Изобретение касается установки для нанесения покрытия, в частности для лакирования кузовов автомобилей согласно независимому пункту 1 формулы изобретения, а также способа ее эксплуатации в соответствии со вторым независимым пунктом 40 формулы изобретения.
Современные лакировальные установки для серийного лакирования конструктивных элементов, например кузовов автомобилей и навесных деталей, содержат, как правило, одну или несколько лакировальных линий, в которых поочередно выполняются отдельные этапы лакирования или обработки. С этой целью снабжаемые покрытием конструктивные элементы транспортируются через лакировальную установку и отдельные обрабатывающие секции. Такого рода лакировальные установки работают в большинстве случаев в пропускном режиме (англ.: "Line Tracking"), при котором подлежащие лакированию конструктивные элементы непрерывно транспортируются вдоль лакировальной линии и тракта транспортировки через отдельные обрабатывающие секции. Однако известны также такого рода лакировальные линии, которые работают в тактовом режиме ("Stop and Go"), при котором снабжаемые покрытием конструктивные элементы тактовым образом транспортируются вдоль лакировальной линии. В обоих случаях производительность лакировальной установки в существенной мере ограничивается скоростью движения транспортера или временным интервалом между тактами для поочередно следующих конструктивных элементов.
Желаемая емкость лакировальной установки определяет также количество необходимых для этого распылителей и, таким образом, также количество необходимых лакировальных роботов или машин. Количество необходимых лакировальных роботов или машин оказывает влияние, в свою очередь, на длину отдельных зон лакирования и, следовательно, длину всей лакировальной линии в целом.
По мере возрастания скорости движения конвейера и соответственно тактовой скорости возникает необходимость в соответственно большем количестве использующихся лакировальных роботов с целью достижения желаемого результата лакирования. Увеличение количества лакировальных роботов влечет за собой уменьшение доли активного времени лакирования, в результате чего снижается эффективность отдельных лакировальных роботов. Так, соотношение между активной длительностью полезного использования и вспомогательным временем (временем простоя) постоянно ухудшается с увеличением скорости движения конвейера или тактовой частоты. Кроме того, увеличение количества лакировальных роботов и, следовательно, также распылителей ведет к значительным потерям краски применительно к одной процедуре замены краски в отношении конструктивного элемента, на которое должно быть нанесено покрытие, что связано с дальнейшим ухудшением эффективности.
Следующий недостаток работающих в тактовом режиме лакировальных установок заключается в том факте, что длительность такта общей лакировальной линии должна быть ориентирована на модель транспортного средства, требующую наибольшее количество лака. Если, например, в одной лакировальной линии должно осуществляться лакирование как лимузинов модели «люкс» с повышенным потребным количеством лака, так и простых легковых автомобилей, требующих меньшего расхода лака, то лимузины модели «люкс» вследствие своей высокой потребности в расходуемом лаке ограничивают максимально возможную тактовую частоту, в результате чего замедляется весь процесс лакирования в целом.
Проблематичным для описанных выше известных лакировальных установок является также раздельное обеспечение красками, поскольку все места отбора должны быть подсоединены, что дорого и затруднительно.
По этой причине задачей изобретения является создание соответствующим образом улучшенной лакировальной установки.
Эта задача решается за счет использования соответствующей изобретению установки для нанесения покрытия и соответствующего способа эксплуатации в соответствии с независимыми пунктами 1 и 41 формулы изобретения.
В основу изобретения положена общая техническая идея о том, что ведущий через установку для нанесения покрытий линейный тракт транспортировки разветвляется на несколько параллельных ветвей, в каждой из которых расположена, по меньшей мере, одна из обрабатывающих секций.
Использующийся в рамках изобретения термин «обрабатывающая секция» следует понимать в целом, и он касается, например, лакировальных станций или кабин, в которых объекты, на которые должно быть нанесено покрытие (например, кузова автомобилей), покрываются средством, например заполнителем, базисным лаком или прозрачным лаком. Кроме того, использующееся в рамках изобретения понятие обрабатывающей секции охватывает также секции сушки, в которых обработанные объекты подвергаются сушке после завершения процесса нанесения покрытия, что может производиться, например, облучением или с помощью сушки в плазменной печи. Кроме того, понятие «обрабатывающая секция» включает также такие обрабатывающие секции, в которых производится чистка, обезжиривание, промывка, пассивирование, демаскирование, контроль или ремонт или в которых осуществляется уплотнение швов.
Использующееся в рамках изобретение понятие снабжаемого покрытием объекта следует также понимать в целом, не ограничиваясь при этом кузовами автомобилей, частями кузовов автомобилей или их навесными конструктивными элементами. Более того, изобретение пригодно для нанесения покрытий на другие снабжаемые покрытием объекты, которые известны из уровня техники и по этой причине не подлежат более подробному описанию.
Кроме того, используемое в рамках изобретения понятие параллельных ветвей пути (тракта) транспортировки не ограничено точным геометрическим значением, при котором отдельные ветви в геометрическом смысле ориентированы параллельно друг другу. Более того, это понятие означает исключительно то, что обеспечивается возможность параллельной обработки снабжаемых покрытием объектов в отдельных ветвях пути транспортировки.
Отдельные ветви пути транспортировки по этой причине могут, например, по существу радиально ответвляться от центральной точки разветвления тракта транспортировки. При этом, с одной стороны, существует возможность того, что снабжаемые покрытием объекты подводятся через центральную точку разветвления, а затем распределяются по отдельным радиальным ветвям тракта транспортировки. В качестве альтернативы существует, однако, также возможность того, что снабжаемые покрытием объекты поступают через отдельные радиальные ветви тракта транспортировки к точке разветвления и оттуда направляются далее. При этом в отдельных радиальных ветвях тракта транспортировки может быть расположено любое количество обрабатывающих секций, например 3 или 8 обрабатывающих секций.
При этом управление может осуществляться выборочно в соответствии с так называемым «Push-принципом» (принципом организации производства строго по плану выпуска продукции) или соответственно с «Pull-принципом» (принципом организации производства в зависимости от потребностей следующего технологического участка). В случае «Push-принципа» отдельные лакировальные боксы или соответствующие децентрализованные модули управления запрашивают у центрального блока управления информацию о желаемом снабжаемом покрытием объекте. При использовании «Pull-принципа» центральный блок управления рассчитывает, напротив, каким образом отдельные снабжаемые покрытием объекты с учетом заранее заданных целей оптимизации могут быть оптимально распределены по различным лакировальным боксам, после чего обеспечивает подвод снабжаемых покрытием объектов к тем или иным лакировальным боксам.
Распределение снабжаемых покрытием объектов по различным параллельным ветвям тракта транспортировки осуществляется в зависимости от параметра, определяющего процесс лакирования.
Определяющие процесс нанесения покрытия параметры рассмотрены в связи со способом согласно изобретению.
В одном предпочтительном примере выполнения изобретения в расположенной на стороне входа позиции разветвления тракта транспортировки расположена стрелка, через которую снабжаемые покрытием объекты целевым образом могут подводиться к одной из параллельных ветвей. Это обеспечивает возможность предпочтительного распределения отдельных снабжаемых покрытием объектов по различным ветвям.
Предпочтительно параллельные ветви тракта транспортировки на стороне выхода вновь сходятся в один - единственный тракт транспортировки, по которому транспортируются все снабжаемые покрытием объекты, которые предварительно были обработаны в различных параллельных ветвях тракта транспортировки.
Кроме того, в параллельных ветвях тракта транспортировки расположено предпочтительно по одной секции для нанесения покрытия, в которой на снабжаемые покрытием объекты наносится средство-покрытие. За счет этого предпочтительным образом повышается гибкость всей установки для нанесения покрытия в целом, поскольку, например, лакировка кузовов транспортных средств, требующих большого расхода лака, может производиться в одной ветви, в отличие от чего требующие небольшого расхода лака кузова транспортных средств лакируются в другой ветви тракта транспортировки. При этом относительно высокая длительность обработки кузовов транспортных средств, требующих большого расхода лака, не приводит к замедлению общего процесса лакирования, поскольку лакирование требующих небольшого количества лака кузовов транспортных средств может производиться с независимой длительностью такта или скоростью движения транспортера.
Кроме того, в каждой из параллельных ветвей тракта транспортировки одна за другой располагаются несколько обрабатывающих секций, например, лакировальная секция и одна или несколько секций выпаривания.
При этом в одном варианте в параллельных ветвях тракта транспортировки расположено одинаковое количество обрабатывающих секций. Это целесообразно в том случае, если в параллельных ветвях протекают по существу те же процессы лакирования, которые различаются исключительно использующейся в каждом случае краской.
В случае другого варианта в параллельных ветвях тракта транспортировки расположено, однако, различное количество обрабатывающих секций. Это целесообразно в том случае, если в различных ветвях должны протекать различные процессы лакирования, которые соответствующим образом требуют различного количества обрабатывающих секций.
В одном примере выполнения соответствующей изобретению установки для нанесения покрытия, по меньшей мере, в одной из параллельных ветвей тракта транспортировки в направлении транспортировки поочередно располагаются одна расположенная на стороне входа испарительная секция, одна расположенная на стороне выхода испарительная секция и одна, расположенная между ними, секция для нанесения покрытия.
При эксплуатации этой установки для нанесения покрытия два снабжаемых покрытием объекта поочередно транспортируются в соответствующую ветвь тракта транспортировки, в результате чего расположенный на стороне выхода снабжаемый покрытием объект располагается в центральной секции для нанесения покрытия, в то время как расположенный на стороне входа снабжаемый покрытием объект находится в расположенной на стороне входа испарительной секции. В завершение, на находящийся в секции для нанесения покрытия снабжаемый покрытием объект наносится покрытие.
Затем, после завершения этого процесса нанесения покрытия, оба снабжаемых покрытием объекта вместе транспортируются вокруг обрабатывающей секции в направлении выхода, так что снабженный ранее покрытием объект находится в расположенной на стороне выхода испарительной секции, в то время как находившийся прежде в позиции ожидания в расположенной на стороне входа испарительной секции снабжаемый покрытием объект теперь транспортируется в среднюю секцию для нанесения покрытия. В завершение в секции для нанесения покрытия производится нанесение покрытия также и на второй снабжаемый покрытием объект, в то время как уже снабженный покрытием объект подвергается сушке в расположенной на стороне выхода испарительной секции.
После завершения этого второго процесса нанесения покрытия оба объекта на стороне выхода вновь транспортируются далее вокруг обрабатывающей секции, в результате чего первый, снабжаемый покрытием объект вновь находится в секции для нанесения покрытия, в то время как ранее снабженный покрытием в центральной секции нанесения покрытия объект теперь находится в расположенной на стороне входа испарительной секции. В этом положении производится сушка второго снабжаемого покрытием объекта в расположенной на стороне входа испарительной секции, в то время как первый снабжаемый покрытием объект вновь снабжается покрытием в центральной секции нанесения покрытия.
После завершения этого процесса нанесения покрытия оба снабжаемых покрытием объекта затем совместно транспортируются вокруг обрабатывающей секции в направлении выхода, так что первый снабжаемый покрытием объект находится в расположенной на стороне выхода испарительной секции, в то время как высушенный до этого в расположенной на стороне входа испарительной секции снабжаемый покрытием объект транспортируется в центральную секцию нанесения покрытия. В завершение второй снабжаемый покрытием объект повторно окрашивается, в то время как первый снабжаемый покрытием объект подвергается сушке в расположенной на стороне выхода испарительной секции.
Таким образом, в каждой ветви тракта транспортировки можно осуществлять чередующиеся нанесение покрытия и сушку двух снабжаемых покрытием объектов, что способствует достижению высокой эффективности установки для нанесения покрытия. По этой причине тракт транспортировки обеспечивает возможность транспортировки снабжаемых покрытиями объектов в двух направлениях, по меньшей мере, в одной параллельной ветви.
Кроме того, следует упомянуть, что тракт транспортировки может выборочно функционировать в режиме чередующейся транспортировки, который называют также режимом сквозного прохождения ("Line Tracking") или также тактовым режимом ("Stop and Go"), что по себе известно из уровня техники и по этой причине не нуждается в дальнейшем описании.
Кроме того, в рамках изобретения существует возможность того, что тракт транспортировки транспортирует отдельные снабжаемые покрытием объекты с единой скоростью транспортировки или с различной скоростью транспортировки, в результате чего существенно повышается гибкость соответствующей изобретению установки для нанесения покрытия. Например, скорость транспортировки в параллельных ветвях тракта транспортировки может быть взаимонезависимой, так что в одной ветви сложные снабжаемые покрытием объекты транспортируются с малой скоростью транспортировки, в то время как в другой ветви тракта транспортировки несложные снабжаемые покрытием объекты транспортируются с высокой скоростью транспортировки. Кроме того, дополнительно возникает возможность того, что скорость транспортировки отдельных, снабжаемых покрытием объектов является полностью взаимонезависимой, что справедливо также для участка внутри ветви или перед ответвлением. Таким образом, существует, например, возможность того, что скорость транспортировки в одном - едином тракте транспортировки варьируется для различных снабжаемых покрытием объектов с целью возможности закрывания или оставления пробелов между следующими друг за другом снабжаемыми покрытием объектами. Кроме того, длительность такта или скорость транспортировки могут согласовываться также с потребным расходом лака для того или иного снабжаемого покрытием объекта. Далее, длительность такта или скорость транспортировки могут варьироваться также в зависимости от модели, типа лака, тона краски, изготовителя лака, желаемого качества лакирования и определенных качественных признаков. Таким образом, изобретение обеспечивает возможность оптимального использования длительности такта для одного этапа процесса, в результате чего может быть повышена производительность лакировальной установки.
В одном предпочтительном примере выполнения изобретения предусмотрено, кроме того, что между двумя соседними параллельными ветвями тракта транспортировки расположен, по меньшей мере, один робот, который обслуживает обрабатывающие секции в обеих соседних ветвях. С одной стороны, за счет этого может быть сокращено количество необходимых роботов, поскольку один робот обслуживает не одну - единственную секцию обработки, а обе соседние обрабатывающие секции в обеих, граничащих друг с другом параллельных ветвях. С другой стороны, тем самым повышается производительность отдельных роботов, поскольку происходит улучшение соотношения активной длительности использования и неактивного времени простоя.
Кроме того, в рамках изобретения предусмотрена возможность того, что в различных параллельных ветвях тракта транспортировки расположены различные секции для нанесения покрытия, как это описано ниже.
Например, в одной ветви тракта транспортировки может быть расположена секция нанесения мокрого лака, в то время как в другой ветви тракта транспортировки располагается секция нанесения порошкового лака. Таким образом, в одной-единственной лакировальной линии могут сочетаться как мокрый лак, так и порошковый лак.
Кроме того, при этом существует возможность расположения в одной ветви такта транспортировки секции нанесения монохроматического покрытия, которая без смены краски апплицирует исключительно подлежащее нанесению покрытие наиболее часто востребуемого цвета ("High-Runner"), в то время как в другой ветви тракта транспортировки расположена секция нанесения мультихроматического покрытия, которая осуществляет аппликацию покрытия с различными цветами. Секция нанесения монохроматического покрытия может апплицировать желаемые цвета без потерь краски при ее замене и потери времени на замену краски, причем в настоящее время в Европе речь идет о серебристом цвете, а в Азии - о белом. Несмотря на это та же лакировальная линия при этом обеспечивает возможность аппликации других красок в других ветвях тракта транспортировки.
