Настоящее изобретение относится к способам изготовления панелей, имеющих декоративную поверхность, или так называемых декоративных панелей.
В частности, изобретение относится к способам изготовления панелей, где указанные панели по меньшей мере содержат основание и верхний слой, причем указанный верхний слой содержит слой бумаги, имеющий напечатанный рисунок. Панели изобретения могут относиться к мебельным панелям, потолочным панелям, напольным панелям или т.п., причем эти панели предпочтительно содержат основание на основе дерева, такое как основание MDF или HDF (древесноволокнистая плита средней или высокой плотности), или основание, состоящее из или по существу изготовленное из древесностружечной плиты.
Традиционно, декор или рисунок таких панелей печатается на бумаге посредством офсетной или глубокой печати. Полученная бумага рассматривается в качестве декоративной бумаги в так называемой панели ламината. Согласно процессу DPL (ламината прямого давления) уже отпечатанная бумага или декоративная бумага обеспечивается меламиновой смолой для образования декоративного слоя. Впоследствии образуется стопка, содержащая по меньшей мере основание в форме пластины, указанный декоративный слой и, возможно, защитный слой сверху указанного декоративного слоя, причем указанный защитный слой или перекрытие основан на смоле и/или также бумаге. Указанная стопка прессуется, и обработка прессом приводит к взаимному соединению или склеиванию декоративной бумаги, основания и защитного слоя, а также к затвердеванию смолы, присутствующей в стопке. В результате операции прессования получается декоративная панель, имеющая меламиновую поверхность, которая может иметь высокую износостойкость. На нижней стороне основания в форме пластины может быть нанесен контрслой или балансирующий слой или, в качестве альтернативы, декоративный слой может быть прикреплен также к нижней стороне, в особенности в случае панелей ламината для мебели. Такой контрслой или балансирующий слой или любой другой слой на нижней стороне панели ламината ограничивает или предотвращает возможное изгибание декоративной панели и наносится при этой же обработке прессом, например, путем обеспечения содержащего смолу слоя бумаги в качестве самого нижнего слоя стопки на стороне стопки, противоположной указанному декоративному слою. Для примеров процесса DPL сделана ссылка на EP 1 290 290, из которого дополнительно известно обеспечение рельефа в указанной меламиновой поверхности во время этой же обработки прессом или операции прессования, а именно путем приведения указанной меламиновой поверхности в контакт со структурированным элементом пресса, например, структурированной пластиной пресса.
Печать на бумаге посредством процесса аналоговой печати, например, посредством глубокой или офсетной печати по доступным ценам, неизбежно приводит к большим минимальным размерам заказа особой декоративной бумаги и ограничивает достижимую гибкость. Изменение декора или рисунка требует простоя печатного оборудования около 24 часов. Это время простоя необходимо для замены печатных валиков, чистки печатного оборудования и для регулировки цветов нового декора или рисунка, подлежащего печати.
Обеспечение отпечатанной бумаги смолой может приводить к расширению бумаги, которым сложно управлять. Могут возникать проблемы, особенно в случаях, где, как в EP 1 290 290, является желаемым соответствие между рельефом и напечатанным декором.
С целью ограничения стоимостей декоративной бумаги и предотвращения расширения известен способ, например, из DE 197 25 829 C1, где используют процесс аналоговой печати, например, процесс офсетной печати, для печати прямо на основании в форме пластины, с посредничеством или без подготовительных слоев, таких как слои на основе меламина. Напечатанный декор завершают слоями на основе меламина, и созданное целое отверждают с использованием операции прессования. Прямая печать на пластине может приводить к худшему качеству печати. Любая неоднородность внутри в пластине или на ее поверхности имеет высокий риск проступания на верхней поверхности, тем самым образуя визуальный дефект на поверхности готовой декоративной панели. Кроме того, процесс печати показывает те же проблемы относительно достижимой гибкости, как и при печати на бумаге. Наконец, любая проблема качества печати будет приводить к потере ценного материала плиты.
Вместо технологий аналоговой печати, технологии цифровой печати, в особенности технология струйной печати, становятся все более популярными для создания декоров или рисунков, будь то на бумаге или прямо на основании в форме пластины, возможно с посредничеством подготовительных слоев. Такие цифровые технологии могут значительно увеличивать гибкость при печати декоров. Необходимо сослаться на EP 1 872 959, WO 2011/124503, EP 1 857 511, EP 2 431 190 и EP 2 293 946, где раскрыты такие технологии.
В частности, способ согласно изобретению по меньшей мере содержит этап, на котором обеспечивают указанный слой бумаги по меньшей мере участком указанного напечатанного рисунка посредством цифрового струйного принтера. Предпочтительно, наносят многоцветные напечатанные рисунки для выполнения декора, например, представляющего рисунок дерева, на вышеупомянутом слое бумаги. Такой декор продолжается на большей части или даже на всем слое бумаги. Такая технология известна сама по себе, например, из EP 2 132 041, где цифровой принтер, в частности, струйный принтер, применяют для печати на обеспеченном смолой слое бумаги. Однако было очень сложно надежно производить такую отпечатанную бумагу для изготовления панелей ламината в большом масштабе и с высокой производственной эффективностью. Сопла печатной головки могут засоряться из-за испарения связующего чернил и/или из-за пыли, например, возникающей при манипуляции со слоем бумаги. Засоренные или неисправные сопла в печатных головках могут приводить к недопустимым нарушениям в напечатанном рисунке. Предварительная обработка слоя бумаги, такая как нанесение смолы, неравномерным образом, может приводить к недопустимым дефектам, которые становятся видимыми после печати.
Следует отметить, что качество печати, желаемое для изготовления панелей, имеющих декоративную поверхность, является исключительно высоким. Более того, любое нарушение в напечатанном рисунке, образующем имитацию, например, дерева, немедленно привлекает внимание потребителя, лишая иллюзии натурального дерева.
Настоящее изобретение нацелено в первую очередь на альтернативный способ изготовления панелей, имеющих декоративную поверхность, и стремится, в соответствии с несколькими из его предпочтительных вариантов выполнения, к решению одной или более проблем, возникающих в известном уровне техники.
В связи с этим настоящее изобретение, согласно его первому независимому аспекту, относится к способу изготовления панелей, имеющих декоративную поверхность, причем указанные панели по меньшей мере содержат основание и верхний слой, где указанный верхний слой содержит слой бумаги, имеющий напечатанный рисунок, и при этом указанный способ по меньшей мере содержит этап, на котором указанный слой бумаги обеспечивают термореактивной смолой путем транспортировки указанного слоя бумаги через устройство для нанесения смолы в направлении нанесения смолы, и этап, на котором указанный слой бумаги обеспечивают по меньшей мере участком указанного напечатанного рисунка посредством цифрового струйного принтера, отличающемуся тем, что указанный напечатанный рисунок содержит узор дерева, имеющий жилки дерева, продолжающиеся в общем в направлении жилок, по существу соответствующем указанному направлению нанесения смолы. Изобретатели обнаружили, что способ, в котором направление нанесения смолы и направление жилок узора дерева совпадают или по существу совпадают, приводит, до определенного уровня, к некому скрывающему эффекту для неравномерного нанесения смолы и/или неисправных сопел. Другими словами, способ первого аспекта может допускать некоторые нарушения. В натуральном дереве изменения плотности цвета преимущественно следуют в направлении жилок. Если способ изобретения нежелательно приводит к изменению плотности цвета, высоки вероятности того, что это изменение будет присутствовать в направлении жилок или направлении нанесения смолы, и непреднамеренное изменение производства может быть принято за натуральный аспект.
Согласно его второму независимому аспекту, настоящее изобретение относится к способу изготовления панелей, имеющих декоративную поверхность, причем указанные панели по меньшей мере содержат основание и верхний слой, где указанный верхний слой содержит слой бумаги, имеющий напечатанный рисунок, и причем указанный способ по меньшей мере содержит этап, на котором указанный слой бумаги обеспечивают термореактивной смолой путем транспортировки указанного слоя бумаги через устройство для нанесения смолы в направлении нанесения смолы, и этап, на котором указанный слой бумаги обеспечивают по меньшей мере участком указанного напечатанного рисунка посредством цифрового струйного принтера, отличающемуся тем, что обеспечение указанного напечатанного рисунка включает относительное перемещение указанного струйного принтера и указанного слоя бумаги во время операции печати в направлении печати, по существу соответствующем или по существу противоположном указанному направлению нанесения смолы. Изобретатели обнаружили, что способ, в котором направление печати совпадает или по существу совпадает с направлением нанесения смолы, также может иметь скрывающие качества для нарушений при нанесении смолы и/или печати.
Разумеется, способ согласно указанному второму независимому аспекту может быть объединен со способом указанного первого независимого аспекта, тем самым дополнительно повышая уровень допустимых нарушений в способе. Имея направление нанесения смолы, направление печати и направление жилок, проходящие все в одном и том же или приблизительно одном и том же или противоположном направлении, высоки вероятности того, что непреднамеренные изменения производства будут также проходить вдоль направления жилок так, что они могут быть приняты за изменения плотности цвета изделия из натурального дерева.
