ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к системе и способу сборки коробки и системе и способу изготовления коробки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Сборка коробок из шаблонов коробок, например, в транспортной и упаковочной отраслях, может производиться вручную и/или с помощью некоторых сборочных инструментов. Эти инструменты могут, например, содержать вакуумные инструменты для захвата определенных частей шаблона коробки, при складывании других частей, таких как, например, дно коробки. При автоматической сборке коробок могут возникнуть проблемы, например, когда коробки разных размеров должны быть собраны с использованием одних и тех же инструментов, и/или если стенки коробок не настолько устойчивы, как требуется, например, из-за сгибов, предусмотренных в шаблонах, из-за фальцевания гармошкой при хранении материала шаблона.
Транспортная и упаковочная промышленность часто использует картонажное и прочее оборудование для обработки листового материала, которое преобразует листовые материалы в шаблоны коробок. Одним преимуществом такого оборудования является то, что грузоотправитель может подготовить коробки требуемых размеров по мере надобности вместо хранения запаса стандартных, предварительно изготовленных коробок различных размеров. Следовательно, грузоотправитель может исключить необходимость прогнозировать свои потребности к конкретным размерам коробок, а также хранить готовые коробки стандартных размеров. Вместо этого, грузоотправитель может хранить один или несколько пакетов фальцованного гармошкой материала, который можно использовать для создания коробок различного размера на основе требований к размеру конкретной коробки во время каждой отгрузки. Это позволяет грузоотправителю уменьшить пространство для хранения, которое обычно требуется для периодически используемых отгрузочных материалов, а также уменьшить потери и затраты, связанные с неточным процессом прогнозирования требований к размеру коробок, поскольку отправляемые изделия и их соответствующие размеры время от времени меняются.
В дополнение к снижению неэффективности, связанной с хранением предварительно изготовленных коробок различных размеров, создание коробок нестандартного размера также снижает стоимость упаковки и доставки. По оценкам, в отрасли выполнения заказов, отправляемые изделия обычно упаковываются в коробки, которые примерно на 65% больше, чем отправляемые изделия. Коробки, которые являются слишком большими для конкретного изделия, стоят дороже, чем коробки, изготовленные по индивидуальному размеру для изделия, из-за стоимости лишнего материала, использованного для изготовления коробки большего размера. Когда изделие упаковывается в негабаритную коробку, наполнитель (например, стирофом, гранулированный упаковочный наполнитель, бумага, надувные подушки и т.п.) часто помещается в коробку для предотвращения перемещения изделия внутри коробки и предотвращения продавливания коробки в том случае, когда прикладывается давление (например, когда коробки закрываются лентой или укладываются в стопку). Эти наполнители еще больше увеличивают стоимость упаковки товара в негабаритной коробке.
Коробки нестандартного размера также уменьшают стоимость доставки, связанную с доставкой изделий, по сравнению с доставкой изделий в негабаритных коробках. Транспортное средство, заполненное коробками, которые на 65% больше, чем упакованные изделия, намного менее экономично в эксплуатации, чем транспортное средство, заполненное коробками, изготовленными по индивидуальному размеру, чтобы соответствовать упакованным изделиям. Другими словами, транспортное средство, заполненное упаковками нестандартного размера, может нести значительно большее количество упаковок, что может уменьшить количество транспортных средств, необходимых для отправки такого же количества изделий. Соответственно, в дополнение или в качестве альтернативы, для расчета стоимости доставки на основе веса упаковки, на цены доставки часто влияет размер отгруженной упаковки. Таким образом, уменьшение размера упаковки изделия может снизить стоимость доставки изделия. Даже если цены на доставку не рассчитываются на основе размера упаковок (например, только на основе веса упаковок), использование упаковок нестандартного размера может снизить затраты на доставку, поскольку меньшие упаковки нестандартного размера будут весить меньше, чем негабаритные упаковки из-за использования меньшей упаковки и наполнителя.
Типичная система изготовления шаблона коробки включает в себя преобразующую часть, которая режет, делает надрезы и/или сгибает листовой материал для образования шаблона коробки. Листовой материал может подаваться в систему из пакетов, сфальцованных гармошкой. Хранение фальцованного гармошкой листового материала обеспечивает нежелательные сгибы при фальцовке для шаблонов коробок. Эти сгибы могут быть проблемой при сборке коробок, особенно если используются инструменты для автоматической сборки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего раскрытия является обеспечение усовершенствованного способа и системы для сборки коробок.
Еще одной задачей изобретения является обеспечение способа и системы для сборки коробок, которые являются автоматизированными и гибкими.
Это достигается в способе и системе для сборки коробок согласно независимому пункту формулы изобретения.
В одном аспекте изобретения предусмотрен способ сборки коробок из шаблонов коробок разных размеров. Упомянутый способ включает этапы, при которых:
- регулируют размер рамки согласно размеру шаблона коробки, которая должна быть собрана;
- обертывают шаблон коробки, которая должна быть собрана, вокруг рамки; а также
- отделяют рамку от шаблона коробки.
В другом аспекте изобретения, предусмотрена система сборки коробки для сборки коробок из шаблонов коробок разных размеров. Упомянутая система сборки коробки содержит:
- рамку, содержащую регулируемые части, определяющие размер рамки; и
- систему управления, соединенную с упомянутой рамкой и выполненную с возможностью:
- регулировки размера рамки посредством регулировки упомянутых регулируемых частей согласно размеру шаблона коробки, которая должна быть собрана; и
- обертывание шаблона коробки, которая должна быть собрана, вокруг рамки.
Таким образом, благодаря регулируемой по размеру рамке, шаблоны коробок разных размеров могут быть собраны одним и тем же инструментом. Кроме того, посредством обертывания шаблона коробки вокруг рамки обеспечивается стабильность обернутого шаблона коробки. Шаблон коробки обертывается вокруг рамки до того, как соединение изготовителя будет уплотнено и, таким образом, может быть эффективно обеспечено как уплотнение соединения изготовителя, так и дальнейшее складывание, например, дна коробки. Рамка внутри обернутого шаблона коробки обеспечивает стабильность коробки независимо от прочности каждой боковой стенки. Таким образом, также могут быть собраны шаблоны коробок, содержащие сгибы из заготовок, сфальцованных гармошкой, с меньшим количеством ручных операций.
Еще одной задачей изобретения является обеспечение усовершенствованного способа и системы для изготовления коробок.
Это достигается посредством способа изготовления коробок из листового материала, причем упомянутый способ включает этапы, при которых:
- изготавливают шаблоны коробок разных размеров из листового материала;
- собирают шаблоны коробок согласно способу сборки, как описано выше.
Это также достигается посредством системы изготовления коробок, содержащей:
- по меньшей мере, один вход для приема листового материала;
- по меньшей мере, одну преобразующую часть, выполненную с возможностью приема упомянутого листового материала и преобразования упомянутого листового материала в шаблоны коробок разных размеров согласно данным инструкциям;
- по меньшей мере, одну систему сборки коробок, как описано выше, выполненную с возможностью сборки шаблонов коробок, предусмотренную, по меньшей мере, из одной преобразующей части.
Таким образом, коробки могут быть эффективно изготовлены в разных размерах. Автоматизированная или частично автоматизированная сборка коробок может быть обеспечена рядом с системой изготовления шаблонов коробок.
В одном варианте осуществления изобретения, способ дополнительно включает этап уплотнения соединения изготовителя шаблона коробки и/или складывания и, возможно, уплотнения дна шаблона коробки до отделения рамки от шаблона коробки. Таким образом, стабильность от рамки используется также для этих этапов.
В одном варианте осуществления изобретения, этап складывания дна шаблона коробки включает выталкивание двух вторых противоположных нижних клапанов шаблона коробки наружу друг от друга, по меньшей мере, двумя выдвижными выталкивающими рычагами, соединенными с рамкой, по меньшей мере, во время начальной части складывание двух первых противоположных клапанов дна шаблона коробки для образования дна коробки, и втягивание упомянутых выдвижных выталкивающих рычагов перед складыванием двух вторых противоположных клапанов дна для образования дна коробки. Таким образом, могут быть решены возможные проблемы, связанные с нижними клапанами, мешающими друг другу от правильного складывания. Это может быть проблемой, особенно когда тонкая резка ножевидным инструментом используется для вырезания шаблонов коробок вместо штамповки.
В одном варианте осуществления изобретения, упомянутый этап обертывания включает:
- прикрепление шаблона коробки, которая должна быть собрана, к рамке.
- управление положением рамки посредством системы управления, соединенной с рамкой так, что шаблон коробки обертывается вокруг рамки.
В одном варианте осуществления изобретения, этап прикрепления шаблона коробки к рамке содержит прикрепление первого конца шаблона коробки к одной из четырех угловых стоек, предусмотренных в рамке. Таким образом, в одном варианте осуществления изобретения, регулируемые части рамки содержат четыре угловые стойки, а система управления выполнена с возможностью управления положением упомянутых угловых стоек для различных размеров коробок, которые должны быть собраны. Кроме того, в одном варианте осуществления изобретения, по меньшей мере, одна из угловых стоек содержит крепежное устройство, к которому может быть прикреплен первый конец шаблона коробки во время обертывания шаблона коробки вокруг рамки.
В одном варианте осуществления изобретения, управление положением рамки включает в себя вращение рамки для обертывания шаблона коробки вокруг рамки.
В одном варианте осуществления изобретения, этап уплотнения соединения изготовителя содержит обеспечение клея к части шаблона коробки, которая будет частью соединения изготовителя до того, как шаблон коробки будет полностью обернут вокруг рамки, и после этого завершит обертывание шаблона коробки вокруг рамки так, чтобы соединение изготовителя было уплотнено. В одном варианте осуществления изобретения, этап уплотнения соединения изготовителя дополнительно содержит управление положением рамки посредством системы управления, соединенной с рамкой, так что шаблон коробки проходит уплотняющее устройство до того, как шаблон коробки полностью обертывается вокруг рамки, при этом упомянутое уплотняющее устройство соединяется с системой управления и управляется для выпуска клея на шаблон коробки для уплотнения соединения изготовителя при прохождении шаблона коробки.
В одном варианте осуществления изобретения, этап обертывания шаблона коробки вокруг рамки включает расположение дальнего конца рамки в соответствии с линиями сгиба клапана дна шаблона коробки таким образом, чтобы дно можно было сложить, сохраняя при этом рамку внутри обернутого шаблона коробки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фигуры 1a-1d схематично показывают систему сборки коробки согласно одному варианту осуществления изобретения в четырех различных положениях.
Фигуры 2a-2d схематично показывают систему сборки коробки согласно другому варианту осуществления изобретения в четырех различных положениях.
Фигуры 3a-3d схематично показывают систему сборки коробки согласно еще одному варианту осуществления изобретения в четырех различных положениях.
