Изобретение относится к гофрированной трубке, выполненной из гибкого пластикового материала, для оплетки электропроводки, содержащей проходящие по периметру выступы и впадины, распределенные в чередующейся последовательности по ее длине в осевом направлении.
Гофрированные трубки такого типа используют в широком диапазоне областей применения, например, в автомобилестроении, при этом внутрь них помещают кабели или изолированные кабели, электропроводку и подобное, с возможностью защиты от нежелательного внешнего воздействия, благодаря окружающей их гофрированной трубке.
В областях применения, в которых применяют такие гофрированные трубки в движении, например, в робототехнике, когда проводка проложена вдоль манипуляторов робота, или также в случае сочленений автобусов, рабочий ход сочленения которых постоянно действует на проложенные гофрированные трубки, применяемые гофрированные трубки должны отвечать требованиям высокой гибкости, с одной стороны, и высокой износостойкостью, с другой стороны. Однако эти требования для материалов для гофрированных трубок являются противоречивыми. Материалы с высокой гибкостью обычно обладают высокой адгезией, и в результате, низкой износостойкостью, тогда как материалы с высокой износостойкостью обычно имеют низкую силу трения и относительно высокую твердость. Эти трудности подразумевают, что в таких областях применения обычно требуется использование в таких случаях многокомпонентных решений для гофрированных трубок.
Таким образом, основной целью настоящего изобретения является предоставление усовершенствованной гофрированной трубки, в частности, предоставление конструкции для гибкой гофрированной трубки, выполненной из пластика, которая исключает многокомпонентную конструкцию, и при использовании полностью удовлетворяет вышеуказанные требования высокой гибкости и в то же время хорошей износостойкости, особенно эффективным образом.
Соответственно, в случае применения гофрированной трубки такого типа, как упомянутая во вступительной части, цель достигается, благодаря тому, что каждый из выступов, при рассмотрении в поперечном сечении, перпендикулярном продольной оси гофрированной трубки, обладает проходящим по периметру гофром, проходящим вдоль его внешнего периметра, при этом указанный гофр образует с чередованием в направлении периметра каждого выступа, выступающие в радиальном направлении области и углубленные в радиальном направлении области, и таким образом гофрированная трубка содержит участки стенки, расположенные смежно друг с другом в направлении периметра и проходящие в осевом направлении по всей длине трубки, один из которых образует выступающие в радиальном направлении области в гофре, а другой образует соответствующие углубленные в радиальном направлении области, при этом участки стенки состоят с чередованием в направлении периметра из материалов с различной твердостью.
Таким образом, предоставлена гофрированная трубка, имеющая внешнюю рабочую поверхность или множество внешних рабочих точек, которые тверже или мягче остальных частей гофрированной трубки, с получением, таким образом, более высокой износостойкости (твердой несущей поверхности), несмотря на высокую эластичность гофрированной трубки, или лучшей адгезии (мягкой несущей поверхности), несмотря на более высокую жесткость гофрированной трубки.
Согласно одному варианту осуществления предусмотрено, что каждый из участков стенки, образующих радиально выступающие области, выполнен из материала, который является более твердым, чем материал других участков стенки, образующих углубленные области в радиальном направлении.
Согласно дополнительному варианту осуществления, участки стенки проходят параллельно друг другу в направлении периметра.
Следовательно, в случае с такой гофрированной трубкой, предпочтительно используется конструкция из двух материалов различной твердости, причем, при использовании материал с более низкой твердостью определяет гибкость гофрированной трубки, а материал с более высокой твердостью определяет износостойкость гофрированной трубки. В этом контексте основная конструкция гофрированной трубки предпочтительно сконструирована таким образом, чтобы в установленном и уложенном состоянии только участки стенки, выполненные из более твердого материала, находились во фрикционном контакте с подвижной фрикционной ответной частью, на которой уложена гофрированная трубка, при этом участки стенки из более твердого материала выполнены по внешнему периметру гофрированной трубки как продольные участки, выступающие в радиальном направлении и проходящие в осевом направлении, что в результате их выступания в радиальном направлении создает фрикционный контакт с соответствующей ответной поверхностью.