Согласно его третьему независимому аспекту, настоящее изобретение относится к способу изготовления панелей, имеющих декоративную поверхность, причем указанные панели по меньшей мере содержат основание и верхний слой, где указанный верхний слой содержит слой бумаги, имеющий напечатанный рисунок, и причем указанный способ по меньшей мере содержит этап, на котором указанный слой бумаги обеспечивают покрытием для приема струи чернил путем транспортировки указанного слоя бумаги относительно устройства для нанесения покрытия в направлении нанесения покрытия, и этап, на котором указанный покрытый слой бумаги обеспечивают по меньшей мере участком указанного напечатанного рисунка посредством цифрового струйного принтера, отличающемуся тем, что указанный напечатанный рисунок содержит узор дерева, имеющий жилки дерева, продолжающиеся в основном в направлении жилок, по существу соответствующем указанному направлению нанесения покрытия, и/или в том, что обеспечение указанного напечатанного рисунка включает относительное перемещение указанного струйного принтера и указанного слоя бумаги во время операции печати в направлении печати, по существу соответствующем или по существу противоположном указанному направлению нанесения покрытия, и/или в том, что указанный способ по меньшей мере содержит этап, на котором указанный слой бумаги обеспечивают термореактивной смолой путем транспортировки указанного слоя бумаги через устройство для нанесения смолы в направлении нанесения смолы, по существу соответствующем или по существу противоположном указанному направлению нанесения покрытия. Изобретатели обнаружили, что в случае нанесения покрытия для приема струи чернил до печати неравномерности могут становиться видимыми в напечатанном рисунке. Настоящий способ предлагает совпадение или по существу совпадение направления нанесения покрытия с направлением одной или более предыдущих или последующих операций. Таким образом, снова получают скрывающий эффект.
Ясно, что этап, на котором обеспечивают указанный слой бумаги термореактивной смолой, могут выполнять в любое время до или после операции нанесения покрытия и/или до или после операции печати. Предпочтительно, нанесение смолы происходит до операции нанесения покрытия и, таким образом, до операции печати. Предпочтительно, смолу по меньшей мере частично отверждают, например, на так называемой стадии А, или высушивают до уровня ниже 10% остаточной влажности при нанесении покрытия.
Согласно предпочтительному варианту выполнения, указанный этап, на котором указанный слой бумаги обеспечивают покрытием для приема струи чернил, и указанный этап, на котором указанный слой бумаги обеспечивают термореактивной смолой, выполняют непрерывно на одной и той же линии так, что указанное направление нанесения смолы и указанное направление нанесения покрытия совпадают. Предпочтительно, используют оборудование, в котором слой бумаги обрабатывают в виде непрерывного полотна, взятого из рулона, и транспортируют в указанном направлении нанесения смолы через одно или более устройств для нанесения смолы и одно или более устройств для нанесения покрытия для обеспечения указанного покрытия для приема струи чернил. Обработанную бумагу могут разрезать на листы в конце оборудования или снова сворачивать. Согласно альтернативе, которая может или не может быть объединена с указанным предпочтительным вариантом выполнения, указанный этап, на котором указанный слой бумаги обеспечивают покрытием для приема струи чернил, и указанный этап, на котором указанный слой бумаги обеспечивают по меньшей мере участком указанного напечатанного рисунка посредством цифрового струйного принтера, выполняют непрерывно на одной и той же линии так, что указанное направление нанесения покрытия и указанное направление печати совпадают. Разумеется, данные, подлежащие печати, могут выбирать так, что печатают узор дерева, имеющий направление жилок, также совпадающее с одним или более из направления нанесения покрытия, направления нанесения смолы и направления печати.
Разумеется, способ указанного третьего независимого аспекта может быть объединен со способом указанного второго независимого аспекта и/или указанного первого независимого аспекта, тем самым дополнительно повышая уровень допустимых нарушений в способе.
Следует отметить, что, в соответствии со всеми аспектами изобретения, под «по существу совпадают» понимается, что небольшое несовпадение между соответственными направлениями, например, 10° или меньше, может по-прежнему допускаться при сохранении преимуществ соответственных способов изобретения. Разумеется, такое несовпадение или предполагаемое выравнивание с отклонением составляет предпочтительно как можно меньше, например, отклонение максимум 5°. Дополнительно, должно быть ясно, что, в соответствии с изобретением, противоположные направления также рассматриваются как совпадающие или соответствующие.
Следует помнить, что, согласно всем аспектам изобретения, все описанные направления рассмотрены относительно слоя бумаги.
Здесь ниже описаны предпочтительные варианты выполнения изобретения в соответствии с любым из его аспектов.
Указанный этап нанесения смолы предпочтительно выполняют до этапа печати, хотя не исключено, что его будут выполнять после печати. В предыдущем случае смолу предпочтительно по меньшей мере частично отверждают, например, на так называемой стадии А, или высушивают до уровня ниже 10% остаточной влажности при печати. В таком случае могут получать устойчивую бумагу-основу, так как по меньшей мере часть расширения или сжатия из-за обеспечения смолы происходит до печати. Вследствие этого, образование рельефа в верхнем слое панелей посредством технологий, подобных технологиям известного уровня техники EP 1 290 290, становится легко осуществимым. В последнем случае манипуляция с бумагой, подлежащей печати, является более простой и менее подверженной образованию пыли, которая может приводить к засорению и неисправным соплам печатных головок.
Согласно специальному варианту выполнения, указанный этап, на котором обеспечивают указанный слой бумаги термореактивной смолой и/или возможным покрытием для приема струи чернил, выполняют на непрерывном полотне, при этом указанный этап, на котором обеспечивают указанный напечатанный рисунок, выполняют на листе.
В общем, указанный цифровой струйный принтер предпочтительно приводят в действие в многопроходном режиме, в котором каретка перемещается и печатает на одной и той же области бумаги по меньшей мере дважды. Многопроходная операция является благоприятной для маскировки потенциальных недостающих сопел. Предпочтительно, последующую печать на той же области сдвигают в положении в отношении более ранней печати, например, на расстояние, равное или больше расстояния между соплами. В таком случае другое сопло печатает на или близко к ранее напечатанной точке при последующей печати. Получается, что линию, созданную при более ранней печати, например, из-за неисправного сопла или плохо откалиброванного сопла, покрывают с помощью другого сопла на следующем этапе. С помощью многопроходного оборудования возможно выполнять автоматическое обслуживание или чистку между последовательными проходами при необходимости так, что повышается время автономного производства.
Предпочтительно, указанный струйный принтер содержит печатные головки, установленные на каретке, причем указанная каретка передвигается в указанном направлении печати. Предпочтительно, бумага находится в покое при печати, и ее постепенно продвигают после печати, причем указанная печать может включать несколько проходов указанной каретки. Предпочтительно, ширина каретки, измеренная поперечно указанному направлению печати, составляет по меньшей мере 8 сантиметров или даже лучше по меньшей мере 16 или 20 сантиметров. Такая каретка обеспечивает возможность печати всей ширины декоративной поверхности общей напольной панели за один пролет, т.е. без необходимости перемещения слоя бумаги. Предпочтительно, каретка обеспечивает по меньшей мере расстояние передвижения и длину печати 120 сантиметров или по меньшей мере 145 сантиметров. Это обеспечивает печать всей длины декоративной поверхности общей напольной панели за один пролет. Ясно, что указанное постепенное продвижение бумаги после печати представляет собой предпочтительно продвижение на расстояние по меньшей мере одной трети ширины указанной каретки и даже лучше между произведениями 0,8 и 1,2 на ширину указанной каретки.
Согласно специальному варианту выполнения, указанный струйный принтер содержит печатные головки, установленные на каретке, причем указанная каретка передвигается в указанном направлении печати, например, как описано выше, и причем печатные головки содержат по меньшей мере две головки, выпускающие чернила одинакового цвета и установленные друг за другом в указанном направлении печати. Печатные головки могут, например, содержать ряд печатных головок, если смотреть в направлении печати, способных выпускать чернила множества цветов, например, по меньшей мере четырех основных цветов CMYK (голубой-фиолетовый-желтый-черный), причем второй ряд таких печатных головок расположен зеркально перевернутым образом в указанном направлении печати, что приводит к общему массиву печатных головок, представляющих, например, CMYKKYMC (голубой-фиолетовый-желтый-черный-черный-желтый-фиолетовый-голубой) или CKMYYMKС (голубой-черный-фиолетовый-желтый-желтый-фиолетовый-черный-голубой). С помощью этого специального варианта выполнения получаются несколько преимуществ. Избыток печатных головок решает проблемы, связанные с неисправными соплами, в большей степени, и в случае указанной зеркально перевернутой установки печатающих головок каретка может печатать во время перемещения назад и вперед без или с менее заметной различной плотностью цвета.
Для указанного цифрового струйного принтера предпочтительно выбирается так называемый широкоформатный принтер. Разумеется, не исключено, что будет выбираться однопроходной принтер. В этом последнем случае маскирующий эффект многопроходной операции печати теряется, но способы изобретения по-прежнему обеспечивают скрывающий эффект.