Кроме того, в рамках изобретения существует возможность того, что в одной ветви тракта транспортировки расположена одна активная секция для нанесения покрытия, предназначенная для работы в нормальном режиме, в то время как в одной ветви тракта транспортировки находится неактивная секция для нанесения покрытия для работы в резервном режиме. Предусмотренная для работы в резервном режиме секция для нанесения покрытия позволяет, например, при выходе из строя активной секции для нанесения покрытия поддерживать на прежнем уровне производительность лакирования всей установки для нанесения покрытия, поскольку неактивная секция для нанесения покрытия встает на место вышедшей из строя секции для нанесения покрытия. Кроме того, неактивная секция для нанесения покрытия может также использоваться для проведения испытаний нанесения лака в условиях крупносерийного производства с целью испытания новых лаков и систем лаков. Следующая возможность использования неактивной секции для нанесения покрытия заключается в использовании так называемой "Teach"-кабины, в которой может производиться перепрограммирование роботов. Кроме того, существует возможность оптимизации программ по нанесению лакового покрытия в неактивной секции для нанесения покрытия на протяжении длительного промежутка времени, достигающего нескольких лет, с целью последующей передачи оптимизированной программы нанесения лакового покрытия на другие секции для нанесения покрытия.
Кроме того, в рамках изобретения существует возможность того, что в одной ветви тракта транспортировки расположена секция для нанесения покрытия для кузовов автомобилей, в то время как в другой ветви тракта транспортировки располагается загрузочная секция для навесных деталей (например, бамперов). Это обеспечивает предпочтительную оптимизацию отдельных секций для нанесения покрытия применительно к требованиям того или иного снабжаемого покрытием объекта.
В случае другого варианта изобретения в отдельных ветвях тракта транспортировки расположено по одной секции для нанесения монохроматического покрытия, которая по мере надобности лишь апплицирует подлежащее нанесению средство определенным цветом, причем этим секциям для нанесения монохроматического покрытия придано по одной ресайклинговой установке, которая лишь утилизирует подлежащее нанесению средство из соответствующей секции для нанесения монохроматического покрытия. Во-первых, эта утилизация обеспечивает то преимущество, что добытое, подлежащее нанесению средство вследствие своего монохроматического состава хорошо пригодно для повторного применения. С другой стороны, при этом вопреки секциям для нанесения монохроматического покрытия возможна аппликация различных цветов, в то время как снабжаемые покрытием объекты распределяются по различным ветвям тракта транспортировки, в которых расположены секции для нанесения покрытия с желаемым цветом.
В одном примере выполнения изобретения, по меньшей мере, одна секция для нанесения покрытия содержит два лакировальных робота для прозрачного лака и два лакировальных робота для базисного лака, которые могут также использоваться в качестве манипуляционных роботов. При аппликации базисного лака лакировальный робот для прозрачного лака для аппликации лака не требуется и служит в этом случае в качестве манипуляционного робота, например, для открывания дверей и капотов кузовов автомобилей. При аппликации прозрачного лака, напротив, отпадает необходимость в лакировальном роботе для базисного лака, который в этом случае может использоваться в качестве манипуляционного робота, чтобы таким же образом открывать дверцы и капоты лакированного кузова автомобиля.
Предпочтительным образом на тракте транспортировки перед ответвлением расположен центральный пункт считывания, предназначенный для идентификации входящих снабжаемых покрытием объектов и управления последующими секциями обработки, а также распределения по различным параллельным ветвям. Если центральный пункт считывания распознает, например, что на тракт транспортировки входит кузов автомобиля, лакировка которого должна осуществляться наиболее часто желаемой краской ("High-Runner"), то в этом случае этот кузов автомобиля может целенаправленно направляться в ветвь тракта транспортировки, которая снабжена секциями для лакирования по принципу "High-Runner". При этом центральный пункт считывания передает данные о поступающих снабжаемых покрытием объектах на центральную систему управления лакированием или на подчиненные обрабатывающие секции в параллельных ветвях тракта транспортировки. Эта центральная система управления лакированием в предпочтительном случае позволяет отказаться от дополнительных пунктов считывания в отдельных параллельных ветвях тракта транспортировки.
Таким образом, управление работой соответствующей изобретению установки для нанесения покрытия осуществляется предпочтительно центральной системой управления лакирования. При этом возможно чисто центральное исполнение, при котором один центральный процессор соединен со всеми компонентами (например, лакировальными боксами, испарительными секциями, транспортерами и т.п.) и управляет их работой. Альтернативно возможно также размещение нескольких децентрализованных модулей управления, которые приданы отдельным обрабатывающим секциям, причем децентрализованные модули управления централизованно координируются центральной системой управления. Функция центрального блока управления при этом может приниматься одним из децентрализованных модулей управления.
Кроме того, в рамках изобретения предусмотрена возможность того, что обрабатывающие секции в параллельных ветвях тракта транспортировки имеют различные климатические условия. Так, оптимальные климатические условия отличаются друг от друга по температуре, влажности и скорости опускания потока воздуха в зависимости от используемых систем лаков (грунтовка, базисный лак или прозрачный лак), типу распылителей (воздушный распылитель, электростатический распылитель или распылитель с высокой скоростью вращения) и цветовому тону. Различные климатические условия в параллельных ветвях тракта транспортировки обеспечивают при этом оптимальное согласование климатических условий с соответствующими индивидуальными требованиями.
Следующее преимущество соответствующей изобретению установки для нанесения покрытия заключается в возможности стандартизации производственной техники, в частности, отдельные обрабатывающие секции выполнены в качестве стандартизированных модулей. Таким образом, создается возможность изготовления установки для нанесения покрытия тем или иным изготовителем, после чего установка может быть осмотрена, протестирована и принята клиентом. Ввод в эксплуатацию осуществляется при этом, следовательно, не непосредственно на территории клиента, а уже у изготовителя установки, что позволяет значительно упростить последующий ввод в эксплуатацию.
Различные обрабатывающие секции имеют по этой причине предпочтительно единые внешние габариты и/или одинаковые присоединительные элементы для сжатого воздуха, наносимого покрытия, промывочного средства, разъемы кабелей для передачи данных, патрубки для отвода и подвода воздуха, а также их согласование с кабиной и/или электропитанием, так что отдельные обрабатывающие секции могут быть несложным образом заменены другими обрабатывающими секциями.
Кроме того, в рамках изобретения предусмотрена возможность того, что тракт транспортировки вдоль линии лакирования разделяется не только на несколько параллельных ветвей, но и на расположенных многократно одна за другой.
Предпочтительно на тракте транспортировки в направлении транспортировки после загрузочной секции расположена сушильная секция, в частности плазменная сушильная секция, или устройство отверждения облучением, что, впрочем, возможно также при трактах транспортировки без ответвлений.
Далее, в рамках изобретения предусмотрена возможность того, что обрабатывающие секции в различных параллельных ветвях тракта транспортировки имеют различные степени взрывозащиты и/или пожарной защиты. Так, например, используемые в настоящее время серебристые лаки и другие лаки содержат незначительное количество растворителя и по этой причине являются в меньшей мере пожаро- или взрывоопасными. Если теперь в одной ветви тракта транспортировки апплицируется только один такой лак (например, серебристый лак) с незначительной пожаро- и взрывоопасностью, то в этом случае для соответствующей секции для нанесения покрытия расходы на пожарную защиту и взрывозащиту меньше, чем в других ветвях тракта транспортировки, в которых апплицируются различные краски, которые содержат также более высокую долю растворителя и по этой причине являются более пожаро- и взрывоопасными. В экстремальном случае в одной ветви тракта транспортировки можно вообще полностью отказаться от защиты от взрыво- и пожарозащиты, если в этой ветви апплицируются только лаки, которые содержат столь незначительное количество растворителя, что отсутствует опасность пожара или взрыва.
Предпочтительным образом отдельные секции для нанесения покрытия выполнены в качестве по существу закрытых кабин, каждая из которых содержит вход в кабину и выход из кабины, причем вход в кабину и/или выход из кабины может запираться воротами, в частности роликовыми воротами. При этом в предпочтительном случае ворота препятствуют несанкционированному проникновению человека через тракт транспортировки в лакировальную кабину. Кроме того, ворота позволяют обеспечить лучший воздухообмен в кабине, в результате чего повышается качество лакировки.
Предпочтительно ворота, ведущие к лакировальным кабинам, защищены запирающим устройством, причем запирающее устройство может обслуживаться ключом, PIN-кодом, нажатием пальца или кодовой картой.
Кроме того, в рамках изобретения существует возможность раздельного обеспечения подлежащими нанесению покрытиями для водяного лака, с одной стороны, и лака на базе растворителя, с другой стороны, причем обе раздельных линии для подачи снабжаемого покрытием могут запитывать один и тот же робот или различные лакировальные роботы.
В предпочтительном примере выполнения изобретения устройство для нанесения покрытия содержит одну кольцевую линию или одну линию подачи специальной краски (при необходимости с техникой «саламандры»), которая запитывает отдельные обрабатывающие секции (например, лакировальные кабины) средством для нанесения покрытия или иной текучей средой, причем обрабатывающие секции расположены в ряд одна за другой или рядом друг с другом, что само по себе известно из уровня техники. Изобретение предусматривает, однако, новый тип прокладки кольцевой линии, при которой входная линия и отводящая линия кольцевой линии проходит по существу прямолинейно вдоль ряда обрабатывающих секций. Таким образом, подводящая линия и отводящая линия кольцевой линии проходят при этом параллельно друг другу, что обеспечивает возможность уменьшения длины труб и расхода лака в цепи циркуляции и снижает инвестиционные расходы, равно как и привязку к специальным краскам.
При этом кольцевая линия содержит в отдельных обрабатывающих секциях по одному выходу энергетической цепи, к которому может быть подключена энергетическая цепь (получившая также название волочащегося кабеля) для снабжения устройств в других обрабатывающих секциях средством для нанесения покрытия или прочей текучей средой, что само по себе известно из заявки DE 3927880 А1 и ЕР 0842706 А2, так что содержание этих заявок на патент можно в полной мере причислить к приведенному описанию выполнения выхода энергетической цепи. При этом новым является, однако, то, что выход энергетической цепи расположен в центре отдельных обрабатывающих секций, а именно относительно ряда обрабатывающий секций и/или относительно отдельных обрабатывающих секций.
Использующееся в рамках изобретения понятие кольцевой линии следует понимать в целом, и оно охватывает, например, однотрубные системы, двухтрубные системы и трехтрубные системы, которые известны, например, из публикации Павла Свейды «Процессы и способы аппликации», издательство Vincentz 2003, ISBN 3-87870-741-Х, стр.107-111, так что содержание этого издания можно причислить к приведенному описанию в части конструкции систем кольцевых линий. Кроме того, системы кольцевых линий известны также из документа ЕР 1369182 B1, так что также и содержимое этой публикации можно в полном объеме причислить к приведенному описанию относительно конструкции системы кольцевых линий.
В одном примере выполнения изобретения входная линия кольцевой линии, напротив, проходит в форме меандра вдоль ряда обрабатывающих секций и вокруг отдельных обрабатывающих секций, в то время как отводящая линия проходит по существу прямолинейно вдоль этого ряда обрабатывающих секций.
В следующем примере выполнения изобретения входная линия кольцевой линии проходит, напротив, по существу прямолинейно вдоль ряда обрабатывающих секций, в то время как отводящая линия кольцевой линии проходит в форме меандра вдоль этого ряда обрабатывающих секций и вокруг отдельных обрабатывающих секций.
В одном варианте выполнения имеющая форму меандра входная линия или соответственно отводящая линия образует между непосредственно соседними обрабатывающими секциями по одной петле, в результате чего имеющая форму меандра входная линия или соответственно отводящая линия проходит каждый раз на одной стороне ряда обрабатывающих секций без смены стороны.
В другом варианте изобретения имеющая форму меандра входная линия или отводящая линия, напротив, меняет положение между непосредственно соседними обрабатывающими секциями с одной стороны ряда обрабатывающих секций на противоположную сторону ряда обрабатывающих секций.
Из приведенных выше исполнений уже видно, что применительно к обрабатывающим секциям речь идет предпочтительно о лакировальных кабинах, которые в соответствии с уровнем техники содержат несколько областей, которые кратко рассматриваются ниже. С одной стороны, лакировальные кабины содержат область лакирования, через которую транспортируются отдельные снабжаемые покрытием объекты и в которой на снабжаемые покрытием объекты наносится покрытие. Над этой лакировальной областью расположена так называемая камера повышенного давления, которая образует напорное пространство, из которого свежий воздух сверху нагнетается вниз в область лакирования через крышку фильтра. Кроме того, лакировальная кабина под областью лакирования содержит так называемое вымывное пространство, в котором производится вымывание поступающего из области лакирования избыточного количества наносимого средства покрытия ("Over spray"). Альтернативно возможно сухое вымывание с помощью фильтра. Такого рода устройства сухого вымывания известны, например, из документа DE 102005048580 А1, так что содержимое этой заявки может быть отнесено к настоящему описанию.
Наконец, лакировальная кабина содержит дополнительно держатель кабины, который механически несет лакировальную кабину и, как правило, расположен под областью вымывания.
Изобретение охватывает новый тип прокладки кольцевой линии, причем кольцевая линия, по меньшей мере, частично проходит через камеру повышенного давления, вымывное пространство или через держатель кабины.
Кроме того, следует упомянуть, что изобретение касается не только установки для нанесения покрытия, как это было описано ранее, а также способа эксплуатации такой установки для нанесения покрытия.
В рамках соответствующего изобретению способа несколько снабжаемых покрытием объектов транспортируются через установку для нанесения покрытия и обрабатываются в нескольких обрабатывающих секциях (например, лакировальных кабинах, испарительных секциях и т.п.), причем снабжаемые покрытием объекты распределяются по нескольким параллельным ветвям тракта транспортировки, в каждой из которых расположена, по меньшей мере, одна из обрабатывающих секций.
Распределение снабжаемых покрытием объектов по различным параллельным ветвям тракта транспортировки осуществляется предпочтительно в зависимости от параметра, определяющего процесс лакирования. В рамках соответствующего изобретению способа, таким образом, предпочтительно производится определение параметра, определяющего процесс, который в завершение учитывается при распределении снабжаемых покрытием объектов по различным ветвям тракта транспортировки.
В случае определяющего процесс параметра для распределения снабжаемых покрытием объектов может идти речь, например, о типе (например, лимузин, комби, кабриолет, пикап, вэн, мини-вэн, SUV или внедорожники) снабжаемого покрытием объекта, так как, например, лакирование кузова автомобиля класса «люкс» может производиться с большим расходом лака в другой ветви, нежели лакирование кузова, требующего меньшего количества лака.
