Область техники, к которой относится изобретение
[0001] Изобретение относится к упаковке для табачного изделия.
Уровень техники
[0002] Табачные изделия, такие как сигареты, обычно заворачиваются в упаковки для заданного количества табачных изделий. Упаковка, образованная из листа внутренней оберточной бумаги, например, бумаги, покрытой алюминиевой фольгой, и листа наружной оберточной бумаги, покрывающей лист внутренней оберточной бумаги, хорошо известна и называется отдельной пачкой. В качестве листа наружной оберточной бумаги известна так называемая мягкая пачка или мягкая упаковка, выполненная из тонкой бумаги, или так называемая твердая пачка, твердая упаковка или коробка, которая образуется посредством формирования картона в коробку.
[0003] Информация о табачном изделии, такая как название табачного изделия и количество ингредиентов, обычно печатается на наружной поверхности упаковки для табачного изделия. Многие упаковки имеют дизайн, составленный из букв, картинки и т.п. информации, напечатанных на поверхности с использованием цветной печатной краски для повышения, например, отличия от другого табачного изделия или для мотивации покупки, и имеют цветовые эффекты.
[0004] Патентный документ 1: национальная публикация международной патентной заявки № 2006-504590.
Сущность изобретения
Техническая проблема
[0005] Как указывалось выше, многие упаковки для табачного изделия получают визуальные эффекты за счет добавления дизайна с использованием печатной краски. Использование большого количества краски может приводить к увеличению стоимости изготовления и к потерям краски за счет прилипания краски к направляющим оберточной машины.
[0006] С учетом указанного выше, задачей данного изобретения является создание упаковки для табачного изделия, на которой может быть добавлен дизайн за счет просто построения, не основанного на использовании печатной краски.
Решение задачи
[0007] Для решения указанной выше проблемы, согласно данному изобретению, упаковка для табачного изделия выполнена так, что первая зона, которая сформирована из прозрачного лака, и вторая зона, которая сформирована из открытой части базового материала упаковки, где базовый материал упаковки открыт наружу, или прозрачный лак, нанесенный на наружную поверхность базового материала, расположены смежно друг с другом на поверхности самого наружного слоя в упаковке для табачного изделия и так, что положение границы между первой зоной и второй зоной различимо на основании лишь различия в присутствии или отсутствии прозрачного лака или различия в свойствах прозрачных лаков.
[0008] В частности, согласно данному изобретению предлагается упаковка, в которой внутри размещено табачное изделие, при этом поверхность самого наружного слоя упаковки включает первую зону, которая сформирована из прозрачного лака, нанесенного на наружную поверхность базового материала упаковки, и вторую зону, которая расположена смежно с первой зоной и сформирована из открытой части базового материала, где базовый материал открыт наружу, или из прозрачного лака, нанесенного на наружную поверхность базового материала, и положение границы между первой зоной и второй зоной различимо на основании лишь различия присутствия или отсутствия прозрачного лака или различия в свойствах прозрачных лаков. Указанное выше построение позволяет добавлять дизайн упаковке для табачного изделия без добавления дизайна с использованием цветной печатной краски, а лишь с помощью построения и улучшения различимости упаковки. Положение границы между первой зоной и второй зоной может быть различимо лишь на основании различия заданного свойства, которое влияет на видимость прозрачных лаков.
[0009] Прозрачный лак в первой зоне может иметь первую величину глянца, и прозрачный лак во второй зоне может иметь вторую величину глянца, которая отличается от первой величины глянца, и обеспечивает возможность идентификации положения границы с первой зоной за счет отличия от первой величины глянца. Как указывалось выше, за счет различия величины глянца прозрачных лаков, образующих поверхности в первой зоне и второй зоне, обеспечивается для пользователя возможность идентификации положения границы между первой зоной и второй зоной. Следует отметить, что в этом случае различие между первой величиной глянца и второй величиной глянца предпочтительно не меньше 15, с целью обеспечения возможности идентификации потребителем положения границы между первой зоной и второй зоной.
[0010] Прозрачный лак в первой зоне может иметь первую величину матовости, и прозрачный лак во второй зоне может иметь вторую величину матовости, которая отлична от первой величины матовости и позволяет идентифицировать положение границы с первой зоной за счет отличия от первой величины матовости. Как указывалось выше, выбор различными величин матовости прозрачных лаков, образующих поверхности в первой зоне и во второй зоне, позволяет потребителю идентифицировать положение границы между первой зоной и второй зоной. Следует отметить, что в случае различия между первой величиной матовости и второй величиной матовости предпочтительно не меньше 5% и не больше 100%, обеспечивает возможность идентификации потребителем положения границы между первой зоной и второй зоной.
[0011] Высота поверхностей в первой зоне и во второй зоне может быть одинаковой. Различие в высоте поверхности между первой зоной и второй зоной может быть не больше 5 мкм. Установка разницы в высоте поверхности между первой зоной и второй зоной не меньше 0 мкм и не больше 5 мкм, как указывалось выше, создает указанные ниже эффекты. Например, упаковка сформирована в целом посредством сгибания листовой заготовки. Посредством устранения или уменьшения различия в уровне между первой зоной и второй зоной, может предотвращаться громоздкость во время сгибания и распределения заготовок. Таким образом, может быть уменьшена стоимость распределения заготовок за счет как можно меньшего зазора между вертикально штабелированными заготовками во время размещения заготовок в коробке для заготовок.
[0012] Многие из оберточных машин, которые обертывают табачные изделия во время сгибания заготовки, последовательно транспортируют заготовки с использованием роликового устройства и присосного устройства. Уменьшение различия в уровне между первой зоной и второй зоной, как указывалось выше, обеспечивает облегчение стабильности транспортировки заготовки в процессе обертки упаковки и упрощает стабильное сгибание заготовки на стадии сгибания. Уменьшение различия в уровне между первой зоной и второй зоной обеспечивает также возможность предотвращения использования излишнего количества прозрачного лака на базовом материале в первой зоне или второй зоне, что уменьшает стоимость изготовления упаковок.
[0013] Цветная зона, которая окрашена, может быть образована на части наружной поверхности базового материала, и положение границы между первой зоной и второй зоной и положение границы между окрашенной зоной и не окрашенной зоной вокруг окрашенной зоны в базовом материале может сдвигаться. Это обеспечивает возможность визуальной идентификации положения границы между первой зоной и второй зоной лишь на основе различия присутствия или отсутствия прозрачного лака между первой зоной и второй зоной или различия в свойствах прозрачных лаков. Таким образом, дизайн может быть просто добавлен к упаковке для табачного изделия, без использования печатной краски.
[0014] Вся наружная поверхность базового материала может быть не окрашена. Указанное выше построение обеспечивает возможность предотвращения загрязнения направляющих оберточных машин печатной краской, даже, например, в случае, когда упаковка приходит в соприкосновение с направляющими во время изготовления упаковок. Не использование печатной краски на наружной поверхности базового материала в упаковке позволяет уменьшать стоимость изготовления упаковок.
[0015] Наружные поверхности частей, соответствующих первой зоне и второй зоне базового материала, могут быть окрашены с помощью единственной печатной краски. Согласно данному изобретению, положение границы между первой зоной и второй зоной может быть идентифицировано не на основании печатной краски даже в случае, когда наружные поверхности частей, соответствующих первой зоне и второй зоне, окрашены единственной печатной краской, как указывалось выше.
[0016] Поверхность базового материала может быть обработана неровно, и положение границы между первой зоной и второй зоной и положение границы между углубленным блоком и выступающим блоком в базовом материале может сдвигаться на виде в плане. Указанное выше построение обеспечивает возможность визуальной идентификации положения границы между первой зоной и второй зоной лишь на основе различия в присутствии или отсутствии прозрачного лака между первой зоной и второй зоной или различия в свойствах прозрачных лаков. Таким образом, дизайн может быть просто добавлен к упаковке для табачного изделия без использования печатной краски.
[0017] Следует отметить, что средства для решения проблем, согласно данному изобретению, можно комбинировать, если это возможно.
