[0001] Настоящая заявка имеет приоритет заявки США № Сер. №61/510,894 от 22 июля 2011 года, озаглавленной «Мозаичное производство упаковочных материалов», которая включена в настоящее описание полностью путем ссылки.
[0002] УРОВЕНЬ ТЕХНИКИ
[0003] С увеличивающейся доступностью товаров, продуктов и других изделий не только локально, но также на глобальном рынке, необходимость в соответствующей упаковке таких материалов для отгрузки и доставки никогда ранее не были настолько важными. К счастью, доступные упаковочные системы могут использоваться в настоящее время для того, чтобы создавать практически любой стиль упаковки продукта из упаковочных материалов, таких как гофрированный картон.
[0004] Возможно, одним из самых важных факторов в производстве упаковки для продукта является то, что упаковка должна быть спроектирована так, чтобы вмещать содержащийся продукт настолько точно, насколько возможно. С более точной подгонкой содержащееся изделие или продукт менее вероятно может быть поврежден, и кроме того, необходимость во внутренней упаковке также снижается и, возможно, устраняется. В частности, когда упаковочные материалы, такие как гофрированный картон, используются, чтобы создавать коробку или другой дизайн упаковки («дизайн» здесь и далее означает «конструкция»), материалы сгибаются и складываются настолько близко к прямому углу, насколько возможно. Сгибание и складывание с прямыми углами улучшает характеристики прочности упаковочных материалов (по существу, экспоненциально), тем самым, придавая получающейся в результате коробке соответственно возросшее сопротивление к повреждению при укладке в штабель.
[0005] Коробки множества различных стилей могут, однако, производиться, чтобы удовлетворять конкретным ограничениям по размеру. Каждый из различных стилей коробок может иметь различные преимущества или недостатки. Например, некоторые стили коробок могут быть более красивыми с эстетической точки зрения, в то время как другие могут предоставлять более защищенные признаки. Еще одни стили коробок могут более быстро производиться и/или собираться, в то время как другие могут требовать меньше материала для производства или меньше материала для сборки, запечатывания или другого манипулирования шаблоном коробки.
[0006] Вследствие огромного множества типов коробок и других упаковочных материалов, которые могут быть произведены, каждый со своими положительными и отрицательными признаками, может быть очень трудно человеку, незнакомому с конкретным стилем коробки, идентифицировать, когда определенные стили или комбинации стилей могут быть использованы. Даже если предоставляется информация о типах доступных стилей, может быть трудно и/или затратно по времени для человека, производящего или собирающего коробку, просматривать каждый доступный вариант и выбирать предпочтительный вариант. Более того, в некоторых обстоятельствах, факторы производства в реальном времени могут оказывать влияние, когда конкретная коробка должна быть использована. Например, если существует задолженность по выпуску продукции, может быть желательно увеличивать производительность, производя коробки, которые отнимают меньше времени на производство, даже если изготовленные коробки имеют менее эстетические или защитные свойства или требуют больше материалов для производства или сборки. В других случаях, информация реального времени может указывать, что существуют неиспользуемые производственные мощности, так что другим соображениям придается более высокий приоритет.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0007] Настоящее изобретение распространяется на способы, машины, системы и компьютерные программные продукты для оптимизации производства упаковочных продуктов посредством производства расположенных мозаикой шаблонов коробок.
[0008] В одном или более вариантах выполнения компьютерная система осуществляет доступ к данным об изделиях, идентифицирующим изделия, подлежащих упаковке, и определяет требования по упаковке для каждого из изделий. Компьютерная система затем выбирает пару размеров коробок для мозаичного производства в машине для производства упаковок. Пары размеров коробок, которые удовлетворяют требованиям по упаковке для идентифицированных изделий, включают в себя первый размер коробки для упаковки первого изделия и второй размер коробки для упаковки второго изделия.
[0009] Компьютерная система также выбирает машину для производства упаковок, среди одной или более машин для производства упаковок, (i) анализируя в совокупности требования по упаковке для каждого изделия, характеристики системы упаковки и характеристики упаковочной машины для каждой из одной или более машин для производства упаковок; и (ii) на основе совокупного анализа определяет, как распределять производство коробок одной или более машинам для производства упаковок в течение периода времени. Пара размеров коробок затем подбирается («подгонка») для машины для производства упаковок.
[0010] После выбора пары размеров коробок компьютерная система генерирует инструкции по производству коробок, которые указывают, как осуществлять мозаичное производство коробки первого размера коробки с коробкой второго размера коробки в машине для производства упаковок. Компьютерная система затем отправляет инструкции по производству коробок машине для производства упаковок.
[0011] Эта сущность предоставлена для того, чтобы представлять выбор концепций в упрощенной форме, которые дополнительно описаны ниже в подробном описании. Эта сущность не предназначена для того, чтобы идентифицировать ключевые признаки или важнейшие признаки заявляемого предмета изобретения, а также не предназначена для того, чтобы быть использованной в качестве помощи при определении области применения заявляемого предмета изобретения.
[0012] Дополнительные признаки и преимущества изобретения будут частично изложены в описании, которое следует ниже, и частично будут явствовать из описания или могут быть изучены при практическом использовании изобретения. Признаки и преимущества изобретения могут быть реализованы и получены посредством инструментов и комбинаций, детально указанных в прилагаемой формуле. Эти и другие признаки настоящего изобретения должны стать более очевидными из следующего описания и формулы изобретения или могут быть изучены при практическом использовании изобретения, как изложено далее.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0013] Чтобы описать способ, которым могут быть получены вышеупомянутые и другие преимущества и признаки изобретения, более подробное описание изобретения, вкратце описанного выше, должно быть представлено посредством ссылки на его конкретные варианты выполнения, которые проиллюстрированы в прилагаемых чертежах. При условии того, что эти чертежи изображают только типичные варианты выполнения изобретения и поэтому не должны рассматриваться как ограничивающие область его применения, изобретение описывается и поясняется с помощью дополнительной специфики и подробностей посредством использования прилагаемых чертежей, на которых:
[0014] Фиг. 1 иллюстрирует примерную архитектуру производства, которая способствует оптимизации производства упаковочных продуктов.
[0015] Фиг. 2 иллюстрирует блок-схему последовательности операций примерного способа для оптимизации производства упаковочных продуктов.
[0016] Фиг. 3 иллюстрирует пример таблицы информации об упаковке.
[0017] Фиг. 4 иллюстрирует примерный пользовательский интерфейс для принятия информации о производстве упаковки.
[0018] Фиг. 5A иллюстрирует пример таблицы упаковочных материалов.
[0019] Фиг. 5B иллюстрирует пример таблицы данных по машинам.
[0020] Фиг. 6 иллюстрирует блок-схему последовательности операций примерного способа для выбора дизайна для упаковочного продукта.
[0021] Фиг. 7 иллюстрирует примерный пользовательский интерфейс для представления дизайнов упаковки.
[0022] Фиг. 8 иллюстрирует примерный производственный конвейер, сконфигурированный, чтобы производить расположенные мозаикой шаблоны в пределах исходного производственного материала.
[0023] Фиг. 9 иллюстрирует блок-схему последовательности операций примерного способа мозаичного производства для пары коробок.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0024] Настоящее изобретение распространяется на способы, машины, системы и компьютерные программные продукты для оптимизации производства упаковочных продуктов посредством производства расположенных мозаикой шаблонов коробок.
[0025] В одном или более вариантах выполнения компьютерная система осуществляет доступ к данным об изделиях, идентифицирующим изделия, подлежащих упаковке, и определяет требования по упаковке для каждого из изделий. Компьютерная система затем выбирает пару размеров коробок для мозаичного производства в машине для производства упаковок. Пары размеров коробок, которые удовлетворяют требованиям по упаковке для идентифицированных изделий, включают в себя первый размер коробки для упаковки первого изделия и второй размер коробки для упаковки второго изделия.
[0026] Компьютерная система также выбирает машину для производства упаковок, среди одной или более машин для производства упаковок, (i) анализируя в совокупности требования по упаковке для каждого изделия, характеристики системы упаковки и характеристики упаковочной машины для каждой из одной или более машин для производства упаковок; и (ii) на основе совокупного анализа определяет, как распределять производство коробок одной или более машинам для производства упаковок в течение периода времени. Затем осуществляют подгонку пары размеров коробок для машины для производства упаковок.
[0027] После выбора пары размеров коробок компьютерная система генерирует инструкции по производству коробок, которые указывают, как осуществлять мозаичное производство коробки первого размера коробки с коробкой второго размера коробки в машине для производства упаковок. Компьютерная система затем отправляет инструкции по производству коробок машине для производства упаковок.
[0028] Варианты выполнения настоящего изобретения могут содержать или использовать специализированный компьютер или компьютер общего назначения, включающий в себя аппаратные средства компьютера, такие как, например, один или более процессоров и системная память, которые обсуждаются более подробно ниже. Варианты выполнения в области применения настоящего изобретения также включают в себя машиночитаемые носители для передачи или хранения на них машиноисполняемых инструкций или структур данных. Such computer-readable media can be any available media that can be accessed by a general purpose or special purpose computer system. Машиночитаемые носители, которые хранят машиноисполняемые инструкции, являются компьютерными носителями (устройствами) хранения. Машиночитаемые носители, которые переносят машиноисполняемые инструкции, являются средой передачи. Таким образом, в качестве примера, но не ограничения, варианты выполнения изобретения могут содержать, по меньшей мере, два определенно различных вида машиночитаемых носителей: компьютерные носители (устройства) хранения и среду передачи.
[0029] Компьютерные носители (устройства) хранения включают в себя RAM, ROM, EEPROM, CD-ROM, твердотельные накопители ("SSD") (например, на основе RAM), флэш-память, память с фазовым переходом ("PCM"), другие типы памяти, другой накопитель на оптическом диске, накопитель на магнитном диске или другие магнитные запоминающие устройства или любой другой носитель, который может использоваться, чтобы сохранять желаемое средство программного кода в форме машиноисполняемых инструкций или структур данных, и к которому может осуществлять доступ компьютер общего назначения или специализированный компьютер.
[0030] "Сеть" определяется как одна или более линий передачи данных, которые предоставляют возможность передачи электронных данных между компьютерными системами, и/или модулями, и/или другими электронными устройствами. Когда информация передается или предоставляется по сети или другому соединению связи (либо проводному, беспроводному, либо комбинации проводного или беспроводного) в компьютер, компьютер надлежащим образом рассматривает соединение как среду передачи. Среда передачи может включать в себя сеть и/или линии передачи данных, которые могут использоваться, чтобы переносить требуемое средство кодирования программы в форме машиноисполняемых инструкций или структур данных, и к которым может обращаться компьютер общего назначения или специализированный компьютер. Комбинации вышеперечисленного также следует включать в число машиночитаемых носителей.
[0031] Дополнительно, после достижения различных компонентов компьютерной системы, средство программного кода в форме машиноисполняемых инструкций или структур данных передаваться автоматически из сред передачи в компьютерные носители (устройства) хранения данных (или наоборот). Например, машиноисполняемые инструкции или структуры данных, принятые по сети или линии передачи данных, могут быть буферизованы в RAM в модуле сетевого интерфейса (например, "NIC"), и затем, в конечном счете, переданы в RAM компьютерной системы и/или менее энергозависимые компьютерные носители (устройства) хранения в компьютерной системе. Таким образом, следует понимать, что компьютерные носители (устройства) хранения могут быть включены в компоненты компьютерной системы, которые также (или даже главным образом) используют среду передачи.
[0032] Машиноисполняемые инструкции содержат, например, инструкции и данные, которые, когда выполняются в процессоре, инструктируют компьютеру общего назначения, специализированному компьютеру или специализированному устройству обработки выполнять определенную функцию или группу функций. Машиноисполняемые инструкции могут быть, например, двоичным кодом, инструкциями промежуточного формата, например, на языке ассемблера, или даже исходным кодом. Хотя предмет изобретения описан на языке, характерном для структурных признаков и/или технологических этапов, следует понимать, что предмет изобретения, заданный в прилагаемой формуле изобретения, не обязательно ограничен описанными признаками или этапами, описанными выше. Наоборот, описанные признаки и этапы раскрываются как примерные формы реализации формулы изобретения.
[0033] Специалисты в данной области техники поймут, что изобретение может быть применено на практике в сетевых вычислительных окружениях со многими типами конфигураций компьютерной системы, включающими в себя персональные компьютеры, настольные компьютеры, портативные компьютеры, процессоры для обработки сообщений, "карманные" устройства, многопроцессорные системы, микропроцессорную или программируемую бытовую электронную аппаратуру, сетевые ПК, миникомпьютеры, мейнфреймы, мобильные телефоны, PDA, пейджеры, маршрутизаторы, коммутаторы, машины для производства упаковок и т.п. Изобретение также может быть применено на практике в распределенных системных окружениях, где локальная и удаленная компьютерные системы, которые связаны (либо прямо связанными линиями передачи данных, беспроводными линиями передачи данных либо комбинацией прямо связанных и беспроводных линий передачи данных) через сеть, обе выполняют задачи. В распределенном системном окружении программные модули могут размещаться и на локальных, и на удаленных устройствах хранения данных.
[0034] Варианты выполнения изобретения могут эффективно и автоматически определять и выбирать оптимальные конструкции упаковки, чтобы производить упаковочные материалы, такие как, например, шаблоны коробок. Определение и выбор конструкций упаковки может быть основан на информации об упаковочном материале и определенных конструкциях упаковки, а в некоторых вариантах выполнения может также быть основан на одном или более из: данных о производственной машине, данных об упаковочном материале или оценках в реальном времени производственного окружения. Машины для производства упаковок могут затем быть инструктированы производить упаковочные продукты в соответствии с выбранными дизайнами упаковки.
[0035] Варианты выполнения изобретения могут также определять оптимизированное размещение шаблонов коробок в исходном упаковочном материале, что может, в свою очередь, оптимизировать один или оба параметра из скорости производства коробки или эффективного использования исходного упаковочного материала. Например, варианты выполнения изобретения могут размещать мозаикой шаблоны коробок в исходном упаковочном материале, предоставляя возможность одному производственному устройству производить множество коробок параллельно, при этом также минимизируя отходы. Оптимизация размещения шаблонов коробок в исходном упаковочном материале может происходить в связи с определением и выбором оптимальных дизайнов упаковки или может происходить как отдельный процесс.
[0036] Фиг. 1 иллюстрирует примерную архитектуру 100 производства, которая способствует оптимизации производства упаковочных продуктов. Ссылаясь на Фиг. 1, архитектура 100 производства 100 включает в себя машину 102 для производства упаковок, компьютерную систему 104 и хранилище 106 данных. Каждый из изображенных компонентов и машин соединяется друг с другом по (или является частью) сети, такой как, например, локальная вычислительная сеть ("LAN"), глобальная вычислительная сеть ("WAN") или даже Интернет. Соответственно, каждая из изображенных компьютерных систем, также как и любые другие подключенные компьютерные системы, машины и их компоненты, могут создавать связанные с сообщением данные и обмениваться связанными с сообщением данными (например, дейтаграммы протокола Интернета ("IP") и другие протоколы более высокого уровня, которые используют IP-дейтаграммы, такие как протокол управления передачей ("TCP"), протокол передачи гипертекста ("HTTP"), простой протокол пересылки почты ("SMTP") и т.д.) по сети.