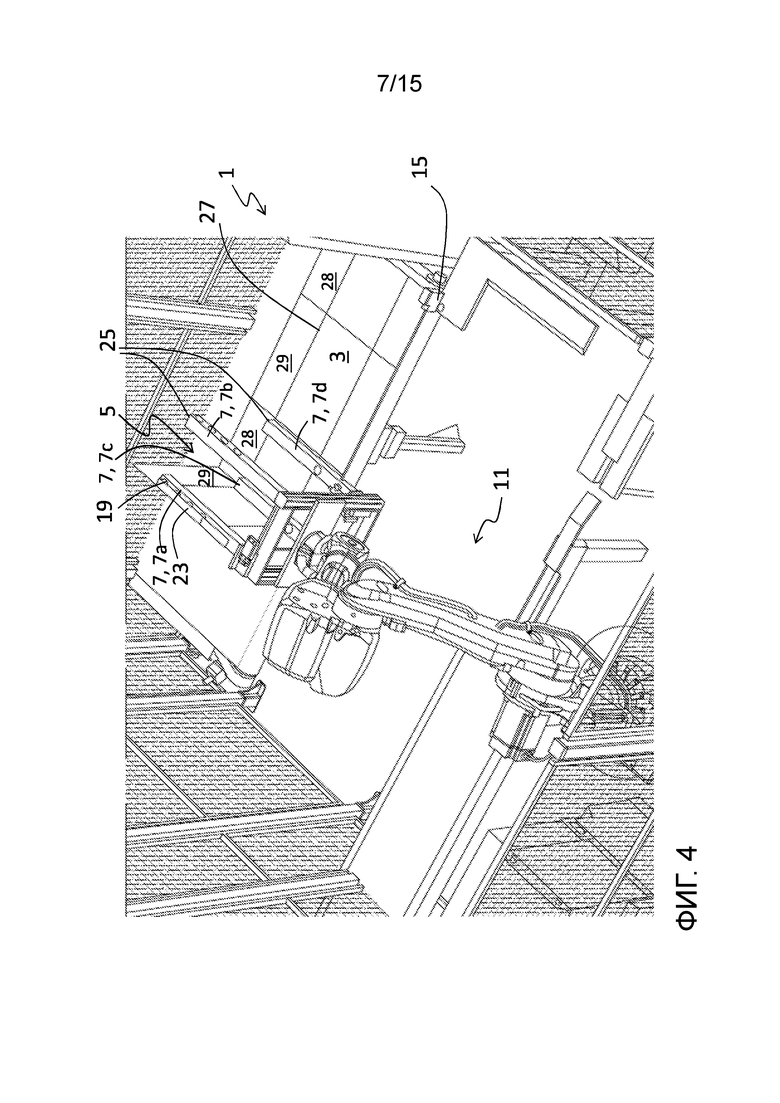
Фиг.4 показывает систему сборки коробки согласно одному варианту осуществления изобретения в положении, когда шаблон коробки собирается быть обернутым вокруг рамки системы сборки коробки.
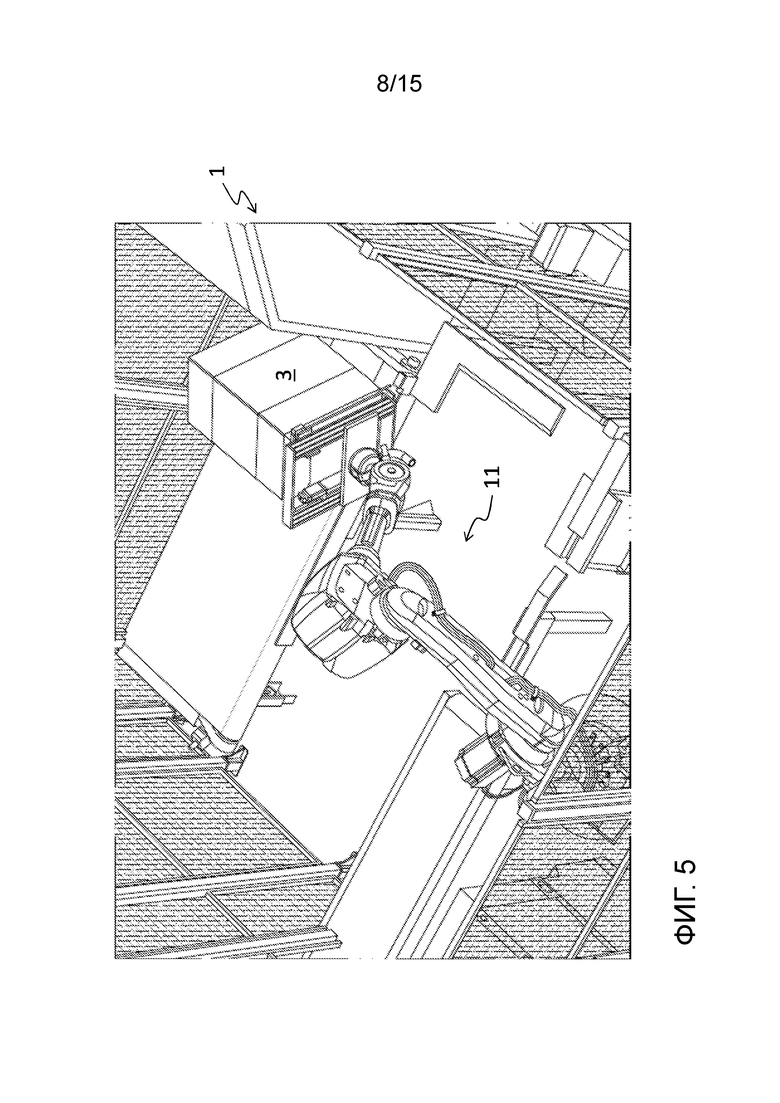
Фиг.5 показывает ту же систему сборки коробки как на фиг.4, в положении, когда шаблон коробки практически обмотан вокруг рамки.
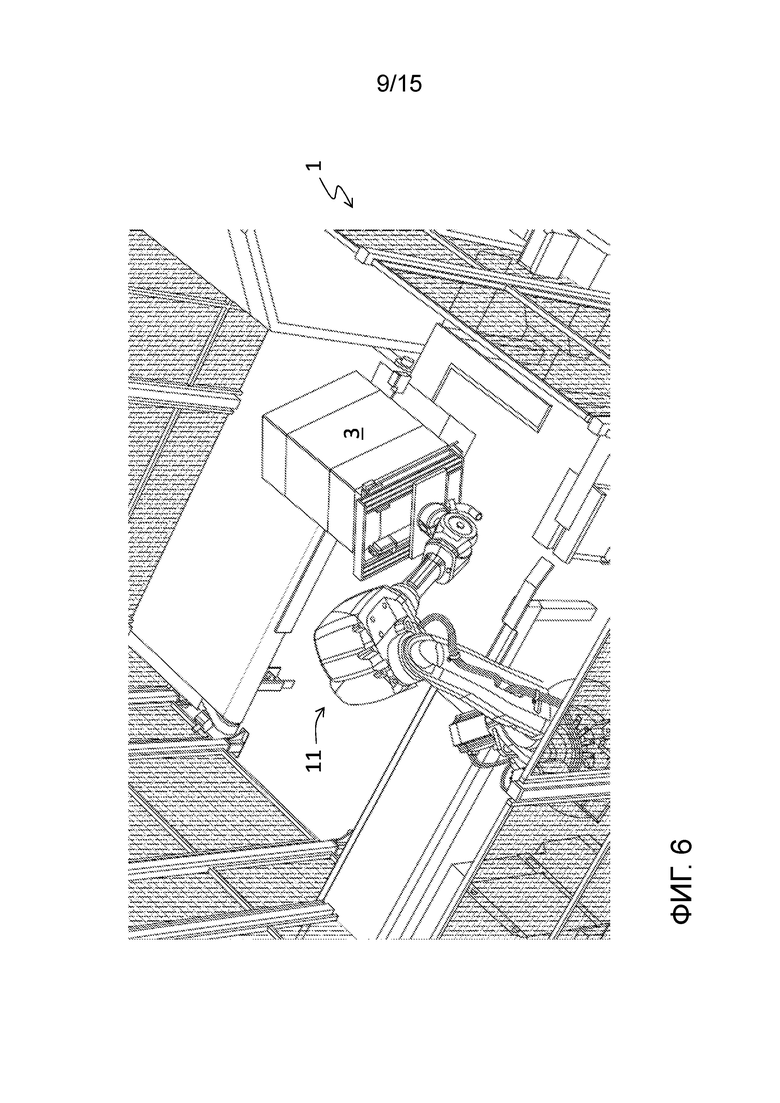
Фиг.6 показывает ту же систему сборки коробки, что и на фиг.4, в положении, в котором почти обернутый шаблон коробок управляется так, чтобы проходить перед уплотняющим устройством для уплотнения соединения изготовителя.
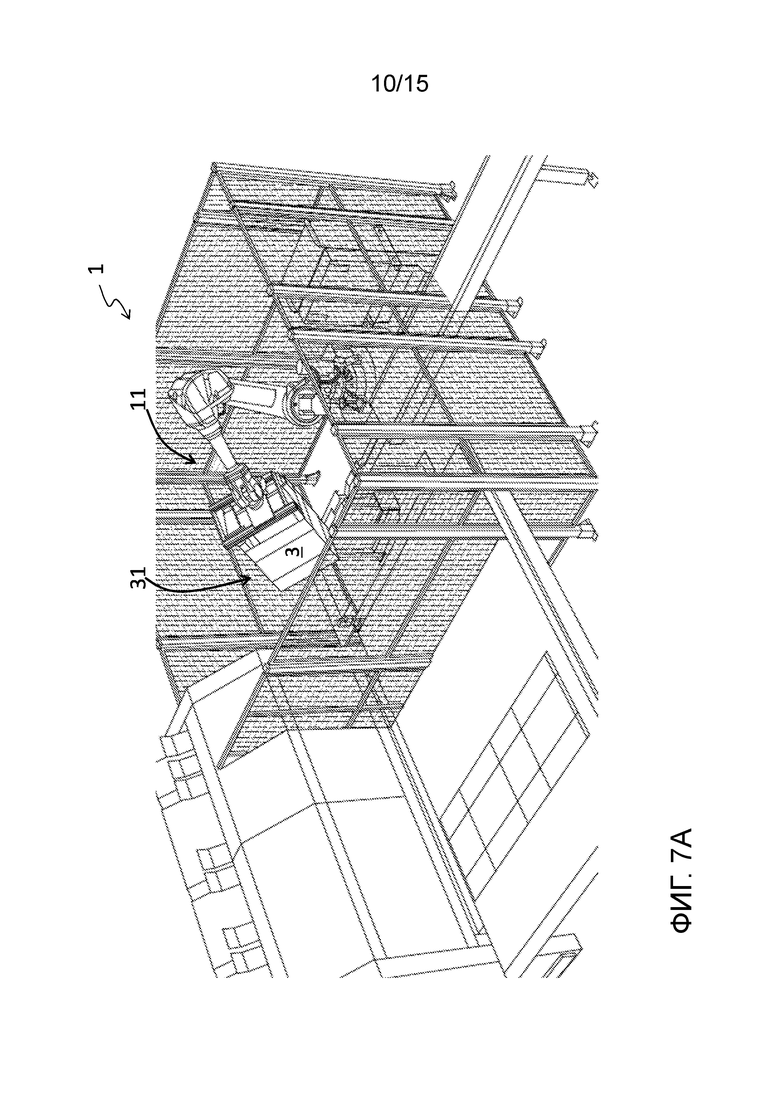
Фиг.7а показывает ту же систему сборки коробки, как показано на фиг.4, в положении, где складываются второстепенные клапаны дна шаблона коробки.