Преимущества изобретения
[0018] Данное изобретение позволяет создавать упаковку для табачного изделия, к которой может быть добавлен дизайн с помощью простого построения, не основпнного на использовании печатной краски.
Краткое описание чертежей
[0019] На чертежах изображено:
фиг. 1 - упаковка, согласно первому варианту выполнения, на виде снаружи;
фиг. 2 - упаковка, согласно первому варианту выполнения, на виде спереди;
фиг. 3 - заготовка для формирования упаковки, согласно первому варианту выполнения;
фиг. 4 - разрез по линии А-Аʹ на фиг. 2;
фиг. 5 - разрез структуры упаковки, согласно исходному примеру;
фиг. 6 - разрез структуры упаковки, согласно первой модификации варианта выполнения;
фиг. 7 - разрез структуры упаковки, согласно второй модификации варианта выполнения;
фиг. 8 - разрез структуры упаковки, согласно третьей модификации варианта выполнения;
фиг. 9 - упаковка, согласно второму варианту выполнения, на виде спереди;
фиг. 10 - упаковка, согласно третьему варианту выполнения, на виде спереди;
фиг. 11 - упаковка, согласно четвертому варианту выполнения, на виде спереди;
фиг. 12 - разрез по линии В-Вʹ на фиг. 11;
фиг. 13 - упаковка, согласно пятому варианту выполнения, на виде спереди.
Описание вариантов выполнения
[0020] Ниже приводится описание вариантов выполнения данного изобретения со ссылками на прилагаемые чертежи. Если не указано другое, то технический объем изобретения не ограничивается размерами, материалами, формами, относительным расположением и т.п. компонентов, указанных в вариантах выполнения.
Первый вариант выполнения
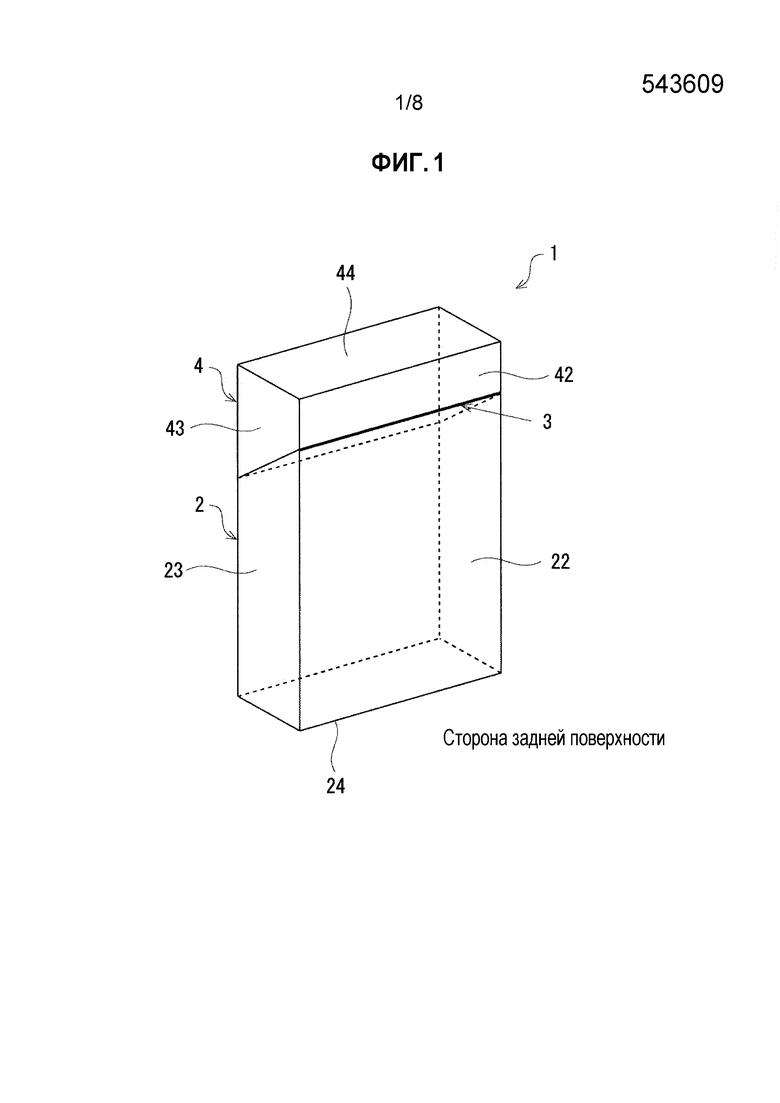
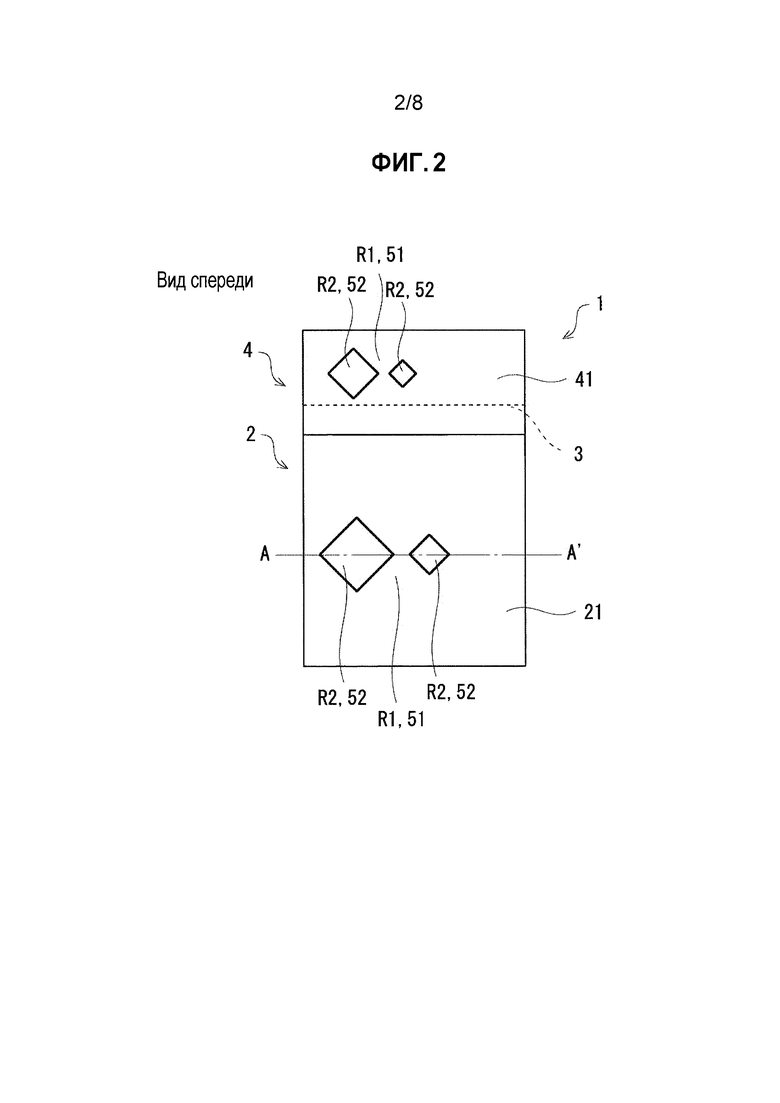
[0021] На фиг. 1 показана на виде снаружи упаковка 1, согласно первому варианту выполнения. Упаковка 1 является упаковкой для сигарет, в которой размещаются сигареты в качестве примера табачного изделия. Упаковка 1 включает блок 2 основного корпуса и блок 4 крышки, который соединен с возможностью поворота с блоком 2 основного корпуса с помощью шарнира 3. На фиг. 1 упаковка показана в изометрической проекции с закрытым блоком 4 крышки на виде со стороны задней поверхности. Упаковка 1 имеет приблизительно форму прямоугольного параллелепипеда после обертывания объекта, подлежащего обертыванию. На фиг. 2 упаковка 1, согласно первому варианту выполнения, показана на виде спереди.
