Изобретение относится к способу лакирования и лакировальной установке для лакирования конструкционной детали с декором, в частности, для лакирования конструкционной детали автомобильного кузова.
При лакировании конструкционных деталей автомобильного кузова отчасти возникает желание в многоцветном лакировании, в котором конструкционная деталь автомобильного кузова снабжается декоративным элементом (например, молдингом, дизайнерской накладкой, узором, графическим изображением или контрастным участком).
Возможность такого декоративного лакирования состоит в том, что на базовый лак или на прозрачный лак наклеиваются соответствующие пленки, причем поверх пленок такого рода может быть выполнено лакирование прозрачным лаком.
Другая возможность выполнения такого декоративного лакирования состоит в том, что после нанесения и обжига прозрачного лака желательный декоративный элемент компонуется путем заклеивания, причем свободная поверхность затем автоматически или вручную покрывается лаком. После этого нанесения декоративного элемента затем на декоративный элемент может быть нанесен дополнительный слой прозрачного лака.
В немногих исключительных случаях (например, для лимузинов класса люкс) декоративные накладки наносятся вручную с помощью кисточки, что, однако, непригодно для серийного производства.
Если декор состоит из контрастного участка с отличающимся цветом, то автомобильный кузов может быть последовательно дважды проведен через одну и ту же окрасочную линию, или же пропущен через две отдельных линии, причем в каждом случае последовательно наносятся базовый лак и прозрачный лак. При этом в каждом случае не подлежащие лакированию отдельные участки автомобильного кузова заклеиваются.
В известных способах лакирования для декоративного лакирования служащие в качестве грунтовки для декоративного покрытия слои базового лака и прозрачного лака могут подвергаться промежуточному высушиванию и обжигу (сушка в печи), причем промежуточное высушивание и обжиг распространялись бы на всю поверхность конструкционной детали, что было бы связано с соответственно большой затратой энергии и времени.
Развитие способа лакирования, который наносит покровный материал или лак с резко очерченными краями и без избыточного распыления без дополнительных вспомогательных средств (DE 10 2013 002 413.7, DE 10 2013 002 412.9, DE 10 2013 002 411.0, DE 10 2013 002 433.1), позволяет изготавливать декоры, узоры или контрастные участки без заклеивания. С помощью такого способа декор, узор или контрастный цвет может быть нанесен, например, непосредственно на базовый лак. Правда, для этого (по меньшей мере в случае базовых лаков на водной основе) требуется предварительное высушивание его. Согласно уровню техники, для этого покрываемый объект пропускался бы полностью через конвективную сушилку. Перед нанесением слоя прозрачного лака содержание летучих компонентов в декоративном, узорном или контрастном слое должно быть вновь снижено настолько, чтобы не возникало никаких нарушений в слое прозрачного лака. Согласно уровню техники, это означает повторное проведение всей конструкционной детали целиком через сушилку с последующим затем охлаждением. Этот процесс требует высокого энергопотребления. Согласно уровню техники, способ лакирования без излишнего распыления тем самым позволял бы экономить только на отсутствии необходимости в материалах для заклеивания.
Из DE 38 06 257 А1 известна лакировальная установка для лакирования автомобильных кузовов, в которой сбоку от линии лакирования размещается инфракрасный излучатель и высушивает область порога двери автомобильного кузова, чтобы затем можно было наносить декор на порог. Однако эта известная лакировальная установка пригодна только для декоративного лакирования в области порога.
Кроме того, в отношении уровня техники следует сослаться на DE 20 2008 008 428 U1 и DE 20 2007 008 852 U1.
Поэтому в основу изобретения положена задача создания соответствующего усовершенствованного способа лакирования и улучшенной лакировальной установки для лакирования конструкционной детали с декором.
Эта задача решается с помощью соответствующего изобретению способа лакирования и с помощью соответствующей изобретению лакировальной установки согласно независимым пунктам формулы изобретения.
Соответствующий изобретению способ лакирования прежде всего предусматривает, что на конструкционную деталь наносится по меньшей мере один лаковый слой, который затем может служить в качестве основы для декора.
В отношении этого лакового слоя речь предпочтительно идет о слое базового лака, что само по себе известно из уровня техники, и поэтому не должно описываться более подробно. При этом следует упомянуть, что упоминаемый в рамках изобретения лаковый слой, как правило, не является самым нижним лаковым слоем, который нанесен на конструкционную деталь. В типичном многослойном лаковом покрытии для лакирования конструкционных деталей автомобильного кузова под этим лаковым слоем находятся предпочтительно еще дополнительные лаковые слои, например, такие как катодное погружное лакирование (KTL) или праймер-слой. Кроме того, следует отметить, что изобретение в отношении лакового слоя не ограничивается жидким лаком. Наоборот, в рамках изобретения лаковый слой может состоять также из порошкового лака.
Кроме того, предусматривается соответствующий изобретению способ лакирования, который согласуется с уровнем техники в том отношении, что на конструкционную деталь наносится ограниченный по площади декор (например, молдинг, графическое изображение, контрастный участок или узор). При этом декор наносится на лаковый слой. Одна возможность состоит в том, что декор наносится непосредственно на лаковый слой, то есть, без расположенного между ними дополнительного слоя. Напротив, предусматривается другая возможность, что декор наносится на лаковый слой опосредованно, то есть, с расположенным между ними дополнительным слоем.
В отношении нанесения декор следует сослаться также на уже упомянутую выше заявку DE 10 2013 002 433.1, так что содержание этой заявки в полном объеме должно быть включено в данное описание.
Нанесение декора предпочтительно выполняется с помощью подходящего способа, который в состоянии наносить покровный материал с резко очерченными краями и без избыточного напыления, как описано, например, в уже упомянутой выше заявке DE 10 2013 002 412.9.
При применяемом согласно изобретению для нанесения лака аппликаторе речь могла бы идти об известных по сути устройствах, включающих распылители, печатные головки, сопловые конструкции или тому подобное. Но, в частности, речь может идти об устройстве, которое пригодно для вышеупомянутого способа лакирования, который без дополнительных вспомогательных средств наносит лаковый или иной покровный материал с резко очерченными краями и без избыточного распыления.
Применяемое в рамках изобретения понятие «декор» не ограничивается вышеупомянутыми молдингом, дизайнерской накладкой или декоративной планкой. Скорее в рамках изобретения понятие декора включает также графические изображения, картины и тому подобные. Дополнительным примером декора является лакирование отдельной поверхности (например, крышевого бруса или поверхности крыши автомобильного кузова), который должен быть лакирован иным цветом, нежели остальной автомобильный кузов. Таким образом, в рамках изобретения понятие «декор», как правило, включает любые отдельные поверхности конструкционной детали, которые должны быть покрыты иным покровным материалом (например, с другим цветовым оттенком или с иной степенью блеска), нежели остальная поверхность конструкционной детали. Используемое в рамках изобретения понятие «декор» предпочтительно означает, что декор покрывает только отдельную поверхность всей поверхности конструкционной детали, то есть, не всю поверхность конструкционной детали целиком. Кроме того, понятие «декор» предпочтительно подразумевает, что декор не является сплошным по всей площади, но покрывает поверхность конструкционной детали только при данной декоративной детали (например, по линиям).
Кроме того, соответствующим изобретению способом лакирования предусматривается, что конструкционная деталь является высушенной, чтобы снизить содержание летучих компонентов в лаковом слое, соответственно, в декоре, и довести его до остаточной влажности, необходимой для дополнительного процесса лакирования. Например, остаточная влажность в случае водных лаковых систем в обычных процессах лакирования после промежуточного высушивания составляет между 5-20%, по существу между 8-15%. Остаточная влажность в случае лаковых систем на основе органических растворителей может существенно отличаться от этого, но при этом скорее играет второстепенную роль, так как вследствие присутствия органических растворителей испарение является настолько быстрым, что не возникают никакие технологические проблемы (например, пузырьки или точечные отверстия и, соответственно, потускнения) из-за остающегося в пленке растворителя.
Кроме того, соответствующий изобретению способ лакирования предусматривает, что конструкционная деталь высушивается только на ограниченной площади внутри определенной высушиваемой области, которая не включает в себя всю поверхность конструкционной детали, причем высушиваемая область включает, по меньшей мере, частично, декоративную область. Таким образом, предусматриваемая согласно изобретению стадия высушивания сопряжена со значительно сокращенным расходом времени и энергии, поскольку высушивается не вся поверхность конструкционной детали, а только ограниченная по площади высушиваемая область.
Кроме того, изобретением предусматривается, что ограниченная высушиваемая область перемещается по поверхности конструкционной детали. Например, для этого может быть использован многоосевой сушильный робот, который перемещает сушильное устройство над поверхностью конструкционной детали, чтобы высушивать поверхность конструкционной детали в каждом случае на должном месте.
При этом соответствующий изобретению способ лакирования не ограничивается определенным типом лака (например, водным, содержащим растворитель, УФ-отверждаемым).
В одном варианте соответствующего изобретению способа лакирования лаковый слой высушивается перед нанесением декора на всей поверхности конструкционной детали. После этого на высушенный лаковый слой тогда наносится ограниченный по площади декор. Наконец, затем декор высушивается, причем это высушивание декора выполняется ограниченным по площади внутри высушиваемой области и не охватывает всю поверхность конструкционной детали. Таким образом, в этом варианте изобретения достигается экономия времени и энергии при ограниченном по площади высушивании декора.
Однако в еще одном варианте соответствующего изобретению способа лакирования лаковый слой перед нанесением декора высушивается только на ограниченной площади внутри высушиваемой области, причем высушиваемая область с ограниченной площадью, по меньшей мере частично, включает последующую декоративную область. После этого высушивания лакового слоя на ограниченной площади, затем на лаковый слой наносится декор в декоративной области. В этом варианте изобретения тем самым достигается экономия времени и энергии при высушивании ограниченной площади лакового слоя, так как лаковый слой высушивается не на всей поверхности конструкционной детали, но только внутри высушиваемой области.
В одном примере исполнения соответствующего изобретению способа лакирования высушиваемая область и декоративная область по площади соответствуют друг другу, то есть, каждая точка высушиваемой области также находится внутри декоративной области, и наоборот.
Однако в альтернативном варианте также возможно, что высушиваемая область полностью охватывает декоративную область и является большей, чем декоративная область.
Кроме того, существует возможность, что декоративная область является большей, чем высушиваемая область, и полностью заключает в себе высушиваемую область, причем высушиваемая область покрывает только окружную кромку декоративной области. Высушивание на окружной кромке декоративной области является важным, чтобы окружная кромка декоративной области не расплывалась, что было бы визуально неприемлемо.
Кроме того, существует такая возможность, что декоративная область является большей, чем высушиваемая область, причем высушиваемая область покрывает окружную кромку декоративной области и выступает наружу за окружную кромку декоративной области.
В рамках изобретения следует различать разнообразные типы высушивания, а именно, во-первых, известное из уровня техники неограниченное по площади высушивание конструкционной детали по всей ее поверхности, с одной стороны, и предусматриваемое согласно изобретению ограниченное по площади высушивание конструкционной детали внутри высушиваемой области, с другой стороны. Эти оба различных типа высушивания приводят, как правило, к определенной степени остаточной влажности после высушивания.
В одном варианте изобретения достигаемая при ограниченном по площади высушивании степень остаточной влажности по существу равна степени остаточной влажности, достигаемой при традиционном неограниченном по площади высушивании.
Однако также имеется альтернативная возможность, что достигаемая при ограниченном по площади высушивании степень остаточной влажности является меньшей, нежели достигаемая при неограниченном по площади высушивании степень остаточной влажности.
Наконец, также существует возможность, что достигаемая при ограниченном по площади высушивании степень остаточной влажности является большей, нежели достигаемая при неограниченном по площади высушивании степень остаточной влажности.
В одном предпочтительном примере осуществления изобретения лаковый слой при ограниченном по площади высушивании высушивается только до такой степени, какая необходима для нанесения декора (что характеризуется, например, равномерным проявлением декора, хорошей формой декора, отсутствием смешения декоративного лака с грунтовочным лаком, отсутствием просадки декоративного лака в грунтовочный лак). Напротив, при этом сушка при ограниченном по площади высушивании выполняется не настолько значительно, чтобы степень остаточной влажности являлась достаточной, чтобы можно было безупречно нанести слой прозрачного лака на лаковый слой.
В рамках изобретения могут быть применены различные способы высушивания, которые отчасти известны как таковые из уровня техники, и поэтому не должны быть описаны более подробно.
Например, высушивание может проводиться облучением высушиваемой конструкционной детали излучением. В отношении излучения речь может идти, например, об электромагнитном излучении, например, микроволновом излучении, инфракрасном излучении или ультрафиолетовом излучении, или же также о бомбардировке электронами. Электромагнитное излучение может создаваться, например, светодиодами (LED: светоизлучающими диодами), органическими светодиодами (OLED: органическими светоизлучающими диодами), галогенными лампами накаливания или углеродными инфракрасными излучателями.
Например, электромагнитное излучение может быть коротковолновым с длиной волны в диапазоне 0,8 мкм - 1,2 мкм. Однако излучение может быть также средневолновым с длиной волны в диапазоне 1,2 мкм - 4 мкм. Кроме того, также существует возможность, что излучение является длинноволновым с длиной волны в диапазоне 4 мкм - 10 мкм. Наконец, также имеется еще и такая возможность, что в отношении излучения речь идет о микроволновом излучении, которое, например, может иметь длину волны порядка нескольких сантиметров (1-100 см). Равным образом существует возможность высушивания УФ-излучением, когда лак пригоден для этого.
Но источник излучения как таковой также может быть резко ограничен и/или направлен (например, типа лазера), чтобы облучать и высушивать по меньшей мере часть высушиваемой поверхности.
