохраненных критериев или критериев в реальном времени. На основании этой оценки, одна или более лучших конструкций идентифицируют для производства и/или выбора оператором этой системы.
[00120] Как было упомянуто ранее, варианты осуществления настоящего изобретения также включают в себя производство нескольких заготовок (например, заготовок коробок) бок-о-бок (или мозаично) из исходного производственного материала. Иначе говоря, архитектура 100 производства может облегчать производство двух или более заготовок по существу параллельно на каждой производственной линии (например, производственных линиях 102A, 102B, и 102C). Расположение заготовок мозаикой во время производства может быть выполнено как часть автоматической оптимизации производства упаковочной продукции, основанной на сохраненной информации или информации в реальном времени, как отмечалось выше. К примеру, таблица 301 конструкций упаковки, или отдельная структура данных, может содержать информацию о возможных сочетаниях и компоновках группы 302 конструкций, основных конструкций 304, и/или конструкций 306 упаковки 306, которые могут быть расположены мозаикой друг с другом. Эта информация может быть использована модулем 112 оптимизации при выборе подходящих конструкций упаковки. В ином случае, расположение заготовок мозаикой во время производства может быть выполнено как отдельный процесс.
[00121] Фиг. 8 иллюстрирует вариант осуществления производственной линии 800, которая выполнена с возможностью производства расположенных мозаикой заготовок из исходного производственного материала, в соответствии с одним или более вариантами осуществления. Производственная линия 800, к примеру, может представлять собой одну или более производственных линий 102A, 102B, 102C по Фиг. 1.
[00122] Как показано, производственная линия 800 включает в себя лоток 802 загрузки материала, устройство 804 производства заготовок (например, настраиваемое режущее или штампующее устройство), лоток 806 выдачи материала. Производственная линия 800 выполнена с возможностью принимать исходный упаковочный материал 808a в лоток 802 загрузки материала и подавать исходный упаковочный материал 808a в устройство 804 производства заготовок. Исходный упаковочный материал 808a обычно является сложенным гармошкой или скатанным в рулон гофрированным картоном, но может также содержать другие упаковочные материалы, такие как пластик, винил, или другие материалы, подходящие для производства упаковочной продукции.
[00123] Устройство 804 производства заготовок выполнено с возможностью следовать командам (например, командам 114 производства, сформированным компьютерной системой 104), чтобы штамповать и/или вырезать заготовки для упаковочной продукции (например, коробок) в исходном упаковочном материале 808a. К примеру, производственная линия 800, изображенная как имеющий выход в лоток 806 выдачи материала, обрабатывает упаковочный материал 808b, который включает в себя две заготовки 809a и 809b упаковки, расположенные мозаикой или бок-о-бок. Тем самым, производственная линия 800, таким образом, производит, в показанном варианте осуществления, две заготовки коробок параллельно, одновременно значительно снижая объем отходов, который бы получился при производстве одиночной заготовки коробки того же размера.
[00124] Следует понимать, для целей настоящего изобретения, что механизм для загрузки исходного упаковочного материала 808a в производственную линию 800, и для выгрузки обработанного упаковочного материала 808b из производственной линии 800, может быть осуществлен другими способами, чем с показанными лотком 802 загрузки материала и лотком 806 выдачи материала. К примеру, один или более варианты осуществления используют конвейерные платформы, или даже работают без использования лотков или платформ.
[00125] Хотя производственная линия 800 изображена как производящая две одинаковых, расположенных мозаикой, заготовки 809a и 809b, варианты осуществления настоящего изобретения могут производить любые из множества различных видов заготовок, форм, размеров и ориентаций, причем эти различные заготовки выполнены с возможностью размещения любым подходящим мозаичным способом. Таким образом, производственная линия 800 может производить множество заготовок, каждая из которых имеет отличающиеся виды коробок, формы, и размеры, параллельно, мозаичным способом. Более того, хотя производственная линия 800 изображена как производящая две заготовки 809a и 809b параллельно, мозаичным способом, производственная линия 800 может параллельно, мозаичным способом производить любое число заготовок (например, три или более).
[00126] Производственная линия 800 способна производить заготовки, имеющие любое число характеристик. Как упоминается, разные виды коробок или других упаковок могут быть использованы или желательны для разных объектов упаковки. Размеры коробок и дополнительные признаки, относящиеся к этим коробкам, могут варьироваться на основании того, что будет вложено в эту коробку. Вложение тяжелых или хрупких объектов может, к примеру, диктовать, использовать коробку из определенного вида материала, или что была использована коробка, имеющая улучшенные защитные или конструкционные характеристики (например, клеевой клапан, встроенные угловые амортизаторы, полноразмерные клапаны, дополнительные язычки, и так далее). Производственная линия 800 может быть выполнена с возможностью производить коробки, имеющие эти признаки параллельно, мозаичным способом. К примеру, производственная линия 800 может производить коробки, имеющие клеевые клапаны, и, таким образом, расположение коробок мозаикой может включать в себя расположение заготовок коробок мозаикой таким образом, что края клеевых клапанов были коллинеарными с краями клеевых клапанов второй коробки. Более того, производственная линия 800 может производить парные коробки, соединенные дополнительными язычками. К примеру, дополнительные язычки могут быть расположены поблизости от клеевых лент.
[00127] Фиг. 9 подробно излагает блок-схему примерного способа 900 мозаичного производства пары коробок. Способ 900 будет описан в отношении компонентов и данных компьютерной архитектуры 100 и производственной линии 800.
[00128] Способ 900 включает в себя действие по обращению к данным изделий, идентифицирующим множество изделий, которые должны быть упакованы (действие 901). К примеру, компьютерная система 104 может принимать информацию, или посредством пользовательского ввода или посредством данных в хранилище данных (например, хранилище 106 данных) указывающую два или более изделий, которые должны быть упакованы. Эта информация может включать в себя, к примеру, виды предметов, измерения предметов, характеристики прочности, и тому подобное. В некоторых вариантах осуществления, действие 901 может включать в себя обращение к очереди изделий, которые должны быть упакованы, такой как очередь «первый на входе - первый на выходе» (FIFO), стек «последний на входе - первый на выходе» (LIFO) и так далее.
[00129] Способ 900 также включает в себя действие определения требований к упаковке для каждого из множества изделий (действие 902). К примеру, компьютерная система 104 может использовать варианты осуществления, описанные ранее, чтобы автоматически (или по существу автоматически) определять требования к упаковке для каждого из множества изделий. Определение требований к упаковке может включать в себя выбор потенциальной конструкции упаковки и потенциальных упаковочных материалов, используя информацию в хранилище 106 данных. При этом, когда это целесообразно, компьютерная система 104 может также обращаться к одной или более из таблицы 501 упаковочных материалов или таблицы 502 данных о машине. Обращаясь к Фиг. 5A, к примеру, таблица 501 упаковочных материалов указывает упаковочные материалы, которые доступны в рамках архитектуры 100 производства, некоторые из которых могут быть доступны в производственной машине 102 для упаковки. К примеру, таблица 501 упаковочных материалов включает в себя такую информацию как название, вид, ширина, толщина, количество, и стоимость упаковочного материала. Кроме того, обращаясь к Фиг. 5B, таблица 502 данных о машине включает в себя информацию о производственных машинах для упаковки в архитектуре 100 производства. К примеру, таблица 502 данных о машине включает в себя информацию о производственных машинах для упаковки, включая сопутствующие операционные затраты (например, относительную стоимость для каждой секунды, которая требуется чтобы произвести упаковочный материал), доступность разных упаковочных материалов в машинах, и так далее. В этой связи, действие 902 может, в одном или более вариантах осуществления, применять одно или более действий, описанных выше, применительно по меньшей мере к Фиг. 2 (то есть способ 200 оптимизации производства упаковочной продукции) и/или Фиг. 6 (то есть способ 600 выбора конструкции для упаковочного материала) при определении требований к упаковке для каждого из множества предметов.
[00130] В ином случае, компьютерная система 104 может запросить у пользователя явный ввод, обеспечивающий требования к упаковке, обратиться за информацией к базе данных, которая сопоставляет виды изделий с требованиями к упаковке, или использовать любой другой подходящий механизм для определения требований к упаковке.
[00131] Способ 900 включает в себя действие выбора пары размеров коробок для мозаичного производства на производственной машине для упаковки, причем пара размеров коробок включает в себя первый размер коробки для упаковки первого одного или более изделий во множестве изделий, и включает в себя второй размер коробки для упаковки второго одного или более изделий во множестве изделий, причем пара размеров коробок удовлетворяет требованиям к упаковке для первого одного или более изделий и второго одного или более изделий, причем производственную машину для упаковки выбирают среди одной или более производственных машин для упаковки (действие 903). К примеру, модуль 112 оптимизации на компьютерной системе 104 может определять, на основании требований к упаковке, оптимальные размеры коробок для каждого из множества изделий. Оптимальные размеры коробок могут быть избраны на основании одного или более из: соответствия каждого размера коробки для каждого изделия, способности размеров коробок быть уложенными мозаикой друг с другом, вида и/или измерений доступных производственных машин, фактора стоимости, пользовательских предпочтений, или любого другого фактора, описанного в этом описании изобретения применительно к оптимизации производства упаковочной продукции. Следует понимать, что выбор пары размеров коробок может подразумевать выбор одинакового размера коробки для каждого изделия, или выбор разных размеров коробок для разных предметов. При некоторых обстоятельствах, разные размеры коробок могут быть выбраны даже для идентичных изделий (например, на основании таких факторов как доступность продукции, способность размеров коробок располагаться мозаично, и так далее)
[00132] Применительно к выбору пары размеров коробок и выбору производственной машины для упаковки среди одной или более производственных машин для упаковки, действие 903 включает в себя действие, в заданное время, совокупно анализировать (a) требования к упаковке для каждого из множества изделий, (b) характеристики системы упаковки, и (c) характеристики упаковочной машины для каждой из одной или более производственных машин для упаковки (действие 904). К примеру, действие 904 может содержать анализ производственной машины 102 для упаковки (а также и любых других машин для производства) и анализ любых производственных линий на этих машинах, исходя из требований к упаковке. Этот анализ может включать в себя учет текущей и будущей загруженности производственных(ой) машин(ы) для упаковки, стоимости работы каждой машины, доступности исходного материала в каждой машине, максимальной ширины каждой производственной линии, и так далее.
[00133] Действие 903 также включает в себя действие определения того, как назначить производство коробки одной или более производственным машинам для упаковки на период времени, на основании совокупного анализа (действие 905). К примеру, на основании вышеупомянутого анализа действия 904 может быть определено, что данная текущая машина и доступность материалов, конкретные требования к упаковке для изделий лучше всего отвечают производству первой и второй коробок в мозаичном расположении на конкретной производственной линии на конкретной производственной машине во время данного периода времени. Определение как назначить производство коробки может также включать в себя сравнение измерений заготовок коробок или шаблонов, которые должны быть расположены мозаично, и слежение за тем, что измерения для каждой заготовки/шаблона в рамках установленных порогов друг друга. Если эти измерения не в рамках заданных порогов друг друга, действие 905 может включать в себя изменение конструкции одной или более заготовок коробок или шаблонов, так чтобы они попала в рамки заданных порогов.