[0022] Упаковка 1 является имеющим форму коробки упаковочным контейнером, называемым твердой пачкой, и содержит сигареты внутри блока 2 основного корпуса. Блок 2 основного корпуса имеет переднюю стенку 21, заднюю стенку 22, пару боковых стенок 23 и нижнюю стенку 24 и является оболочкой, имеющей форму, полученную посредством косого срезания верхней концевой стороны прямоугольного параллелепипеда. Блок 4 крышки имеет переднюю стенку 41, заднюю стенку 42, пару боковых стенок 43 и верхнюю стенку 44, и нижний край задней стенки 42 в блоке 4 крышки и верхний край задней стенки 22 в блоке 2 основного корпуса соединены с помощью шарнира 3.
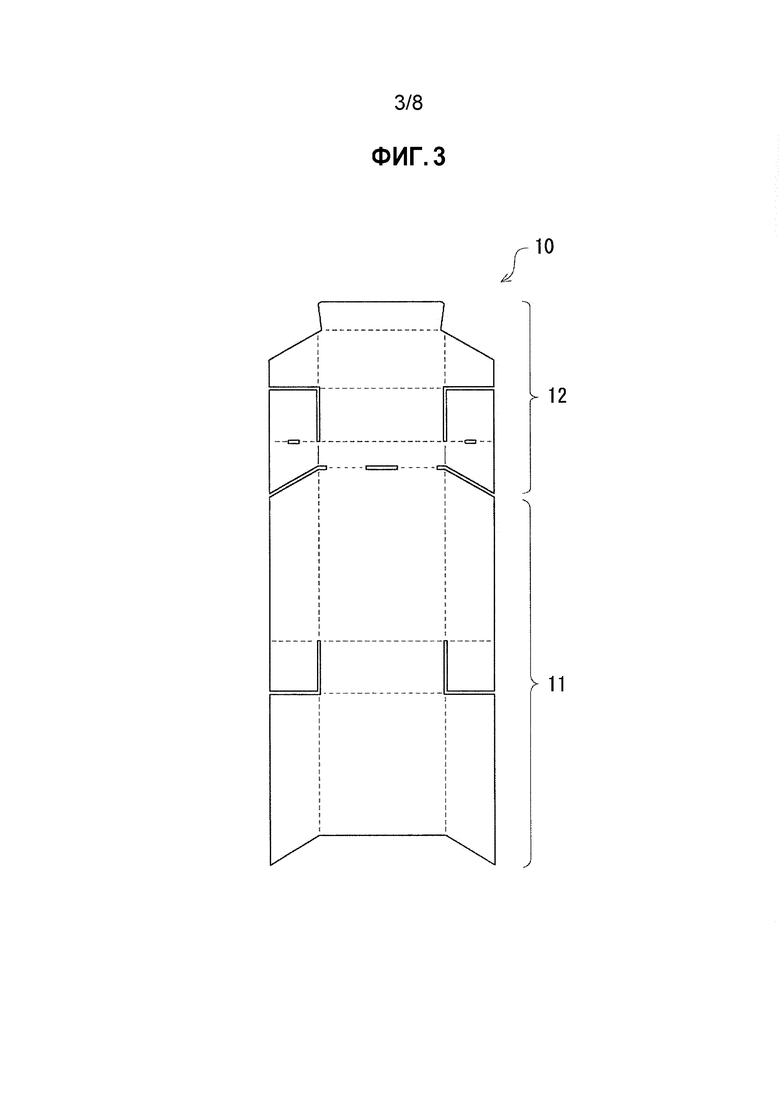
[0023] На фиг. 3 показана заготовка 10 для формирования упаковки 1, согласно первому варианту выполнения. Упаковка 1 образована посредством сборки заготовки 10, которая получена посредством штамповки бумажного материала, такого как картон или манильский картон, с приданием заданного размера и заданной формы. Прерывистой линией на фиг. 3 показана линия сгиба (прямая линия). Упаковка 1 собирается, например, с помощью оберточной машины (не изображена). Упаковку 1 можно собирать посредством сгибания заготовки 10 вдоль линий сгиба и соединения друг с другом в правильных местах. Следует отметить, что позицией 11 на фиг. 3 обозначена зона формирования блока основного корпуса, которая служит в качестве блока 2 основного корпуса упаковки 1 после сборки заготовки 10. Позицией 12 обозначена зона формирования блока крышки, которая служит в качестве блока 4 крышки упаковки 1 после сборки заготовки 10.
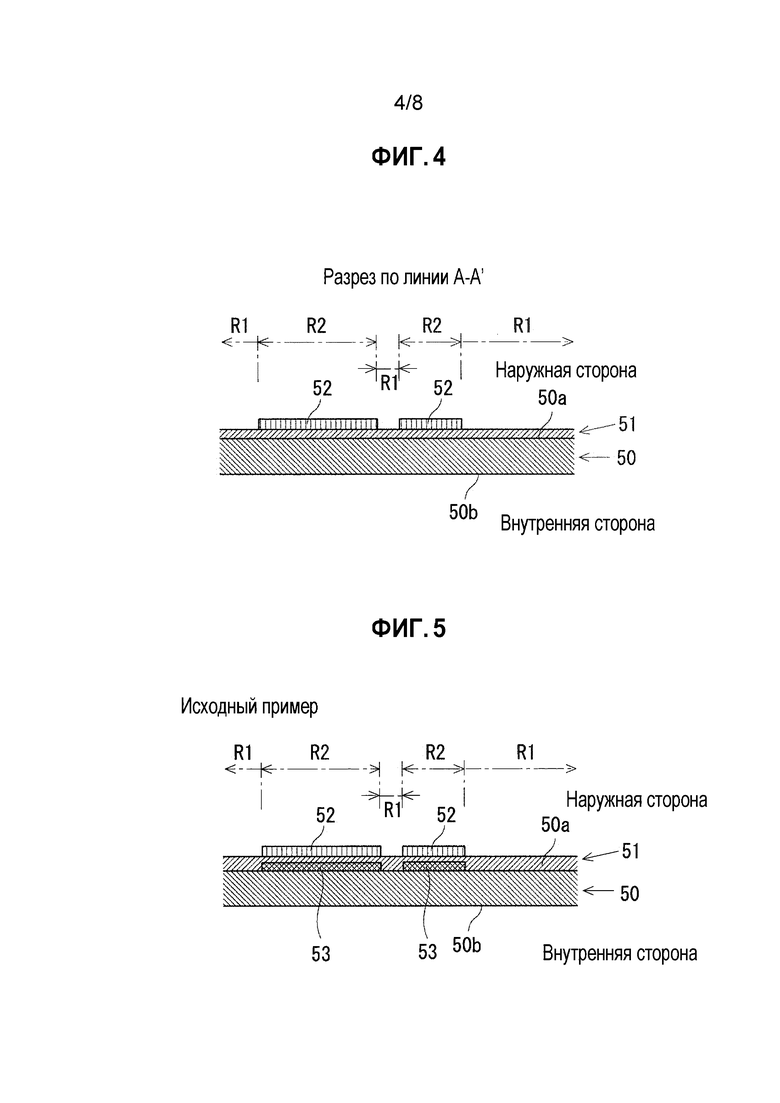
[0024] Ниже приводится описание структуры поперечного сечения упаковки 1. На фиг. 4 показан разрез по линии А-Аʹ на фиг. 2. В показанном на фиг. 2 примере, вторая зона R2, образована в виде зоны, имеющей ромбовидную форму, и часть, не включающая вторые зоны R2, образована в виде первой зоны R1. Другими словами, первая зона R1 образована в виде зоны, окружающей вторые зоны R2. Следует отметить, что формы первой зоны R1 и второй зоны R2 не ограничиваются конкретными формами и могут изменяться подходящим образом. Например, форма каждой первой зоны R1 и второй зоны R2 могут быть формой логотипа или формой геометрического узора, такого как луна или солнце, или декоративной картинкой, которая имеет в качестве мотива животное, растение или т.п. Первая зона R1 или вторая зона R2 может быть не окружена другой зоной.