Альтернативно или дополнительно, конструкционная деталь может быть высушена воздушной сушкой, например, холодным воздухом (с температурой воздуха от 0°С до +40°С), теплым воздухом (с температурой воздуха от +40°С до +300°С), и/или сухим воздухом с относительной влажностью воздуха менее 20%, 10%, 5% или 1%.
Наконец, также существует возможность высушивания при пониженном давлении, причем высушиваемая конструкционная деталь подвергается локальному воздействию пониженного давления.
Вышеупомянутое высушивание при пониженном давлении может быть выполнено, например, с использованием всасывающего колокола, который устанавливается над поверхностью высушиваемой конструкционной детали и создает локально ограниченное разрежение.
При вышеописанном высушивании излучением или воздухом высушиваемая область ограниченной площади может быть маскирована экраном так, что излучение или поток воздуха попадает по существу только на высушиваемую область.
В отношении вышеуказанной воздушной сушки следует упомянуть, что поток воздуха может быть направлен на высушиваемую поверхность конструкционной детали через диффузор таким образом, что поток воздуха сталкивается с высушиваемой поверхностью конструкционной детали, будучи рассеянным в пространстве. Например, диффузор может иметь проволочную сетку, пористый спеченный металл или пористый спеченный керамический материал, или состоять из пористого спеченного синтетического материала.
Высушивание излучением преимущественно может сочетаться с воздушной сушкой (холодным, теплым, сухим воздухом) и/или с высушиванием при пониженном давлении.
Кроме того, поток воздуха для высушивания конструкционной детали может направляться на высушиваемую поверхность конструкционной детали по меньшей мере через одно сопло. В одном варианте изобретения многочисленные сопла ориентированы параллельно друг другу и предпочтительно под прямым углом относительно высушиваемой поверхности конструкционной детали. Однако имеется альтернативная возможность, что сопла ориентированы параллельно друг другу и наклонно к высушиваемой поверхности конструкционной детали. Кроме того, альтернативно имеется возможность, что на окружной кромке высушиваемой области сопла ориентированы наклоненными внутрь, и в середине высушиваемой области по существу перпендикулярно высушиваемой поверхности конструкционной детали.
Но комбинация наклонно и перпендикулярно ориентированных сопел не ограничивает описываемый вариант исполнения. Скорее возможны многочисленные варианты, в которых сопла обоих типов различными способами размещены на сушильной установке. Выпускной канал сопел может быть круглым, овальным или также щелевидным.
Сопла также могут быть размещены разнонаправленно, то есть, под многими различающимися между собой углами, и при этом без какой-либо симметрии.
В одном предпочтительном примере осуществления изобретения конструкционная деталь высушивается с помощью сушильного устройства, которое, например, может выдавать воздух или излучение, чтобы высушивать конструкционную деталь. При этом предпочтительно, когда сушильное устройство имеет форму, которая согласуется с формой высушиваемой конструкционной детали. Например, сушильное устройство тем самым может иметь плоскую, выпуклую или вогнутую форму.
В одном примере осуществления изобретения сушильное устройство перемещается совместно с аппликатором над конструкционной деталью вдоль траектории лакирования, в частности, с помощью многоосевого лакировочного робота. При этом существует такая возможность, что на общей траектории лакирования не только сушильное устройство высушивает конструкционную деталь, но и аппликатор наносит декор.
При этом одна возможность состоит в том, что сушильное устройство размещается по направлению движения впереди аппликатора так, что лаковый слой сначала высушивается сушильным устройством, после чего следующий за ним аппликатор наносит декор на подвергнутый промежуточному высушиванию лаковый слой.
Однако в альтернативном варианте также возможно, что сушильное устройство размещается по направлению движения позади аппликатора так, что при перемещении сначала аппликатор наносит декор, а затем следующее за ним сушильное устройство высушивает на ограниченной площади ранее нанесенный декор.
Также имеется альтернативная возможность, что высушивание и нанесение декора выполняется на отдельных траекториях перемещения последовательно во времени. Например, сначала по одной траектории перемещения может проводиться сушильное устройство, причем тогда сушильное устройство высушивает лаковый слой на ограниченной площади. Затем выполняется перемещение по второй траектории, при котором аппликатор наносит декор. Однако также имеется возможность обратной последовательности, что на первой траектории перемещения сначала наносится декор, и при следующем перемещении по второй траектории тогда сушильное устройство высушивает декор.
Изобретение включает различные предпочтительные формы исполнения соответствующего изобретению способа лакирования с разнообразной последовательностью отдельных стадий способа.
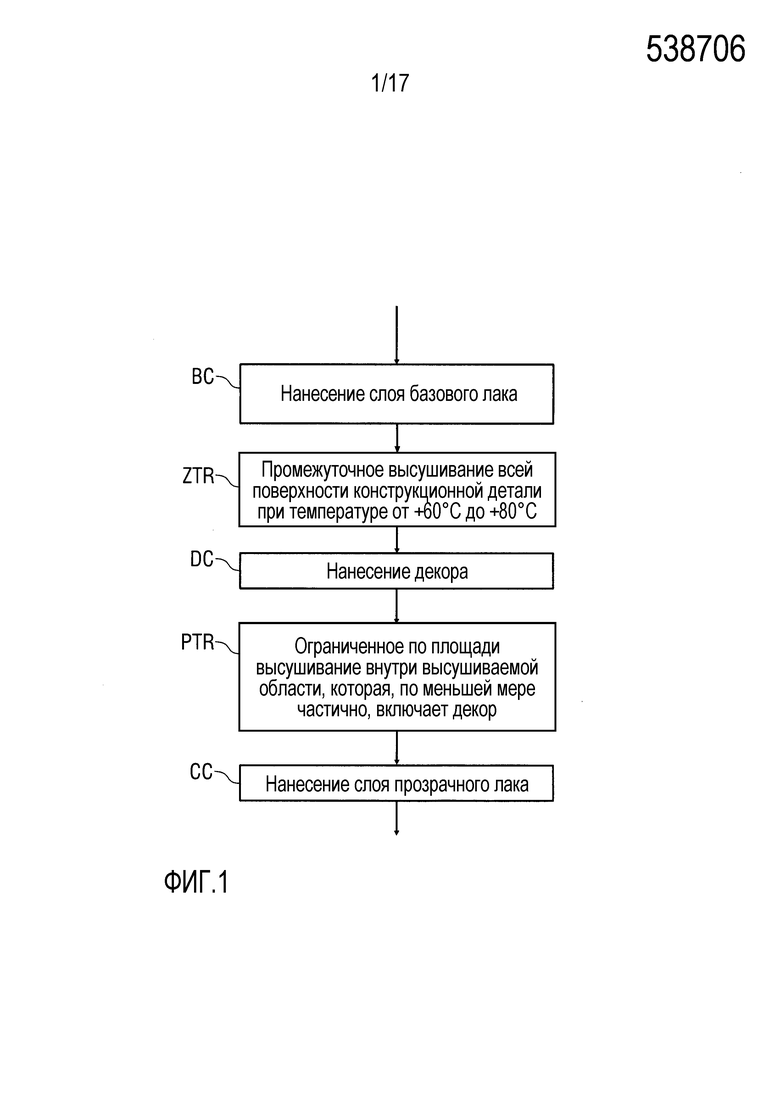
В одном варианте изобретения сначала на конструкционную деталь наносится слой базового лака. Затем слой базового лака подвергается промежуточному высушиванию на всей поверхности конструкционной детали, например, с помощью воздушной сушки при температуре воздуха от +60°С до +80°С. После этого промежуточного высушивания и последующего охлаждения слоя базового лака на промежуточно высушенный слой базового лака наносится декор. Затем выполняется высушивание декора на ограниченной площади внутри высушиваемой области, причем высушиваемая область, по меньшей мере частично, включает декоративную область. Наконец, затем на слой базового лака и декор наносят слой прозрачного лака.
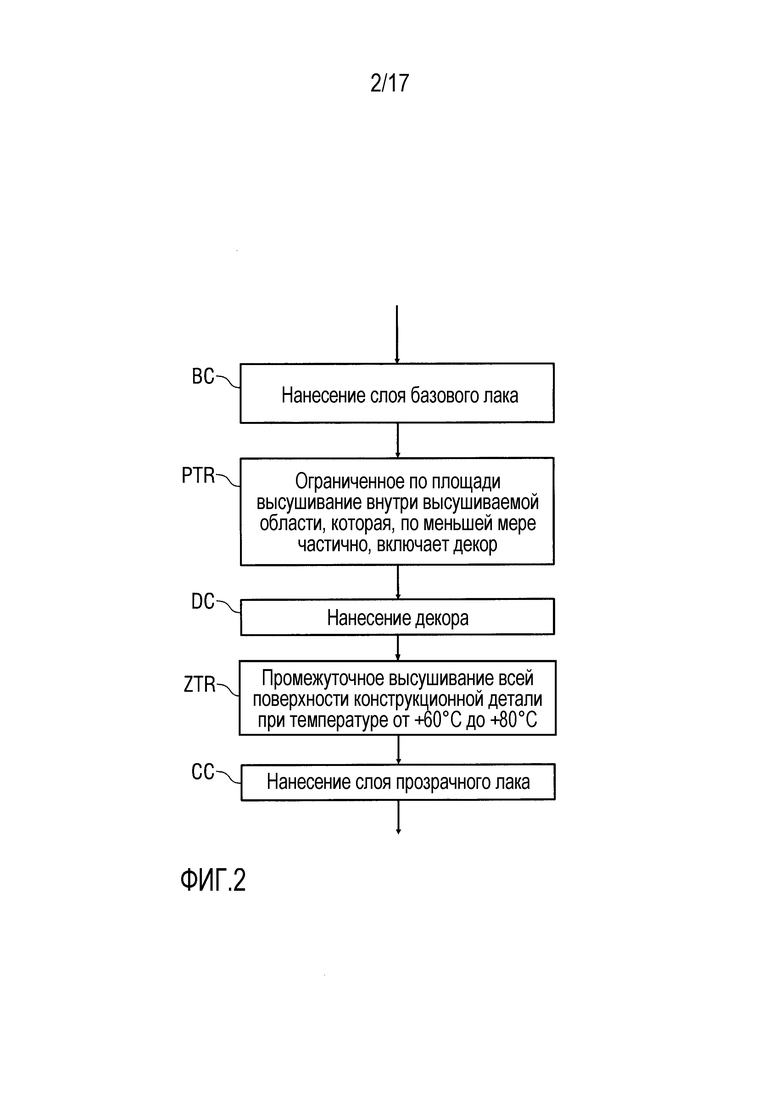
В другом варианте изобретения сначала на конструкционную деталь наносится слой базового лака. Затем выполняется ограниченное по площади высушивание слоя базового лака внутри высушиваемой области, причем высушиваемая область охватывает наносимую позже декоративную область. После этого на подвергнутый промежуточному ограниченному по площади высушиванию слой базового лака внутри декоративной области наносится декор. В следующей стадии тогда выполняется промежуточное высушивание слоя базового лака и декора на всей поверхности конструкционной детали, например, с помощью воздушной сушки при температуре воздуха от +60°С до +80°С. Наконец, затем на слой базового лака и декор наносится слой прозрачного лака.
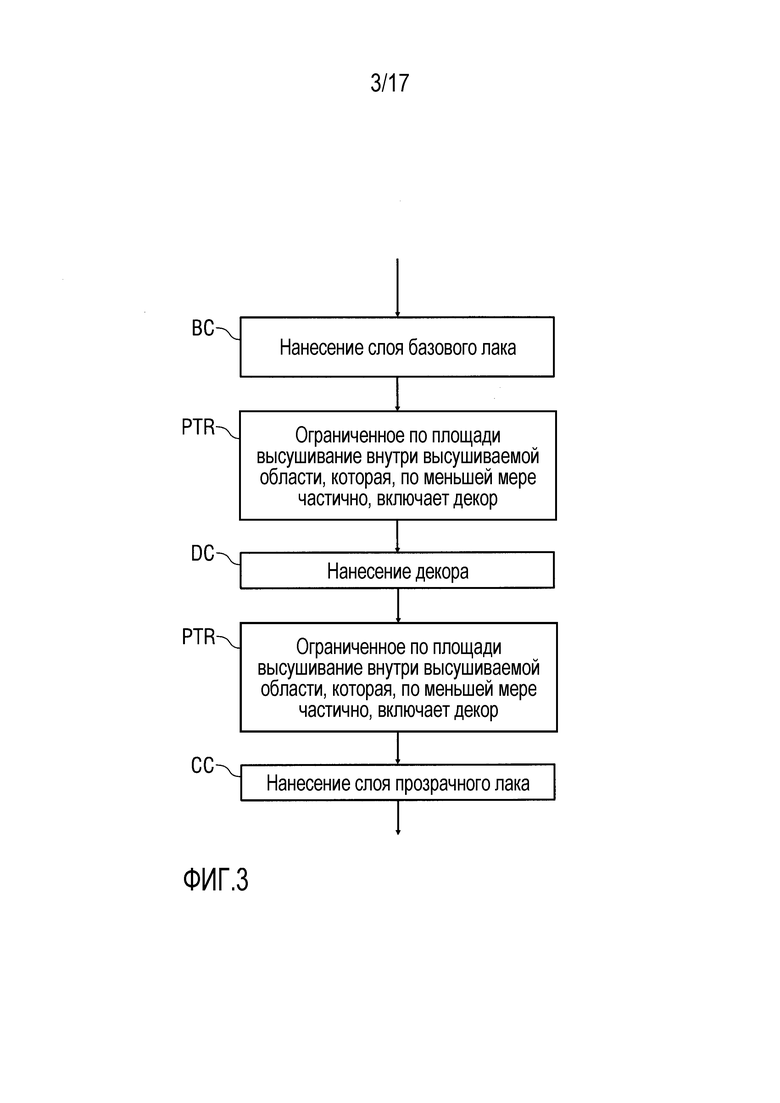
В одном другом возможном варианте изобретения сначала на конструкционную деталь наносится слой базового лака. Затем выполняется высушивание слоя базового лака на ограниченной площади внутри высушиваемой области, причем высушиваемая область охватывает наносимую позже декоративную область. После этого на подвергнутый промежуточному высушиванию слой базового лака внутри декоративной области наносится декор. На следующей стадии тогда выполняется промежуточное высушивание слоя базового лака и декора на ограниченной площади внутри высушиваемой области, причем высушиваемая область включает декоративную область. Наконец, затем, как в других вариантах изобретения, на слой базового лака и декора наносится слой прозрачного лака.