Однако другие области стенки гофрированной трубки, которые, наоборот, углублены радиально внутрь, не вступают в контакт с ответным фрикционным элементом вследствие этого углубления, таким образом, они предпочтительно способствуют хорошей гибкости гофрированной трубки, благодаря материалу с меньшей твердостью, без действия трения и вызываемого им износа.
Благодаря тому факту, что в случае гофрированной трубки, предпочтительно разные материалы отвечают за функции износостойкости, с одной стороны, и гибкости, с другой стороны, соответствующие участки стенки гофрированной трубки могут быть сконструированы с выбором подходящих материалов, таким образом, чтобы требуемый материал отвечал установленным требованиям износостойкости или гибкости непосредственно целенаправленным образом, без необходимости брать в расчет другие соответствующие требования.
Поскольку на внешнем периметре гофрированной трубки не только предусмотрены проходящие по периметру выступы и впадины, расположенные в чередующейся последовательности в продольном направлении трубки, а также подобным образом сформирован проходящий по периметру гофр, как видно при рассмотрении в направлении периметра каждого выступа, то есть, вдоль внешнего периметра проходящих по периметру выступов, между двумя последовательными областями стенки из более твердого материала, всегда есть промежуточная углубленная в радиальном направлении область стенки из более мягкого материала, обеспечивающего очень хорошую гибкость, в частности не только в осевом направлении гофрированной трубки, но также и в направлении ее периметра.
Во многих областях применения считается особенно предпочтительным, когда более мягкий материал представляет собой пластик с твердостью по Шору A в диапазоне от 10 до 70 и/или, также предпочтительно, когда более твердый материал представляет собой пластик с твердостью по Шору D в диапазоне от 40 до 90.
Предпочтительно более твердый материал является соответствующим полипропиленом (PP) или полиамидом, а более мягкий материал является термопластичным эластомером (TPE).
Предпочтительный вариант осуществления также подразумевает, что каждый из участков стенки гофрированной трубки локально образует ее общую толщину в радиальном направлении.
В другом, но также предпочтительном варианте осуществления, однако также может быть предусмотрено, чтобы участки стенки, выполненные из более твердого материала, в каждом случае проходили в радиальном направлении гофрированной трубки только на части ее толщины стенки, тогда как остальная часть гофрированной трубки выполнена из более мягкого материала. В этом случае, более твердый материал на участке секции, которую он образует, также может проходить до определенных пределов в радиальном направлении в толщину стенки гофрированной трубки, как видно при рассмотрении в направлении периметра этого участка стенки, но более твердый материал проходит далее в толщину стенки гофрированной трубки на среднем участке по ширине этого участка стенки.
Количество участков стенки, выполненных из более мягкого материала и более твердого материала, распределенных по периметру гофрированной трубки, в частности, может быть выбрано в соответствии с требованиями для конкретного применения. Очень предпочтительным и очень подходящим для многих применений оказалось, в частности, количество участков стенки, выполненных из обоих материалов, составляющее 12 или 16, соответственно.
Еще один предпочтительный вариант осуществления гофрированной трубки предусматривает, чтобы выступающие в радиальном направлении области участков стенки, которые находятся на проходящем по периметру гофре с выступами и выполнены из более твердого материала, как видно при рассмотрении гофрированной трубки в осевом направлении, имели ширину, большую, чем ширина смежных участков стенки, выполненных из более мягкого материала. Это позволяет создать особенно широкие, локально эффективные фрикционные поверхности, в результате чего, при трении, сжимающая нагрузка, действующая на трущиеся друг о друга поверхности, снижена, и вызванный в результате нее износ также может быть уменьшен.
Предпочтительно эти области участков стенки, выполненные из более твердого материала, которые выступают в радиальном направлении на расположенном по периметру гофре с выступами, на своих сторонах, обращенных к смежным участкам стенки, выполненным из более мягкого материала, как видно при рассмотрении в направлении периметра, соединены с обеих сторон, посредством соответствующего ориентированного в радиальном направлении осевого углубления, с соответственно внешней боковой поверхностью смежного участка стенки, выполненного из более мягкого материала, таким образом, ширина гофра в области из более твердого материала больше, чем в области смежного участка стенки, выполненного из более мягкого материала. Было установлено, что в большинстве случаев рекомендуемое осевое углубление между обеими областями составляет приблизительно 0,5 мм.
