Изобретение относится к нефтедобывающей отрасли и может быть использовано в установках электроцентробежных насосов для скважинной добычи нефти в условиях, осложненных высоким содержанием абразивных частиц в пластовой продукции.
Известно устройство, представляющее собой ступень центробежного насоса, содержащее подвижный и неподвижный элемент. Неподвижный элемент выполнен в виде дискового ножа с каналами в виде продольных проходных отверстий. Подвижный элемент закреплен на приводном валу насоса, выполнен в виде ножа с радиальными режущими кромками и направляющими поверхностями. Подвижный и неподвижный элементы ступени центробежного насоса образуют режущую пару. Устройство предназначено для измельчения абразивных частиц, проходящих через рабочие ступени центробежного насоса, что снижает интенсивность абразивного износа деталей насоса [Пат. RU 37533 U1, МПК F04D 13/10, опубл. 27.04.2004].
К недостаткам известного устройства относится то, что линейная скорость различных точек радиальных режущих кромок ножа уменьшается по мере приближения к оси вращения, что обусловливает неравномерность воздействия различных участков режущих кромок на абразивные частицы. Максимальными линейными скоростями и, как следствие, максимальным разрушающим воздействием на абразивные частицы, характеризуются участки режущих кромок, наиболее удаленные от оси вращения. Однако в описываемом известном устройстве наиболее удаленные от оси вращения участки режущих кромок не пересекают каналы неподвижного дискового ножа и не задействованы в процессе дробления абразивных частиц.
Кроме того, известное устройство не создает напора жидкости и поэтому может работать только в паре со ступенями скважинного насоса, создающими напор.
Наиболее близкой к заявленному изобретению по совокупности признаков является ступень центробежного насоса для измельчения твердых абразивных частиц, содержащихся в перекачиваемой жидкости, состоящая из рабочего колеса закрытого типа и направляющего аппарата, выполненного из двух колец, жестко соединенных лопатками призматической формы. Рабочее колесо в описываемой ступени выполнено в виде двух дисков, отстоящих на определенном расстоянии друг от друга с расположенными между ними лопастями, имеющими плавно-изогнутую форму и изготовленными из высокопрочной стали. Лопатки направляющего аппарата, изготовленные из того же материала, выполнены в виде призмы, в основании которой лежит криволинейный четырехугольник, образованный тремя прямыми линиями и дугой окружности, вогнутой внутрь четырехугольника. Межлопаточные расстояния у рабочего колеса на выходе и у направляющего аппарата на входе равны, а ширина дуги лопатки рабочего колеса, прилегающей к направляющему аппарату, составляет не менее трехкратной величины межлопаточного расстояния направляющего аппарата на входе в него [Пат. RU 2157922 С1, МПК F04D 7/04, опубл. 20.10.2000].
Измельчение твердых абразивных частиц при работе описываемой ступени происходит за счет механического воздействия, создания гидравлического удара и усиления кавитационных процессов при вращении рабочего колеса. Данное устройство принято в качестве прототипа.
Признаками прототипа, совпадающими с существенными признаками заявляемой ступени является наличие рабочего колеса и направляющего аппарата с лопатками, выполнение лопаток направляющего аппарата в виде призмы.
К недостаткам известной ступени следует отнести то, что лопатки статора и лопасти рабочего колеса известной ступени выполнены из высокопрочной стали. Твердость высокопрочной стали ниже, чем, например, твердость частиц кварцевого песка, зачастую содержащегося в перекачиваемой жидкости. Вышесказанное обусловливает снижение эффективности механического разрушения твердых абразивных частиц и повышение интенсивности износа лопаток направляющего аппарата при работе известной ступени.
Измельчение твердых абразивных частиц, содержащихся в перекачиваемой жидкости, реализуется за счет создания гидроударов и усиления кавитационных процессов в рабочей ступени центробежного насоса. Измельчаемые частицы подвергаются объемному сжатию с незначительной деформацией. Кавитационное воздействие на измельчаемые твердые частицы является менее эффективным по сравнению с механическим воздействием, поскольку процесс кавитационного изнашивания имеет усталостный характер. В то же время циклические гидравлические удары, приводящие к резким колебаниям давления в рабочей ступени насоса, имеют такие негативные последствия для деталей ступеней центробежных насосов, как: усталостное разрушение поверхности металла, сопровождающееся значительным шумом и вибрацией при работе насоса, которые приводят к сокращению срока службы насоса.
