Изобретение относится к установке для обработки поверхности, прежде всего для лакирования, объектов, прежде всего кузовных деталей, с:
а) камерой для обработки, которая задает пространство для обработки;
б) транспортным устройством, с помощью которого объекты являются транспортируемыми в пространство для обработки и снова из него.
На рынке известны установки этого вида, которые применяются для лакирования кузовов автомобилей и, прежде всего кузовных деталей. Там пространство для обработки часто выполнено в виде лакировального туннеля, через который подлежащие лакированию кузовные детали транспортируются сквозным образом.
Для этого компоненты в этих случаях относительно дорогостоящего транспортного устройства, например подвесного конвейера, роликового конвейера или тому подобного, находятся в пространстве для обработки внутри камеры для обработки. И в выполненных не в виде проходного туннеля камерах для обработки соответствующие транспортные компоненты расположены внутри камеры для обработки.
Однако, расположенные внутри камеры для обработки компоненты соответственно используемого транспортного устройства постоянно подвержены воздействию присутствующей в пространстве для обработки атмосферы. Она в лакировальных установках среди прочего, содержит не нанесенный на объекты лак, который в кругах специалистов называется «избыточным распылением». Избыточное распыление захватывается подводимым в лакировальную камеру воздушным потоком и подается на сепарационное устройство, так что воздух, при необходимости, после соответствующей обработки, может быть снова направлен в камеру для нанесения покрытия.
Избыточное распыление, которое, как и нанесенный лак, в общем, содержит, как твердые тела и/или связующие, так и растворители, может осаждаться на соответствующих компонентах транспортного устройства, в результате чего они сильно нагружаются. Особенно подвижные детали транспортного устройства сильно подвержены склеиванию частицами избыточного распыления.
Поэтому задача изобретения заключается в том, чтобы создать установку указанного вначале вида, которая предлагает решение для вышеизложенных проблем.
В установке указанного вначале вида эта задача решена за счет того, что:
в) транспортное устройство содержит транспортный элемент, посредством которого обеспечена первая поверхность с первым удерживающим устройством по меньшей мере для одного объекта и, по меньшей мере, вторая поверхность со вторым удерживающим устройством по меньшей мере для одного объекта,
причем
г) первая и вторая поверхность расположены таким образом, что в зависимости от положения транспортного элемента первая или вторая поверхность, по меньшей мере, участками ограничивает пространство для обработки.
Согласно изобретению за счет этих мер создается что-то типа заменяемой внутренней поверхности или заменяемой области внутренней поверхности камеры для обработки. Удерживающие устройства и соответствующие поверхности в значительной мере являются единственными компонентами транспортного устройства, которые тогда регулярно подвержены воздействию атмосферы в пространстве для обработки. Но они могут быть выполнены без подвижных деталей, так что частицы избыточного распыления, которые осаждаются на соответствующей поверхности и относящемся к ней удерживающем устройстве, не оказывают мешающего воздействия на транспортное устройство.
Является благоприятным, если транспортный элемент является поворачиваемым вокруг оси поворота поворотным элементом.
При этом, прежде всего, оказалось полезным, если поворотный элемент является соотнесенной с пространством для обработки поворотной стенкой с первой стенной поверхностью и противолежащей ей второй стенной поверхностью. В этом случае первая стенная поверхность имеет на себе первое удерживающее устройство, а вторая стенная поверхность несет соответственно второе удерживающее устройство.
Если ось поворота проходит вертикально, возникающие при повороте силы могут быть хорошо управляемыми.
Является благоприятным, если предусмотрено устройство, посредством которого на первую поверхность и/или вторую поверхность транспортного элемента является подводимой сепарационная жидкость для поглощения возникающего в лакировальном пространстве избыточного распыления. Так возникающее избыточное распыление может быть хорошо отведено из пространства для обработки. Кроме того, так может быть уменьшено количество избыточного распыления, которое осаждается на поверхностях и удерживающих устройствах, в результате чего может быть продлен период времени между двумя необходимыми техническими обслуживаниями или осмотрами.