[0037] Машина 102 для производства упаковок включает в себя один или более производственных конвейеров, например, изображенные производственные конвейеры 102A, 102B и 102C. Каждый из производственных конвейеров 102A, 102B и 102C может быть загружен сырьевыми упаковочными материалами, такими как, фальцованный или прокатный гофрированный картон. Как изображено, каждый из производственных конвейеров 102A, 102B и 102C имеет различную максимальную ширину для сырьевых упаковочных материалов. Поскольку производственные конвейеры 102A, 102B и 102C производят упаковочные продукты (например, шаблоны коробок), машина 102 для упаковочного продукта может поддерживать локальное хранилище данных об использовании. Машина 102 для производства упаковок может включать в себя NIC для сетевой связи. Время от времени или с желаемыми интервалами машина 102 для производства упаковок может передавать данные об использовании из локального хранилища в компьютерную систему 104 и/или хранилище 106 данных с помощью NIC. Вертикальный эллипс выше и ниже машины 102 для производства упаковок представляет, что одна или более дополнительных машин для производства упаковок могут быть включены в архитектуру 100 производства.
[0038] Как правило, хранилище 106 данных может хранить различные типы информации для оптимизации производства упаковочных продуктов. Например, хранилище 106 данных может хранить информацию для одной или более машин для производства упаковок, таких как, например, машина 102 для производства упаковок. Сохраненная информация для машин для производства упаковок может включать в себя типы машин для производства упаковок, затраты на эксплуатацию машин для производства упаковок, типы сырьевого упаковочного материала, доступные в машинах для производства упаковок, группы дизайнов, используемые, чтобы оптимизировать производство упаковки в машинах для производства упаковок, и т.д. Как изображено в архитектуре 100 производства, хранилище 106 данных более конкретно включает в себя таблицу 301 дизайнов упаковки, таблицу 501 упаковочных материалов и таблицу 502 данных по машинам.
[0039] Компьютерная система 104 включает в себя модуль 112 оптимизации. Как правило, модуль 112 оптимизации выполнен так, чтобы оптимизировать производство упаковочных продуктов. В некоторых вариантах выполнения модуль 112 оптимизации включает в себя функциональность дизайна упаковочного продукта в реальном времени. Когда упаковочный продукт должен быть произведен, модуль 112 оптимизации может обращаться к данным в хранилище 106 данных, чтобы определять, как оптимизировать производство упаковочного продукта. Когда оптимизация определена, модуль 112 оптимизации может отправлять инструкции машине для производства упаковок. Инструкции инструктируют машине для производства упаковок производить упаковочный продукт в соответствии с определенной оптимизацией.
[0040] В некоторых вариантах выполнения компьютерная система 104 и/или машина 102 для производства упаковок использует всю или некоторую информацию из хранилища 106 данных, чтобы оптимизировать то, какие типы и/или размеры шаблонов упаковки должны быть созданы машиной 102 для производства упаковок. В некоторых вариантах выполнения компьютерная система 104 и/или машина 102 для производства упаковок также оптимизирует то, какой производственный конвейер должен быть использован, чтобы производить упаковочный продукт из сырьевых упаковочных материалов.
[0041] Дополнительно, хотя машина 102 для производства упаковок, компьютерная система 104 и хранилище 106 данных изображаются отдельно, компоненты и данные, изображенные в производственной машине 102, компьютерной системе 104 и хранилище 106 данных, могут быть объединены. Например, может быть, что компьютерная система 104 физически интегрирована в машину 102 для производства упаковок. Аналогично, хранилище 106 данных может быть физически интегрировано в компьютерную систему 104 и/или машину 102 для производства упаковок.
[0042] В некоторых вариантах выполнения упаковочным продуктом является шаблон коробки. Шаблон коробки может быть дополнительно обработан (например, согнут, и края соединены вместе), чтобы формировать коробку. Различные типы коробок или другой упаковки могут быть использованы или желательны для различных проектов. Размер коробки может изменяться на основе того, что заключено в коробку. Другие типы признаков могут также рассматриваться при определении того, какой тип и/или размер коробки желателен для конкретного использования или применения. Вмещение тяжелого или хрупкого объекта может, например, диктовать, чтобы использовалась коробка из определенного типа материала, или чтобы использовалась коробка, которая имеет улучшенные характеристики защиты (например, приклеиваемый клапан, изготовленные как единое целое угловые элементы защиты, полноразмерные клапаны и т.д.).
[0043] Таким образом, как описано в целом, компоненты архитектуры 100 производства могут использоваться, чтобы оптимизировать производство упаковочных продуктов на основе любого числа различных признаков или соображений. Чтобы облегчать использование архитектуры 100 производства в идентификации подходящей упаковки для объекта, может рассматриваться любое число различных дизайнов или типов упаковки. Каждый тип или дизайн упаковки может иметь различную форму, стиль или другой признак. Например, один дизайн коробки может иметь верхние и/или нижние клапаны, которые приблизительно равны половине ширины конечной коробки. Для других дизайнов коробки верхние и/или нижние клапаны могут занимать вплоть до полной ширины коробки. Эти или другие типы коробок могут также включать в себя склеиваемые или сшиваемые скобами клапаны для сборки, иметь изготовленные как единое целое угловые элементы защиты, встроенные в верхние и/или нижние клапаны, или иметь другие признаки или любую их комбинацию.
[0044] Фиг. 2 иллюстрирует блок-схему последовательности операций примерного способа 200 для оптимизации производства упаковочных продуктов. Способ 200 будет описан относительно компонентов и данных компьютерной архитектуры 100. Во время описания способа 200 ссылка будет также сделана на Фиг. 3, 4, 5A и 5B.
[0045] Способ 200 включает в себя действие приема информации о производстве упаковки для производства упаковочного продукта, информация о производстве упаковки, по меньшей мере, определяет размер упаковочного продукта (действие 201). Например, компьютерная система 104 может принимать информацию 111 о производстве упаковки. Информация 111 о производстве упаковки может задавать размер упаковочного продукта (например, коробки). Информация 111 о производстве упаковки может также включать в себя другую информацию, которую модуль 112 оптимизации может использовать, чтобы определять то, как оптимизировать производство упаковочного продукта. Например, другая информация может включать в себя количество коробок, которое необходимо произвести, выбранную группу дизайнов, условия производства, доступные машины для производства упаковок, временные затраты на производство и т.д.
[0046] В некоторых вариантах выполнения информация 111 о производстве упаковки формулируется автоматизированным образом в другой компьютерной системе или даже в другом модуле компьютерной системы 104. В других вариантах выполнения, пользователь-человек вводит информацию 111 о производстве упаковки через пользовательский интерфейс, например, предусмотренный в компьютерной системе 104 или некотором другом сетевом местоположении. Обращаясь вкратце к Фиг. 4, пользовательский интерфейс 401 изображает различные элементы управления пользовательского интерфейса для ввода информации о производстве упаковки. Оператор или другой пользователь может использовать пользовательский интерфейс 401, чтобы вводить габариты коробки, количество коробок для производства, выбор группы дизайнов, указывать условия производства, выбирать доступные производственные машины и указывать временные затраты на производство. Например, через пользовательский интерфейс 401 пользователь может выбирать группу 302a дизайнов и указывать, что машина 102 для производства упаковок доступна. Информация о производстве упаковки, введенная через пользовательский интерфейс 401, может быть включена в информацию 111 о производстве упаковки.
[0047] Способ 200 включает в себя действие доступа к множеству различных дизайнов упаковки, каждый из множества различных дизайнов упаковки указывает значения для комбинирования характеристик производства упаковки, указанные значения для комбинирования характеристик упаковки должны использоваться при производстве упаковочного продукта в соответствии с конструктивным исполнением упаковки (действие 202). Например, компьютерная система 104 может осуществлять доступ к таблице 301 дизайнов упаковки. Обращаясь теперь к Фиг.3, таблица 301 дизайнов упаковки имеет столбцы, включающие в себя группы 302 дизайнов, признаки 310 дизайнов, оценки 311 предпочтений, варианты 312, ограничения 308 и описание 314.
[0048] Группы 302 дизайнов включают в себя множество групп 302a, 302b, 302c, 302d, 302e, 302f и т.д. дизайнов. Каждая группа дизайнов может включать в себя один или более основных дизайнов. Например, группа 302a дизайнов включает в себя основные дизайны 304. Каждый основной дизайн может относиться к определенному алгоритму или другому дизайну, которое может быть оценено, выражено численно или иначе связано с другими основными дизайнами в соответствующей группе дизайнов.
[0049] Может быть установлена иерархия в группах дизайнов. Например, основной дизайн 304a имеет множество дизайнов 306 упаковки, определенных в нем. Каждый из дизайнов 306 упаковки связано с основным конструктивным исполнением 304a, частью которого оно является. Однако каждый из дизайнов 306 упаковки включает в себя, по меньшей мере, одно отличающееся значение или отличающийся вариант в признаках 310 дизайна, оценке 311 предпочтений, вариантах 312 и/или ограничениях 308, которые отличают его от других дизайнов 306 упаковки. Например, различные дизайны 306 упаковки могут ссылаться на один и то же основной дизайн с заменяемыми размерами по длине, ширине и высоте, добавленными лотками и разделителями в конструктивном исполнении или другими признаками или аспектами, общими для основного дизайна.
[0050] В некоторых вариантах выполнения основные дизайны 304 могут соответствовать различным типам коробок. Например, основной дизайн 304a может соответствовать коробкам, имеющим дизайны в виде симметрично штампованной картонной коробки ("RSC"), коробкам с полными клапанами, коробкам с изготовленными как единое целое угловыми элементами защиты, коробкам с конструкцией нижней крышки с отдельным дном и компонентами крышки. Другие основные дизайны 304 соответствуют другим типам дизайнов упаковки. Каждый дизайн упаковки может иметь одну или более ассоциированных формул, которые могут быть использованы, чтобы производить дизайн. Например, если основной дизайн используется, чтобы производить прямоугольную коробку, формула может использовать желаемую длину, ширину и высоту для собранной коробки. На основе основного дизайна производится шаблон коробки. Шаблон коробки может быть согнут, чтобы производить коробку конкретной длины, ширины и высоты, и которая также предлагает другие характеристики или признаки конкретного основного дизайна.
[0051] Таким образом, различные дизайны 306 упаковки могут рассматриваться как подчиненные дизайны в рамках основного дизайна 304a. Каждый из дизайнов 306 упаковки может использовать аналогичную, или даже, по существу, ту же формулу с некоторой вариацией.
[0052] Когда это целесообразно, компьютерная система 104 может также осуществлять доступ к одной или более таблицам 501 упаковочных материалов и таблице 502 данных по машинам. Обращаясь к Фиг. 5A, таблица 501 упаковочных материалов указывает аспекты одного или более упаковочных материалов, которые доступны в архитектуре 100 производства, некоторые из которых могут быть доступны в машине 102 для производства упаковок. Например, таблица 501 упаковочных материалов указывает аспекты упаковочного материала, такие как, например, название, тип, ширина, толщина, количество и стоимость.
[0053] Обращаясь к Фиг. 5B, таблица 502 данных по машинам указывает аспекты одной или более машин для производства упаковок в архитектуре 100 производства, включающей в себя машину 102 для производства упаковок. Например, таблица 502 данных по машинам указывает машины для производства упаковок, включающие в себя название, ассоциированные эксплуатационные затраты (например, относительные затраты в секунду, которые требуются, чтобы производить упаковочный продукт), доступность различных упаковочных материалов и т.д.
[0054] Способ 200 включает в себя действие выбора дизайна упаковки, среди множества различных дизайнов упаковки, для производства упаковочного продукта, выбор основан на пригодности выбранного дизайна упаковки для того, чтобы производить упаковочный продукт в соответствии с информацией о производстве упаковки (действие 203). Например, модуль 112 оптимизации может выбирать дизайн 306a упаковки на основе пригодности дизайна 306a упаковочного продукта, чтобы производить упаковочный продукт (например, шаблон коробки) в соответствии с информацией 111 о производстве упаковки. Содержимое таблицы 501 упаковочных материалов и/или таблицы 502 данных по машинам может также учитываться при выборе дизайна 306a упаковки. Любое число различных алгоритмов, рассматривающих таблицу 301 дизайнов упаковки и одну или более таблиц 501 упаковочных материалов или таблицу 502 данных по машинам, может быть использовано для выбора дизайна упаковки.
[0055] В некоторых вариантах выполнения алгоритм обрабатывает одно или более значений и/или вариантов из таблицы 301 дизайнов упаковки и одно или более значений и/или вариантов из таблицы 501 упаковочных материалов и/или из таблицы 502 данных по машинам, чтобы формировать значения оценки для различных дизайнов упаковки. На основе сформированных значений оценки модуль 112 оптимизации может выбирать дизайн упаковки.
[0056] Способ 200 включает в себя действие отправки инструкций, чтобы производить упаковочный продукт, машине для производства упаковок, инструкции инструктируют машине для производства упаковок использовать доступные сырьевые материалы, достаточные для заданного размера и в соответствии с выбранным конструктивным исполнением упаковки (действие 204). Например, компьютерная система 104 может отправлять инструкции 114 для производства машине 102 для производства упаковок. Инструкции 114 для производства упаковок инструктируют машине 102 для производства упаковок использовать сырьевые материалы, достаточные, чтобы создавать упаковочный продукт размера, заданного в информации о производстве упаковки, и создавать упаковочный продукт в соответствии с конструктивным исполнением 306a упаковки.
[0057] Другие варианты выполнения изобретения включают в себя ввод информации об упаковке и затем использование введенной информации об упаковке, чтобы выбирать дизайн упаковки. Фиг. 6 иллюстрирует блок-схему последовательности операций примерного способа 600 для выбора дизайна для упаковочного продукта. Способ 600 будет описан относительно Фиг. 3, 4, 5A, 5B и 7.
[0058] Способ 600 включает в себя действие задания групп дизайнов (действие 601). Например, со ссылкой на Фиг. 3, могут быть заданы группы 302 дизайнов. Группы 302 дизайнов могут ссылаться, в целом, на наборы различных весовых коэффициентов, предпочтений, ограничений и других соображений или комбинациям вышеупомянутого, которые пользователь, оператор, заказчик или другой человек или организация накладывает на конкретный дизайн. Например, различные группы дизайнов могут быть предназначены для использования с различными продуктами, различными типами продуктов (например, хрупкие в сравнении с нехрупкими, дорогие в сравнении с недорогими и т.д.), различными заказчиками и т.п.
[0059] Способ 600 включает в себя действие создания иерархии в группах дизайнов (действие 602). Например, каждая группа 302 дизайнов может быть создана с одним или более различными основными дизайнами 304. Каждый основной дизайн 304 может ссылаться на конкретный алгоритм или другой дизайн, который может быть оценен, выражен численно или иначе связан с другими основными дизайнами 304 в соответствующей группе 302 дизайнов. Каждый основной дизайн 304 может также быть создан с одним или более дизайнами упаковки. Например, основной дизайн 304a включает в себя дизайны 306 упаковки.