Кроме того, в случае определяющего процесс параметра для распределения снабжаемых покрытием объектов речь может идти о поставщиках лаков или тех или иных продавцов лаков. Это важно, поскольку, например, поставщик А дает разрешение на объемный поток лака до 450 мл/мин, а другой поставщик - до 300 мл/мин. Это обусловливает различные значения времени процесса для различных красок или также различные значения времени процесса для тех же тонов краски различных поставщиков лаков.
Кроме того, при определяющем процесс параметре для распределения снабжаемых покрытием объектов по различным параллельным ветвям тракта транспортировки речь может идти также о цвете подлежащего апплицированию покрытия. Так, например, наиболее часто востребованные цвета ("High-Runner") апплицируются в одной определенной ветви тракта транспортировки, в то время как менее часто использующиеся цвета ("Low-Runner") апплицируются в других ветвях тракта транспортировки.
Кроме того, в качестве определяющего процесс параметра можно учитывать также те или иные требования к качеству покрытия, поскольку, например, автомобили класса «люкс» должны лакироваться с более высоким качеством, нежели простые кузова. В отдельных ветвях тракта транспортировки могут протекать, таким образом, качественно различные процессы лакирования, причем снабжаемые покрытием объекты распределяются по соответствующим ветвям в соответствии с теми или иными предъявляемыми к качеству требованиями.
Далее в случае определяющего процесс параметра для распределения снабжаемых покрытием объектов речь может идти о типе наносимого средства покрытия. Так, в одной линии для нанесения покрытия могут апплицироваться как порошковые лаки, так и водные лаки, причем снабжаемые покрытием объекты в соответствии с желаемым типом лака распределяются по соответствующим ветвям тракта транспортировки.
Кроме того, существует возможность того, что в качестве определяющего процесс параметра для распределения снабжаемых покрытиями объектов могут учитываться та или иная степень взрыво- или пожароопасности подлежащего апплицированию покрытия. В случае входа, например, объекта, который должен апплицироваться покрытием, не представляющим существенной взрыво- и пожароопасности, этот снабжаемый покрытием объект транспортируется в ветвь тракта транспортировки, в которой расположена секция для нанесения покрытия без защиты от взрыва и пожара. Если, напротив, поступает снабжаемый покрытием объект, который должен лакироваться покрытием с повышенной взрыво- и пожароопасностью (например, прозрачный лак), этот снабжаемый покрытием объект транспортируется в ветвь тракта транспортировки, в которой расположена секция для нанесения покрытия с защитой от взрыва и пожара.
Кроме того, при распределении снабжаемых покрытием объектов по различным параллельным ветвям тракта транспортировки могут учитываться также специфические в отношении покрытия параметры лакирования.
Кроме того, существует возможность того, что в рамках соответствующего изобретению способа кузова транспортных средств, с одной стороны, и навесные детали, с другой стороны, распределяются по различным ветвям тракта транспортировки, в результате чего достигается возможность оптимального использования различных ветвей тракта транспортировки и расположенных на нем обрабатывающих секций применительно к типу поступающих снабжаемых покрытием объектов.
Кроме того, существует возможность того, что часто востребуемые краски, с одной стороны, и редко востребуемые краски, с другой стороны, апплицируются в различных ветвях тракта транспортировки, так что оптимизация может быть достигнута и в этом отношении.
Кроме того, в качестве цели оптимизации может привлекаться необходимая последовательность следующих друг за другом производственных участков (например, конечная сборка).
Предпочтительно в рамках соответствующего изобретению способа эксплуатации перед ответвлением тракта транспортировки осуществляется идентификация входящих, снабжаемых покрытием объектов с помощью центрального считывающего устройства, причем данные центрального считывающего устройства передаются далее на центральную систему управления лакированием, так что в отдельных ветвях тракта передачи можно отказаться от дополнительных секций считывания. При центральной идентификации входящих, снабжаемых покрытием объектов по этой причине предпочтительно устанавливать фактическое время и записывать его в память с целью обеспечения возможности его учета в ходе дальнейшего управления лакированием. В этом случае центральная система управления лакированием определяет предпочтительно текущим образом фактическую позицию всех поступивших снабжаемых покрытием объектов внутри установки для нанесения покрытия в зависимости от идентификации центральным устройством считывания и соответствующего времени поступления, а также с учетом распределения по различным ветвям тракта транспортировки и выполняющихся там этапов процесса.
Кроме того, в рамках соответствующего изобретению способа эксплуатации существует возможность того, что одна обрабатывающая секция в одной ветви тракта транспортировки находится в эксплуатации и осуществляет, например, аппликацию лака или сушку покрытого объекта, в то время как другая обрабатывающая секция в другой ветви тракта транспортировки монтируется, демонтируется, проходит техническое обслуживание, испытывается или используется в целях обучения (перепрограммирования).
В другом варианте изобретения предусмотрено, кроме того, что при распределении снабжаемых покрытием объектов по отдельным ветвям тракта транспортировки учитывается прогресс обработки в отдельных ветвях. Если, например, в одной из параллельных ветвей тракта транспортировки снабжаемый покрытием объект более не находится, то в этом случае предпочтительно к этой ветви поступает следующий входящий снабжаемый покрытием объект. Таким образом можно и исключить время простоя пустого лакировального бокса.
Кроме того, в одном из вариантов изобретения предусмотрено, что распределение поступающих в тракт транспортировки снабжаемых покрытием изделий по отдельным параллельным ветвям тракта транспортировки осуществляется в зависимости от одной или нескольких целей оптимизации.
При этом под целью оптимизации может пониматься, например, минимизация потерь краски или потерь краски при ее замене. В таком случае, если поступающий снабжаемый покрытием объект должен лакироваться определенной краской, то этот снабжаемый покрытием объект поступает предпочтительно в ту ветвь транспортного пути, в которой уже проводилось или будет проводиться лакирование с использованием такой краски, в результате чего в этой ветви отпадает необходимость в замене краски и, следовательно, не возникает потерь краски при ее замене.
Другой целью оптимизации является, например, минимизация размера расположенной на стороне входа или стороне выхода буферных накопителей для снабжаемых покрытием изделий. Так, поступающие в тракт транспортировки, снабжаемые покрытием объекты должны в расположенном на входной стороне накопительном буфере ожидать завершения процесса лакирования желаемой краской. Центральная система лакирования определяет при этом через центральное устройство считывания желаемую краску для поочередно входящих, снабжаемых покрытием объектов, которые затем таким образом распределяются по отдельным ветвям, в результате чего минимизируется время ожидания и, таким образом, необходимый размер расположенного на стороне входа буферного накопителя.
Следующая возможная цель оптимизации при распределении снабжаемых покрытием объектов заключается в увеличении до максимума лакировальной производительности установки для нанесения покрытия. Хотя резервирование комплексной ветви для резервирования процесса "High-Runner" предпочтительным образом снижает потери краски при смене краски при лакировании в процессе "High-Runner", при определенных обстоятельствах производительность лакирования не является оптимальной, если осуществляется небольшое количество процессов с краской "High-Runner". С другой стороны, частая смена краски вследствие необходимого для смены краски времени ведет к снижению производительности лакирования всей лакировальной установки в целом. Поступающие снабжаемые покрытием объекты по этой причине предпочтительно распределяются по отдельным параллельным ветвям таким образом, что достигается максимальная производительность лакирования.
Далее, цель оптимизации при распределении отдельных снабжаемых покрытием объектов может заключаться в максимально равномерном распределении различных типов снабжаемых покрытием объектов в соответствии с долей изделий того или иного типа.
Кроме того, распределение поступающих снабжаемых покрытием объектов по отдельным параллельным ветвям тракта транспортировки может быть оптимизировано таким образом, что достигается оптимальное реагирование на требования со стороны расположенной на стороне входа необработанного объекта и со стороны расположенной на выходной стороне секции окончательной сборки.
Следующая возможная цель оптимизации может заключаться в том, что должно достигаться как можно более высокое качество покрытия.
Кроме того, поступающие снабжаемые покрытием объекты распределяются по параллельным ветвям тракта транспортировки таким образом, что время простоя так называемых платформ (skids) сводится к минимуму или, по меньшей мере, ограничивается.
Наконец, возможна еще одна цель оптимизации, в соответствии с которой время хранения имеющихся в запасе средств для нанесения покрытия минимизируется или, по меньшей мере, ограничивается во времени во избежание осаждения фракций средства для нанесения покрытия в случае длительного хранения.
Названные выше цели оптимизации частично не согласованы между собой, как это уже было отмечено выше. Предпочтительно отдельным целям оптимизации по этой причине придавать различные приоритеты, так что оптимизация осуществляется с проводимым с помощью программного обеспечения эшелонированием для имеющих различные ранги целей оптимизации. Например, первоочередной целью оптимизации может быть минимизация потерь краски, в то время как увеличение производительности лакирования до максимума является лишь целью оптимизации рангом ниже.
Далее изобретение содержит идею о том, что в одной-единственной лакировальной кабине поочередно могут осуществляться несколько этапов процесса лакирования на одном и том же объекте (например, кузове автомобиля) без необходимости промежуточной (по времени) дальнейшей транспортировки снабжаемого покрытием объекта. Например, возможно, что на один и тот же снабжаемый покрытием объект в одной и той же лакировальной кабине поочередно наносят грунтовочный слой, базисный лак и прозрачный лак. Кроме того, возникает возможность того, что один и тот же снабжаемый покрытием объект в одной и той же лакировальной кабине поочередно снабжается внутренней лакировкой и внешней лакировкой.
Другие предпочтительные усовершенствования изобретения описаны в зависимых пунктах формулы изобретения или поясняются ниже вместе с описанием предпочтительных примеров выполнения изобретения на основании фигур.
Фигуры показывают:
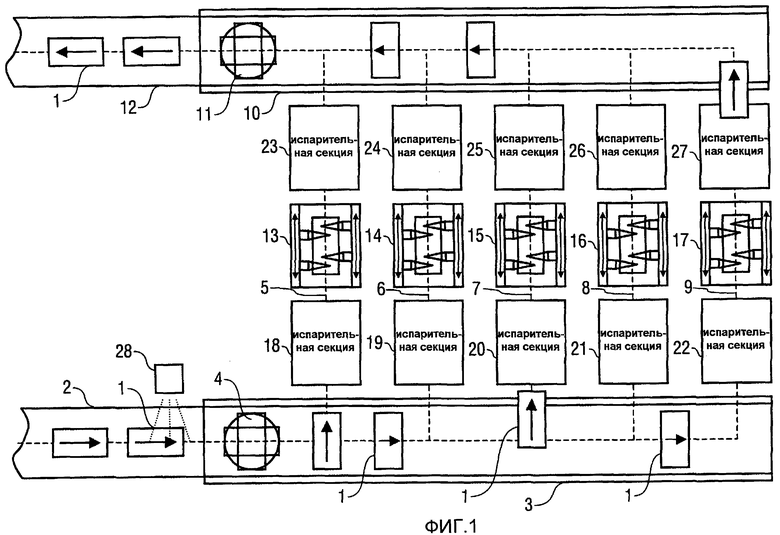
Фиг.1 - схематическое изображение соответствующей изобретению установки для нанесения покрытия с трактом транспортировки, который разветвляется на несколько параллельных ветвей, в каждой из которых расположены по две испарительных секции и одна лакировальная секция.
Фиг.2а-2f - различные поочередно следующие фазы эксплуатации для отдельных ветвей тракта транспортировки в установке для нанесения покрытия в соответствии с фиг.1.
Фиг.3 - модификация примера выполнения в соответствии с фиг.1, при которой между соседними ветвями тракта транспортировки расположены роботы, которые обслуживают лакировальные секции в обеих, по меньшей мере, граничащих друг с другом ветвях тракта транспортировки.
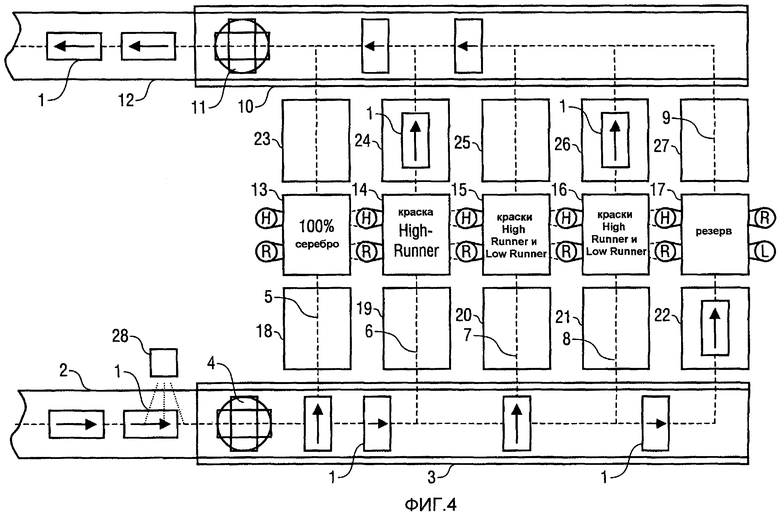
Фиг.4 - модификация примера выполнения в соответствии с фиг.3, при которой в одном тракте транспортировки апплицируют краски "High-Runner", в то время как в другой ветви тракта транспортировки апплицируют краски "Low-Runner".
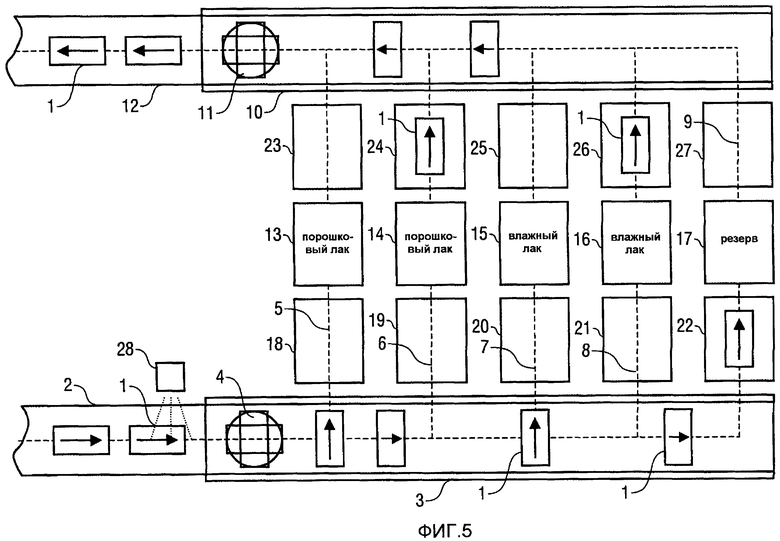
Фиг.5 - модификация примера выполнения в соответствии с фиг.1, при которой в некоторых ветвях тракта транспортировки апплицируется порошковый лак, в то время как в других ветвях тракта транспортировки апплицируется мокрый лак.