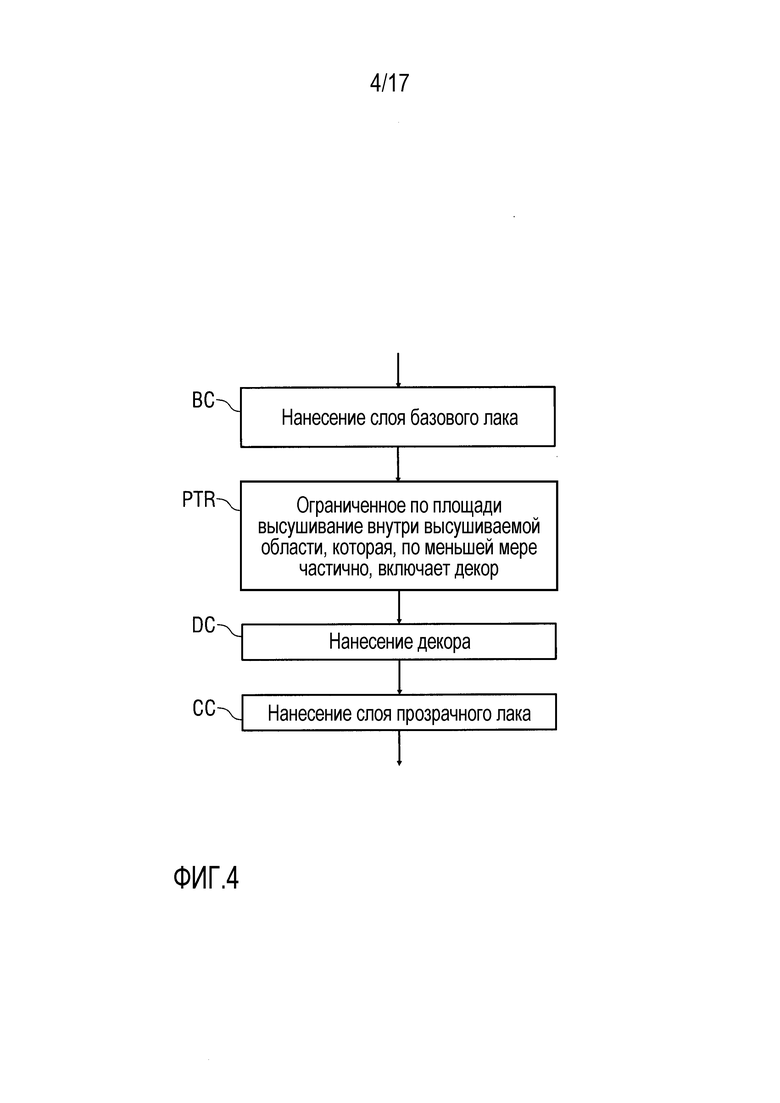
Напротив, еще один другой вариант изобретения предусматривает, что сначала на конструкционную деталь наносится слой базового лака. Затем выполняется высушивание слоя базового лака на ограниченной площади внутри высушиваемой области, причем высушиваемая область охватывает наносимую позже декоративную область. На следующей стадии тогда выполняется нанесение декора на подвергнутый промежуточному высушиванию слой базового лака на ограниченной площади внутри высушиваемой области. Наконец, затем на слой базового лака и декор наносится слой прозрачного лака.
Однако согласно другому варианту изобретения предусматривается, что сначала на конструкционную деталь наносится слой базового лака, причем слой базового лака затем подвергается промежуточному высушиванию на всей поверхности конструкционной детали, например, воздушной сушкой при температуре воздуха от +60°С до +80°С. Затем на подвергнутый промежуточному высушиванию слой базового лака наносится слой прозрачного лака. На следующей стадии тогда предусматривается, что слой прозрачного лака высушивается на ограниченной площади внутри высушиваемой области, причем высушиваемая область охватывает наносимую позже декоративную область. После этого внутри декоративной области наносится декор. Наконец, затем выполняется высушивание слоя прозрачного лака и декора на всей конструкционной детали, в частности, воздушной сушкой, например, при температуре воздуха от +130°С до +150°С. Это высушивание слоя прозрачного лака и декора тем самым следует отличать от описанного выше промежуточного высушивания при других вариантах изобретения, поскольку промежуточное высушивание проводится при более низкой температуре воздуха от +60°С до +80°С.
В еще одном дополнительном варианте изобретения предусматривается, что сначала на конструкционную деталь наносится слой базового лака. Затем выполняется промежуточное высушивание слоя базового лака на всей поверхности конструкционной детали, например, воздушной сушкой при температуре воздуха от +60°С до +80°С. Затем на дополнительной стадии на подвергнутый промежуточному высушиванию слой базового лака наносится слой прозрачного лака. Затем на следующей стадии слой прозрачного лака высушивается, а именно, на всей поверхности конструкционной детали, в частности, воздушной сушкой при температуре воздуха от +130°С до +150°С. Затем на слой прозрачного лака в декоративной области наносится декор. Наконец, затем выполняется высушивание декора на ограниченной площади внутри высушиваемой области, причем высушиваемая область включает декоративную область.
Кроме того, возможен вариант изобретения, в котором опять же сначала на конструкционную деталь наносится слой базового лака. Затем на слой базового лака наносится слой прозрачного лака, причем слой прозрачного лака наносится на слой базового лака без промежуточного высушивания в режиме «сырой по сырому». Затем слой прозрачного лака и слой базового лака высушиваются на всей конструкционной детали, в частности, воздушной сушкой, например, при температуре воздуха от +130°С до +150°С. Затем внутри декоративной области наносится декор. Наконец, затем может проводиться еще ограниченное по площади высушивание внутри высушиваемой области, причем высушиваемая область включает декоративную область.
Однако один дополнительный вариант изобретения предусматривает, что сначала на конструкционную деталь наносится слой базового лака. На дополнительной стадии затем проводится нанесение декора. Затем выполняется ограниченное по площади высушивание слоя лака. Наконец, затем на слой базового лака и декор наносится слой прозрачного лака.
Описанные выше различные варианты изобретения также могут быть скомбинированы с дополнительными другими технологическими стадиями, которые вводятся как предшествующие, последующие или промежуточные между вышеописанными технологическими стадиями.
Кроме того, следует отметить, что упомянутые выше и в пунктах формулы изобретения температурные диапазоны должны пониматься не как лимитированные, а в некоторых случаях также могущие быть превышенными или не достигаемыми.
Наконец, изобретение также претендует на защиту соответствующей изобретению лакировальной установки для нанесения декоративного лакирования. Соответствующая изобретению лакировальная установка, в соответствии с уровнем техники, имеет наносящее (аппликаторное) устройство для нанесения лакового слоя. В отношении этого наносящего устройства речь может идти, например, о традиционных лакировальных роботах с дисковым распылителем.
Кроме того, соответствующая изобретению лакировальная установка в соответствии с уровнем техники имеет наносящее устройство, чтобы наносить ограниченный по площади декор на конструкционную деталь. В отношении этого наносящего устройства речь может идти, например, о традиционном дисковом распылителе, в частности, однако, об аппликаторе, как он описан, например, в DE 10 2013 002 413.7, DE 10 2013 002 412.9 и DE 10 2013 002 411.0, так что содержание этих заявок в полном объеме включено в данное описание.
Кроме того, изобретение включает также сушильное устройство для высушивания конструкционной детали, чтобы снизить содержание летучих компонентов. Соответствующая изобретению лакировальная установка в данной ситуации отличается тем, что сушильное устройство сформировано и действует таким образом, чтобы конструкционная деталь высушивалась только на ограниченной площади внутри определенной высушиваемой области, причем высушиваемая область, по меньшей мере частично, включает декоративную область.
При этом изобретение предусматривает, что ограниченная высушиваемая область перемещается по поверхности конструкционной детали. Например, для этого может использоваться многоосевой сушильный робот, который перемещает сушильное устройство над поверхностью конструкционной детали, чтобы высушивать поверхность конструкционной детали в каждом случае на должном месте.
В одном предпочтительном примере осуществления изобретения предусматривается, что сушильное устройство и наносящее устройство для нанесения декоративного элемента совместно проводятся многоосевым роботом.
Однако также существует альтернативная возможность, что сушильное устройство, с одной стороны, и наносящее устройство для нанесения лакового слоя, соответственно, наносящее устройство для нанесения декора, с другой стороны, проводятся отдельными роботами.
Другие предпочтительные усовершенствования изобретения обозначены в зависимых пунктах формулы изобретения, или более подробно разъясняются далее вместе с описанием предпочтительных примеров осуществления изобретения с помощью фигур. Показано:
Фиг.1-7 представляют различные варианты соответствующего изобретению способа лакирования в форме блок-схемы,
Фиг.8А-8Е представляют различные варианты исполнения соответствующего изобретению сушильного устройства для высушивания конструкционной детали,
Фиг.9А-9Е представляют различные виды в разрезе покрытой конструкционной детали с высушиваемой областью и декоративной областью,
Фиг.10 представляет схематическое изображение соответствующего изобретению сушильного устройства для высушивания излучением с экраном для маскирования высушиваемой области,
Фиг.11 представляет схематическое изображение, чтобы пояснить значение отдаленности сушильного устройства,
Фиг.12А-12Е представляют схематические изображения различных форм исполнения сушильных устройств,
Фиг.13 представляет схематическое изображение одного соответствующего изобретению сушильного устройства,
Фиг.14А-14Е представляют различные диаграммы для пояснения снижения степени остаточной влажности в результате высушивания,
Фиг.15А-15D представляют различные схематические изображения для воздушной сушки с диффузором, соответственно, с соплами,
Фиг.16 представляет схематическое изображение робота с сушильным устройством и аппликатором, а также
Фиг.17 представляет схематическое изображение робота для нанесения декора, и дополнительного робота для высушивания поверхности конструкционной детали.
Фиг.1-7 показывают различные соответствующие изобретению варианты способа лакирования для декоративного лакирования в каждом случае в форме блок-схемы. Различные варианты изобретения различаются по существу последовательностью своих стадий способа. Поэтому далее сначала описываются отдельные стадии способа в вариантах изобретения согласно Фиг.1-7.
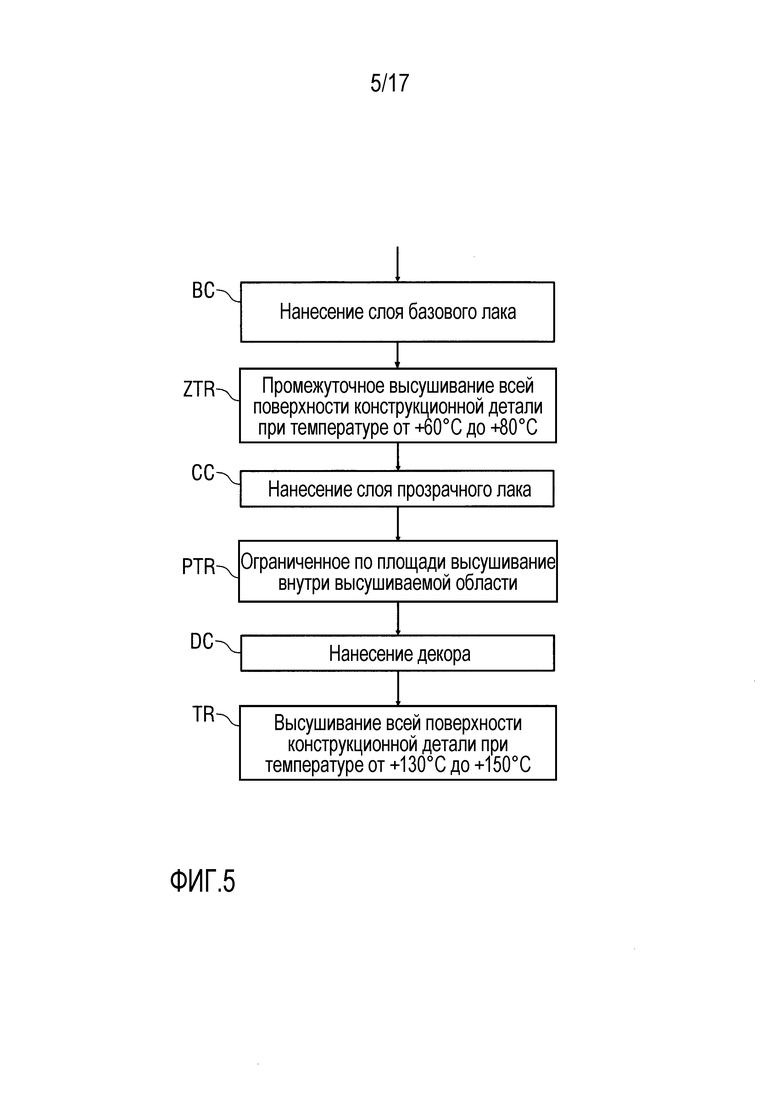
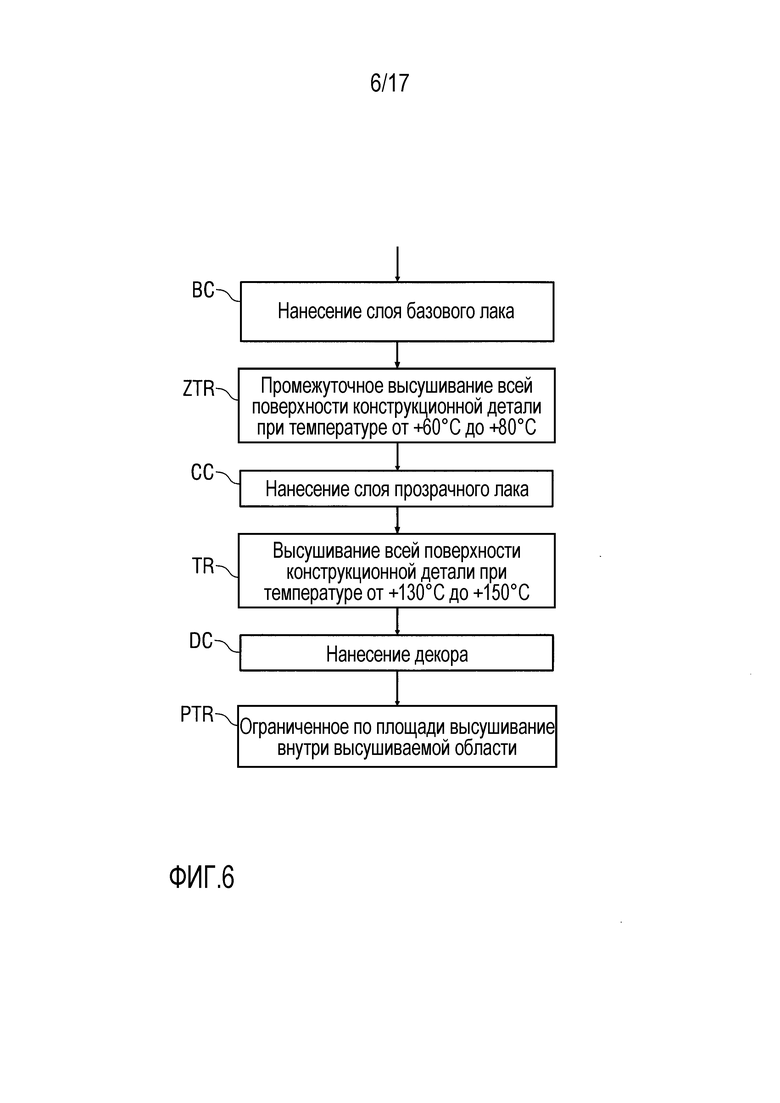
На одной стадии BC способа (BC: базовое покрытие) на поверхность компонента лакируемой конструкционной детали (например, конструкционной детали автомобильного кузова) наносится слой базового лака. Слой базового лака может быть однослойным или состоять из двух слоев базового лака (BC1+BC2). Кроме того, следует упомянуть, что слой базового лака может состоять по выбору из жидкого лака или порошкового лака. Слой базового лака предпочтительно наносится обычным путем с помощью дискового распылителя или воздушного пульверизатора, который проводится многоосевым лакировальным роботом.