[0060] Создание иерархии в группируемом конструктивном исполнении может включать в себя назначение значений для одного или более признаков 310 дизайна, оценки 311 предпочтений, вариантов 312, ограничений 308 и описания 314 для каждого дизайна упаковки. Таким образом, каждый дизайн 306 упаковки относится к основному дизайну 304a, но включает в себя многообразные различные варианты. Соответственно, различные дизайны 306 упаковки могут рассматриваться как подчиненные дизайны в рамках основного дизайна 304a и могут использовать ту же формулу - или, по существу, ту же формулу - но с некоторой вариацией. Например, различные дизайны 306 упаковки могут относиться к одному и тому же основному дизайну с поменянными местами размерами по длине, ширине и высоте, добавленными лотками и разделителями в конструктивном исполнении или другими признаками или аспектами, общими для основного дизайна 304a.
[0061] В некоторых вариантах выполнения создание иерархии включает в себя установление основных дизайнов, которые соответствуют различным типам коробок. Например, некоторые из основных дизайнов 304 могут соответствовать коробкам, имеющим RSC-дизайны, коробкам с полными клапанами, коробкам с изготовленными как единое целое угловыми элементами защиты, коробкам с конструкцией нижней крышки с отдельным дном и компонентами крышки. Другие основные дизайны 304 соответствуют другим типам дизайнов упаковки. Каждый дизайн упаковки может иметь одну или более ассоциированных формул, которые могут быть использованы, чтобы производить дизайн. Например, если основной дизайн используется, чтобы производить прямоугольную коробку, формула может использовать желаемую длину, ширину и высоту для собранной коробки и затем создавать шаблон коробки, который может быть согнут, чтобы производить коробку конкретной длины, ширины и высоты, и который также предлагает другие характеристики или признаки конкретного основного дизайна.
[0062] В некоторых вариантах выполнения один тип упаковки может производиться, используя желаемую длину, высоту и ширину желаемой коробки. Существует, однако, вплоть до шести различных комбинаций, которые могут быть получены просто посредством изменения значений длины, ширины и высоты. Таким образом, если пользователь вводит значения длины, высоты и ширины, различные дизайны 306 упаковки могут относиться к различным комбинациям (например, использующим длину как высоту, высоту как ширину и ширину как длину). Пользователь может вводить размеры одним способом, и затем модуль 112 оптимизации может оценивать размеры в шести различных комбинациях. Например, коробка может иметь следующие размеры:
Размер 1: 12 дюймов
Размер 2: 18 дюймов
Размер 3: 14 дюймов.
[0063] Эта та же самая коробка может также быть описана любым из следующих способов: длина/ширина/высота:
A: 12 дюймов на 18 дюймов на 14 дюймов
B: 12 дюймов на 14 дюймов на 18 дюймов
C: 18 дюймов на 12 дюймов на 14 дюймов
D: 18 дюймов на 14 дюймов на 12 дюймов
E: 14 дюймов на 12 дюймов на 18 дюймов
F: 14 дюймов на 18 дюймов на 12 дюймов
[0064] В конечном счете, любые из этих комбинаций одинаковых размеров могут быть использованы, чтобы производить коробку, которая имеет те же общие размеры (а именно, 12 дюймов на 18 дюймов на 14 дюймов). Однако, поскольку размеры вводятся в формулу в конкретной форме, размер и форма двухмерного шаблона, которая может быть согнута, чтобы производить коробку указанного размера, могут изменяться. В некоторых случаях ширина и длина шаблона могут изменяться на основе конкретной комбинации размеров по длине/ширине/высоте. В частности, когда машина для производства упаковок имеет доступ к ограниченному набору типов материалов (например, фальцованный или прокатный гофрированный картон конкретной ширины), размер шаблона может создавать различие в общей стоимости производства коробки. Различные комбинации размеров могут также оказывать влияние на количество материалов, используемых для сборки или запечатывания коробки, время сборки коробки, сложность сборки коробки и т.п. Например, коробки различных размеров могут требовать различные количества клея или других клейких материалов, скоб, обвязывающих лент или других материалов, используемых, чтобы подготавливать, собирать, маркировать и/или запечатывать коробку.
[0065] Для иллюстрации, введенные размеры для первого шаблона коробки могут быть около 50 дюймов шириной и около 64 дюймов длиной. Введенные размеры для второго шаблона коробки могут быть около 80 дюймов шириной и около 40 дюймов длиной. Таким образом, общая площадь обоих, первого шаблона коробки и второго шаблона коробки, равна 3200 дюймов2. Машина для производства упаковок может иметь доступ к фальцованным или прокатным производственным материалам, которые имеют ширину 55 дюймов и ширину 100 дюймов. Таким образом, даже если общие площади одинаковы, больше упаковочных материалов может быть необходимо для производства второго шаблона коробки.
[0066] Например, если второй шаблон коробки производится из материала шириной 100 дюймов, 4000 дюймов2 (т.е. 100 дюймов на 40 дюймов) производственных материалов используются для производства второго шаблона коробки. Если второй шаблон коробки поворачивается и производится из фальцованного материала шириной 55 дюймов, 4400 дюймов2 (т.е. 55 дюймов на 80 дюймов) производственных материалов используются для производства второго шаблона коробки. В отличие от этого, первый шаблон коробки может быть произведен из материала шириной 55 дюймов, так что всего используется 3520 дюйма2 материала (т.е. 55 дюймов на 64 дюйма).
[0067] Соответственно, изменение способа, которым размеры вводятся для производства одного и того же типа коробки может оказывать влияние на коробку или стоимость производства коробки. Введенные размеры могут также влиять на другие аспекты производства упаковки. Например, структурная прочность коробки может также изменяться (например, посредством изменения длины склеиваемого/скрепляемого скобами клапана), сложность сборки может увеличиваться, общий эстетический вид коробки может изменяться, или множество других характеристик или признаков могут изменяться исключительно на основе того, какие размеры используются в качестве длины, ширины или высоты. Более того, другие изменения в основном конструктивном исполнении 304 могут также быть затронуты в подчиненном конструктивном исполнении (например, добавление вставок или разделителей в лоток или в коробку).
[0068] Задание иерархии в группах дизайнов может также включать в себя указание одного или более признаков 310 дизайна, таких как, например, эстетика, трудовые ресурсы, производственная мощность, затраты по сборке/материалу и защита для каждого дизайна упаковки. Задание иерархии может также включать в себя указание оценки 311 предпочтений для каждого дизайна упаковки.
[0069] Задание иерархии в группах дизайнов может также включать в себя указание вариантов 312 для каждого дизайна упаковки. Например, могут быть определены варианты 312, чтобы указывать, может ли дизайн быть повернут, зеркально отражен и иметь множественные выводы для конкретного дизайна 306 упаковки или основного дизайна 304. Вообще, повернутые или зеркально отраженные варианты основного дизайна (или конкретного дизайна упаковки) могут иметь, как правило, одинаковые общие размеры двухмерного шаблона соответствующего дизайна. Могут быть преимущества от поворачивания дизайна. Например, упаковочные материалы (например, фальцованные или прокатные гофрированные материалы) могут быть доступны только с определенными ширинами. Шаблон, который имеет ширину 60 дюймов и длину 40 дюймов, может, таким образом, производиться посредством фальцованного материала, который имеет ширину 75 дюймов. Однако, поворачивая шаблон, тот же дизайн может быть произведен с помощью фальцованного материала, который имеет ширину 42 дюйма, таким образом, уменьшая общее использование материала в производстве шаблона.
[0070] Для дизайнов 306 упаковки с множеством разрешенных выходов (например, PD1, PD2, PD3, PD5 и PD7, как показано на Фиг. 3), множественные шаблоны могут быть произведены бок о бок (или "расположены мозаикой") в производственном материале. Т.е. по существу, вся ширина производственных материалов (например, фальцованного гофрированного картона) может быть использована, чтобы производить множество (например, два) упаковочных продукта (например, шаблоны коробок) в значительной степени или полностью параллельным способом. Предоставление возможности множества выходов может позволять производить бок о бок множество идентичных дизайнов или может даже позволять производить бок о бок различные дизайны.
[0071] Расположение мозаикой упаковочных продуктов, чтобы производить упаковочные продукты параллельно, может значительно увеличивать скорость и эффективность, с которой упаковочные продукты производятся, и может помогать максимизировать использование ограниченных аппаратных средств машины для производства упаковок. Кроме того, использование, по существу, всей ширины производственных материалов значительно уменьшает, и может потенциально устранять, отходы производственного материала. Производство бок о бок нескольких шаблонов обсуждается более подробно со ссылкой, по меньшей мере, на Фиг. 8 и 9.
[0072] В предшествующем описании выполняется конкретное упоминание размера фальцованного или другого упаковочного материала и/или размеров упаковки и/или шаблонов упаковки. Следует понимать, что эти размеры являются просто примерными и предоставлены, чтобы иллюстрировать примерные условия, в которых различные вариации дизайна могут быть использованы. В таблицу 301 дизайнов упаковки не включены размеры для групп 302 дизайнов, основных дизайнов 304 или дизайнов 306 упаковки. В то время как это является просто необязательным, исключение размеров может предоставлять возможность рассмотрения более широкого диапазона упаковки.
[0073] Например, вместо определения группы дизайнов для каждого размера продукта или каждого возможного размера упаковки, определение, аналогичное определению в таблице дизайнов упаковки, является более надежным и предоставляет возможность назначения типов продуктов для каждой группы 302 дизайнов. Каждый основной дизайн 304 и подгруппа 306 дизайнов упаковки может иметь формулу для вычисления размера шаблона упаковки, так что может быть оценен широкий диапазон размеров упаковки. Более того, в некоторых вариантах выполнения, одна группа дизайнов может находиться в иерархии другой группы дизайнов. Например, выбирая одну группу дизайнов, также могут рассматриваться одна или более других групп дизайнов и основное и/или дизайны 304, 306 упаковки в ней.
[0074] В некоторых вариантах выполнения пользователь или компьютерная система назначает значения для ограничений 308 для группы дизайнов. Способ 600 включает в себя действие назначения ограничений/ограничивающих условий (действие 603). В таблице 301 дизайнов упаковки основные дизайны 304 или дизайны 306 упаковки могут назначать ограничения и/или ограничивающие условия (например, ограничения 308). Например, дизайну упаковки назначается ограничение по размеру (например, максимальный размер должен быть меньше 34 дюймов). В этом конкретном примере дизайн упаковки может предоставлять возможность для любого размера быть вплоть до указанного значения. Если размер превышает указанное значение, существует вероятность того, что шаблон не может быть произведен посредством желаемой машины для производства упаковок, что он будет произведен с нежелательными перегибами или иметь некоторый другой признак или их комбинацию.
[0075] Может быть назначен любой тип ограничивающего условия или ограничения. Например, может быть применен абсолютный размер или ограничения по размерам, может быть применен относительный размер или ограничения по размерам (например, соотношение длины к ширине должно быть меньше 7:1). Ограничения или ограничивающие условия могут ограничивать или требовать использования конкретной машины для производства упаковок, чтобы производить дизайн, или чтобы использовалось конкретное количество фальцованного материала. Конечно, другие соображения могут быть использованы при идентификации ограничений или ограничивающих условий. Таким образом, ограничение или ограничивающее условие может быть использовано, чтобы указывать условия, которые, когда существуют, исключают конкретный дизайн из дальнейшего рассмотрения или использования.
[0076] В некоторых вариантах выполнения пользователь или компьютерная система назначает значение для оценки 311 предпочтений или для других приоритетов или затрат для группы дизайнов. Способ 600 включает в себя действие назначения предпочтений/приоритетов/затрат (действие 604). Предпочтения или приоритеты могут быть назначены в любой из множества различных категорий. Например, в таблице 301 дизайнов упаковки, предпочтения или приоритеты могут быть назначены признакам 310 дизайна. Примерные признаки дизайна, которые могут быть использованы в задании предпочтений, приоритетов, затрат и т.п., включают в себя эстетический вид, время, необходимое для производства, производственные возможности, затраты на сборку/запечатывание материала, защитные свойства или другие предпочтения или их комбинацию.
[0077] Одна или более (возможно все) комбинаций значений для относящихся к дизайну признаков 310 могут быть взвешены. Значения могут взвешиваться и назначаться автоматически или могут быть назначены инженером или другим пользователем, оператором или человеком, знающим систему, описанную в данном документе. Например, каждый отличающийся признак дизайна может быть взвешен по-разному. Если конкретная группа 302 дизайнов вероятно должна использоваться с хрупкими или тяжелыми объектами, защитные свойства коробки могут быть особенно важны. С другой стороны, если группа 302 дизайнов должна использоваться для дорогостоящих продуктов или заказчиков высокого класса, эстетический вид может быть особенно важен. Для изделий крупносерийного производства время, необходимое для производства, производственные возможности, затраты на сборочный материал и т.п. могут быть высоко оценены.
[0078] Соответственно, каждая группа 302 дизайнов может быть учтена посредством взвешивания различных, относящихся к дизайну признаков 310 любым числом различных способов. Более того, различные группы 302 дизайнов могут иметь различные типы рассматриваемых основных дизайнов 304 и дизайнов 306 упаковки. Например, некоторые группы 302 дизайнов могут не учитывать коробки с изготовленными как единое целое угловыми элементами защиты (например, для продуктов, которые не нуждаются в какой-либо дополнительной защите, или которые имеют странную форму), в то время как только некоторые группы 302 дизайнов могут учитывать шаблоны, которые производятся в двух или более раздельных частях (например, группа 302 дизайнов для больших продуктов). Таким образом, каждая группа 302 дизайнов может быть настроена не только способом, в котором признаки 310 оцениваются и взвешиваются, но в котором основные дизайны 304 и/или дизайны 306 упаковки включаются в качестве вариантов в конкретную группу 302 дизайнов.
[0079] Множество различных признаков 310 дизайнов и оценок 311 предпочтений явно изображены в таблице 310 дизайнов упаковки. В некоторых конструктивных исполнениях упаковки может не быть назначено значение для каждого из признаков 310 дизайна и/или для оценки 311 предпочтений. В некоторых вариантах выполнения никакому из признаков 310 дизайна не назначаются значения. Таким образом, значение для оценки 311 предпочтений может быть единственным значением, назначенным для конкретного дизайна. Значение для оценки 311 предпочтений может быть основано на конкретной комбинации относящихся к дизайну признаков, считающихся важными для группы дизайнов. Предпочтительное значение может быть числовым значением (например, в масштабе от 0 до 100), буквенным значением (например, значением между A и F), величиной затрат (например, ассоциированными затратами на производство коробки на основе факторов 310 дизайна) или любым другим типом значения или их комбинацией.
[0080] Способ 600 включает в себя действие задания дополнительной информации (действие 605). Например, обращаясь опять к Фиг. 5A и 5B, также могут быть заданы таблица 501 упаковочных материалов и таблица 502 данных по машинам. Таблица 501 упаковочных материалов может быть задана, чтобы описывать аспекты одного или более упаковочных материалов, которые доступны в архитектуре 100 производства. Например, таблица 501 упаковочных материалов описывает аспекты упаковочных материалов, такие как ширины фальцованных производственных материалов, которые доступны, доступные количества фальцованных материалов и стоимость каждого типа материала. Таблица 502 данных по машинам может быть задана, чтобы описывать аспект одной или более машин для производства упаковок, которые доступны в архитектуре 100 производства. Например, таблица 502 данных по машинам описывает аспекты машин для производства упаковок, такие как затраты на эксплуатацию в секунду (эксплуатационные затраты) и доступ к различным размерам упаковочного материала.