Задачей, на решение которой направлено предлагаемое изобретение, является эффективное измельчение твердых абразивных частиц, содержащихся в перекачиваемой жидкости, и увеличение времени наработки центробежного насоса на отказ.
Указанный результат достигается тем, что в ступени центробежного насоса для измельчения твердых абразивных частиц, содержащихся в перекачиваемой жидкости, включающей рабочее колесо с лопастями и направляющий аппарат, имеющий лопатки, выполненные в виде призм, согласно изобретению направляющий аппарат образован цилиндрическим корпусом с верхним и нижним дисками, между которыми расположены лопасти, а лопатки в виде призм размещены на внутренней поверхности цилиндрического корпуса с образованием зубчатого венца и выполнены из материала, твердость которого превышает твердость измельчаемых абразивных частиц, например, из твердого сплава ВК8. Боковые поверхности лопаток зубчатого венца наклонены под углом, обеспечивающим соударение с абразивными частицами, выходящими из рабочего колеса в потоке жидкости, под углом, близким к 90 градусам.
Для технологичности изготовления зубчатый венец может быть сформирован в виде вкладыша из однородного твердого материала и закреплен на внутренней поверхности цилиндрического корпуса направляющего аппарата посредством шпонки или стопорного кольца. В верхнем диске направляющего аппарата выполнены отверстия, предназначенные для удаления абразивных частиц, скапливающихся в полости между рабочим колесом и верхним диском направляющего аппарата. Рабочее колесо может быть выполнено с углом наклона лопастей на выходе равным или большим 90 градусам.
В некоторых вариантах исполнения рабочее колесо может быть выполнено открытой конструкции, а в основаниях лопаток зубчатого венца могут находиться криволинейные многоугольники.
Использование в ступени направляющего аппарата, образованного цилиндрическим корпусом с верхним и нижним дисками, между которыми расположены лопасти (аналогичного серийно выпускаемым) позволяет повысить технологичность изделия на этапе изготовления.
Применение зубчатого венца с лопатками, изготовленного из материала, твердость которого превышает твердость измельчаемых абразивных частиц, например, из твердого сплава ВК8, обеспечивает эффективное измельчение абразивных частиц, содержащихся в потоке перекачиваемой жидкости, а также увеличивает время наработки центробежного насоса на отказ. При формировании зубчатого венца в виде вкладыша из твердого материала от воздействия твердых абразивных частиц дополнительно защищены также боковые стенки цилиндрического корпуса направляющего аппарата, выполненного из металла менее твердого, чем измельчаемые частицы.
Наклон боковых поверхностей лопаток зубчатого венца, обеспечивающий угол атаки абразивных частиц близкий к 90 градусам, позволяет реализовать динамическое, ударное воздействие абразивных частиц о боковые поверхности лопаток, что увеличивает деформацию измельчаемых абразивных частиц, содержащихся в потоке перекачиваемой жидкости.
Фиксация зубчатого венца в виде вкладыша шпонкой или стопорным кольцом исключает его проворот относительно направляющего аппарата, что предотвращает разрушение последнего.
Наличие сквозных отверстий в верхнем диске направляющего аппарата ступени центробежного насоса обеспечивает удаление абразивных частиц, скапливающихся в полости между рабочим колесом и верхним диском направляющего аппарата, чем снижается износ направляющего аппарата рабочей ступени, обусловленный циркуляцией абразива во вторичных течениях.
Для создания максимального динамического напора на выходе потока жидкости из каналов рабочего колеса угол наклона лопастей на выходе β целесообразно принимать не менее 90°, то есть в предпочтительном варианте лопасти рабочего колеса должны быть радиально направленными или иметь загнутые вперед концы на выходе, при этом максимальный угол наклона лопастей на выходе рабочего колеса β ограничивается условием устойчивой работы насоса при перекачивании жидкости. Такое исполнение рабочего колеса обеспечивает максимальную скорость движения абразивных частиц в выходящем из него потоке перекачиваемой жидкости, что приводит к повышению эффективности процесса измельчения абразивных частиц при их соударении о лопатки зубчатого венца. Толщина и число лопастей рабочего колеса выбирается из условий обеспечения заданных прочностных характеристик колеса и режимных параметров работы ступени центробежного насоса.
