Изобретение относится к области электротехники, в частности к трансформаторостроению, и может быть использовано в технологии изготовления винтовых обмоток трансформаторов, реакторов и дросселей.
Известна винтовая обмотка по патенту РФ №2170466, опубл. 10.07.2001, витки которой содержат n параллельных проводов, где n≥3, целое число, и m рядов, где m≥3 - целое число, при этом ряды расположены перпендикулярно оси обмотки, а между рядами выполнена транспозиция параллельных проводов.
Ряды в известной обмотке отделены друг от друга посредством изоляционных прокладок. Транспозиция параллельных проводов выполнена в местах переходов из каждого предыдущего в последующий ряд.
Известная винтовая обмотка трудоемка и низкотехнологична в изготовлении и имеет большие габариты. Это объясняется тем, что для формирования горизонтальных каналов ряды отделены друг от друга посредством изоляционных прокладок, а транспозиция параллельных проводов выполнена в местах переходов из каждого предыдущего в последующий ряд. При этом габариты обмотки, в частности ее высота, увеличиваются на суммарную толщину всех изоляционных прокладок и суммарную высоту транспозиций. При такой конструкции винтовой обмотки намотку приходится осуществлять одновременно всеми параллельными проводами каждого хода, для чего необходимо сложное технологическое оборудование. При большом количестве параллельных проводов для намотки используется несколько барабанов с проводом. Для размещения такого громоздкого оборудования нужны большие производственные площади. Процесс намотки такой винтовой обмотки очень трудоемкий, так как транспозиция выполнена в местах переходов из каждого предыдущего в последующий ряд, что обуславливает высокие трудозатраты и низкую скорость ее изготовления. При изготовлении винтовой обмотки такой конструкции невозможно выполнить вертикальные каналы охлаждения, так как все пространство между наружным и внутренним диаметрами при осуществлении транспозиций заполнено проводами. Это отрицательно сказывается на работе электротехнического устройства, в котором используется эта обмотка.
Наиболее близким аналогом заявленного изобретения является одно- или многоходовая винтовая обмотка по патенту РФ №2387037, опубл. 10.07.2001, состоящая из витков, каждый из которых содержит n параллельных проводов, где n≥3 - целое число, образующих m рядов, где m≥3 - целое число, при этом ряды расположены перпендикулярно оси обмотки. Между рядами выполнена сосредоточенная транспозиция параллельных проводов, новым является то, что в месте выполнения транспозиции все параллельные провода разрезаны, их концы расположены за наружным диаметром обмотки и соединены между собой таким образом, что первый из пронумерованных по возрастающей от внутреннего диаметра обмотки к наружному диаметру обмотки параллельных проводов хода обмотки до разреза соединен с концом n-го параллельного провода хода обмотки после разреза, конец второго параллельного провода хода обмотки до разреза соединен с концом (n-1)-го параллельного провода хода обмотки после разреза и далее концы всех параллельных проводов каждого хода обмотки до разреза соединены с концами всех параллельных проводов каждого хода обмотки после разреза таким же образом. Так как в известном решении возникает необходимость образки всех проводов хода обмотки в каждом ряду до места транспозиции с последующим присоединением концов всех параллельных проводов каждого хода обмотки до разреза с концами всех параллельных проводов каждого хода обмотки после разреза, то это усложняет технологию ее изготовления.
Технический результат от применения разработанного технического решения заключается в дополнительном снижение трудоемкости и в повышении технологичности изготовления винтовой обмотки с сосредоточенными транспозициями рядов.
Указанный технический результат в предложенном решении был получен вследствие комплексного подхода по оптимизации технологии намотки винтовой обмотки с сосредоточенными транспозициями рядов. В результате внесенных в техническое решение усовершенствований удалось обеспечить намотку витков не сразу всеми параллельными проводами одновременно, а последовательную намотку слоев каждого ряда одним проводом. Также удалось снизить трудозатраты на производство за счет применения комбинированного метода транспозиционирования проводов.