Если транспортный элемент выполнен так, что он в положении, в котором первая или вторая поверхность, по меньшей мере, участками ограничивает пространство для обработки, не герметично уплотняет пространство для обработки, область на соответственно отстоящей от пространства для обработки поверхности транспортного элемента может быть использована в качестве зоны испарения для объектов со свежим лаковым покрытием. Отсасывающие устройства для лакировальной камеры, которые имеются согласно стандарту, проявляют свое действие и в этой области, так что там испарившиеся от объектов компоненты лака оттягиваются мимо транспортного элемента в пространство для обработки.
Является полезным, если, кроме того, предусмотрены транспортные средства, с помощью которых объекты являются подводимыми к удерживающему устройству на соответственно не участками ограничивающей лакировальное пространство поверхности транспортного элемента, или являются снимаемыми с этого удерживающего устройства. Таким образом число тактов установки может поддерживаться соответственно высоким.
При этом является благоприятным, если транспортные средства содержат перемещающий робот для объектов, который расположен, предпочтительно, стационарно.
Далее пример осуществления изобретения поясняется более детально на чертежах. Показано на:
Фиг.1: вид в перспективе лакировальной установки с лакировальной камерой и загрузочно-разгрузочной зоной;
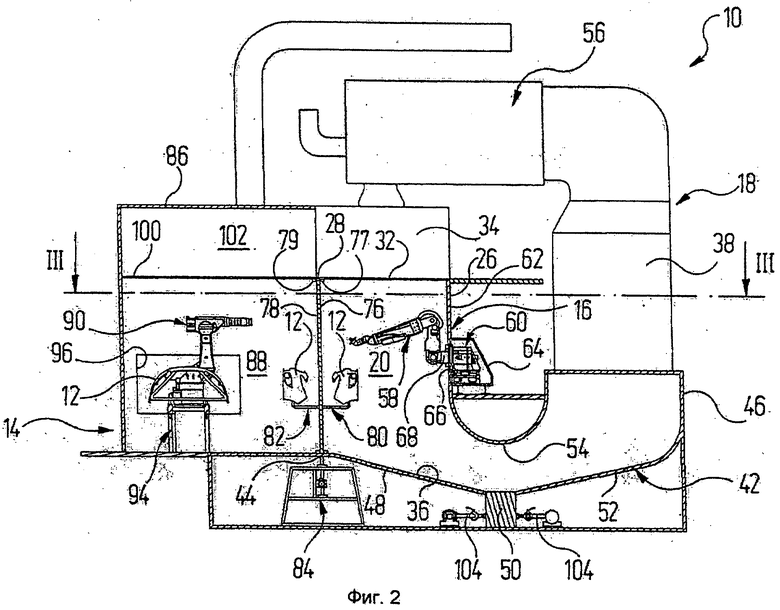
Фиг.2: вертикальный разрез лакировальной установки согласно фиг.1 вдоль линии И-И разреза на фиг.3;
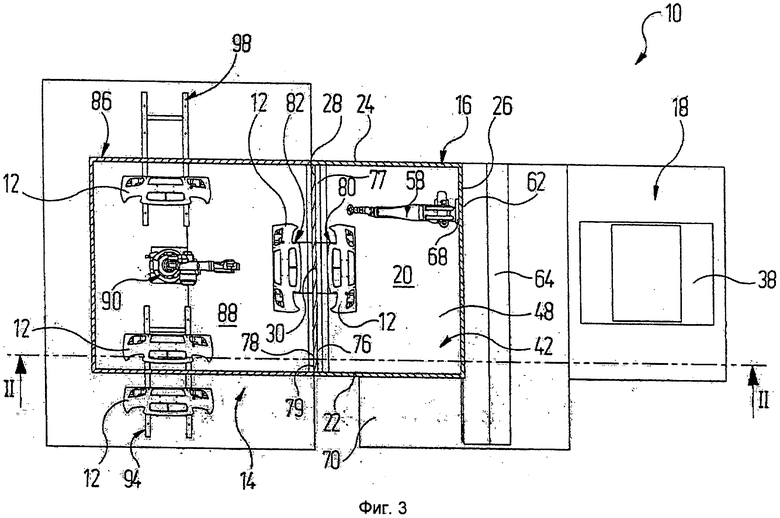
Фиг.3: горизонтальный разрез лакировальной установки согласно фиг.1 вдоль линии Ш-Ш разреза на фиг.2, причем поворачиваемая стенка камеры между лакировальной камерой и загрузочно-разгрузочной зоной показана в первом рабочем положении;
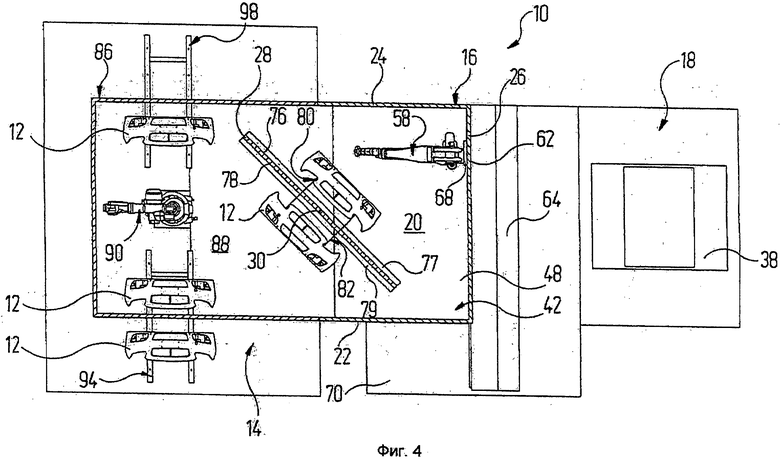
Фиг.4: соответствующий фиг.3 разрез, причем поворачиваемая стенка камеры показана в повернутом относительно ее рабочего положения положении.