Гофрированная трубка исключает необходимость в многокомпонентной конструкции, которая ранее была необходимой, в частности, в применениях, связанных с движением. Дополнительно гофрированная трубка также имеет относительно простую конструкцию и может быть легко изготовлена известным методом экструзии с помощью совместной экструзии. При этом способе мягкий материал экструдируют из главного экструдера, а боле твердый материал экструдируют из дополнительного экструдера. Расплав мягкого материала, выходящий из главного экструдера, подают в сигарообразный ковш, где он кольцеобразно расширяется, при этом дисковый распределитель расположен между сигарообразным ковшом и распыляющей форсункой, и в этот распределитель из дополнительного экструдера вводят расплав более твердого материала. Затем дисковый распределитель вводит расплав твердого материала в проходящий поток более мягкого материала через различные выходные отверстия, локально вытесняя более мягкий материал при введении. В более мягком материале глубина проникновения в радиальном направлении более твердого материала может регулироваться его температурой и давлением. Образуется заготовка для гофрированной трубки с осевыми полосами из более твердого материала, которую затем можно подавать на последующее гофрирующее устройство для формирования окончательной формы гофрированной трубки. После прохождения через гофрирующее устройство, гофрированная трубка имеет гофрированные осевые полосы из более твердого материала и гофрированные осевые полосы из более мягкого материала. Направление распространения соответствующих гофров является осевым направлением гофрированной трубки.
Ниже будут более подробно описаны, в принципе, в качестве примера, варианты осуществления настоящего изобретения, со ссылкой на графические материалы, на которых:
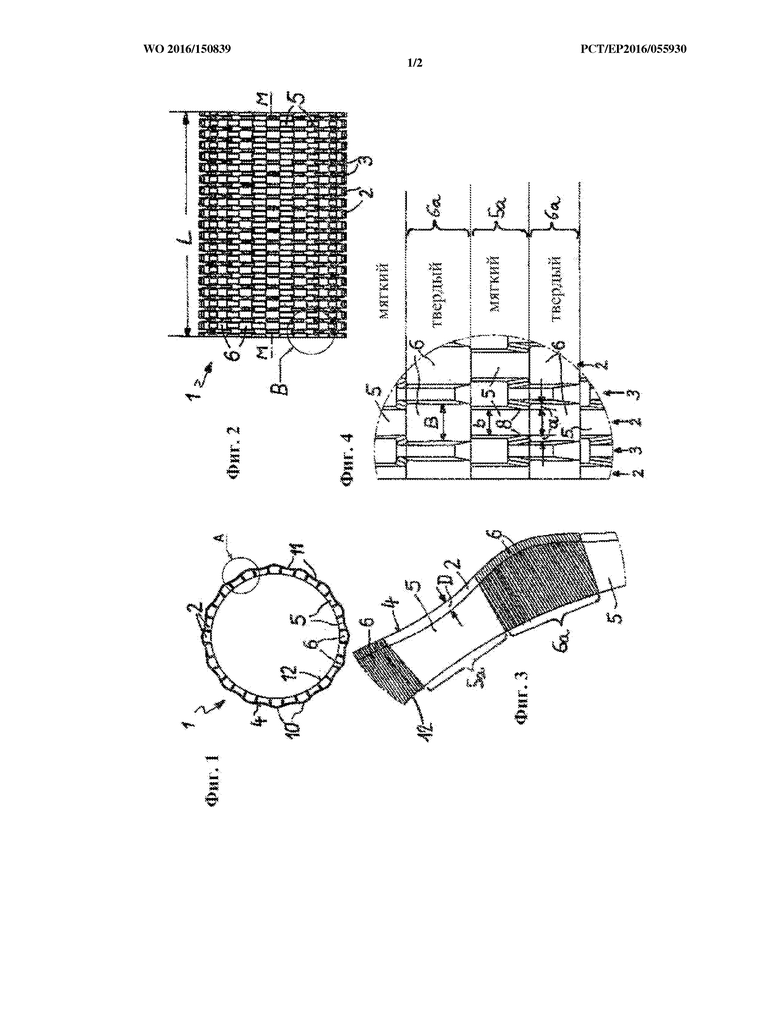
на фиг. 1 представлен вид спереди гофрированной трубки;
на фиг. 2 представлен вид сбоку гофрированной трубки, показанной на фиг. 1;
на фиг. 3 представлен увеличенный детальный вид участка A по фиг. 1;
на фиг. 4 представлен увеличенный детальный вид участка В по фиг. 2;
на фиг. 5 представлен вид спереди другого варианта осуществления гофрированной трубки; и
на фиг. 6 представлен увеличенный детальный вид участка C по фиг. 5.