Фиг.6 - модификация примера выполнения в соответствии с фиг.5, при которой в некоторых ветвях тракта транспортировки производится лакирование кузовов, в то время как в одной другой ветви тракта транспортировки производится лакирование лишь навесных деталей,
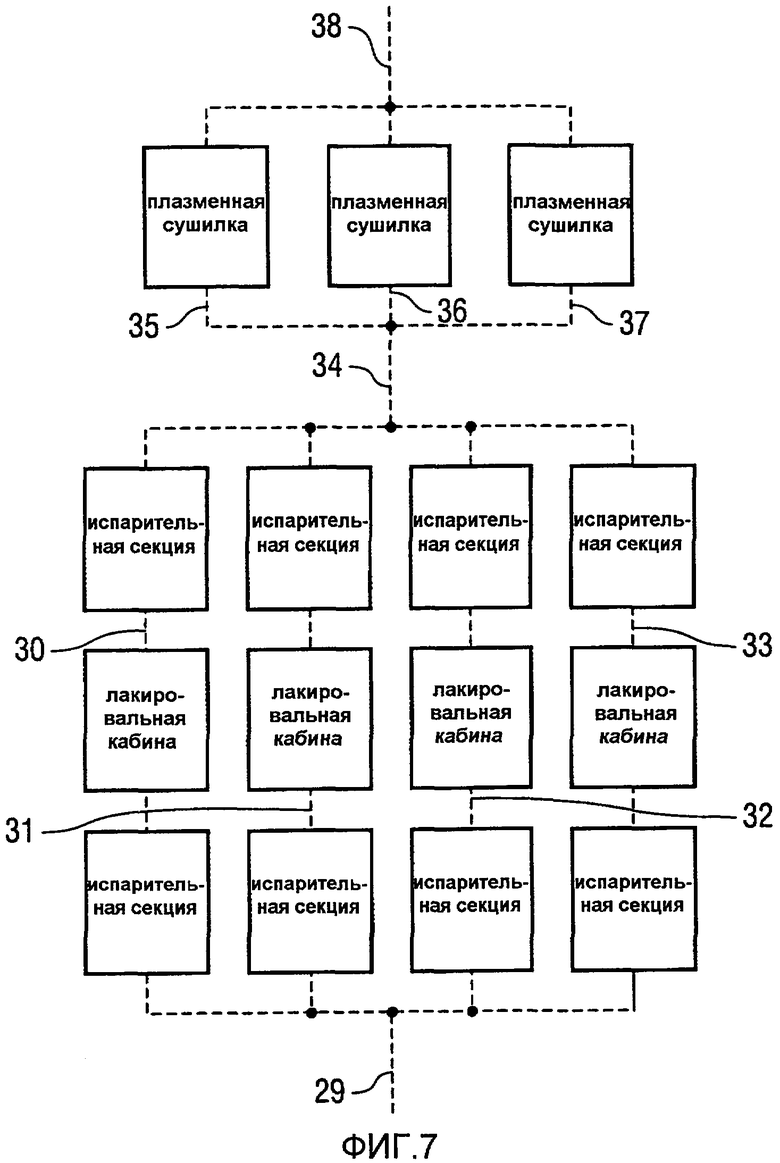
Фиг.7 - упрощенное, сильно схематизированное изображение соответствующей изобретению установки для нанесения покрытия, в которой тракт транспортировки содержит несколько расположенных одно за другим ответвлений.
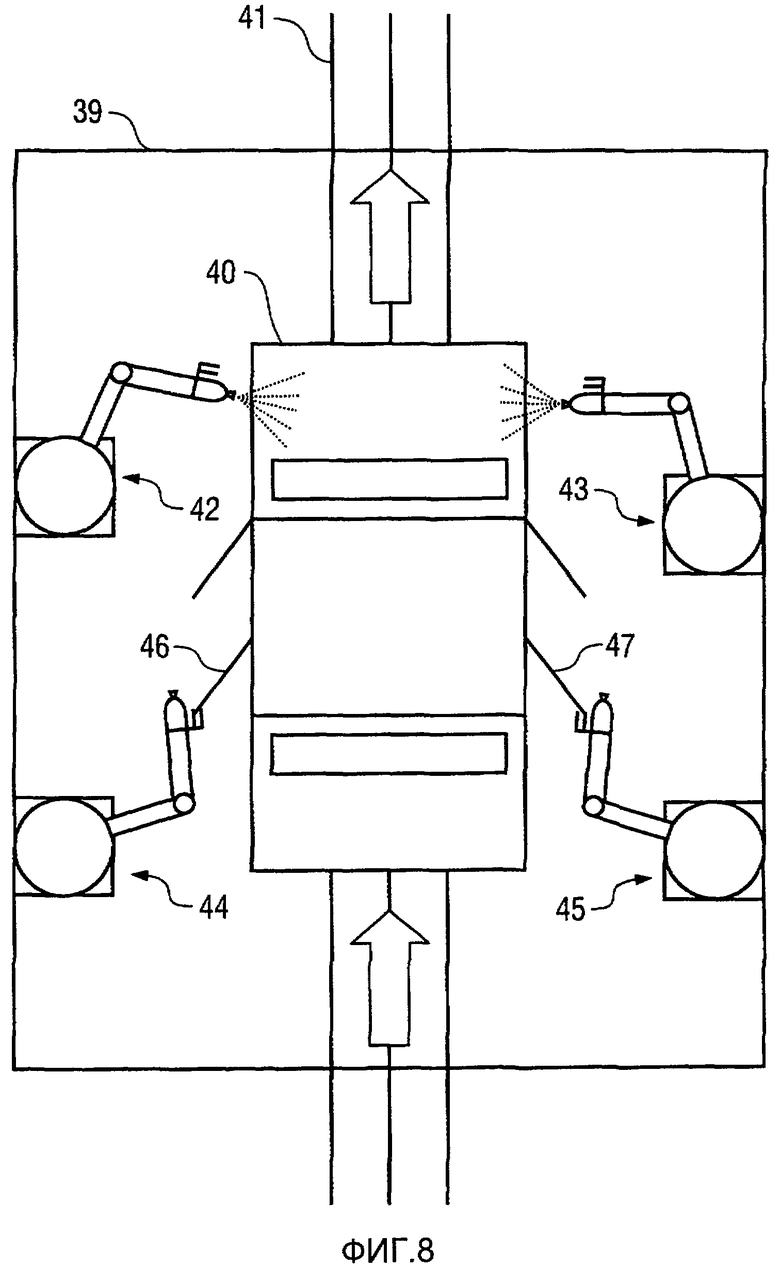
Фиг.8 - лакировальная секция с двумя лакировальными роботами для прозрачного лака и двумя лакировальными роботами для базисного лака, каждый из которых может использоваться в качестве манипуляционного робота.
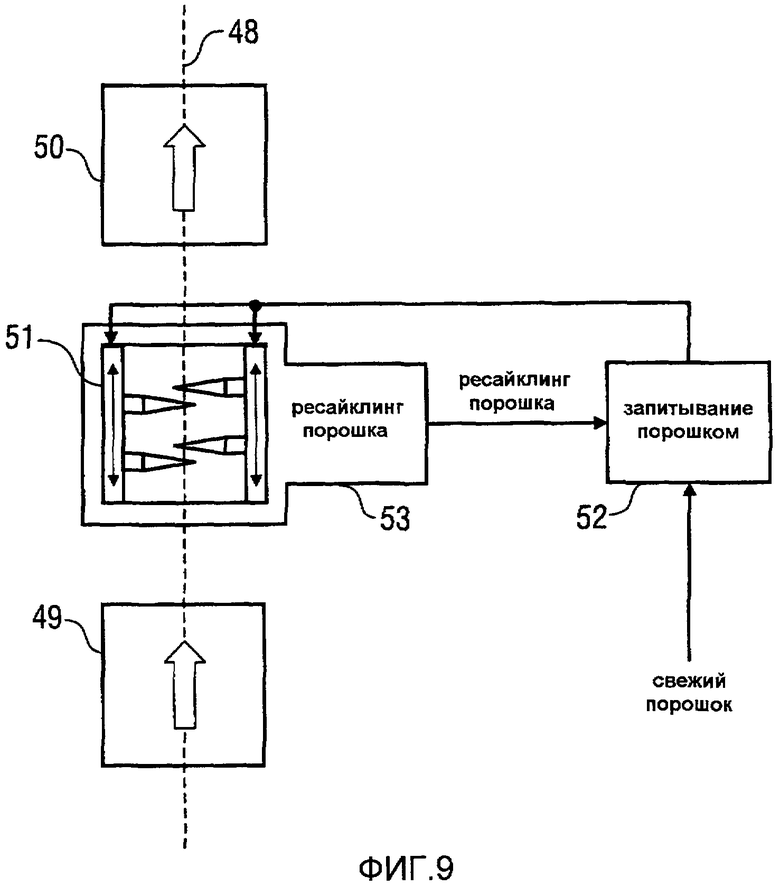
Фиг.9 - ветвь соответствующей изобретению установки для нанесения покрытия с одной установкой для нанесения монохроматического покрытия и одним монохроматическим утилизирующим устройством.
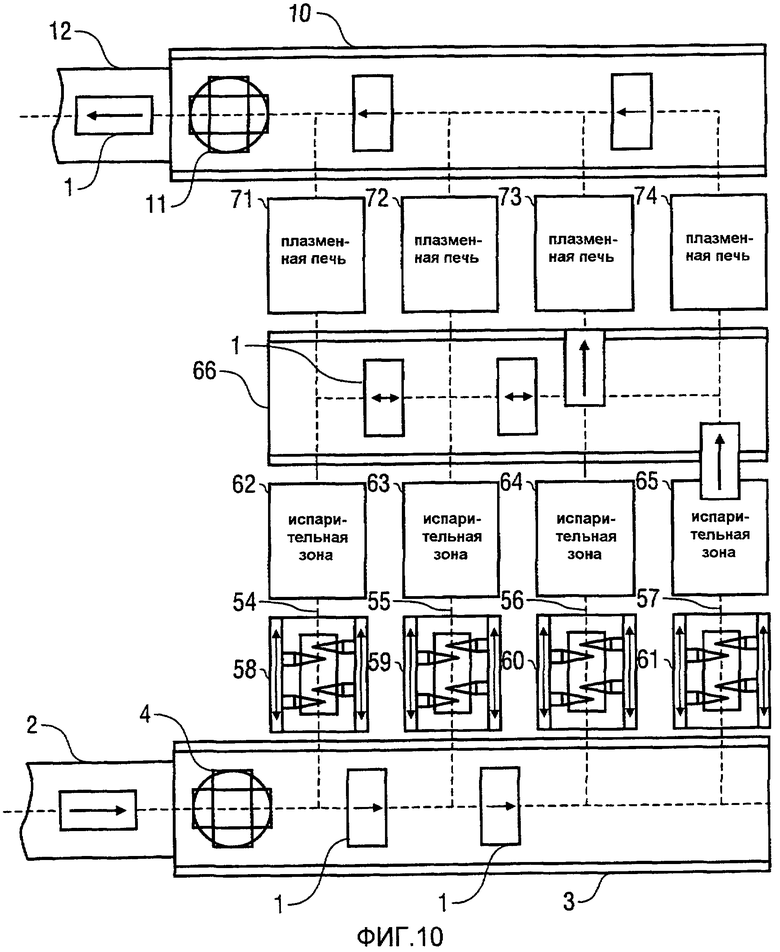
Фиг.10 - схематическое изображение следующего примера выполнения, при котором тракт транспортировки содержит несколько ответвлений.
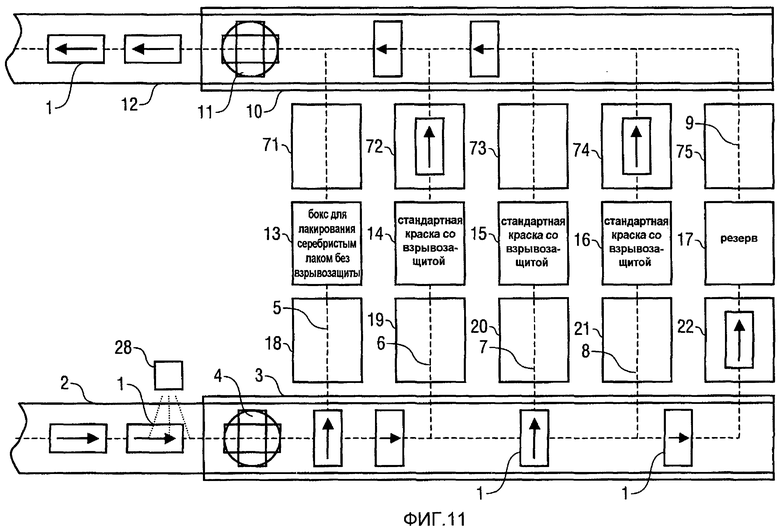
Фиг.11 - модификация примера выполнения в соответствии с фиг.1, при которой в отдельных параллельных ветвях тракта транспортировки предусмотрена различная взрывозащита.
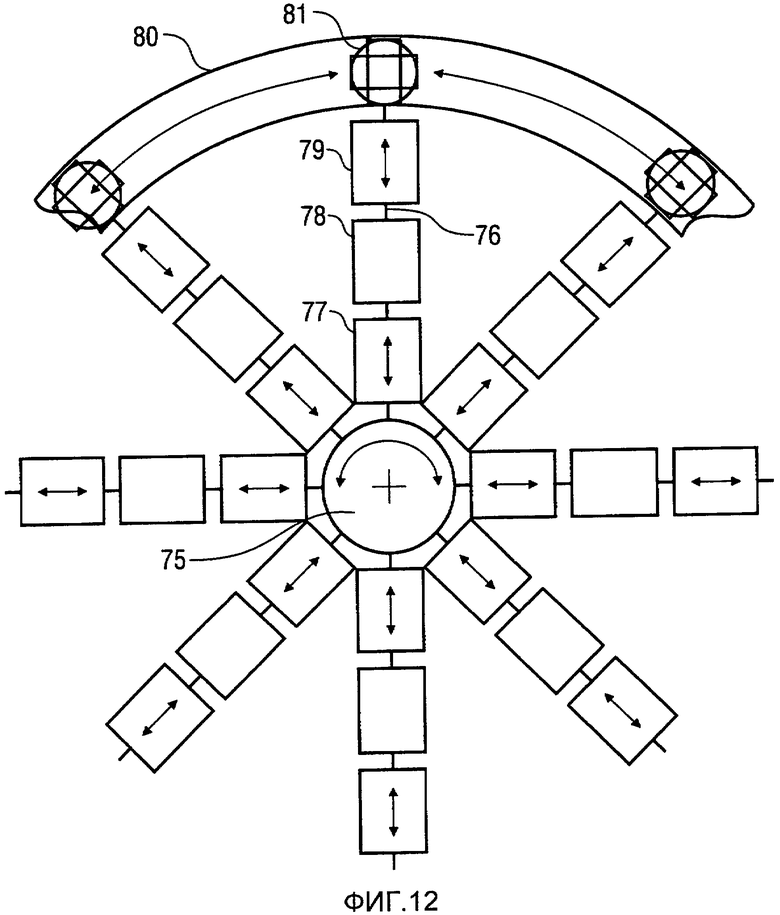
Фиг.12 - следующий пример выполнения соответствующей изобретению установки для нанесения покрытия с радиальным прохождением отдельных ветвей тракта транспортировки.