На фиг.1-4 под ссылочным обозначением 10 в целом показана установка для лакирования объектов 12, которые в данном примере осуществления в качестве примера представлены в виде бамперов автомобиля. Они были, например, очищены и обезжирены на отдельно не показанных позициях предварительной обработки, которые расположены перед лакировальной установкой 10.
Лакировальная установка 10 содержит загрузочно-разгрузочную зону 14, расположенную около нее лакировальную камеру 16 и сообщающуюся с лакировальной камерой 16 зону очистки, в которой уносимые воздухом камеры частицы избыточного распыления отделяются от воздуха камеры.
Лакировальная камера 16 определяет лакировальное пространство 20, которое с трех сторон ограничивается вертикальными боковыми стенками 22, 24 и проходящей перпендикулярно им и между ними вертикальной стенкой 26 камеры. Напротив стенки 26 камеры расположена служащая в качестве транспортного элемента поворотная стенка 28, которая установлена с возможностью поворота вокруг вертикальной оси 30 поворота. С поворотной стенкой 28 соотнесено первое и второе рабочее положение, что дальше будет рассмотрено еще раз более подробно. В своих рабочих положениях она ограничивает лакировальное пространство 20 на противолежащей стенке 26 камеры стороне лакировальной камеры 16 и отделяет лакировальное пространство 20 пространственно от загрузочно-разгрузочной зоны 14. В данном конструктивном примере поворотная стенка 28 в своих рабочих положениях проходит соответственно параллельно стенке 26 камеры.
В одном отдельно не показанном варианте ось поворота поворотной стенки 28 может также проходить под любым углом к вертикали, и прежде всего, горизонтально.
Когда ниже при пояснении лакировальной установки 10 делается ссылка на поворотную стенку 28, она имеется в виду в одном из ее рабочих положений, если ничего другого не указано.
Лакировальная камера 14 имеет вверху горизонтальное перекрытие 32 камеры, которое обычным образом выполнено в виде нижнего ограничения секции 34 подвода воздуха с фильтрационной декой.