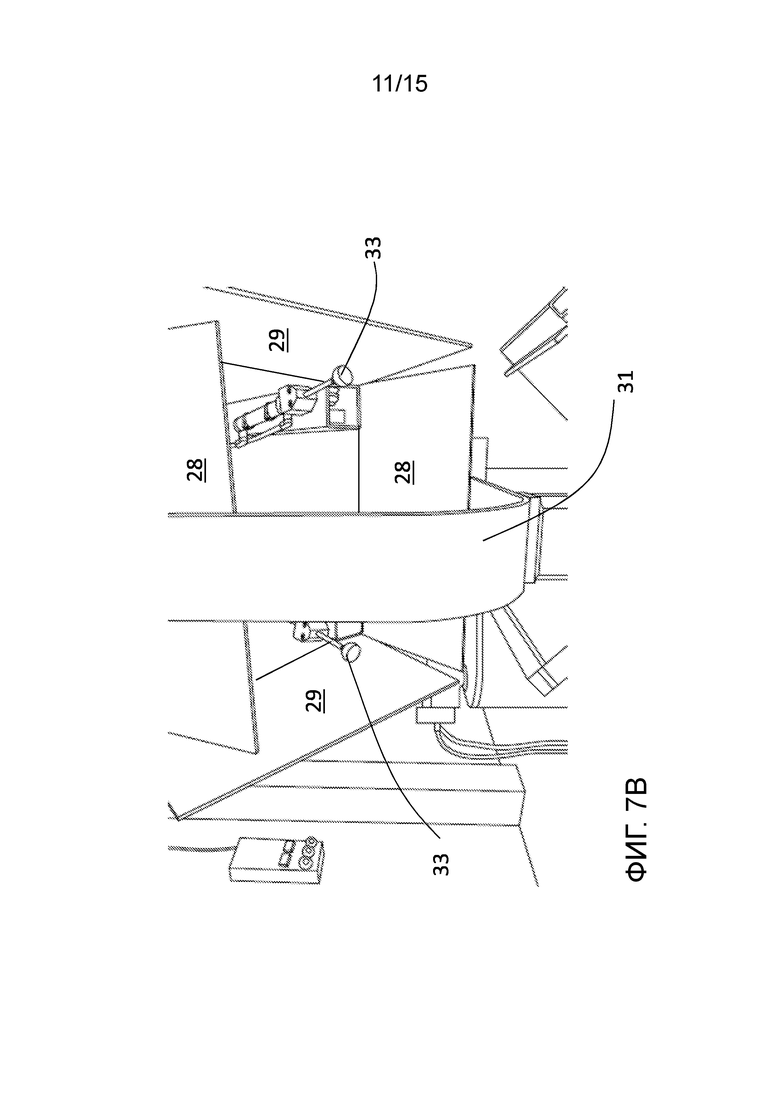
Фиг.7b показывает один вариант осуществления системы сборки коробки в том же положении, что показано на фиг.7а, но с другого вида.
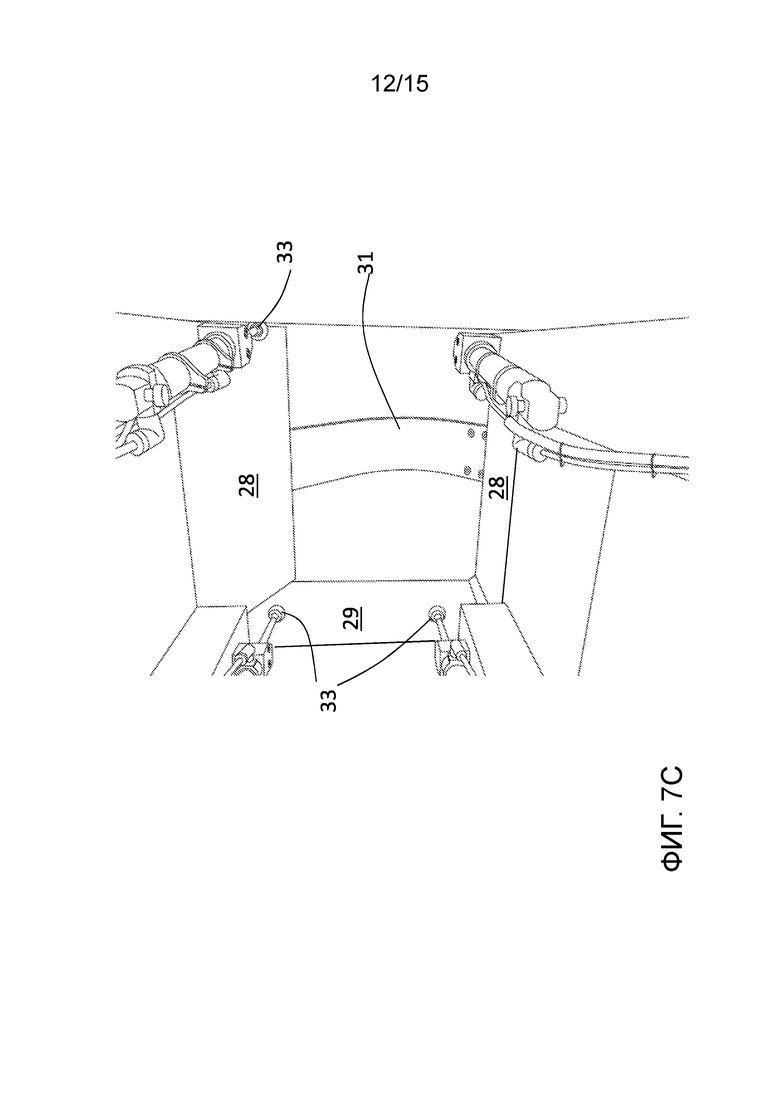
Фиг.7с показывает тот же вариант осуществления, который показан на фиг.7b, в другом виде, но в том же положении.
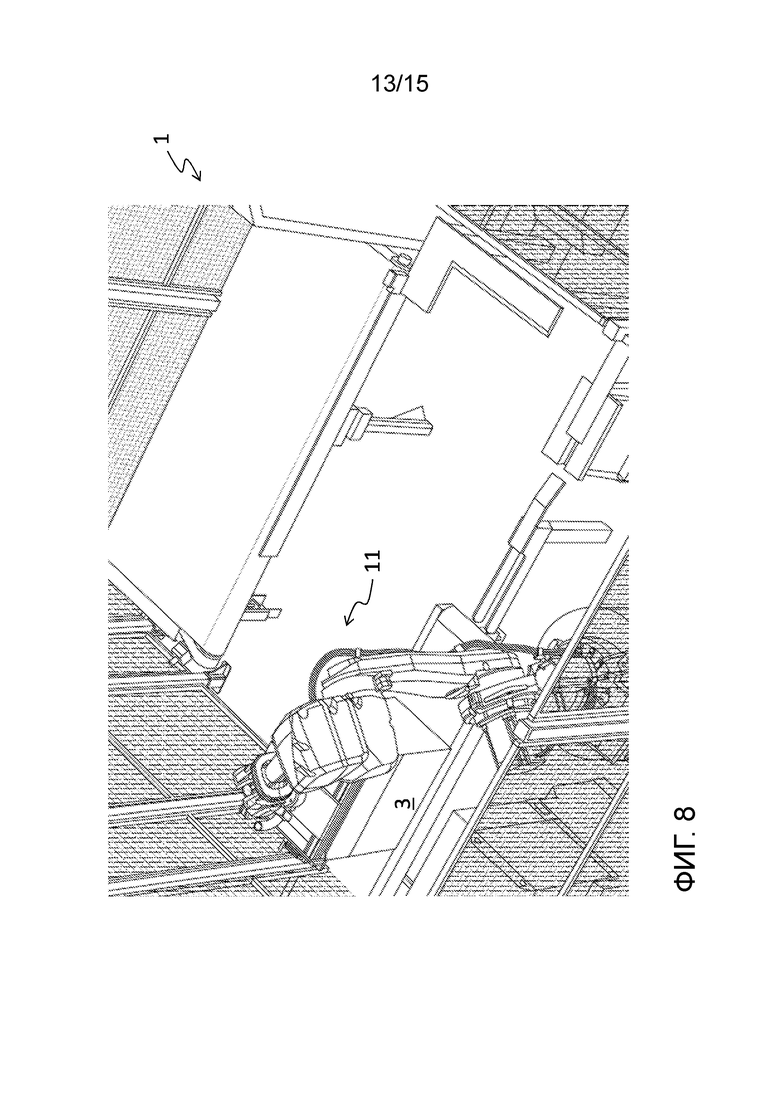
Фиг.8 показывает ту же систему сборки коробки, как показано на фиг.4, в положении, когда все дно сложено, а рамка собирается быть снятой с собранной коробки.
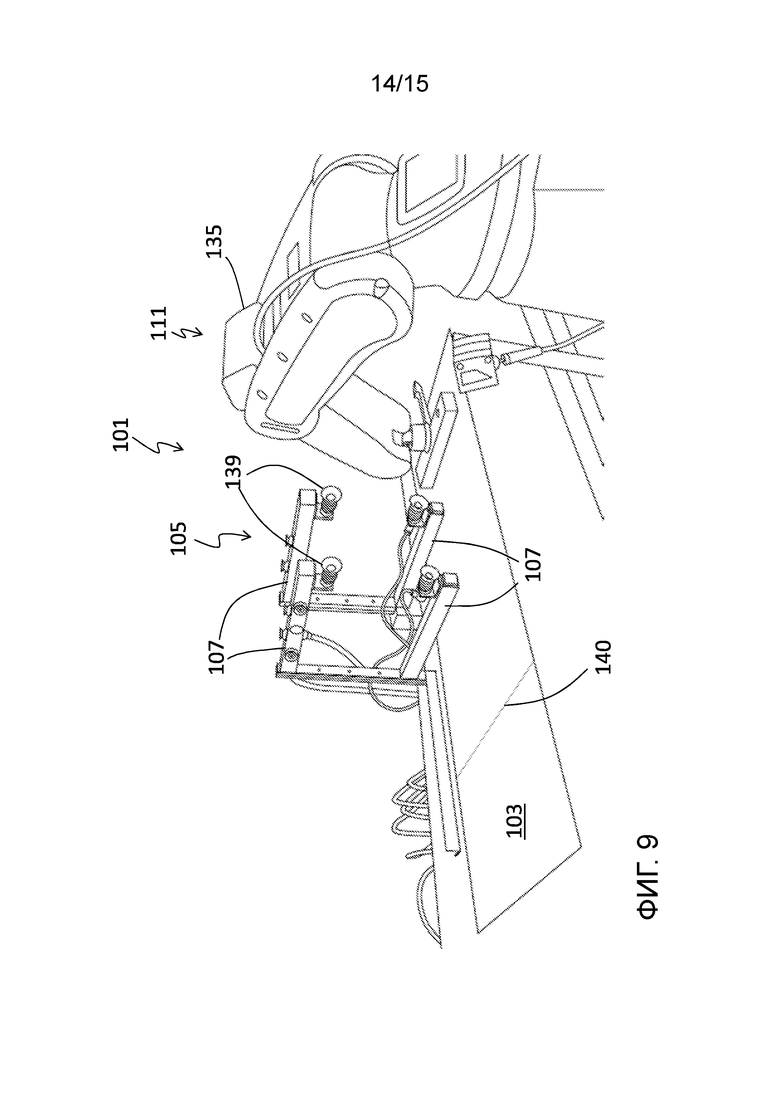
Фиг.9 показывает систему сборки коробки согласно другому варианту осуществления изобретения в положении, когда шаблон коробки обеспечен ниже рамки системы сборки коробки.