[00134] Действие 905 включает в себя действие соотнесения пары размеров коробок с производственной машиной для упаковки на основании совокупного анализа (действие 906). К примеру, пара размеров коробок может быть соотнесена с производственной машиной 102 для упаковки. Действие 906 может включать в себя определение, что упаковочный материал, загруженный в производственной машине, достаточно велик для мозаичного производства запрашиваемых коробок. Действие 906 может также включать в себя определение любых отходов, которые могут возникать из-за производства частей коробок, и слежение за тем, что эти отходы находятся на допустимом уровне. Действие 906 может также включать в себя определение, что производственная машина может справиться с требуемой загрузкой.
[00135] Способ 900 также включает в себя действие по формированию команд производства коробок в ответ на этот выбор, причем команды производства коробок указывают, как следует мозаично производить коробку первого размера коробки с коробкой второго размера коробки на производственной машине для упаковки (действие 907). К примеру, компьютерная система 104 может формировать команды 114 производства, которые инструктируют производственную линию (например, одну или более производственных линий 102A, 102B или 102C) на производственной машине 102 использовать сырьевые материалы для создания множества мозаичной упаковочной продукции.
[00136] Дополнительно, способ 900 также включает в себя действие передачи команд производства коробок производственной машине для упаковки (действие 908). К примеру, компьютерная система 104 может послать команды 114 производства производственной машине 102, чтобы производить коробки мозаичным и параллельным способом.
[00137] Хотя способ 900 был описан в отношении производства пары коробок параллельно, способ 900 также применим к производству любого количества коробок в любом мозаичном расположении. К примеру, способ 900 может включать в себя мозаичное расположение трех размеров коробок вместе, четырех размеров коробок вместе, пяти размеров коробок вместе, и так далее.
[00138] Когда четыре размера коробок располагают мозаично, способ 900 может включать в себя выбор второй пары размеров коробок для мозаичного производства, включая третий размер коробки для упаковки третьих одного или более изделий во множестве изделий и четвертого размера коробки для упаковки четвертых одного или более изделий во множестве изделий. Затем, на основании дополнительного анализа, третий и четвертый размеры коробок могут быть расположены мозаично с другими размерами коробок в любом приемлемом расположении. В некоторых вариантах осуществления, к примеру, один или оба из третьих и четвертых коробок могут быть произведены параллельно с одним или двумя из первой или второй коробками по меньшей мере частично.
[00139] Таким образом, варианты осуществления настоящего изобретения также включают в себя производство заготовок коробок или шаблонов параллельно мозаичным способом. Такой подход может улучшить скорость и эффективность с короткой создаются коробки, может сделать оптимальным использование аппаратного обеспечения производства, и помочь сократить отходы.
[00140] Фиг. 10 описывает вычислительную среду 1000, которая включает в себя компьютерную систему 1001. Компьютерная система 1001 может быть любым видом вычислительной системы, включая облачные вычислительные системы. В этом описании и прилагаемой формуле изобретения «облачные вычисления» определены как модель, обеспечивающая сетевой доступ по запросу к общему пулу настраиваемых вычислительных ресурсов (например, сетей связи, серверов, хранилищ, приложений, и услуг). Определение «облачных вычислений» не ограничивается любыми из других многочисленных преимуществ, которые могут быть получены от подобной модели при правильном применении.
[00141] К примеру, облачные вычисления в настоящее время применяются на рынке для того чтобы предлагать повсеместный и удобный доступ по запросу к общему пулу настраиваемых вычислительных ресурсов. Более того, этот общий пул настраиваемых вычислительных ресурсов может быть быстро введен в работу посредством виртуализации и реализован с низким объемом работ по управлению или взаимодействием с поставщиком услуг, и затем масштабирован соответствующим образом.
[00142] Модель облачных вычислений может состоять из различных характеристик, таких как самообслуживание по запросу, широкополосный доступ к сети связи, объединение ресурсов, быстрая эластичность, измерение услуги, и так далее. Модель облачных вычислений может также поступать в виде различных моделей услуг, таких как, к примеру, программное обеспечение как услуга ("SaaS"), платформа как услуга ("PaaS"), и инфраструктура как услуга ("IaaS"). Модель облачных вычислений может также быть применена, используя разные модели размещения, такие как частная облачная среда, коллективная облачная среда, общедоступная облачная среда, гибридная облачная среда, и так далее. В этом описании и формуле изобретения, "облачная вычислительная среда" является средой, в которой применяются облачные вычисления.
[00143] В дополнение к облачным вычислительным средам, описанным выше, любые функциональные возможности, описанные в настоящем документе, могут быть выполнены по меньшей мере частично, одним или более аппаратными логическими компонентами. К примеру, и без ограничения, типичные виды аппаратных логических компонентов, которые могут быть использованы, включают в себя программируемые пользователем матрицы логических элементов (FPGA), программно-зависимые интегральные схемы (ASIC), программно-зависимые стандартные продукты (ASSP), однокристальные системы (SOC), сложные программируемые логические интегральные схемы (CPLD), и другие виды программируемого аппаратного обеспечения. Таким образом, компьютерная система 1001 может быть любого вида аппаратным обеспечением, способным обрабатывать исполняемые команды.
[00144] Компьютерная система 1001 включает в себя несколько разных модулей для выполнения различных задач. К примеру, назначающий модуль 1010 может динамически назначать единицы продукции группе изделий. Таким образом, одна из единиц 1030 продукции может быть назначена группе 1 изделий (1032A), одна или более могут быть назначены группе 2 изделий (1032B) и одна или более могут быть назначены группе 3 изделий (1032C). Следует понимать, что больше или меньше чем три группы изделий могут быть использованы. Более того, следует понимать, что по меньшей мере в некоторых случаях, нуль единиц продукции могут быть назначены группе изделий. Единица продукции моет включать в себя любой вид упаковки, включая коробки, картонные упаковки, конверты или другую упаковку. Группе изделий может быть назначен ноль единиц продукции на основании свойств единицы продукции. Таким образом, каждая группа изделий (1032A-C) может иметь ноль или более единиц продукции.
[00145] Как отмечено выше, каждая единица продукции имеет связанный с ней набор свойств 1031. Эти свойства могут включать в себя длину, ширину, высоту, текущее местоположение, марку продукта, или другие свойства. Каждой группе изделий могут быть назначены единицы продукции с некоторыми свойствами. К примеру, группе 1 изделий (1032A) могут быть назначены картонные упаковки, которые по меньшей мере 36'' длиной и 24'' шириной (например, «большие» коробки), тогда как группе 2 изделий (1032B) могут быть назначены картонные упаковки, которые меньше чем 15'' длиной и 10" шириной (например, «малые» коробки). Следует понимать, что эти цифры выбраны произвольно, и что при назначении единиц продукции группам изделий могут быть использованы по существу любые свойства единицы продукции.
[00146] Каждая группа изделий может относиться к производственной группе (1033A или 1033B). Группа изделий может быть назначена нолю производственных групп, если, к примеру, пользователь желает остановить производство этой группы изделий на некоторый период времени. Как и с группами изделий, очевидно, что хотя на Фиг. 10 показаны две производственных группы, может быть использовано больше или меньше двух производственных групп. Каждая производственная группа может иметь производственные машины, относящиеся к ней (например, производственные машины 1, 2 и 3 (1035A, 1035B и 1035C), соответственно). Производственная группа может иметь ноль производственных машин, относящихся к ней, если, к примеру, пользователь желает остановить производство назначенной группы изделий на некоторый период времени. Эти производственные машины аналогичны или являются такими же, что и производственные машины 102 для упаковки, описанные выше. Производственные машины фактически изготавливают единицы продукции, заданные в группах изделий.
[00147] Производственные группы задают уровни смешивания на группу изделий для каждой из своих групп изделий, и используют производственные машины, чтобы произвести единицы продукции этих групп изделий с заданным уровнем смешивания. К примеру, если единицы продукции группы 1 изделий (1032A) и группы 2 изделий (1032B) должны быть произведены в пропорции 1:2 (на каждый уровень 1034A смешивания группы 1 производства (1033A)), то тогда производственная машина 1 будет производить две картонных упаковки группы 2 изделий на каждую картонную упаковку группы 1 изделий. Это будет разъяснено более подробно ниже в отношении способов 1100 и 1200 на Фиг. 11 и 12, соответственно.
[00148] Исходя из систем и архитектур, описанных выше, принципы, которые могут быть реализованы в соответствии с раскрываемым объектом патентования будет лучше понятен со ссылкой на блок-схемы на Фиг. 11 и 12. С целью простоты объяснения, принципы показаны и описаны как серии блоков. Однако следует понимать и учитывать, что заявленный предмет патентования не ограничивается порядком этих блоков, поскольку некоторые блоки могут происходить в других порядках и/или одновременно с другими блоками из тех, что изображены и описаны в настоящем документе. Более того, не все показанные блоки могут быть обязательны для реализации принципов, описанных ниже.
[00149] Фиг. 11 подробно излагает блок-схему примерного способа 1100 для динамического назначения группы изделий производственным машинам, используя производственные группы. Способ 1100 будет описан со ссылкой на компоненты и данные компьютерной архитектуры 1000.
[00150] Способ 1100 включает в себя действие динамического назначения по меньшей мере одной единицы продукции группе изделий, на основании одного или более свойств для этой единицы продукции, причем эта единица продукции должна быть произведена, используя производственную машину (действие 1101). К примеру, назначающий модуль 1010 может динамически назначить нуль или более единиц 1030 продукции нолю или более групп 1, 2 и 3 изделий (1032A, 1032B и 1032C, соответственно). Эти единицы продукции могут быть назначены разным группам на основании их свойств. К примеру, одним из свойств 1031 единицы продукции может быть торговое название. Таким образом, единицы продукции с торговым названием 1 должны пойти в группу 1 изделий, единицы продукции с торговым названием 2 в группу 2 изделий, и так далее. Другие свойства могут включать в себя длину, ширину, высоту, массу или другие свойства. В некоторых случаях единицы продукции могут быть назначены (посредством назначения 1011) на основании сочетания свойств 1031. Таким образом, к примеру, группа 3 изделий может включать в себя коробки, которые имеют торговое наименование 3 и минимальную высоту в 24'' и имеют максимальную ширину в 10''. Это лишь один пример среди по существу любого сочетания групп свойств.
[00151] В некоторых случаях, пользователь 1005 может указать (посредством ввода 1006) какие единицы продукции должны быть назначены каким группам изделий. Дополнительно или при желании, единицы продукции могут быть назначены группам изделий согласно заранее заданной политике или некоторым другим указанием. Таким образом, если политика указывает, что единицы 1030 продукции с некоторыми свойствами 1031 должны идти в группу 2 изделий (1032B), эти единицы продукции могут быть автоматически назначены назначающим модулем 1010 согласно установленной политике.