[0025] Как показано на фиг. 4, структура поперечного сечения (структура слоев) первой зоны R1 в упаковке 1 состоит из базового материала 50 в качестве самого внутреннего слоя и первого лакового слоя 51 в качестве самого наружного слоя. Первый лаковый слой 51 нанесен на базовый материал 50 так, что наружная поверхность 50а базового материала 50 покрыта им. Следует отметить, что в данном варианте выполнения, бумажный базовый материал, такой как картон или манильский картон, который используется в качестве материала для заготовки 10, выбран в качестве базового материала 50. Базовый материал 50 не ограничивается бумажным базовым материалом, и может использоваться один из различных материалов, такой как пластмасса и пленочный ламинат. Толщина базового материала 50 специально не ограничивается.
[0026] Внутренняя поверхность 50b базового материала 50 является поверхностью, которая обращена к пространству для размещения сигарет после сборки упаковки 1. Слой печатной краски, в котором напечатан дизайн, включающий букву, фигуру и т.п., напечатанный с использованием цветной печатной краски или т.п., не образован на базовом материале 50 упаковки 1, согласно данному варианту выполнения. Таким образом, дизайн с использованием цветной печатной краски отсутствует на упаковке 1. В первой зоне R1 упаковки 1, имеющей указанную выше структуру поперечного сечения, поверхность на самом наружном слое упаковки 1 образована с помощью первого лакового слоя 51.
[0027] В противоположность этому, структура поперечного сечения второй зоны R2 в упаковке 1 состоит из базового материала 50 в качестве самого внутреннего слоя, первого лакового слоя 51 в качестве промежуточного слоя и второго лакового слоя 52 в качестве самого наружного слоя. Первый лаковый слой 51 и второй лаковый слой 52 нанесены в этой последовательности на наружную поверхность 50а базового материала 50. Во второй зоне R2 упаковки 1, имеющей указанную выше структуру поперечного сечения, поверхность самого верхнего слоя упаковки 1 образована с помощью второго лакового слоя 52.
[0028] Ниже приводится описание первого лакового слоя 51 и второго лакового слоя 52. Первый лаковый слой 51 и второй лаковый слой 52 образованы оба из прозрачного лака. В данном изобретении прозрачный лак для первого лакового слоя 51 и прозрачный лак для второго лакового слоя 52 отличаются друг от друга свойствами. В частности, прозрачные лаки отличаются друг от друга величиной глянца. Понятие «прозрачный лак» относится в данном случае к так называемому не окрашенному лаку и определяется как лак, не содержащий пигмента, красителя, металлического порошка, стеклянного порошка и слюды. Следует отметить, что, например, лак, содержащий смолу, которая сама имеет цвет, рассматривается как не окрашенный в данном описании, если лак не содержит пигмент, краситель, металлический порошок, стеклянный порошок и слюду. В данном описании печатная краска, содержащая по меньшей мере один пигмент, краситель, металлический порошок, стеклянный порошок и слюду, определяется как цветная печатная краска. Хотя первый лаковый слой 51 и второй лаковый слой 52 специально не ограничиваются, могут применяться прозрачные покрывные лаки (называемые в последующем лаками ОР), которые отличаются друг от друга величиной глянца. В последующем описании прозрачный лак, образующий первый лаковый слой 51, называется первым прозрачным лаком, а прозрачный лак, образующий второй лаковый слой 52, называется вторым прозрачным лаком. Следует отметить, что в данном варианте выполнения положение границы между первой зоной R1 и второй зоной R2 выполнено идентифицируемым, посредством выбора свойств, которые влияют на видимость, таких как величина глянца или величина матовости, прозрачных лаков различными в первом лаковом слое 51 и во втором лаковом слое 52, как будет пояснено ниже. Лак, к которому добавлена добавка, такая как придающая матовость присадка, для изменения величины глянца или величины матовости, также соответствует прозрачному лаку, если лак не содержит пигмент, краситель, металлический порошок, стеклянный порошок и слюду.
[0029] Нанесение первого лакового слоя 51 и второго лакового слоя 52 на базовый материал 50 упаковки 1 (заготовки 10) может осуществляться с использованием известного способа, такого как офсетная печать или глубокая печать. Поскольку первый лаковый слой 51 и второй лаковый слой 52 оба выполнены из прозрачного лака, например, первый прозрачный лак, образующий первый лаковый слой 51, может быть сначала нанесен на всю наружную поверхность базового материала 50, и второй прозрачный лак, образующий второй лаковый слой 52, может быть затем нанесен с использованием пластины с дизайном, соответствующим второму лаковому слою 52, на первый лаковый слой 51.
[0030] В качестве примера комбинации первого лакового слоя 51 и второго лакового слоя 52, отличающихся величиной глянца друг от друга, могут быть предусмотрены два типа прозрачных лаков, выбранных из матового лака, нормального лака и глянцевого лака. В данном варианте выполнения упаковка 1 выполнена так, что положение границы между первой зоной R1 и второй зоной R2, расположенных смежно друг с другом на виде в плане наружной поверхности самого наружного слоя, визуально распознаваемо за счет использования лишь различия в свойствах между соответствующими прозрачными лаками в первой зоне R1 и второй зоне R2 (в данном случае различия в величине глянца между первой зоной R1 и второй зоной R2). В последующем описании величина глянца первого лакового слоя 51 называется первой величиной глянца, в то время как величина глянца второго лакового слоя 52 называется второй величиной глянца. В данном варианте выполнения вторая величина глянца второго лакового слоя 52 отличается от первой величины глянца первого лакового слоя 51 и определяется как величина глянца, обеспечивающая идентификацию положения границы между первой зоной R1 и второй зоной R2, за счет отличия глянца (отличия величины глянца) от первой величины глянца.
[0031] Следует отметить, что выражение «обеспечивающая идентификацию положения границы между первой зоной R1 и второй зоной R2» означает обеспечение возможности при рассматривании упаковки 1 визуального распознавания положения границы между первой зоной R1 и второй зоной R2. В показанном на фиг. 5 исходном примере, после образования окрашенной печатной краской зоны 53 в качестве окрашенной зоны, в которой добавлен дизайн посредством нанесения печатной краски на базовый материал, последовательно нанесены друг на друга первый лаковый слой 51 и второй лаковый слой 52. Следует отметить, что не окрашенная зона, в которой наружная поверхность 50а базового материала 50 не окрашена, образована вокруг окрашенной печатной краской зоны 53. В показанном на фиг. 5 исходном примере контур (наружная форма) второго лакового слоя 52 совпадает с контуром (наружной формой) окрашенной печатной краской части 53 на виде в плане (контуры совпадают по вертикали). Другими словами, положение границы между первой зоной R1 и второй зоной R2 и положение границы между окрашенной печатной краской части 53 и не окрашенной зоной вокруг окрашенной печатной краской частью 53 совпадают друг с другом на виде в плане (накладываются друг на друга по вертикали), и исходный пример является аспектом, в котором второй лаковый слой 52 гармонирует с дизайном, добавленным с помощью окрашенной печатной краской части 53. Аспект, в котором второй лаковый слой 52 нанесен и расположен на окрашенной печатной краской части 53, способствует идентификации положения границы между первой зоной R1 и второй зоной R2, и не позволяет идентифицировать положение границы между первой зоной R1 и второй зоной R2 лишь на основании различия в свойствах между первым лаковым слое 51 и вторым лаковым слоем 52. Таким образом, упаковка 1 отличается от показанного на фиг. 5 исходного примера тем, что упаковка 1 обеспечивает возможность идентификации положения границы между первой зоной R1 и второй зоной R2 лишь за счет различия свойств между первым лаковым слоем 51 и вторым лаковым слоем 52.