Лакировальное пространство 20 открыто вниз к проточному каналу 36, посредством которого лакировальное пространство 20 соединено с сепарационной областью 38 зоны 18 очистки.
Проточный канал 36 по обе стороны лакировальной установки 10 ограничен вертикальными боковыми стенками 40 канала, из которых одна стенка 40 канала видна только на фиг.1. Стенки 40 канала проходят в соответственно той же плоскости, что и вертикальные боковые стенки 22 и 24 лакировальной камеры 14.
Проточный канал 38 внизу ограничен направляющим воздух днищем 42, которое простирается от нижнего края 44 поворотной стенки 28 в направлении от загрузочно-разгрузочной зоны 14 до вертикальной стенки 46 канала. Направляющее воздух днище 42 содержит первый участок 48 днища, который проходит от нижнего края 44 поворотной стенки 28 с легким уклоном вниз к сборному желобу 50, который, со своей стороны, простирается между боковыми стенками 40 канала перпендикулярно последним. Второй участок 52 днища направляющего воздух днища 42 простирается от сборного желоба 50 с легким уклоном вверх к вертикальной стенке 46 канала.
Напротив направляющего воздух днища 42 проточный канал 36 ограничен изогнутой имеющей в поперечном сечении форму полукруга верхней направляющей воздух стенкой 54, причем наивысшая точка изгиба расположена примерно в середине над сборным желобом 50.
Как было указано выше, проточный канал 36 оканчивается в сепарационной области 38 зоны 18 очистки. В ней уносимые воздухом камеры частицы избыточного распыления отделяются, например, с помощью действующего электростатически сепарационного устройства. Процесс сепарации здесь не представляет особого интереса, поэтому авторы отказываются от более подробных пояснений по этому вопросу.
Воздух, который поступает из секции 36 подвода воздуха, течет через лакировальное пространство 20 вниз к проточному каналу 36 и при этом захватывает избыточное распыление. Проточный канал 36 направляет уже насыщенный частицами избыточного распыления воздух камеры в зону 18 очистки таким образом, что он проходит через сепарационную область 38 в направлении снизу вверх. После этого освобожденный от частиц избыточного распыления воздух камеры попадает затем в расположенную над сепарационной областью 38 область 56 обработки зоны 18 очистки, где он самим по себе известным образом снова доводится до правильной температуры и влажности воздуха. Оттуда очищенный воздух камеры снова направляется в секцию 36 подвода воздуха над лакировальной камерой 16, где он, при необходимости, может смешиваться с неиспользованным свежим воздухом.
В лакировальном пространстве 20 расположен семиосный робот 58 нанесения лакокрасочного покрытия, как он сам по себе известен. Робот 58 нанесения лакокрасочного покрытия установлен на каретке 60, которая на отстоящей от лакировального пространства 20 внешней стороне 62 стенки 26 камеры может перемещаться в корпусе 64 каретки в горизонтальном направлении вдоль стенки 26 камеры. Стенка 26 камеры имеет горизонтальный направляющий шлиц 66. Через него проходит соединительный элемент 68, который соединяет робот 58 нанесения лакокрасочного покрытия с кареткой 60. Направляющий шлиц 66 с обеих сторон стенки 26 камеры уплотнен, например, посредством здесь отдельно не показанных пластинчатых уплотнений, относительно корпуса 64 каретки.
Корпус 64 каретки простирается за пределы вертикальной боковой стенки 22 лакировальной камеры 16 и ведет к площадке 70 техобслуживания. Боковая стенка 22 имеет проем 72 для ворот, который является закрываемым воротами 74, например откидными воротами или шторными воротами. Проем 72 для ворот является настолько большим, что робот 58 нанесения лакокрасочного покрытия может перемещаться через них к площадке 70 техобслуживания за счет того, что каретка 60 соответственно перемещается в корпусе 64 каретки.