Предложенное техническое решение реализовано в винтовой обмотке новой конструкции. Каждый из витков обмотки содержит n≥3, где n - целое число параллельных проводов, формирующих расположенный перпендикулярно оси обмотки ряд. Позиция каждого провода в ряде пронумерована по возрастающей от внутреннего диаметра обмотки к наружному диаметру обмотки. Под термином «пронумерована», не обязательно подразумевается прямое маркирование каждого провода, это может обозначать лишь присвоение номера позиции на схеме намотки.
При этом между рядами выполнена сосредоточенная транспозиция параллельных проводов. Такую транспозицию выполняют путем вывода отдельных проводов для перераспределения за наружный диаметр обмотки.
Параллельные провода, число которых в каждом перпендикулярном оси обмотки ряду n≥3, подходящие к месту выполнения сосредоточенной транспозиции, выведены за наружный диаметр обмотки и разрезаны от 1-го до (n-1)-го параллельного провода. При этом разрезанные концы проводов соединены с концами выведенных к месту выполнения транспозиции параллельных проводов следующего ряда того же хода обмотки. Упомянутое соединение выполнено таким образом, что конец 1-го из параллельных проводов хода обмотки до разреза соединен с концом n-го параллельного провода хода обмотки после разреза, конец 2-го параллельного провода хода обмотки до разреза соединен с концом (n-1)-го параллельного провода хода обмотки после разреза, таким же образом соединены все выведенные к месту выполнения транспозиции разрезанные концы проводов до (n-1)-го параллельного провода хода обмотки, конец которого до разреза соединен с концом 2-го параллельного провода хода обмотки после разреза. При этом n-й параллельный провод ряда не разрезается в месте выполнения сосредоточенной транспозиции, а перекладывается на место 1-го параллельного провода следующего ряда.
Разработанная конструкция винтовой обмотки с описанным комбинированным методом транспозиционирования проводов, позволяет применить такие усовершенствования как к винтовой обмотке, выполненной одноходовой, так и к винтовой обмотке, выполненной многоходовой.
За счет того, что в винтовой обмотке, выполненной одно- или многоходовой, место транспозиции параллельных проводов расположено за наружным диаметром обмотки, значительно уменьшаются ее габариты, в частности высота, так как транспозиция выполняется за пределами обмотки, а в месте ее выполнения формируется горизонтальный канал, соизмеримый с размером провода. При этом процесс намотки существенно упрощается, так как при таком выполнении винтовой обмотки появляется возможность производить ее намотку не всеми параллельными проводами каждого хода одновременно, а одним и более параллельным проводом. Это позволяет использовать менее сложное и громоздкое оборудование, которое можно разместить на небольших производственных площадях. Для изготовления такой обмотки достаточно одного барабана. Заложенные в новую конструкцию возможности, позволяющие не обрезать при изготовлении обмотки внешний провод ряда в месте сосредоточенной транспозиции, существенно снижаю трудоемкость изготовления такой обмотки, т.е. повышают ее технологичность.
Соединение обрезанных проводов в месте сосредоточенной транспозиции может быть выполнено в виде пайки или сварки. При выполнении обмотки с такой транспозицией становится возможным формирование вертикальных каналов для охлаждения, благодаря чему обмотка в процессе работы интенсивно охлаждается, что способствует повышению нагрузочной способности и надежности электротехнического устройства, в котором эта обмотка используется. Предложенные усовершенствования уменьшают количество точек соединения проводов а обмотке, снижая тем самым сопутствующие потери мощности и нагрев в точках соединения. Характеристики электротехнического устройства при этом сохраняются на высоком уровне. Обеспечивается равномерное токораспределение, потери остаются на допустимом уровне.
Таким образом, заявляемая винтовая обмотка при сохранении рабочих характеристик электротехнического устройства на высоком уровне обеспечивает решение поставленной задачи - существенное снижение трудоемкости и повышение технологичности ее изготовления, а также уменьшение ее габаритов, в частности высоты.