[0081] Варианты выполнения включают в себя систему оптимизации дизайна в реальном времени, которая использует доступную информацию, чтобы выбирать или идентифицировать один или более оптимальных дизайнов упаковки. На основе информации о конструктивном исполнении, информации об упаковочном материале и информации о машине для производства упаковок может быть выбран дизайн для упаковочного продукта. Система оптимизации дизайна в реальном времени может также рассматривать дополнительную, введенную пользователем, характерную для рабочего задания информацию (например, от оператора), чтобы содействовать выбору дизайна.
[0082] Способ 600 включает в себя действие ввода характерной для рабочего задания информации (действие 606). Например, возвращаясь вкратце опять к Фиг. 4, система оптимизации дизайна в реальном времени может учитывать характерную для рабочего задания информацию, введенную через пользовательский интерфейс 401. Характерная для рабочего задания информация может инициировать рабочее задание для одной коробки, множества идентичных коробок или множества различных коробок. При вводе информации в пользовательском интерфейсе 401 оператор или другой пользователь может вводить информацию, такую как группа дизайнов, которая должна быть использована. Как упоминалось выше, каждая группа дизайнов может включать в себя различные типы дизайнов упаковки.
[0083] Дополнительно, или альтернативно, каждая группа дизайнов может взвешивать различные относящиеся к дизайну признаки различным образом. Например, как изображено в пользовательском интерфейсе 401, одна или более групп 302 дизайнов идентифицированы вместе с основным описанием этой группы дизайнов. Описание может включать в себя размер, ширину, категорию продукта или другую информацию, которую оператор может использовать, чтобы идентифицировать то, что группа дизайнов должна быть учтена. В некоторых вариантах выполнения множество групп дизайнов выбираются пользователем для рассмотрения.
[0084] Способ 600 включает в себя действие обновления информации (действие 607). Например, пользовательский интерфейс 401 изображает различные поля, в которые пользователь может вводить информацию о размерах. Оператор может знать, например, что желаемая коробка имеет размеры A, B и C, в таком случае такие размеры могут быть введены в соответствующие поля пользовательского интерфейса 401. Информация о размерах может быть введена также в множестве различных единиц. Например, система может запрашивать размеры в дюймах, футах, сантиметрах, метрах или других размерностях. Пользователь может также иметь возможность указывать единицы измерения, в которых определенное значение вводится. Например, раскрывающийся список может предоставлять возможность пользователю указывать, что единицы измерения предоставляются в дюймах вместо сантиметров.
[0085] Другая информация также может быть введена. Например, в пользовательском интерфейсе 401 оператор или другой пользователь может вводить информацию об условиях производства. Если произошел инцидент, который замедлил или остановил производство, это условие может быть введено. Независимый переключатель или другой механизм ввода может быть использован, чтобы указывать, что производство остановлено или замедленно. Пользовательский интерфейс 401 может также использоваться, чтобы вводить временные затраты. Временные затраты могут увеличиваться, когда производство останавливается или замедляется. Как описано, временные затраты могут использоваться, чтобы оценивать время производства. Для высоких затрат на производство система оптимизации в реальном времени может отыскивать решения, которые сокращают время производства. Также может быть введена дополнительная информация. Например, дополнительная информация о доступности фальцованного или других производственных материалов, идентификация производственных машин, которые выключены или другая информация или ее комбинация также может быть указана.
[0086] Способ 600 включает в себя действие идентификации принятых дизайнов (действие 608). Например, система оптимизации дизайнов в реальном времени может учитывать информацию о размерах и другую информацию, указанную пользователем, принимая во внимание ограничения дизайна, чтобы оценивать каждый основной дизайн в указанной группе дизайнов. Дизайны, которые могут удовлетворять введенной пользователем информации, принимая во внимание ограничения дизайна, идентифицируются как одобренные дизайны. Список одобренных дизайнов может быть отображен пользователю и/или сохранен (например, в хранилище 106 данных).
[0087] Система оптимизации дизайна в реальном времени может оценивать ограничения или другие ограничивающие условия, определенные для любого дизайна в группе дизайнов. Если, например, дизайн имеет ограничение, которое не удовлетворяется (например, ограничение размера, ограничение по габаритам, ограничение машины для производства упаковок, ограничение по количеству материала и т.д.), это дизайн может быть исключен из списка доступных возможных решений. Другие ограничения или ограничивающие условия также могут быть оценены. Например, дополнительные ограничения могут относиться к доступности фальцующих или производственных машин (например, может производиться только на конкретной машине), временным затратам (например, используется, только если временные затраты ниже конкретного значения или между конкретными значениями) или основываться на других факторах или любой комбинации вышеупомянутого.
[0088] Способ 600 включает в себя действие вычисления материальных затрат (действие 609). Например, система оптимизации дизайна в реальном времени может идентифицировать ширины фальцованного материала, которые доступны в машинах для производства упаковок (например, в машине 102 для производства упаковок). Для каждого одобренного решения система оптимизации дизайна в реальном времени может вычислять количество фальцованного материала, использованного для производства дизайна. Количество использованного фальцованного материала может быть основано не только на контуре шаблона упаковки, а на общем использовании фальцованного материала на основе ширины фальцовки.
[0089] Соответственно, шаблон упаковки, измеряемый 50 дюймами в ширину на 30 дюймов в длину, может иметь площадь 1500 дюймов2. Если, однако, шаблон упаковки производится из фальцованного материала, который измеряется 60 дюймами в ширину, общее использование материала может быть 1800 дюймов2. Повернутая версия того же дизайна могла бы потенциально производиться из фальцованного материала, измеряемого 32 дюймами в ширину, так что повернутая версия может быть произведена с использованием примерно 1600 дюймов2 фальцованного материала. Таким образом, вычисление стоимости материала может также включать в себя учет доступных материалов, доступных машинам для производства упаковок, включая в себя их различные размеры, качества и количества.
[0090] С помощью известного использования фальцованного материала могут быть вычислены затраты. Например, для фальцованного материала, имеющего стоимость 0,03$ на фут2, общая стоимость 1600 дюймов2 фальцованного материала может составлять около 0,33$. Общая стоимость 1800 дюймов2 фальцованного материала может тогда составлять около 0,38$. Соответственно, на основе различных ширин доступного фальцованного материала и различных основных дизайнов 304 и подчиненных дизайнов 306 в группе 302 дизайнов может быть получено множество различных затрат для фальцованного материала. Кроме того, различные ширины фальцованного материала могут иметь различные ассоциированные затраты. Например, качество фальцованного материала может изменяться так, что стоимость одного фальцованного материала выше относительно другого (например, стоимость квадратного фута изменяется для отличающегося фальцованного материала). В других вариантах выполнения производитель может захотеть исключить конкретную ширину фальцованного материала, так что более низкая стоимость может быть назначена для такого фальцованного материала.
[0091] Количество материала, использованного для производства дизайна - и, следовательно, стоимость материала для коробки или другой упаковочной тары - может быть фактором в определении того, какую коробку производить. Однако также могут учитываться другие факторы. Например, как описано, каждый основной или упаковочный дизайн 304, 306 в группе 302 дизайнов может иметь конкретные значения или предпочтения, назначенные на основе относящихся к дизайну признаков 310. Соответственно, система оптимизации дизайна в реальном времени может учитывать множество относящихся к дизайну признаков перед идентификацией оптимального дизайна.
[0092] Например, шаблон коробки, произведенный с более низкой стоимостью материала, может, тем не менее, иметь дорогие материалы для сборки/запечатывания или высокие трудовые затраты, ассоциированные со сборкой коробки. Эти и другие факторы могут перевешивать более низкую стоимость материала, приводя в результате к выбору альтернативного дизайна. В других вариантах выполнения дизайн с низкой стоимостью материала может также иметь плохие эстетические и защитные свойства. В результате, когда система оптимизации дизайна в реальном времени оценивает различные аспекты, группа дизайнов с высоким весовым коэффициентом или предпочтением относительно эстетических качеств и/или защитных качеств может также перевешивать более низкую относительную стоимость материала одного дизайна по сравнению с другим.
[0093] Способ 600 включает в себя действие назначения оценок предпочтений (действие 610). Например, система оптимизации дизайна в реальном времени может назначать оценку предпочтения для каждого одобренного решения из действия 608. Способ 600 включает в себя действие объединения оценки предпочтения и стоимости материала (действие 611). Например, система оптимизации дизайна в реальном времени может объединять вычисленные материальные затраты из действия 609 с назначенными оценками предпочтений из действия 610.
[0094] Любой желаемый алгоритм для комбинирования оценки предпочтений и стоимости материала или иного создания оценочного значения может быть использован. Например, множество одобренных вариантов дизайна может включать в себя следующие значения и значения стоимости материала, которые изображены в Таблице 1:
[0095] Оценки предпочтений и значения стоимости материала для каждого дизайна могут затем быть объединены способом, который создает общую оценку. Согласно одному примеру, значения предпочтения и стоимости материала могут быть нормализованы и давать равный весовой коэффициент в вычислении оценки предпочтений. Например, значение предпочтения для каждого дизайна может быть нормализовано посредством деления каждого значения на максимальное значение предпочтения. Таким образом, дизайн 5 может получать нормализованное значение предпочтения, равное 1,00.
[0096] Значения стоимости материала также могут быть нормализованы. Например, значение стоимости материала для каждого дизайна могут быть нормализованы посредством деления каждого значения на минимальное значение стоимости материала. Таким образом, дизайн 2 может получать нормализованное значение стоимости материала, равное 1,00. Если делается предположение, что значение, имеющее вдвое большую стоимость, чем дизайн 2, имеет нормализованное значение 0,00, тогда нормализованное значение может быть получено посредством уравнения:

где:
NMCV является нормализованным минимальным значением стоимости материала;
MCV является значением стоимости материала; и
MMCV является минимальным значением стоимости материала.
[0097] Нормализованные значения предпочтений и значения стоимости материала могут затем взвешиваться одинаково и суммироваться. С дизайнами, отсортированными по значению оценки, таблица 2 изображает значения оценки для дизайнов из таблицы 1:
[0098] Соответственно, в таблице 2, может быть видно, что дизайн 4 имеет наивысшее значение оценки согласно конкретной комбинации стоимостей материала и значений предпочтения назначенных в выбранной группе дизайнов. Используемые значения предпочтения могут быть основаны на одном или более алгоритмах или расчетах, которые накладывают различные весовые коэффициенты, предпочтения или приоритеты на различные признаки 310 дизайна. Более того, описанный способ нормализации является просто одним механизмом для вычисления значения оценки на основе значения предпочтения и стоимости материала.
[0099] В других вариантах выполнения предпочтения и/или стоимости материалов могут быть нормализованы, взвешены или иначе использованы, или получена комбинация вышеупомянутого, другими способами. Например, значение предпочтения может быть переведено в прямые затраты, которые могут быть добавлены к стоимости материала, так что стоимость материала не нужно нормализовать. В другом варианте выполнения стоимость материала нормализуется на основе разности между максимальной и минимальной стоимостью вместо минимальной стоимости материала. В еще одних вариантах выполнения могут рассматриваться дифференциальные вычисления, алгоритмы, нормализации и/или другие факторы или их комбинация.
[00100] Способ 600 включает в себя действие идентификации лучших решений (действие 612). Например, система оптимизации дизайна в реальном времени может идентифицировать лучшие решения из таблицы 2. Таким образом, может быть, что значения оценок из таблицы 2 используются, чтобы ограничивать число решений для дополнительного или окончательного рассмотрения. Дополнительно, группа 302 дизайнов может включать в себя множество различных основных дизайнов 304 и множество дизайнов 306 упаковки в качестве подчиненных дизайнов в рамках основного дизайна 302. Действительно, легко могут обнаруживаться десятки, если не сотни или тысячи, возможных вариантов, которые могут быть оценены и учтены. Таким образом, значение оценки используется, чтобы идентифицировать лучший набор решений, например, десять лучших решений. Из таблицы 2 лучшие семь решений могут быть идентифицированы, хотя больше или меньше семи или десяти решений могут также быть идентифицированы в качестве лучших решений.
[00101] Идентифицируется или нет множество лучших решений, система оптимизации дизайна в реальном времени может затем выбирать один дизайн, чтобы использовать для производства упаковочного продукта. В некоторых вариантах выполнения выбранный дизайн выбирается исключительно на основе значения оценки. В других вариантах выполнения лучшие решения могут быть предоставлены оператору через пользовательский интерфейс, чтобы предоставлять возможность пользователю выбирать отобранный дизайн. Пользовательский интерфейс может также указывать относительные значения оценок и потенциально вычисления или основу вычисления значения оценки.
[00102] В других вариантах выполнения, идентифицированные лучшие решения дополнительно обрабатываются, чтобы дополнительно уточнять список лучших решений. Например, лучшие решения могут дополнительно оцениваться на основе времени производства. Как отмечено в данном документе, время производства может быть особенно важно в некоторых отраслях промышленности и/или в определенные моменты производства. Во время занятой системы производства, машины для производства упаковок могут создавать узкое место, так что сокращение времени производства предоставит возможность большей производительности. В другие моменты времени замедление или остановка производства также могут создавать невыполнение производственного заказа, что увеличивает важность времени производства. В еще одних случаях производственные машины могут иметь доступные нереализованные производственные мощности, так что время производства является коротким или не имеет значения.
[00103] Способ 600 включает в себя действие моделирования времени производства (действие 613). Например, система оптимизации дизайна в реальном времени может моделировать время производства для лучших решений, идентифицированных в действии 612. В некоторых вариантах выполнения моделирование времени производства основано на знании того, что система оптимизации дизайна в реальном времени обслуживает примерно одну или более производственных машин. Время производства может быть смоделировано для лучших решений или всех решений на основе требований к ресурсам для соответствующих вычислений.
[00104] В таблице 3 изображены лучшие семь из ранее идентифицированных десяти дизайнов, которые были выбраны для обработки посредством моделирования времени производства. В то время как последующая таблица включает в себя время производства, ассоциированные затраты могут быть использованы дополнительно или альтернативно. Например, если различные машины используются и имеют различные ассоциированные затраты, стоимостью продукции может быть значение затрат, ассоциированных с конкретной машиной, на которой шаблон дизайна будет произведен.
[00105] Способ 600 включает в себя действие объединения времени производства с оценкой предпочтений и стоимостью материала (действие 614). Например, система оптимизации дизайна в реальном времени может объединять время производства из действия 613 с оценками предпочтения из действия 610 и стоимостями материалов из действия 609. Время производства может быть нормализовано способом, аналогичным показанному выше для нормализации стоимости материала (т.е. так, что дизайн 7 имеет значение 1,00, и дизайн, имеющий вдвое большую продолжительность производства, имело бы нормализованное значение 0,00). Таблица 4 изображает общие оценки для лучших семи дизайнов из таблицы 1. Общая оценка может взвешивать значение предпочтения, стоимости материалов и время производства одинаково.
[00106] Как показано в таблице 4, дизайну 4 была присвоена наивысшая общая оценка, в то время как из лучших дизайнов дизайн 3 имеет наименьшую общую оценку. Значения, полученные для оценки, могут быть основаны на сумме нормализованных значений; однако могут быть использованы средние оценки, значения стоимости, взвешенные суммы или другие алгоритмы или способы вычисления общей оценки.