[0032] Упаковка 1 для табачного изделия, согласно данному варианту выполнения, обеспечивает возможность визуальной идентификации положения границы между первой зоной R1 и второй зоной R2 не на основании цветной печатной краски, как указывалось выше, а на основании лишь различия в свойствах между первым лаковым слоем 51 и вторым лаковым слоем 52, или, в частности, различия в величине глянца. Таким образом, можно добавлять дизайн к упаковке 1 для табачного изделия, без добавления дизайна, основанного на использования цветной печатной краски, и с помощью лишь простого построения повышать распознаваемость упаковки 1.
[0033] Поскольку табачные изделия обертываются с большой скоростью оберточной машиной, то зазор между направляющими оберточной машины и заготовкой 10, служащей в качестве упаковки, является относительно малым. Поэтому имеется вероятность прихождения упаковки в контакт с направляющими в процессе обертывания табачных изделий. Если для получения визуальных эффектов в обычном способе используется печатная краска для добавления дизайна, то печатная краска может загрязнять направляющие оберточной машины. В противоположность этому, в упаковке 1, согласно данному варианту выполнения, вся наружная поверхность базового материала 50 упаковки 1 не окрашена. При таком построении, когда направляющие оберточной машины для изготовления упаковки 1 приходит в контакт с заготовкой 10 во время сгибания заготовки 10 с помощью оберточной машины, контакт не вызывает опасности загрязнения печатной краской, т.е. прилипания цветной печатной краски к направляющим. Дополнительно к этому, отсутствие использования цветной печатной краски позволяет уменьшать стоимость изготовления упаковки 1.
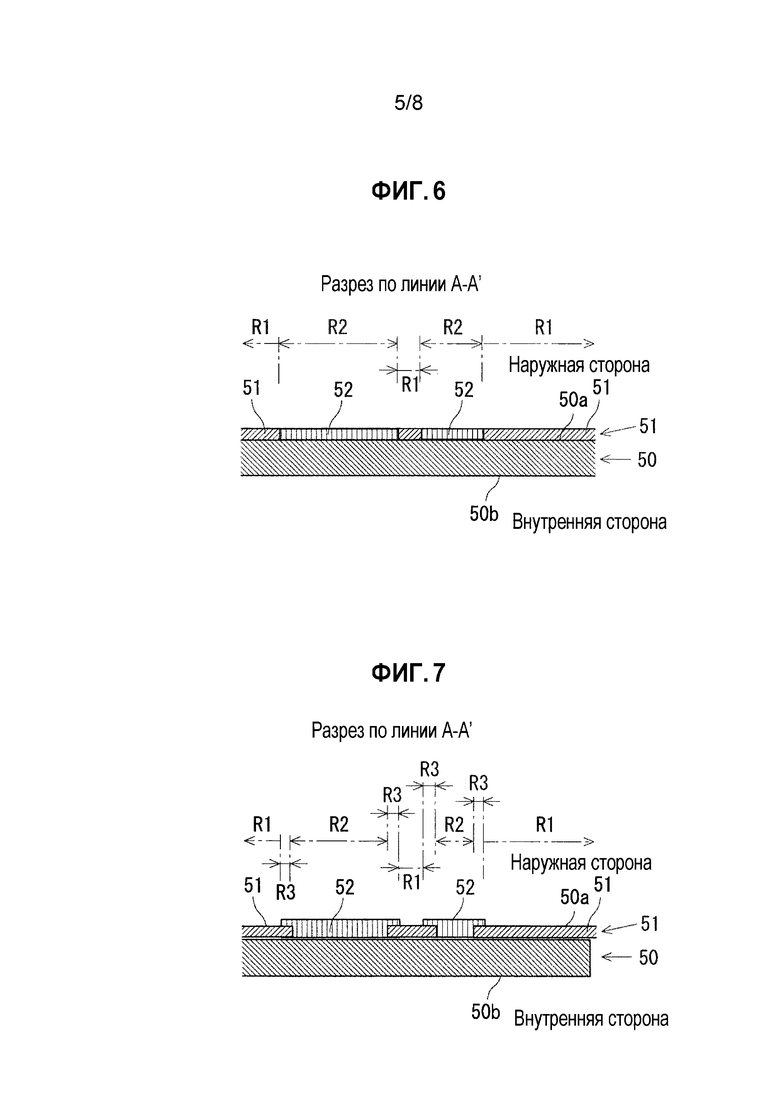
[0034] Следует отметить, что аспект, в котором первый лаковый слой 51 выполнен в виде слоя, подстилающего второй лаковый слой 52 во второй зоне R2 посредством образования первого лакового слоя 52 на всем базовом материале 50 для упаковки 1, был приведен в качестве примера в данном варианте выполнения. Как показано в модификации на фиг. 6, первый лаковый слой 51 во второй зоне R2 может отсутствовать, и второй лаковый слой 52 может быть нанесен непосредственно на базовый материал 50. На фиг. 6 показана структура поперечного сечения упаковки, согласно первой модификации. Таким образом, поверхность самого наружного слоя в упаковке 1 включает первую зону R1 и вторую зону R2, которые расположены смежно друг с другом, и вторая величина глянца второго прозрачного лака во второй зоне R2 может быть выбрана в качестве величины глянца, которая обеспечивает возможность идентификации положения границы между первой зоной R1 и второй зоной R2 за счет отличия глянца от первой величины глянца первого прозрачного лака в первой зоне R1. На фиг. 7 показана структура поперечного сечения упаковки, согласно второй модификации. Как показано на фиг. 7, концевые части первого лакового слоя 51 и второго лакового слоя 52 могут накладываться друг на друга по вертикали на пограничной части между первой зоной R1 и второй зоной R2. Позицией R3 на фиг. 7 обозначена зона наложения, которая образована за счет наложения друг на друга первого лакового слоя 51 и второго лакового слоя 52. Ширина зоны R3 наложения особо не ограничивается на фиг. 7. Например, в качестве примера ширина составляет от около 0,05 мм до 1 мм. Как показано на фиг. 7, расположение зоны R3 наложения, в которой прозрачные лаки, отличающиеся друг от друга величиной глянца, нанесены друг на друга, в приграничной части между первой зоной R1 и второй зоной R2 делает различие в величине глянца между первой зоной R1 и второй зоной R2 более значительной, что обеспечивает возможность более простой идентификации положения границы между зонами. Следует отметить, что хотя второй лаковый слой 52 нанесен на первый лаковый слой 51 в зоне R3 наложения в показанном на фиг. 7 примере, первый лаковый слой 51 может быть нанесен на второй лаковый слой 52.
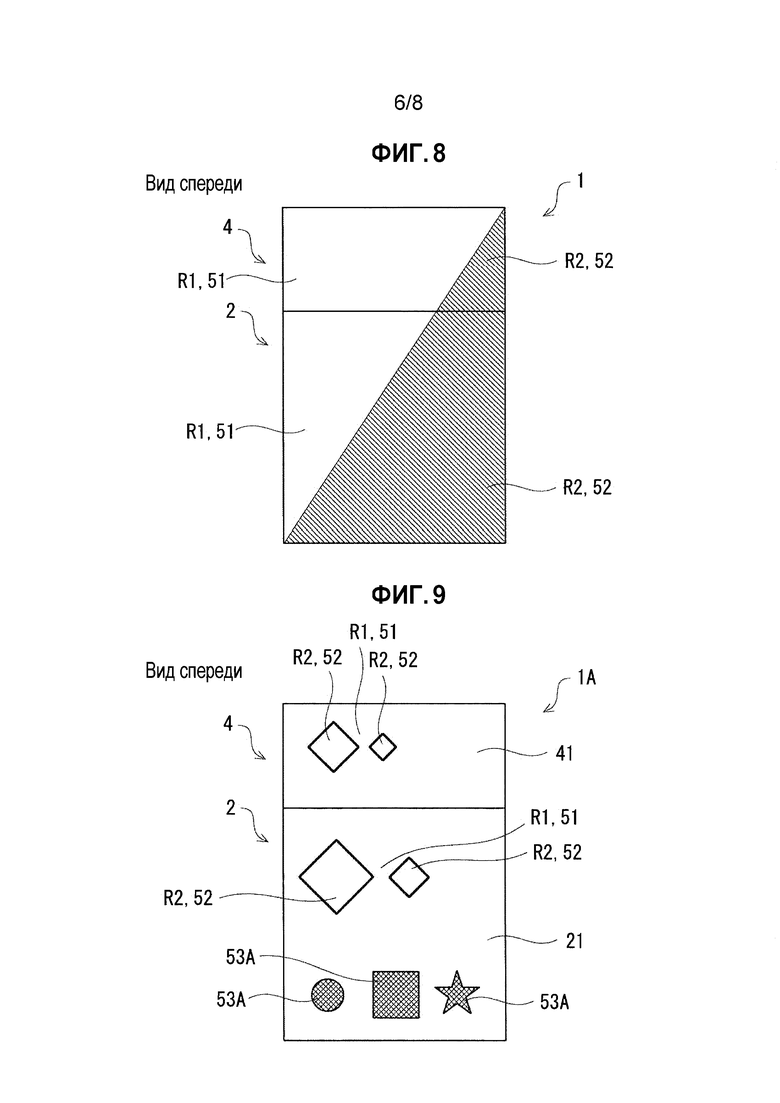
[0035] На фиг. 8 показана на виде спереди упаковка, согласно третьей модификации варианта выполнения. Модификация, показанная на фиг. 8, является аспектом, в котором первая зона R1 или вторая зона R2 на самом наружном слое упаковки 1 (заготовки 10) не окружена другой зоной. Как указывалось выше, первая зона R1 и вторая зона R2 могут быть смежными друг с другом, и одна из зон может быть не окружена другой зоной.