[00152] Способ 1100 далее включает в себя действие динамического назначения каждой группы изделий любой из множества разных производственных групп, причем каждая производственная группа включает в себя любое число производственных машин, которые доступны для производства единиц продукции для группы изделий, которые относятся к назначенной производственной группе (действие 1102). Как отмечено выше, производственные группы могут включать в себя по существу любое число групп изделий. Как показано на Фиг. 10, производственная группа 1 (1033A) включает в себя группы 1 и 2 изделий, тогда как производственная группа 2 (1033B) включает в себя группы 2 и 3 изделий. Таким образом, группы изделий могут быть частью нескольких разных производственных групп.
[00153] Группы изделий каждой производственной группы будут обработаны производственными машинами, которые относятся к этой производственной группе. Таким образом, поскольку производственная машина 1 (1035A) относится к производственной группе 1, единицы продукции групп 1 и 2 изделий (1032A и 1032B) будут произведены производственной машиной 1. Подобным образом, поскольку производственные машины 2 и 3 (1035B и 1035C) относятся к производственной группе 2 (1033B), единицы продукции групп 2 и 3 изделий (1032B и 1032C) будут произведены производственными машинами 2 и 3. Таким образом, единицы продукции, производимые производственной машиной 1, (1030P1) будут иметь свойства 1031P1 любой из групп 1 и 2 изделий, а единицы продукции, произведенные производственными машинами 2 и 3 (1030P2 и 1030P3), будут иметь свойства (1032P2 и 1032P3) любой из групп 2 и 3 изделий.
[00154] Способ 1100 также включает в себя действие указания, что по меньшей мере одна единица продукции должна быть произведена, используя по меньшей мере одну из производственных машин в динамически назначаемой производственной группе (действие 1103). Таким образом, указывающий модуль 1015 может передавать указание 1016 любой из производственных машин 1, 2 или 3, что должны быть произведены одна или более единиц продукции, используя эту производственную машину(-ы), относящиеся к этой производственной группе. Таким образом, как и в примере выше, указывающий модуль 1015 может указывать производственной машине 1 (1035A), что должны быть произведены единицы продукции групп 1 и/или 2 изделий. В некоторых случаях, эти единицы продукции будут произведены в заданной пропорции, что будет разъяснено более подробно ниже.
[00155] В некоторых случаях, когда производственные машины производят единицы продукции, они могут завершить производство этих единиц продукции для данной группы изделий. К примеру, если производственные машины 2 и 3 (1035B и 1035C) производят единицы продукции для групп 2 и 3 изделий (1032B и 1032C) и производственная машина 2 2 завершила производство единиц продукции для группы 2, она может затем начать производить единицы продукции для группы 3. В ином случае, новая группа изделий может быть сформирована или вызвана из другого источника, и единицы продукции для этой новой группы изделий могут быть обработаны этой производственной машине, которая иначе бы простаивала. Любые вновь формируемые группы изделий могут включать в себя единицы продукции с определенными свойствами, как указано, скажем, пользователем 1005. Более того, эта новая группа изделий может быть произведена в той же пропорции, что и предыдущая группа изделий, или может быть произведена в другой пропорции.
[00156] Производственные машины могут также выработать производственный (например, упаковочный) материал для некоторых единиц продукции. Таким образом, к примеру, компьютерная система 1001 может определить, что поскольку производственная машина 1 (1035A) выработала производственный материал, производя единицы продукции для группы изделий 2 (в некоторых случаях, в заданной пропорции), производство единиц продукции группы 2 изделий должно быть начато на производственной машине 2 (1035B) иди на другой производственной машине. В этом случае, пропорция производства может также быть сохранена или динамически изменена по необходимости, чтобы компенсировать выработку материала в производственной машине 1. Производство единиц продукции в заданной пропорции будет теперь описано по отношению к способу 1200 на Фиг. 12.
[00157] Фиг. 12 иллюстрирует блок-схему способа 1200 производства группы изделий в заданной пропорции, используя производственные группы. Способ 1200 будет теперь описан с частым обращением к компонентам и данным компьютерной архитектуры 1000.
[00158] Способ 1200 включает в себя действие динамического назначения по меньшей мере одной единицы продукции группе изделий на основании одного или более свойств для этой единицы продукции, причем эта единица продукции должна быть произведена, используя производственную машину(действие 1201). Таким образом, к примеру, назначающий модуль 1010 может динамически назначить единицы 1030 продукции группам 1-3 изделий на основании свойств 1031 этих единиц продукции. Каждая из этих единиц продукции будет в итоге произведена производственной машиной в зависимости от того, какой группе изделий назначена эта единица продукции, и какой производственной группе назначена эта группа изделий.
[00159] Способ 1200 также включает в себя действие динамического назначения каждой группе изделий любой из множества разных производственных групп, причем каждая производственная группа включает в себя любое количество производственных машин, которые доступны для производства единиц продукции для групп изделий, которые относятся к назначенной производственной группе, причем производственная группа дополнительно включает в себя уровень смешивания на группу изделий, указывающий, что единицы продукции должны быть произведены производственной группой в пропорции, заданной в уровне смешивания этой производственной группы для этой группы изделий (действие 1202). Как и выше, каждая группа изделий может быть назначена любому числу производственных групп. Каждая производственная группа включает в себя уровень смешивания или пропорцию, в которой должна быть произведена каждая группа изделий. К примеру, производственная группа 1 (1033A) может включать в себя уровень 1034A смешивания на производственную группу, который указывает, что группа 1 изделий (1032A) и группа 2 изделий (1032B) должны быть произведены в пропорции 2:1 производственными машинами, относящимися к этой производственной группе (на Фиг. 10, производственная машина 1(1035A)). Таким образом, производственная машина 1 должна производить две единицы продукции группы 1 изделий на каждую одну единицу продукции, которую она производит для группы 2 изделий. Следует понимать, что это является лишь одним примером многих разных пропорций, которые могут быть использованы. Пропорция может быть задана пользователем (например, 1005) и может быть динамически обновлена во время производства единицы продукции.
[00160] Способ 1200 дополнительно включает в себя действие указания, что по меньшей мере одна единица продукции должна быть произведена, используя по меньшей мере одну из производственных машин в динамически назначаемой производственной группе в соответствии с пропорцией, заданной уровнем смешивания группы изделий в этой производственной группе (действие 1203). Указывающий модуль 1015 может передавать указания 1016 производственным машинам, что необходимо произвести указанные группы изделий. Таким образом, если единицы продукции для групп 2 и 3 изделий (1032B и 1032C) должны быть произведены на производственных машинах 2 и 3 (1035B и 1035C) согласно общему уровню 1034B смешивания в 1:3 (как указано в производственной группе 2 (1033B)), производственным машинам 2 и 3 могут быть отправлены указания 1016 начать производство в пропорции одна единица продукции для группы 2 изделий на каждые три единицы продукции группы 3. Эта производственная группа будет производить единицы продукции с уровнем 1034B смешивания на группу изделий, если не указано иное. В некоторых случаях уровень смешения может быть обновлен при приеме указания о поступлении заказа с более высоким приоритетом, и что единицы продукции с более высоким приоритетом должны быть произведены в повышенной пропорции.
[00161] Фиг. 13 иллюстрирует два разных примера того, как могут быть произведены единицы продукции, используя указанные пропорции. Как и выше, единицы продукции (то есть упаковка) в очереди 1301 сгруппирована на основании свойств (1302) единицы продукции. Они могут быть сгруппированы в по существу любое число групп, но здесь они сгруппированы в три группы: группа 1 изделий (1303A), группа 2 изделий (1303B) и группа 3 изделий (1303C). Группы 1 и 2 изделий назначены производственной группе 1 (1304A), а группы 2 и 3 изделий назначены производственной группе 2 (1304B). Пропорция на группу изделий, указанная для производственной группы 1, состоит в том, что 75% единиц продукции производятся для группы 2, и 25% единиц продукции производятся для группы 1. Производственные машины 1 и 2 (1307A и 1307B) будут затем производить единицы 1308 продукции в пропорции единицы продукции из группы 2 (1303B) на одну единицу продукции из группы 1 (1303A). Пропорция на группу изделий, указанная для производственной группы 2, состоит в том, что 60% единиц продукции производится для группы 3, а 40% единиц продукции производится для группы 2. Производственные машины 3 и 4 (1307C и 1307D) будут затем производить единицы 1309 продукции в пропорции три единицы продукции из группы 3 изделий (1303C) на две единицы продукции из группы 2 изделий (1303B). Эти примеры являются только двумя из многих примеров, и представлены только в целях наглядности.
[00162] Контроль 1020 пропорции компьютерной системы 1001 может быть использован для контроля производства единиц продукции из различных производственных групп, и может следить за тем, чтобы каждый уровень смешивания на группу изделий поддерживался среди различных производственных машин. В некоторых вариантах осуществления модуль 1020 контроля пропорции может определять, что заданная пропорция производства не соблюдается, поскольку первая группа изделий производится в более высокой пропорции, чем вторая группа изделий (возможное действие 1204). К примеру, модуль контроля пропорции может определить, что единицы продукции для групп 2 и 3 изделий не производятся с уровнем 1034B смешивания на группу изделий, указанный для этих групп изделий. Модуль 1025 управления производством может тогда увеличить или уменьшить количество единиц продукции, производимых для некоторой группы изделий, чтобы скорректировать сложившуюся пропорцию (возможное действие 1205). Таким образом, используя модуля 1020 контроля пропорции и модуля 1025 управления производством, компьютерная система 1001 может непрерывно контролировать производство единиц продукции и следить за тем, чтобы единицы продукции производились в правильной пропорции.
[00163] В одном варианте осуществления, компьютерная система 1001 может определить что, к примеру, производственная машина 2 (1035B) завершила производство единиц продукции для группы 2 изделий (1032B) в пропорции, указанной в соответствующей производственной группе для первой группы изделий. Указывающий модуль 1015 может затем быть использован для начала производства на производственной машине 2 другой указанной группы изделий (например, группы 3 изделий) и начинать в пропорции, указанной в соответствующей производственной группе для второй группы изделий. Таким образом, в этом случае, единицы продукции группы 3 изделий будут произведены в той же пропорции, в которой единицы продукции группы 2 изделий производились до окончания производства.
[00164] Модуль 1025 управления производством может также определить, в любой момент в процессе производства, что другая производственная машина в указанной производственной группе лучше оборудована для производства указанной группы изделий, на основании свойств единиц продукции находящихся в данный момент в этой группе изделий. Скажем, если, к примеру, производственная машина 2 была лучше (то есть более эффективна) в производстве больших коробок, в то время как производственная машина 3 была лучше в производстве малых коробок, производство может быть перемещено с одной машины на другую на основании того, какая машина лучше оборудована для производства этих единиц продукции. Таким образом, в вышеприведенном примере, если производственная машина 3 производила большие коробки, и было определено, что производственная машина 2 стала доступна, производство больших коробок должно быть перенесено на производственную машину 2. Любой существующий уровень 1034B смешивания на группу изделий должен быть сохранен после этого переключения. Таким образом, производственная машина 3 должна начать производство единиц продукции, над которыми работала производственная машина 2, в пропорции, указанной в уровне смешивания на группу изделий.