[00107] Способ 600 включает в себя действие устранения дубликатов (действие 615). Например, система оптимизации дизайна в реальном времени может устранять дубликаты из дизайнов в таблице 4. Система оптимизации дизайна в реальном времени может дополнительно уточнять и/или обрабатывать оценки и дизайны, чтобы идентифицировать такие дизайны, которые, по меньшей мере, в значительной степени аналогичны и потенциально похожи во всех значимых аспектах. Например, если какие-либо дизайны имеют идентичные или очень похожие значения предпочтений, стоимости материалов и/или времена производства, все, кроме одного из таких аналогичных дизайнов (т.е. дубликаты) могут быть устранены. Дополнительно, или альтернативно, учет дубликатов для устранения может включать в себя оценку других аспектов, включающих в себя тип дизайна (например, RSC с полными створками, изготовленные как единое целое угловые элементы защиты, нижняя крышка и т.д.) или другие аспекты.
[00108] Способ 600 включает в себя действие идентификации лучших решений (действие 616). Например, система оптимизации дизайна в реальном времени может идентифицировать лучшие решения из таблицы 4 (либо с, либо без устранения дубликатов). Например, дизайн с наивысшей оценкой может быть выбран и передан для производства. Альтернативно, может быть выбрано лучшее множество дизайнов (например, лучшие 5 дизайнов). Если выбирается лучшее множество дизайнов, может быть использовано любое число. Например, больше или меньше 5 дизайнов может быть выбрано в качестве лучшего набора дизайнов.
[00109] Способ 600 включает в себя действие выбора дизайна для производства (действие 617). Например, система оптимизации дизайна в реальном времени может выбирать дизайн для производства в машине 102 для производства упаковок. В некоторых вариантах выполнения система оптимизации дизайна в реальном времени автоматически передает лучший оцененный дизайн для производства. В других вариантах выполнения, однако оператор может уведомляться о лучшем наборе дизайнов или необязательно обо всех или некотором другом числе дизайнов. Например, обращаясь к Фиг. 7, пользовательский интерфейс 701 предоставляет оператору или другому пользователю вариант выбора дизайна среди лучших дизайнов.
[00110] Если три лучших конструктивных исполнения предоставляются оператору, оператор может предпочитать ничего не делать, тем самым, получая в результате лучший оцененный дизайн, передаваемое для производства. Оператор может активно выбирать то, что оператор не переназначает вариант выбора, или после конкретного времени без выбора оператора, лучший дизайн может быть передано машине для производства упаковок для работы. Альтернативно, если оператор желает, чтобы другой дизайн был передан для производства, оператор может выбирать один из других вариантов (например, дизайны, классифицированные как лучшие со второго по пятое) дизайнов. В еще одной альтернативе оператор может указывать, что никакое решение не является удовлетворительным, и оператор может выбирать другой доступный дизайн (например, один из ранее оцененных, но не лучшее решение).
[00111] Как дополнительно изображено в пользовательском интерфейсе 710, изображения собранной коробки, шаблона коробки или некоторое другое изображение может быть использовано, чтобы графически иллюстрировать различные доступные коробки. В других вариантах выполнения коробки идентифицируются только посредством информации или названия. Соответственно, следует понимать, что необязательно, чтобы изображение коробки или шаблона предоставлялось оператору.
[00112] Соответственно, варианты выполнения изобретения включают в себя автоматическую оптимизацию производства упаковочных продуктов на основе сохраненной информации и/или информации в реальном времени. В некоторых вариантах выполнения принимается запрос для упаковочного продукта, и система оптимизации дизайна в реальном времени осуществляет доступ к информации об одной или более групп дизайнов. Одна или более групп дизайнов включают в себя множество вариантов дизайнов. Множество вариантов дизайнов оцениваются на основе сохраненных критериев и/или критериев реального времени. На основе оценки один или более лучших дизайнов идентифицируются для производства и/или выбора оператором системы.
[00113] Как было упомянуто ранее, варианты выполнения изобретения также включают в себя производство множества шаблонов (например, шаблонов коробок) бок о бок (или расположенных мозаикой) в пределах исходного производственного материала. Т.е. архитектура 100 производства может обеспечивать производство двух или более шаблонов, по существу, параллельно на каждом производственном конвейере (например, производственных конвейерах 102A, 102B и 102C). Расположение мозаикой шаблонов во время производства может быть выполнено как часть автоматически оптимизированного производства упаковочных продуктов на основе сохраненной информации и/или информации в реальном времени, как обсуждалось выше. Например, таблица 301 дизайнов упаковки, или отдельная структура данных, может содержать информацию о доступных комбинациях и конфигурациях групп 302 дизайнов, основных дизайнов 304 и/или дизайнов 306 упаковки, которые могут быть расположены мозаикой вместе. Эта информация может быть использована модулем 112 оптимизации при выборе подходящих дизайнов упаковки. Альтернативно, расположение мозаикой шаблонов во время производства может быть выполнено как отдельный процесс.
[00114] Фиг. 8 иллюстрирует вариант выполнения производственного конвейера 800, который сконфигурирован, чтобы производить расположенные мозаикой шаблоны в пределах исходного производственного материала в соответствии с одним или более вариантами выполнения. Производственный конвейер 800 может представлять один или более производственных конвейеров 102A, 102B, 120C на Фиг. 1, например.
[00115] Как изображено, производственный конвейер 800 включает в себя лоток 802 для загрузки материала, устройство 804 производства шаблона (например, конфигурируемое вырезающее или штампующее устройство) и выходной лоток 806 для материала. Производственный конвейер 800 выполнен так, чтобы принимать исходный упаковочный материал 808a в лотке 802 для загрузки материала и подавать исходный упаковочный материал 808a в устройство 804 для производства шаблона. Исходный упаковочный материал 808a типично является фальцованным или прокатным гофрированным картоном, но может также содержать другие упаковочные материалы, такие как пластик, винил или другие материалы, подходящие для создания упаковочных продуктов.
[00116] Устройство 804 для производства шаблона выполнен так, чтобы следовать инструкциям (например, производственным инструкциям 114, которые формируются компьютерной системой 104), чтобы штамповать и/или вырезать шаблоны для упаковочных продуктов (например, коробок) в исходном упаковочном материале 808a. Например, производственный конвейер 800 изображается как имеющий выход, в выходной лоток 806 материала, обработанного упаковочного материала 808b, который включает в себя два шаблона 809a и 809b упаковки в мозаичной или параллельной конфигурации. При этом, производственный конвейер 800, таким образом, создает, в иллюстрированном варианте выполнения, два шаблона коробки параллельно, в то же время значительно уменьшая количество отходов, которые были бы сформированы при производстве одного шаблона коробки того же размера.
[00117] Следует понимать, в целях настоящего изобретения, что механизм для загрузки исходного упаковочного материала 808a в производственный конвейер 800 и для выгрузки обработанного упаковочного материала 808b с производственного конвейера 800 может выполняться способами, отличными от способа с иллюстрированным лотком 802 для загрузки материала и выходным лотком 806 для материала. Например, один или более вариантов выполнения применяют транспортные платформы или даже работают без использования лотков или платформ.
[00118] Хотя производственный конвейер 800 изображается как производящий два идентичных, расположенных мозаикой шаблоны 809a и 809b, варианты выполнения изобретения могут производить любое множество различных типов шаблонов, форм, размеров и ориентаций, при этом эти различные шаблоны конфигурируются в любой подходящей мозаичной конфигурации. Таким образом, производственный конвейер 800 может производить множество шаблонов, каждый из которых имеет различные типы коробок, формы и размеры, параллельным, мозаичным образом. Кроме того, хотя производственный конвейер 800 изображается как производящий два шаблона 809a и 809b параллельным, мозаичным образом, производственный конвейер 800 может производить любое число шаблонов параллельным, мозаичным образом (например, три или более).
[00119] Производственный конвейер 800 способен производить шаблоны для коробок, имеющих любое число характеристик. Как упомянуто, различные типы коробок или другой упаковки могут быть использованы или желательны для различных упаковочных проектов. Размер коробки и дополнительные признаки, которые включаются в коробки, могут изменяться на основе того, что размещается в коробке. Помещение тяжелого или хрупкого объекта может, например, диктовать, чтобы использовалась коробка из определенного типа материала или чтобы использовалась коробка, которая имеет улучшенные характеристики защиты или конструкции (например, склеиваемый клапан, изготовленные как единое целое угловые элементы защиты, полноразмерные клапаны, дополнительные язычки и т.д.). Производственный конвейер 800 может быть сконфигурирован, чтобы производить коробки, имеющие эти признаки, параллельным, мозаичным образом. Например, производственный конвейер 800 может производить коробки, имеющие склеиваемые клапаны, и при этом расположение мозаикой коробок может подразумевать расположение мозаикой шаблонов коробок, так что края склеиваемых клапанов первой коробки являются коллинеарными с краями склеиваемых клапанов второй коробки. Кроме того, производственный конвейер 800 может производить спаренные коробки, соединенные дополнительными язычками. Например, дополнительные язычки могут быть расположены близко к клейким лентам.
[00120] Фиг. 9 показывает подробно блок-схему последовательности операций примерного способа 900 для мозаичного производства пары коробок. Способ 900 будет описан относительно компонентов и данных компьютерной архитектуры 100 и производственного конвейера 800.
[00121] Способ 900 включает в себя действие выполнения доступа к данным об изделиях, идентифицирующим множество изделий, подлежащих упаковке (действие 901). Например, компьютерная система 104 может принимать информацию, либо посредством пользовательского ввода, либо посредством данных в хранилище данных (например, хранилище 106 данных), указывающих два или более изделия, подлежащих упаковке. Информация может включать в себя, например, типы объектов, размеры объектов, прочностные характеристики и т.п. В некоторых вариантах выполнения, действие 901 может включать в себя осуществление доступа к очереди изделий, подлежащих упаковке, такой как стек типа "первый вошел - первый вышел» (FIFO), стек типа "последний вошел - первый вышел» (LIFO) и т.д.
[00122] Способ 900 также включает в себя действие определения требований к упаковке для каждого из множества изделий (действие 902). Например, компьютерная система 104 может использовать варианты выполнения, описанные ранее, чтобы автоматически (или в значительной степени автоматически) определять требования к упаковке для каждого из множества изделий. Определение требований по упаковке может включать в себя выбор потенциальных дизайнов упаковки и потенциальных упаковочных материалов с использованием информации в хранилище 106 данных. Таким образом, когда это целесообразно, компьютерная система 104 может также осуществлять доступ к одной или более таблицам 501 упаковочных материалов и таблице 502 данных по машинам. Обращаясь к Фиг. 5A, например, таблица 501 упаковочных материалов указывает упаковочные материалы, которые доступны в архитектуре 100 производства, некоторые из которых могут быть доступны в машине 102 для производства упаковок. Например, таблица 501 упаковочных материалов включает в себя информацию, такую как название, тип, ширина, толщина, количество и стоимость упаковочного материала. Кроме того, обращаясь к Фиг. 5B, таблица 502 данных по машинам включает в себя информацию о машинах для производства упаковок в архитектуре 100 производства. Например, таблица 502 данных по машинам включает в себя информацию о машинах для производства упаковок, включающую в себя названия, ассоциированные эксплуатационные затраты (например, относительную стоимость для каждой секунды, которая требуется, чтобы производить упаковочный продукт), доступность различных упаковочных материалов в машинах и т.д. По существу, действие 902 может, в одном или более вариантах выполнения, использовать одно или более действий, описанных ранее в связи с, по меньшей мере, Фиг. 2 (т.е. способом 200 для оптимизации производства упаковочных продуктов) и/или Фиг. 6 (т.е. способом 600 для выбора дизайна для упаковочного продукта) при определении требований к упаковке для каждого из множества изделий.
[00123] Альтернативно, компьютерная система 104 может предлагать пользователю выполнять явный ввод, предоставляющий требования к упаковке, обращаться за справкой к базе данных, которая сопоставляет типы изделий с требованиями к упаковке, или использовать любой другой подходящий механизм для определения требований к упаковке.
[00124] Способ 900 включает в себя действие выбора пары размеров коробок для мозаичного производства в машине для производства упаковок, пары размеров коробок включает в себя первый размер коробки для упаковки первого одного или более изделий во множестве изделий и включает в себя второй размер коробки для упаковки второго одного или более изделий во множестве изделий, пары размеров коробок удовлетворяет требованиям к упаковке для первого одного или более изделий и второго одного или более изделий, машина для производства упаковок выбирается среди одной или более машин для производства упаковок (действие 903). Например, модуль 112 оптимизации в компьютерной системе 104 может определять, на основе требований к упаковке, оптимизированные размеры коробки для каждого из множества изделий. Оптимизированные размеры коробки могут выбираться на основе одного или более из пригодности каждого размера коробки для каждого изделия, доступности размеров коробок, которые должны быть расположены мозаикой вместе, типа и/или размеров доступных производственных машин, вопросов стоимости, пользовательского предпочтения или любого другого фактора, описанного в этом открытии в связи с оптимизацией производства упаковочных продуктов. Будет понятно, что выбор пары размеров коробок может подразумевать выбор одинакового размера коробки для каждого изделия или выбор различных размеров коробок для различных изделий. В некоторых обстоятельствах, различные размеры коробки могут быть выбраны даже для идентичных изделий (например, на основе факторов, таких как эксплуатационная готовность, способность размеров коробок к размещению мозаикой и т.д.).
[00125] В связи с выбором пары размеров коробок и выбором машины для производства упаковок среди одной или более машин для производства упаковок, действие 903 включает в себя действие, в указанное время, совокупного анализа (a) требований к упаковке для каждого из множества изделий, (b) характеристик упаковочной системы и (c) характеристик упаковочной машины для каждой из одной или более машин для производства упаковок (действие 904). Например, действие 904 может подразумевать анализ машины 102 для производства упаковок (также как и любых других производственных машин) и анализ производственных конвейеров в этих машинах, принимая во внимание требования к упаковке. Анализ может включать в себя принятие во внимание текущих и будущих рабочих нагрузок машин(ы) для производства упаковок, затраты по эксплуатации каждой машины, доступность исходного материала в каждой машине, максимальную ширину каждого производственного конвейера и т.д.
[00126] Действие 903 также включает в себя определение того, как размещать производство коробки в одной или более машинах для производства упаковок в течение периода времени на основе совокупного анализа (действие 905). Например, на основе предшествующего анализа действия 904 может быть определено, что, имея текущую доступность машины и материалов, конкретные требования к упаковке для изделий лучше удовлетворяются посредством производства первой и второй коробок в мозаичной конфигурации на конкретном производственном конвейере в конкретной производственной машине в течение данного периода времени. Определение того, как распределять производство коробок может также включать в себя сравнение размеров шаблонов или заготовок коробок, которые должны быть расположены мозаикой, и гарантирование, что размеры для каждого шаблона/заготовки находятся в пределах указанных пороговых значений друг друга. Если размеры не находятся в пределах указанных пороговых значений друг друга, действие 905 может включать в себя модификацию дизайна одного или более шаблонов или заготовок коробки, так что они попадают в рамки указанных пороговых значений.
[00127] Действие 905 включает в себя действие подгонки пары размеров коробок для машины для производства упаковок на основе совокупного анализа (действие 906). Например, пары размеров коробок может быть подобрана для машины 102 для производства упаковок. Действие 906 может включать в себя определение того, что упаковочный материал, загруженный в производственную машину, является достаточно большим для мозаичного производства требуемых коробок. Действие 906 может также включать в себя определение любых отходов, которые могут получаться в результате производства части коробок, и гарантирование того, что отходы находятся в рамках допустимых допусков. Действие 906 может также включать в себя определение того, что производственная машина может справиться с требуемой нагрузкой.