Гофрированная трубка 1 с продольной центральной осью M-M показана на виде спереди на фиг. 1 и на виде сбоку на фиг. 2. На практике такие гофрированные трубки часто применяются для прокладывания электропроводки, кабелей и подобного, однако, на фигурах это не показано.
На фиг. 2 показано, что гофрированная трубка 1 имеет последовательно чередующиеся, соответственно проходящие по периметру выступы 2 и впадины 3, распределенные по ее длине L в осевом направлении.
На виде спереди по фиг. 1 радиальный внешний периметр представляет собой внешний периметр выступов 2, и на фиг. 1 также показано, что выступы 2 на своем радиально внешнем периметре, как видно при рассмотрении в направлении их периметра, имеют проходящий по периметру гофр 4. В этом случае чередующиеся выступающие в радиальном направлении участки 10 и углубленные в радиальном направлении участки 11 образованы этим гофром 4 на каждом выступе 2, как видно при рассмотрении в направлении их периметра, при этом на гофрированной трубке 1, показанной на фиг. 1 и 2, вдоль периметра выполнено, соответственно, 16 выступающих в радиальном направлении участков 10 и 16 углубленных в радиальном направлении участков 11, расположенных между ними. Однако на внешнем периметре каждого из выступов 2, также может быть выполнено различное количество таких выступающих в радиальном направлении участков 10 и углубленных в радиальном направлении участков 11, например, всего 12 или только 8, а также больше 16. Количество выступающих в радиальном направлении участков 10 и углубленных в радиальном направлении участков 11 может быть выбрано надлежащим образом в соответствии с требованиями области применения, для которой предусмотрена гофрированная трубка 1.
Круговая линия 12 внутреннего периметра гофрированной трубки 1, показанная на фиг. 1, воспроизводит - в частности круговой - внутренний периметр впадин 3 внутри гофрированной трубки 1.
Также, как показано на фиг. 1, гофрированная трубка 1 состоит из отдельных участков 5 и 6 стенки, соединенных друг с другом и расположенных встык, каждый из которых, как видно при рассмотрении в продольном направлении гофрированной трубки 1, проходит в осевом направлении по всей ее длине L, при этом участки 5 стенки в каждом случае образуют углубленные в радиальном направлении области в гофре 4, а участки 6 стенки образуют выступающие в радиальном направлении области в гофре 4. В этом контексте участки 5 стенки, образующие углубленные области в радиальном направлении, состоят из гибкого эластичного пластика, твердость которого отличается от твердости гибкого эластичного пластика смежных участков 6 стенки, образующих выступающие в радиальном направлении участки гофрированной трубки 1, именно таким образом, чтобы материал выступающих в радиальном направлении участков 6 стенки был тверже, чем материал углубленных в радиальном направлении участков 5.
На фиг. 3 показан детальный вид A по фиг. 1 в сильно увеличенном в радиальном направлении детальном виде, и в схематической форме:
На фиг. 3 показана толщина D стенки в радиальном направлении выступа 2, имеющего гофр 4, проходящий по его внешнему периметру в радиальном направлении. На фиг. 3 схематически показаны участки 5 и 6 стенки, смежные друг с другом в направлении периметра гофрированной трубки 1, при этом участки 6 стенки из более твердого пластика показаны заштрихованными, тогда как участки 5 стенки, сопряженные с этими участками стенки с обеих сторон, выполнены из более мягкого пластика и показаны без штриховки.