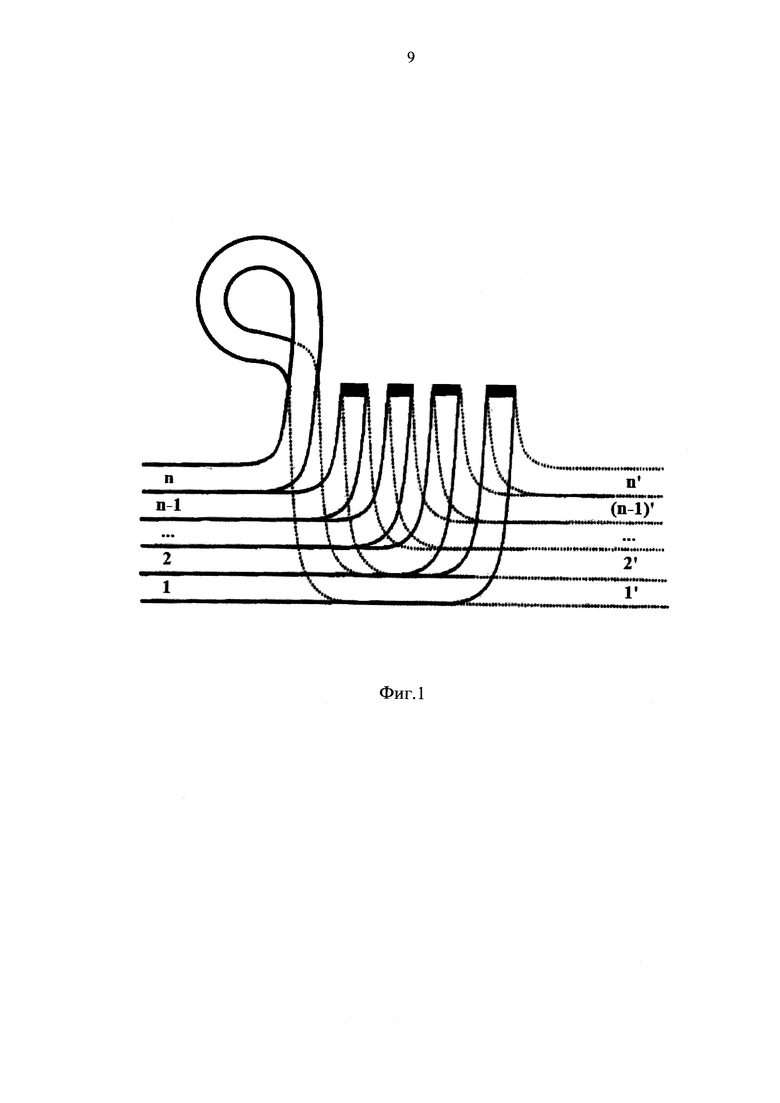
Сущность изобретения поясняется чертежом, где схематично представлена сосредоточенная транспозиция параллельных проводов винтовой обмотки.
Каждый виток винтовой обмотки, в которой осуществлена общая транспозиция, содержит параллельные провода 1, 2, …, (n-1) и n соответственно, уложенные в ряд перпендикулярно оси обмотки. Параллельные провода пронумерованы по возрастающей от внутреннего диаметра обмотки к наружному диаметру обмотки. Ряд параллельных проводов до места сосредоточенной транспозиции расположен над рядом параллельных проводов после места сосредоточенной транспозиции. Концы от 1-го до (n-1)-го параллельных проводов в месте сосредоточенной транспозиции выведены за наружный диаметр обмотки. Затем произведена транспозиция этих параллельных проводов путем их попарного соединения с проводами следующего ряда. А внешний n-й провод ряда не разрезается в месте выполнения сосредоточенной транспозиции, а перекладывается на место 1-го параллельного провода следующего ряда.
Предложенную усовершенствованную винтовую обмотку изготавливают следующим образом.
Технология изготовления винтовой обмотки включает намотку обмотки из витков, каждый из которых содержит n параллельных проводов, формирующих расположенный перпендикулярно оси обмотки ряд. Между рядами параллельных проводов выполняют сосредоточенную транспозицию. Позиция каждого провода промаркирована на нем и/или пронумерована на схеме намотки по возрастающей от внутреннего диаметра обмотки к наружному диаметру обмотки.