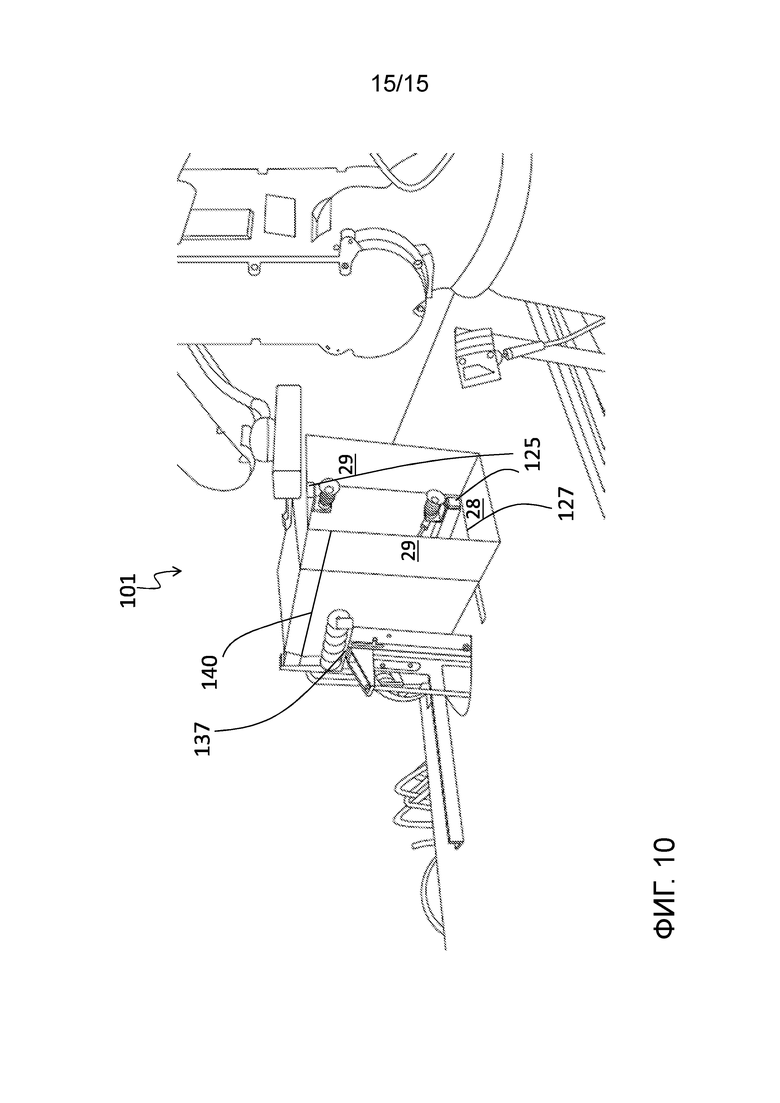
Фиг.10 показывает ту же систему сборки коробки, как показана на фиг.9, в положении, когда шаблон коробки практически обернут вокруг рамки.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Согласно изобретению, предусмотрены система сборки коробки и способ сборки коробки из шаблонов коробок разных размеров. Ссылаясь на все варианты осуществления изобретения и на все чертежи, способ в широком смысле включает этапы, при которых:
- регулируют размер рамки 5; 105 согласно размеру шаблона 3; 103 коробки, которая должна быть собрана;
- обертывают шаблон коробки, которая должна быть собрана, вокруг рамки; а также
- отделяют рамку от шаблона коробки.
Аналогично, в самом широком смысле, система 1; 101 сборки коробки согласно изобретению содержит:
- рамку 5; 105, содержащую регулируемые части 7; 107, определяющие размер рамки; и
- систему 11; 111 управления, соединенную с упомянутой рамкой 5; 105 и выполненную с возможностью:
- регулировки размера рамки 5; 105 посредством регулировки упомянутых регулируемых частей 7; 107 согласно размеру шаблона коробки, которая должна быть собрана; и
- обертывают шаблон коробки, которая должна быть собрана, вокруг рамки 5; 105.
Способ и система согласно изобретению могут применяться для различных типов коробок, например, так называемого контейнера с четырьмя равновеликими клапанами, равными 1/2 ширины ящика, также называемого Fefco 201 или американского ящика, или контейнера четырехклапанного без крышки HSC, также называемого Fefco 200.
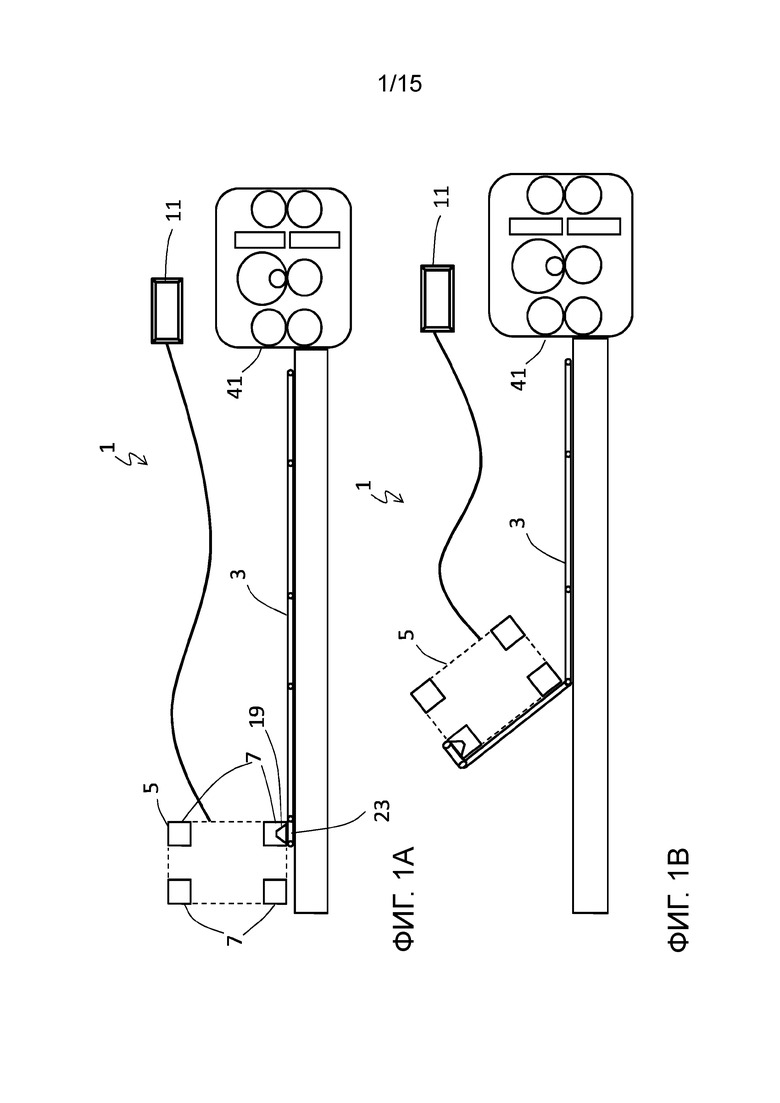
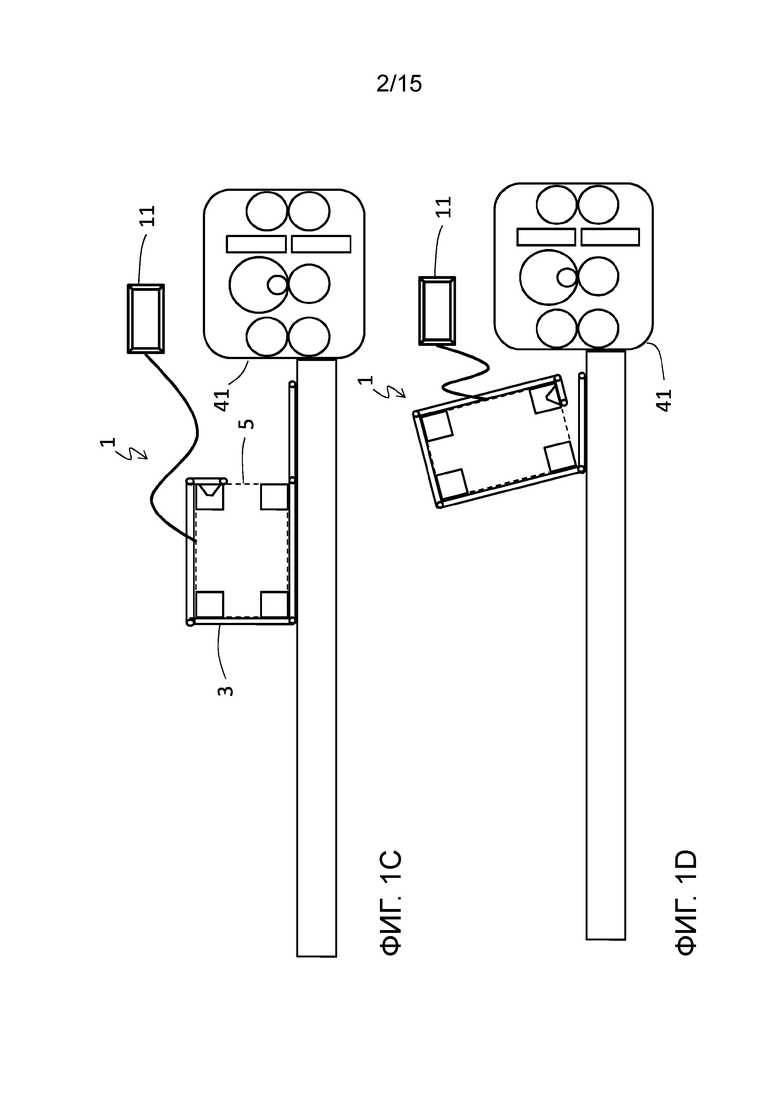
Фигуры 1a-1d схематично показывают систему 1 сборки коробки согласно одному варианту осуществления изобретения в четырех различных положениях. Система 1 сборки коробок содержит рамку 5 и систему 11 управления, соединенную с упомянутой рамкой 5. Рамка 5 содержит регулируемые части 7, которые определяют размер рамки 5. В этом варианте осуществления изобретения, регулируемые части 7 содержат четыре угловых стойки 7, а система 11 управления сконфигурирована для управления положением упомянутых угловых стоек 7 в соответствии с различными размерами шаблонов коробок, то есть в соответствии с различными размерами коробок, которые должны быть собраны. Четыре угловые стойки 7 расположены так, что они образуют прямоугольную форму, соответствующую прямоугольной форме коробки, которая должна быть собрана. Каждая угловая стойка 7 будет в одном варианте осуществления изобретения предусмотрена в углу между двумя боковыми стенками собираемой коробки. Регулировка размера рамки в одном варианте осуществления изобретения может заключаться в том, чтобы регулировать расстояния между угловыми стойками, при этом расстояния соответствуют ширине и длине собираемой коробки. В этом варианте осуществления изобретения, по меньшей мере, одна из угловых стоек 7 содержит крепежное устройство 19, к которому может быть прикреплен первый конец 23 шаблона 3 коробки во время обертывания шаблона коробки вокруг рамки 5. Это может быть, например, присоска или зажим, который может быть управляемым из системы 11 управления. В варианте осуществления, показанном на фигурах 1a-1d, первый конец 23 шаблона коробки представляет собой клеевую полоску, предусмотренную для образования части соединения изготовителя. Однако в другом варианте осуществления изобретения, соединение изготовителя внахлест не является обязательным, а вместо этого может быть предусмотрено соединение изготовителя от края до края с использованием ленточного уплотнения. В этом случае, первый конец 23 шаблона коробки, который прикреплен к одной из угловых стоек 7, является не клеевой полоской, а просто самым внешним концом шаблона коробки.