На стадии ZTR (ZTR: промежуточное высушивание) затем вся поверхность конструкционной детали подвергается промежуточному высушиванию. Например, это промежуточное высушивание может быть выполнено воздушной сушкой, например, при температуре воздуха от +60°С до +80°С. В каждом случае следует упомянуть, что в рамках промежуточного высушивания высушивается вся поверхность конструкционной детали, для чего высушиваемая конструкционная деталь может быть помещена в сушильную камеру, что само по себе известно из уровня техники.
На стадии DC (DC: декоративное покрытие) затем на конструкционную деталь наносится декор (например, молдинг, графическое изображение, контрастный участок или узор), причем декор по площади ограничен определенной декоративной областью, и не распространяется на всю поверхность конструкционной детали.
На стадии PTR (PTR: частичное высушивание) затем выполняется ограниченное по площади (частичное) высушивание внутри высушиваемой области, которая, по меньшей мере частично, включает декор. Это ограниченное по площади высушивание может выполняться, например, воздушной сушкой или облучением поверхности конструкционной детали, что известно из уровня техники, и, впрочем, также будет еще описано позже более подробно.
На стадии CC (CC: прозрачное покрытие) затем наносится слой прозрачного лака. При этом следует упомянуть, что слой прозрачного лака может быть однослойным или многослойным. Кроме того, следует упомянуть, что в отношении прозрачного лака речь может идти об однокомпонентном прозрачном лаке или о двухкомпонентном прозрачном лаке.
В принципе справедливо то, что в области лакирования при серийном производстве автомобилей конструкционная деталь по меньшей мере после нанесения последнего лакового слоя высушивается, соответственно, подвергается обжигу с помощью подходящего устройства. Когда впоследствии в качестве последней стадии описывается нанесение слоя прозрачного лака, то это подразумевает также высушивание этого последнего слоя прозрачного лака, если используются не подлежащие воздушной сушке лаки (например, двухкомпонентные лаки).
Наконец, некоторые варианты изобретения включают еще и дополнительную стадию TR способа (TR: высушивание), в которой полностью высушивается вся поверхность конструкционной детали. Это высушивание выполняется, например, воздушной сушкой при более высокой температуре, например, от +130°С до +150°С. Таким образом, при высушивании на стадии TR температура воздуха является существенно более высокой, чем при промежуточном высушивании в стадии ZTR.
Представленные в Фиг.1-7 варианты изобретения различаются последовательностью вышеописанных стадий способа, следующим образом:
Фиг.1: BC→ZTR→DC→PTR→CC.
Фиг.2: BC→PTR→DC→ZTR→CC.
Фиг.3: BC→PTR→DC→PTR→CC.
Фиг.4: BC→PTR→DC→CC.
Фиг.5: BC→ZTR→CC→PTR→DC→TR.
Фиг.6: BC→ZTR→CC→TR→DC→PTR.
Фиг.7: BC→CC→ZTR→DC→PT.
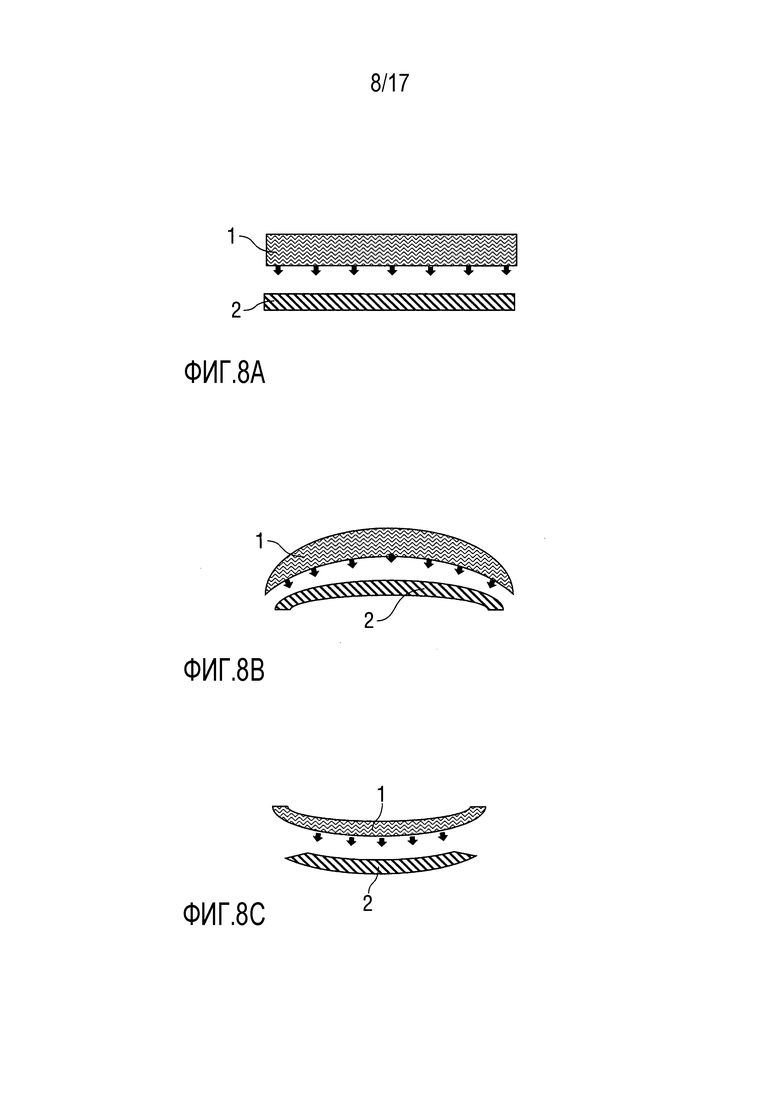
Фиг.8А-8Е показывают различные варианты исполнения сушильного устройства 1 для высушивания покрытия на конструкционной детали 2, причем сушильное устройство 1, например, может нагнетать поток воздуха на поверхность конструкционной детали 2.
Здесь отдельные Фигуры различаются конфигурацией конструкционной детали и соответственно приспособленной конфигурацией сушильного устройства. Таким образом, сушильное устройство 1, с одной стороны, и конструкционная деталь 2, с другой стороны, имеют взаимно дополняющие согласованные (ответно подогнанные) формы.
Так, конструкционная деталь 2 на Фиг.8А является плоской, так что сушильное устройство 1 также по существу является плоскостным.
В варианте изобретения согласно Фиг.8В конструкционная деталь 2 является выпуклой, так что сушильное устройство 1 сформировано соответственно вогнутым.
Напротив, в примере исполнения согласно Фиг.8С конструкционная деталь 2 является вогнутой, так что сушильное устройство 1 приспособлено соответственно выпуклым.
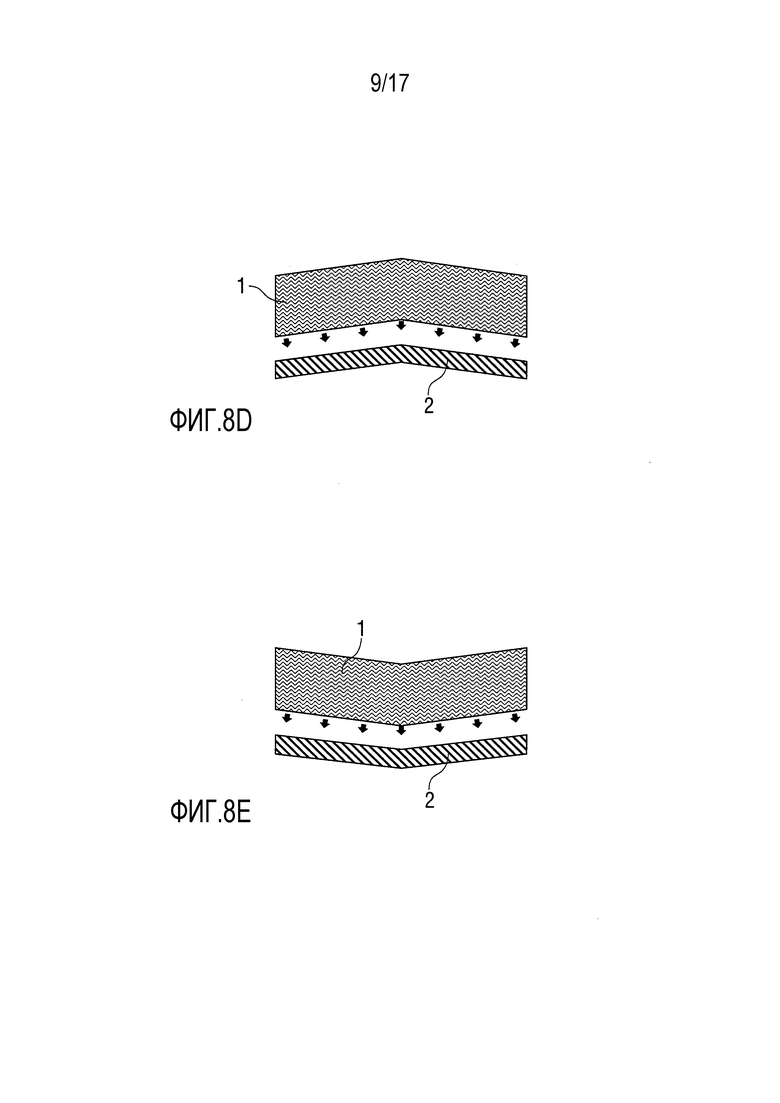
В варианте изобретения согласно Фиг.8D конструкционная деталь 2 имеет выступающий на чертеже вверх выступ (угол) конструкционной детали, так что сушильное устройство 1 приспособлено соответственно этому.
Наконец, сушильное устройство 1 в примере исполнения согласно Фиг.8Е имеет выступающий выступ (угол), который проходит по прямым углом к плоскости чертежа.