Для указанного цифрового струйного принтера предпочтительно используется импульсно-капельный струйный принтер, в котором только желаемые капли чернил выбрасываются или выпускаются струей из сопел печатных головок. Однако не исключено, что будет использоваться «непрерывный» струйный принтер, в котором капли чернил непрерывно выбрасываются из сопел печатных головок, но в котором нежелательные капли отводятся и не достигают обеспеченный смолой слой бумаги, подлежащий печати.
Предпочтительно, для обеспечения указанного участка указанного напечатанного рисунка используются содержащие пигмент чернила, в которых сухой вес общего объема указанных содержащих пигмент чернил, осаждаемых на указанном слое бумаги, составляет 15 граммов на квадратный метр или ниже. Содержащие пигмент чернила обеспечивают достаточно высокую стойкость к химическому воздействию и ультрафиолетовому излучению напечатанного рисунка и обеспечивают допустимую сочность цвета. По сравнению с чернилами, состоящими из красителей, содержащие пигмент чернила обеспечивают более медленное просачивание в слой бумаги. Использование пигментированных чернил имеет преимущество в том, что пигмент остается на поверхности бумаги. Это является желательным, так как меньше чернил необходимо для создания такой же интенсивности цвета. Ограничение сухого веса наносимых чернил до 15 граммов на квадратный метр или меньше приводит к слою чернил, который снижает риск дефектов прессования и расслоения в верхнем слое. Более того, ограничивается возможное соприкосновение между слоем чернил и термореактивной смолой во время операции прессования. Так как нагрузка чернил ограничена, сморщивание или расширение бумаги из-за чернил может быть доведено до допустимого уровня, который обеспечивает стабильную дальнейшую обработку. Предпочтительно, для указанных содержащих пигмент чернил используются чернила на водной основе. Чернила на водной основе являются более экономичными, чем ультрафиолетовые отверждаемые чернила, и образуют меньшую проблему относительно совместимости с термореактивными смолами, такими как меламиновые смолы. Чернила на водной основе представляют собой чернила, чье связующее содержит воду или по существу состоит из воды. Эти чернила являются особенно необходимыми при засорении сопел, так как связующее может испаряться при нормальных температурах, и пигменты загружают отверстие сопла, пока оно не забьется. Ясно, что способы изобретения предлагают несколько путей решения проблем, связанных с риском нарушений, так, что может быть получено более надежное и автономное производство.
Предпочтительно, отдельное чернилоприемное вещество или чернилоприемный слой является доступным на слое бумаги при печати. Под «отдельным» понимается отдельный от смолы, обеспеченной или подлежащей обеспечению на слое бумаги. Предпочтительно, указанный слой бумаги до указанного этапа, на котором обеспечивают указанный напечатанный рисунок, обеспечивают покрытием для приема струи чернил на его стороне, подлежащей печати. Такое покрытие для приема струи чернил может дополнительно ограничивать просачивание предпочтительных содержащих пигмент чернил на водной основе при печати. Вода чернил может быстро всасываться в покрытие для приема чернил, при этом пигмент улавливается на его поверхности. Покрытие для приема струи чернил может приводить к меньшему сморщиванию листа отпечатанной бумаги. Указанное покрытие для приема струи чернил может иметь несколько композиций. Здесь ниже представлена предпочтительная возможность для композиции покрытия для приема струи чернил, не являющаяся исчерпывающей.
Согласно указанной предпочтительной возможности, указанное покрытие для приема струи чернил содержит по меньшей мере гидрофильный полимер, например, поливиниловый спирт, который, предпочтительно по меньшей мере частично, но даже лучше полностью, гидролизован.
Возможно пигменты содержатся в указанном покрытии для приема струи чернил, такие как пигменты диоксида кремния, предпочтительно пигменты аморфного и/или коллоидального диоксида кремния. При содержании пигментов в покрытии для приема струи чернил полимер, подобный вышеуказанному гидрофильному полимеру, может действовать в качестве связующего для указанных пигментов. Предпочтительно, отношение пигмента к связующему находится в диапазоне между 10:90 и 90:10, более предпочтительно, выше 1,5:1. Эти предпочтительные отношения пигмента к связующему обеспечивают достаточно хорошо связанные пигменты так, что обработанная бумага выпускает мало пыли. Избыток пыли может быть критическим для засорения сопел оборудования струйной печати, в особенности в случае, где используются чернила на водной основе. Предпочтительно, указанный пигмент представляет собой пористый пигмент, имеющий поровый объем между 0,5 и 3 мл/г, предпочтительно диоксид кремния.
В общем, когда пигмент наносится в указанном покрытии для приема струи чернил, он предпочтительно имеет средний размер частиц 0,01-40 микрометров или 0,01-10 или 0,01-5 микрометров и/или поровый объем 0,5-3 мл/г.
Способы согласно изобретению являются в особенности ценными, когда используется покрытие для приема струи чернил, содержащее пигменты. Как объяснено выше, такие покрытия могут приводить к пыли и, в результате, к засоренным или неисправным соплам, даже если они относительно хорошо связаны возможным полимером или связующим.
Покрытие для приема струи чернил предпочтительно имеет сухой вес 0,5-10 граммов на квадратный метр или даже лучше между 1 и 6 граммами на квадратный метр или между 1,5-4,5 граммами на квадратный метр. Такой вес покрытия для приема струи чернил представляет толщину, которая является достаточной для впитывания воды из предпочтительных содержащих пигмент чернил на водной основе, но по-прежнему является достаточно тонкой, чтобы позволять термореактивной смоле проникать в нее во время обработки прессованием, например, в процессе DPL, так, что любой риск расслоения в слое для приема струи чернил ограничивается.
Предпочтительно, покрытие для приема струи чернил получают из жидкого вещества, которое осаждают на бумаге и предпочтительно принудительно высушивают, например, в печи с горячим воздухом или посредством инфракрасного или близкого к инфракрасному света или посредством микроволновой сушки. Предпочтительно, жидкое вещество представляет собой суспензию на водной основе по меньшей мере указанного связующего или гидрофильного полимера и возможно указанных пигментов. Осаждение предпочтительно получают посредством технологий нанесения покрытия, таких как нанесение покрытия валиками, распыление, нанесение покрытия дозирующими валами, нанесение покрытия с наплывами, рассеивание, нанесение покрытия с помощью щелевой головки и трафаретная печать. С помощью этих технологий предпочтительно получают покрытие, которое покрывает по меньшей мере 80% поверхности слоя бумаги. Предпочтительно, избыток жидкого вещества в первую очередь наносят на слой бумаги, и впоследствии избыточный материал снова убирают, например, отжимают, до получения желаемого веса. Системы поточного измерения могут быть желательными для регулирования и управления весом покрытия для приема струи чернил. Такая технология снижает риск получения непокрытых областей бумаги, что может приводить к локальным дефектам в напечатанном рисунке. Предпочтительное оборудование для нанесения жидкого вещества представляет собой устройство для нанесения покрытия, содержащее обратные дозирующие валики. Такие валики могут создавать гладкую поверхность покрытия.
Осаждение жидкого вещества могут выполнять в канале пропитки или, альтернативно, на печатном оборудовании непосредственно до операции печати. Этот последний случай решает любые возможные проблемы с ограниченным сроком годности покрытия для приема струи чернил. Предпочтительно, осаждение жидкого вещества выполняют, пока бумага все еще находится в «бесконечной» форме, а именно берется из рулона без разрезания. Такие технологии обеспечивают более равномерное нанесение покрытия для приема струи чернил. В случае, когда покрытие выполняют на печатном оборудовании, печатное оборудование представляет собой в связи с этим предпочтительно принтер «с рулона на рулон» или «с рулона на лист», содержащий устройство для нанесения покрытия перед печатными головками, например, устройство для нанесения покрытия валиками или дополнительные печатающие головки, пригодные для печати жидкого вещества для покрытия для приема струи чернил. Такие дополнительные печатающие головки, например дополнительный ряд печатающих головок, могут иметь сопла с более большим диаметром, чем печатающие головки, используемые для существующей печати рисунка. Разрешение 1-100 или даже 1-25 точек на дюйм может является достаточным для этих сопел. Более большой диаметр обеспечивает выпускание струей более вязких веществ. Эти дополнительные печатающие головки могут, например, представлять собой клапанные головки для струйной печати.
Указанное жидкое вещество предпочтительно содержит содержание сухого вещества 1-20% по весу и/или вязкость 10-75 секунд (по Din cup 4) при 20°С. Такие свойства обеспечивают простое нанесение жидкого вещества на поверхность слоя бумаги, который предпочтительно уже обеспечен термореактивной смолой. В экспериментах содержание сухого вещества около 12% и вязкость около 24 секунд давали достаточно равномерное покрытие на обеспеченном смолой слое бумаги, например, при нанесении посредством устройства для нанесения покрытия валиками.