Как следствие расположенного по периметру гофра 4 на каждом выступе 2, участки 5 стенки, выполненные из более мягкого материала, и участки 6 стенки, выполненные из более жесткого материала, расположены по периметру с чередованием друг за другом.
На фиг. 4 показан детальный вид B по фиг. 2 на детальном виде сбоку при большом увеличении, при этом отчетливо указаны проходящие в осевом направлении участки 5 стенки из мягкого материала и участки 6 стенки из более твердого материала, расположенные встык в радиальном направлении. Таким образом, гофрированные осевые полосы 6a более твердого материала и гофрированные осевые полосы 5a более мягкого материала выполнены в продольном направлении гофрированной трубки 1. Стенка гофрированной трубки 1 предпочтительно полностью выполнена из расположенных с чередованием и смежно полос 5a, 6a, неотъемлемо соединенных друг с другом. Например, 8-16 (или даже больше, или меньше) таких полос 5a, 6a могут образовывать стенку гофрированной трубки 1.
Таким образом, на фиг. 4 показано, что участки 6 стенки, образующие выступающие в радиальном направлении области в расположенном по периметру гофре 4, имеют ширину B, как видно при рассмотрении гофрированной трубки 1 в осевом направлении, которая больше ширины b смежных участков 5 стенки из более мягкого материала с обеих сторон в направлении периметра, при этом такие участки образуют углубленные в радиальном направлении участки в расположенном по периметру гофре 4.
Таким образом, вдоль каждого выступа 2, и как видно при рассмотрении в направлении их периметра, каждый участок 6 стенки из более твердого материала выходит с обеих сторон посредством соответствующего ориентированного в радиальном направлении осевого углубления a на внешнюю боковую поверхность 8 смежного участка 5 стенки, выполненного из более мягкого материала, как показано на фиг. 4. Когда гофрированная трубка 1 конструкции, как показано на фиг. 1-4, входит в контакт своей внешней поверхностью с любой фрикционной поверхностью ответного элемента, легко понять, что только выступающие поверхности участков 6 стенки, которые выступают в радиальном направлении на внешнем периметре, могут входить в контакт с поверхностью ответного элемента, тогда как углубленные в радиальном направлении участки 5 стенки не могут входить в контакт с поверхностью ответного элемента. Если происходит относительное движение между поверхностью ответного элемента и областями участков 6 стенки, контактирующих с ней, предусмотрено, чтобы только участки 6 стенки из материала большей твердости и, следовательно, с большей износостойкостью, чем у смежных участков 5 стенки, выполненных из более мягкого материала, участвовали в процессе трения, так чтобы только пластиковый материал с большей твердостью участков 6 определял износостойкость гофрированной трубки 1 относительно фрикционной поверхности ответного элемента.
С другой стороны, более мягкий материал углубленных в радиальном направлении участков 5 стенки определяет гибкие свойства всей гофрированной трубки 1, и соответственно может быть выполнен без более твердого материала участков 6 стенки, оказывающего неблагоприятное влияние на общую гибкость этой гофрированной трубки 1.
В несколько ином варианте осуществления гофрированная трубка 1 показана на виде спереди по фиг. 5, при этом указанный здесь детальный вид C показан в увеличенном детальном виде (как вид в разрезе) на фиг. 6.
Показанный здесь вариант осуществления отличается от варианта осуществления, показанного на фиг. 1, тем, что участки 6 стенки, представляющие собой выступающие области гофра 4, не проходят в радиальном направлении по всей толщине D выступа 2, а проходят в радиальном направлении в этих областях только по части общей толщины D, как показано штриховкой на увеличенном детальном виде по фиг. 6, при этом более мягкий материал участков 5 стенки показан без штриховки.
В этом случае, только область, в которой участки 6 стенки лишь частично проникают в толщину D выступа (области, показанные заштрихованными на фиг. 6), состоит из более твердого материала, при этом вся остальная часть толщины D стенки состоит из более мягкого материала участков 5 стенки.
Этот вариант осуществления позволяет получить особенно высокую гибкость гофрированной трубки 1, большую, чем в варианте осуществления, показанном на фиг. 1-4.