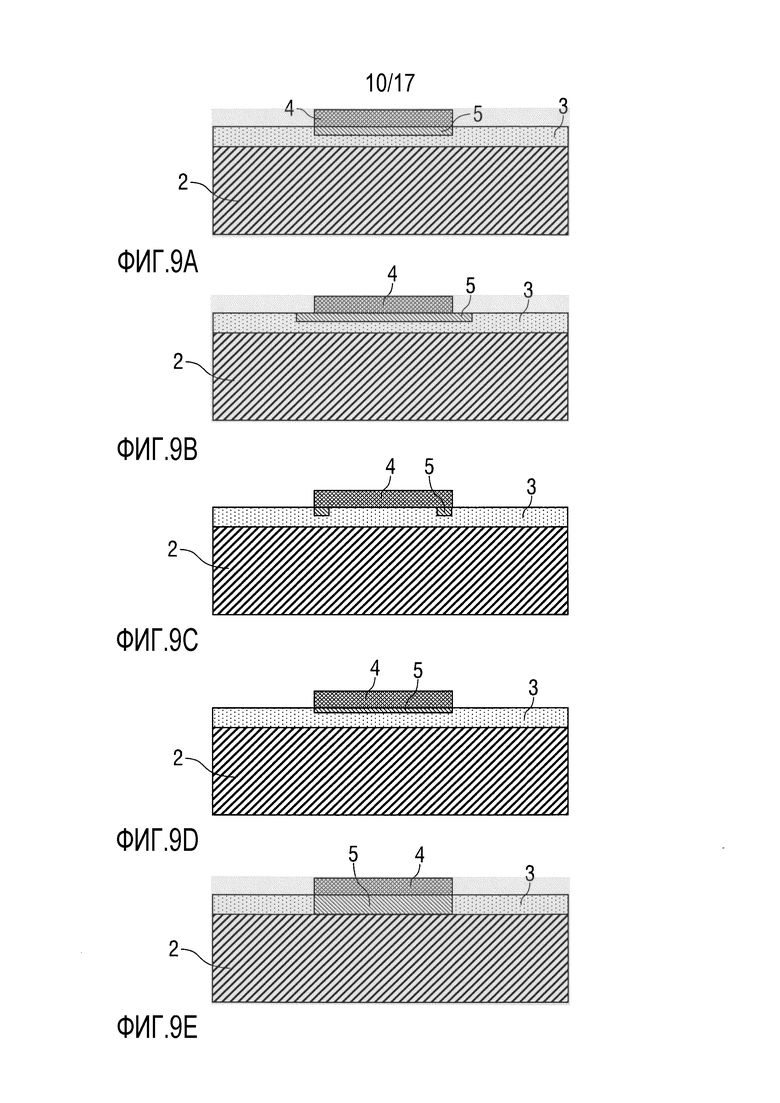
Фиг.9А-9Е показывают различные виды в разрезе конструкционной детали 2 со слоем 3 базового лака и нанесенным на слой 3 базового лака декором 4 внутри декоративной области. Кроме того, чертежи схематически показывают высушиваемую область 5, причем слой 3 базового лака высушивается внутри высушиваемой области 5 на ограниченной площади.
В примере исполнения согласно Фиг.9А декоративная область декора 4 и высушиваемая область 5 соответствуют друг другу с точным совпадением (конгруэнтны).
В примере исполнения согласно Фиг.9В высушиваемая область 5 является большей, чем декоративная область декора 4, и полностью заключает в себе декоративную область.
Напротив, пример исполнения согласно Фиг.9С показывает, что высушиваемая область 5 перекрывает только часть декоративной области декора 5, а именно, окружную кромку декора 4.
Пример исполнения согласно Фиг.9D отчасти соответствует примеру исполнения согласно Фиг.9А. Правда, глубина высушивания высушиваемой области 5 при этом является меньшей, чем в примере исполнения согласно Фиг.9А.
Пример исполнения согласно Фиг.9Е также отчасти согласуется с показанным выше примером исполнения согласно Фиг.9А. Правда, при этом глубина высушивания высушиваемой области 5 является большей и распространяется сквозь слой 3 базового лака вплоть до конструкционной детали 2.
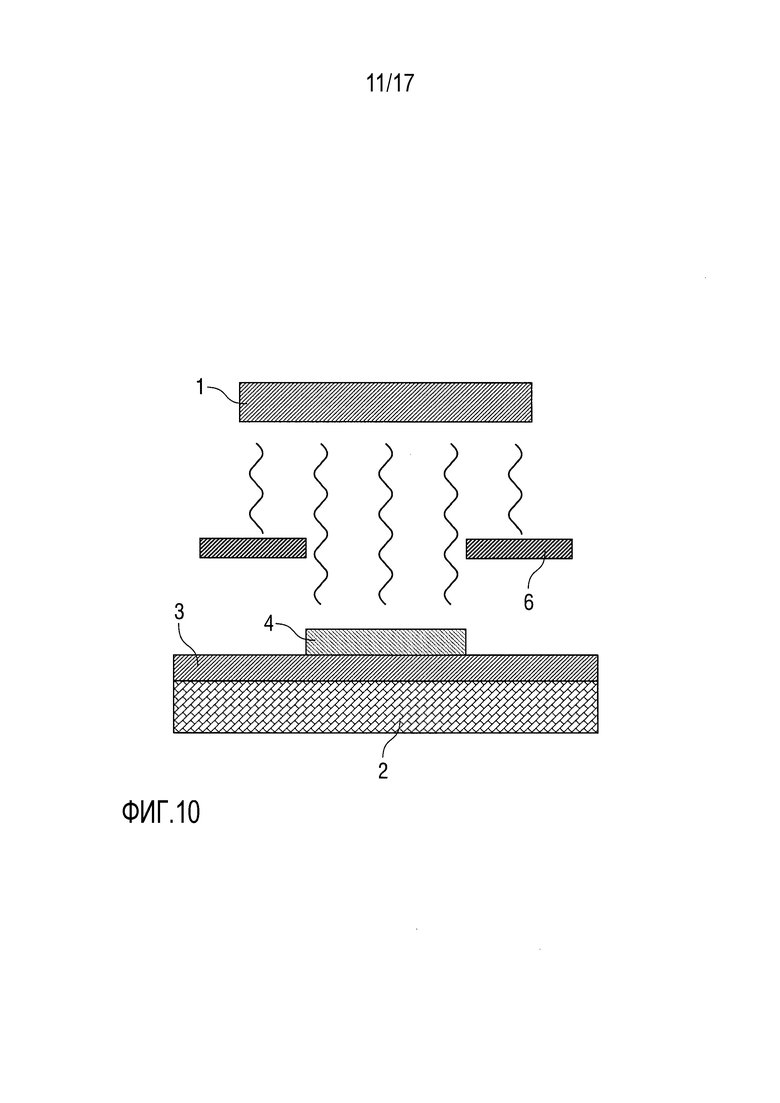
Фиг.10 показывает схематическое изображение соответствующего изобретению сушильного устройства 1, которое высушивает декор 4 путем облучения, например, с помощью инфракрасного излучения.
При этом также представлен экран 6, который маскирует поверхность конструкционной детали и пропускает служащее для цели высушивания излучение только в области декора 4 так, что сушильное устройство 1 высушивает поверхность конструкционной детали на ограниченной площади внутри декоративной области.
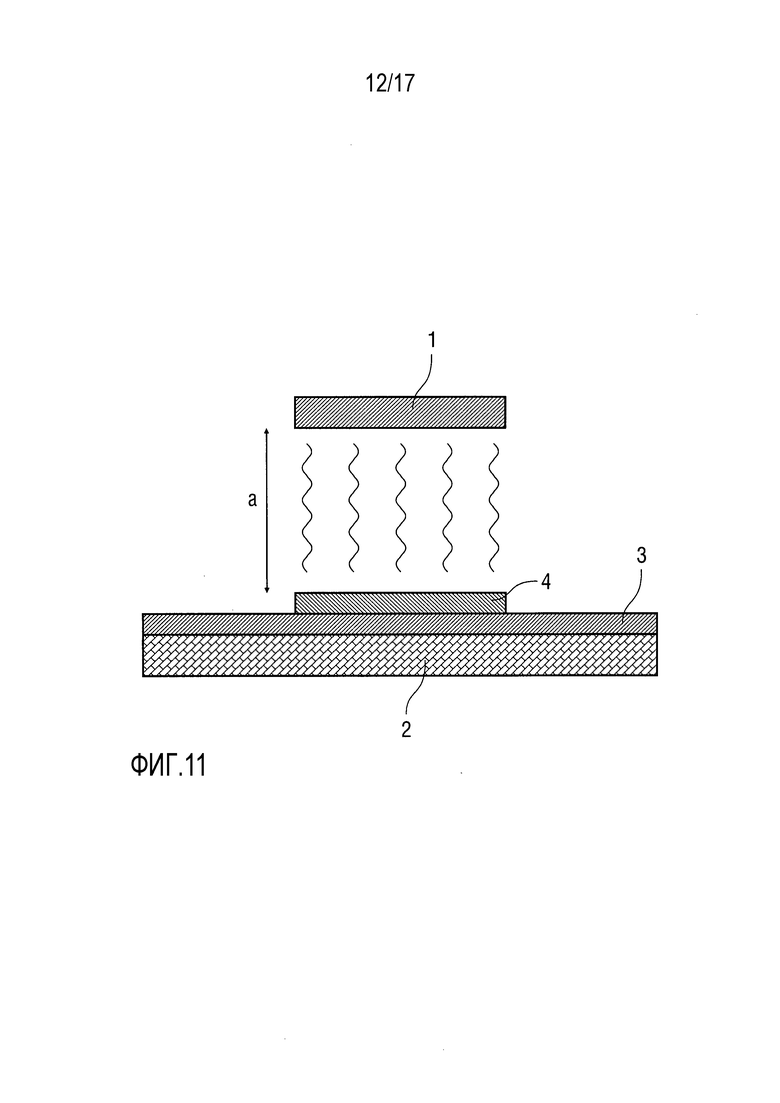
Фиг.11 показывает дополнительную вариацию с указанием расстояния «а» между сушильным устройством 1 и поверхностью конструкционной детали. Тем самым должно быть разъяснено, что расстояние а имеет существенное значение для надлежащего высушивания.
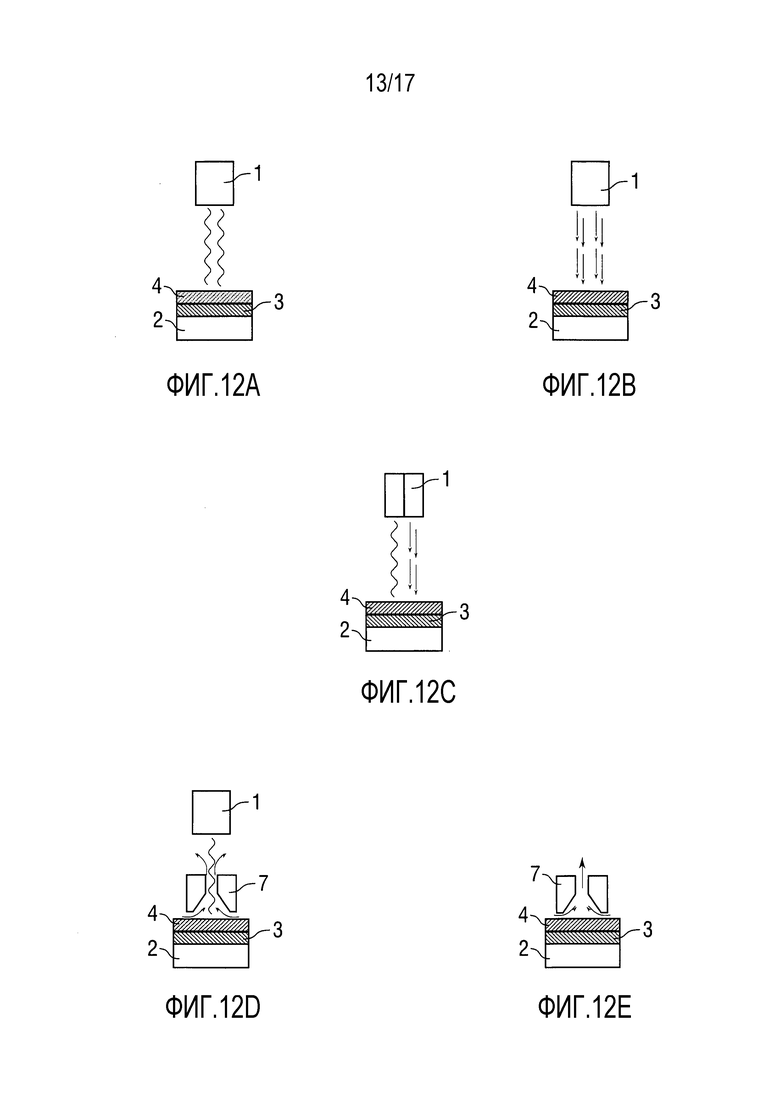
Фиг.12А-12Е показывают сушильные устройства 1 различных типов.
В примере исполнения согласно Фиг.12А сушильное устройство 1 испускает исключительно электромагнитное излучение (например, инфракрасное излучение) для высушивания поверхности конструкционной детали.
В примере исполнения согласно Фиг.12В сушильное устройство 1 нагнетает исключительно поток воздуха для воздушной сушки поверхности конструкционной детали.
Пример исполнения согласно Фиг.12С сочетает высушивание потоком воздуха и электромагнитным излучением (например, инфракрасным излучением).
В примере исполнения согласно Фиг.12D сушильное устройство 1 дополнительно имеет колокол 7 с разрежением, который проводится над поверхностью конструкционной детали, чтобы высушивать поверхность конструкционной детали посредством пониженного давления. Кроме того, сушильное устройство 1 при этом испускает также электромагнитное излучение (например, инфракрасное излучение) на поверхность конструкционной детали. Таким образом, этот пример исполнения сочетает высушивание при пониженном давлении с высушиванием с помощью излучения.
Наконец, Фиг.12Е показывает высушивание только при пониженном давлении.