Указанное жидкое вещество может содержать, в дополнение к вышеуказанным возможным составляющим покрытия для приема струи чернил, по меньшей мере выравнивающий агент, консервирующий агент, противовспенивающий агент, диспергирующий агент, отверждающий агент и/или загущающий агент. Ясно, что доступность выравнивающего агента приводит к более равномерному покрытию, что является благоприятным для результата печати.
Для выравнивающего агента можно использовать APEO (алкилфенолэтоксилаты) или жирные спирты или оксоспиртовые этоксилаты. Для консервирующего агента можно использовать BIT или MIT (бензизотиазолинон или метилизотиазолинон). Для противовспенивающего агента можно использовать сополимер полиэфирного силоксана. Для отверждающего агента можно использовать борат. Для загущающего агента можно использовать HEC (гидроксиэтилцеллюлозу). Для диспергирующего агента можно использовать алюминат натрия, полифосфаты или акрилаты.
Предпочтительно, указанный слой бумаги имеет вес бумаги, т.е. без учета смолы, обеспеченной на нем, между 50 и 100 граммами на квадратный метр и возможно до 130 граммов на квадратный метр. Вес бумаги может быть не слишком высоким, поскольку в этом случае количество смолы, необходимой для достаточной пропитки бумаги, будет слишком высоким, и надежная дальнейшая обработка отпечатанной бумаги в операции прессования становится плохо осуществимой.
Предпочтительно, для слоя бумаги используется бумага со средним сопротивлением воздуха согласно методу Герли (Tappi T460) ниже 30 или даже лучше около 25 секунд или ниже. Такая бумага имеет весьма открытую структуру и является предпочтительной в способе настоящего изобретения, так как она легко обеспечивает пропитку ее сердцевины, а также позволяет водяному пару выходить из нее при прессовании. Такой водяной пар возникает из смеси смолы-воды, которая обеспечивается на слое бумаги, а также возможно из реакции отверждения термореактивной смолы.
Предпочтительно, указанный слой бумаги содержит оксид титана в качестве отбеливающего агента.
Предпочтительно, указанный слой бумаги обеспечивается количеством термореактивной смолы, равным 40-250% сухого веса смолы, по сравнению с весом бумаги. Эксперименты показали, что этот диапазон нанесенной смолы обеспечивает достаточную пропитку бумаги, что исключает расслоение в большой степени и что стабилизирует размер бумаги в высокой степени.
Предпочтительно, указанный слой бумаги обеспечивается таким количеством термореактивной смолы, что по меньшей мере сердцевина бумаги насыщается смолой. Такое насыщение может быть достигнуто, когда обеспечено количество смолы, которое соответствует по меньшей мере произведению 1,5 или по меньшей мере 2 на вес бумаги. Должно быть ясно, что смола, которая обеспечивается на слое бумаги, необязательно доступна только в сердцевине бумаги, но может образовывать поверхностные слои на обеих плоских сторонах бумаги. В случае нанесения покрытия для приема струи чернил она может присутствовать на поверхности бумаги с посредничеством такого поверхностного слоя термореактивной смолы. Согласно специальному варианту выполнения, слой бумаги в первую очередь пропитывают насквозь или насыщают и впоследствии, по меньшей мере на его стороне, подлежащей печати, смолу частично удаляют, и возможно обеспечивают указанное покрытие для приема струи чернил.
Предпочтительно, смола, обеспеченная на указанном слое бумаги, находится на стадии А при печати. Такая стадия А существует, когда термореактивная смола не полностью сшита.
Предпочтительно, смола, обеспеченная на указанной бумаге, имеет относительную влажность ниже 15% и еще лучше 10% по весу или ниже при печати.
Предпочтительно, этап, на котором обеспечивают указанный слой бумаги термореактивной смолой, включает в себя этап, на котором наносят смесь воды и смолы на указанный слой бумаги. Нанесение указанной смеси может включать в себя погружение слоя бумаги в ванну из указанной смеси и/или распыление, выпускание струей или иное нанесение указанной смеси на указанную бумагу. Предпочтительно, смолу обеспечивают дозированным образом, например, с использованием одного или более отжимных валиков и/или дозирующих лезвий для установки количества смолы, добавляемой к слою бумаги.
Предпочтительно, указанная термореактивная смола представляет собой смолу на основе меламина, в частности, меламиноформальдегидную смолу с отношением формальдегида к меламину 1,4 к 2.
Как ясно из вышесказанного, способ согласно изобретению предпочтительно содержит этап, на котором выполняют горячее прессование отпечатанного и обеспеченного смолой слоя бумаги по меньшей мере для отверждения смолы полученной обеспеченной смолой бумаги декора. Предпочтительно, способ согласно изобретению образует часть процесса DPL, который описан выше, в котором отпечатанный обеспеченный смолой слой бумаги изобретения принимают в стопке, подлежащей прессованию, в качестве декоративного слоя. Разумеется, не исключено, что способ согласно изобретению будет образовывать часть процесса CPL (компакт-ламината) или процесса HPL (ламината высокого давления), в котором декоративный слой подвергают горячему прессованию по меньшей мере с множеством слоев бумаги с пропитанной смолой сердцевиной, например, так называемой крафт-бумагой, образуя основание под декоративным слоем, и в котором полученный прессованный и отвержденный слой ламината или плиту ламината, в случае процесса HPL, приклеивают к дополнительному основанию, например, к древесно-стружечной плите или плите MDF или HDF.
Предпочтительно, дополнительный слой смолы наносят сверху напечатанного рисунка после печати, например, посредством перекрытия, т.е. обеспеченного смолой несущего слоя, или жидкого покрытия, предпочтительно, при этом слой декора лежит на основании либо свободно, либо уже соединенный или приклеенный к ней.
Ясно, что способ согласно изобретению предпочтительно содержит этап, на котором обеспечивают указанный слой термореактивной смолы сверху напечатанного рисунка. Указанный слой термореактивной смолы обеспечивает прозрачный или просвечивающий слой, который увеличивает износостойкость декоративной панели. Предпочтительно, декоративная панель, получаемая способом изобретения, имеет качество по меньшей мере AC2 или AC3 в соответствии с EN 13329. С этой целью твердые частицы, подобные частицам оксида алюминия, могут быть включены в такой прозрачный или просвечивающий слой. Предпочтительно, этап, на котором обеспечивают указанный слой термореактивной смолы сверху напечатанного рисунка, включает обработку прессом. Предпочтительно, применяют температуру выше 150°С при указанной обработке прессом, например, между 180° и 220°С, и давление более 2 МПа, например, между 3,5 и 4,0 МПа.
Предпочтительно, используют содержащие пигмент чернила между 3 и 6 или даже до 8 различных цветов. Использование больше, чем только по меньшей мере 3 основных цветов, например, больше цветов, чем голубой, фиолетовый, желтый и возможно черный (CMYK), может приводить к меньшей необходимости осажденных чернил. Могут использовать один или более специализированных цветов, независимо от того, дополняющих или нет чернила цветов CMYK, так, что эти цвета не должны обязательно образовывать путем добавления цвета нескольких основных цветов, но могут создавать путем выпускания струи только специализированного цвета. В случае рисунков дерева могут использовать коричневатый специализированный цвет, тем самым резко снижая необходимый сухой вес осаждаемых чернил для обычных цветов рисунков дерева.
Предпочтительно, применяют цифровой струйный принтер, который позволяет выпускать струей капли чернил с объемом менее 50 пиколитров. Изобретатели обнаружили, что работа с каплями, имеющими объем 15 пиколитров или менее, например, 10 пиколитров, приносит значительные преимущества относительно ограничения сухого веса осаждаемых чернил.
Предпочтительно, применяют цифровой струйный принтер, который позволяет достигать четкости по меньшей мере 200 точек на дюйм или даже лучше по меньшей мере 300 точек на дюйм.
Предпочтительно указанный цифровой струйный принтер относится к так называемому типу «с рулона на лист», в котором слой бумаги подается с рулона, отпечатывается и в дальнейшем разрезается на листы. Согласно первой альтернативе, слой бумаги подается с рулона, на нем выполняется печать, и он снова сворачивается. Согласно второй альтернативе, бумага подается в форме листа, отпечатывается и укладывается в стопку лист за листом, например, на поддоне.