Поворотная стенка 28 имеет на своей первой стенной поверхности 76 и на своей противолежащей стенной поверхности 78 в качестве первого или же второго удерживающего устройства для бамперов 12 соответственно первый держатель 80 или же второй держатель 82. В одном здесь отдельно не показанном варианте каждая стенная поверхность 76, 78 поворотной стенки 28 имеет несколько первых держателей 80 или же несколько вторых держателей 82, которые тогда, предпочтительно, расположены соответственно друг над другом и тогда соответственно образуют первое или же второе удерживающее устройство.
Под поворотной стенкой 28 расположен приводной узел 84, с помощью которого поворотная стенка 28 может поворачиваться вокруг своей оси 30 поворота. Так, выборочно, стенная поверхность 76 с первым держателем 80 или стенная поверхность 78 со вторым держателем 82 может быть обращена к лакировальному пространству 20 с роботом 58 нанесения лакокрасочного покрытия, в то время как соответственно другая стенная поверхность 78 или же 76 со своим соответствующим держателем 82 или же 80 обращена к загрузочно-разгрузочной зоне 14. Обе эти ориентации стенных поверхностей 76, 78 с обоими держателями 80 или же 82 определяют упомянутое выше первое и второе рабочее положение поворотной стенки 28. Таким образом, в первом рабочем положении поворотной стенки 28 ее первая стенная поверхность 76 участками ограничивает лакировальное пространство 20, во втором рабочем положении поворотной стенки 28 ее вторая стенная поверхность 78 участками ограничивает лакировальное пространство 20.
В также не показанном здесь варианте поворотная стенка может иметь и больше, чем обе стенные поверхности 76, 78. Если поворотная стенка выполнена, например, как в горизонтальном разрезе равнобедренный треугольник, возможны три стенные поверхности, которые, со своей стороны, также могут иметь один или несколько держателей для бамперов 12. При необходимости, поворотная стенка может предоставить в распоряжение и больше, чем три стенных поверхности с соответствующими держателями.
Вообще говоря, поверхности, которые имеют держатели для бамперов 12, расположены со смещением относительно друг друга в направлении поворота, а именно, таким образом, что в зависимости от положения поворотной стенки каждая из этих поверхностей может, по меньшей мере, участками ограничивать лакировальное пространство 20. В данном конструктивном примере стенные поверхности 76 и 78 расположены соответственно со смещением на 180° относительно друг друга в направлении поворота.
Загрузочно-разгрузочная зона 14 включает в себя корпус 86, который ограничивает перестановочное пространство 88, в котором расположен стационарный перестановочный робот 90, с помощью которого может осуществляться манипулирование и перестановка бамперов 12. Поворотная стенка 28 в одном из своих рабочих положений ограничивает перестановочное пространство 88 в направлении лакировального пространства 20, но герметично не уплотняет оба пространства 88 и 20 относительно друг друга.
Корпус 86 имеет загрузочное отверстие 92, через которое проходит подающий конвейер 94, на котором подлежащие лакированию бамперы 12 могут транспортироваться в перестановочное пространство 88 к роботу 90. Эти бамперы 12 вне корпуса 86 с помощью здесь отдельно не показанной транспортной техники устанавливаются на подающий конвейер 94.
Кроме того, корпус 86 имеет разгрузочное отверстие 96, через которое проходит разгрузочный конвейер 98, на котором лакированные бамперы 12 снова могут транспортироваться из перестановочного пространства 88. Вне корпуса 86 лакированные бамперы с помощью здесь также отдельно не показанной транспортной техники снимаются с разгрузочного конвейера 98 и подаются в следующее место назначения.
Перестановочный робот 90 имеет такие размеры и расположен в перестановочном пространстве таким образом, что он достает до подающего конвейера 94 и разгрузочного конвейера 98, а также в зависимости от рабочего положения поворотной стенки 28 до обращенного к нему держателя 80 или 82 и может соответственно принимать или разгружать бамперы 12.