Фиг.13 - модификация примера выполнения в соответствии с фиг.1 с несколькими плазменными сушильными установками.
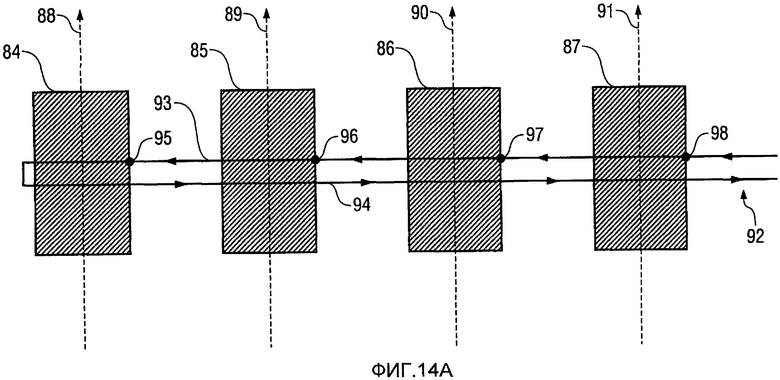
Фиг.14А - соответствующая изобретению прокладка кольцевой линии с прямолинейным прохождением линии.
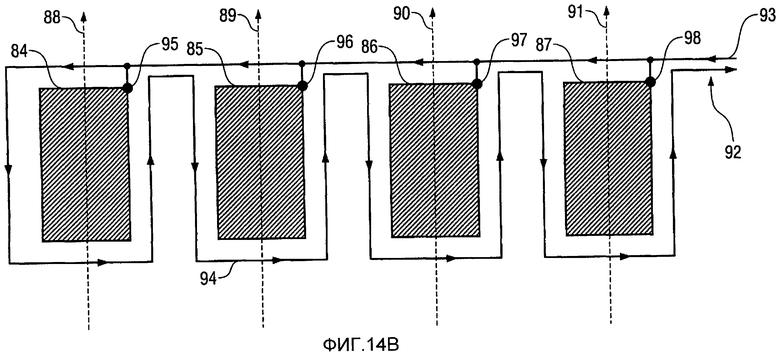
Фиг.14В - следующий вариант расположения кольцевой линии с имеющим форму меандра направлением линии.
Фиг.14С - альтернативное расположение кольцевой линии с имеющим форму меандра направлением линии.
Фиг.1 показывает частичную область соответствующей изобретению установки для лакирования кузовов 1 автомобилей, причем кузова 1 автомобилей подводятся через расположенный на стороне входа тракт 2 транспортировки. Тракт 2 транспортировки переходит в участок 3 поперечного перемещения, который на стороне входа содержит поворотное устройство 4, которое разворачивает кузова 1 автомобилей на 90° вокруг вертикальной оси, так что кузова 1 автомобилей ориентированы на участке 3 поперечного перемещения под прямым углом к направлению транспортировки.
Участок 3 поперечного перемещения служит в качестве стрелки для распределения кузовов 1 автомобилей по нескольким параллельным ветвям 5-9, которые образуют продолжение расположенного на стороне входа тракта 2 транспортировки. С этой целью участок 3 поперечного перемещения доставляет кузова 1 автомобилей до желаемой ветви 5-9, после чего кузова 1 автомобилей под прямым углом к участку 3 поперечного перемещения транспортируются в желаемую ветвь 5-9.
На стороне выхода отдельные параллельные ветви 5-9 тракта 2 транспортировки переходят в следующий участок 10 поперечного перемещения, который на выходной стороне также содержит поворотное устройство 11. Поворотное устройство 11 вновь поворачивает подведенные от участка 10 поперечного перемещения кузова 1 автомобилей на 90° вокруг вертикальной оси, так что кузова 1 автомобилей при выходе с участка 10 поперечного перемещения вновь выровнены параллельно их направлению транспортировки.
В завершение кузова 1 автомобилей поступают затем в расположенный на стороне выхода тракт 12 транспортировки, по которому они могут транспортироваться обычным образом.
В отдельных параллельных ветвях 5-9 расположено по одному лакировальному боксу 13-17, так что в каждой из ветвей 5-9 может осуществляться лакирование кузова 1 автомобиля.
Кроме того, в параллельных ветвях 5-9 расположено по одной, находящейся на стороне входа испарительной секции 18-22 и одна, расположенная на стороне выхода выходная секция 23-27.
Далее чертеж показывает также центральное устройство 28 считывания, которое идентифицирует входящие кузова 1 автомобилей. Идентификация кузовов 1 автомобилей важна для центральной системы управления общей лакировальной установки для обеспечения возможности распределения входящих кузовов 1 автомобилей оптимальным образом по различным ветвям 5-9.
Так, например, желательно минимизировать потери краски при ее смене. Это может быть достигнуто за счет того, что входящие кузова 1 автомобилей по возможности распределялись в ту ветвь 5-9, в которой уже производится лакирование желаемой краской, в результате чего там отпадает необходимость в смене краски.
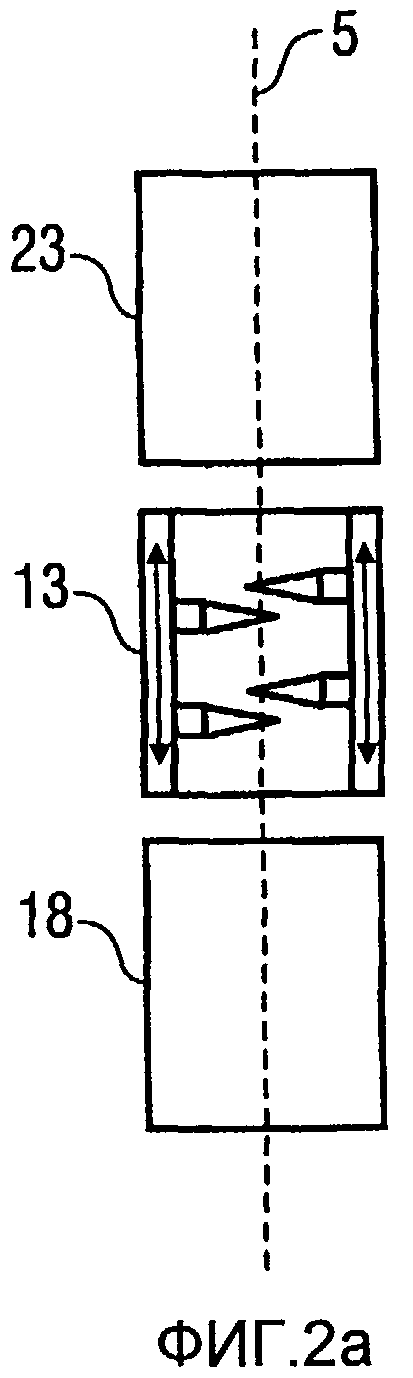
В последующем со ссылкой на фиг.2a-2f описывается способ эксплуатации описанной выше и изображенной на фиг.1 лакировальной установки, причем с целью упрощения изображена лишь ветвь 5. Работа в других ветвях 6-9 осуществляется, однако, соответствующим образом.
Фиг.2а показывает состояние ветви 5 лакировальной установки на начальном этапе, причем как в обеих испарительных секциях 18, 23, так и в лакировальном боксе 13 кузова автомобилей отсутствуют.
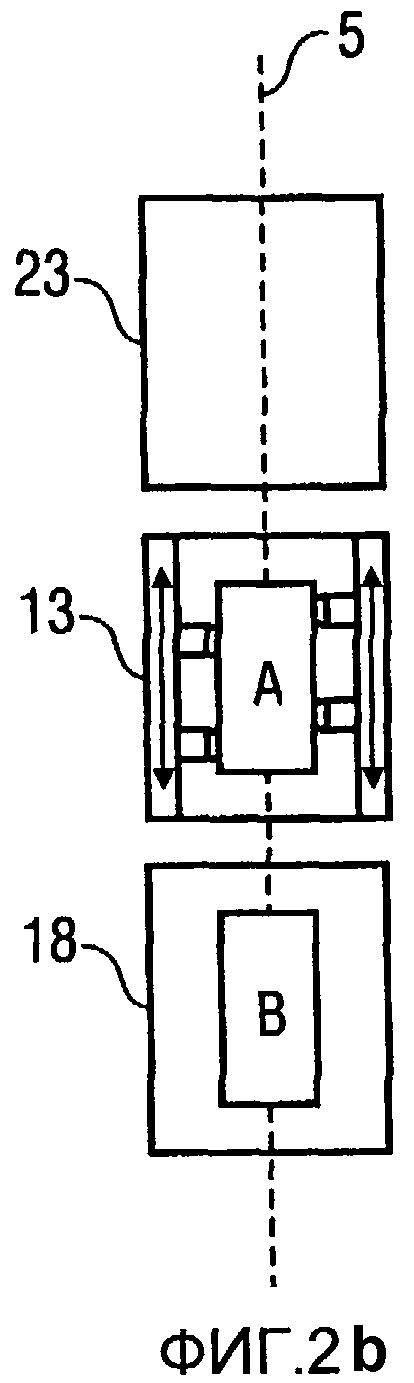
Участок 3 поперечного перемещения затем поочередно транспортирует два кузова А, В в ветвь 5, в результате чего кузов А автомобиля находится в лакировальном боксе 13, а кузов В автомобиля - в испарительной секции, как это изображено на фиг.2b. В этой фазе затем кузов А автомобиля лакируется в лакировальном боксе 13, в то время как кузов В ожидает в испарительной секции 18.
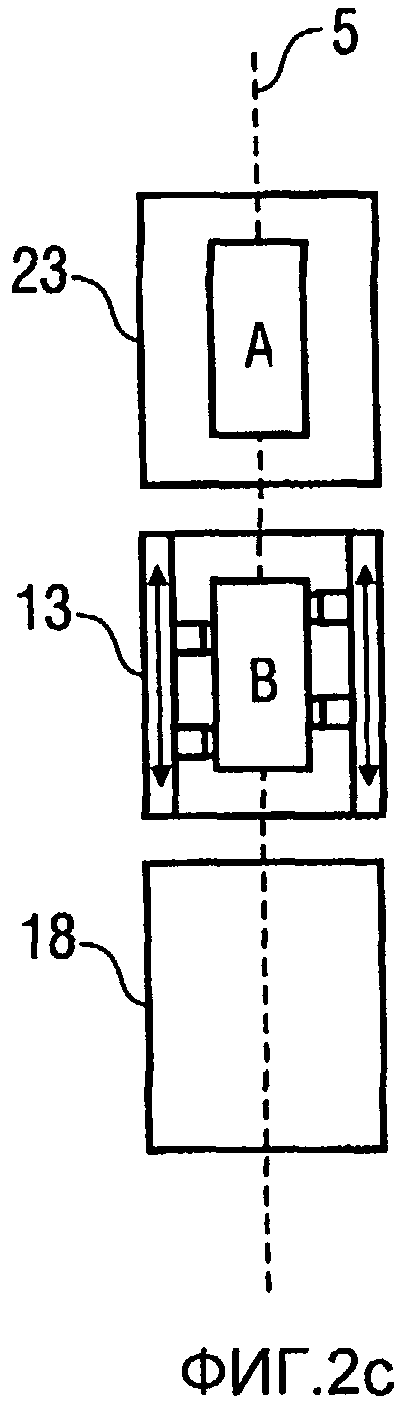
В завершение оба кузова А, В автомобиля транспортируются в ветви 5 в направлении выхода на одну секцию дальше, в результате чего кузов А автомобиля находится в расположенной на стороне выхода испарительной секции 23, а кузов В автомобиля находится в лакировальном боксе 13, как это показано на фиг.2с. После этого в этой фазе осуществляется сушка ранее подвергнутого лакированию кузова А автомобиля в испарительной секции 23, в то время как кузов В автомобиля подвергается первому лакированию в лакировальном боксе 13.
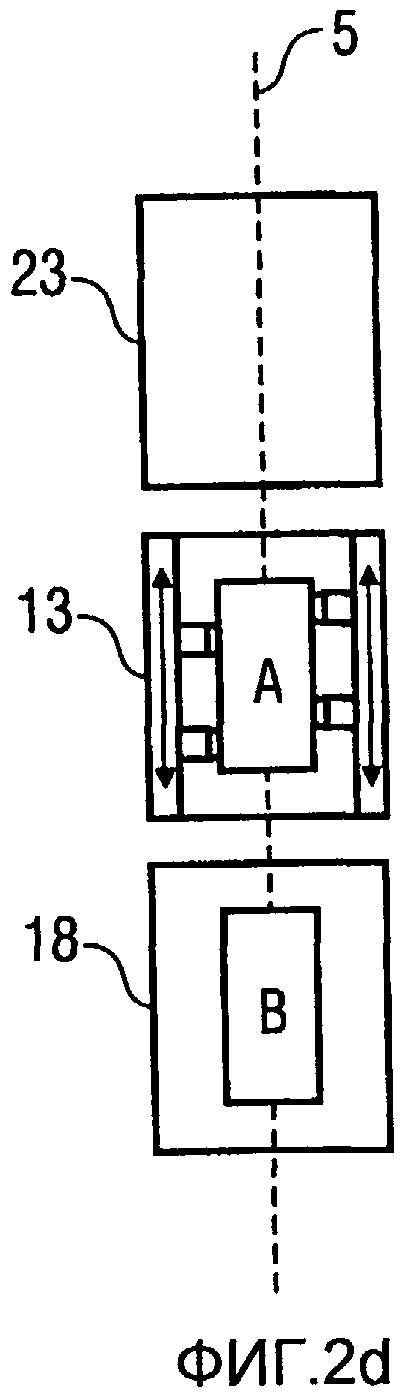
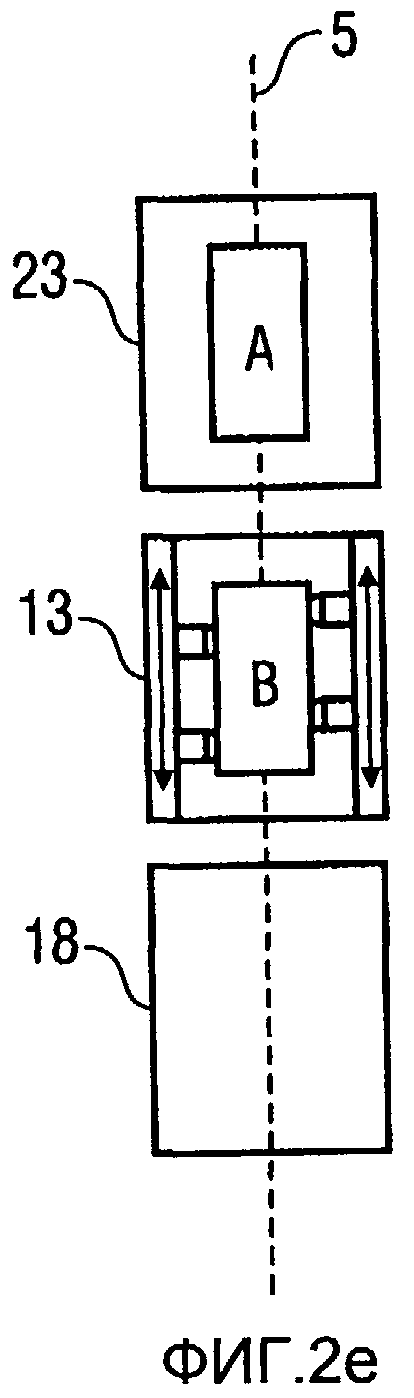
После этого оба кузова А, В автомобилей в ветви 5 вновь транспортируются на одну секцию назад, так что кузов А автомобиля вновь находится в лакировальном боксе 13, а кузов В автомобиля находится в расположенной на стороне входа испарительной секции 18, как это показано на фиг.20. Кузов А автомобиля после этого второй раз лакируется в лакировальном боксе 13, в то время как ранее однократно лакированный кузов В автомобиля сохнет в расположенной на стороне входа испарительной секции 18.