Предпочтительно, минимальный радиус, по которому бумага изгибается в печатном оборудовании, составляет больше 25 сантиметров или даже лучше больше 50 сантиметров. Предпочтительно, слой бумаги, подлежащий печати, поддерживается плоским или относительно плоским в печатном оборудовании. Исключение слишком большого изгибания в бумаге предотвращает выброс пыли из бумаги и возможно смолы и/или покрытия для приема струи чернил, а также растрескивание возможной смолы и/или покрытия для приема струи чернил в большой степени. Путем сохранения бумаги относительно плоской в печатном оборудовании риск того, что сопла засорятся выброшенной пылью, минимизируется, и ухудшение качества печати из-за трещин в бумаге, смоле и/или покрытии для приема струи чернил минимизируется. Ясно, что эта мера является также благоприятной, когда она не объединена с одним или более вышеупомянутыми аспектами. В связи с этим, в соответствии с четвертым аспектом, настоящее изобретение, независимым образом, также относится к способу изготовления панелей, имеющих декоративную поверхность, причем указанные панели содержат основание и верхний слой, причем указанный верхний слой содержит слой бумаги, имеющий напечатанный рисунок, и причем указанный способ по меньшей мере содержит этап, на котором обеспечивают указанный слой бумаги термореактивной смолой и/или покрытием для приема струи чернил, и этап, на котором обеспечивают указанный слой бумаги по меньшей мере участком указанного напечатанного рисунка посредством цифрового струйного принтера, и отличается тем, что указанный слой бумаги поддерживают плоским или лишают изгибаний с радиусом больше 25 сантиметров внутри печатного оборудования или, другими словами, внутри корпуса, который содержит печатные головки. Ясно, что указанное покрытие для приема струи чернил и предпочтительно также указанную смолу обеспечивают на слое бумаги при печати. Дополнительно, должно быть ясно, что предпочтительные варианты выполнения, упомянутые в связи с первым, вторым и третьим аспектом, также могут быть применены на практике в сочетании с этим четвертым аспектом.
Ясно, что, согласно наиболее предпочтительному варианту выполнения всех аспектов, слой бумаги при печати является по-прежнему гибким, и что слой бумаги прикрепляют и устанавливают на основании в форме пластины только после печати. Согласно варианту, слой бумаги уже прикреплен или свободно лежит на основании в форме пластины при печати. Возможное скрепление с основанием могут достигать посредством клеев на основе мочевины, на основе фенола, на основе меламина, на основе полиуретана и подобных адгезивов. Такое скрепление могут достигать посредством обработки прессованием, независимо от того, обработки нагретым прессом или нет. Альтернативно, слой бумаги после его обеспечения смолой могут прикреплять к основанию в форме пластины путем локального приваривания его к основанию, или, другими словами, путем локального отверждения доступной смолы, и/или могут прикреплять к основанию в форме пластины путем ионизации.
Предпочтительно, способы согласно изобретению дополнительно содержат этап, на котором наносят контрслой или балансирующий слой на поверхности основания, противоположной слою отпечатанной бумаги. Контрслой или балансирующий слой предпочтительно содержит слой бумаги и термореактивную смолу, предпочтительно такую же смолу, как и верхний слой.
Предпочтительно, взаимное склеивание основания в форме пластины, возможного контрслоя и возможного прозрачного или просвечивающего слоя получают при одной и той же обработке прессом. Согласно наиболее предпочтительному варианту выполнения, этапы способа согласно изобретению предпринимают в процессе DPL.
Ясно, что изобретение также относится к панелям, которые получаются или являются получаемыми посредством способа в соответствии с любым из аспектов настоящего изобретения. Дополнительно ясно, что способ особенно пригоден для изготовления напольных панелей, мебельных панелей, потолочных панелей и/или стеновых панелей.
Ясно, что напечатанный рисунок, основания в форме пластины и слои бумаги, упомянутые выше, может быть необходимо разделять во время способов изобретения для получения их соответственных конечных размеров. Панели, полученные посредством обработки прессом DPL или т.п., предпочтительно распиливают или иначе разделяют. Другие обработки полученных панелей, разумеется, не исключены.