Примеры
[0036] Ниже приводится более специфическое описание данного изобретения с использованием примеров. Данное изобретение не ограничивается приведенным ниже описанием примеров, если данное изобретение не отходит от идеи изобретения.
Примеры 1-3
[0037] Были подготовлены образцы, полученные посредством нанесения коммерчески доступных прозрачных лаков на коммерчески доступные листы бумаги с белой основой (такие как листы свободной от древесины бумаги, имеющей белизну от 80 до 90%, используемые в примерах 1-3). 60° отражающая величина глянца была измерена с использованием коммерчески доступного переносного измерителя глянца.
[0038] Следует отметить, что лак обычно содержит компонент смолы, растворитель, добавку и т.п. Типы лаков включает лак на основе масла, лак на основе воды и ультрафиолетовый лак. Примеры компонента смолы, содержащегося в основанном на масле лаке, включают растворимую нитроцеллюлозу и кетоновые смолы. Примеры растворителя включают этилнитрат и IPA (изопропиловый спирт). Примеры добавки включают воски и придающие матовость присадки (и не обязательно, пеногасители). Примеры компонента смолы, содержащегося в основанном на воде лаке, включают этанол, IPA и воду. Примеры добавки включают воски и придающие матовость присадки (и не обязательно, пеногасители). Примеры компонента смолы, содержащегося в ультрафиолетовом лаке, включают акрилатные мономеры/олигомеры и акриловые смолы. Примеры растворителя включают этилацетат и IPA. Примеры добавки включают воски и придающие матовость присадки (и не обязательно, пеногасители). Следует отметить, что из указанных выше ингредиентов растворимые нитроцеллюлозы связаны в большинстве случаев с тепловой стойкостью лака, кетоновая смола связана с глянцевостью лака, основанная на воде акриловая смола связана с глянцевостью и тепловой стойкостью лака, акрилатные мономеры/олигомеры связаны с глянцевостью и тепловой стойкостью лака, акриловая смола связана с прозрачностью и клейкостью лака, воск связан со стойкостью к истиранию и скользкостью лака, и придающая матовость присадка связана с глянцевостью лака.
[0039] Нанесение соответствующих прозрачных лаков на листы базовой бумаги выполняется с помощью коммерчески доступного автоматического настольного устройства глубокой печати и твердой пластины (Helio 175 линий на дюйм). Во время печати каждого прозрачного лака, лак растворялся с использованием растворителя в соотношении 7:3 между IPA и водой и подгонялся так, что количество секунд при измерении вязкости с помощью чаши Цана (чаша для измерения вязкости) № 3 составляло 16 секунд. Что касается прозрачных лаков, подлежащих нанесению на базовую бумагу, то в примере 1 использовался нормальный прозрачный лак, в примере 2 использовался глянцевый прозрачный лак, и в примере 3 использовался матовый прозрачный лак.
[0040] Следует отметить, что величина глянца в примере 2 (с использованием глянцевого прозрачного лака) подбиралась так, что она больше (более высокая), чем величина глянца в примере 1 (с использованием нормального прозрачного лака) в качестве исходной величины, и что величина глянца в примере 3 (с использованием матового прозрачного лака) меньше (более низкая), чем величина глянца в примере 1 (с использованием нормального прозрачного лака). Подгонку величины глянца можно осуществлять, например, посредством изменения соотношения смешивания между компонентом смолы и придающей матовость присадки, содержащейся в лаке. Например, величину глянца лака можно увеличивать посредством увеличения соотношения смешивания компонента смолы, содержащейся в лаке. Например, величину глянца лака можно уменьшать посредством увеличения соотношения смешивания придающей матовость присадки, содержащейся в лаке.
Примеры 4-6
[0041] Примеры 4-6 аналогичны примерам 1-3 за исключением того, что использовались в качестве листов базовой бумаги листы голубой базовой бумаги (полученные посредством сплошного нанесения голубой (циановой) печатной краски на всю поверхность листов свободной от древесины бумаги, имеющей белизну 80-90%, используемой в примерах 1-3), на которые наносились прозрачные лаки, вместо листов белой базовой бумаги.
Измерение величины глянца
[0042] В таблице 1 показан результат измерения 60° отражающей величины глянца каждого образца с использованием портативного измерителя глянца (the micro-TRI-gloss μ) фирмы Toyo Seiki Seisaku-sho, Ltd) в примерах 1-6. Для каждого образца величины глянца измерялись в 5 точках образца, и среднее значение величины глянца указано в таблице 1.
[0043] Таблица 1
частей
глянца
Сенсорная оценка
[0044] Образцы, согласно примерам 1-3, были расположены смежно друг с другом, и выполнялась сенсорная оценка относительно различия во внешнем виде прозрачных лаков образцов. В результате сравнения между образцом (нормальный прозрачный лак) из примера 1 и образцом (глянцевый прозрачный лак) из примера 2, измерялось значение различия (среднее значение) величины глянца, которое составило 18,0, и констатировалось различие во внешнем виде двух прозрачных лаков. В результате сравнения между образцом (нормальный прозрачный лак) из примера 1 и образцом (матовый прозрачный лак) из примера 3, измерялось значение различия (среднее значение) величины глянца, которое составило 25,7, и констатировалось более заметное различие во внешнем виде прозрачных лаков, чем при сравнении между примерами 1 и 2.
[0045] Аналогичным образом, выполнялась сенсорная оценка относительно различия во внешнем виде прозрачных лаков соответствующих образцов из примеров 4-6, как в примерах 1-3. В результате сравнения между образцом (нормальный прозрачный лак) из примера 4 и образцом (глянцевый прозрачный лак) из примера 5, измерялось значение различия (среднее значение) величины глянца, которое составило 17,3, и констатировалось различие во внешнем виде двух прозрачных лаков. В результате сравнения между образцом (нормальный прозрачный лак) из примера 4 и образцом (матовый прозрачный лак) из примера 6, измерялось значение различия (среднее значение) величины глянца, которое составило 35,8, и констатировалось более заметное различие во внешнем виде прозрачных лаков, чем при сравнении между примерами 4 и 5 и при сравнении между примерами 1 и 3.