Провода каждого ряда наматываются последовательно от 1-го до n-го параллельного провода. При этом в месте выполнения сосредоточенной транспозиции концы от 1-го до (n-1)-го параллельных проводов ряда выводятся за наружный диаметр обмотки и обрезаются, а n-й параллельный провод ряда в месте выполнения сосредоточенной транспозиции перекладывается на место 1-го параллельного провода следующего ряда этого же хода обмотки. Затем таким же образом производится намотка от 2-го до n-го параллельного провода следующего ряда этого же хода обмотки. После в месте выполнения сосредоточенной транспозиции попарно осуществляется соединение концов обрезанных параллельных проводов разных рядов. Предложенным способом изготовления винтовой обмотки может быть выполнена как одноходовая, так и многоходовая обмотка.
В разработанном способе изготовления винтовой обмотки намотка всех ее витков может быть осуществлена проводом, разматываемым только с одного барабана (катушки). Это совместно с предложенным комбинированным методом выполнения сосредоточенной транспозиции проводов существенно снижает трудоемкость изготовления винтовой обмотки и повышает ее технологичность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТОВАЯ ОБМОТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2387037C1 |
| ТРАНСФОРМАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2722659C1 |
| Способ намотки одноходовой винтовой обмотки трансформатора | 1975 |
|
SU783867A1 |
| ТОКООГРАНИЧИВАЮЩИЙ РЕАКТОР | 2007 |
|
RU2349980C1 |
| Винтовая обмотка трансформатора | 1979 |
|
SU864352A1 |
| Винтовая обмотка трансформатора | 1978 |
|
SU783864A1 |
| Винтовая обмотка трансформатора | 1985 |
|
SU1275558A2 |
| Способ изготовления винтовой обмотки трансформатора с четным числом ходов | 1983 |
|
SU1136222A1 |
| Способ изготовления цилиндрической обмотки трансформатора и устройство для его осуществления | 1982 |
|
SU1023416A1 |
| Трансформатор | 1984 |
|
SU1220019A1 |
Изобретение относится к области электротехники. Технический результат заключается в снижении трудоемкости изготовления винтовой обмотки. Способ включает: намотку обмотки из витков, каждый из которых содержит n параллельных проводов, формирующих расположенный перпендикулярно оси обмотки ряд, в котором позиция каждого провода пронумерована по возрастающей от внутреннего диаметра обмотки к наружному диаметру обмотки, а также выполнение между рядами параллельных проводов сосредоточенной транспозиции, при этом согласно изобретению провода каждого ряда наматываются последовательно от 1-го до n-го параллельного провода, при этом в месте выполнения сосредоточенной транспозиции концы от 1-го до (n-1)-го параллельных проводов ряда выводятся за наружный диаметр обмотки и обрезаются, а n-й параллельный провод ряда в месте выполнения сосредоточенной транспозиции перекладывается на место 1-го параллельного провода следующего ряда этого же хода обмотки, затем таким же образом производится намотка от 2-го до n-го параллельного провода следующего ряда этого же хода обмотки, после в месте выполнения сосредоточенной транспозиции попарно осуществляется соединение концов обрезанных параллельных проводов разных рядов. Устройство реализует способ. 2 н. и 5 з.п. ф-лы, 1 ил.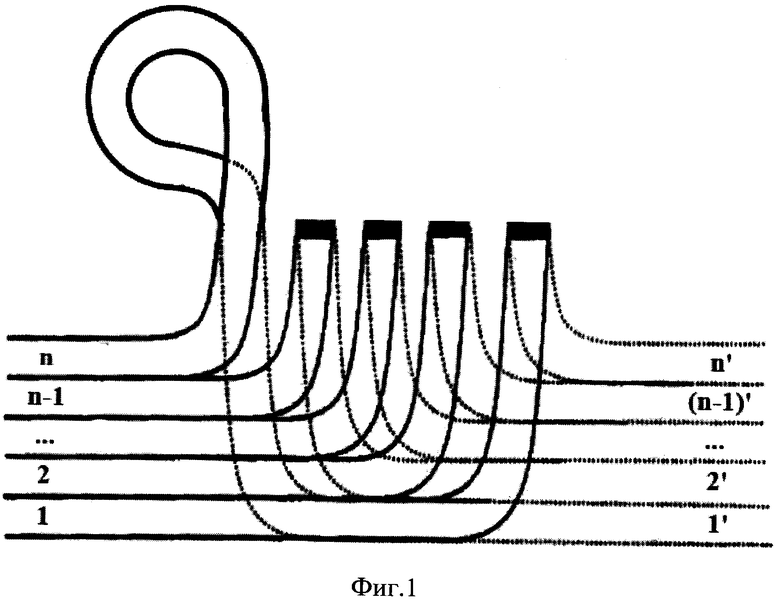