С намерением лучшего показа отличий согласно изобретению, далее в качестве примера без ограничительного характера описаны несколько предпочтительных вариантов выполнения со ссылкой на сопровождающие чертежи, на которых:
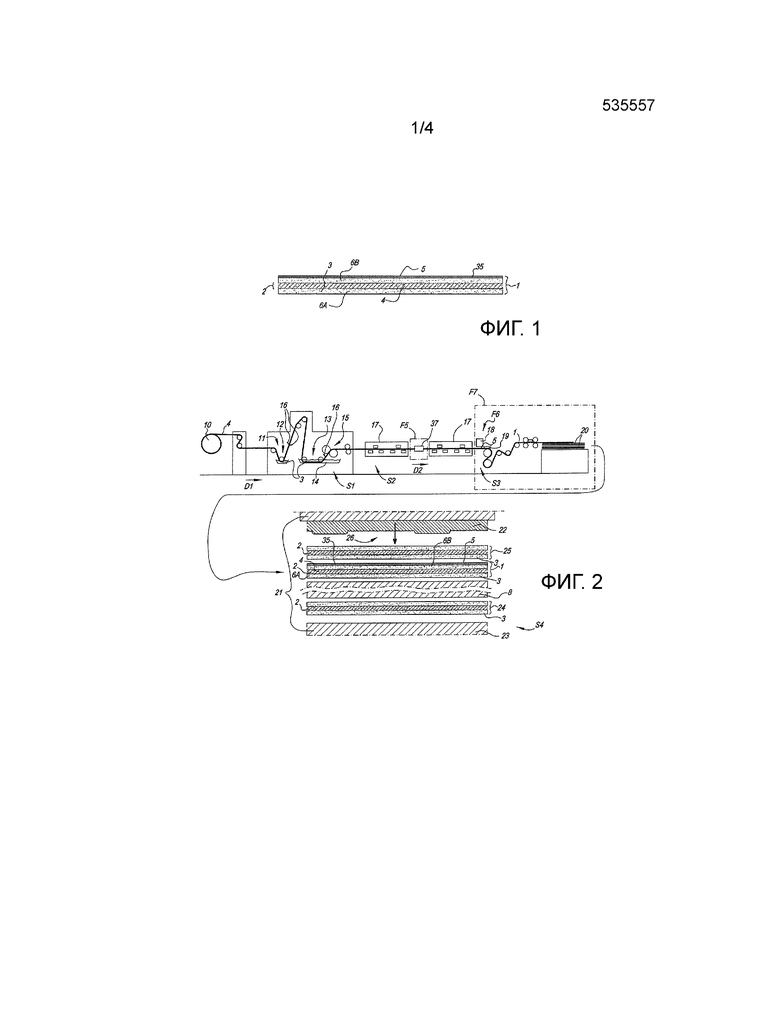
Фиг.1 показывает вариант выполнения слоя бумаги, который был напечатан в соответствии со способом изобретения;
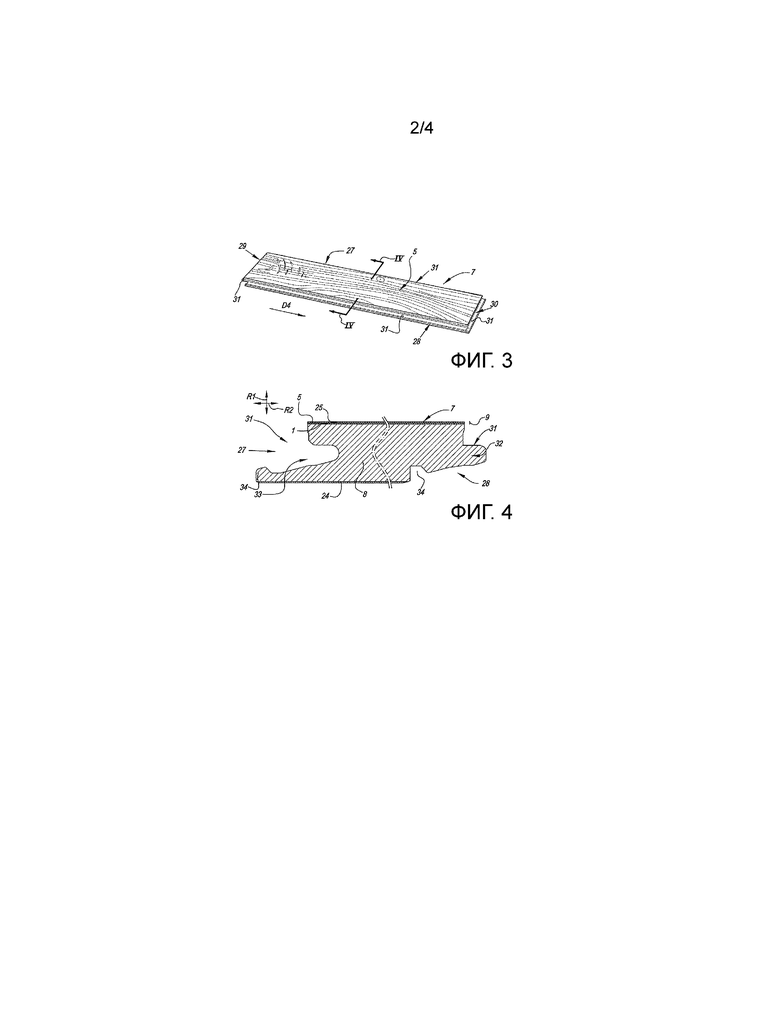
Фиг.2 иллюстрирует некоторые этапы способа в соответствии с изобретением;
Фиг.3 и 4 показывают декоративную панель, получаемую посредством способа на фиг.2, причем фиг.3 представляет собой вид в перспективе указанной панели, а фиг.4 представляет собой поперечное сечение в большем масштабе по линии IV-IV на фиг.3;
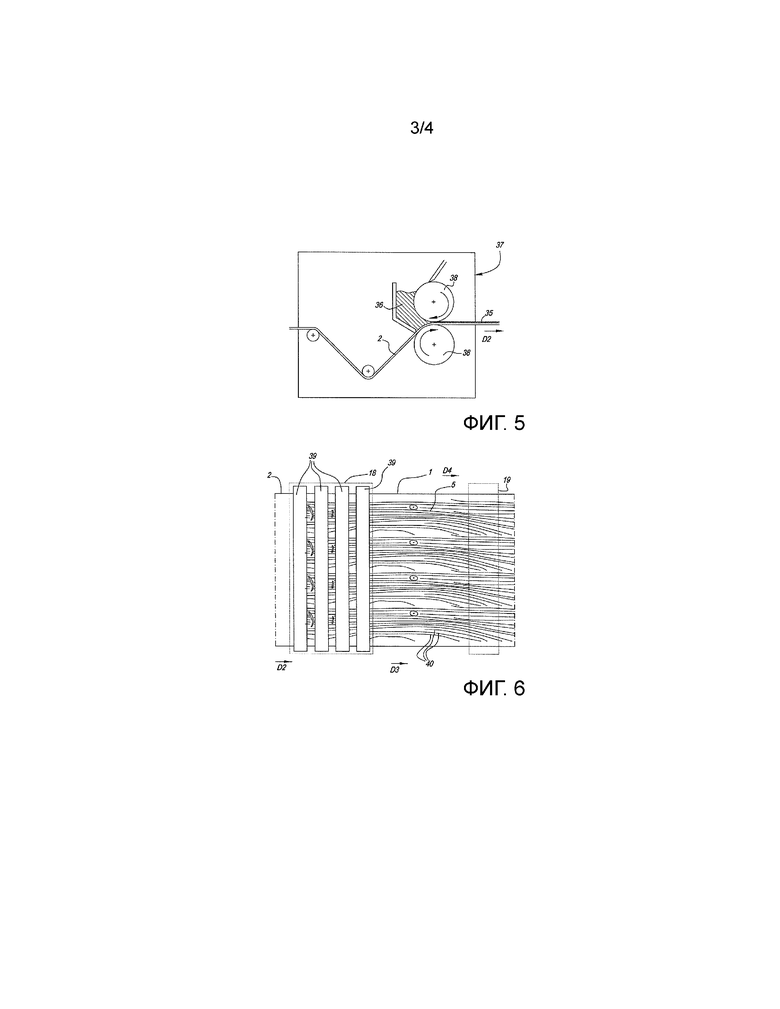
Фиг.5 в большем масштабе показывает вид области F5, обозначенной на фиг.2, для варианта, в котором покрытие для приема струи чернил нанесено на слой бумаги;
Фиг.6 в большем масштабе показывает вид сверху согласно стрелке F6 на фиг.2;
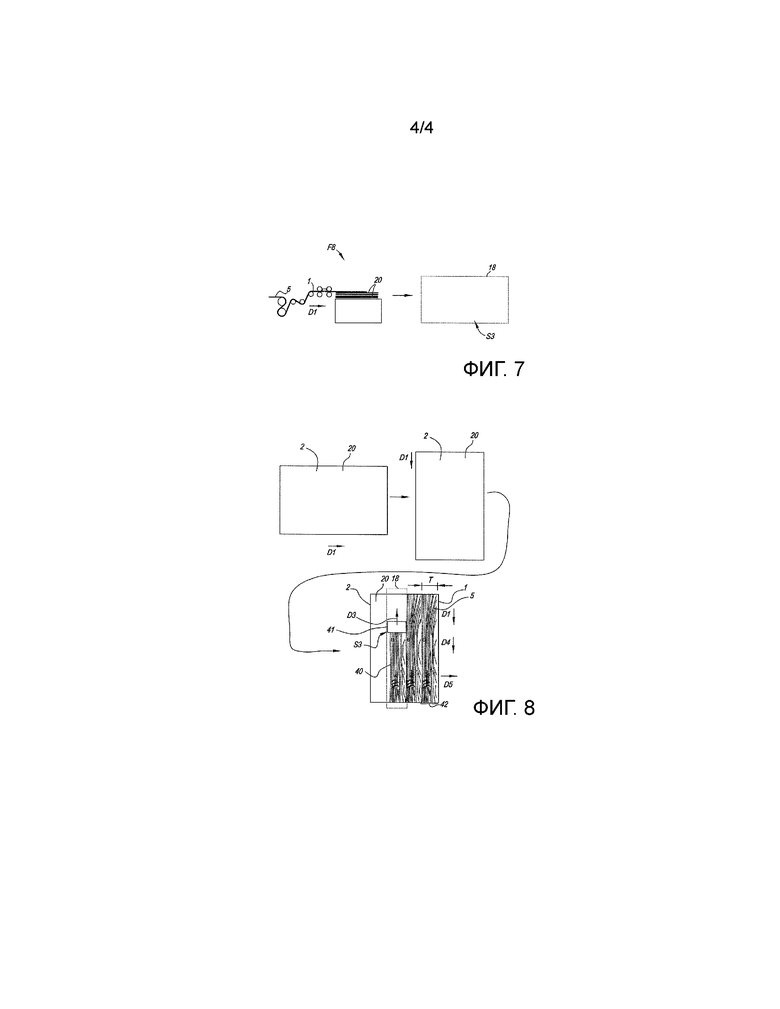
Фиг.7 представляет вариант области F7, обозначенной на фиг.2; и
Фиг.8 представляет собой вид сверху в большем масштабе согласно стрелке F8 на фиг.7.
Фиг.1 иллюстрирует декоративный слой 1 для включения в декоративную панель, получаемую посредством способа в соответствии с изобретением. Декоративный слой 1 содержит лист 2 бумаги, обеспеченный термореактивной смолой 3. Термореактивная смола 3 насыщает или заполняет сердцевину 4 бумаги. Слой бумаги был обеспечен слоем 5 цифровым образом напечатанных чернил на основе содержащих пигмент чернил, причем для этих чернил используются содержащие пигмент чернила на водной основе и нагрузка чернил ниже 15 граммов на площадь квадратного метра листа 2 бумаги. Слой 5 напечатанных чернил покрывает всю поверхность листа 2 бумаги или по меньшей мере его большую часть.
Фиг.1 также ясно показывает, что по меньшей мере на стороне, противоположной слою цифровым образом напечатанных чернил, декоративный слой 1 содержит слой 6А смолы снаружи сердцевины 4 бумаги. На стороне, которая содержит указанный слой 5 цифровым образом напечатанных чернил, доступен подобный слой 6B смолы. Возможно можно обходиться без такого слоя 6B смолы, или доступный слой 6B смолы может быть более тонким, например, меньше половины толщины слоя 6А смолы.
Из фиг.1 ясно, что слой 5 цифровым образом напечатанных чернил покрывает большую часть поверхности бумаги. Такая печать может, например, представлять рисунок дерева, рисунок камня или фантазийный рисунок.
Фиг.2 иллюстрирует способ изготовления декоративных панелей 7, относящихся к типу, показанному на фиг.3 и 4. Получаемые декоративные панели 7 по меньшей мере содержат основание 8 и верхний слой 9. Верхний слой содержит слой 2 бумаги с напечатанным рисунком или слоем 5 цифровым образом напечатанных чернил, представляющим рисунок дерева, как в этом случае. Способ содержит этап S1, на котором обеспечивают указанный слой 2 бумаги термореактивной смолой 3. Здесь слой 2 бумаги берут из рулона 10 и транспортируют в направлении D1 нанесения смолы через устройство для нанесения смолы, содержащее первую станцию 11 пропитки, где указанный слой бумаги погружают в ванну 12 из указанной смолы 3, в частности, смеси воды и смолы 3. Слою 2 бумаги далее позволяют находиться в состоянии покоя при, в этом случае, транспортировке вверх. Нахождение в состоянии покоя позволяет смоле 3 проникать в сердцевину 4 бумаги. Слой 2 бумаги далее поступает на вторую станцию 13 пропитки, где слой 2 бумаги, в этом случае, снова погружают в ванну 14 из смолы 3, в частности, смеси воды и смолы 3. Набор отжимных валиков 15 позволяет дозировать количество смолы 3, наносимой на слой 2 бумаги.
В примере несколько дозирующих лезвий 16 доступны для частичного удаления смолы на поверхности обрабатываемого слоя 2 бумаги.
На втором этапе S2 обеспеченный смолой слой 2 бумаги высушивают, и его уровень остаточной влажности доводят до ниже 10%. В примере используют печи 17 с горячим воздухом, но альтернативно могут использовать другое нагревающее оборудование, такое как оборудование микроволновой сушки.