[00165] В некоторых случаях, модуль 1020 контроля пропорции может определять, что уровень смешивания для производственной группы более не удовлетворяется для указанной группы изделий. Таким образом, на Фиг. 13, если производственные машины 1 и 2 (1307A и 1307B) больше не производят единицы продукции из групп 1 и 2 изделий (1303A и 1303B) в пропорции 1:3 (поскольку, к примеру, производственная машина 1 израсходовала материал или завершила указанное количество единиц продукции), новая группа изделий может быть произведена на производственной машине 1 в ранее указанной пропорции 1:3. Таким образом, одна единица продукции из новой группы изделий должна быть произведена на каждые три из группы 2 изделий(1303B). В этом примере производственная машина 1 может быть в простое какое-то время, прежде чем добавят новую группу изделий. Чтобы сохранить пропорцию, производственная машина 1 может попытаться произвести большое число единиц продукции для новой группы изделий, чтобы скорректировать пропорцию производства. В таких случаях, производство новой группы изделий может быть ограничено указанным числом, когда пропорция скорректирована. Таким образом, независимо от объема времени, которое прошло, пока машина 1 простаивала, время, потраченное на корректирование пропорции, может быть ограничено указанным числом единиц продукции.
[00166] Кроме того, в другом примере, модуль 1020 контроля пропорции может определить, что у группы изделий (например, группа 3 изделий 3 (1032C)) закончились единицы продукции для производства. По этой причине, единицы продукции для группы 3 изделий не производились некоторый период времени. По завершении этого периода времени, компьютерная система 1001 может определить, что единицы продукции этой группы 3 изделий необходимо снова производить. В таких случаях, ранее указанный уровень смешивания для единиц продукции группы 3 изделий будет сохранен, без попытки наверстать единицы продукции, которые были пропущены, пока группа изделий была без единиц продукции. Любые пропущенные единицы продукции могут продолжать считаться в этой пропорции. Таким образом, когда единицы продукции снова добавлены в эту производственную группу, модуль контроля пропорции снова покажет, что пропорция производства сохранена.