Перекрытие 100 перестановочного пространства 88 соответствует перекрытию 32 камеры и является воздухопроницаемым. Оно ведет ко второй секции 102 подвода воздуха, через которую в перестановочное пространство 88 подводится свежий воздух. Дальше это будет рассмотрено еще раз более подробно.
По внутренним поверхностям боковых стенок 22, 24 и стенки 26 камеры лакировальной камеры 16 и стенным поверхностям 76 и 78 поворотной стенки 28 течет сепарационная жидкость в значительной степени сплошным слоем. Сепарационная жидкость поглощает часть уносимого воздухом камеры избыточного распыления, когда воздух камеры течет из лакировальной камеры 16 вниз в проточный канал 36.
Как видно на фиг.2-4, стенные поверхности 76 и стенные поверхности 78 на верхнем краю поворотной стенки 28 имеют по одному горизонтальному распределительному желобу 77 и 79. В них может быть соответственно подведена сепарационная жидкость, когда соответствующий распределительный желоб 77 или же 79 расположен в лакировальном пространстве 20. Так, по обращенной к лакировальному пространству 20 стенной поверхности 76 или 78 постоянно течет сепарационная жидкость.
Там насыщенная избыточным распылением сепарационная жидкость течет по первому участку 48 днища направляющего воздух днища 42 в сборный желоб 50. Оттуда сепарационная жидкость с помощью двух насосов 104 может быть подана на процесс очистки и обработки, в котором она самим по себе известным образом освобождается от избыточного распыления лака. Затем сепарационная жидкость в замкнутом цикле может быть снова подведена на соответствующие стенные поверхности.
Далее поясняется принцип действия описанной выше лакировальной установки 10.
В качестве исходной ситуации исходят из того, что оба держателя 80, 82 на поворотной стенке 28 являются пустыми, и поворотная стенка 28 занимает свое второе рабочее положение, в котором вторая стенная поверхность 78 со вторым держателем 82 обращена к лакировальному пространству 20, а первая стенная поверхность 76 с первым держателем 80 обращена к перестановочному пространству 88 и к перестановочному роботу 90.
В течение всего процесса бамперы покоятся на не видимых здесь опорах, которые могут быть захвачены и/или манипулируемы перестановочным роботом 90 и другими транспортными компонентами.
Подающий конвейер 94 из области вне корпуса 86 загружается подлежащими лакированию бамперами 12. Затем они через загрузочное отверстие 92 транспортируются в перестановочное пространство 88 к перестановочному роботу 90. Перестановочный робот 90 снимает ближайший к нему бампер 12 с подающего конвейера 94 и помещает его на сначала пустом первом держателе 80 на поворотной стенке 28. Подающий конвейер 94 дальше управляется таким образом, что следующий бампер 12 на подающем конвейере 94 попадает на перестановочный робот 94.
Поворотная стенка 28 с помощью приводного узла 84 поворачивается на 180° и приводится в ее первое рабочее положение, в котором ее стенная поверхность 76 с первым держателем 80 обращена к лакировальному пространству 20. Это первое рабочее положение поворотной стенки 28 показано на фиг.2 и 3. Как робот 58 нанесения лакокрасочного покрытия в лакировальном пространстве 20, так и перестановочный робот 90 в перестановочном пространстве 88 перед этим соответственно приводятся в свое безопасное положение, так что поворотная стенка 28 во время своего движения не может прикасаться ни к одному из роботов 58 или 90.
Теперь бампер 12 на первом держателе 80 лакируется, для чего соответствующим образом управляется робот 58 нанесения лакокрасочного покрытия.
Во время процесса лакирования перестановочный робот 90 принимает следующий бампер 12 с подающего конвейера 90 и располагает его на втором держателе 82 на стенной поверхности 78 поворотной стенки 28.
Образующееся при лакировании избыточное распыление, как описано выше, захватывается текущим через лакировальное пространство 20 воздухом камеры и стекающей по внутренним поверхностям лакировальной камеры 16 сепарационной жидкостью, и в дальнейшем прохождении собирается и сепарируется.