Фиг.2 также иллюстрирует, что способ по меньшей мере содержит этап S3, на котором обеспечивают указанный обеспеченный смолой слой 2 бумаги напечатанным рисунком, в этом случае слоем 5 цифровым образом напечатанных чернил, представляющим рисунок дерева. Используют содержащие пигмент чернила, которые осаждают на слое 2 бумаги посредством цифрового струйного принтера 18, в этом случае однопроходного струйного принтера, имеющего печатные головки, продолжающиеся по ширине слоя 2 бумаги. Сухой вес общего объема содержащих пигмент чернил, осажденных на указанном слое 2 бумаги, составляет ниже 15 граммов на квадратный метр. струйный принтер представляет собой импульсно-капельный принтер, который позволяет высушивать осажденные капли пигментированных чернил, например, посредством инфракрасного или близкого к инфракрасному света. Предпочтительно, дополнительная станция 19 сушки обеспечена после принтера 18. После печати и сушки чернил непрерывный слой 2 бумаги разрезают на листы 20 и укладывают в стопку. Полученные листы 20 похожи на декоративный слой 1, проиллюстрированный на фиг.1.
Фиг.2 дополнительно иллюстрирует, что на следующем этапе S4 полученные листы 20 или декоративный слой 1 принимают в стопке, подлежащей прессованию в коротком этажном прессе 21 между верхней и нижней пластинами 22-23 пресса. Указанная стопка содержит снизу вверх контрслой 24, основание 8 в форме пластины, вышеупомянутый декоративный слой 1 и защитный слой 25, причем и контрслой 24, и защитный слой 25 содержат слой 2 бумаги и смолу 3. Стопку далее прессуют, и обработка прессом приводит к взаимному соединению между составляющими слоями 1-8-24-25, включающими в себя основание 8, стопки, а также к затвердеванию или отверждению доступной смолы 3. В частности, здесь происходит реакция поликонденсации меламиноформальдегидной смолы 3, имеющая воду в качестве побочного продукта.
Верхняя пластина 22 пресса представляет собой структурированную пластину пресса, которая обеспечивает рельеф в меламиновой поверхности панели 1 во время этой же обработки прессом этапа S4 путем приведения структурированной поверхности 26 верхней пластины 22 пресса в контакт с защитным слоем 25.
Фиг.3 и 4 иллюстрируют, что полученная декоративная панель 7 может иметь форму прямоугольной и продолговатой напольной панели ламината с парой длинных сторон 27-28 и парой коротких сторон 29-30 и имеющей основание 8 HDF или MDF. В этом случае панель 7 имеет по меньшей мере длину длинных сторон 27-28 со средством 31 сцепления, позволяющим фиксировать соответственные стороны 27-28 вместе со сторонами подобной панели и в направлении R1, перпендикулярном плоскости сцепленных панелей, и в направлении R2, перпендикулярном сцепленным сторонам и в плоскости сцепленных панелей. Как проиллюстрировано на фиг.4, такое средство сцепления или части сцепления могут в основном иметь форму язычка 32 и канавки 33, обеспеченной дополнительным взаимодействующим средством 34 фиксации, обеспечивающим указанную фиксацию в направлении R2.
Снова со ссылкой на фиг.1, становится ясно, что слой 2 отпечатанной бумаги, проиллюстрированный на ней, был обеспечен покрытием 35 для приема струи чернил.
Фиг.5 показывает, что, в соответствии с предпочтительным вариантом выполнения, покрытие 35 для приема струи чернил получают путем нанесения жидкого вещества 36 на обеспеченный смолой слой 2 бумаги. В этом случае слой 2 бумаги транспортируют в направлении D2 нанесения покрытия относительно устройства 37 для нанесения покрытия. Применяют устройство 37 для нанесения покрытия, содержащее обратные дозирующие валики 38. Такое устройство 37 для нанесения покрытия может первоначально наносить избыток жидкого вещества 36, который отжимают до желаемого веса посредством валиков 38, что также может обеспечивать гладкую поверхность покрытия. Ясно, что в этом случае и в соответствии с третьим аспектом изобретения, направление D1 нанесения смолы и направление D2 нанесения покрытия совпадают.
Из фиг.2 может быть ясно, что устройство 37 для нанесения покрытия присутствует на устройстве для нанесения смолы или линии пропитки, в частности, в этом случае после операции сушки, здесь выполняемой посредством печи 17 с горячим воздухом. Предпочтительно, обеспеченный смолой слой бумаги обладает остаточной влажностью ниже 10% по весу или даже ниже 6% при нанесении на него жидкого вещества 36, которое представляет собой предпочтительно суспензию на водной основе по меньшей мере полимера. Предпочтительно, и так же, как на фиг.2, обработанный слой 2 бумаги далее снова высушивают, здесь снова посредством печи 17 с горячим воздухом, для достижения еще раз уровня остаточной влажности ниже 10% или около 7%. Полученная обработанная бумага содержит покрытие 35 для приема струи чернил, которое свободно от термореактивной смолы.
Фиг.6 иллюстрирует, что принтер 18 в этом примере содержит несколько рядов 39 печатных головок, которые продолжаются над областью слоя 2 бумаги, подлежащего печати. Принтер 18 в этом примере относится к принтеру однопроходного типа, в котором обеспечение напечатанного рисунка включает относительное перемещение указанного струйного принтера 18, в частности, рядов 39, и указанного слоя 2 бумаги во время печати в направлении D3 печати. В этом случае ряды 39 и печатные головки находятся в покое, при этом слой 2 бумаги перемещается во время выпуска чернил. Слой 2 бумаги становится отпечатанным во время одного непрерывного перемещения слоя 2 бумаги относительно принтера 18 или рядов 39 печатных головок. В этом случае, в соответствии со вторым аспектом изобретения, направление D3 печати совпадает с направлением D1 нанесения смолы.
Напечатанный рисунок содержит узор дерева, имеющий жилки 40 дерева, продолжающиеся в общем в направлении D4 жилок. В этом случае, и в соответствии с указанным первым аспектом изобретения, направление D4 жилок соответствует указанному направлению D1 нанесения смолы. Направление жилок дополнительно соответствует указанному направлению D2 нанесения покрытия.
Фиг.7 иллюстрирует вариант, в котором этап, на котором печатают S3 и/или отверждают чернила, могут выполнять уже после разрезания обеспеченного смолой слоя 2 бумаги на листы 20. Согласно не проиллюстрированному варианту, обеспеченный смолой слой 2 бумаги могут сворачивать снова до разрезания его на листы и/или до печати.
Фиг.8 показывает, что принтер 18 может содержать каретку 41, передвигающуюся в направлении D3 печати, причем этот принтер 18 могут приводить в действие в двухпроходном или многопроходном режиме. В примере каретка 41 способна печатать полосу 42 с шириной T, достаточной для покрытия поверхности декоративной панели 7, подобной напольной панели на фиг.3. Может быть достаточной ширина T от 15 или 16 до 25 или 30 сантиметров. Во время печати полосы 42 слой 2 бумаги находится в покое. Печать может содержать несколько проходов каретки 41 над слоем 2 бумаги. Каретка 41 может печатать во время перемещения назад, а также во время перемещения вперед, или только во время одного из перемещений назад и вперед. Между проходами каретка 41 может немного сдвигаться в направлении D5, поперечном или перпендикулярном направлению D3 печати, например, на расстояние, большее расстояния между соплами печатной головки. После завершения полосы слой 2 бумаги продвигается в направлении D5, чтобы позволять каретке печатать на последующей области слоя 2 бумаги.
Ясно, что такая полоса 42 может содержать множество отдельных, независимых узоров дерева, расположенных друг за другом в направлении D5, и/или друг за другом в указанном направлении D3 печати.
Ясно, что в примере на фиг.8 направление D1 нанесения смолы, направление D2 нанесения покрытия, направление D3 печати и направление D4 жилок все соответствуют или совпадают. Разумеется, фигура показывает направление D3 печати как противоположное направлению D1 нанесения смолы и направлению D2 нанесения покрытия, однако, в свете настоящего раскрытия ясно, что такие же эффекты достигаются в отношении сокрытия дефектов или неравномерностей, и что противоположное направление в связи с этим следует рассматривать как также совпадающее.
Вариант выполнения на фиг.8 имеет дополнительное преимущество в том, что могут быть напечатаны очень длинные узоры дерева. Более того, длина получаемого узора дерева, которая измеряется вдоль направления D3 жилок, зависит от того, на какой длине листы 20 отрезаются от рулона 10, и от доступной протяженности передвижения каретки 41. Это легко может быть длиннее 2,08 метров, например, более 2,5 метров или даже до 2,8 метров или более, предпочтительно между 2,5 и 5,6 или 5,7 метрами. Стандартная ширина рулона бумаги составляет 2,08 метров, и доступные печати дерева без повторения в узоре имеют максимум эту длину. В таком случае узор дерева исключительно печатается в направлении ширины рулона 10 с использованием глубокой печати. Настоящее изобретение позволяет получать узор дерева с длиной в направлении D4 жилок больше 2,08 метров, ориентированный в направлении длины рулона 10 или в направлении D1 нанесения смолы, направлении D2 нанесения покрытия.