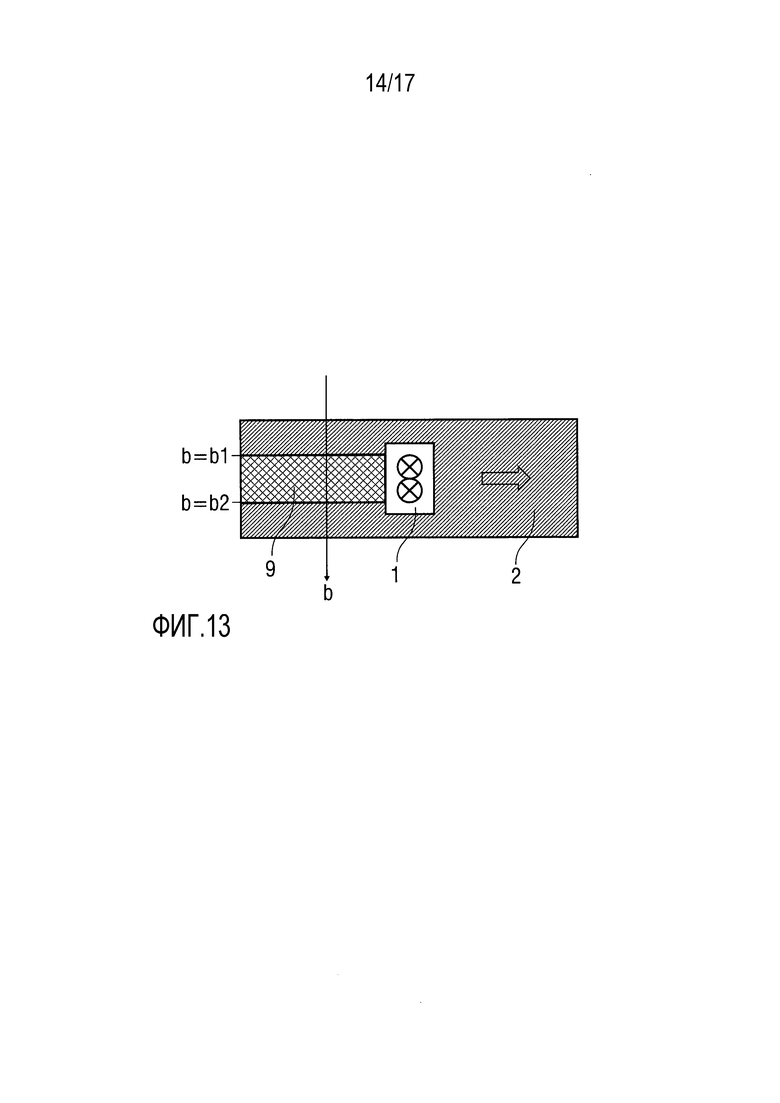
Фиг.13 показывает схематический вид соответствующего изобретению сушильного устройства 1 для ограниченного по площади высушивания конструкционной детали 2, причем сушильное устройство 1 перемещается по направлению стрелки (в других случаях также могла бы перемещаться конструкционная деталь 2). При этом сушильное устройство 1 находится над высушиваемой конструкционной деталью 2 так, что позади сушильного устройства 1 высушивается ограниченная по ширине высушиваемая область 8.
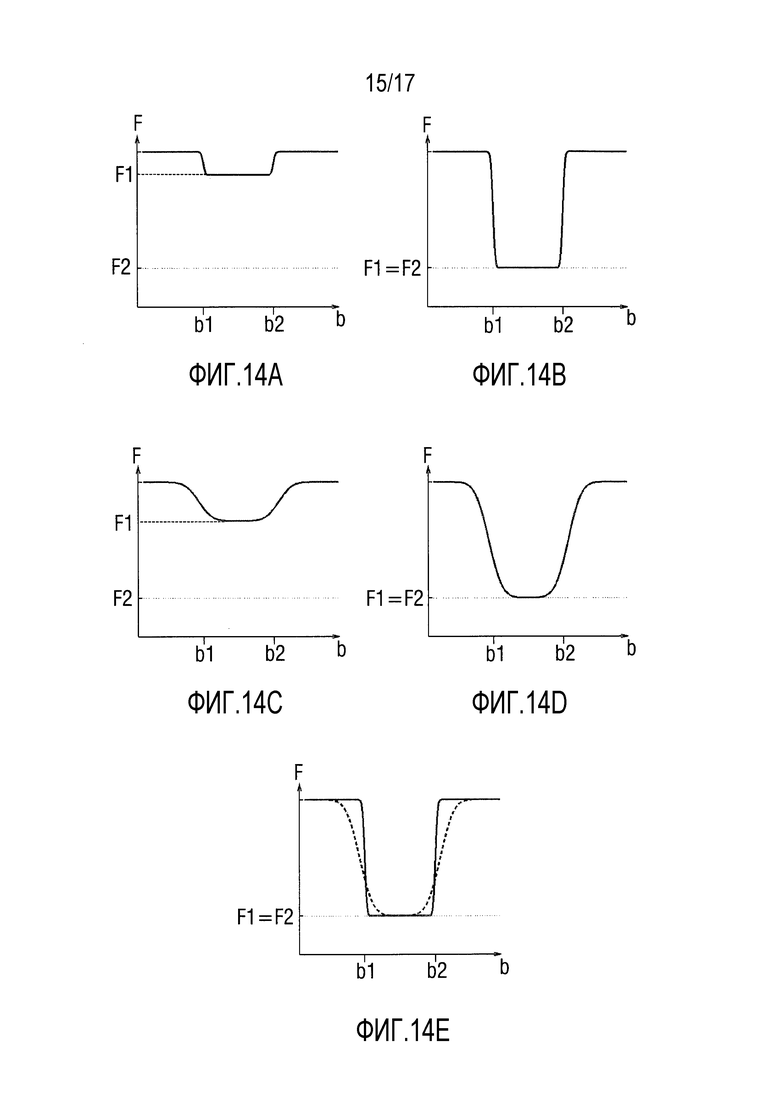
Фиг.14А-14Е показывают различные характеристики изменения степени F остаточной влажности в слое 3 базового лака вдоль ширины b на Фиг.13. При этом значения b=b1 и b=b2 обозначают края высушиваемой области 8 на Фиг.13. Значение F1 обозначает степень остаточной влажности, которая достигается при соответствующем изобретению ограниченном по площади высушивании. Напротив, значение F2 обозначает степень остаточной влажности, которая достигается при традиционном высушивании конструкционной детали, например, в сушильной камере.
Фиг.14А показывает вариант изобретения, в котором степень F1 остаточной влажности при ограниченном по площади высушивании является значительно большей, чем степень F2 остаточной влажности, которая достигается при традиционном неограниченном по площади высушивании. Как правило, степень F1 остаточной влажности является слишком высокой для безупречного нанесения слоя прозрачного лака, однако степень F1 остаточной влажности является в достаточной мере низкой для нанесения декора.
Фиг.14В показывает вариант изобретения, в котором степень F1 остаточной влажности при ограниченном по площади высушивании равна степени F2 остаточной влажности, которая достигается при традиционном неограниченном по площади высушивании.
Фиг.14С и 14D показывают вариации Фиг.14А, соответственно, 14В с менее четким переходом степени F остаточной влажности на краях b=b1 и b=b2.
Наконец, Фиг.14Е показывает вариант, в котором может варьировать резкость изменения степени остаточной влажности на краях.
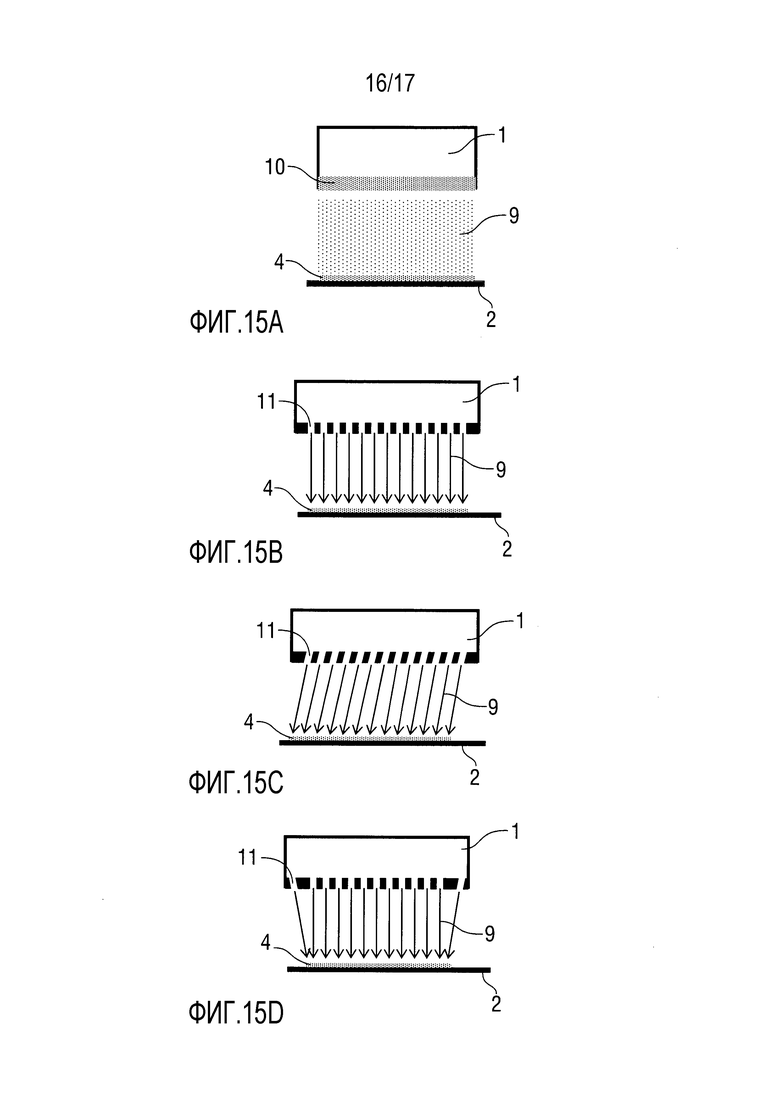
Фиг.15А-15D показывают различные варианты сушильных устройств 1 для воздушной сушки.
В примере исполнения согласно Фиг.15А сушильное устройство 1 нагнетает поток 9 воздуха через диффузор 10. Таким образом, диффузор 10 обеспечивает условия для того, чтобы воздушный поток 9 был рассеянным.
Напротив, в примере исполнения согласно Фиг.15В сушильное устройство 1 выпускает потоки 9 воздуха через многочисленные сопла 11, причем воздушные сопла 11 ориентированы параллельно друг другу и перпендикулярно поверхности конструкционной детали 2.
Однако в примере исполнения согласно Фиг.15С воздушные сопла 11 ориентированы слегка наклонно относительно поверхности конструкционной детали 2.
Наконец, воздушные сопла 11 в примере исполнения согласно Фиг.15D ориентированы по-разному. На краю высушиваемой области воздушные сопла 11 ориентированы наклонно внутрь. Напротив, в середине высушиваемой области воздушные сопла 11 направлены под прямым углом к поверхности конструкционной детали.
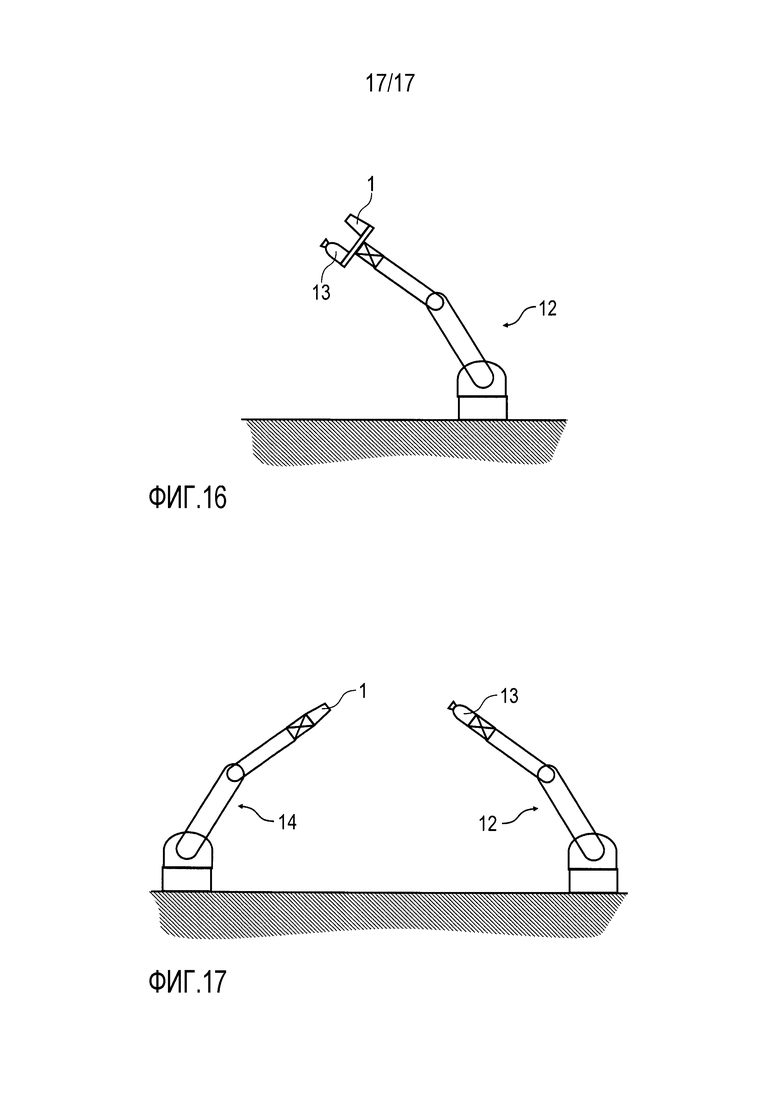
Фиг.16 показывает схематическое изображение соответствующего изобретению лакировального робота 12 с многочисленными механическими руками и высокоподвижным по многим осям захватным устройством робота, причем лакировальный робот 12 несет как аппликатор 13, предпочтительно разъясненного вначале типа, так и сушильное устройство 1. Аппликатор 13 при этом служит для нанесения декора и также может быть использован для нанесения слоя базового лака, когда для этого не должен применяться другой аппликатор, например, дисковый распылитель. Напротив, сушильное устройство 1 служит для высушивания ограниченной площади слоя базового лака или декора.
Фиг.17 показывает одну вариацию, причем лакировальный робот 12 несет только аппликатор 13, тогда как сушильное устройство 1 проводится дополнительным многоосевым роботом 14.