[0046] Из указанного выше следует, что в упаковке 1 различие между величиной глянца первого лакового слоя 51, который образует самый наружный слой первой зоны R1, и величиной глянца второго лакового слоя 52, который образует самый наружный слой во второй зоне R2, предпочтительно составляет не меньше 15, более предпочтительно не меньше 25 и особенно предпочтительно не меньше 35. Выбор такого различия между величиной глянца первого лакового слоя 51 и величиной глянца второго лакового слоя 52 позволяет рассматривающему упаковку 1 визуально распознавать (идентифицировать) положение границы между первой зоной R1 и второй зоной R2 лишь с помощью различия в свойствах между первым лаковым слое 51 и вторым лаковым слоем 52, без добавления дизайна с использованием цветной печатной краски. Следует отметить, что различие глянца между первым лаковым слое 51 и вторым лаковым слоем 52 должно быть предпочтительно большим с точки зрения обеспечения большего различия во внешнем виде первого и второго лаковых слоев 51 и 52, и верхний предел для различия глянца между первым лаковым слое 51 и вторым лаковым слоем 52 специально не ограничивается. В случае использования бумажного базового материала, аспект, в котором различие глянца между первым лаковым слое 51 и вторым лаковым слоем 52 не больше 100, приводится в качестве примера. Следует отметить, что предпочтительные верхние пределы для различия глянца между первым лаковым слоем 51 и вторым лаковым слоем 52 может изменяться в зависимости от типа базового материала.
[0047] Упаковка 1, согласно данному варианту выполнения, выполнена так, что положение границы между первой зоной R1 и второй зоной R2 является идентифицируемой лишь на основании различия в заданном свойстве, которое влияет на видимость первого лакового слоя 51, образующего самый наружный слой в первой зоне R1, и второго лакового слоя 52, образующего самый наружный слой во второй зоне R2. Данное изобретение не ограничивается величиной глянца, если указанное выше положение границы является идентифицируемым лишь с помощью различия в свойстве прозрачных лаков. Например, величины матовости соответствующих прозрачных лаков, образующих самые наружные слои в первой зоне R1 и во второй зоне R2, могут быть выбраны различными для идентификации положения границы между первой зоной R1 и второй зоной R2. Следует отметить, что понятие величина матовости (по-японски heizuchi) может относиться в Японии как к hezuchi, так и к kumorido. Величина матовости прозрачного лака является примером заданного свойства, которое влияет на видимость, подобно величине глянца. В данном изобретении положение границы между первой зоной R1 и второй зоной R2 может быть идентифицировано на основании различия в матовости прозрачных лаков. Такой аспект также входит в категорию аспектов, в которых положение границы между первой зоной R1 и второй зоной R2 идентифицируется лишь с помощью различия в свойствах между первым лаковым слое 51 и вторым лаковым слоем 52.
[0048] Прозрачные лаки, отличающиеся друг от друга по величине матовости, обычно отличаются величиной глянца. Также в данном варианте выполнения, первый лаковый слой 51 (первый прозрачный лак) и второй лаковый слой 52 (второй прозрачный лак) отличаются друг от друга как величиной глянца, так и величиной матовости. Величины матовости первого лакового слоя 51 (первого прозрачного лака) и второго лакового слоя 52 (второго прозрачного лака) называются первой величиной матовости и второй величиной матовости, соответственно. В данном варианте выполнения, вторая величина матовости выбрана в качестве величины матовости, которая обеспечивает возможность идентификации положения границы между первой зоной R1 и второй зоной R2 с помощью отличия от первой величины матовости. В упаковке, согласно данному варианту выполнения, идентификация положения границы между первой зоной R1 и второй зоной R2 может основываться лишь на различии величины глянца между первым лаковым слое 51 и вторым лаковым слоем 52, может основываться лишь на различии величины матовости, или же может основываться как на различии величины глянца, так и на различии величины матовости.
[0049] В данном варианте выполнения величины матовости первого прозрачного лака, используемого для первого лакового слоя 51, и второго прозрачного лака, используемого для второго лакового слоя 52, являются свойствами, представляющими прозрачность первого прозрачного лака и второго прозрачного лака, и более низкая величина означает более высокую прозрачность. Величины матовости можно измерять посредством подготовки образцов, полученных посредством нанесения первого прозрачного лака и второго прозрачного лака на прозрачные пленки и вычисления отношения рассеянного света к общему пропускаемому свету (величина матовости=рассеянный свет/общий пропускаемый свет · 100(%)), когда каждый образец облучается лучом света в соответствии с JIS K 7105 и JIS K 7136. С помощью этого способа можно измерять соответствующие величины матовости первого прозрачного лака и второго прозрачного лака.
[0050] Следует отметить, что различие между величиной матовости (называемой в последующем первой величиной матовости) первого прозрачного лака, образующего первый лаковый слой 51 в первой зоне R1, и величиной матовости (называемой в последующем второй величиной матовости) второго прозрачного лака, образующего второй лаковый слой 52 во второй зоне R2, предпочтительно не меньше 5% и не больше 100%. Установка различия между первой величиной матовости и второй величиной матовости внутри указанного выше диапазона позволяет потребителю просто идентифицировать положение границы между первой зоной R1 и второй зоной R2 на основании различия между первой величиной матовости и второй величиной матовости.
Второй вариант выполнения
[0051] Ниже приводится описание упаковки 1А, согласно второму варианту выполнения. На фиг. 9 показана на виде спереди упаковка 1А, согласно второму варианту выполнения. Позицией 53А на фиг. 9 обозначена окрашенная цветной печатной краской часть, которая предусмотрена на упаковке 1А. Окрашенная печатной краской часть 53А образована посредством нанесения цветной печатной краски на наружную поверхность 50а базового материала 50, и окрашенная печатной краской 53А одна добавляет дизайн к упаковке 1А. Первая зона R1 и вторая зона R2, показанные на фиг. 9, выполнены в соответствии с описанием фиг. 4. Следует отметить, что первый лаковый слой 51 и второй лаковый слой 52 последовательно нанесены на наружную поверхность базового материала, на котором образована окрашенная печатной краской часть 53А. Следует отметить, что как показано на фиг. 9, окрашенная печатной краской часть 53А образована на части наружной поверхности 50а базового материала и соответствует окрашенной зоне в данном изобретении.
[0052] Как показано на фиг. 9, данный вариант выполнения имеет аспект, в котором положение границы между первой зоной R1 и второй зоной R2 сдвинуто от положения границы между контуром (наружной формой) окрашенной печатной краской части 53А, т.е. между окрашенной печатной краской частью 53А и не окрашенной зоной, имеющейся вокруг окрашенной печатной краской части 53А. Дополнительно к этому, первая зона R1 не перекрывает по вертикали окрашенную печатной краской часть 53А. Упаковка 1А с указанным выше построением позволяет потребителю идентифицировать положение границы между первой зоной R1 и второй зоной R2 не на основании окрашенной печатной краской части 53А, как указывалось выше, а на основании лишь различия между свойствами (заданными свойствами, которые влияют на видимость), такими как величины глянца или величины матовости первого лакового слоя 51 в первой зоне R1 и второго лакового слоя 52 во второй зоне R2, первого лакового слоя 51 и второго лакового слоя 52.