Ясно, что, согласно специальному независимому аспекту настоящего изобретения, оно относится к способу изготовления панелей, имеющих декоративную поверхность, в которых указанный верхний слой содержит слой бумаги, имеющий напечатанный рисунок, и причем указанный способ по меньшей мере содержит этап, на котором обеспечивают указанный слой бумаги термореактивной смолой, и этап, на котором обеспечивают указанный обеспеченный смолой слой бумаги по меньшей мере участком указанного напечатанного рисунка посредством цифрового струйного принтера, с отличием в том, что указанный принтер содержит каретку, имеющую ширину по меньшей мере 10 сантиметров, предпочтительно между 10 и 65 сантиметрами, или даже лучше по меньшей мере 15 или 16 сантиметров, предпочтительно между 15 и 30 сантиметрами. Предпочтительно, такая каретка имеет длину передвижения по меньшей мере 2,5 метров, предпочтительно между 2,5 и 5,7 метрами или между 2,5 и 3 метрами. Такие размеры обеспечивают идеальное включение таких способов в процесс ламинирования, подобный процессу DPL. Предпочтительно, указанная каретка перемещается в направлении D3 печати, совпадающем с направлением D1 нанесения смолы. Предпочтительно, указанный напечатанный рисунок представляет собой узор дерева, имеющий направление D4 жилок, продолжающееся по существу вдоль указанного направления D3 печати.
Разумеется, там, где выше упомянута ширина каретки 41, фактически сделана ссылка на ширину T полосы 42, которую каретка способна печатать, которая измеряется поперечно направлению D3 печати.
Фиг.6 и 8 дополнительно иллюстрируют, что слой 2 бумаги передвигается через принтер 18 при поддержании слоя 2 бумаги плоским.
Настоящее изобретение никоим образом не ограничено вышеописанными вариантами выполнения, и такие способы могут быть выполнены согласно нескольким вариантам без выхода за пределы объема охраны изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ, ИМЕЮЩИХ ДЕКОРАТИВНУЮ ПОВЕРХНОСТЬ | 2015 |
|
RU2765280C2 |
| ДЕКОРАТИВНЫЙ НОСИТЕЛЬ | 2019 |
|
RU2773865C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ, ИМЕЮЩИХ ДЕКОРАТИВНУЮ ПОВЕРХНОСТЬ | 2013 |
|
RU2633251C2 |
| ЦИФРОВАЯ ПЕЧАТЬ ПРОЗРАЧНЫМИ БЕСЦВЕТНЫМИ ЧЕРНИЛАМИ | 2014 |
|
RU2667589C2 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ЛАМИНАТНЫХ ПАНЕЛЕЙ | 2019 |
|
RU2759271C1 |
| ЦИФРОВОЕ ТИСНЕНИЕ | 2014 |
|
RU2661835C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ПАНЕЛЕЙ С НАДЛЕЖАЩИМ ЦВЕТОМ | 2019 |
|
RU2767019C1 |
| ЦИФРОВАЯ ПЕЧАТЬ СВЯЗУЮЩИМ | 2013 |
|
RU2643975C2 |
| СПОСОБЫ ПРОИЗВОДСТВА ДЕКОРАТИВНЫХ ЛАМИНИРОВАННЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ СТРУЙНОЙ ПЕЧАТИ | 2018 |
|
RU2753963C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ПАНЕЛЕЙ | 2019 |
|
RU2754886C1 |
Способ изготовления панелей, имеющих декоративную поверхность, причем указанные панели, по меньшей мере, содержат основание и верхний слой, где указанный верхний слой содержит слой бумаги, имеющий напечатанный рисунок, и причем указанный способ, по меньшей мере, содержит этап, на котором указанный слой бумаги обеспечивают термореактивной смолой путем транспортировки указанного слоя бумаги через устройство для нанесения смолы в направлении нанесения смолы, и этап, на котором указанный слой бумаги обеспечивают по меньшей мере участком указанного напечатанного рисунка посредством цифрового струйного принтера. При этом указанный напечатанный рисунок содержит узор дерева, имеющий жилки дерева, продолжающиеся в основном в направлении жилок, по существу, соответствующем указанному направлению нанесения смолы. 10 з.п. ф-лы, 8 ил.
1. Способ изготовления напольных панелей, имеющих декоративную поверхность, причем указанные напольные панели (7) по меньшей мере содержат основание (8) и верхний слой (9), причем указанный верхний слой (9) содержит слой (2) бумаги, имеющий напечатанный рисунок, при этом указанный способ содержит по меньшей мере этап, на котором обеспечивают указанный слой (2) бумаги покрытием (35) для приема струи чернил путем транспортировки указанного слоя (2) бумаги относительно устройства (37) для нанесения покрытия в направлении (D2) нанесения покрытия, и этап, на котором обеспечивают указанный покрытый слой (2) бумаги по меньшей мере участком указанного напечатанного рисунка посредством цифрового чернильно-струйного принтера (18), отличающийся тем, что указанный напечатанный рисунок содержит узор дерева, имеющий жилки (40) дерева, продолжающиеся в общем в направлении (D4) жилок, по существу, соответствующем указанному направлению (D2) нанесения покрытия, при этом обеспечение указанного напечатанного рисунка включает относительное перемещение указанного чернильно-струйного принтера (18) и указанного слоя (2) бумаги во время операции (S3) печати в направлении (D3) печати, по существу, соответствующем или, по существу, противоположном указанному направлению (D2) нанесения покрытия, причем указанный принтер (18) содержит печатные головки, установленные на каретке (41), имеющей возможность перемещения в указанном направлении (D3) печати, и при этом каретка имеет ширину, составляющую по меньшей мере 8 см и достаточную, чтобы охватывать указанную декоративную поверхность указанной напольной панели.
2. Способ по п.1, отличающийся тем, что указанный способ дополнительно содержит по меньшей мере этап (S1), на котором обеспечивают указанный слой (2) бумаги термореактивной смолой путем транспортировки указанного слоя (2) бумаги через устройство для нанесения смолы в направлении (D1) нанесения смолы, причем указанное направление (D4) жилок, по существу, соответствует указанному направлению (D1) нанесения смолы.
3. Способ по п.2, отличающийся тем, что указанный этап, на котором обеспечивают указанный слой (2) бумаги покрытием (35) для приема струи чернил, выполняют после указанного этапа (S1), на котором обеспечивают указанный слой (2) бумаги термореактивной смолой.
4. Способ по п.2 или 3, отличающийся тем, что указанный этап, на котором обеспечивают указанный слой (2) бумаги покрытием (35) для приема струи чернил, и указанный этап, на котором обеспечивают указанный слой (2) бумаги термореактивной смолой, выполняют непрерывно на одной и той же линии так, что указанное направление (D1) нанесения смолы и указанное направление (D2) нанесения покрытия совпадают.
5. Способ по п.2 или 3, отличающийся тем, что указанный этап (S3), на котором обеспечивают указанный слой (2) бумаги указанным участком указанного напечатанного рисунка, выполняют после указанного этапа (S1), на котором обеспечивают указанный слой (2) бумаги термореактивной смолой.
6. Способ по п.2 или 3, отличающийся тем, что указанный этап (S1), на котором обеспечивают указанный слой (2) бумаги термореактивной смолой, выполняют на непрерывном полотне, которое предпочтительно берут из рулона (10), при этом указанный этап, на котором обеспечивают указанный напечатанный рисунок, выполняют на листе (20).
7. Способ по п.2 или 3, отличающийся тем, что указанная каретка (41) выполнена с возможностью возвратно-поступательного перемещения в указанном направлении (D3) печати и обеспечивает выполнение печати во время перемещения вперед, а также во время перемещения назад, причем между проходами каретку смещают в направлении (D5), поперечном направлению (D3) печати, на расстояние, равное или большее расстояния между соплами печатной головки.
8. Способ по п.2 или 3, отличающийся тем, что каретка (41) имеет ширину между 10 и 65 сантиметрами, предпочтительно между 15 и 30 сантиметрами.
9. Способ по п.2 или 3, отличающийся тем, что указанные печатные головки включают по меньшей мере две печатные головки, выбрасывающие чернила одного цвета и установленные друг за другом в указанном направлении (D3) печати.
10. Способ по п.9, отличающийся тем, что указанные печатные головки включают ряды печатных головок, если смотреть в направлении (D3) печати, приспособленные для выбрасывания чернил по меньшей мере четырех основных цветов CMYK, причем вторые ряды таких печатных головок расположены зеркально перевернутым образом в указанном направлении (D3) печати.
11. Способ по п.8, отличающийся тем, что каретка (41) имеет длину перемещения между 2,5 и 5,7 метрами, предпочтительно между 2,5 и 3 метрами.
| WO 2009153680 A2, 23.12.2009 | |||
| WO 2008134823 A1, 13.11.2008 | |||
| СИСТЕМА ЭКОНОМИИ ЭНЕРГОПОТРЕБЛЕНИЯ ПРОТИВООБЛЕДЕНИТЕЛЯ ВЕТРОВОГО СТЕКЛА | 2016 |
|
RU2695745C2 |
| US 2006130421 A1, 22.06.2006. | |||