[00167] В некоторых вариантах осуществления для другой группы изделий может быть назначено замещение группы изделий. К примеру, группа 3 изделий (1032C) может быть назначена как замещающая группа изделий для группы 2 изделий (1032B). В таких случаях, единицы продукции могут быть произведены для назначенной замещающей группы изделий (группы 3) вместо единиц продукции для другой группы (группы 2). Когда единицы продукции производятся для замещающей группы (группа 3), эти единицы продукции учитываются в уровне смешивания как являющиеся единицами продукции другой группы изделий (группа 2). Таким образом, группы изделий могут быть замещены, чтобы сохранить пропорцию производства. Пропорция производства может, таким образом, быть сохранена множеством разных способов, включая обеспечение замещающих групп, подсчет пропущенных единиц продукции и ограничение единиц продукции, производимых во время корректировки. Пропорция производства может также быть изменена в случаях, когда подобное необходимо.
[00168] В некоторых случаях, некоторые свойства единицы продукции (или даже значения свойств) могут иметь приоритет над другими свойствами. По этой причине, единицы продукции с этими свойствами будут производиться с более высоким уровнем приоритета, чем другие единицы продукции. К примеру, если единицы продукции имеют свойство торговое наименование 1, торговое наименование 2 и торговое наименование 3, и если торговые наименования 1 и 2 имеют приоритет над 3, единицы продукции, имеющие свойства торговое наименование 1 и торговое наименование 2 будут производиться с указанным уровнем смешивания, тогда как единицы продукции со свойством торговое наименование 3 будут пропущены. Когда единицы продукции пропущены из-за установленного приоритета по меньшей мере в некоторых случаях, установленный уровень смешивания не корректируют, чтобы скомпенсировать назначение приоритетов. Более того, сходно с установлением приоритета некоторых свойств единицы продукции, производство может быть остановлено (временно или постоянно) для единиц продукции с указанным свойством или значением свойства.