В этом варианте осуществления изобретения, система 11 управления сконфигурирована для управления положением рамки 5 для обертывания шаблона 3 коробки вокруг рамки 5. Система 11 управления может управлять крепежным устройством 19, предусмотренным, по меньшей мере, на одной из угловых стоек 7 для прикрепления к первому концу 23 шаблона 3 коробки, который должен быть собран. Система 11 управления дополнительно в этом варианте осуществления выполнена с возможностью вращения как рамки 5 для обертывания шаблона 3 коробки вокруг рамки 5, так и переноски рамки вдоль продолжения шаблона коробки. Фигуры 1a-1d показывают, что рамка 5 перемещена по направлению к преобразующей части 41 системы изготовления шаблона коробка, из которой был доставлен шаблон коробки. Однако в другом варианте осуществления, рамка 5 вместо этого может быть предусмотрена на другом конце шаблона коробки, прямо на выходе из системы изготовления шаблона коробки и перенесена в направлении от системы изготовления шаблона коробки.
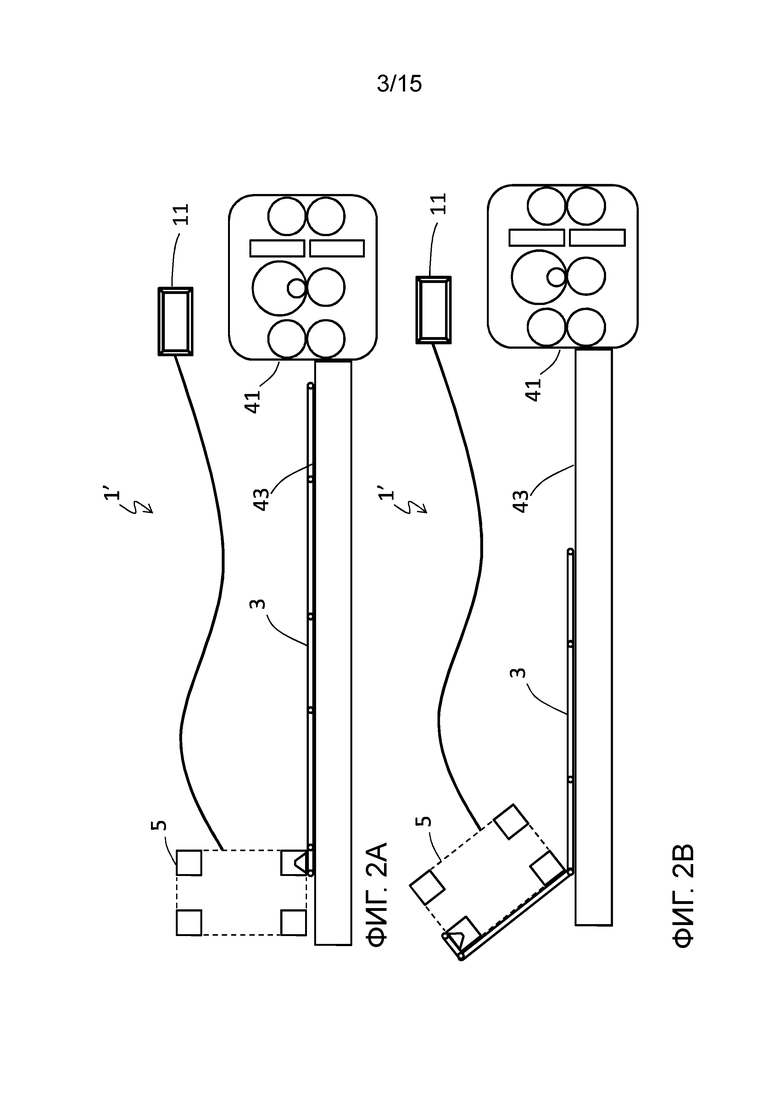
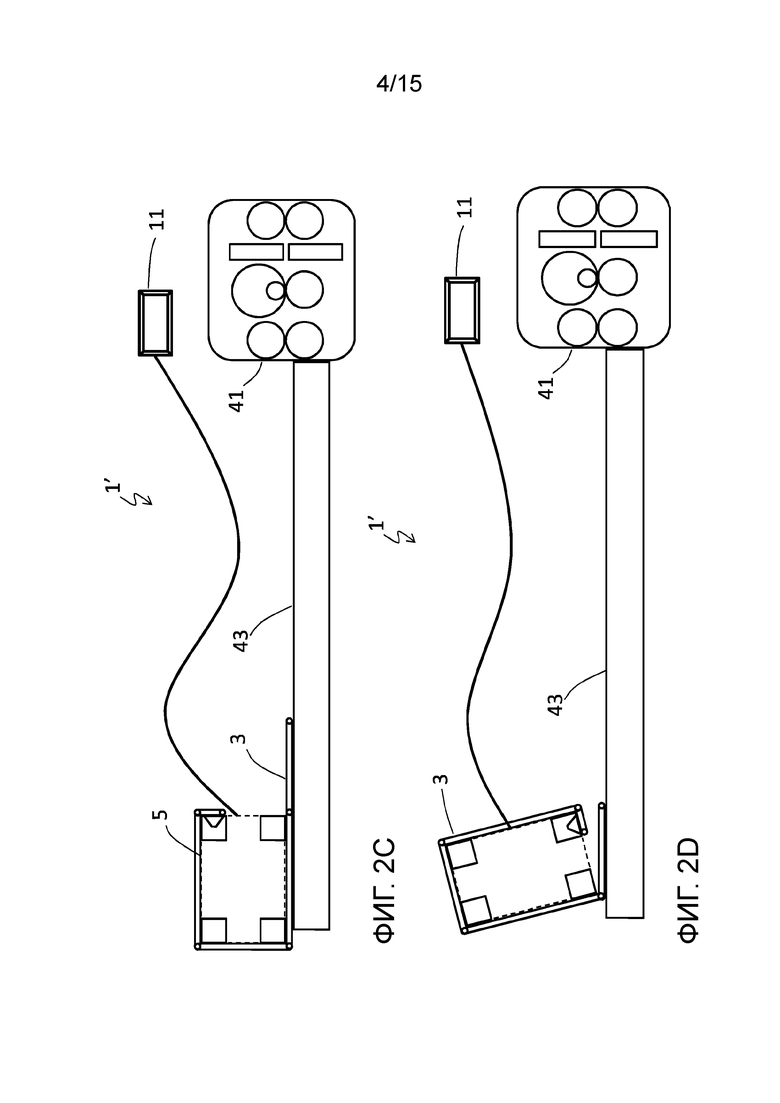
Фигуры 2a-2d схематично показывают систему 1' сборки коробки согласно другому варианту осуществления изобретения в четырех различных положениях. Большинство деталей являются такими же, как в варианте осуществления, описанном со ссылкой на фигуры 1а и 1b, и поэтому им присвоены те же ссылочные номера, и они не будут описаны снова. Единственное отличие состоит в том, что система 11 управления в этом варианте осуществления сконфигурирована для управления рамкой, чтобы она только вращалась и не передавалась вдоль продолжения шаблона коробки. Вместо этого, шаблон 3 коробки переносится по поверхности 43, на которой он предусмотрен. То есть рамка 5 тянет шаблон 3 коробки 3 по поверхности 43, чтобы обернуть его вокруг рамки 5.