1. Винтовая обмотка состоит из витков, каждый из которых содержит n параллельных проводов, формирующих расположенный перпендикулярно оси обмотки ряд, в котором позиция каждого провода пронумерована по возрастающей от внутреннего диаметра обмотки к наружному диаметру обмотки, при этом между рядами выполнена сосредоточенная транспозиция параллельных проводов путем вывода отдельных проводов для перераспределения за наружный диаметр обмотки, отличающаяся тем, что параллельные провода, число которых в каждом перпендикулярном оси обмотки ряду n≥3, подходящие к месту выполнения сосредоточенной транспозиции, выведены за наружный диаметр обмотки и разрезаны от 1-го до (n-1)-гo параллельного провода, при этом разрезанные концы проводов соединены с концами выведенных к месту выполнения транспозиции параллельных проводов следующего ряда того же хода обмотки таким образом, что конец 1-го из параллельных проводов хода обмотки до разреза соединен с концом n-го параллельного провода хода обмотки после разреза, конец 2-го параллельного провода хода обмотки до разреза соединен с концом (n-1)-гo параллельного провода хода обмотки после разреза, таким же образом соединены все выведенные к месту выполнения транспозиции разрезанные концы проводов до (n-1)-гo параллельного провода хода обмотки, конец которого до разреза соединен с концом 2-го параллельного провода хода обмотки после разреза, при этом n-й параллельный провод ряда не разрезается в месте выполнения сосредоточенной транспозиции, а перекладывается на место 1-го параллельного провода следующего ряда.
2. Винтовая обмотка по п. 1, отличающаяся тем, что она выполнена одноходовой.
3. Винтовая обмотка по п. 1, отличающаяся тем, что она выполнена многоходовой.
4. Способ изготовления винтовой обмотки, включающий намотку обмотки из витков, каждый из которых содержит n параллельных проводов, формирующих расположенный перпендикулярно оси обмотки ряд, в котором позиция каждого провода пронумерована по возрастающей от внутреннего диаметра обмотки к наружному диаметру обмотки, а также включающий выполнение между рядами параллельных проводов сосредоточенной транспозиции, отличающийся тем, что провода каждого ряда наматываются последовательно от 1-го до n-го параллельного провода, при этом в месте выполнения сосредоточенной транспозиции концы от 1-го до (n-1)-го параллельных проводов ряда выводятся за наружный диаметр обмотки и обрезаются, а n-й параллельный провод ряда в месте выполнения сосредоточенной транспозиции перекладывается на место 1-го параллельного провода следующего ряда этого же хода обмотки, затем таким же образом производится намотка от 2-го до n-го параллельного провода следующего ряда этого же хода обмотки, после в месте выполнения сосредоточенной транспозиции попарно осуществляется соединение концов обрезанных параллельных проводов разных рядов.
5. Способ изготовления винтовой обмотки по п. 4, отличающийся тем, что она выполнена одноходовой.
6. Способ изготовления винтовой обмотки по п. 4, отличающийся тем, что она выполнена многоходовой.
7. Способ изготовления винтовой обмотки по любому из пп. 4-6, отличающийся тем, что намотка всех ее витков осуществлена проводом с одного барабана.
| ВИНТОВАЯ ОБМОТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2387037C1 |
| ТОКООГРАНИЧИВАЮЩИЙ РЕАКТОР | 2000 |
|
RU2170466C1 |
| Устройство для регулирования скорости двигателя постоянного тока | 1948 |
|
SU80624A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 4309634, 05.01.1982 | |||
| US 3979618, 07.09.1976. | |||