[00169] Таким образом, описаны способы, системы и компьютерные программные продукты, которые динамически назначают группы изделий производственным машинам, используя производственные группы. Более того, описаны способы, системы и компьютерные программные продукты, которые производят группы изделий в указанной пропорции, используя производственные группы.
[00170] Настоящее изобретение может быть осуществлено в других определенных формах без отступления от его сущности или существенных характеристик. Описанные варианты осуществления должны рассматриваться во всех отношениях лишь как иллюстративные, но не ограничивающие. Объем настоящего изобретения, таким образом, определен прилагаемой формулой изобретения, а не вышеприведенным описанием. Все изменения, которые находятся в рамках смыслового содержания и диапазона эквивалентов формулы изобретения, должны быть включены в пределы ее объема.
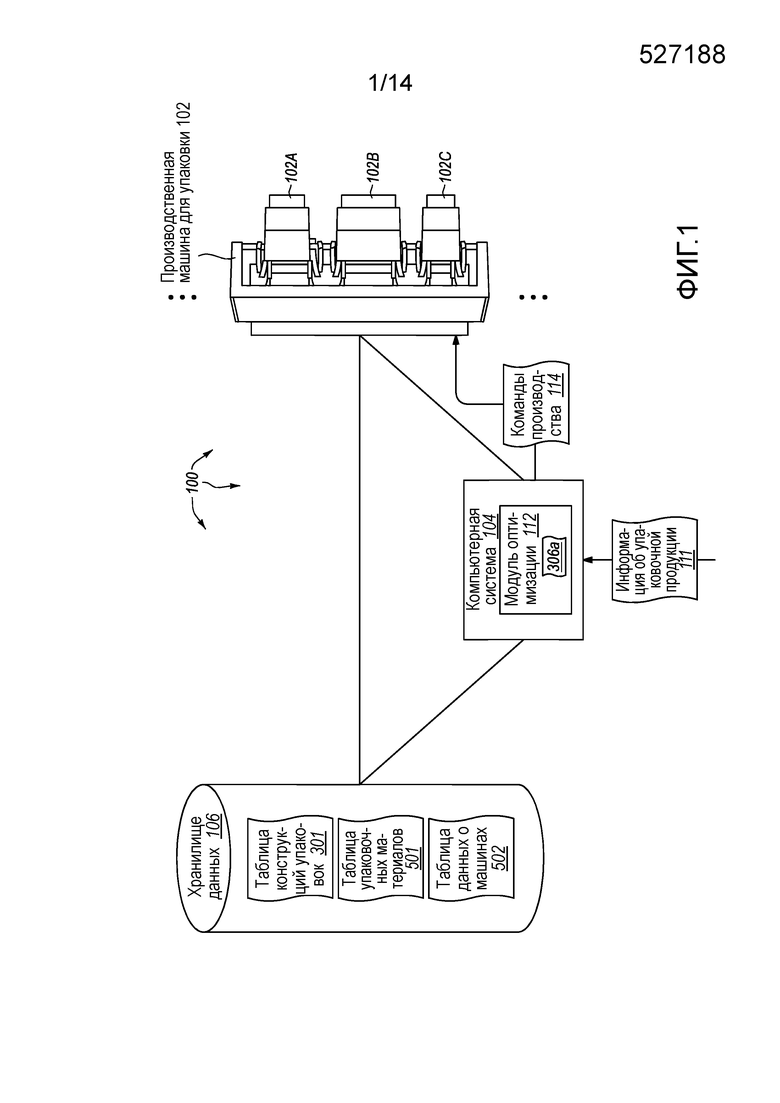
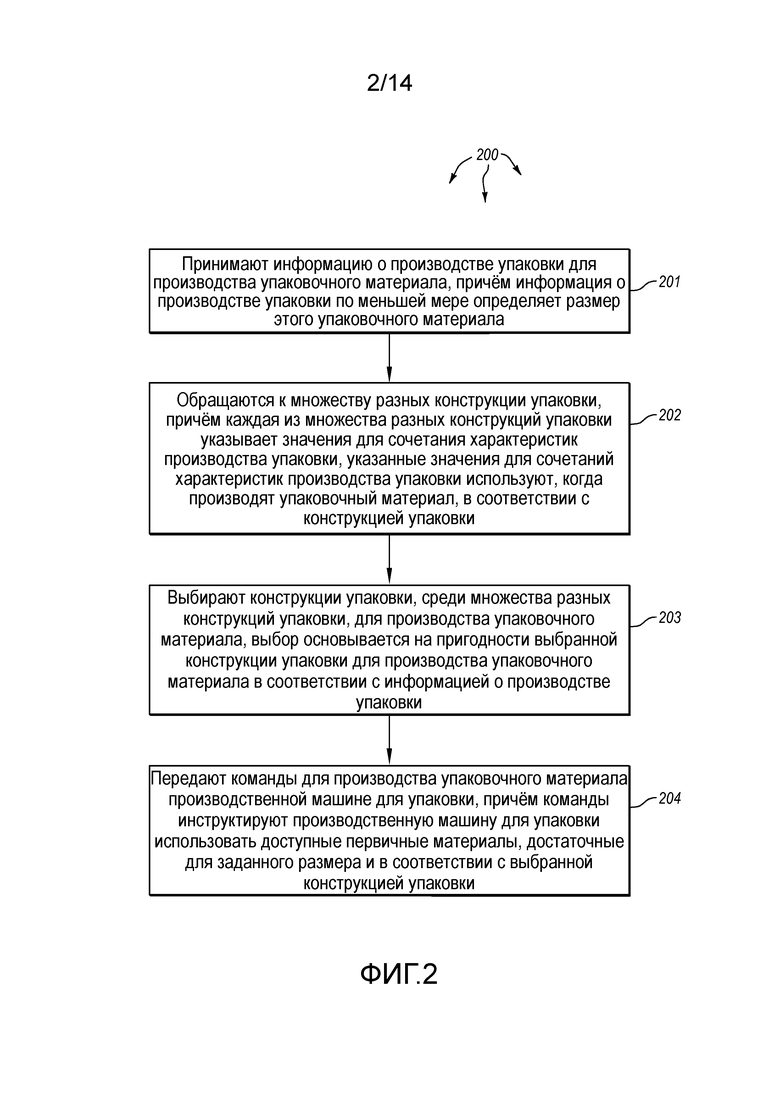
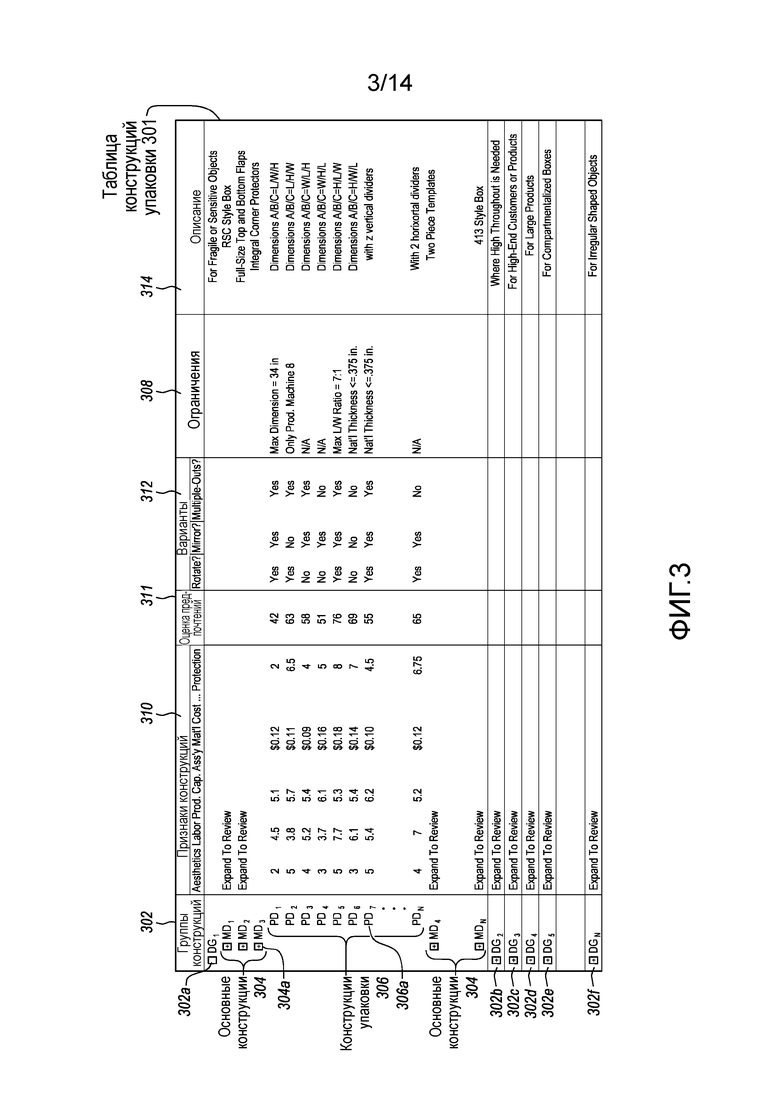
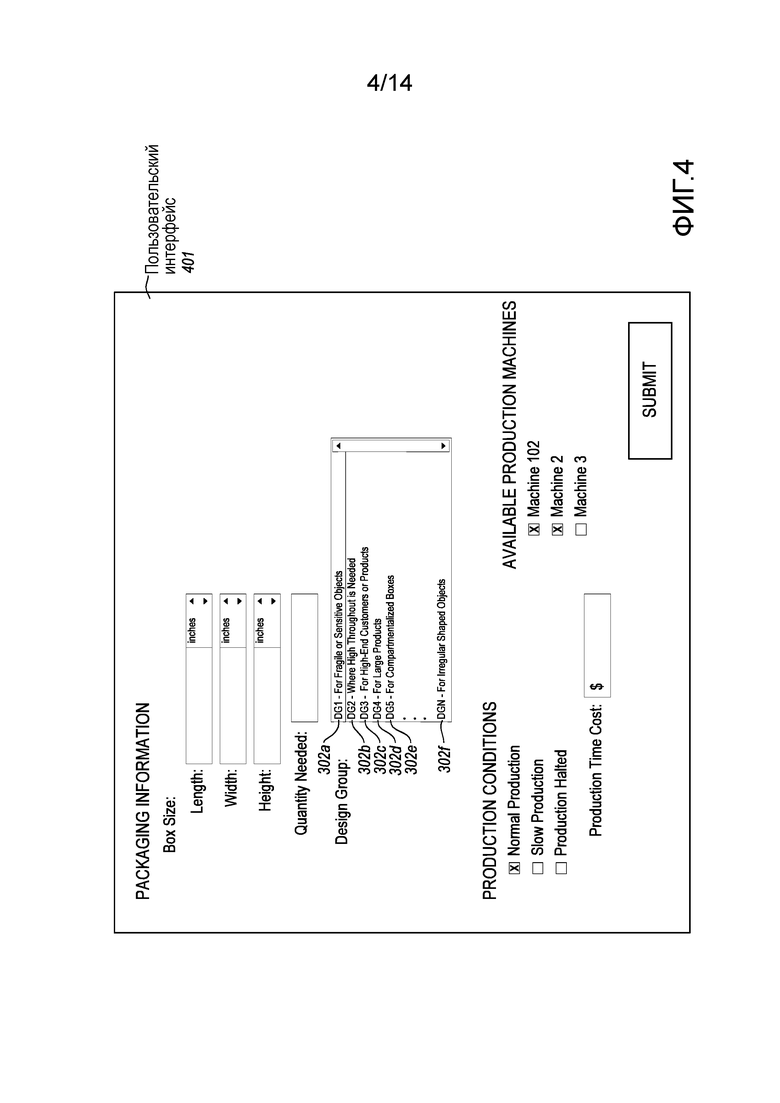
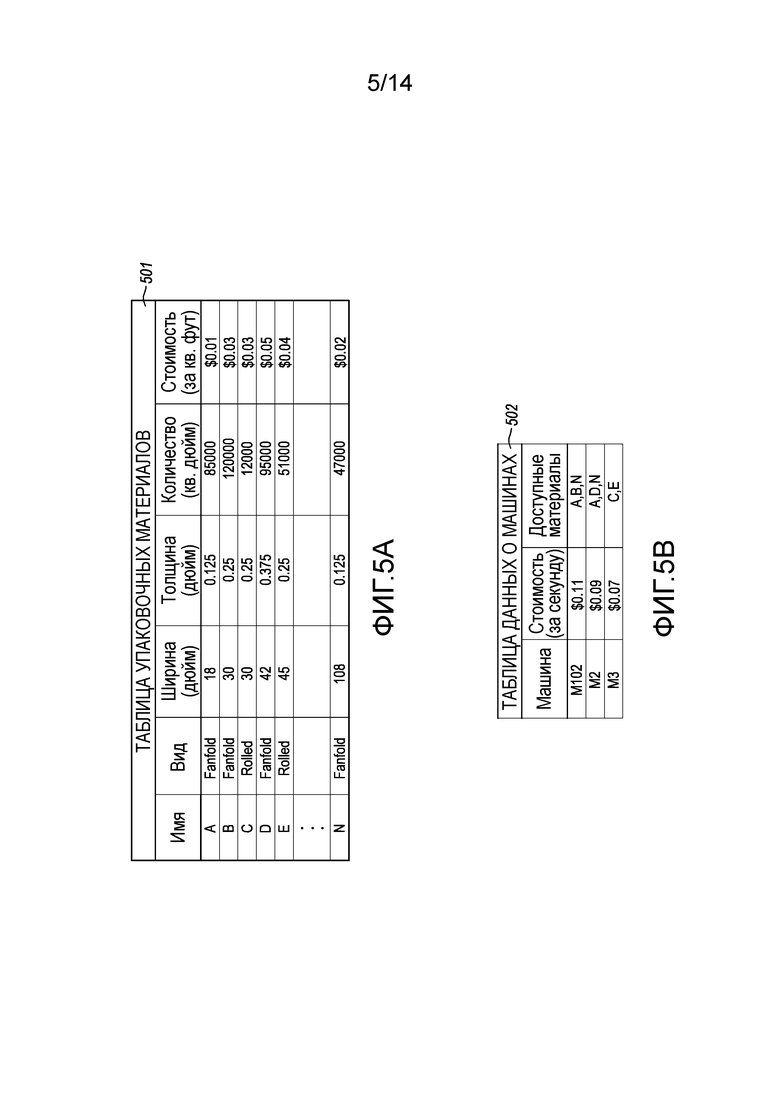
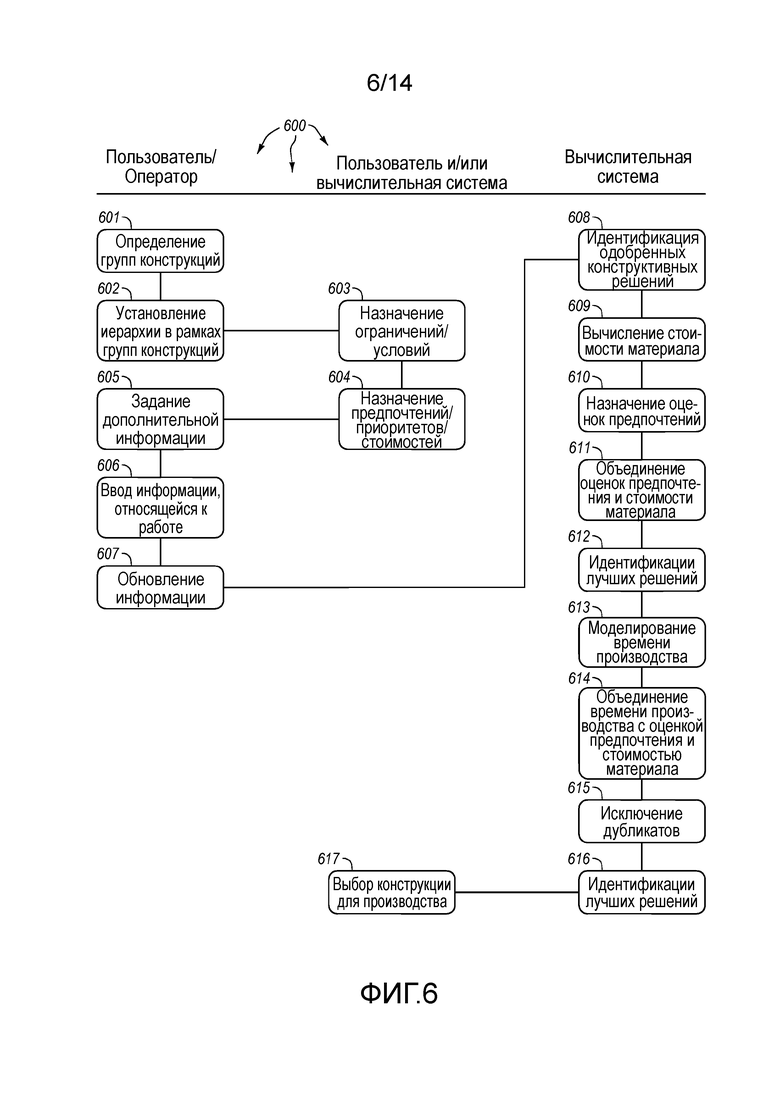
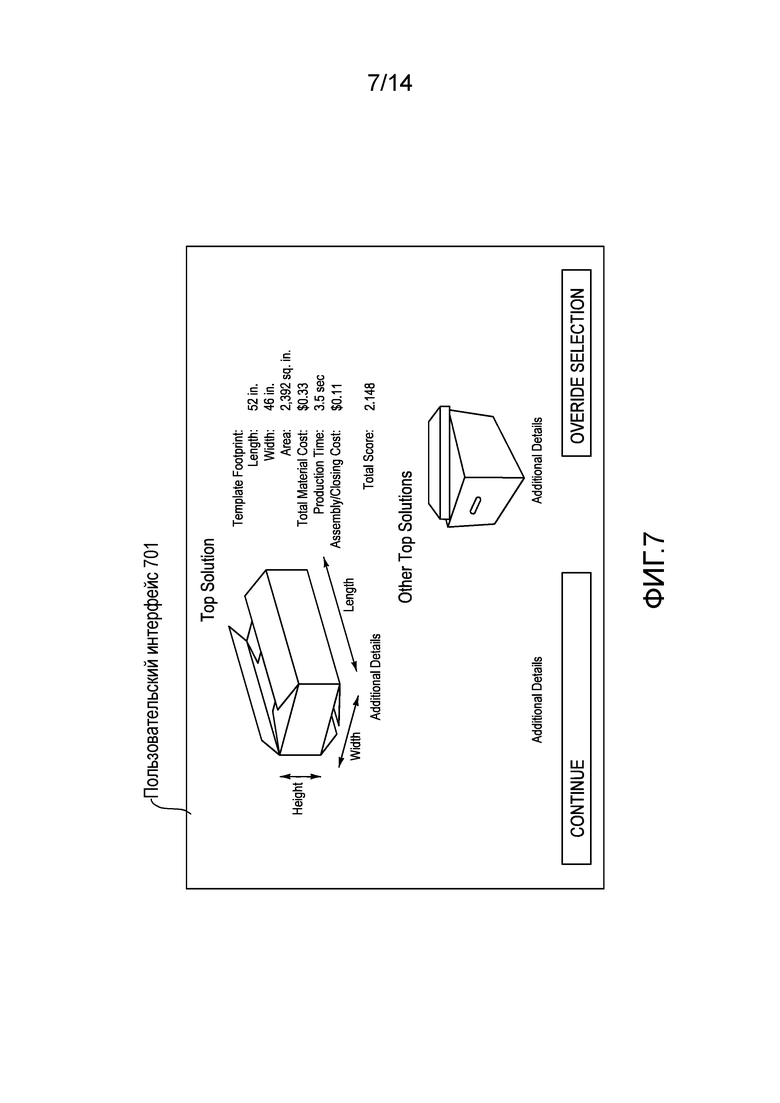
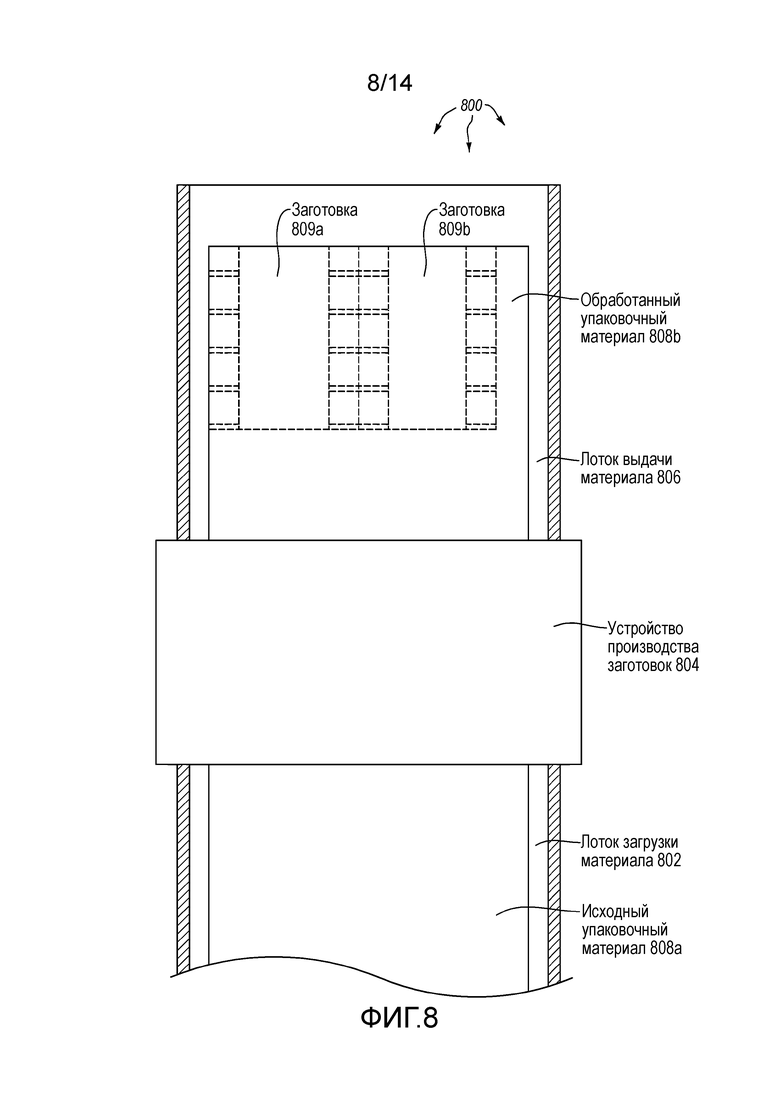
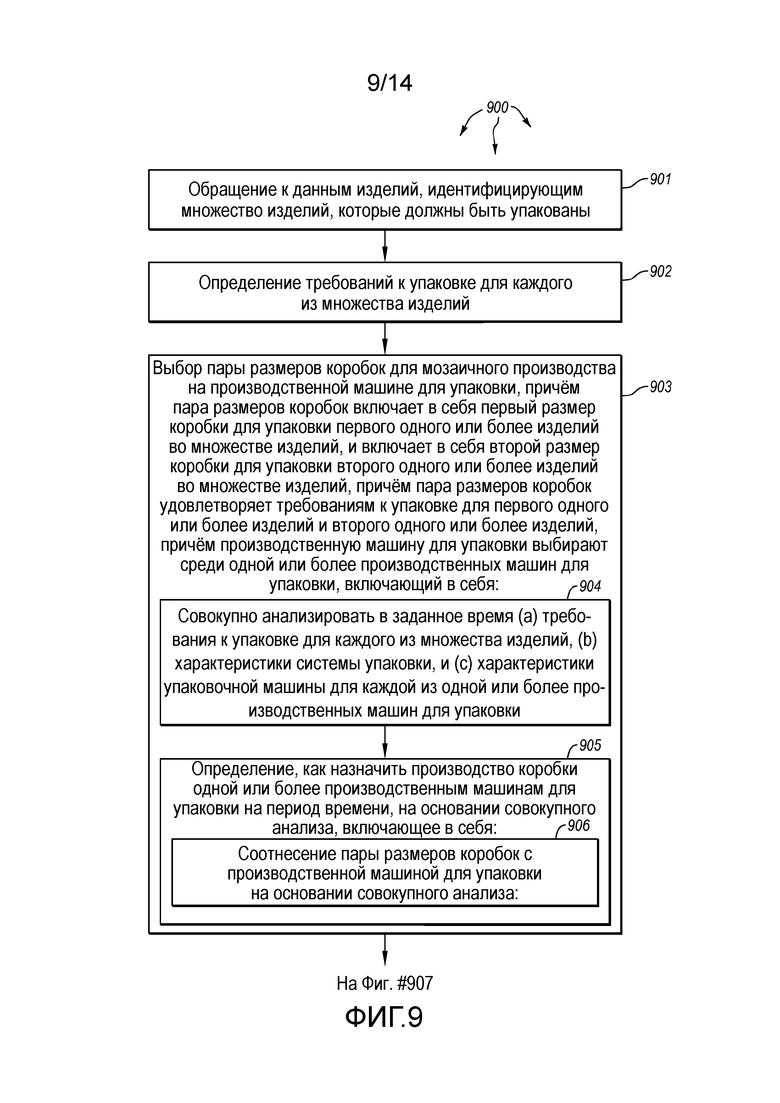
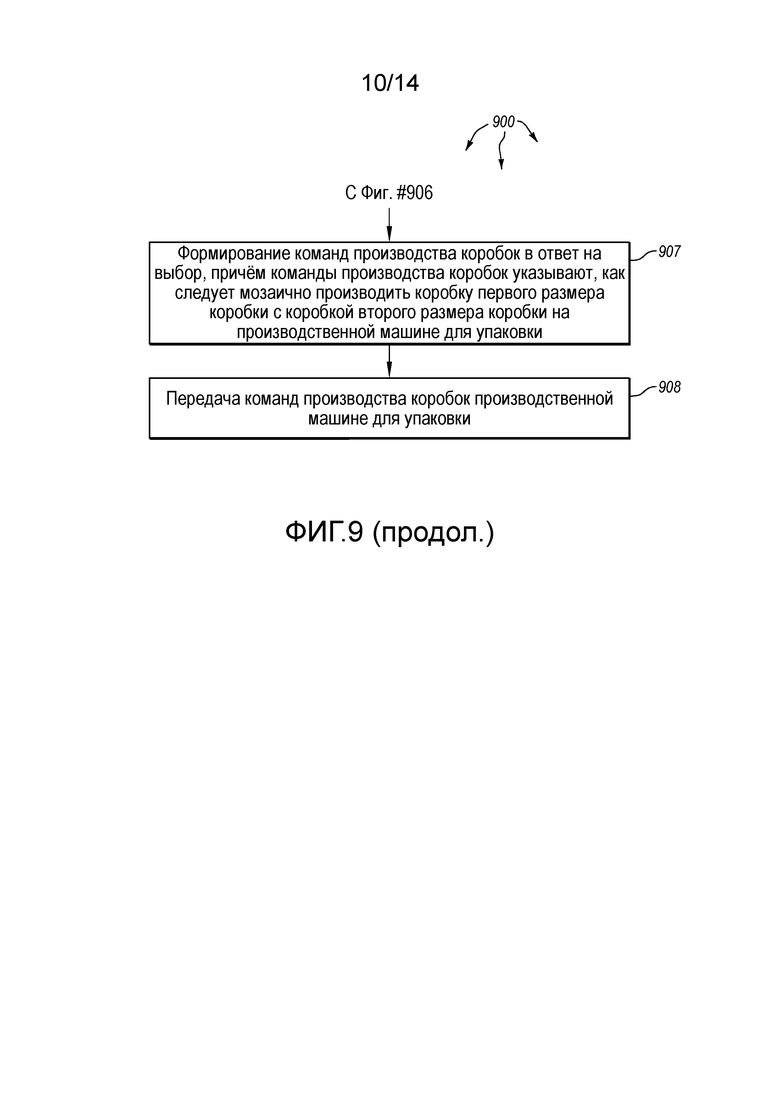
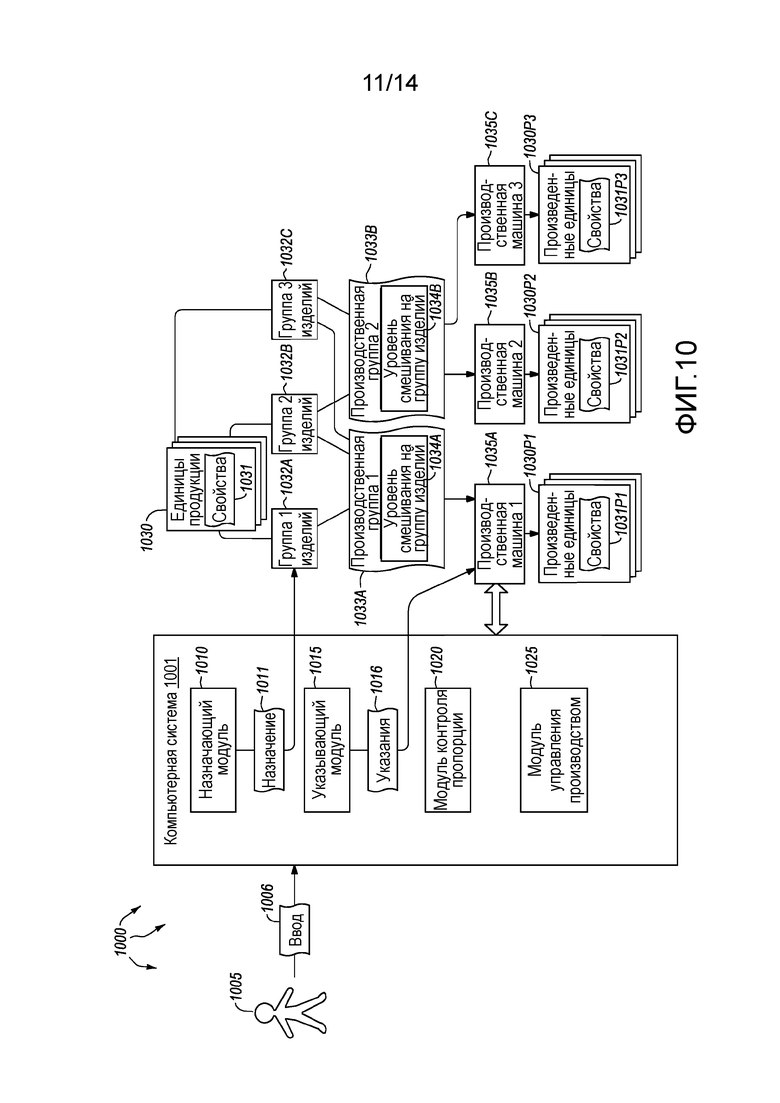
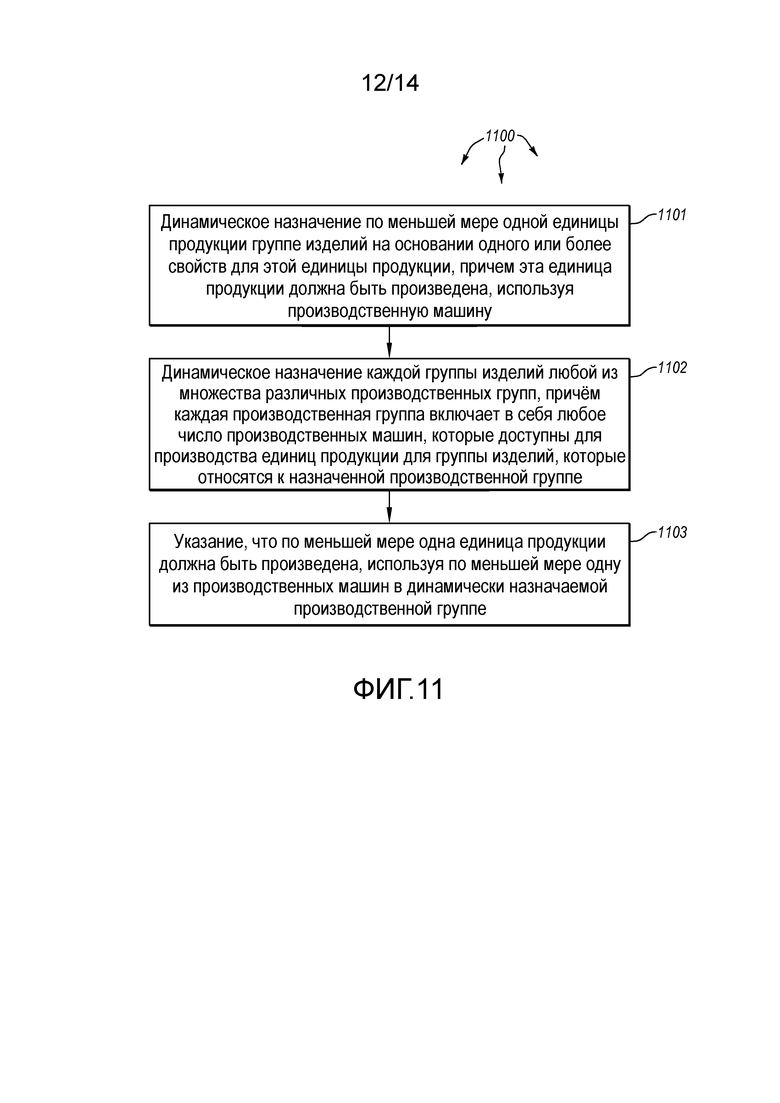
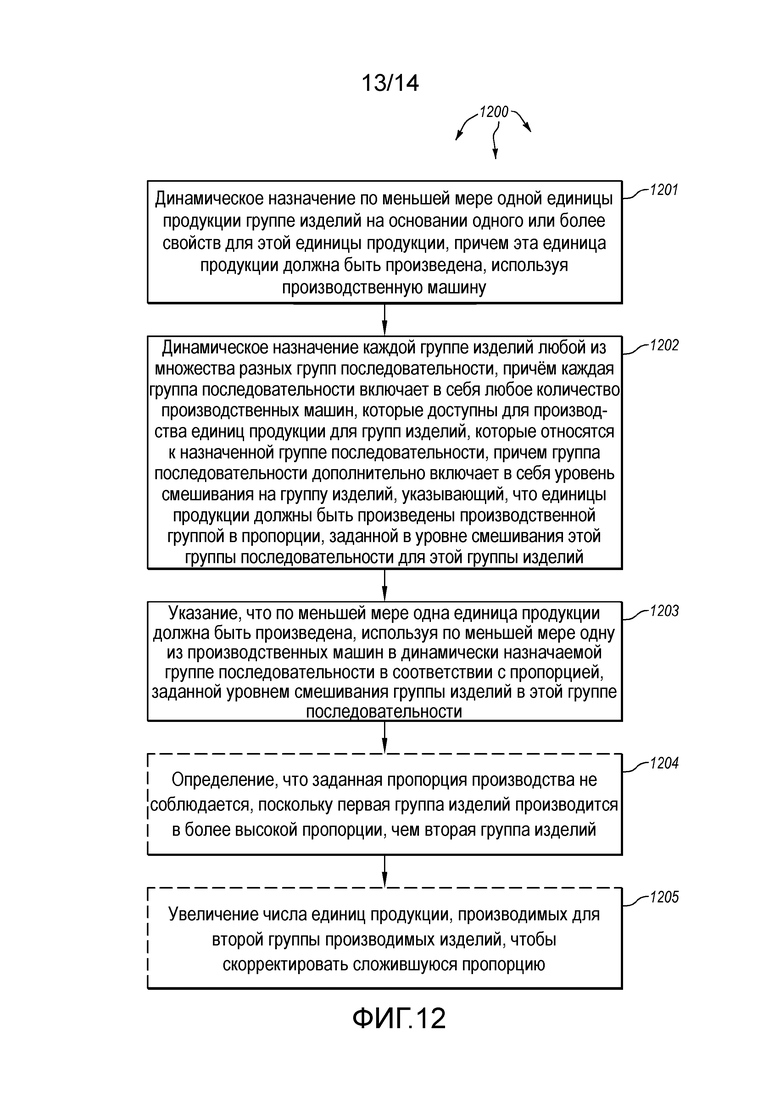
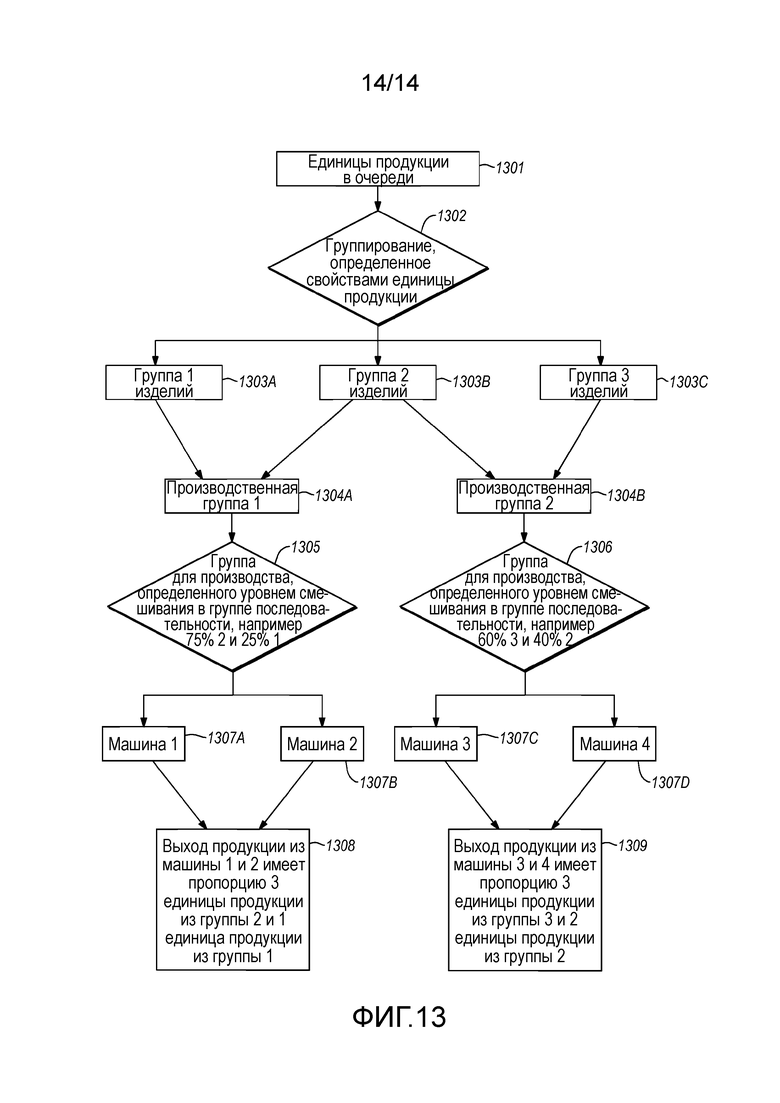
Изобретения относятся в общем к динамическому назначению группы изделий производственным машинам, используя производственные группы, и производству групп изделий в указанной пропорции, используя производственные группы. Технический результат заключается в обеспечении динамического назначения производственным машинам производимой группы изделий в оптимальной пропорции. В одном сценарии компьютерная система динамически назначает единицу продукции группе изделий на основании свойств для этой единицы продукции. Эта единица продукции должна быть произведена с использованием производственной машины. Затем компьютерная система динамически назначает каждую группу изделий производственной группе, причем каждая производственная группа включает в себя производственные машины, которые доступны для производства единиц продукции для группы изделий, которая относится к назначенной производственной группе. Компьютерная система также указывает, что должна быть произведена единица продукции с использованием производственных машин в динамически назначаемой производственной группе. 3 н. и 14 з.п. ф-лы, 4 табл., 14 ил.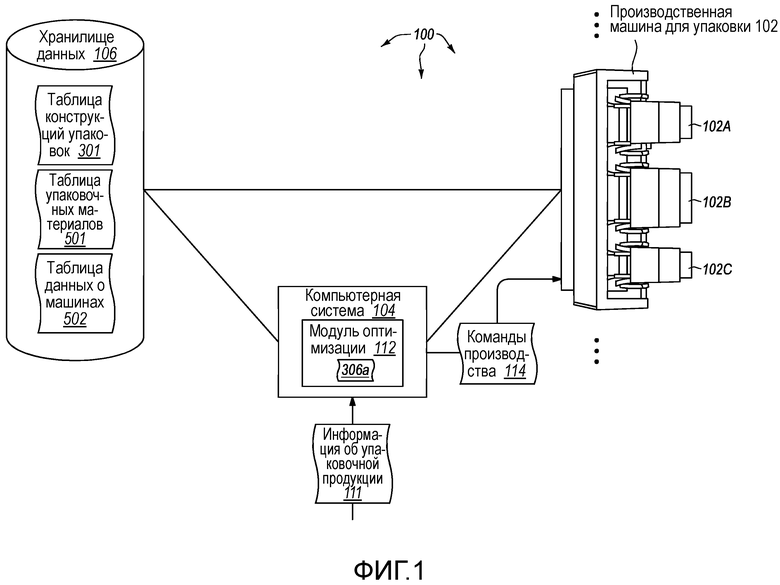