[00128] Способ 900 также включает в себя действие формирования инструкций по производству коробок в ответ на выбор, инструкции по производству коробок указывают, как осуществлять мозаичное производство коробки первого размера коробки с коробкой второго размера коробки в машине для производства упаковок (действие 907). Например, компьютерная система 104 может формировать производственные инструкции 114, которые инструктируют производственному конвейеру (например, одному или более производственным конвейерам 102A, 102B или 102C) в производственной машине 102 использовать сырьевые материалы для создания множества расположенных мозаикой упаковочных продуктов.
[00129] Кроме того, способ 900 также включает в себя действие отправки инструкций по производству коробок машине для производства упаковок (действие 908). Например, компьютерная система 104 может отправлять производственные инструкции 114 производственной машине 102, чтобы создавать коробки мозаичным и параллельным образом.
[00130] В то время как способ 900 был описан в контексте производства пары коробок параллельным образом, способ 900 также применим для производства любого числа коробок в любой мозаичной конфигурации. Например, способ 900 может включать в себя расположение мозаикой трех размеров коробок вместе, четырех размеров коробок вместе, пяти размеров коробок вместе и т.д.
[00131] Когда четыре размера коробки располагаются мозаикой, способ 900 может включать в себя выбор второй пары размеров коробок для мозаичного производства, включающий в себя третий размер коробки для упаковки третьего одного или более изделий во множестве изделий и четвертый размер коробки для упаковки четвертого одного или более изделий во множестве изделий. Затем, на основе дальнейшего анализа, третий и четвертый размеры коробки могут быть расположены мозаикой с другими размерами коробки в любой подходящей конфигурации. В некоторых вариантах выполнения, например, одна или обе из третьей или четвертой коробок могут быть произведены параллельно с одной или обеими из первой или второй коробок, по меньшей мере, частично.
[00132] Соответственно, варианты выполнения изобретения также включают в себя производство шаблонов или заготовок коробок параллельно, мозаичным образом. Таким образом, можно улучшать скорость и эффективность, с которой создаются коробки, можно осуществлять оптимальное использование производственных аппаратных средств и можно помогать уменьшать отходы.
[00133] Настоящее изобретение может быть осуществлено в других характерных формах без отступления от своей сущности или неотъемлемых характеристик. Описанные варианты выполнения должны рассматриваться во всех отношениях только как иллюстративные, а не ограничивающие. Следовательно, объем изобретения указан посредством прилагаемой формулы изобретения, а не посредством вышеприведенного описания. Все изменения, которые попадают в пределы смысла и рамок равнозначности формулы изобретения, должны быть охвачены ее рамками.
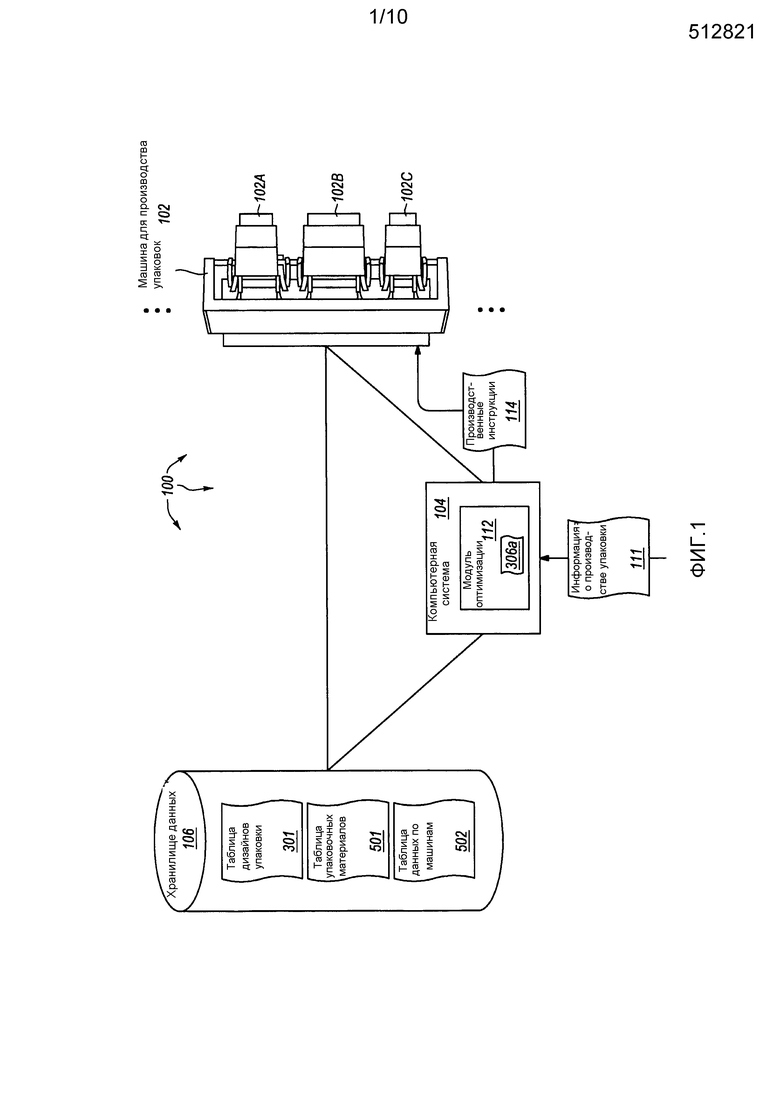
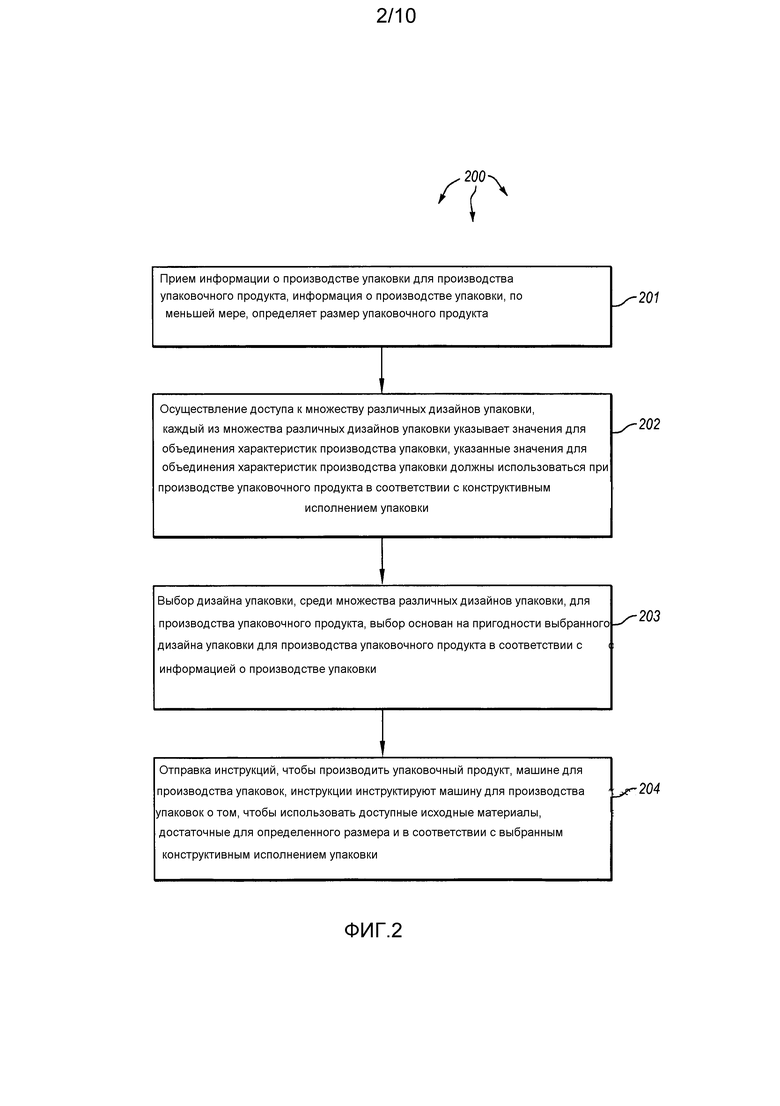
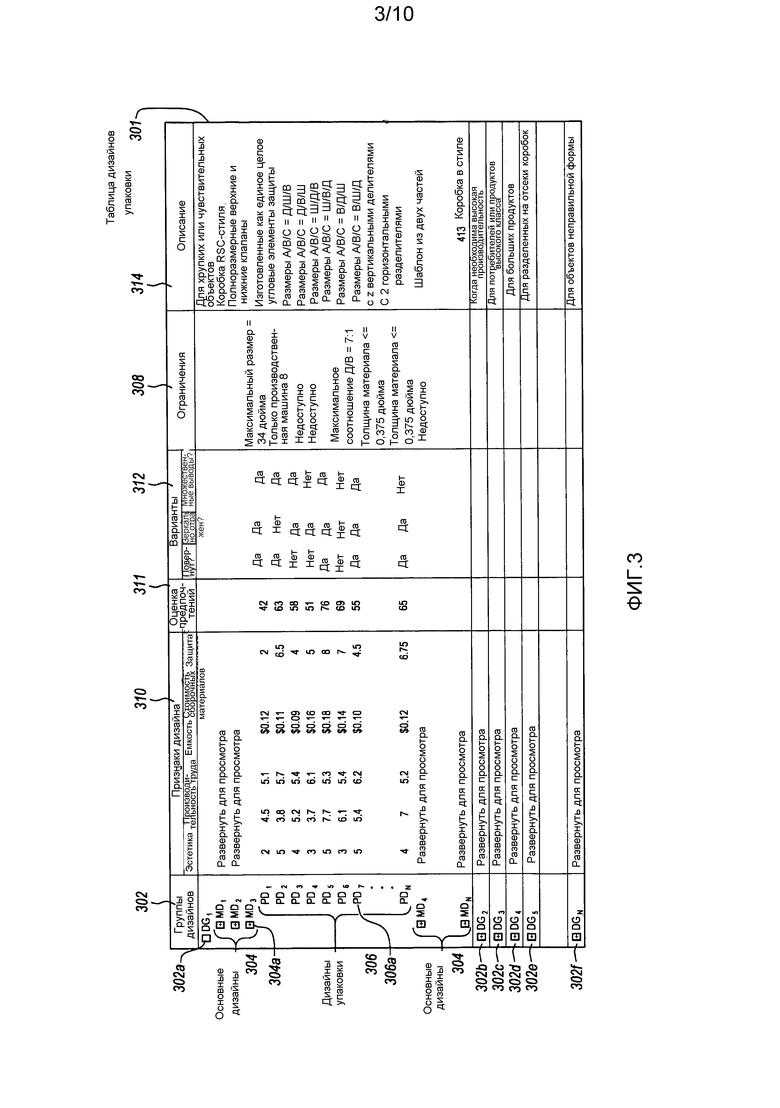
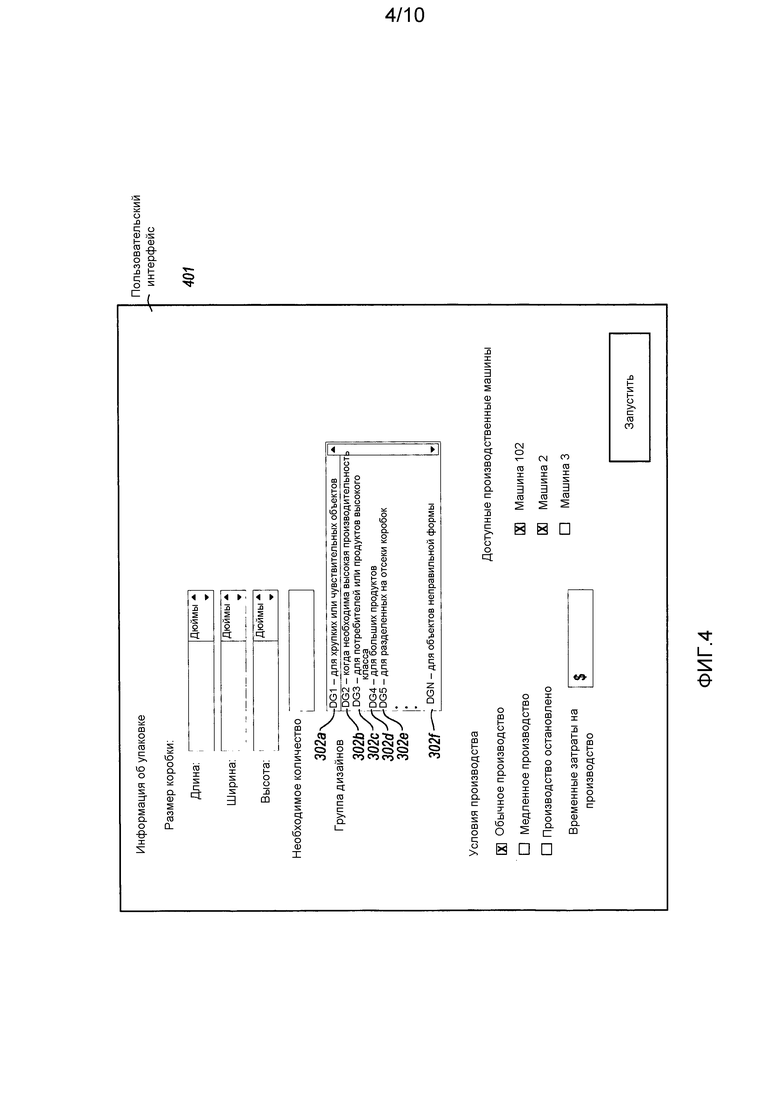
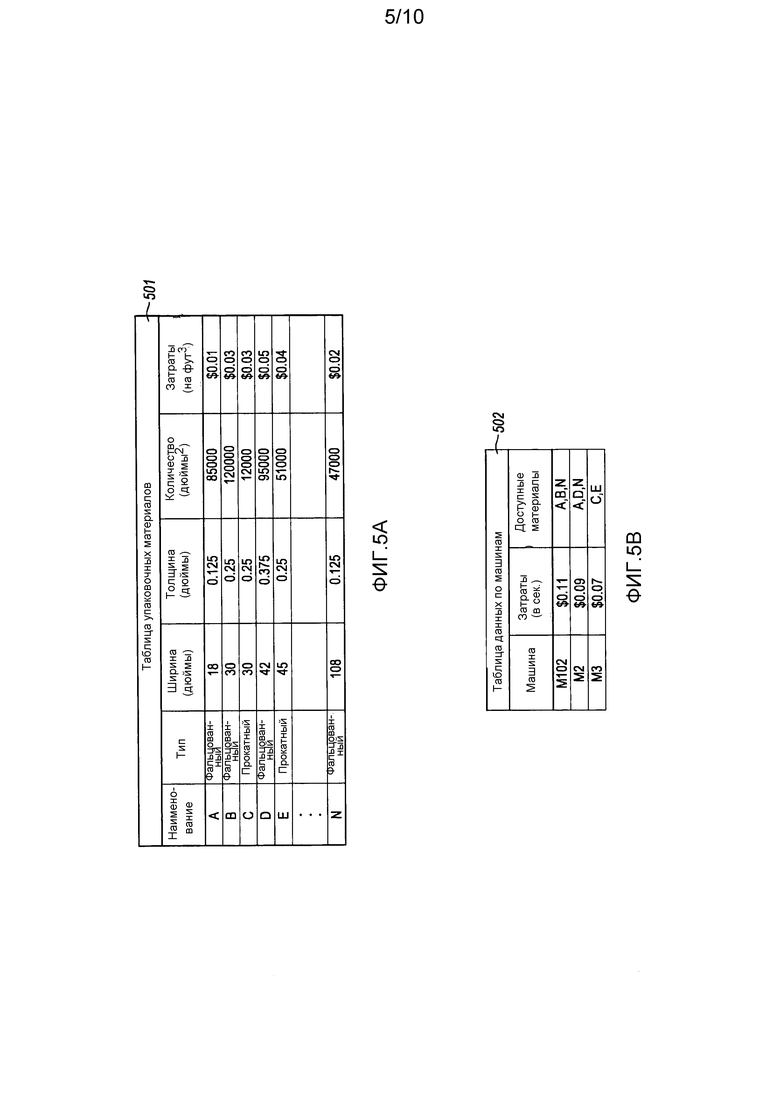
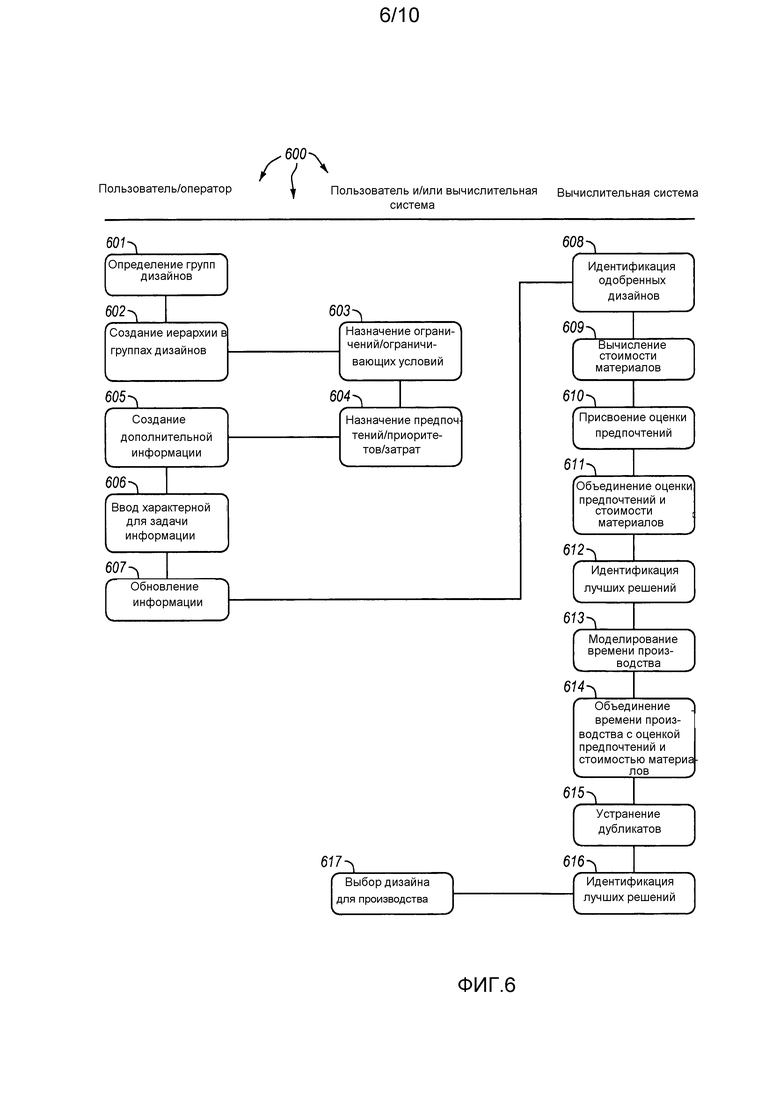
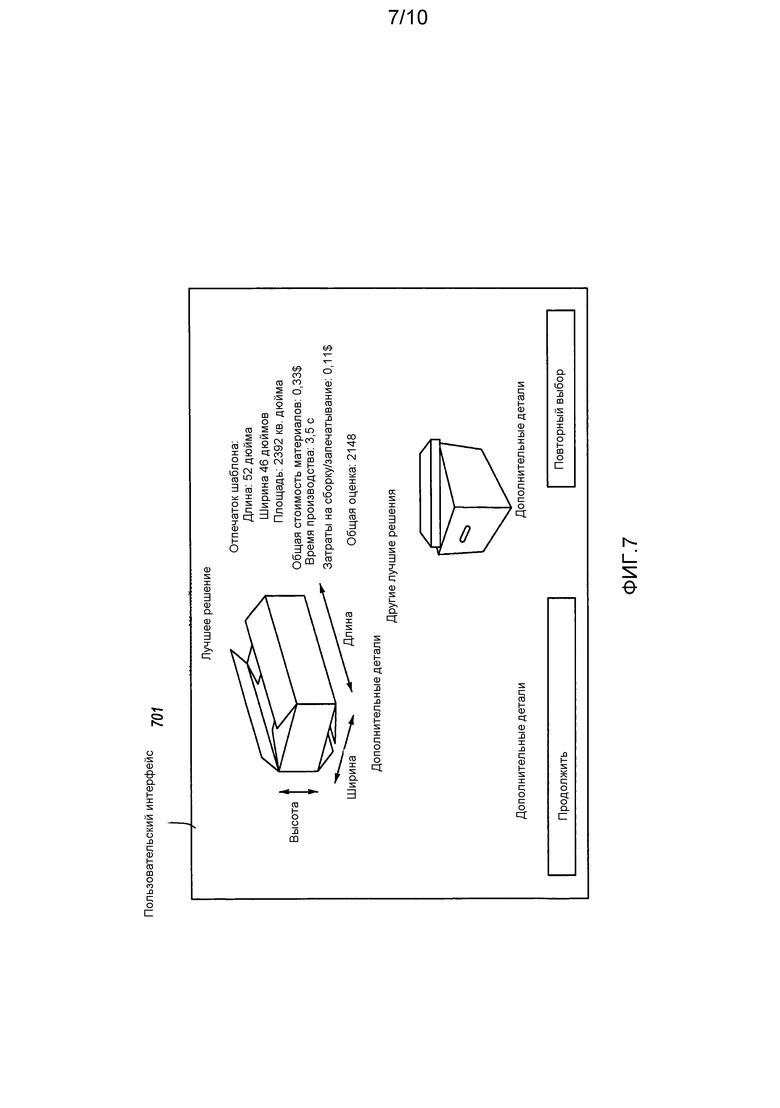
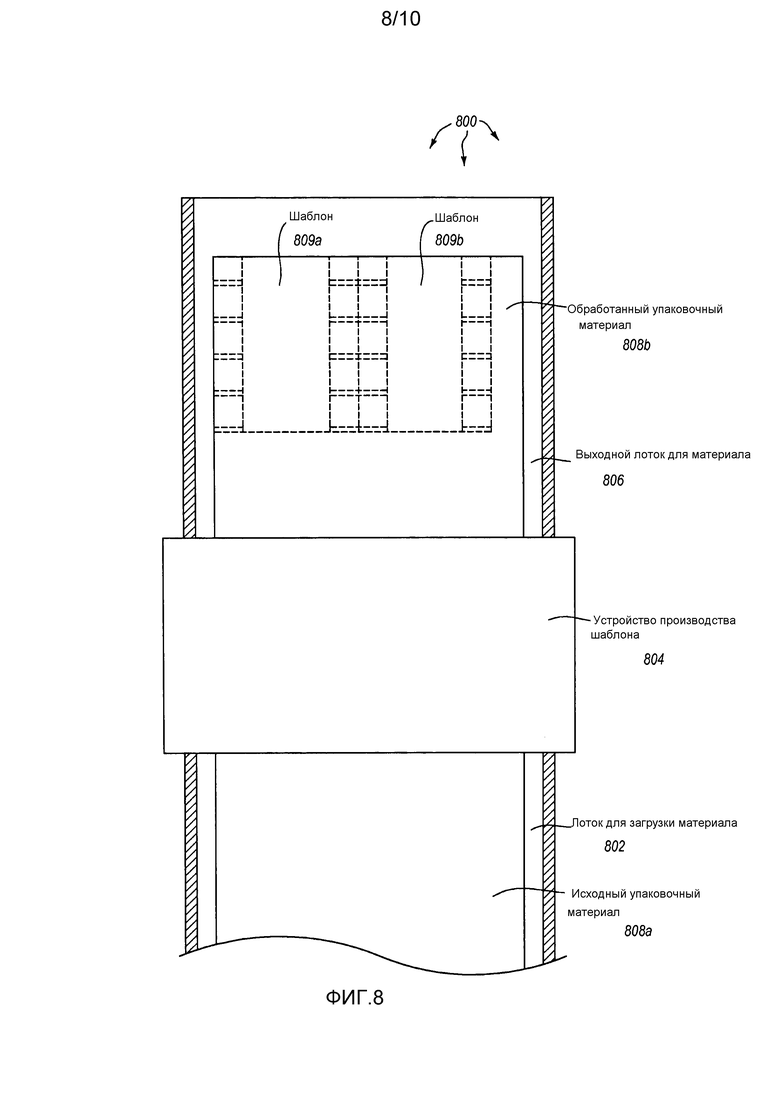
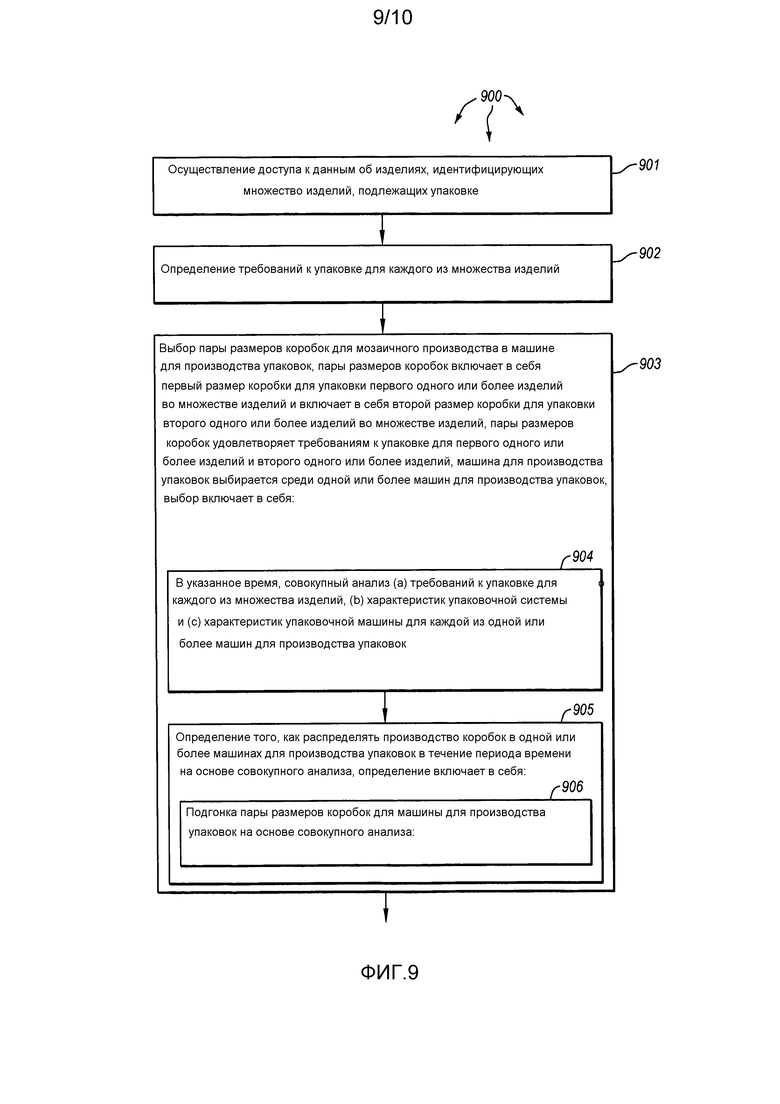
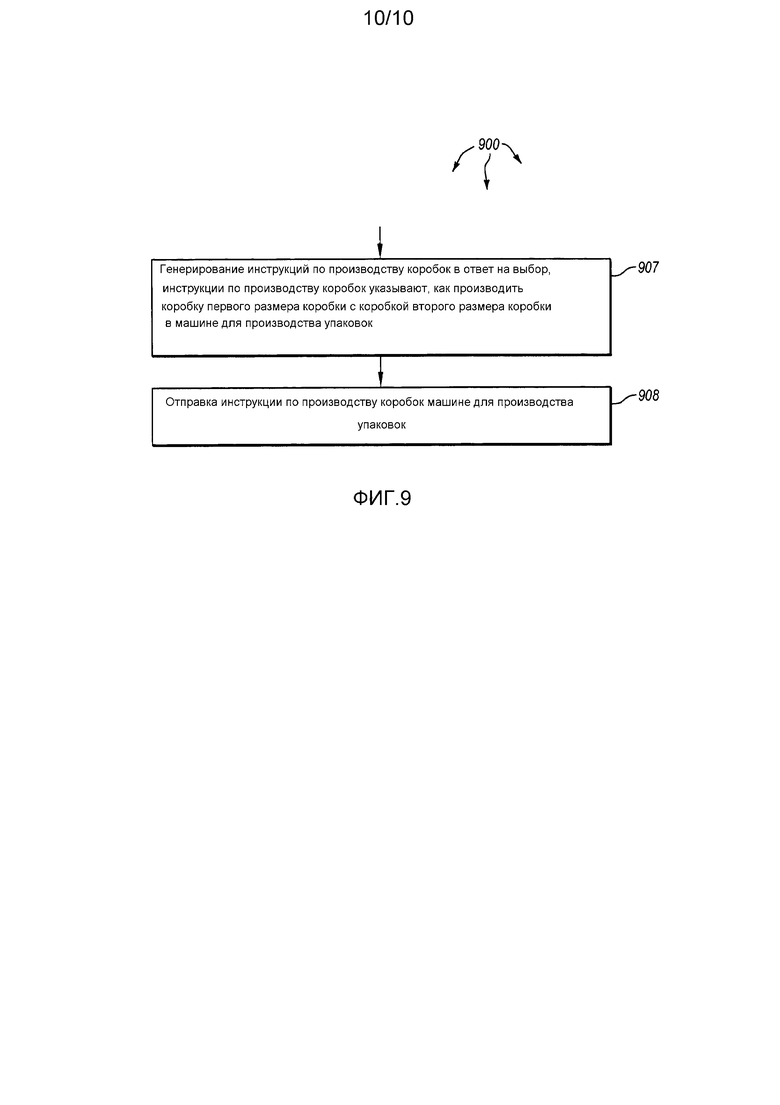