На основании изложенного заявляемое изобретение является техническим решением, обладает новизной и имеет изобретательский уровень, так как оно неизвестно из уровня техники и для специалистов оно явным образом не следует из уровня техники с более ранним приоритетом. Промышленная применимость ступени подтверждается возможностью ее реализации с использованием известных средств, применяемых в нефтедобывающей промышленности, и материалов.
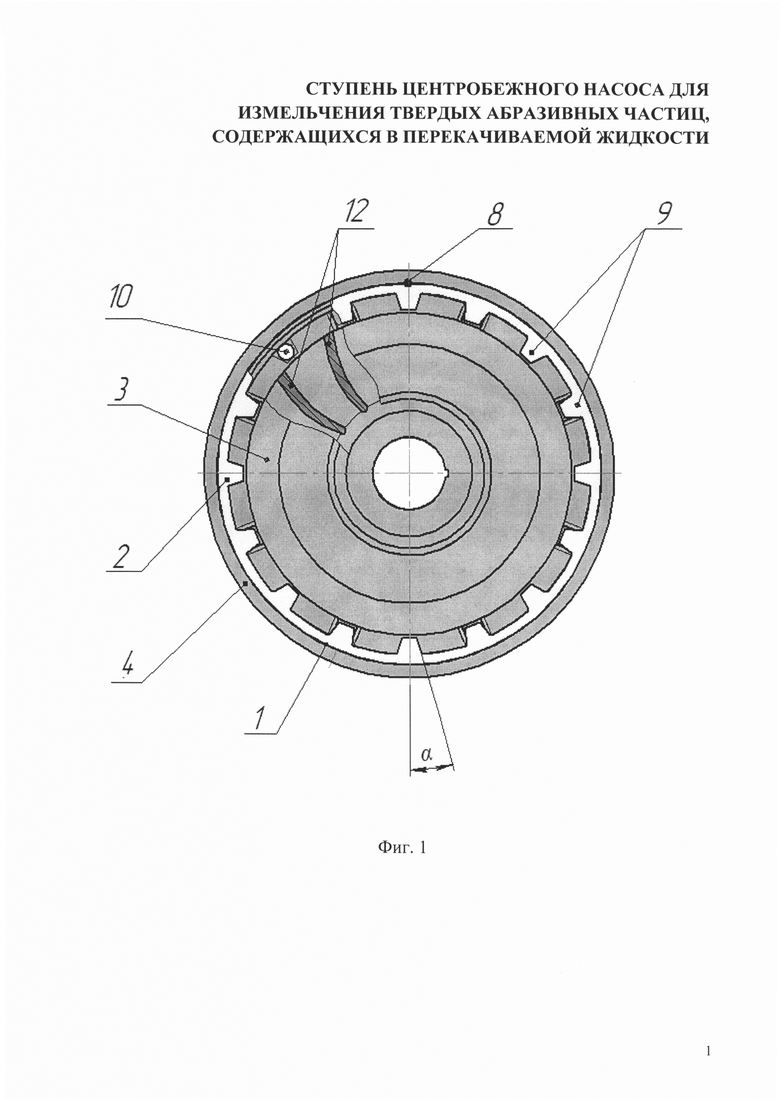
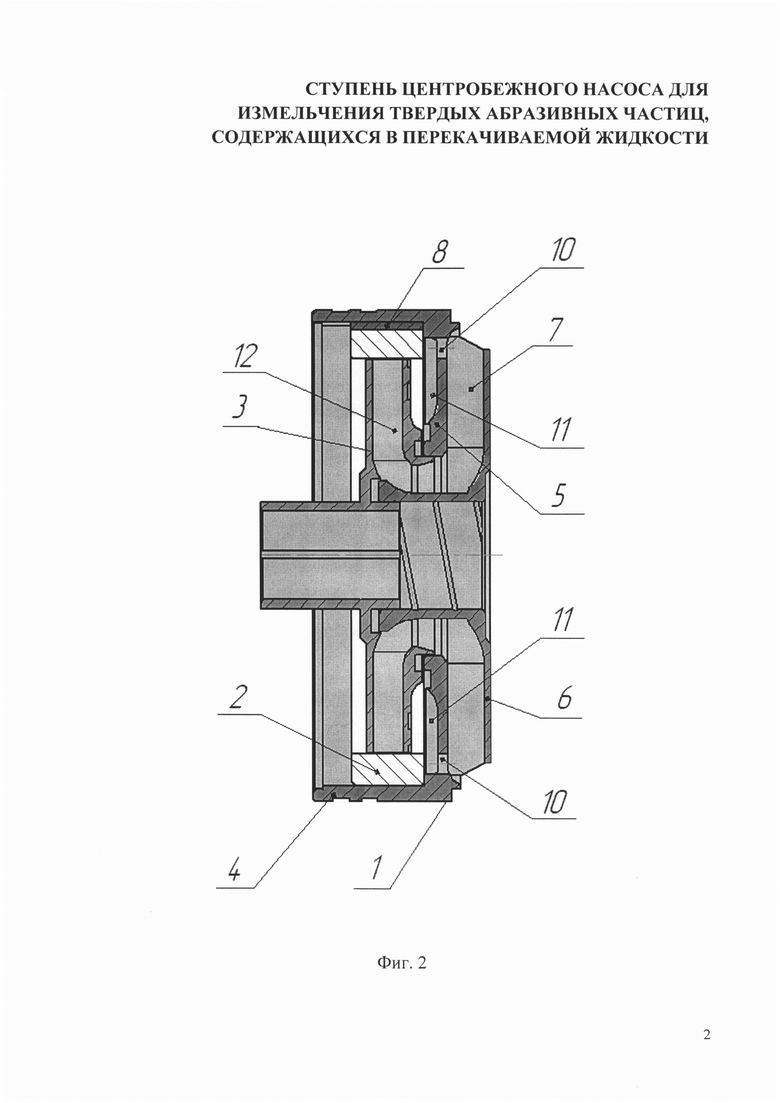
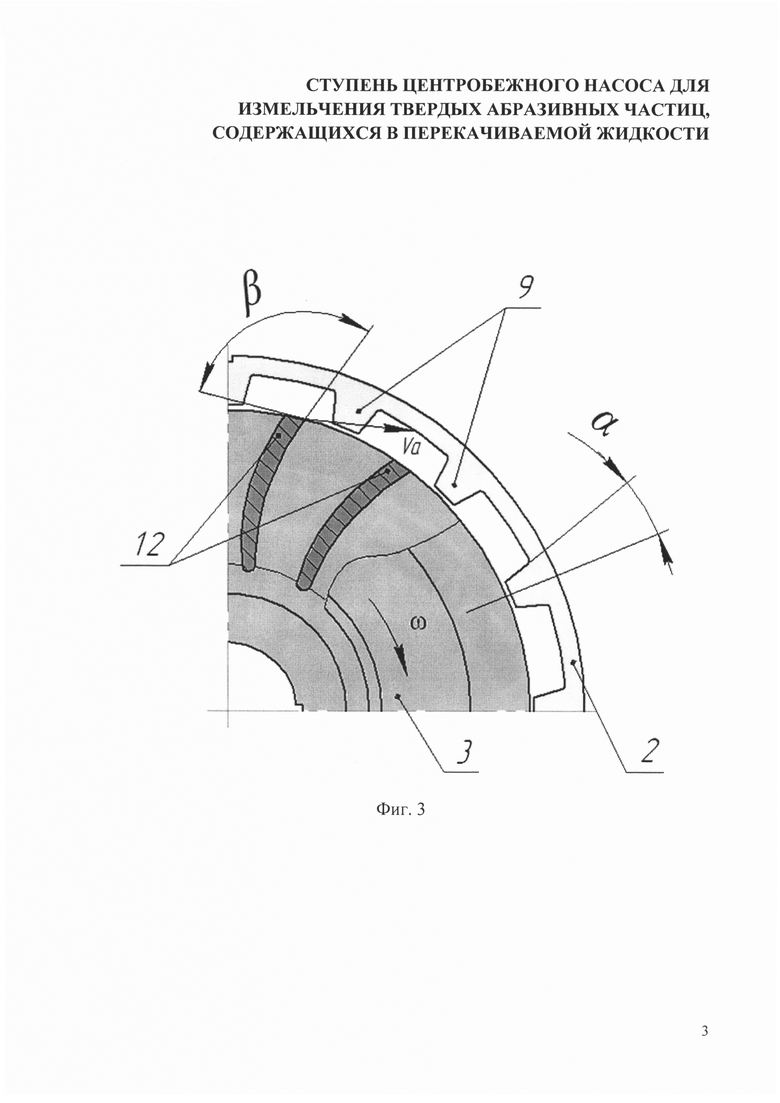
Сущность изобретения поясняется чертежами, где на фиг. 1 схематически показана заявляемая ступень центробежного насоса, вид сверху; на фиг. 2 - поперечный разрез заявляемой ступени; на фиг. 3 представлена схема скоростей абразивной частицы в потоке жидкости, перекачиваемой рабочим колесом заявляемого устройства.