Однако, как и в варианте осуществления по фиг. 1-4, он также обеспечивает то, что только выступающие в радиальном направлении области 6 стенки из более твердого материала вступают во фрикционный контакт с поверхностью ответного элемента. В варианте осуществления по фиг. 5 и 6 более твердый материал участков 6 стенки, пригодных для процесса трения, в целом проходит в радиальном направлении на меньшую толщину в радиальном направлении, чем толщина в первом иллюстративном варианте осуществления по фиг. 1-4, таким образом, конструкция гофрированной трубки 1, как показано на фиг. 5 и 6, представляет особый интерес, если ожидаемые процессы трения могут приводить к несколько меньшему износу.
Подходящие гибкие пластики, применяемые в качестве материала для участков 5 и 6 стенки, представляют собой, для более мягкого материала, пластик с твердостью по Шору A в диапазоне предпочтительно от 10 до 70, и, для более твердого материала участков 6 стенки, с твердостью по Шору D в диапазоне предпочтительно от 40 до 90.
Предпочтение отдается использованию для более твердого материала пластика, выполненного из полипропилена (PP) или подходящего полиамида (PA), например PA 12 или PA 612, и, для более мягкого материала, пластик, выполненный из подходящего термопластичного эластомера (TPE).
Гофрированные трубки 1 с конструкцией, как показано на фиг. 1-4, или с конструкцией, как показано на фиг. 5 и 6, являются очень гибкими, благодаря участкам 5 стенки, выполненным из более мягкого пластика и распределенным по их периметру, притом, что на эту гибкость не влияют области 6 стенки, выполненные из более твердого пластика. Точнее, области 5 стенки, выполненные из более мягкого пластика, могут быть выбраны и сконфигурированы весьма целенаправленным образом с учетом желаемой гибкости.
Напротив, области стенки, выполненные из более твердого пластика, образующие выступающие в радиальном направлении участки выступов, как видно при рассмотрении в направлении периметра гофрированной трубки, отвечают за процессы трения, вызванные движущимися поверхностями, которые входят с ними в контакт, при этом они тоже могут быть сконструированы очень конкретно с учетом желаемых фрикционных свойств и износостойкости, посредством выбора подходящего материала, без влияния на эти свойства областей 5 стенок, содержащих материал с меньшей твердостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРТРИДЖИ ФИЛЬТРОВ И ВОЗДУХООЧИСТИТЕЛЬНЫЕ УЗЛЫ | 2016 |
|
RU2736466C2 |
| ШАРОШЕЧНЫЙ БУРОВОЙ ИНСТРУМЕНТ ИЛИ ШАРОШЕЧНОЕ ДОЛОТО | 2007 |
|
RU2436952C1 |
| КОНСТРУКЦИЯ ЖИДКОСТНОГО ФИЛЬТРА И СВЯЗАННЫЕ С НЕЙ СПОСОБЫ | 2017 |
|
RU2731926C2 |
| УСИЛЕННАЯ КОНСТРУКЦИЯ КОНЦЕВОГО УЧАСТКА ПИТАЮЩЕЙ ТРУБКИ | 2013 |
|
RU2635652C2 |
| КАРТРИДЖИ ВОЗДУШНОГО ФИЛЬТРА | 2018 |
|
RU2769798C2 |