Когда на бампер 12 на первом держателе 80 полностью нанесено лаковое покрытие, роботы 58 и 90 снова приводятся в их безопасное положение, и поворотная стенка 28 с помощью приводного узла 84 снова поворачивается на 180° вокруг своей оси 30 поворота, так что она теперь занимает свое второе рабочее положение. На фиг.4 поворотная стенка 28 показана в положении между первым и вторым рабочим положением во время процесса поворота.
Бамперы 12 с только что нанесенным лаковым покрытием на первом держателе 80 теперь находятся в перестановочном пространстве 88, в то время как второй держатель 82 поворотной стенки 28 несет соответствующий, еще не имеющий лакового покрытия бампер 12 в лакировальном пространстве 20.
Там теперь на этот бампер 12 на втором держателе 82 наносится лаковое покрытие. Тем временем перестановочный робот 90 снимает бампер 12 с уже нанесенным лаковым покрытием с первого держателя 80 и ставит его на разгрузочный конвейер 98. Он транспортирует лакированный бампер 12 через разгрузочное отверстие 96 в корпусе 86 из перестановочного пространства 88.
Затем - все еще в ходе процесса лакирования - перестановочный робот 90 берет следующий бампер 12 с подводящего конвейера 94 и располагает его на первом держателе 80 на стенной поверхности 76 поворотной стенки 28.
После завершения лакирования поворотная стенка 28 снова поворачивается в свое первое рабочее положение, и весь процесс с лакированием еще не лакированного бампера 12, перестановкой лакированного бампера 12 на разгрузочный конвейер 98 и перестановкой нелакированного бампера 12 с подводящего конвейера 94 повторяется.
Поворотная стенка 28 не должна поворачиваться в соответственно одном и том же направлении вращения, так что после двух поворотов она свершит оборот на 360°. Вместо этого поворотная стенка 28 также может быть один раз отклонена на 180° в одном направлении, а затем снова на 180° обратно в противоположном направлении. В этой связи понятия «поворачивать» и «отклонять» следует понимать как функционально тождественные.
Перестановочное пространство 88 одновременно служит в качестве зоны испарения для лакированных бамперов 12. По этой причине в перестановочное пространство 88, с одной стороны, подается свежий воздух из второй секции 102 повода воздуха через воздухопроницаемое перекрытие 100, а с другой стороны, перестановочное пространство 88 и лакировальное пространство 20 поворотной стенкой 28 в ее рабочих положениях являются не герметично отделенными друг от друга. Текущим вдоль поворотной стенки 28 воздухом камеры в лакировальной камере 16 производится всасывающее действие, которого достаточно для того, чтобы воздух в области бамперов 12 со свежим лаковым покрытием в перестановочном пространстве 88, который насыщен происходящими от соответственно бампера 12 со свежим лаковым покрытием продуктами испарения, затягивать в лакировальное пространство 20. Там этот воздух испарения отводится воздухом камеры.
В поясненной выше конструкции лакировальной установки 10 в лакировальном пространстве 20 не находится никаких подвижных деталей транспортной техники для транспортировки подлежащих лакированию бамперов 12 или бамперов 12 со свежим лаковым покрытием. Если робот 58 нанесения лакокрасочного покрытия требует техобслуживания, он может быть просто выведен из лакировального пространства 20 через его проема 72 для ворот, так что он вне лакировальной камеры 16 посредством платформы 70 для обслуживания является хорошо доступным для обслуживающего персонала.

Изобретение относится к установке для обработки поверхности, прежде всего для лакирования, объектов, прежде всего кузовных деталей. В установке для обработки поверхностей транспортное устройство содержит транспортный элемент, посредством которого обеспечена первая поверхность с первым удерживающим устройством по меньшей мере для одного объекта, и по меньшей мере вторая поверхность со вторым удерживающим устройством по меньшей мере для одного объекта. Первая и вторая поверхность расположены таким образом, что в зависимости от положения транспортного элемента первая или вторая поверхность по меньшей мере участками ограничивает пространство для обработки. Техническим результатом изобретения является уменьшение количества избыточного распыления, в результате чего обеспечивается возможность продления периода времени между двумя необходимыми техническими обслуживаниями или осмотрами. 8 з.п. ф-лы, 4 ил.