Настоящее изобретение распространяется на способы, машины, системы и компьютерные программные продукты для производства множества упаковочных продуктов в мозаичной конфигурации в пределах исходного производственного материала, предоставляющие возможность производства множества упаковочных продуктов параллельно. Варианты выполнения включают в себя доступ к данным об изделиях, идентифицирующим изделия, подлежащих упаковке, и определение требований к упаковке для каждого изделия. Пары размеров коробок, которые удовлетворяют требованиям к упаковке, выбираются для мозаичного производства. Машина для производства упаковок, которая должна быть использована, также выбирается. Выбор размеров коробок и/или машины для производства упаковок основывается на совокупном анализе требований к упаковке, характеристик упаковочной системы и характеристик упаковочной машины. На основе совокупного анализа определяется, как распределять производство коробок для машины для производства упаковок, и пары размеров коробок подбираются для производственной машины. Инструкции по производству коробок формируются и отправляются машине для производства упаковок. 4 н. и 16 з.п. ф-лы, 4 табл., 10 ил.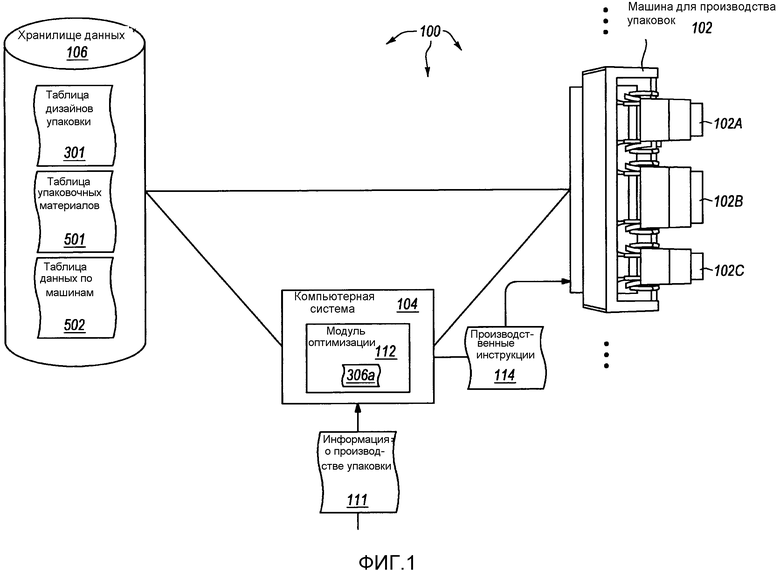
1. Способ мозаичного производства пары коробок с использованием электронной упаковочной системы, имеющей характеристики, некоторые из которых изменяются со временем, при этом электронная упаковочная система включает в себя одну или более машин для производства упаковок, причем каждая из машин для производства упаковок имеет характеристики, некоторые из которых изменяются со временем, при этом каждая машина для производства упаковок загружена упаковочным материалом для производства коробок, включающий действия:
получения доступа к данным, идентифицирующим множество изделий, подлежащих упаковке;
определения требований к упаковке для каждого из множества изделий;
выбора пары размеров коробок для мозаичного производства в машине для производства упаковок, причем указанная пара размеров коробок включает в себя первый размер коробки для упаковки первого одного или более изделий во множестве изделий, и второй размер коробки для упаковки второго одного или более изделий во множестве изделий, при этом указанная пара размеров коробок удовлетворяет требованиям к упаковке для первого одного или более изделий и второго одного или более изделий, причем машину для производства упаковок выбирают из указанной одной или более машин для производства упаковок, причем выбор включает в себя:
в заданное время, совокупный анализ: (a) требований к упаковке для каждого из множества изделий, (b) характеристик упаковочной системы и (c) характеристик упаковочной машины для каждой одной или более машин для производства упаковок; и
определение того, как распределять производство коробок в одной или более машинах для производства упаковок в течение периода времени на основе совокупного анализа, что включает в себя: подгонку пары размеров коробок для машины для производства упаковок на основе совокупного анализа;
генерирования инструкций по производству коробок в ответ на указанный выбор, указывающих, как осуществлять мозаичное производство коробки первого размера коробки с коробкой второго размера коробки в машине для производства упаковок; и
отправки инструкций по производству коробок машине для производства упаковок.