| ЭЛАСТИЧНЫЙ УПЛОТНИТЕЛЬНЫЙ ПРОФИЛЬ ДЛЯ ДЕРЕВЯННЫХ ОКОН, ДЕРЕВЯННЫХ ДВЕРЕЙ ИЛИ ТОМУ ПОДОБНОГО | 2009 |
|
RU2407873C1 |
| ВЕРТИКАЛЬНАЯ СИСТЕМА ВПУСКА ВОЗДУХА, ВОЗДУХООЧИСТИТЕЛЬ И ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ | 2014 |
|
RU2670852C9 |
| УСТРОЙСТВО ДЛЯ ЧИСТКИ МЕЖЗУБНЫХ ПРОМЕЖУТКОВ | 2014 |
|
RU2683388C2 |
| НОСИТЕЛЬ ДАТЧИКОВ ДЛЯ ВНУТРИТРУБНОГО ИНСПЕКЦИОННОГО СНАРЯДА (ВАРИАНТЫ) | 2002 |
|
RU2204113C1 |
| ПАЛКА ДЛЯ СКАНДИНАВСКОЙ ХОДЬБЫ, СНАБЖЕННАЯ АМОРТИЗАТОРОМ | 2017 |
|
RU2697038C1 |

Изобретение относится к гофрированной трубке, выполненной из гибкого пластикового материала, для оплетки электропроводки, содержащей проходящие по периметру выступы (2) гофра и впадины (3) гофра, распределенные в чередующейся последовательности по ее длине в осевом направлении, причем каждый выступ (2) гофра, при рассмотрении в поперечном сечении, перпендикулярном продольной оси гофрированной трубки (1), содержит вдоль своего внешнего периметра гофр (4), который образует чередующиеся выступающие в радиальном направлении области и углубленные в радиальном направлении области в направлении периметра каждого выступа (2) гофра. Гофрированная трубка содержит участки (5, 6) стенки, которые проходят в осевом направлении по всей длине трубки и расположены смежно друг с другом в направлении периметра, из которых один (6) образует выступающие в радиальном направлении области в гофре (4), а другой (5) образует углубленные в радиальном направлении области. Указанные участки (5, 6) стенки состоят из материалов с различной твердостью с чередованием по периметру. Изобретение обеспечивает создание трубки высокой гибкости и износостойкости. 11 з.п. ф-лы, 6 ил.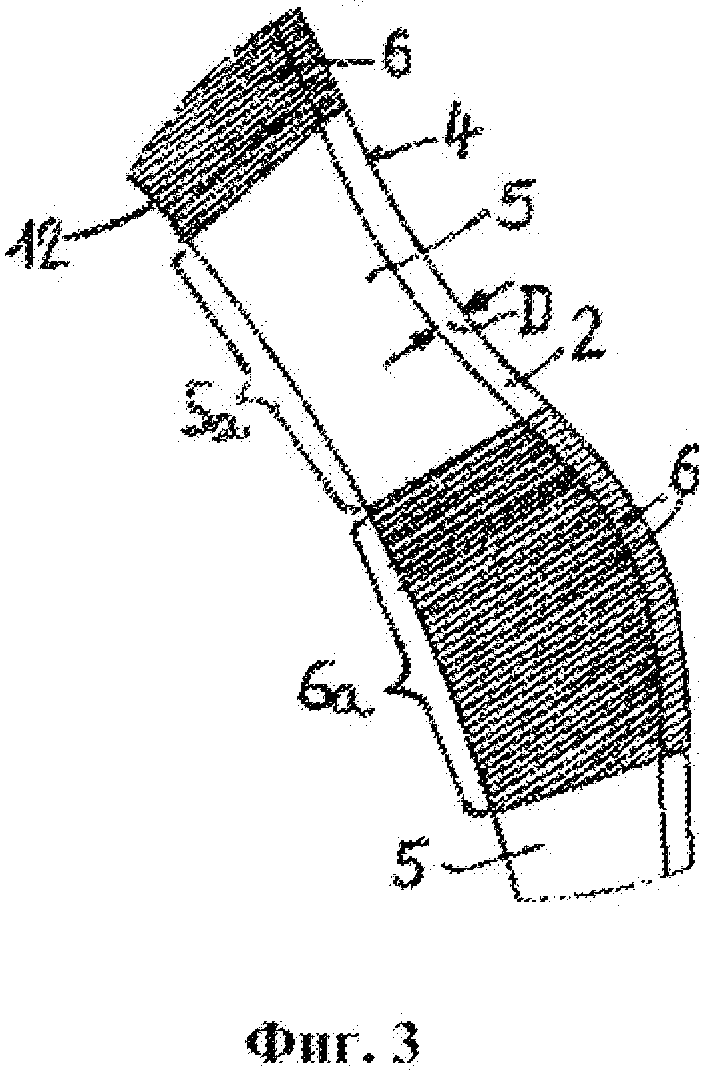
1. Гофрированная трубка (1), выполненная из гибкого пластикового материала, для оплетки электропроводки, имеющая проходящие по периметру выступы (2) и впадины (3), распределенные в чередующейся последовательности по ее длине в осевом направлении, при этом каждый из выступов (2), при рассмотрении в поперечном сечении, перпендикулярном продольной оси (M-M) гофрированной трубки (1), имеет гофр (4), проходящий по его внешнему периметру, при этом указанный гофр образует с чередованием в направлении периметра каждого выступа (2) выступающие в радиальном направлении области и углубленные в радиальном направлении области, при этом гофрированная трубка (1) содержит участки (5, 6) стенки, смежные друг с другом в направлении периметра и проходящие в осевом направлении по всей длине трубки, один (6) из которых образует выступающие в радиальном направлении области в гофре (4), а другой (5) образует соответствующие углубленные в радиальном направлении области, при этом участки (5, 6) стенки состоят с чередованием в направлении периметра из материалов с различной твердостью.