Изобретение не ограничивается описанными выше предпочтительными примерами осуществления. Скорее, возможны многие варианты и вариации, которые равным образом используют идею изобретения и поэтому попадают в область защиты. В частности, изобретение претендует также на защиту предмета и признаков зависимых пунктов формулы изобретения, независимо от пунктов формулы изобретения, на которые делается ссылка, и, в частности, также без признаков основного пункта формулы изобретения.
Список условных обозначений:
BC Нанесение базового лака
CC Нанесение прозрачного лака
DC Нанесение декоративного элемента
F Степень остаточной влажности
F1 Степень остаточной влажности после ограниченного по площади высушивания
F2 Степень остаточной влажности после неограниченного по площади высушивания
PTR Ограниченное по площади высушивание
TR Высушивание
ZTR Промежуточное высушивание
1 Сушильное устройство
2 Конструкционная деталь
3 Слой базового лака
4 Декор
5 Высушиваемая область
6 Экран
7 Колокол с разрежением
8 Высушиваемая область
9 Поток воздуха
10 Диффузор
11 Воздушные сопла
12 Лакировальный робот
13 Аппликатор
14 Робот
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИГОДНАЯ ДЛЯ ТРАВЛЕНИЯ ДЕКОРАТИВНАЯ ПЛИТА | 2019 |
|
RU2781069C2 |
| ОПОРА ДЕТАЛИ ДЛЯ ТРАНСПОРТИРОВКИ ПОДЛЕЖАЩЕЙ ЛАКИРОВАНИЮ ДЕТАЛИ | 2007 |
|
RU2441828C2 |
| ПРИГОДНАЯ ДЛЯ ТРАВЛЕНИЯ ПОВЕРХНОСТЬ | 2019 |
|
RU2780737C2 |
| ФОРМИРОВАНИЕ ТЕКСТУРЫ В ДЕКОРЕ ПОВЕРХНОСТИ БАНКИ | 2017 |
|
RU2756436C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2007 |
|
RU2436638C2 |
| АППЛИКАТОР ДЛЯ РОТАЦИОННОГО РАСПЫЛИТЕЛЯ И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2007 |
|
RU2430790C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ОБЪЕКТОВ | 2010 |
|
RU2540387C2 |
| УСТРОЙСТВО И СПОСОБ ДЕКОРИРОВАНИЯ ОБЪЕКТОВ | 2018 |
|
RU2760404C2 |
| ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ БУМАГА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2339755C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОВОЙ ПАНЕЛИ И ПОЛОВАЯ ПАНЕЛЬ | 2012 |
|
RU2529239C2 |

Изобретение относится к способу лакирования для лакирования конструкционной детали с декоративным элементом, в частности для лакирования конструкционной детали автомобильного кузова. Способ лакирования для лакирования конструкционной детали (2) с декором (4), в частности для лакирования конструкционной детали автомобильного кузова, содержит нанесение лакового слоя (3) на конструкционную деталь (2), в частности слоя (3) базового лака, в частности, с помощью аппликатора (13), а также нанесение ограниченного по площади декора (4) на конструкционную деталь (2), в частности молдинга, графического изображения, контрастного участка или узора. Декор (4) включает в себя ограниченную по площади декоративную область на конструкционной детали (2). Кроме того, способ включает высушивание конструкционной детали (2) для снижения содержания летучих компонентов. Конструкционную деталь (2) высушивают только на ограниченной площади внутри высушиваемой области (5; 8). Высушиваемая область (5; 8) по меньшей мере частично включает декоративную область. Высушиваемую область (5; 8) перемещают по конструкционной детали (2), в частности, с помощью многоосевого сушильного робота, который перемещает сушильное устройство (1) над конструкционной деталью (2). Лакировальная установка для лакирования конструкционной детали (2) с декором (4), в частности для лакирования конструкционной детали автомобильного кузова, содержит наносящее устройство (13) для нанесения лакового слоя (3) на конструкционную деталь (2), в частности слоя (3) базового лака, и для нанесения ограниченного по площади декора (4) на конструкционную деталь (2), в частности молдинга, графического изображения, контрастного участка или узора. Декор (4) включает ограниченную по площади декоративную область на конструкционной детали (2). Установка также содержит сушильное устройство (1) для высушивания конструкционной детали (2) для снижения содержания летучих компонентов. Сушильное устройство (1) высушивает конструкционную деталь (2) только на ограниченной площади внутри высушиваемой области (5; 8). Высушиваемая область (5; 8) по меньшей мере частично включает декоративную область. Сушильное устройство (1) перемещает высушиваемую область (5; 8) на конструкционной детали, в частности, с помощью многоосевого сушильного робота, который перемещает сушильное устройство (1) над конструкционной деталью (1). Техническим результатом изобретения является значительное сокращение расхода времени и энергии при ограниченном по площади высушивании декора, поскольку высушивается не вся поверхность конструкционной детали, а только ограниченная по площади высушиваемая область.3 н. и 24 з.п. ф-лы, 17 ил.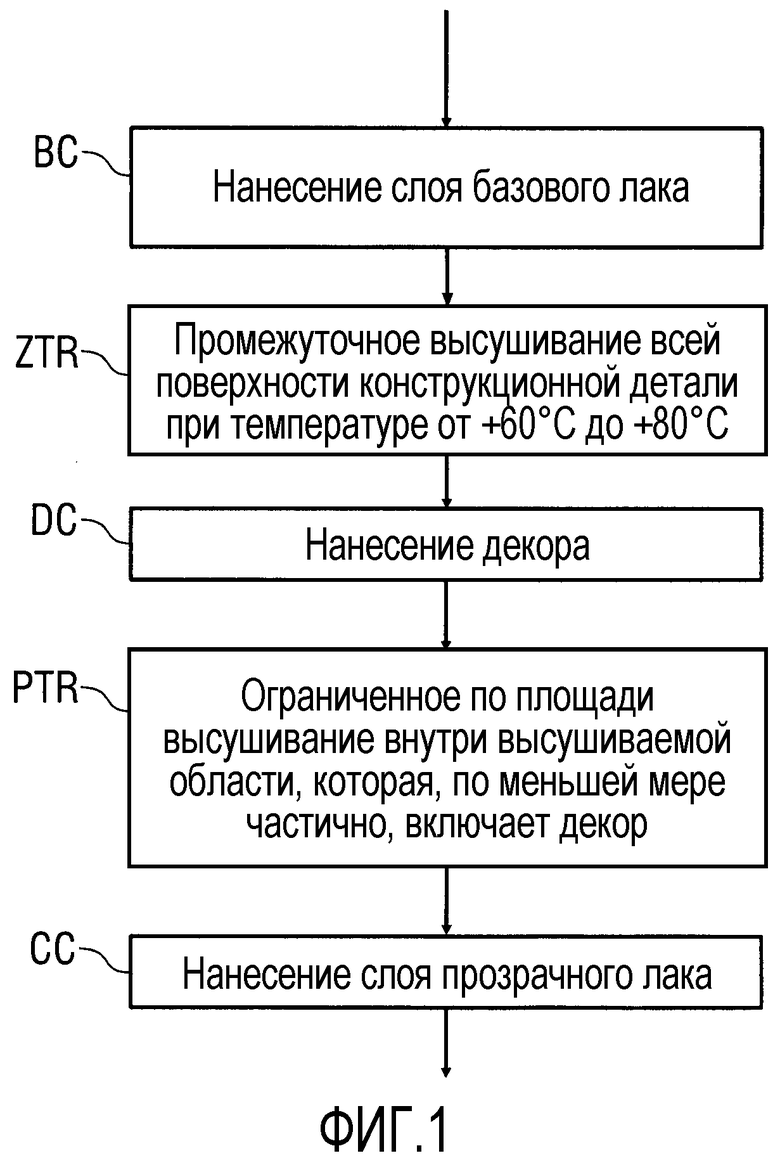
1. Способ лакирования для лакирования конструкционной детали (2) с декором (4), в частности для лакирования конструкционной детали автомобильного кузова, со следующими стадиями:
а) нанесение лакового слоя (3) на конструкционную деталь (2), в частности слоя (3) базового лака, в частности, с помощью аппликатора (13),
b) нанесение ограниченного по площади декора (4) на конструкционную деталь (2), в частности молдинга, графического изображения, контрастного участка или узора, причем декор (4) включает в себя ограниченную по площади декоративную область на конструкционной детали (2), и
с) высушивание конструкционной детали (2) для снижения содержания летучих компонентов,
d) причем конструкционную деталь (2) высушивают только на ограниченной площади внутри высушиваемой области (5; 8) и высушиваемая область (5; 8) по меньшей мере частично включает декоративную область,
отличающийся тем,
е) что высушиваемую область (5; 8) перемещают по конструкционной детали (2), в частности, с помощью многоосевого сушильного робота, который перемещает сушильное устройство (1) над конструкционной деталью (2).
2. Способ лакирования по п.1, отличающийся тем,
а) что лаковый слой (3) перед нанесением декора (4) высушивают на всей его поверхности конструкционной детали и
b) что декор (4) высушивают только на ограниченной площади внутри высушиваемой области (5; 8).
3. Способ лакирования по п.1, отличающийся тем,
а) что лаковый слой (3) перед нанесением декора (4) высушивают только на ограниченной площади внутри высушиваемой области (5; 8) и
b) что декор (4) наносят в декоративной области после ограниченного по площади высушивания лакового слоя (3).
4. Способ лакирования по одному из предшествующих пунктов, отличающийся тем,
а) что высушиваемая область (5; 8) и декоративная область соответствуют друг другу по площади, или
b) что высушиваемая область (5; 8) полностью включает декоративную область и является большей, чем декоративная область, или
с) что декоративная область является большей, чем высушиваемая область (5; 8), и полностью включает высушиваемую область (5; 8), причем высушиваемая область (5; 8) покрывает только окружную кромку декоративной области, или
d) что декоративная область является большей, чем высушиваемая область (5; 8), причем высушиваемая область (5; 8) покрывает окружную кромку декоративной области и выступает наружу за окружную кромку декоративной области.
5. Способ лакирования по одному из предшествующих пунктов, отличающийся тем,
а) что при ограниченном по площади высушивании конструкционной детали (2) достигают первой степени (F1) остаточной влажности,
b) что при неограниченном по площади высушивании конструкционной детали (2) достигают второй степени (F2) остаточной влажности и
с) что достигнутая при ограниченном по площади высушивании первая степень (F1) остаточной влажности по существу равна достигнутой при неограниченном по площади высушивании второй степени (F2) остаточной влажности, или
d) что достигнутая при ограниченном по площади высушивании первая степень (F1) остаточной влажности по существу является большей, чем достигнутая при неограниченном по площади высушивании вторая степень (F2) остаточной влажности, или
е) что достигнутая при ограниченном по площади высушивании первая степень (F1) остаточной влажности по существу является меньшей, чем достигнутая при неограниченном по площади высушивании вторая степень (F2) остаточной влажности.
6. Способ лакирования по одному из предшествующих пунктов, отличающийся тем, что при неограниченном по площади высушивании и/или при ограниченном по площади высушивании достигается остаточная влажность, которая пригодна для того, чтобы при последующем нанесении лака достигалась бездефектная поверхность.
7. Способ лакирования по п.5 или 6, отличающийся тем,
а) что первая степень (F1) остаточной влажности лакового слоя (3) после ограниченного по площади высушивания является слишком большой, чтобы было возможно нанести не имеющий дефектов слой прозрачного лака на лаковый слой (3), и
b) что первая степень (F1) остаточной влажности лакового слоя (3) после ограниченного по площади высушивания является достаточно малой, чтобы было возможно без дефектов нанести декор на лаковый слой (3).
8. Способ лакирования по одному из предшествующих пунктов, отличающийся тем, что неограниченное по площади высушивание и/или ограниченное по площади высушивание выполняют по меньшей мере одним из следующих методов сушки:
а) облучением высушиваемой конструкционной детали (2) излучением, в частности электромагнитным излучением, в частности микроволновым излучением, инфракрасным излучением или ультрафиолетовым излучением, в частности, с использованием LED, OLED, галогенных ламп или углеродных инфракрасных излучателей, в частности, с длиной волны
а1) 0,8 мкм - 1,2 мкм,
а2) 1,2 мкм - 4 мкм,
а3) 4 мкм - 10 мкм или
а4) 1 - 100 см,
b) облучением высушиваемой конструкционной детали (2) электронным пучком,
с) воздушной сушкой, в частности
с1) холодным воздухом при температуре в диапазоне от 0°С до +40°С, в частности при температуре в диапазоне от +10°С до +25°С, и/или
с2) теплым воздухом при температуре в диапазоне от +40°С до +300°С, в частности при температуре в диапазоне от +60°С до +220°С, в частности при температуре в диапазоне от +80°С до +160°С, и/или
с3) сухим воздухом с относительной влажностью воздуха менее 20%, 10%, 5% или 1%, и/или
d) высушиванием при пониженном давлении, причем конструкционную деталь (2) подвергают воздействию пониженного давления.