В завершение оба кузова А, В автомобилей вновь транспортируются на одну секцию далее в направлении выхода, так что кузов А автомобиля находится в расположенной на стороне выхода испарительной секции 23, а кузов В автомобиля находится в лакировальном боксе 13, как это показано на фиг.2е. В течение этой фазы дважды лакированный до этого кузов А автомобиля сохнет в расположенной на стороне выхода испарительной секции 23, в то время как кузов В автомобиля второй раз лакируется в лакировальном боксе 13.
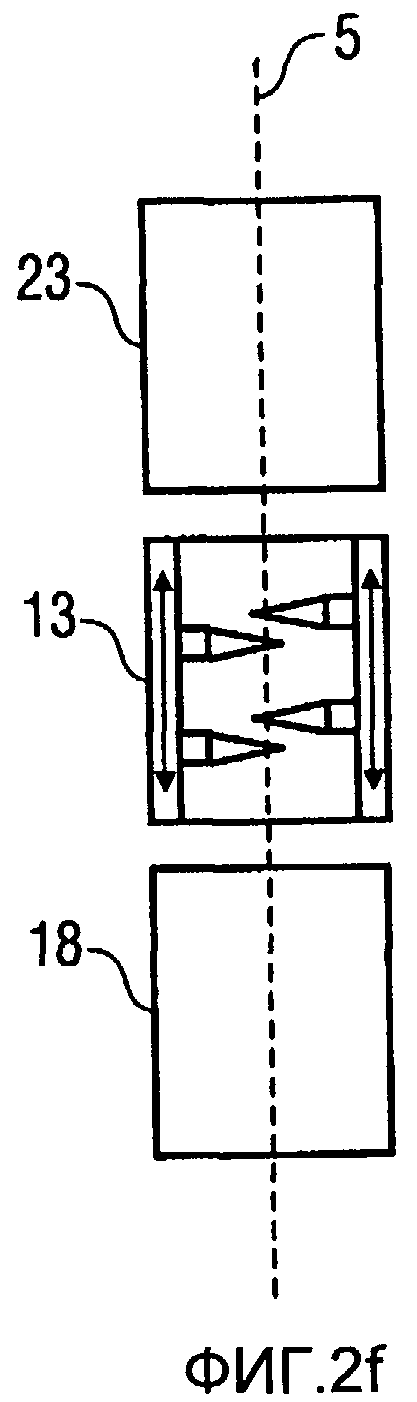
Наконец, оба кузова А, В автомобилей затем после завершения двукратного лакирования транспортируются из ветви 5, в результате чего в обеих испарительных секциях 18, 23 и лакировальном боксе 13 более не находится кузовов А, В автомобилей, как это изображено на фиг.2f.
Пример выполнения в соответствии с фиг.3 по существу совпадает с описанным выше и изображенным на фиг.1, а также на фиг.2а-2f, так что во избежание повторения описание совпадающего процесса опускается, причем для соответствующих конструктивных элементов используются те же ссылочные обозначения.
Особенность этого примера выполнения заключается в том, что между соседними лакировальными боксами 13-17 расположено по одному лакировальному роботу R и одному манипуляционному роботу Н, причем манипуляционный робот Н и лакировальный робот R обслуживают оба граничащих лакировальных бокса 13-17. С этой целью отдельные лакировальные боксы 13-17 расположены настолько близко друг к другу, что каждые два соседних лакировальных бокса 13-17 находятся в зоне досягаемости расположенного между ними манипуляционного робота Н или соответственно расположенного между ними лакировального робота R. Это создает преимущество, выраженное в отказе от использования большого количества роботов.
Пример выполнения в соответствии с фиг.4 по существу совпадает с вышеописанным и изображенным на фиг.3 примером выполнения, так что во избежание повторений повторное описание отсутствует, причем для отдельных конструктивных элементов используются те же ссылочные обозначения.
Особенность этого примера выполнения заключается в том, что лакировальный бокс 13 предусмотрен исключительно для лакирования с использованием наиболее часто востребуемого лака, причем в настоящее время речь идет в Европе о серебристом лаке, а в Азии - о белом лаке. Кроме того, лакировальный бокс 13 в этом примере выполнения не содержит также устройств для смены краски. Таким образом, если на стороне входа центральное устройство 28 считывания распознает, что поступающий кузов 1 автомобиля должен лакироваться серебристым лаком, то соответствующий кузов 1 автомобиля транспортируется в ветвь 5.
Ветвь 6 в этом примере выполнения служит, напротив, для лакирования с использованием наиболее часто востребуемых красок (англ.: "High-Runnern"), причем лакировальный бокс 14 в ветви 6 отличие от лакировального бокса 13 в ветви 5 допускает возможность замены одной на другую наиболее часто использующихся красок.
Лакировальные боксы 15 или 16 в ветвях 7 соответственно 8 служат, в отличие от этого, как для лакирования с использованием наиболее часто употребляющихся красок ("High-Runnern"), так и для лакирования с использованием редко использующихся красок ("Low-Runnern").
Следующая особенность этого примера выполнения заключается, наконец, в том, что ветвь 9 служит исключительно в качестве резерва и не является необходимой в ходе нормального режима лакирования. Лакировальный бокс 17 в ветви 9 может по этой причине использоваться в целях технического обслуживания или проведения ремонтных работ без ухудшения производительности всей лакировальной установки в целом.
Фиг.5 показывает следующий пример выполнения соответствующей изобретению установки для нанесения покрытия, который по существу совпадает с описанным выше примером выполнения, так что во избежание повторения вышеприведенное описание опускается, причем для соответствующих конструктивных элементов используются те же ссылочные обозначения.
Особенность этого примера выполнения заключается в том, что лакировальные боксы 13, 14 в ветвях 5, 6 работают с аппликацией лишь порошкового лака, в то время как лакировальные боксы 15, 16 в ветвях 7, 8 апплицируют лишь мокрый лак. В этом примере выполнения установка для нанесения покрытия обеспечивает, таким образом, возможность выборочной аппликации порошкового и мокрого лака. Если центральное устройство 28 считывания распознает, что входящие кузова 1 автомобилей подлежат лакированию порошковым лаком, то в этом случае центральная система управления лакированием осуществляет такое управление работой участка 3 поперечного перемещения, что кузов 1 автомобиля транспортируется либо в ветвь 5, либо в ветвь 6. Если центральное устройство 28 считывания распознает, напротив, что входящий кузов 1 автомобиля должен лакироваться мокрым лаком, то центральная система управления лакированием осуществляет такое управление работой секции 3 поперечного перемещения, что этот кузов 1 автомобиля транспортируется в ветвь 7 или в ветвь 8.
Пример выполнения в соответствии с фиг.6, в свою очередь, совпадает в целом с приведенными ниже примерами выполнения и во избежание повторений не нуждается в пояснении, причем для соответствующих конструктивных элементов используются те же ссылочные обозначения.
Особенность этого примера выполнения заключается в том, что лакировальные боксы 13, 14, 15 в ветвях 5, 6, 7 служат только для лакирования кузовов 1 автомобилей, в то время как лакировальный бокс 16 в ветви 8 служит для лакирования навесных конструктивных элементов. По этой причине лакировальный бокс 16 может оптимизироваться в отношении специфических требований к лакированию навесных конструктивных элементов, в то время как другие лакировальные боксы 13-15 могут оптимизироваться в отношении специфических требований к лакированию кузовов 1 автомобилей.
Фиг.7 показывает следующий пример выполнения соответствующего изобретению устройства для нанесения покрытия в существенно упрощенной схематической форме.
При этом расположенный на стороне входа тракт 29 транспортировки разветвляется на четыре параллельные ветви 30-33, которые на стороне выхода вновь объединяются в единый тракт 34 транспортировки. Общий тракт 34 транспортировки разветвляется затем, в свою очередь, на три параллельные ветви 35, 36, 37, которые затем, в свою очередь, объединяются на стороне выхода в единый тракт 38 транспортировки.
В ветвях 30-33 находятся расположенные одна за другой испарительные секции и одна расположенная между ними лакировальная кабина, как это уже было описано выше в связи с фиг.1 и 2a-2f.
В ветвях 35-37 расположена, напротив, одна плазменная установка сушки, которая осуществляет сушку снабженного покрытием объекта, что само по себе известно из уровня техники.
Фиг.8 показывает упрощенный пример выполнения лакировального бокса 39 для лакирования кузова 40 автомобиля, причем кузов 40 автомобиля транспортируется вдоль тракта 41 транспортировки через лакировальный бокс 39. В случае тракта 41 транспортировки речь может идти, например, об одной из нескольких параллельных ветвей, как это было описано выше.
В лакировальном боксе 39 расположены два робота 42, 43 для прозрачного лака и два робота 44, 45 для базисного лака, причем как оба робота 42, 43 для прозрачного лака, так и оба робота 44, 45 для базисного лака также могут использоваться в качестве манипуляционных роботов. На фиг.8 оба робота 42, 43 апплицируют прозрачный лак на кузове 40 автомобиля, в то время как оба робота 44, 45 для базисного лака не производят апплицирования базисного лака, а используются в качестве манипуляционных роботов и при этом открывают дверцы 46, 47 кузова 40 автомобиля.
Фиг.9 показывает следующий пример выполнения с соответствующей изобретению установкой для нанесения покрытия с трактом 48 транспортировки, в котором поочередно расположены две испарительные секции 49, 50 и секция 51 монохроматического лакирования. Лакировальная секция 51 служит при этом для аппликации порошкового лака, который поступает от устройства 52 снабжения порошковым лаком, причем устройство 52 снабжения порошковым лаком запитывается частично свежим порошковым лаком и частично регенерированным порошковым лаком.
Полученный в ходе ресайклинга порошок принимается при этом устройством 53 прошедшего ресайклинг порошка в лакировальной секции 51. При этом преимущественным является факт, что принятый, прошедший ресайклинг порошок является монохроматическим и по этой причине хорошо пригоден для повторного использования.
Фиг.10 показывает следующий пример выполнения соответствующей изобретению установки для нанесения покрытия, который по существу совпадает с ранее описанными примерами выполнения и во избежание повторений не поясняется, причем для соответствующих конструктивных элементов используются те же ссылочные обозначения.
Особенность этого примера выполнения заключается в том, что устройство 3 поперечного перемещения обеспечивает кузовами 1 автомобилей четыре параллельных ветви, причем каждой из параллельных ветвей 54-57 расположен один лакировальный бокс 58-61 и одна испарительная секция 62-65.
Ветви 54-57 выходят в дополнительный участок 66 поперечного перемещения, который, в свою очередь, запитывает четыре параллельных ветви 67-70 кузовами 1 автомобилей. В параллельных ветвях 67-70 расположено по одной плазменной печи 71-74.
Наконец, фиг.11 вновь показывает один пример выполнения соответствующей изобретению лакировальной установки, который в целом совпадает с описанными выше примерами выполнения и во избежание повторений не поясняется.
Особенность этого примера выполнения заключается в том, что в лакировальном боксе 13 производится аппликация лишь серебристого лака или других средств High-Runnern, которые содержат незначительное количество растворителя и по этой причине отличаются пониженной пожаро- или взрывоопасности. В соответствии с этим лакировальный бокс 13 не снабжен взрывозащитой.
Лакировальные боксы 14-16 служат, напротив, для аппликации других красок с высокой долей содержания растворителя и соответственно с повышенной пожаро- и взрывоопасностыо, так что лакировальные боксы 14-16 снабжены взрывозащитой, как это известно из уровня техники, и по этой причине не нуждается в более подробном описании.
Фиг.12 показывает альтернативный пример выполнения соответствующей изобретению лакировальной установки для лакирования деталей кузовов автомобилей.
При этом в центральной области расположен спиральный лифт 75, который сам по себе является известным и обеспечивает подвод отдельных снабжаемых покрытием объектов посредством подъемного движения.
Отдельные снабжаемые покрытием изделия распределяются затем по восьми радиально проходящим ветвям 76 тракта транспортировки, причем в отдельных ветвях 76 расположено по три обрабатывающих секции 77, 78, 79. В этом примере выполнения обрабатывающая секция 78 представляет собой лакировальную кабину, в то время как обрабатывающие секции 77, 79 представляют собой испарительные секции. В случае обрабатывающих секций 77-79 речь может идти, однако, также о других обрабатывающих секциях, которые уже были подробно описаны выше.
На стороне выхода отдельные радиальные ветви 76 тракта транспортировки выходят в общий кольцевой транспортер 80, который расположен по периметру имеющего форму звезды устройства и может осуществлять транспортировку отдельных снабжаемых покрытием объектов в двух направлениях в окружном направлении. Кольцевой транспортер 80 содержит в каждом из мест входа отдельных радиальных ветвей 78 тракта транспортировки поворотное устройство 81, с помощью которого отдельные, снабжаемые покрытием объекты могут поворачиваться вокруг их вертикальной оси в позицию транспортировки кольцевого транспортера 80.
Наконец, фиг.13 показывает модификацию, которая по существу совпадает с примером выполнения в соответствии с фиг.1, так что во избежание повторений ее описание опущено, причем соответствующие конструктивные элементы обозначены теми же ссылочными обозначениями.
Особенность этого примера выполнения заключается в том, что вместо обоих лакировальных боксов 13, 14 расположено по одной плазменной печи 82, 83.
Фиг.14А показывает соответствующую изобретению конструкцию кольцевых линий для запитывания нескольких лакировальных кабин 84-87 апплицирующим средством покрытия.
Отдельные лакировальные кабины 84-87 расположены при этом в нескольких параллельных ветвях 88-91 в ряд рядом друг с другом, причем подлежащие лакированию объекты (например, кузова автомобилей) транспортируются в указанном стрелкой направлении вдоль ветвей 88-91 через лакировальные кабины 84-87.
При этом питание средством для нанесения покрытия осуществляется с помощью кольцевой линии 92 с входной линией 93 и отводящей линией 94. При этом входная линия 93 и отводящая линия 94 проходят прямолинейно вдоль ряда лакировальных кабин 84-87, причем покрывающее средство протекает в подводящей линии 93 и отводящей линии 94 в указанном стрелкой направлении.