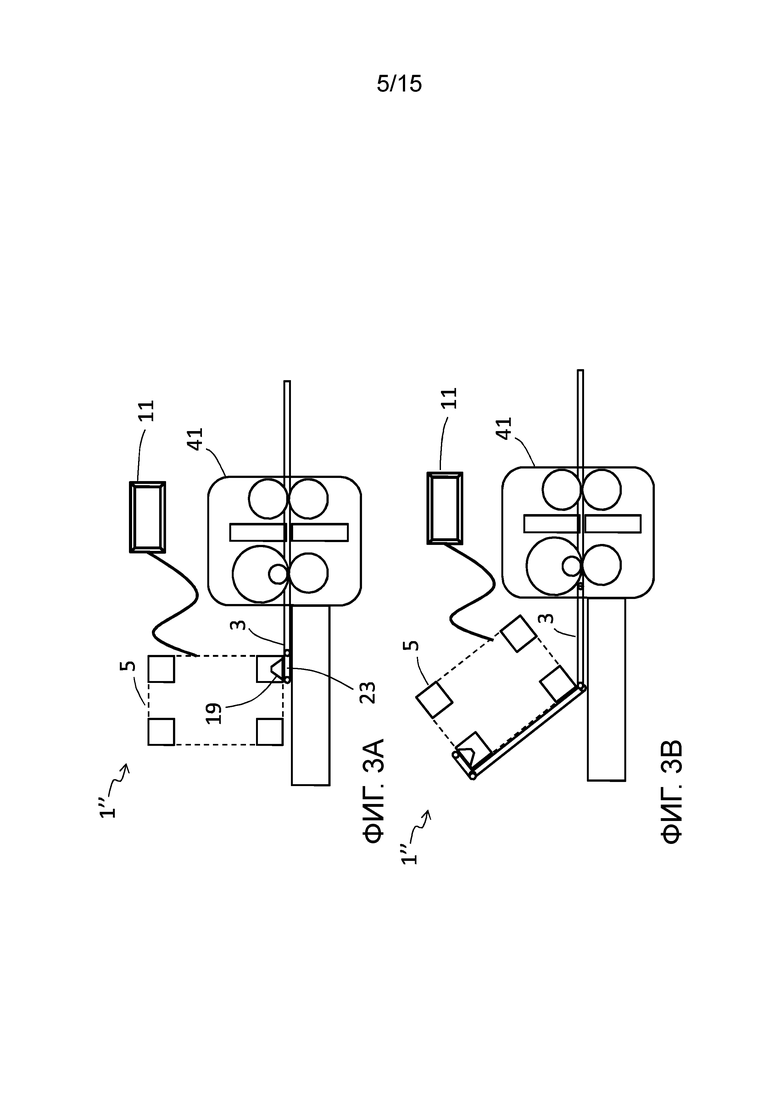
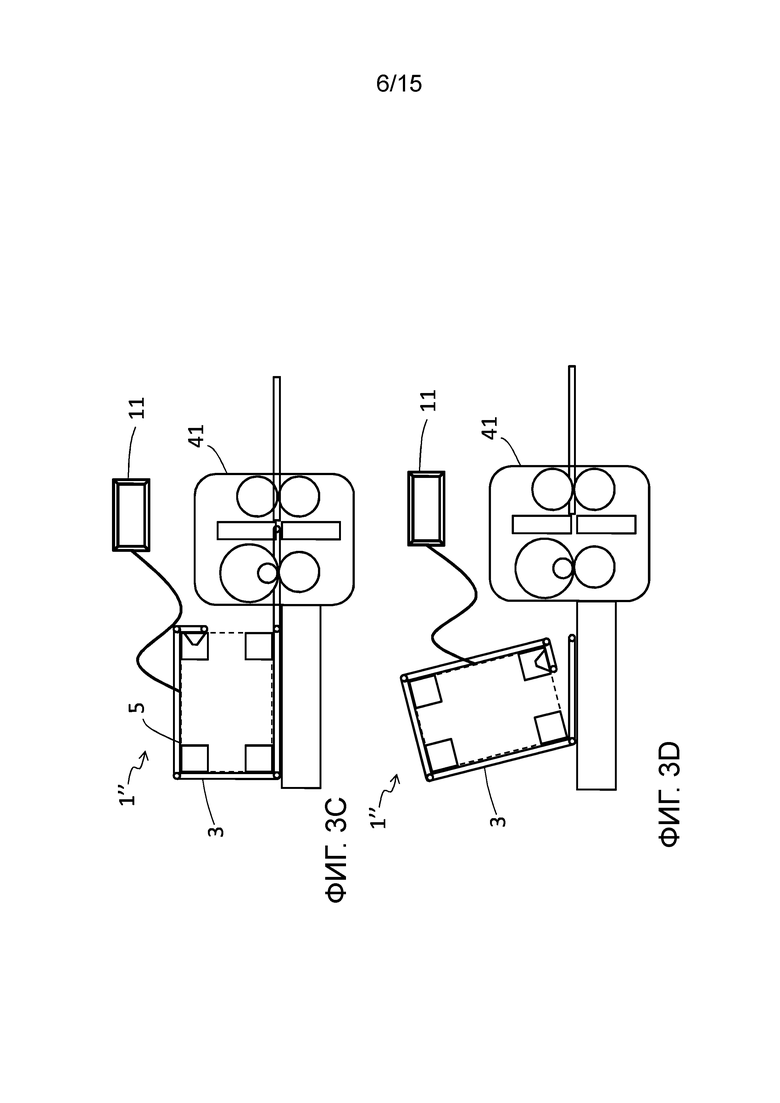
Фигуры 3a-3d схематично показывают систему 1'' сборки коробки согласно еще одному варианту осуществления изобретения в четырех различных положениях. В этом варианте осуществления, рамка 5 предусмотрена непосредственно в соединении с выходом из преобразующей части 41 системы изготовления шаблона коробки. Вместо доставки шаблонов коробок из преобразующей части 41 на поверхность 43, как показано в вариантах осуществления, как описано со ссылкой на фиг.1 и 2, шаблоны коробок в этом варианте осуществления изобретения непосредственно обертываются вокруг рамки 5. Таким образом, система 11 управления выполнена с возможностью сначала регулировать размер камки 5, как описано выше. Устройство 11 управления дополнительно выполнено с возможностью управления крепежным устройством 19 рамки 5 для прикрепления к первому концу 23 шаблона 3 коробки, доставленного из преобразующей части 41, и затем для поворота рамки 5 таким образом, чтобы шаблон 3 коробки был обернут вокруг рамки 5.
Во всех вариантах осуществления, описанных выше со ссылкой на фигуры 1-3, соединение изготовителя может быть запечатано, например, посредством ленты или клея (возможно, управляемое из системы управления), и, возможно, также дно коробки может быть сложено, и возможно, также запечатано до извлечения рамки из собранной коробки и использования для сборки новой коробки. Дополнительные детали и примеры приведены ниже.
Фигуры 4-8 показывают систему 1 сборки коробки согласно одному варианту осуществления изобретения в различных положениях. Этот вариант осуществления изобретения в основных деталях соответствует варианту осуществления, описанному со ссылкой на фигуры 1a-1d. Поэтому одинаковые номера ссылочных позиций используются для одинаковых деталей, и описание не будет повторяться.
Фиг.4 показывает систему 1 сборки коробки в положении, когда шаблон 3 коробки собирается, чтобы быть обернутым вокруг рамки 5 системы 1 сборки коробки. Система 1 сборки коробок содержит рамку 5 и систему 11 управления, соединенную с упомянутой рамкой 5. Рамка 5 содержит регулируемые части 7, которые определяют размер рамки 5, как описано выше. В этом варианте осуществления изобретения, рамка содержит четыре угловых стойки 7a, 7b, 7c, 7d. Например, если установлен обычный контейнер с четырьмя равновеликими клапанами, RSC, или четырехклапанный контейнер без крышки, HSC, то каждая из четырех угловых стоек 7a-7d будет расположена во внутреннем углу каждой коробки между двумя боковыми стенками коробки. Кроме того, расстояние между первой одной угловой стойкой 7а и второй одной угловой стойкой 7b соответствует ширине окончательно собранной коробки, а расстояние между первой угловой стойкой 7а и третьей угловой стойкой 7с соответствует длине окончательно собранной коробки. При регулировке размера рамки, меняются расстояния между угловыми стойками, которые соответствуют длине и ширине окончательно собранной коробки. Также как описано выше, по меньшей мере, одна из угловых стоек 7 содержит крепежное устройство 19, к которому может быть прикреплен первый конец 23 шаблона 3 коробки во время обертывания шаблона коробки вокруг рамки 5. В варианте осуществления, показанном на фиг.4, первый конец 23 шаблона коробки представляет собой клеевую полоску, предусмотренную для образования части соединения изготовителя. Однако, как описано выше, первый конец 23 не обязательно должен быть клеевой полоской.
Кроме того, в этом варианте осуществления можно видеть, что система 11 управления сконфигурирована для доставки рамки 5 к шаблону 3 коробки дальним концом 25 рамки 5 в соответствии с нижними линиями 27 сгиба шаблона 3 коробки, так что дно может быть сложено, сохраняя при этом рамку 5 внутри обернутого шаблона коробки.
В этом варианте осуществления изобретения, система 11 управления выполнена с возможностью управления положением и ориентацией рамки 5 для обертывания шаблона 3 коробки вокруг рамки 5. Система 11 управления может управлять крепежным устройством 19, предусмотренным, по меньшей мере, на одной из угловых стоек 7 для прикрепления к первому концу 23 шаблона 3 коробки, который должен быть собран. Система 11 управления дополнительно в этом варианте осуществления выполнена с возможностью вращения рамки 5 для обертывания шаблона 3 коробки вокруг рамки 5. В этом варианте осуществления, рамка 5 как вращается, так и перемещается вдоль продолжения шаблона коробки, как описано выше со ссылкой на фигуры 1a-1d. Однако в другом варианте осуществления, рамка вместо этого может управляться только для вращения системой 11 управления, в то время как шаблон коробки вместо этого передается по поверхности, на которую он доставлен. То есть рамка тянет шаблон коробки по поверхности, чтобы обернуть его вокруг рамки (как показано на фигурах 2a-2d).
Фиг.5 показывает ту же систему 1 сборки коробки как показано на фиг.4, в положении, когда шаблон 3 коробки практически обмотан вокруг рамки 5. В этом варианте осуществления, в котором в качестве первого конца 23 шаблона 3 коробки, который прикреплен к крепежному устройству 19 рамки 5, предусмотрена клеевая полоска, клей наносится либо на клеевую полоску, либо на второй конец 24 шаблона 3 коробки, который будет сопрягаться с клеевой полоской 23, когда шаблон коробки полностью обернут вокруг рамки. Уплотнение между клеевой полоской 23 и вторым концом 24 шаблона коробки называется соединением изготовителя. Таким образом, в этом варианте осуществления изобретения способ содержит этап уплотнения соединения изготовителя перед тем, как рамка отделяется от шаблона коробки. Таким образом, система сборки коробки содержит уплотняющее устройство 15, которое в этом варианте осуществления имеет форму эжектора 15 клея. Эжектор 15 клея соединен с системой 11 управления и управляется системой 11 управления для выпуска клея на шаблон коробки для уплотнения соединения изготовителя, когда шаблон коробки проходит через уплотняющее устройство 15. Таким образом, этап уплотнения соединения изготовителя содержит, в этом варианте осуществления изобретения, управление положением рамки 5 системой 11 управления таким образом, чтобы шаблон 3 коробки проходил уплотняющее устройство 15, которое будет выбрасывать клей на шаблон коробки до того, как шаблон коробки полностью обертывается вокруг рамки. В одном варианте осуществления изобретения, этап уплотнения соединения изготовителя содержит обеспечение клея к части шаблона коробки, которая будет частью соединения изготовителя до того, как шаблон коробки будет полностью обернут вокруг рамки, и после этого завершит обертывание шаблона коробки вокруг рамки так, чтобы соединение изготовителя было уплотнено. Перемещение рамки 5 вместе с почти обернутым шаблоном 3 коробки таким образом, что соединение изготовителя проходит перед уплотняющее устройством 15, показано на фиг.6. Альтернативно, в другом варианте осуществления изобретения, уплотняющее устройство 15 (эжектор клея) может быть подвижным и перемещаться вдоль шаблона коробки для выбрасывания клея.
Фиг.7а показывает ту же систему 1 сборки коробки, как показано на фиг.4, в положении, где складываются второстепенные клапаны дна шаблона коробки. Клапаны коробки, образующие дно (или закрытый верх), обычно называют второстепенными и основными клапанами. Однако размер этих клапанов не обязательно должен быть второстепенным и основным по отношению друг к другу. В дальнейшем, два противоположных клапана, которые сначала складываются для образования дна, будут называться первыми противоположными клапанами 28 дна (обычно называемыми второстепенными клапанами), а два оставшихся клапана называются вторыми противоположными клапанами 29 дна (обычно называемыми основными клапанами). В этом варианте осуществления рамка 5, удерживающая обернутый шаблон 3 коробки, управляется системой 11 управления для прохождения станции 31 складывания дна. В другом варианте осуществления изобретения, обернутый шаблон коробки доставляется на станцию складывания дна. В этом варианте осуществления, первая часть станции 31 складывания дна представляет собой изогнутую направляющую 31, к которой прижимается рамка для складывания первых противоположных клапанов 28 дна. Изогнутая конфигурация направляющей 31 гарантирует, что первые противоположные клапаны 28 дна сгибаются в правильном направлении, образуя дно коробки.