2. Гофрированная трубка по п. 1, отличающаяся тем, что каждый из участков (6) стенки, образующих выступающие в радиальном направлении области, содержит материал с большей твердостью, чем у других участков (5) стенки, образующих углубленные в радиальном направлении области.
3. Гофрированная трубка по п. 1 или 2, отличающаяся тем, что каждый из участков (5, 6) стенки образует общую толщину (D) стенки гофрированной трубки (1) в радиальном направлении.
4. Гофрированная трубка по п. 1 или 2, отличающаяся тем, что участки (6) стенки, выполненные из более твердого материала, в каждом случае проходят в радиальном направлении только на части толщины (D) стенки гофрированной трубки (1), тогда как остальная часть гофрированной трубки (1) выполнена из более мягкого материала.
5. Гофрированная трубка по любому из пп. 1-4, отличающаяся тем, что более мягкий материал имеет твердость по Шору A в диапазоне от 10 до 70.
6. Гофрированная трубка по любому из пп. 1-5, отличающаяся тем, что более твердый материал имеет твердость по Шору D в диапазоне от 40 до 90.
7. Гофрированная трубка по любому из пп. 1-6, отличающаяся тем, что количество участков (5, 6) стенки, выполненных из более мягкого материала и более твердого материала, составляет 12 или 16, соответственно.
8. Гофрированная трубка по любому из пп. 1-7, отличающаяся тем, что в проходящем по периметру гофре (4) с выступами (2) выступающие в радиальном направлении области участков (6) стенки, выполненные из более твердого материала, как видно при рассмотрении гофрированной трубы (1) в осевом направлении, имеют ширину (B), большую, чем ширина (b) смежных участков (5) стенки, выполненных из более мягкого материала.
9. Гофрированная трубка по п. 8, отличающаяся тем, что те области участков (6) стенки, выполненные из более твердого материала, которые выступают в радиальном направлении в гофре (4) с выступами (2), на своих сторонах, обращенных к смежным участкам (5) стенки, выполненным из более мягкого материала, как видно при рассмотрении в направлении периметра, соединены с обеих сторон, посредством соответствующего ориентированного в радиальном направлении осевого углубления (a), с соответственно внешней боковой поверхностью (8) смежного участка (5) стенки, выполненного из более мягкого материала.
10. Гофрированная трубка по любому из пп. 1-9, отличающаяся тем, что более твердый материал состоит из полипропилена или полиамида.
11. Гофрированная трубка по любому из пп. 1-10, отличающаяся тем, что более мягкий материал состоит из термопластичного эластомера.
12. Гофрированная трубка по любому из пп. 1-11, отличающаяся тем, что участки (5, 6) стенки проходят параллельно друг другу в направлении периметра.
| Способ селективного определения соединений сурьмы | 1979 |
|
SU882925A1 |
| DE 19904977 A1, 10.08.2000 | |||
| СПОСОБ ПОЛУЧЕНИЯ ДИАГНОСТИКУМА ДЛЯ ОПРЕДЕЛЕНИЯ МИКРООРГАНИЗМОВ СЕМЕЙСТВА ENTEROBACTERIACEAE | 2000 |
|
RU2182599C1 |
| Способ получения светящихся люминесцентных фотографических изображений | 1950 |
|
SU91840A1 |