В каждой из лакировальных кабин 84-87 кольцевая линия 92 содержит выход 95-98 с приспособлением для волочения кабеля, к которому с помощью приспособления для волочения кабеля обычным образом могут быть подключены аппликационные устройства (например, ротационные распылители, распылительные пистолеты), как это известно, например, из документа DE 3927880 A1.
Отдельные выходы 95-98 при этом располагаются относительно ряда лакировальных кабин 84-87 в центре, в результате чего кольцевая линия больше не должна проводиться вокруг отдельных лакировальных кабин 84-87 в форме меандра.
Фиг.14 В показывает альтернативную прокладку кольцевой линии 92, причем этот пример по существу совпадает с ранее описанным и изображенным на фиг.14А примером, так что во избежание повторения он не нуждается в повторном пояснении, причем для соответствующих отдельных элементов используются те же самые ссылочные обозначения.
Особенность этого примера выполнения заключается в том, что отводящая линия 94 кольцевой линии 92 проходит в форме меандра, причем отводящая линия образует между непосредственно соседними лакировальными кабинами петлю, в результате чего отводящая линия 94 проходит на одной стороне ряда лакировальных кабин 84-87.
Также и в этом примере выполнения входящая линия 93 отводящей линии 92 проходит прямолинейно вдоль ряда лакировальных кабин 84-87. Конечно, входящая линия 93 проходит при этом в направлении транспортировки позади ряда лакировальных кабин 84-87, так что также выходы 95-98 с приспособлением для волочения кабеля расположены сбоку на задней стороне лакировальных кабин 84-87, причем соединение между выходами 95-98 и подводящей линей 93 осуществляется с помощью межсистемной линии.
Фиг.14с показывает следующий пример выполнения возможной прокладки кольцевой линии 92, причем этот пример выполнения частично совпадает с уже описанными и изображенными на фиг.14А, 14В примерами выполнения, так что во избежание повторения он не поясняется, причем соответствующие отдельные элементы имеют одни и те же ссылочные обозначения.
Особенность этого примера выполнения заключается в том, что отводящая линия 94 кольцевой линии 92 проложена прямолинейно вдоль ряда лакировальных кабин 84-87, причем отводящая линия 94 в направлении транспортировки расположена перед рядом лакировальных кабин 84-87.
В случае этого примера выполнения подводящая линия 93, напротив, проложена в форме меандра вдоль ряда лакировальных кабин 84-87, причем каждый отдельный выход 95-98 с приспособлениями для волочения кабеля расположен сзади сбоку в соответствующих лакировальных кабинах 84-87.
В случае описанных выше примеров выполнения различных прокладок кольцевой линии кольцевая линия 92 может выборочно располагаться в камере повышенного давления, вымывном пространстве, держателе кабины или в прочих элементах лакировальных кабин 84-87. При центральном расположении кольцевой линии 92 в соответствии с фиг.14А кольцевая линия 92 проходит либо выше области лакировальной кабины, либо ниже области лакировальной кабины, в результате чего не происходит уменьшение поперечного сечения лакировальной кабины в свету.
Изобретение не ограничивается описанными выше примерами выполнения. Более того, возможно большое количество вариантов и преобразований, которые также охватываются идеей изобретения и по этой причине входят в объем правовой охраны.
Кроме того, изобретение претендует также на защиту для различных, описанных выше вариантов независимо от рассмотренной идеи разветвления тракта транспортировки на несколько параллельных ветвей.
Перечень ссылочных обозначений
1 - Кузов автомобиля
2 - Тракт транспортировки
3 - Участок поперечного перемещения
4 - Поворотное устройство
5-9 - Ветви тракта транспортировки
10 - Участок поперечного перемещения
11 - Поворотное устройство
12 - Тракт транспортировки
13-17 - Лакировальные боксы
18-22 - Испарительные секции на стороне входа
23-27 - Испарительные секции на стороне выхода
28 - Считывающее устройство
29 - Тракт транспортировки на стороне входа
30-33 - Ветви
34 - Общий тракт транспортировки
35-37 - Параллельные ветви
38 - Общий тракт транспортировки
39 - Лакировальный бокс
40 - Кузов автомобиля
41 - Тракт транспортировки
42, 43 - Лакировальный робот для прозрачного лака
44, 45 - Лакировальный робот для базисного лака
46, 47 - Дверцы
48 - Тракт транспортировки
49, 50 - Испарительная секция
51 - Лакировальная секция
52 - Устройство снабжения порошковым лаком
53 - Устройство утилизации (ресайклинга) порошкового лака
54-57 - Параллельные ветви
58-61 - Лакировальные боксы
62-65 - Испарительные секции
66 - Участок поперечного перемещения
67-70 - Параллельные ветви
71-74 - Плазменная печь
75 - Спиральный лифт
76 - Ветвь тракта транспортировки
77-79 - Обрабатывающие секции
80 - Кольцевой транспортер
81 - Поворотное устройство
82, 83 - Плазменная печь
84-87 - Лакировальные кабины
88-91 - Ветви
92 - Кольцевая линия
93 - Входная линия
94 - Отводящая линия
95 - Выход энергетической цепи А, В - Кузова автомобилей Н - Манипуляционный робот R - Лакировальный робот.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАКИРОВАЛЬНЫЙ РОБОТ И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2009 |
|
RU2492937C2 |
| РАСПЫЛИТЕЛЬ И СПОСОБ НАНЕСЕНИЯ ОДНОКОМПОНЕНТНЫХ И МНОГОКОМПОНЕНТНЫХ СРЕДСТВ ПОКРЫТИЯ | 2011 |
|
RU2567951C2 |
| СПОСОБ СБОРКИ КАБИНЫ ВОДИТЕЛЯ ТРАНСПОРТНОГО СРЕДСТВА ПРОМЫШЛЕННОГО НАЗНАЧЕНИЯ | 2014 |
|
RU2673316C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ОБЪЕКТОВ | 2010 |
|
RU2540387C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСТАТИЧЕСКОЙ СЕПАРАЦИИ ИЗБЫТОЧНОГО РАСПЫЛЕНИЯ | 2010 |
|
RU2552475C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ И СПОСОБ СЕРИЙНОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ | 2007 |
|
RU2441712C2 |
| УНИВЕРСАЛЬНЫЙ РАСПЫЛИТЕЛЬ И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2007 |
|
RU2450868C2 |
| СПОСОБ ЛАКИРОВАНИЯ И ЛАКИРОВАЛЬНАЯ УСТАНОВКА ДЛЯ ДЕКОРАТИВНОГО ЛАКИРОВАНИЯ | 2015 |
|
RU2669636C2 |
| ОПОРА ДЕТАЛИ ДЛЯ ТРАНСПОРТИРОВКИ ПОДЛЕЖАЩЕЙ ЛАКИРОВАНИЮ ДЕТАЛИ | 2007 |
|
RU2441828C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ С ДОЗИРОВОЧНЫМ УСТРОЙСТВОМ | 2007 |
|
RU2427432C2 |



Изобретение касается установки для нанесения покрытия, в частности для лакирования кузовов автомобилей. Установка содержит тракт транспортировки, вдоль проходит транспортировка нескольких снабжаемых покрытием объектов через установку для нанесения покрытия. Установка также содержит несколько обрабатывающих секций, в которых осуществляется обработка объектов. Тракт транспортировки разветвляется на несколько параллельных ветвей, в каждой из которых расположена по меньшей мере одна из обрабатывающих секций. Предусмотрен центральный блок управления для распределения подлежащих обработке объектов по различным ветвям тракта транспортировки в зависимости по меньшей мере от одного параметра, определяющего процесс нанесения покрытия. В способе эксплуатации установки для нанесения покрытия устанавливают параметр, который определяет процесс лакирования. Затем в зависимости от определяющего процесс параметра распределяют снабжаемые покрытием объекты по нескольким параллельным ветвям тракта транспортировки. В каждой из ветвей расположена по меньшей мере одна из обрабатывающих секций. Техническим результатом изобретения является обеспечение возможности оптимального согласования климатических условий с соответствующими индивидуальными требованиями, упрощение ввода в эксплуатацию, повышение качества покрытия и оптимизация процесса нанесения покрытия. 2 н. и 63 з.п. ф-лы, 14 ил.
1. Установка для нанесения покрытия, в частности для лакирования кузовов автомобилей, содержащая
a) тракт (2, 12) транспортировки, вдоль которого проходит транспортировка нескольких снабжаемых покрытием объектов (1) через установку для нанесения покрытия, и
b) несколько обрабатывающих секций (13-17, 18-22, 23-27), в которых осуществляется обработка объектов, отличающаяся тем, что
тракт (2, 12) транспортировки разветвляется на несколько параллельных ветвей (5-9, 30-33, 35-37, 54-57), в каждой из которых расположена по меньшей мере одна из обрабатывающих секций (13-17, 18-22, 23-27), причем предусмотрен центральный блок управления для распределения подлежащих обработке объектов по различным ветвям тракта транспортировки в зависимости по меньшей мере от одного параметра, определяющего процесс нанесения покрытия.
2. Установка для нанесения покрытия по п.1, отличающаяся тем, что определяющий процесс параметр для распределения снабжаемых покрытием объектов (1) содержит по меньшей мере одну из следующих величин:
a) тип снабжаемого покрытием объекта,
b) цвет подлежащего апплицированию наносимого средства,
c) требования к качеству покрытия,
d) тип подлежащего апплицированию наносимого средства,
e) взрывоопасность и/или пожароопасность подлежащего апплицированию наносимого средства и/или
f) параметры лакирования, специфические в отношении наносимого средства.
3. Установка для нанесения покрытия по п.1, отличающаяся тем, что параллельные ветви (5-9, 30-33, 35-37, 54-57) тракта (2, 12) транспортировки вновь сходятся на стороне выхода.
4. Установка для нанесения покрытия по п.1, отличающаяся тем, что в каждой из параллельных ветвей тракта (2, 12) транспортировки расположена по меньшей мере одна секция (13-17) для нанесения покрытия, в которой происходит нанесение покрытия на объекты (1).
5. Установка для нанесения покрытия по п.1, отличающаяся тем, что в каждой из параллельных ветвей тракта (2, 12) транспортировки друг за другом расположены несколько обрабатывающих секций (13-17, 18-22, 23-27).
6. Установка для нанесения покрытия по п.5, отличающаяся тем, что в каждой из параллельных ветвей расположено одинаковое количество обрабатывающих секций (13-17, 18-22, 23-27).
7. Установка для нанесения покрытия по п.5, отличающаяся тем, что в параллельных ветвях расположено различное количество обрабатывающих секций (13-17, 18-22, 23-27).
8. Установка для нанесения покрытия по п.1, отличающаяся тем, что в отдельных ветвях тракта (2, 12) транспортировки в направлении транспортировки одна за другой расположены следующие обрабатывающие секции (13-17, 18-22, 23-27):
а) на стороне входа расположена первая испарительная секция (18-22), для сушки снабжаемого покрытием объекта (1) после нанесения покрытия,
b) на стороне выхода расположена вторая испарительная секция (23-27) для сушки снабжаемого покрытием объекта (1) после нанесения покрытия,
c) между обеими испарительными секциями (18-22, 23-27) расположена секция (13-17) для нанесения покрытия на снабжаемый покрытием объект (1).
9. Установка для нанесения покрытия по п.1, отличающаяся тем, что по меньшей мере в одной ветви тракта транспортировки перед обрабатывающей секцией расположена секция ожидания.
10. Установка для нанесения покрытия по п.1, отличающаяся тем, что тракт (2, 12) транспортировки обеспечивает возможность транспортировки снабжаемых покрытием объектов (1) в двух направлениях по меньшей мере в параллельных ветвях.
11. Установка для нанесения покрытия по п.1, отличающаяся тем, что тракт (2, 12) транспортировки выполнен с возможностью работы в непрерывном или чередующемся режиме.
12. Установка для нанесения покрытия по п.1 или 10, отличающаяся тем, что тракт (2, 12) транспортировки обеспечивает транспортировку отдельных снабжаемых покрытием изделий (1) с единой скоростью транспортировки или с различными скоростями транспортировки.
13. Установка для нанесения покрытия по п.1, отличающаяся тем, что между двумя соседними параллельными ветвями тракта (2, 12) транспортировки расположен, по меньшей мере, один робот (Н, Р) для обслуживания секций (13-17, 18-22, 23-27) обработки в обеих соседних ветвях.
14. Установка для нанесения покрытия по п.5, отличающаяся тем, что в одной ветви (7, 8) тракта (2, 12) транспортировки расположена секция (15, 16) для нанесения мокрого лака, а в другой ветви (5, 6) тракта (2, 12) транспортировки расположена секция (13, 14) для нанесения порошкового лака.
15. Установка для нанесения покрытия по п.1, отличающаяся тем, что
a) по меньшей мере в одной ветви (5) тракта (2, 12) транспортировки расположена секция (13) для нанесения монохроматического покрытия, которая без смены краски исключительно апплицирует средство для нанесения покрытия применительно к наиболее часто желаемому цвету,
b) в другой ветви (6-8) тракта (2, 12) транспортировки расположена секция (14-16) нанесения мультихроматического покрытия, которая апплицирует наносимые средства различных цветов.
16. Установка для нанесения покрытия по п.1, отличающаяся тем, что
a) в одной ветви (5-8) тракта (2, 12) транспортировки расположена активная секция (13-16) для нанесения покрытия для нормального режима работы, и
b) в другой ветви (9) тракта (2, 12) транспортировки расположена неактивная секция (17) для резервного режима.
17. Установка для нанесения покрытия по п.1, отличающаяся тем, что
a) в ветви (5-7) тракта (2, 12) транспортировки расположена секция (13-15) для нанесения покрытия на кузова (1) автомобилей и
b) в другой ветви (8) тракта (2, 12) транспортировки расположена секция (16) для нанесения покрытия на навесные элементы.
18. Установка для нанесения покрытия по п.1, отличающаяся тем, что
а) в отдельных ветвях тракта (2, 12) транспортировки расположена по одной монохроматической секции (51) для нанесения покрытия, которая лишь апплицирует наносимое средство определенного цвета, и
b) в отдельных ветвях тракта (2, 12) транспортировки расположено по одному монохроматическому утилизирующему устройству (53), которое обеспечивает возможность повторного использования лишь наносимого средства из соответствующей секции (51) для нанесения покрытия.
19. Установка для нанесения покрытия по п.1 или 13, отличающаяся тем, что по меньшей мере в одной секции для нанесения покрытия расположены два лакировальных робота (42, 43) для прозрачного лака и два лакировальных робота (44, 45) для базисного лака, каждый из которых может использоваться в качестве манипуляционного робота.
20. Установка для нанесения покрытия по п.1, отличающаяся тем, что
a) на тракте (2, 12) транспортировки перед разветвлением расположено центральное устройство (28) считывания, предназначенное для идентификации поступающих снабжаемых покрытием объектов (1), и
b) параллельные ветви тракта (2, 12) транспортировки свободны от других дополнительных устройств считывания.
21. Установка для нанесения покрытия по п.1, отличающаяся тем, что секции (13-17, 18-22, 23-27) обработки в параллельных ветвях тракта (2, 12) транспортировки имеют различные климатические условия.