Фигуры 7b и 7с показывают дополнительная деталь, которая может быть добавлена к рамке 5 в любом из вариантов осуществления согласно изобретению. Система складывания коробки находится в том же положении, как показано на фиг.7а, но с двух других видов. В этом варианте осуществления, рамка 5 содержит выдвижные толкающие рычаги 33, выполненные с возможностью толкания двух вторых противоположных клапанов 29 дна, также называемых основными клапанами, шаблона коробки 3 наружу друг от друга, по меньшей мере, во время начальной части складывания двух первых противоположных клапанов 28 дна, также называемых второстепенными клапанами, шаблона коробки для образования дна коробки. Выталкивание основных клапанов 29 наружу, когда вспомогательные клапаны 28 складываются, является выгодным, поскольку таким образом можно избежать того, чтобы основные клапаны препятствовали складыванию вспомогательных клапанов. Эти выдвижные толкающие рычаги 33 также могут быть предусмотрены для всех других вариантов осуществления изобретения. Использование рамки 5 и системы 11 управления согласно изобретению для сборки коробок дает возможность добавить эту функцию для выталкивания основных клапанов наружу друг от друга. Выдвижные толкающие рычаги 33 могут быть установлены на рамке 5, например, по одному на каждую угловую стойку 7, и могут управляться системой 11 управления.
Система 11 управления дополнительно выполнена с возможностью втягивания упомянутых выдвижных толкающих рычагов 33 таким образом, чтобы они не выступали за пределы рамки 5, когда основные клапаны (вторые противоположные клапаны дна) 29 должны быть сложены для образования дна коробки. Основные клапаны могут складываться любым устройством складывания (вторая часть станции 31 складывания дна, не показана), соответствующим образом, соединенным с системой 11 управления и управляемой им.
Фиг.8 показывает ту же систему 1 сборки коробки, как показано на фиг.4, в положении, когда все дно сложено, а рамка 5 собирается быть снятой с собранной коробки. Дно может быть при желании уплотнено, например, скотчем или клеем перед снятием рамки. Рамка готова для установки нового шаблона коробки. Если новый шаблон коробки имеет другой размер, положения регулируемых частей 7 будут отрегулированы системой 11 управления в соответствии с размером нового шаблона коробки, прежде чем новый шаблон коробки будет обернут вокруг рамки.
Фиг.9 показывает систему 101 сборки коробки согласно другому варианту осуществления изобретения в положении, когда шаблон 103 коробки обеспечен ниже рамки 105 системы 101 сборки коробки. В этом варианте осуществления изобретения, рамка 105 является неподвижной. Рамка 105 также содержит в этом варианте осуществления регулируемые части 107, определяющие размер рамки. Система 111 управления соединена с рамкой 105 и может регулировать положения регулируемых частей 107 таким образом, чтобы размер рамки можно было адаптировать к разным размерам шаблонов коробок. Система 111 управления содержит в этом варианте осуществления, по меньшей мере, один манипулятор 135 или другое подходящее оборудование, которое может управляться для удержания шаблона 103 коробки и обеспечения шаблона коробки под рамкой 105. В этом варианте осуществления, шаблон коробки обеспечивается системой управления под рамкой. Однако в другом варианте осуществления изобретения, шаблон коробки может быть обеспечен системой управления на рамке сверху или сбоку.
Фиг.10 показывает ту же систему 101 сборки коробки, как показано на фиг.9, в положении, в котором шаблон 103 коробки был обернут вокруг рамки 105. Система 111 управления содержит в этом варианте осуществления два толкающих стержня 137, которые управляются так, чтобы выступать вверх из-под шаблона коробки, чтобы обертывать шаблон коробки вокруг рамки 105. Манипулятор 135 может затем управляться таким образом, чтобы он складывал верхнюю часть шаблона коробки (ссылаясь на указания на чертеже) вокруг верхней части неподвижной рамки 105. После этого, соединение изготовителя может быть уплотнено, например, с использованием манипулятора 135 в качестве уплотняющего устройства для подачи ленты или клея. Также, в этом варианте осуществления, положение рамки 105 на шаблоне 103 коробки предусмотрено таким образом, что дальний конец 125 рамки 105 предусмотрен в соответствии с линиями 127 сгиба клапана дна шаблона 103 коробки таким образом, чтобы дно могло быть сложено, сохраняя при этом рамку 105 внутри обернутого шаблона коробки. Кроме того, также в этом варианте осуществления выдвижные толкающие рычаги 33 могут быть предусмотрены на рамке 105, как описано выше в отношении варианта осуществления, показанного на фигурах 7b и 7c. Эти выдвижные толкающие рычаги 33 выполнены с возможностью толкания двух вторых противоположных клапанов 29 дна, также называемых основными клапанами, шаблона коробки 103 наружу друг от друга, по меньшей мере, во время начальной части складывания двух первых противоположных клапанов 28 дна, также называемых второстепенными клапанами, шаблона коробки для образования дна коробки. В этом варианте осуществления изобретения, клапаны дна могут быть сложены манипулятором 135. Выдвижные толкающие рычаги 33 втягиваются в положение внутри рамки 105 до того, как основные клапаны складываются, как описано выше. В этом варианте осуществления, присоски 139 предусмотрены на дальнем конце 125 рамки 105. Эти присоски 139 будут удерживать вспомогательные клапаны 28 в сложенном состоянии, когда манипулятор 135 освобождается от контакта со вспомогательными клапанами после того, как они сложены к рамке 105.
После того как дно было сложено, дно также может быть уплотнено до отделения шаблона коробки от рамки 105. Уплотнение дна может быть предусмотрено, например, посредством ленты манипулятором.
Во всех вариантах осуществления, описанных выше и проиллюстрированных на чертежах, проиллюстрировано, что шаблон коробки предоставляется в горизонтальном направлении на горизонтальной поверхности перед обертыванием вокруг рамки. Однако нет необходимости размещать шаблон коробки на горизонтальной поверхности перед этапом обертывания его вокруг рамки. Шаблон коробки может быть расположен под любым углом, возможно, на поверхности, имеющей любой подходящий угол. Шаблон коробки также может висеть в вертикальном направлении, когда шаблон коробки обертывается вокруг рамки. Один конец шаблона коробки может быть прикреплен к чему-либо, и шаблон коробки может быть подвешен к этой точке крепления. Возможно, шаблон коробки может свисать от системы изготовления шаблона коробки. Рама может затем управляться системой управления для обертывания шаблона коробки вокруг рамки таким же образом, как описано выше. Еще один пример альтернативной ориентации шаблона коробки заключается в том, что шаблон коробки может быть наклонен на бок под любым углом во время обертывания вокруг рамки. Кроме того, шаблон коробки не обязательно должен быть прямым или плоским во время процедуры обертывания вокруг рамки.
Согласно другому аспекту изобретения, предусмотрен способ изготовления коробок из листового материала. Листовой материал может быть, например, картоном или гофрированным картоном. Способ включает этапы, при которых:
- изготавливают шаблоны коробок разных размеров из листового материала;
- собирают шаблоны коробок согласно любому одному из вариантов осуществления способа сборки коробок как описано выше.
Способ может дополнительно содержать начальный этап подачи листового материала в систему изготовления шаблонов коробок из пачек листового материала, сфальцованного гармошкой. Когда шаблоны коробок изготавливаются из сфальцованного гармошкой материала, такого как, например, гофрированный картон, сфальцованный гармошкой, сгибы будут предоставляться в шаблонах коробок и в других местах, отличных от предполагаемых, называемых здесь складками фальцовки гармошкой. С этими складками фальцовки гармошкой может быть проблематично обращаться при сборке коробок, потому что стенки коробки могут не вести себя как стенки без таких складок фальцовки гармошкой. Они могут складываться вдоль складки фальцовки гармошкой, а не вдоль намеченных линий сгиба. Обеспечение складывания углов в заданных положениях имеет решающее значение для обеспечения дальнейших технологических этапов, например, складывания клапанов дна. Использование рамки и способ обертывания шаблонов коробок вокруг рамки для сборки коробок будут особенно подходящими и улучшают процессы сборки шаблонов коробок, содержащих складки фальцовки гармошкой, то есть шаблонов коробок, предоставляемых в различных размерах по требованию из листового материала, сфальцованного гармошкой. Такая складка 140 фальцовки гармошкой показана в шаблоне 103 коробки, который собирается системой 101 сборки коробки, показанной на фигурах 9 и 10. Здесь очевидно, что угловые стойки 107 рамки 105 полезны для предотвращения неправильного сгибания верхней части коробки вдоль складки 140 фальцовки гармошкой, а не вдоль правильной складки. Таким образом, дно может быть правильно закрыто в надежном процессе. Листовой материал также может быть подан в систему изготовления шаблонов коробок из гофрированных рулонов. Гофрированный картон, обеспечиваемый в рулонах, может быть, например, однофазным гофрированным картоном. Использование рамки и способа обертывания шаблонов коробок вокруг рамки для сборки коробок также будут полезны при использовании листового материала, обеспечиваемого из таких рулонов.
Согласно другому аспекту изобретения, предусмотрена система изготовления коробок, содержащая:
- по меньшей мере, один вход для приема листового материала;
- по меньшей мере, одну преобразующую часть 41, сконфигурированную для приема упомянутого листового материала и преобразования упомянутого листового материала в шаблоны коробок разных размеров согласно данным инструкциям;
- по меньшей мере, одну систему 1, 101 сборки коробок согласно одному из вариантов осуществления, описанных выше, сконфигурированную для сборки шаблонов коробок, доставляемых, по меньшей мере, из одной преобразующей части 41.
В одном варианте осуществления изобретения, по меньшей мере, один впуск выполнен с возможностью приема упомянутого листового материала из пачек листового материала, сфальцованного гармошкой, как описано выше.
Система 11, 111 управления системы сборки коробок дополнительно содержит процессор и компьютерную программу, которая при запуске на процессоре предоставляет системе управления возможность выполнять способ сборки коробок, как описано выше.
Изобретение дополнительно содержит компьютерную программу, содержащую машиночитаемый код, который при запуске на процессоре в системе 11, 111 управления системы сборки коробок согласно изобретению предоставляет системе управления возможность выполнять способ сборки коробок в соответствии с изобретением, как описано выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА И СПОСОБ СБОРКИ КОРОБКИ | 2018 |
|
RU2782264C2 |
| СПОСОБ И СИСТЕМА СБОРКИ КОРОБКИ | 2019 |
|
RU2782624C1 |
| ПРЕОБРАЗУЮЩАЯ МАШИНА С МЕХАНИЗМОМ ОБНАРУЖЕНИЯ СКЛАДКИ | 2018 |
|
RU2758178C2 |
| ПРЕОБРАЗУЮЩАЯ МАШИНА С МЕХАНИЗМОМ ОБНАРУЖЕНИЯ СКЛАДКИ | 2018 |
|
RU2769414C2 |
| УПАКОВОЧНАЯ МАШИНА И СИСТЕМЫ | 2020 |
|
RU2811505C2 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ | 2008 |
|
RU2455208C2 |
| ЗАГОТОВКА ВНУТРЕННЕЙ РАМКИ КОРОБКИ ДЛЯ ИЗДЕЛИЙ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2018 |
|
RU2722252C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ ДЛЯ ПЛОСКИХ ПЛАСТИН И ЗАГОТОВКИ ДЛЯ УКАЗАННОЙ УПАКОВКИ | 2019 |
|
RU2796101C2 |
| ТАРА СО СВЕРНУТОЙ ЭТИКЕТКОЙ | 2014 |
|
RU2642769C2 |
| УПАКОВКА ДЛЯ СЪЕДОБНЫХ ИЗДЕЛИЙ И СПОСОБ УПАКОВКИ | 2010 |
|
RU2568098C2 |
Изобретение относится к области упаковки товаров. Предложен способ сборки коробок из шаблонов коробок различных размеров, включающий этапы, при которых регулируют размер рамки, согласно размеру шаблона коробки, которая должна быть собрана. Причем этап регулировки размера рамки включает управление размером рамки посредством системы управления, соединенной с рамкой. При этом регулировка включает управление расстояниями между четырьмя угловыми стойками, предусмотренными в рамке, посредством системы управления. Обертывают шаблон коробки, которая должна быть собрана, вокруг рамки и отделяют рамку от шаблона коробки. Изобретение обеспечивает высокую эффективность в процессе реализации. 5 н. и 24 з.п. ф-лы, 21 ил.