1. Компьютерная система управления производством изделий, содержащая следующее:
один или более процессоров;
системное запоминающее устройство;
один или более машиночитаемых носителей данных, на которых хранятся исполняемые компьютером команды, которые при исполнении одним или более процессорами побуждают вычислительную систему:
динамически назначать по меньшей мере одну единицу продукции группе изделий на основании одного или более свойств этой единицы продукции, причем:
единица продукции включает в себя тип упаковки,
единица продукции должна быть произведена с использованием производственной машины; и
одно или более свойств включают в себя торговое наименование;
динамически назначать каждую группу изделий любой из множества различных производственных групп, причем каждая производственная группа включает в себя любые из множества производственных машин, которые доступны для производства единиц продукции для групп изделий, которые относятся к назначенной производственной группе, причём по меньшей мере одна производственная группа связана с множеством различных групп изделий;
указывать, что по меньшей мере одна единица продукции должна быть произведена, используя по меньшей мере одну из производственных машин в динамически назначаемой производственной группе,
причём:
указанное число единиц продукции производится с использованием по меньшей мере одной из производственных машин в динамически назначаемой производственной группе,
упомянутое указанное число единиц продукции основано на указанном уровне смешивания, соответствующем производственной группе, и
уровень смешивания для производственной группы определяет пропорцию, в которой единицы продукции групп изделий должны быть произведены производственными машинами производственной группы; и
динамически переназначать упомянутую по меньшей мере одну единицу продукции в другую производственную группу для сохранения упомянутой пропорции.