Ступень центробежного насоса (фиг. 1 и фиг. 2) включает направляющий аппарат 1, внутри которого с образованием зубчатого венца 2 размещены лопатки 9 в виде призм, и рабочее колесо 3. Направляющий аппарат 1 содержит цилиндрический корпус 4 с верхним 5 и нижним 6 дисками, между которыми размещены лопасти 7, образующие направляющие каналы для перекачиваемой жидкости. Лопатки 9 в виде призм изготавливают из материала с твердостью, превышающей твердость измельчаемых абразивных частиц. Зубчатый венец 2 из лопаток 9 может быть сформирован в виде вкладыша, выполненного из однородного материала, твердость которого выше твердости измельчаемых абразивных частиц, и закрепленного в направляющем аппарате на внутренней поверхности цилиндрического корпуса 4 с помощью шпонки 8. В качестве альтернативного варианта для фиксации зубчатого венца может быть применено стопорное кольцо, надетое на наружный диаметр зубчатого венца 2 или установленное в совмещенных кольцевых расточках направляющего аппарата 1 и зубчатого венца 2. В основаниях лопаток 9 зубчатого венца 2 лежат криволинейные многоугольники, при этом боковые поверхности лопаток 9 наклонены относительно направления радиальной линии на угол α таким образом, чтобы абразивные частицы, находящиеся в потоке перекачиваемой жидкости, ударялись о поверхности лопаток под углом близким к 90 градусам. Выбор формы и количества граней призм, образующих лопатки 9 зубчатого венца 2, осуществляется на основании оптимизационных расчетов, исходя из условий минимальных материальных затрат на изготовление зубчатого венца 2 и обеспечения эффективного измельчения абразивных частиц, содержащихся в перекачиваемой жидкости. Угол наклона α определяется также расчетным путем в зависимости от скорости и направления потока, выходящего из рабочего колеса 3.
Некоторые варианты исполнения предусматривают изготовление ступеней центробежного насоса с применением метода литья, когда зубчатый венец 2 с лопатками 9 образует единое целое с цилиндрическим корпусом 4 направляющего аппарата 1 из материала, твердость которого превышает твердость измельчаемых абразивных частиц, например, из твердого сплава ВК8.
В верхнем диске 5 направляющего аппарата выполнены сквозные отверстия 10 для удаления абразива, скапливающегося в зазоре 11 между боковым диском рабочего колеса 3 и верхним диском 5 направляющего аппарата.
Рабочее колесо 3 снабжено радиально направленными лопастями 12 и может быть закрытого типа с двумя дисками (фиг. 2) или открытого типа с одним ведущим диском (не показано). Угол наклона лопастей 12 на выходе рабочего колеса β превышает 90° и ограничивается условием устойчивой работы ступени насоса при перекачивании жидкости (фиг. 3).
Заявляемая ступень работает следующим образом.
Перекачиваемая жидкость, содержащая абразивные частицы, через входные каналы, образованные лопастями 7, верхним 5 и нижним 6 дисками направляющего аппарата, подается на вход рабочего колеса 3, вращающегося с частотой ω. При вращении рабочего колеса 3 перекачиваемому потоку жидкости с твердыми абразивными частицами сообщается энергия и он движется вдоль лопастей 12 от центра рабочего колеса к периферии в сторону цилиндрического корпуса 4 направляющего аппарата. На выходе из рабочего колеса 3 поток, содержащий абразивные частицы, направляется лопастями 12 на лопатки 9 зубчатого венца 2 с абсолютной скоростью Va (направление вектора Va указано на фиг. 3). Боковые поверхности лопаток 9 расположены под углом α к радиальным линиям зубчатого венца 2. Величина угла α подобрана таким образом, чтобы перекачиваемый поток, содержащий абразивные частицы, направлялся на лопатки 9 под углом близким к 90 градусам, то есть направление вектора абсолютной скорости Va абразивной частицы при выходе с лопасти 12 рабочего колеса 3 должно быть перпендикулярно боковой поверхности лопатки 9 зубчатого венца 2. Абразивные частицы, содержащиеся в потоке жидкости, ударяются о лопатки 9 зубчатого венца 2, деформируются и измельчаются. Часть измельченных абразивных частиц скапливается в зазоре 11 между верхним диском 5 направляющего аппарата 1 и рабочим колесом 3, откуда удаляется через отверстия 10. Большая часть измельченных частиц уносится потоком перекачиваемой жидкости в последующие ступени центробежного насоса. После измельчения абразивные частицы оказывают меньшее изнашивающее влияние на ступени центробежного насоса, тем самым увеличивается наработка насоса на отказ. Выполнение зубчатого венца из материала, твердость которого выше твердости измельчаемых абразивных частиц (например, из твердого сплава ВК8), обусловливает высокий ресурс заявляемого устройства, так как разрушаемые абразивные частицы изнашивают венец и его лопатки с низкой интенсивностью и не оказывают воздействия на цилиндрический корпус направляющего аппарата, выполненного из более мягкой стали.