1. Способ сборки коробок из шаблонов коробок различных размеров, включающий этапы, при которых:
- регулируют размер рамки (5; 105) согласно размеру шаблона (3; 103) коробки, которая должна быть собрана, причем этап регулировки размера рамки (5; 105) включает управление размером рамки посредством системы (11; 111) управления, соединенной с рамкой (5; 105), при этом регулировка включает управление расстояниями между четырьмя угловыми стойками (7), предусмотренными в рамке, посредством системы управления;
- обертывают шаблон (3; 103) коробки, которая должна быть собрана, вокруг рамки (5; 105); и
- отделяют рамку (5; 105) от шаблона коробки.
2. Способ по п.1, дополнительно включающий этап, на котором уплотняют соединение изготовителя шаблона (3; 103) коробки перед отделением рамки (5; 105) от шаблона коробки.
3. Способ по п.1 или 2, дополнительно включающий складывание дна шаблона (3; 103) коробки перед отделением рамки (5, 105) от шаблона коробки.
4. Способ по п.3, в котором этап складывания дна шаблона (3, 103) коробки включает:
выталкивание двух вторых противоположных клапанов (29) дна шаблона коробки наружу друг от друга по меньшей мере двумя выдвижными выталкивающими рычагами (33), соединенными с рамкой (5; 105), по меньшей мере во время начальной части складывания двух первых противоположных клапанов (28) дна шаблона коробки для образования дна коробки, и втягивание упомянутых выдвижных выталкивающих рычагов (33) перед складыванием упомянутых двух вторых противоположных клапанов (29) дна для образования дна коробки; или
управление рамкой (5; 105) посредством системы (11; 111) управления для прохождения станции (31) складывания дна или доставку шаблона коробки к станции складывания дна.
5. Способ по п.3 или 4, дополнительно включающий уплотнение дна перед отделением рамки (5; 105) от шаблона (3; 103) коробки.
6. Способ по любому из предшествующих пунктов, в котором этап обертывания включает:
- прикрепление шаблона (3; 103) коробки, которая должна быть собрана, к рамке (5; 105);
- управление положением рамки (5; 105) посредством системы (11; 111) управления, соединенной с рамкой так, что шаблон коробки обертывается вокруг рамки.
7. Способ по п.6, в котором этап прикрепления шаблона (3; 103) коробки к рамке (5; 105) включает прикрепление первого конца (23) шаблона (3) коробки к одной из четырех угловых стоек (7), предусмотренных в рамке.
8. Способ по п.6 или 7, в котором управление положением рамки (5; 105) включает в себя вращение рамки для обертывания шаблона (3; 103) коробки вокруг рамки.
9. Способ по любому из предшествующих пунктов, дополнительно включающий этап уплотнения соединения изготовителя шаблона (3; 103) коробки до отделения рамки (5; 105) от шаблона коробки, причем этап уплотнения соединения изготовителя включает подачу клея на часть шаблона коробки, которая будет частью соединения изготовителя до того, как шаблон коробки будет полностью обернут вокруг рамки.
10. Способ по п.9, в котором этап уплотнения соединения изготовителя дополнительно включает управление положением рамки (5; 105) посредством системы (11; 105) управления, соединенной с рамкой, или управление положением устройства (15) уплотнения так, что шаблон (3; 103) коробки и уплотняющее устройство (15) проходят друг друга до того, как шаблон коробки полностью обертывается вокруг рамки, при этом уплотняющее устройство (15) соединено и управляется системой (11; 111) управления для выпуска клея на шаблон коробки для уплотнения соединения изготовителя, когда шаблон коробки и уплотняющее устройство проходят друг друга.
11. Способ по любому одному из предшествующих пунктов, дополнительно включающий складывание дна шаблона (3) коробки до отделения рамки (5) от шаблона коробки, при этом этап складывания дна включает управление рамкой (5) посредством системы (11) управления, чтобы пройти станцию (31) складывания дна, или доставку шаблона коробки к станции складывания дна.
12. Способ по любому из предшествующих пунктов, в котором этап обертывания включает:
- прикрепление рамки (5; 105) к первому концу шаблона (3; 103) коробки; и
- поворот рамки (5; 105) таким образом, чтобы шаблон (3; 103) коробки был обернут вокруг рамки (5; 105), начиная с первого конца шаблона (3; 103) коробки и заканчивая у второго конца шаблона (3; 103) коробки.
13. Способ по любому из предшествующих пунктов, в котором этап обертывания шаблона коробки вокруг рамки (5; 105) включает расположение дальнего конца (25; 125) рамки (5; 105) в соответствии с линиями (27; 127) сгиба клапана дна шаблона (3; 103) коробки таким образом, чтобы дно можно было сложить, сохраняя при этом рамку внутри обернутого шаблона коробки.
14. Система (1; 1'; 1''; 101) сборки коробки для сборки коробок из шаблонов (3; 103) коробок разных размеров, содержащая:
- рамку (5; 105), содержащую четыре регулируемых угловых стойки (7; 107), образующих размер рамки, с возможностью выборочного регулирования расстояний между четырьмя регулируемыми угловыми стойками; и
- систему (11; 111) управления, соединенную с рамкой (5; 105) и выполненную с возможностью:
регулировки размера рамки (5; 105) посредством регулировки расстояний между четырьмя регулируемыми угловыми стойками (7; 107) согласно размеру шаблона (3; 103) коробки, которая должна быть собрана; и
обертывания шаблона коробки, которая должна быть собрана, вокруг рамки (5, 105).
15. Система сборки коробки по п.14, дополнительно содержащая уплотняющее устройство (15, 115), соединенное с системой (11; 111) управления, при этом система управления выполнена с возможностью:
управления уплотняющим устройством для уплотнения соединения изготовителя шаблона коробки во время или после обертывания шаблона (3; 103) коробки вокруг рамки (5; 105).
16. Система сборки коробки по любому из пп.14, 15, в которой система (11; 111) управления дополнительно выполнена с возможностью складывания дна шаблона (3; 103) коробки после того, как шаблон коробки был обернут вокруг рамки (5; 105).
17. Система сборки коробки по п.16, в которой рамка (5; 105) содержит выдвижные толкающие рычаги (33), выполненные с возможностью выталкивания двух вторых противоположных клапана (29) дна шаблона (3; 103) коробки наружу друг от друга по меньшей мере во время начальной части складывания двух первых противоположных клапанов (28) дна шаблона коробки для образования дна коробки, при этом система (11; 111) управления выполнена с возможностью втягивания выдвижных толкающих рычагов (33) перед складыванием упомянутых двух вторых противоположных клапанов (29) дна для образования дна коробки.
18. Система сборки коробки по п.16 или 17, в которой система (11, 111) управления дополнительно выполнена с возможностью уплотнения сложенного дна и затем отделения рамки (5; 105) от сложенной коробки.
19. Система сборки коробки по любому из пп.14-18, в которой система (11) управления дополнительно выполнена с возможностью управления положением рамки (5; 105) для обертывания шаблона коробки вокруг рамки.
20. Система сборки коробки по п.19, дополнительно содержащая крепежное устройство (19), выполненное с возможностью прикрепления рамки (5; 105) к первому концу (23) шаблона (3; 103) коробки, которая должна быть собрана, при этом система (11; 111) управления выполнена с возможностью вращения рамки для обертывания шаблона коробки вокруг рамки.
21. Система сборки коробки по п.14, в которой рамка выполнена с возможностью расположения каждой угловой стойки (7a-7b) в углу между двумя боковыми стенками обернутой коробки с обеспечением регулировки размера рамки посредством регулировки расстояний между угловыми стойками (7a-7b), причем расстояния соответствуют ширине и длине коробки, которая должна быть собрана.
22. Система сборки коробки по п.21, в которой по меньшей мере одна из угловых стоек (7) содержит крепежное устройство (19), выполненное с возможностью прикрепления к нему первого конца (23) шаблона (3; 103) коробки во время обертывания шаблона коробки вокруг рамки.
23. Система сборки коробки по любому из пп.14-22, в которой система (11; 111) управления выполнена с возможностью обеспечения рамки (5; 105) для шаблона (3; 103) коробки с соответствием дальнего конца (25; 125) рамки (5, 105) с линиями (27; 127) сгиба дна шаблона (3; 103) коробки, так что обеспечивается возможность складывания дна, сохраняя при этом рамку внутри обернутого шаблона коробки.
24. Система сборки коробки по любому из пп.14-23, в которой система (11; 111) управления содержит процессор и компьютерную программу, которая при запуске на процессоре предоставляет системе управления возможность выполнять способ по любому из пп.1-13.
25. Компьютерно-читаемый носитель данных, содержащий компьютерную программу, содержащую машиночитаемый код, который при запуске на процессоре в системе управления системы сборки коробки предоставляет системе управления возможность выполнять способ по любому из пп.1-13.
26. Способ изготовления коробок из листового материала, включающий этапы, при которых:
- изготавливают шаблоны коробок разных размеров из листового материала;
- собирают шаблоны коробок согласно способу по любому из пп.1-13.
27. Способ по п.26, дополнительно включающий начальный этап подачи листового материала в систему изготовления шаблонов коробок из пачек листового материала, сложенного гармошкой, или из гофрированных рулонов.
28. Система изготовления коробок, содержащая:
- по меньшей мере один вход для приема листового материала;
- по меньшей мере одну преобразующую часть (41), выполненную с возможностью приема листового материала и преобразования листового материала в шаблоны коробок разных размеров согласно данным инструкциям;
- по меньшей мере одну систему (1; 1'; 1''; 101) сборки коробок согласно любому из пп.14-24, выполненную с возможностью сборки шаблонов коробок, доставляемых по меньшей мере из одной преобразующей части.
29. Система изготовления коробок по п.28, в которой по меньшей мере один впуск выполнен с возможностью приема листового материала из пачек сфальцованного гармошкой листового материала или из гофрированных рулонов.
| КОМПОЗИЦИЯ ПРЕДШЕСТВЕННИКА ГИДРОГЕЛЯ И ЕЁ ПРИМЕНЕНИЕ | 2017 |
|
RU2770445C2 |
| Приспособление для подачи сахарных голов к пилам | 1929 |
|
SU13852A1 |
| АВТОМАТ ДЛЯ СБОРКИ КАРТОННЫХ КОРОБОК | 1990 |
|
RU2037425C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ЗАХВАТА И СБОРКИ ЗАГОТОВОК КАРТОННЫХ КОРОБОК | 1995 |
|
RU2136503C1 |
| US 3242827 A1, 29.03.1966. | |||