9. Способ лакирования по одному из предшествующих пунктов, отличающийся тем,
а) что ограниченную по площади высушиваемую область (5; 8) маскируют экраном (6) таким образом, что излучение и поток воздуха попадают по существу только на высушиваемую область (5; 8), и/или
b) что высушивание при пониженном давлении выполняют с помощью колокола (7) с разрежением, который направляется над высушиваемой поверхностью конструкционной детали и создает локально ограниченное пониженное давление, и/или
с) что при воздушной сушке поток (9) воздуха направляют на высушиваемую поверхность конструкционной детали через диффузор (10) так, что поток (9) воздуха попадает на высушиваемую поверхность конструкционной детали, будучи рассеянным в пространстве, и/или
d) что диффузор (10) имеет проволочную сетку, пористый спеченный металл, или пористый спеченный керамический материал, или пористый спеченный синтетический материал, и/или
е) что при воздушной сушке поток (9) воздуха направляется на высушиваемую поверхность конструкционной детали по меньшей мере через одно сопло (11), и/или
f) что упомянутое по меньшей мере одно сопло (11) ориентировано перпендикулярно высушиваемой поверхности конструкционной детали, или
g) что упомянутое по меньшей мере одно сопло (11) ориентировано наклонно относительно высушиваемой поверхности конструкционной детали, или
h) что упомянутое по меньшей мере одно сопло (11) на окружной кромке высушиваемой области (5; 8) ориентировано наклонно внутрь и по меньшей мере одно сопло в середине высушиваемой области (5; 8) ориентировано по существу перпендикулярно высушиваемой поверхности конструкционной детали, и/или
i) что сопла размещаются беспорядочно без симметрии под многочисленными различающимися между собой углами.
10. Способ лакирования по одному из предшествующих пунктов, отличающийся тем,
а) что конструкционную деталь (2) высушивают с помощью сушильного устройства (1),
b) что сушильное устройство (1) выдает воздух или излучение,
с) что сушильное устройство (1) имеет форму, которая согласована с формой конструкционной детали (2), в частности
с1) плоскостную форму сушильного устройства (1), и/или
с2) выпуклую форму сушильного устройства (1), и/или
с3) вогнутую форму сушильного устройства (1), и/или
с4) форму, соответствующую обратной форме конструкционной детали.
11. Способ лакирования по п.10, отличающийся тем,
а) что сушильное устройство (1) перемещается совместно с аппликатором (13) вдоль траектории лакирования над конструкционной деталью (2), в частности, с помощью многоосевого лакировального робота (12),
b) что на общей траектории лакирования как сушильное устройство (1) высушивает конструкционную деталь (2), так и аппликатор (13) наносит декор (4), или
с) что сначала на первой траектории перемещения сушильное устройство (1) высушивает конструкционную деталь (2) и затем на второй траектории перемещения аппликатор (13) наносит декор (4), или
d) что сначала на первой траектории перемещения аппликатор (13) наносит декор (4) и затем на второй траектории перемещения сушильное устройство (1) высушивает конструкционную деталь (2).
12. Способ лакирования по одному из предшествующих пунктов, отличающийся следующими стадиями (BC, ZTR, DC, PTR, CC) в этой последовательности:
а) нанесение слоя (3) базового лака на конструкционную деталь (2),
b) промежуточное высушивание слоя (3) базового лака на всей конструкционной детали (2), в частности, с помощью воздушной сушки, например, при температуре воздуха от +60°С до +80°С,
с) нанесение декора (4) на подвергнутый промежуточному высушиванию слой (3) базового лака,
d) ограниченное по площади высушивание декора (4) внутри высушиваемой области (5; 8), причем высушиваемая область (5; 8) включает декоративную область,
е) нанесение слоя прозрачного лака на слой (3) базового лака и декор (4).
13. Способ лакирования по одному из пп.1-11, отличающийся следующими стадиями (BC, PTR, DC, ZTR, CC) в этой последовательности:
а) нанесение слоя (3) базового лака на конструкционную деталь (2),
b) ограниченное по площади высушивание слоя (3) базового лака внутри высушиваемой области (5; 8), причем высушиваемая область (5; 8) включает последующую декоративную область,
с) нанесение декора (4) на подвергнутый промежуточному высушиванию слой (3) базового лака внутри декоративной области,
d) промежуточное высушивание слоя (3) базового лака и декора (4) на всей конструкционной детали (2), в частности, посредством воздушной сушки, например, при температуре воздуха от +60°С до +80°С, облучения, бомбардировки электронами и/или высушиванием при пониженном давлении,
е) нанесение слоя прозрачного лака на слой (3) базового лака и на декор (4).
14. Способ лакирования по одному из пп.1-11, отличающийся следующими стадиями (BC, PTR, DC, PTR, CC) в этой последовательности:
а) нанесение слоя (3) базового лака на конструкционную деталь (2),
b) ограниченное по площади высушивание слоя (3) базового лака внутри высушиваемой области (5; 8), причем высушиваемая область (5; 8) включает последующую декоративную область,
с) нанесение декора (4) на подвергнутый промежуточному высушиванию слой (3) базового лака внутри декоративной области,
d) ограниченное по площади высушивание слоя (3) базового лака и декора (4) внутри высушиваемой области (5; 8), причем высушиваемая область (5; 8) включает декоративную область,
е) нанесение слоя прозрачного лака на слой (3) базового лака и декор (4).
15. Способ лакирования по одному из пп.1-11, отличающийся следующими стадиями (BC, PTR, DC, CC) в этой последовательности:
а) нанесение слоя (3) базового лака на конструкционную деталь (2),
b) ограниченное по площади высушивание слоя (3) базового лака внутри высушиваемой области (5; 8), причем высушиваемая область (5; 8) включает последующую декоративную область,
с) нанесение декора (4) на подвергнутый промежуточному высушиванию слой (3) базового лака внутри декоративной области,
d) нанесение слоя прозрачного лака на слой (3) базового лака и декор (4).
16. Способ лакирования по одному из пп.1-11, отличающийся следующими стадиями (BC, ZTR, CC, PTR, DC, TR) в этой последовательности:
а) нанесение слоя (3) базового лака на конструкционную деталь (2),
b) промежуточное высушивание слоя (3) базового лака на всей конструкционной детали (2), например, посредством воздушной сушки при температуре воздуха от +60°С до +80°С,
с) нанесение слоя прозрачного лака на подвергнутый промежуточному высушиванию слой (3) базового лака,
d) ограниченное по площади высушивание слоя прозрачного лака внутри высушиваемой области (5; 8), причем высушиваемая область (5; 8) включает последующую декоративную область,
е) нанесение декора (4) внутри декоративной области,
f) высушивание слоя прозрачного лака и декора (4) на всей конструкционной детали (2), например, посредством воздушной сушки при температуре воздуха от +130°С до +150°С.
17. Способ лакирования по одному из пп.1-10, отличающийся следующими стадиями (BC, ZTR, CC, TR, DC, PTR) в этой последовательности:
а) нанесение слоя (3) базового лака на конструкционную деталь (2),
b) промежуточное высушивание слоя (3) базового лака на всей конструкционной детали (2), например, посредством воздушной сушки при температуре воздуха от +60°С до +80°С,
с) нанесение слоя прозрачного лака на подвергнутый промежуточному высушиванию слой (3) базового лака,
d) высушивание слоя прозрачного лака на всей конструкционной детали (2), в частности, с помощью воздушной сушки, например, при температуре воздуха от +130°С до +150°С,
е) нанесение декора (4) внутри декоративной области,
f) ограниченное по площади высушивание декора (4) внутри высушиваемой области (5; 8), причем высушиваемая область (5; 8) включает декоративную область.
18. Способ лакирования по одному из пп.1-11, отличающийся следующими стадиями (BC, CC, TR, DC, PTR) в этой последовательности:
а) нанесение слоя (3) базового лака на конструкционную деталь (2),
b) нанесение слоя прозрачного лака на слой (3) базового лака, причем слой прозрачного лака наносится на слой (3) базового лака без промежуточного высушивания в режиме «сырой по сырому»,
с) высушивание слоя прозрачного лака и слоя (3) базового лака на всей конструкционной детали (2), например, посредством воздушной сушки, в частности, при температуре воздуха от +130°С до +150°С,
d) нанесение декора (4) внутри декоративной области,
е) ограниченное по площади высушивание декора (4) внутри высушиваемой области (5; 8), причем высушиваемая область (5; 8) включает декоративную область.
19. Способ лакирования по одному из пп.1-11, отличающийся следующими стадиями (BC, DC, PTR, CC) в этой последовательности:
а) нанесение слоя (3) базового лака на конструкционную деталь (2),
b) нанесение декора (4),
с) ограниченное по площади высушивание слоя (3) базового лака и декора (4) внутри высушиваемой области (5; 8), причем высушиваемая область (5; 8) включает декоративную область,
d) нанесение слоя прозрачного лака на слой (3) базового лака и декор (4).
20. Лакировальная установка для лакирования конструкционной детали (2) с декором (4), в частности, для лакирования конструкционной детали автомобильного кузова, с
а) наносящим устройством (13)
а1) для нанесения лакового слоя (3) на конструкционную деталь (2), в частности слоя (3) базового лака, и
а2) для нанесения ограниченного по площади декора (4) на конструкционную деталь (2), в частности молдинга, графического изображения, контрастного участка или узора, причем декор (4) включает ограниченную по площади декоративную область на конструкционной детали (2),
b) сушильным устройством (1) для высушивания конструкционной детали (2) для снижения содержания летучих компонентов,
b1) причем сушильное устройство (1) высушивает конструкционную деталь (2) только на ограниченной площади внутри высушиваемой области (5; 8) и
b2) высушиваемая область (5; 8) по меньшей мере частично включает декоративную область,
отличающаяся тем,
с) что сушильное устройство (1) перемещает высушиваемую область (5; 8) на конструкционной детали, в частности, с помощью многоосевого сушильного робота, который перемещает сушильное устройство (1) над конструкционной деталью (1).
21. Лакировальная установка по п.20, отличающаяся тем,
а) что наносящее устройство (13) для нанесения лакового слоя (3) и/или наносящее устройство (13) для нанесения декора (4) приводится в движение многоосевым лакировальным роботом (12) и
b) что сушильное устройство (1) направляется многоосевым сушильным роботом.
22. Лакировальная установка по п.20 или 21, отличающаяся тем,
а) что наносящее устройство (13) для нанесения лакового слоя (3) и/или наносящее устройство (13) для нанесения декора (4) приводится в движение многоосевым лакировальным роботом (12), и/или
b) что сушильное устройство (1) также смонтировано на лакировальном роботе (12) и приводится в движение лакировальным роботом (12), и/или
с) что сушильное устройство (1) смонтировано на лакировальном роботе (12) по направлению перемещения
с1) впереди наносящего устройства (13),
с2) позади наносящего устройства (13) или
с3) перед наносящим устройством (13) и позади наносящего устройства (13), и/или
d) что сушильное устройство (1), с одной стороны, и наносящее устройство для нанесения лакового слоя (3) и/или наносящее устройство (13) для нанесения декора (4), с другой стороны, могут действовать одновременно, и/или
е) что сушильное устройство (1) и наносящее устройство (13) для нанесения декора (4) таким образом закреплены на лакировальном роботе (12), что при перемещении по траектории лакировального робота (12) может наноситься декора (4) и может высушиваться конструкционная деталь (2).
23. Лакировальная установка по одному из пп.20-22, отличающаяся тем, что сушильное устройство (1) используется для высушивания излучением, и/или воздухом, и/или разрежением.
24. Лакировальная установка по одному из пп.20-23, отличающаяся тем, что сушильное устройство (1) имеет такие размеры и так отрегулировано, что может достигаться частичное или ограниченное по площади высушивание.
25. Лакировальная установка по одному из пп.20-24, отличающаяся тем,
а) что сушильное устройство (1) содержит экран (6), через который излучение или поток воздуха попадает по существу только на высушиваемую область (5; 8), и/или
b) сушильное устройство (1) содержит лазерное устройство или другой четко ограниченный, направленный источник (1) излучения, так что излучение попадает по существу только на высушиваемую область (5; 8), и/или
с) что сушильное устройство (1) содержит колокол (7) с разрежением, который направляется над высушиваемой поверхностью конструкционной детали и создает локально ограниченное пониженное давление, и/или
d) что сушильное устройство (1) содержит диффузор (10), который, в частности, имеет проволочную сетку, пористый спеченный металл, или пористый спеченный керамический материал, или пористый спеченный синтетический материал, чтобы рассеяно направлять поток воздуха на высушиваемую поверхность конструкционной детали, и/или
е) что сушильное устройство (1) содержит одно или множество сопел (11) для распределения потока (9) воздуха на высушиваемую поверхность конструкционной детали, и/или
f) что упомянутое по меньшей мере одно сопло (11) ориентировано перпендикулярно или наклонно относительно высушиваемой поверхности конструкционной детали, и/или
g) что по меньшей мере одно сопло (11) на окружной кромке высушиваемой области (5; 8) ориентировано наклонно внутрь, и по меньшей мере одно сопло в середине высушиваемой области (5; 8) ориентировано по существу перпендикулярно высушиваемой поверхности конструкционной детали, и/или
h) что сопла размещены беспорядочно без симметрии под многочисленными различающимися между собой углами.
26. Лакировальная установка по п.25, отличающаяся тем, что в сушильном устройстве (1)
а1) упомянутое по меньшей мере одно сопло (11) ориентировано перпендикулярно высушиваемой поверхности конструкционной детали, или
а2) упомянутое по меньшей мере одно сопло (11) ориентировано наклонно относительно высушиваемой поверхности конструкционной детали, или
а3) по меньшей мере одно сопло (11) на окружной кромке высушиваемой области (5; 8) ориентировано наклонно внутрь и по меньшей мере одно сопло (11) в середине высушиваемой области (5; 8) ориентировано по существу перпендикулярно высушиваемой поверхности конструкционной детали, или
а4) по меньшей мере несколько сопел (11) размещены без симметрии под многочисленными различающимися между собой углами.
27. Сушильное устройство лакировальной установки по одному из пп.20-26.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| DE 10261298 A1, 17.07.2003 | |||
| FR 2961718 A1, 30.12.2011 | |||
| Сальниковое уплотнение заднего коренного подшипника коленчатого вала двигателя | 1987 |
|
SU1518609A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| УСТАНОВКА ДЛЯ ЛАКИРОВАНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2430791C1 |
| УСТАНОВКА ДЛЯ ЛАКИРОВАНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2465069C1 |