Конструкция заявляемой ступени может использоваться в качестве первых ступеней при сборке центробежного насоса, либо из заявляемых ступеней может быть укомплектована отдельная входная секция центробежного насоса. Такая комплектация обусловливает возможность измельчения твердых абразивных частиц, содержащихся в потоке перекачиваемой жидкости, до попадания в последующие рабочие ступени, что предотвратит износ и увеличит время наработки центробежного насоса на отказ. При этом исполнение насоса может быть плавающим, пакетным или компрессионным.
Таким образом, в заявляемой ступени за счет организации движения потока перекачиваемой жидкости обеспечивается рациональное соударение выходящих из рабочего колеса абразивных частиц с боковыми поверхностями лопаток зубчатого венца, имеющими более высокую твердость, происходит интенсивное разрушение абразивных частиц, в результате чего снижается их изнашивающее воздействие на детали последующих рабочих ступеней и, как следствие, увеличивается время наработки центробежного насоса на отказ.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВХОДНОЕ УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПЛАСТОВОЙ ЖИДКОСТИ | 2018 |
|
RU2673493C1 |
| ВХОДНОЕ УСТРОЙСТВО ДЛЯ ОЧИСТКИ СКВАЖИННОЙ ЖИДКОСТИ ОТ МЕХАНИЧЕСКИХ ПРИМЕСЕЙ | 2018 |
|
RU2675707C1 |
| СТУПЕНЬ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2218482C1 |
| ПОГРУЖНОЙ МНОГОСТУПЕНЧАТЫЙ ЦЕНТРОБЕЖНЫЙ НАСОС | 2014 |
|
RU2578924C2 |
| ПОГРУЖНОЙ МНОГОСТУПЕНЧАТЫЙ ЦЕНТРОБЕЖНЫЙ НАСОС И СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА И НАПРАВЛЯЮЩЕГО АППАРАТА СТУПЕНИ НАСОСА | 2014 |
|
RU2580611C2 |
| СТУПЕНЬ ПОГРУЖНОГО МУЛЬТИФАЗНОГО НАСОСА (ВАРИАНТЫ) | 2016 |
|
RU2638244C1 |
| СТУПЕНЬ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2016 |
|
RU2628470C1 |
| СТУПЕНЬ ПОГРУЖНОГО ЦЕНТРОБЕЖНОГО МНОГОСТУПЕНЧАТОГО НАСОСА | 2002 |
|
RU2213887C1 |
| СТУПЕНЬ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2004 |
|
RU2269032C2 |
| СТУПЕНЬ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО НАСОСА | 2003 |
|
RU2253756C2 |
Изобретение относится к нефтедобывающей отрасли и может быть использовано в установках электроцентробежных насосов для измельчения твердых абразивных частиц, содержащихся в перекачиваемой жидкости при скважинной добычи нефти. Ступень содержит рабочее колесо с лопастями и направляющий аппарат, имеющий лопатки в виде призм. Направляющий аппарат образован цилиндрическим корпусом с верхним и нижним дисками, между которыми расположены лопасти, а лопатки в виде призм