2. Компьютерная система по п. 1, дополнительно содержащая исполняемые компьютером команды, которые при исполнении одним или более процессорами побуждают вычислительную систему:
определять, что первая производственная машина из одной или более производственных машин завершила производство первой указанной группы изделий в пропорции, указанной в соответствующей производственной группе для первой группы изделий; и
начинать производство на первой производственной машине второй указанной группы изделий, начиная в пропорции, указанной в соответствующей производственной группе для второй группы изделий.
3. Компьютерная система по п. 2, в которой при определении, что первая производственная машина завершила производство единиц изделий первой указанной группы изделий, динамически формируется новая группа изделий, причем динамически сформированная группа изделий включает в себя единицы продукции с одним или более указанными свойствами единицы продукции.
4. Компьютерная система по п. 3, в которой динамически сформированная группа изделий производится в той же пропорции, что и первая группа изделий.
5. Компьютерная система по п. 1, в которой одному или более свойствам единицы продукции дается приоритет таким образом, чтобы единицы продукции, которые включают в себя свойства единиц продукции, обладающих приоритетом, производились за счет исключения единиц продукции, которые не включают в себя свойства единиц продукции, обладающих приоритетом, и при этом единицы продукции, обладающие приоритетом, относящиеся к множеству групп изделий, производятся с установленным уровнем смешивания, и при этом единицы продукции, которые не обладают приоритетом, пропускают.
6. Компьютерная система по п. 2, в которой при определении, что первая производственная машина завершила производство единиц изделий первой указанной группы изделий, выполняется действие пропускания производства для первой группы изделий.
7. Компьютерная система по п. 6, в которой первая указанная группа изделий, которая была пропущена, по-прежнему учитывается в пропорции, определенной соответствующей производственной группой для первой группы изделий.
8. Компьютерная система по п. 1, дополнительно содержащая исполняемые компьютером команды, которые при исполнении одним или более процессорами побуждают вычислительную систему:
определять, что в первой производственной машине из любых из множества производственных машин закончился материал, который подходит для производства первой указанной группы изделий в пропорции, указанной в соответствующей производственной группе для первой группы изделий; и
начинать производство на второй производственной машине из одной или более производственных машин, в пропорции, указанной в соответствующей производственной группе для первой группы изделий.
9. Компьютерная система по п. 1, в которой пропорция является динамически изменяемой во время производства единицы продукции по меньшей мере на одной производственной машине.
10. Компьютерная система управления производством изделий, содержащая следующее:
один или более процессоров;
системное запоминающее устройство;
один или более машиночитаемых носителей данных, на которых хранятся исполняемые компьютером команды, которые при исполнении одним или более процессорами побуждают вычислительную систему:
динамически назначать по меньшей мере одну единицу продукции группе изделий на основании одного или более свойств для этой единицы продукции, причем:
единица продукции включает в себя тип упаковки,
единица продукции должна быть произведена с использованием производственной машины, и
одно или более свойств включают в себя торговое наименование;
динамически назначать каждую группу изделий любой из множества различных производственных групп, причем каждая производственная группа включает в себя любые из множества производственных машин, которые доступны для производства единиц продукции для группы изделий, которые относятся к назначенной производственной группе, причем производственная группа дополнительно включает в себя уровень смешивания на группу изделий, указывающий, что единицы продукции должны быть произведены по группам изделий в пропорции, указанной в уровне смешивания производственной группы для этой группы изделий, причём по меньшей мере одна производственная группа связана с множеством различных групп изделий; и
указывать, что по меньшей мере одна единица продукции должна быть произведена, используя по меньшей мере одну из производственных машин в динамически назначаемой производственной группе в соответствии с пропорцией, заданной в уровне смешивания для группы изделий в этой производственной группе,
динамически переназначать упомянутую по меньшей мере одну единицу продукции в другую производственную группу для сохранения упомянутой пропорции.
11. Компьютерная система по п. 10, дополнительно содержащая исполняемые компьютером команды, которые при исполнении одним или более процессорами побуждают вычислительную систему:
определять, что вторая, другая производственная машина в производственной группе лучше оборудована для производства указанной группы изделий на основании свойств единиц продукции, назначенных этой группе изделий; и
указывать, что единицы продукции для указанной группы изделий должны быть произведены на второй, другой производственной машине.
12. Компьютерная система по п. 11, дополнительно содержащая исполняемые компьютером команды, которые при исполнении одним или более процессорами побуждают вычислительную систему:
определять, что уровень смешивания для производственной группы более не удовлетворяется для указанной группы изделий; и
указывать, что вторая, другая группа изделий должна быть произведена на производственной машине, на которой производилась указанная группа изделий, чтобы скорректировать указанный уровень смешивания.
13. Компьютерная система по п. 12, в которой производство второй, другой группы изделий ограничивается указанным числом при коррекции указанного уровня смешивания.
14. Компьютерная система по п. 10, дополнительно содержащая исполняемые компьютером команды, которые при исполнении одним или более процессорами побуждают вычислительную систему:
определять, что по меньшей мере в одной группе изделий закончились единицы продукции для производства таким образом, что единицы продукции для группы изделий не производятся в течение некоторого периода времени;
определять, что по завершении периода времени должны быть произведены единицы продукции группы изделий; и
сохранять ранее указанный уровень смешивания для единиц продукции этой группы изделий без попытки наверстать пропущенные единицы продукции.
15. Компьютерная система по п. 10, дополнительно содержащая исполняемые компьютером команды, которые при исполнении одним или более процессорами побуждают вычислительную систему:
назначать замещающую группу изделий для указанной группы изделий; и
производить одну или более единиц продукции из назначенной замещающей группы изделий вместо единиц продукции для указанной группы, причем единицы продукции назначенной замещающей группы изделий подсчитываются в уровне смешивания как являющиеся единицами продукции указанной группы изделий.
16. Компьютерная система управления производством изделий, содержащая следующее:
один или более процессоров;
системное запоминающее устройство;
один или более машиночитаемых носителей данных, на которых хранятся исполняемые компьютером команды, которые при исполнении одним или более процессорами побуждают вычислительную систему:
определять одно или более свойств единицы продукции по меньшей мере для одной единицы продукции, которая должна быть произведена с использованием производственной машины, причём одно или более свойств единицы продукции включают в себя значения для стоимости материала, эстетического вида, рабочего времени, стоимости труда, защитных способностей, стоимости материалов для сборки/закрытия и времени производства;
динамически назначают по меньшей мере одну единицу продукции одной или более группам изделий на основании одного или более определенных свойств единицы продукции для упомянутой по меньшей мере одной единицы продукции, причём единица продукции включает в себя тип упаковки, и единица продукции должна быть произведена с использованием производственной машины;
динамически назначают каждую группу изделий любой из множества различных производственных групп, причем каждая производственная группа включает в себя любые из множества производственных машин, которые доступны для производства единиц продукции для группы изделий, которые относятся к назначенной производственной группе, причем производственная группа дополнительно включает в себя уровень смешивания, указывающий, что единицы продукции должны быть произведены производственной группой в пропорции, указанной в уровне смешивания производственной группы для группы изделий, причём по меньшей мере одна производственная группа связана с множеством различных групп изделий;
указывать, что должно быть произведено указанное число единиц продукции с использованием по меньшей мере одной из производственных машин в динамически назначаемой производственной группе в соответствии с пропорцией, указанной уровнем смешивания производственной группы для этой группы изделий;
определять, что указанная пропорция не удовлетворяется, поскольку первая группа изделий производится в большей пропорции, чем вторая группа изделий;
увеличивать число единиц продукции, производимых для второй группы изделий, чтобы скорректировать установленную пропорцию, и
динамически переназначать упомянутую по меньшей мере одну единицу продукции в другую производственную группу для сохранения упомянутой пропорции.
17. Компьютерная система по п. 16, в которой число единиц продукции, производимых для второй группы изделий, уменьшается при определении, что указанная пропорция теперь удовлетворяется.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ | 2008 |
|
RU2455208C2 |
| RU 2010132245 A, 10.02.2012 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