1. Установка для обработки поверхностей, прежде всего для лакирования, объектов, прежде всего кузовных деталей, содержащая:
а) камеру (16) для обработки, которая задает пространство (20) для обработки;
б) транспортное устройство (28, 84), посредством которого объекты (12) являются транспортируемыми в пространство (20) для обработки и снова из него,
отличающаяся тем, что
в) транспортное устройство (28, 84) содержит транспортный элемент (28), посредством которого обеспечена первая поверхность (76) с первым удерживающим устройством (80) по меньшей мере для одного объекта (12), и по меньшей мере вторая поверхность (78) со вторым удерживающим устройством (82) по меньшей мере для одного объекта (12),
причем
г) первая и вторая поверхность (76, 78) расположены таким образом, что в зависимости от положения транспортного элемента (28) первая или вторая поверхность (76, 78) по меньшей мере, участками ограничивает пространство (20) для обработки.
2. Установка по п.1, отличающаяся тем, что транспортный элемент (28) является поворачиваемым вокруг оси (30) поворота поворотным элементом (28).
3. Установка по п.2, отличающаяся тем, что поворотный элемент (28) является соотнесенной с пространством (20) для обработки поворотной стенкой (28) с первой стенной поверхностью (76) и противолежащей ей второй стенной поверхностью (78).
4. Установка по п.2 или 3, отличающаяся тем, что ось (30) поворота проходит вертикально.
5. Установка по одному из пп.1-3, отличающаяся тем, что предусмотрено устройство (77, 79), посредством которого на первую поверхность (76) и/или на вторую поверхность (78) транспортного элемента (28) является подводимой сепарационная жидкость для поглощения возникающего в лакировальном пространстве избыточного распыления.
6. Установка по одному из пп.1-3, отличающаяся тем, что транспортный элемент (28) в положении, в котором первая или вторая поверхность (76, 78) по меньшей мере участками ограничивает пространство (20) для обработки, не герметично уплотняет пространство (20) для обработки.
7. Установка по одному из пп.1-3, отличающаяся тем, что предусмотрены транспортные средства (90), с помощью которых объекты (12) являются подводимыми на удерживающее устройство (80, 82) на соответственно не участками ограничивающей лакировальное пространство (20) поверхности (76, 78) транспортного элемента (28) или снимаемыми с этого удерживающего устройства (80, 82).
8. Установка по п.7, отличающаяся тем, что транспортные средства (90) включают в себя перестановочный робот (90) для объектов (12).
9. Установка по п.8, отличающаяся тем, что перестановочный робот (90) расположен стационарно.
.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| WO 00/41817 A1, 20.07.2000 | |||
| DE 19630290 A1, 29.01.1998 | |||
| US 6186273 B1, 13.02.2001 | |||
| DE 19630290 A1, 29.01.1998 | |||
| JP 10071353 A, 17.03.1998 | |||
| Дутьевая головка | 1979 |
|
SU827429A1 |
| EP 1334776 B1, 22.03.2006 | |||
| WO 1996040444 A1, 19.12.1996 | |||
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТИ | 2003 |
|
RU2325957C2 |
| ГЕРМЕТИЧНАЯ КАМЕРА И УСТАНОВКА (ВАРИАНТЫ) ДЛЯ ПОКРЫТИЯ ЖИДКИМ ПОКРЫВАЮЩИМ ПРОДУКТОМ ИЗДЕЛИЙ | 1991 |
|
RU2098196C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2116234C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ | 2005 |
|
RU2350463C2 |
| УСТРОЙСТВО И СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2003 |
|
RU2316398C2 |