размещены на внутренней поверхности цилиндрического корпуса с образованием зубчатого венца и выполнены из материала, твердость которого превышает твердость измельчаемых абразивных частиц. Боковые поверхности лопаток зубчатого венца наклонены под углом, обеспечивающим соударение с абразивными частицами, выходящими из рабочего колеса в потоке жидкости, под углом, близким к 90 градусам. Изобретение направлено на повышение эффективности измельчения твердых абразивных частиц, содержащихся в перекачиваемой жидкости, и увеличение времени наработки центробежного насоса на отказ. 5 з.п. ф-лы, 3 ил.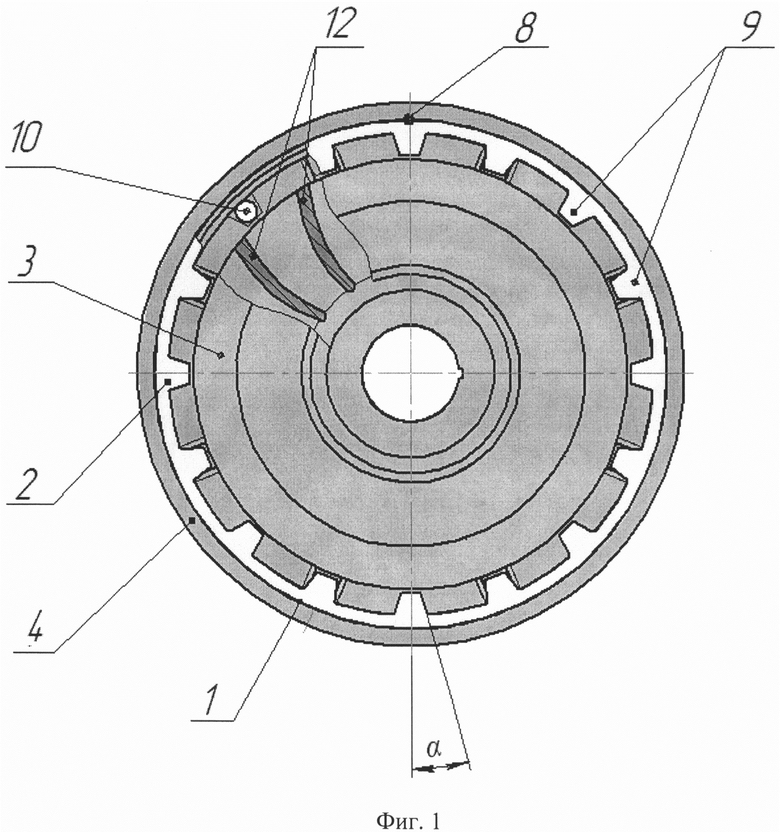
1. Ступень центробежного насоса для измельчения твердых абразивных частиц, содержащихся в перекачиваемой жидкости, состоящая из рабочего колеса с лопастями и направляющего аппарата, имеющего лопатки в виде призм, отличающаяся тем, что направляющий аппарат образован цилиндрическим корпусом с верхним и нижним дисками, между которыми расположены лопасти, а лопатки в виде призм размещены на внутренней поверхности цилиндрического корпуса с образованием зубчатого венца и выполнены из материала, твердость которого превышает твердость измельчаемых абразивных частиц, при этом боковые поверхности лопаток зубчатого венца наклонены под углом, обеспечивающим соударение с абразивными частицами, выходящими из рабочего колеса в потоке жидкости, под углом, близким к 90 градусам.
2. Ступень по п. 1, отличающаяся тем, что зубчатый венец сформирован в виде вкладыша, выполненного из однородного материала и закрепленного на внутренней поверхности цилиндрического корпуса направляющего аппарата посредством шпонки или стопорного кольца.
3. Ступень по п. 1, отличающаяся тем, что в верхнем диске направляющего аппарата выполнены отверстия, предназначенные для удаления абразивных частиц, скапливающихся в полости между рабочим колесом и верхним диском направляющего аппарата.
4. Ступень по п. 1, отличающаяся тем, что рабочее колесо выполнено с углом наклона лопастей на выходе равным или большим 90 градусам.
5. Ступень по п. 1, отличающаяся тем, что рабочее колесо выполнено открытым.
6. Ступень по п. 1, отличающаяся тем, что в основаниях лопаток в виде призм лежат криволинейные многоугольники.
| ЦЕНТРОБЕЖНЫЙ НАСОС С РАБОЧИМ КОЛЕСОМ ЗАКРЫТОГО ТИПА | 1994 |
|
RU2157922C2 |
| Устройство для увлажнения и разрыхления концов каната | 1933 |
|
SU37533A1 |
| СТУПЕНЬ ЦЕНТРОБЕЖНОГО СКВАЖИННОГО НАСОСА | 2001 |
|
RU2196253C1 |
| US 9506471 B2, 29.11.2016 | |||
| US 3961758 A1, 08.06.1976. | |||