2. Способ по п. 1, в котором действие выбора пары размеров коробок для мозаичного производства в машине для производства упаковок включает в себя действие выбора пары размеров коробок, при этом первый размер коробки и второй размер коробки относятся к коробкам одного и того же типа.
3. Способ по п. 1, в котором действие выбора пары размеров коробок для мозаичного производства в машине для производства упаковок включает в себя действие выбора пары размеров коробок, при этом первый размер коробки и второй размер коробки относятся к коробкам одного и того же типа, и при этом первый размер коробки и второй размер коробки являются одним и тем же размером.
4. Способ по п. 1, в котором действие выбора пары размеров коробок для мозаичного производства в машине для производства упаковок включает в себя действие выбора пары размеров коробок, при этом первый размер коробки и второй размер коробки имеют различные типы коробок.
5. Способ по п. 1, в котором действие отправки инструкций по производству коробок машине для производства коробки включает в себя действие отправки инструкций включать склеиваемые клапаны в первую коробку и вторую коробку.
6. Способ по п. 5, в котором действие отправки инструкций включать склеиваемые клапаны в первую коробку и вторую коробку, включает в себя действие отправки инструкций производства первой коробки и второй коробки бок о бок, так что края склеиваемых клапанов первой коробки являются коллинеарными с краями склеиваемых клапанов второй коробки.
7. Способ по п. 1, в котором действие определения того, как распределять производство коробок в одной или более машинах для производства упаковок в течение периода времени включает в себя действия: определения длины первой упаковочной заготовки для первой коробки и длину второй упаковочной заготовки для второй коробки; и расчета, чтобы длина первой упаковочной заготовки и длина второй упаковочной заготовки находились в пределах заданных границ друг друга.
8. Способ по п. 1, в котором действие определения того, как распределять производство коробок в одной или более машинах для производства упаковок в течение периода времени, включает в себя действия:
определения длины первой упаковочной заготовки для первой коробки и длины второй упаковочной заготовки для второй коробки;
расчета, чтобы длина первой упаковочной заготовки и длина второй упаковочной заготовки отличались границей, больше заданной границы; и
модифицирования конструкции, по меньшей мере, одной из первой и второй коробок так, чтобы длина первой упаковочной заготовки и длина второй упаковочной заготовки находились в пределах заданных границ друг друга.
9. Способ по п. 1, в котором действие подгонки пары размеров коробок для машины для производства упаковок на основе совокупного анализа включает в себя действия:
определения того, что упаковочный материал, загруженный в машину для производства упаковок, имеет достаточный размер для мозаичного производства пары коробок;
определения того, что отходы, получающиеся в результате мозаичного производства пары коробок в машине для производства упаковок, являются допустимыми; и
определения того, что загрузка машины для производства упаковок позволяет мозаичное производство пары коробок.
10. Способ по п. 1, в котором действие отправки инструкций по производству коробок машине для производства коробки включает в себя отправку инструкций размещать один или более дополнительных язычков на границе между первой коробкой и второй коробкой.
11. Способ по п. 10, в котором отправка инструкций размещать один или более дополнительных язычков на границе между первой коробкой и второй коробкой, включает в себя действие отправки инструкций размещать дополнительные язычки вблизи клейкой ленты.
12. Способ по п. 1, в котором получение доступа к данным, идентифицирующим множество изделий, подлежащих упаковке, включает в себя получение доступа к потоку данных об изделиях или к пакету данных об изделиях.
13. Способ по п. 1, дополнительно включающий:
выбор второй пары размеров коробок для мозаичного производства в другой машине для производства упаковок, причем указанная вторая пары размеров коробок включает в себя третий размер коробки для упаковки третьего одного или более изделий во множестве изделий и четвертый размер коробки для упаковки четвертого одного или более изделий во множестве изделий, при этом вторая пара размеров коробок удовлетворяет требованиям к упаковке для третьего одного или более изделий и четвертого одного или более изделий, при этом другую машину для производства упаковок выбирают из одной или более машин для производства упаковок, причем указанный выбор включает в себя:
во второе заданное время, дополнительный анализ: a) требования к упаковке для каждого из множества изделий, (b) характеристики упаковочной системы и (c) характеристики упаковочной машины для каждой одной или более машин для производства упаковок; и
определение того, как распределять производство коробок в одной или более машинах для производства упаковок в течение второго периода времени на основе дополнительного анализа, причем указанное определение включает в себя:
подгонку второй пары размеров коробок для другой машины для производства упаковок на основе дополнительного анализа;
генерирование дополнительных инструкций по производству коробок в ответ на указанный выбор, указывающих, как осуществлять мозаичное производство коробки третьего размера коробки с коробкой четвертого размера коробки в другой машине для производства упаковок; и
отправку инструкций по производству коробок другой машине для производства упаковок.
14. Способ по п. 13, в котором указанная другая машина для производства упаковок является машиной для производства упаковок.
15. Электронная упаковочная система, имеющая характеристики, некоторые из которых изменяются со временем, включающая в себя:
одну или более машин для производства упаковок, причем каждая из машин для производства упаковок имеет характеристики, некоторые из которых изменяются со временем, при этом каждая машина для производства упаковок загружена упаковочным материалом для производства коробок;
одно или более компьютерных запоминающих устройств, имеющих сохраненные на них исполняемые компьютером инструкции, представляющие собой программу производства, при этом программа производства выполнена так, чтобы:
связываться с одной или более машин для производства упаковок;
получать доступ к данным об изделиях, идентифицирующим множество изделий, подлежащих упаковке;
определять требования к упаковке для каждого из множества изделий;
выбирать пару размеров коробок для мозаичного производства в машине для производства упаковок, причем указанная пара размеров коробок включает в себя первый размер коробки для упаковки первого одного или более изделий во множестве изделий и второй размер коробки для упаковки второго одного или более изделий во множестве изделий, при этом указанная пара размеров коробок удовлетворяет требованиям к упаковке для первого одного или более изделий и второго одного или более изделий, а машина для производства упаковок выбирается среди одной или более машин для производства упаковок, причем действие выбора включает в себя:
в указанное время, совокупный анализ: (a) требований к упаковке для каждого из множества изделий, (b) характеристик упаковочной системы и (c) характеристик каждой одной или более машин для производства упаковок; и
определение того, как распределять производство коробок в одной или более машинах для производства упаковок в течение периода времени на основе совокупного анализа, что включает в себя подгонку пары размеров коробок для машины для производства упаковок на основе совокупного анализа;
генерирование инструкций по производству коробок в ответ на выбор, указывающих, как осуществлять мозаичное производство коробки первого размера коробки с коробкой второго размера коробки в машине для производства упаковок; и
отправку инструкций по производству коробок машине для производства упаковок;
при этом каждая из одной или более машин для производства упаковок выполнена так, чтобы:
принимать инструкции по производству коробок от программы производства; и
производить одну или более коробок в соответствии с принятой инструкцией по производству коробок, включая мозаичное производство пары коробок при получении такой инструкции.
16. Электронная упаковочная система по п. 15, в которой программа производства выполнена так, чтобы осуществлять доступ к данным об изделиях, идентифицирующих множество изделий, подлежащих упаковке, и содержит программу данных, идентифицирующих множество изделий, подлежащих упаковке, со стеком типа «первый вошел - первый вышел».
17. Электронная упаковочная система по п. 16, в которой программа производства выполнена так, чтобы определять, как распределять производство коробок в одной или более машинах для производства упаковок, и содержит программу, изменяющую тип стека «первый вошел - первый вышел», когда совокупный анализ указывает, что возможно повышение эффективности при изменении типа стека «первый вошел - первый вышел».
18. Способ производства множества групп из одного или более изделий в электронной упаковочной системе, имеющей характеристики, некоторые из которых изменяются со временем, причем электронная упаковочная система включает в себя одну или более машин для производства упаковок, причем каждая из указанных машин имеет характеристики, некоторые из которых изменяются со временем, при этом каждая указанная машина загружена упаковочным материалом для производства коробок, включающий действия:
получения доступа к данным об изделии, идентифицирующим множество изделий, подлежащих упаковке;
определения требований к упаковке для каждого из множества изделий;
выбора группы размеров коробок для мозаичного производства в машине для производства упаковок, причем группа размеров коробок включает в себя, по меньшей мере: (a) первый размер коробки для упаковки первого одного или более изделий во множестве изделий, (b) второй размер коробки для упаковки второго одного или более изделий во множестве изделий, и (c) третий размер коробки для упаковки третьего одного или более изделий во множестве изделий, при этом группа размеров коробок удовлетворяет требованиям к упаковке для первого одного или более изделий, второго одного или более изделий и третьего одного или более изделий, причем машину для производства упаковок выбирают из одной или более машин для производства упаковок, при этом выбор включает в себя:
в указанное время, совокупный анализ: (a) требований к упаковке для каждого из множества изделий, (b) характеристик упаковочной системы и (c) характеристик упаковочной машины для каждой одной или более машин для производства упаковок; и
определение того, как распределять производство коробок в одной или более машинах для производства упаковок в течение периода времени на основе совокупного анализа, причем указанное определение включает в себя: подгонку группы размеров коробок для машины для производства упаковок на основе совокупного анализа;
генерирование инструкций по производству коробок в ответ на указанный выбор, указывающих, как осуществлять мозаичное производство коробки первого размера коробки, коробки второго размера коробки и коробки третьего размера коробки в машине для производства упаковок; и
отправку инструкций по производству коробок машине для производства упаковок.
19. Способ по п. 18, в котором подгонка группы размеров коробок для машины для производства упаковок на основе совокупного анализа включает в себя:
определение того, что упаковочный материал, загруженный в машину для производства упаковок, имеет достаточный размер для мозаичного производства группы коробок;
определение того, что отходы, получающиеся в результате мозаичного производства группы коробок в машине для производства упаковок, являются допустимыми; и
определение того, что загрузка машины для производства упаковок позволяет мозаичное производство группы коробок.
20. Способ мозаичного производства для множества коробок в электронной упаковочной системе, которая имеет характеристики, некоторые из которых изменяются со временем, причем электронная упаковочная система включает в себя одну или более машин для производства упаковок, при этом каждая машина для производства упаковок имеет характеристики, некоторые из которых изменяются со временем, причем каждая машина для производства упаковок загружена упаковочным материалом для производства коробок, включающий действия:
получения доступа к данным об изделии, идентифицирующим множество изделий, подлежащих упаковке;
определения требований к упаковке для каждого из множества изделий;
определения первого размера коробки для упаковки первого одного или более изделий во множестве изделий и второго размера коробки для упаковки второго одного или более изделий во множестве изделий, пригодных для мозаичного производства в машине для производства упаковок, причем первый и второй размеры коробки удовлетворяют требованиям к упаковке для первого одного или более изделий и второго одного или более изделий, при этом машину для производства упаковок выбирают из одной или более машин для производства упаковок, причем определение включает в себя:
в указанное время, совокупный анализ: (a) требований к упаковке для каждого из множества изделий, (b) характеристик упаковочной системы и (c) характеристик упаковочной машины для каждой одной или более машин для производства упаковок; и
определение того, как распределять производство коробок в одной или более машинах для производства упаковок в течение периода времени на основе совокупного анализа, причем определение включает в себя: подгонку первого и второго размеров коробки для машины для производства упаковок на основе совокупного анализа;
генерирования инструкций по производству коробок в ответ на указанный выбор, указывающих, как осуществлять мозаичное производство коробки первого размера коробки с коробкой второго размера коробки в машине для производства упаковок; и
отправки инструкций по производству коробок машине для производства упаковок.
| RU 91933 U1, 10.03.2010;US 200800209 A1, 16 24.01.2008 | |||
| US 20080081753 A1, 03.04.2008 | |||
| WO 2010091043 A1, 12.08.2010 | |||
| . |