22. Установка для нанесения покрытия по п.1 или 5, отличающаяся тем, что отдельные обрабатывающие секции (13-17, 18-22, 23-27) образуют стандартизированные модули.
23. Установка для нанесения покрытия по п.22, отличающаяся тем, что
a) различные обрабатывающие секции (13-17, 18-22, 23-27) имеют единые внешние размеры, или
b) различные обрабатывающие секции (13-17, 18-22, 23-27) имеют единые присоединительные узлы для сжатого воздуха, наносимого средства, промывочного средства, подводимого воздуха, отводимого воздуха, сигналов управления, измерительных сигналов и/или электропитания.
24. Установка для нанесения покрытия по п.1, отличающаяся тем, что тракт (2, 12) транспортировки содержит несколько ответвлений в каждой из нескольких параллельных ветвей (5-9, 30-33, 35-37, 54-57), причем ответвления расположены в направлении транспортировки одно за другим.
25. Установка для нанесения покрытия по п.1, отличающаяся тем, что в тракте (2, 12) транспортировки за секцией для нанесения покрытия по ходу транспортировки расположена сушильная секция (71-74), в частности плазменная сушильная секция или установка отверждения под воздействием облучения.
26. Установка для нанесения покрытия по п.5, отличающаяся тем, что обрабатывающие секции (13-17, 18-22, 23-27) в различных параллельных ветвях тракта (2, 12) транспортировки имеют различную взрывозащиту и/или различную пожарозащиту.
27. Установка для нанесения покрытия по п.1, отличающаяся тем, что
a) отдельные секции для нанесения покрытия выполнены в качестве, по существу, закрытых кабин, каждая из которых содержит вход кабины и выход кабины, причем
b) вход кабины и/или выход кабины могут закрываться воротами, в частности роликовыми воротами.
28. Установка для нанесения покрытия по п.27, отличающаяся тем, что ворота защищены запирающим устройством, причем обслуживание запирающего устройства может осуществляться с помощью ключа, PIN-кода или кодовой карты.
29. Установка для нанесения покрытия по п.19, отличающаяся тем, что в ней предусмотрено раздельное запитывание наносимым средством для водного лака с одной стороны и для лака на базе растворителя с другой стороны, причем оба раздельных запитывания наносимым средством запитывают один и тот же лакировальный робот или различные лакировальные роботы.
30. Установка для нанесения покрытия по п.1, отличающаяся тем, что отдельные ветви (76) тракта транспортировки ответвляются от центральной точки (75) ответвления, по существу, радиально, причем снабжаемые покрытием объекты подводятся или отводятся через пункт (75) ответвления.
31. Установка для нанесения покрытия по п.30, отличающаяся тем, что в центральной точке (75) ответвления тракта транспортировки расположен спиральный лифт, который осуществляет подвод снабжаемых покрытием изделий посредством подъемного движения.
32. Установка для нанесения покрытия по п.1, отличающаяся тем, что содержит кольцевую линию (92) для снабжения отдельных секций (84-87) наносимым средством или прочим текучим средством, причем секции (84-87) обработки расположены в ряд.
33. Установка для нанесения покрытия по п.32, отличающаяся тем, что
a) кольцевая линия (92) содержит входную линию (93) и отводящую линию (94),
b) входная линия (93) проходит, по существу, прямолинейно вдоль ряда обрабатывающих секций (84-87), и
c) отводящая линия (94) проходит, по существу, прямолинейно вдоль ряда обрабатывающих секций (84-87).
34. Установка для нанесения покрытия по п.33, отличающаяся тем, что
а) кольцевая линия (92) в каждой из отдельных секций (84-87) обработки содержит выход (95-98) цепи подвода энергии, к которому может быть с целью питания подключена цепь подвода энергии для обеспечения устройств в отдельных секциях (84-87) обработки наносимым средством или прочим текучим средством, и
b) выход (95, 98) цепи подвода энергии расположен в отдельных обрабатывающих секциях (84-87) в центре, а именно относительно ряда обрабатывающих секций (84-87) и/или относительно отдельных обрабатывающих секций (84-87).
35. Установка для нанесения покрытия по п.32, отличающаяся тем, что
a) входящая линия (93) кольцевой линии (92) проходит в форме меандра вдоль ряда обрабатывающих секций (84-87) и вокруг отдельных обрабатывающих секций (84-87), и
b) отводящая линия (94) кольцевой линии (92) проходит, по существу, прямолинейно вдоль ряда обрабатывающих секций (84-87).
36. Установка по п.32, отличающаяся тем, что
a) входящая линия (93) кольцевой линии (92) проходит, по существу, прямолинейно вдоль ряда обрабатывающих секций (84-87), и
b) отводящая линия (94) кольцевой линии (92) проходит в форме меандра вдоль ряда обрабатывающих секций (84-87) и вокруг отдельных обрабатывающих секций (84-87).
37. Установка для нанесения покрытия по п.35 или 36, отличающаяся тем, что имеющая форму меандра входящая линия (93) или отводящая линия (94) образуют между соседними секциями (84-87) обработки петлю, в результате чего имеющая форму меандра подводящая линия (93) или отводящая линия (94) проходит каждый раз на одной и той же стороне ряда обрабатывающих секций (84-87).
38. Установка для нанесения покрытия по п.35 или 36, отличающаяся тем, что имеющая форму меандра входная линия (93) или отводящая линия (94) между соседними секциями (84-87) обработки каждый раз проходят с одной стороны ряда обрабатывающих секций (84-87) на противолежащий ряд обрабатывающих секций (84-87).
39. Установка для нанесения покрытия по п.32, отличающаяся тем, что в случае обрабатывающих секций (84-87) речь идет о лакировальных кабинах, каждая из которых имеет следующие области:
a) область лакирования, в которой на снабжаемые покрытием объекты наносится покрытие,
b) расположенную над областью лакирования камеру повышенного давления, которая образует напорное пространство, из которого свежий воздух нагнетается в область лакирования,
c) расположенное под областью лакирования вымывное пространство, в котором производится вымывание излишнего наносимого средства, поступающего из области лакирования,
d) держатель кабины, который механически несет лакировальную кабину.
40. Установка для нанесения покрытия по п.39, отличающаяся тем, что кольцевая линия (92) проходит по меньшей мере частично через камеру повышенного давления, через вымывное пространство или через держатель кабины.
41. Способ эксплуатации установки для нанесения покрытия, включающий следующие этапы:
a) транспортируют снабжаемые покрытием объекты (1) вдоль тракта (2, 12) транспортировки через установку для нанесения покрытия,
b) обрабатывают снабжаемые покрытием объекты (1) в нескольких обрабатывающих секциях (13-17, 18-22, 23-27), отличающийся следующими этапами:
c) устанавливают параметр, который определяет процесс лакирования,
d) в зависимости от определяющего процесс параметра распределяют снабжаемые покрытием объекты (1) по нескольким параллельным ветвям (5-9, 3-33, 35-37, 54-57) тракта (2, 12) транспортировки, в каждой из которых расположена по меньшей мере одна из обрабатывающих секций (13-17, 18-22, 23-27).
42. Способ эксплуатации по п.41, отличающийся тем, что определяющий процесс параметр для распределения снабжаемых покрытием объектов (1) содержит по меньшей мере одну из следующих величин:
a) тип снабжаемого покрытием объекта,
b) цвет подлежащего апплицированию наносимого средства,
c) требования к качеству покрытия,
d) тип подлежащего апплицированию наносимого средства,
e) взрывоопасность и/или пожароопасность подлежащего апплицированию наносимого средства и/или
f) параметры лакирования, специфические в отношении наносимого средства.
43. Способ эксплуатации по одному из пп.41 или 42, отличающийся тем, что кузова автомобилей с одной стороны и навесные элементы с другой стороны распределяют по различным ветвям (5-9, 3-33, 35-37, 54-57) тракта (2, 12) транспортировки.
44. Способ эксплуатации по п.43, отличающийся тем, что часто востребуемые краски с одной стороны и редко востребуемые краски с другой стороны апплицируют в различных ветвях тракта (2, 12) транспортировки.
45. Способ эксплуатации по п.41, отличающийся следующим этапом:
идентифицируют поступающие снабжаемые покрытием объекты (1) в одном центральном устройстве считывания перед разветвлением тракта (2, 12) транспортировки.
46. Способ эксплуатации по п.45, отличающийся тем, что при идентификации поступающих снабжаемых покрытием объектов (1) устанавливают и запоминают фактическое время.
47. Способ эксплуатации по п.46, отличающийся следующим этапом:
определяют позицию всех поступающих снабжаемых покрытием объектов (1) внутри установки для нанесения покрытия в зависимости от проведенной центральным устройством считывания идентификации и соответствующего времени и перед распределением по различным ветвям (5-9, 30-33, 35-37, 54-57) тракта (2, 12) транспортировки.
48. Способ эксплуатации по п.41, отличающийся следующим этапом:
устанавливают различные климатические условия в обрабатывающих секциях (13-17, 18-22, 23-27) в различных параллельных ветвях тракта (2,12) транспортировки.
49. Способ эксплуатации по п.41, отличающийся следующими этапами:
a) апплицируют базисный лак на снабжаемый покрытием объект (1) с помощью робота (44, 45) базисного лака,
b) манипулируют снабжаемым покрытием объектом (1) с помощью одного робота (42, 43) для прозрачного лака при апплицировании базисного лака,
c) апплицируют прозрачный лак на снабжаемый покрытием объект (1) с помощью лакировального робота (42, 43) для прозрачного лака,
d) манипулируют снабжаемым покрытием объектом (1) с помощью лакировального робота (44, 45) для прозрачного лака при апплицировании прозрачного лака.
50. Способ эксплуатации по п.49, отличающийся тем, что в одной ветви тракта (2, 12) транспортировки апплицируют мокрый лак, а в другой ветви тракта (2, 12) транспортировки апплицируют порошковый лак.
51. Способ эксплуатации по п.41, отличающийся тем, что снабжаемые покрытием объекты (1) транспортируют по меньшей мере в параллельных ветвях тракта (2, 12) транспортировки в обоих направлениях.
52. Способ эксплуатации по п.41 или 51, отличающийся тем, что снабжаемые покрытием объекты (1) транспортируют вдоль тракта (2, 12) транспортировки непрерывно или чередующимся образом.
53. Способ эксплуатации по п.52, отличающийся тем, что снабжаемые покрытием объекты (1) транспортируют вдоль тракта (2,12) транспортировки с одинаковой скоростью транспортировки или с различными скоростями транспортировки.
54. Способ эксплуатации по п.41, отличающийся тем, что используют секцию для нанесения покрытия, в которой на снабжаемые покрытием объекты (1) наносят однослойный порошковый лак.
55. Способ эксплуатации по п.41, отличающийся тем, что расположенный между двумя соседними ветвями тракта (2,12) транспортировки робот обслуживает обрабатывающие секции (13-17, 18-22, 23-27) в обеих соседних ветвях.
56. Способ эксплуатации по п.49, отличающийся тем, что
a) в каждой из отдельных ветвей тракта (2, 12) транспортировки апплицируют только наносимое средство определенного цвета, и
b) апплицированное в отдельных ветвях тракта (2,12) транспортировки избыточное наносимое средство раздельно используют вновь в этих отдельных ветвях.
57. Способ эксплуатации по п.41, отличающийся тем, что соседняя секция в одной ветви тракта (2, 12) транспортировки работает, в то время как другая обрабатывающая секция в другой ветви тракта (2, 12) транспортировки
a) монтируется,
b) демонтируется,
c) проходит техническое обслуживание,
d) тестируется,
e) оптимизируется или
f) используется в целях обучения (перепрограммирования).
58. Способ эксплуатации по п.41, отличающийся следующими этапами:
a) определяют прогресс обработки в отдельных ветвях тракта транспортировки.
b) распределяют поступающие снабжаемые покрытием объекты в ветвь тракта транспортировки с максимальным прогрессом обработки.
59. Способ эксплуатации по п.41, отличающийся тем, что поступающие в тракт транспортировки снабжаемые покрытием объекты в зависимости от заданных целей оптимизации эксплуатации установки для нанесения покрытия распределяют по параллельным ветвям тракта транспортировки.
60. Способ эксплуатации по п.59, отличающийся следующими целями оптимизации эксплуатации установки для нанесения покрытия:
a) минимизация потерь порошка,
b) минимизация потерь краски при замене,
c) минимизация необходимого размера для расположенного на стороне входа или стороне выхода буферного накопителя для промежуточного хранения снабжаемых покрытием объектов,
d) максимизация производительности установки для нанесения покрытия,
e) максимально равномерное распределение различных типов снабжаемых покрытием объектов в соответствии с долей изделий соответствующего типа,
f) оптимальное реагирование на требования применительно к расположенным на стороне входа необработанным узлам и/или расположенным на стороне выхода полностью смонтированным узлам,
g) качество покрытия,
h) минимизация или ограничение времени простоя транспортных приспособлений, которые служат для транспортировки отдельных снабжаемых покрытием объектов, и/или
i) минимизация или ограничение времени хранения использующихся наносимых средств во избежание осаждения компонентов наносимых средств.
61. Способ эксплуатации по п.59 или 60, отличающийся тем, что цели оптимизации имеют различные приоритеты.
62. Способ эксплуатации по п.49, отличающийся тем, что по меньшей мере в одной секции для нанесения покрытия осуществляют поочередное грунтование, и/или нанесение базисного лака, и/или нанесение прозрачного лака по принципу «влажное на влажное».
63. Способ эксплуатации по п.62, отличающийся тем, что в отдельных секциях для нанесения покрытия на находящихся в них снабжаемых покрытием объектах выполняют поочередно несколько этапов лакирования без промежуточной транспортировки соответствующего снабжаемого покрытием объекта.
64. Способ эксплуатации по п.63, отличающийся тем, что поочередно выполняют следующие этапы процесса лакирования:
a) наносят грунтовочный слой,
b) наносят базисный лак,
c) наносят прозрачный лак,
d) лакируют снабжаемый покрытием объект изнутри,
e) лакируют снабжаемый покрытием объект снаружи.
65. Способ по п.63 или 64, отличающийся тем, что по меньшей мере в одной секции для нанесения покрытия осуществляют следующие этапы процесса лакирования без промежуточной транспортировки находящегося в ней снабжаемого покрытием объекта:
a) наносят грунтовку во внутреннем пространстве снабжаемого покрытием объекта и наносят грунтовку на внешние поверхности снабжаемого покрытием объекта, и/или
b) наносят базисный лак во внутреннем пространстве снабжаемого покрытием объекта и наносят базисный лак на внешнюю поверхность снабжаемого покрытием объекта, и/или
c) наносят прозрачный лак во внутреннем пространстве снабжаемого покрытием объекта и наносят прозрачный лак на внешнюю поверхность снабжаемого покрытием объекта.
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ И СУШКИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1990 |
|
RU2011429C1 |
| US 5743962 A, 28.04.1998 | |||
| DE 4115111 A1, 14.11.1991 | |||
| DE 10355562 A1, 30.06.2005 | |||
| JP 58223458 A1, 26.12.1983 | |||
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2116234C1 |