Третий вариант выполнения
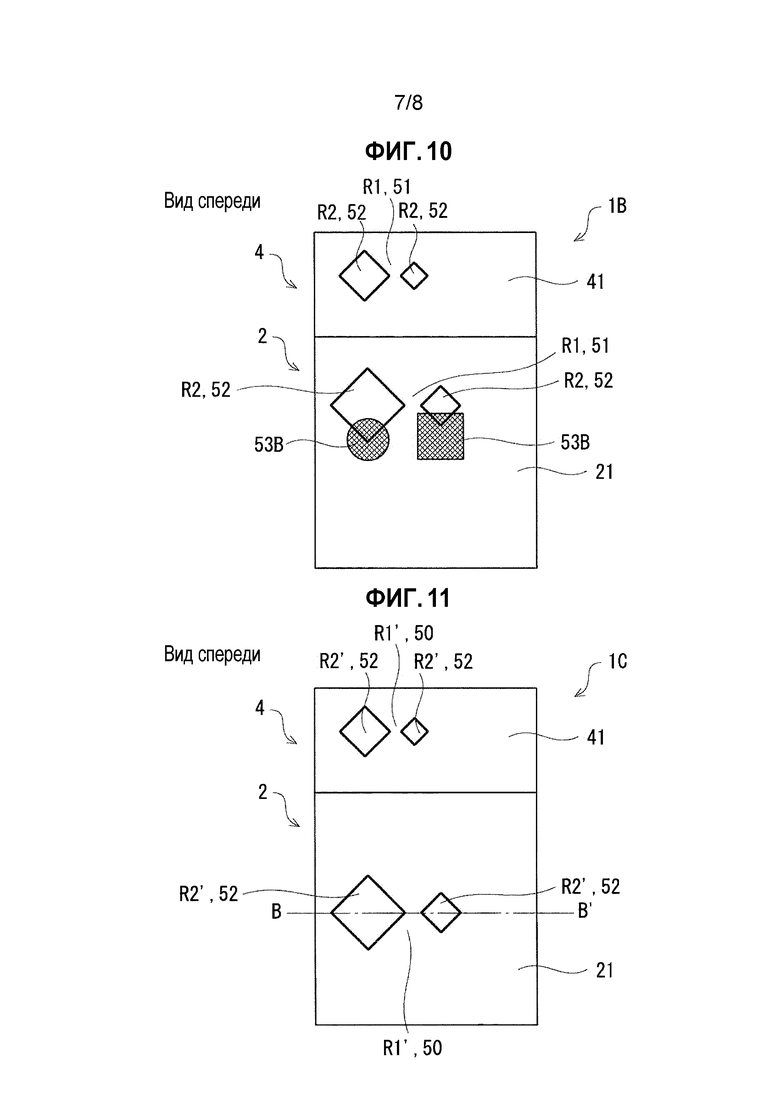
[0053] На фиг. 10 показана на виде спереди упаковка 1В, согласно третьему варианту выполнения. Упаковка 1В включает окрашенную печатной краской часть 53В, аналогичную окрашенной печатной краской части 53А упаковки 1А, согласно второму варианту выполнения. Упаковка 1В отличается от упаковки 1А, согласно второму варианту выполнения тем, что первая зона R1 и окрашенная печатной краской часть 53В частично перекрываются. Таким образом, указанный выше аспект является аспектом, в котором положение границы между первой зоной R1 и второй зоной R2 сдвинуто от положения границы между контуром (наружной формой) окрашенной печатной краской части 53В, т.е. окрашенной печатной краской частью 53В и не окрашенной зоной вокруг окрашенной печатной краской части 53В. Это позволяет потребителю идентифицировать положение границы между первой зоной R1 и второй зоной R2 не на основании окрашенной печатной краской части 53В, указанной выше, а на основании лишь различия между свойствами (заданными свойствами, которые влияют на видимость), такими как величины глянца или величины матовости второго лакового слоя 51 и второго лакового слоя 52, первого лакового слоя 51 и второго лакового слоя 52. Таким образом, возможность идентификации упаковки 1В может быть улучшена посредством добавления дизайна к упаковке 1В посредством просто построения, без добавления дизайна с использованием печатной краски.
Четвертый вариант выполнения
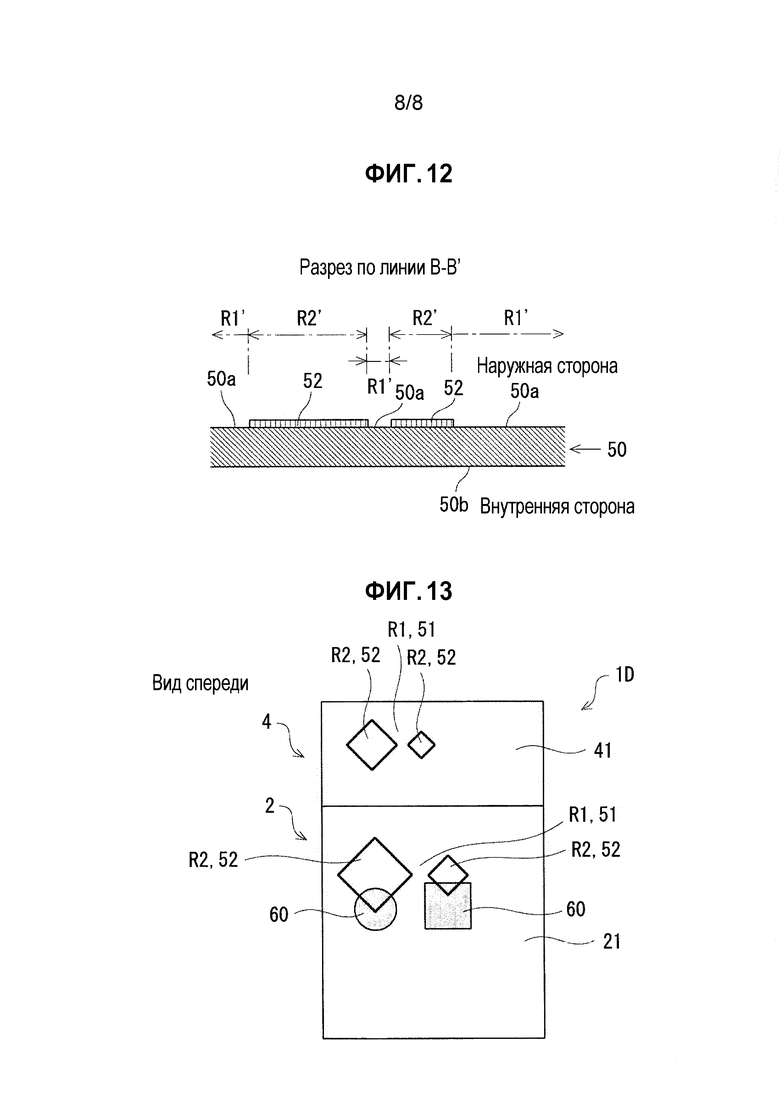
[0054] На фиг. 11 показана на виде спереди упаковка 1С, согласно четвертому варианту выполнения. В предыдущих указанных вариантах выполнения первый лаковый слой 51 нанесен сплошным с покрытием всего базового материала 50. В упаковке 1С не образован первый лаковый слой 51. На фиг. 12 показан разрез по линии А-Аʹ на фиг. 11. Описание структуры поперечного сечения первой зоны R1ʹ и второй зоны R2ʹ упаковки 1С, согласно четвертому варианту выполнения, приводится ниже со ссылками на фиг. 12. Первая зона R1ʹв упаковке 1С является зоной, в которой наружная поверхность 50а базового материала 50 открыта наружу и соответствует открытой части базового материала в данном изобретении. Во второй зоне R2ʹ в упаковке 1С слой 52 прозрачного лака образован посредством нанесения прозрачного лака на наружную поверхность 50а базового материала 50. Слой 52 прозрачного лака образует самый наружный слой во второй зоне R2ʹ в упаковке 1С.
[0055] Примеры прозрачного лака, образующего слой 52 прозрачного лака включают матовый лак, нормальный лак и глянцевый лак, которые не содержат пигмента, красителя, металлического порошка, стеклянного порошка и слюды и являются прозрачными. Величина глянца слоя 52 прозрачного лака отличается от величины глянца открытой части базового материала в первой зоне R1ʹ и установлена в качестве величины глянца, которая позволяет идентифицировать положение границы между первой зоной R1ʹ и второй зоной R2ʹ с помощью отличия от величины глянца открытой части базового материала. Таким образом, упаковка 1С, согласно данному варианту выполнения, построена так, что положение границы между первой зоной R1ʹ и второй зоной R2ʹ идентифицируема лишь с помощью присутствия или отсутствия прозрачного лака (прозрачный лак не образован на наружной поверхности базового материала, соответствующей первой зоне R1ʹ, и прозрачный лак образован лишь на наружной поверхности базового материала, соответствующей второй зоне R2ʹ). В данном варианте выполнения величина глянца открытой части базового материала, образующей самый наружный слой в первой зоне R1ʹ, соответствует первой величине глянца, в то время как величина глянца слоя 52 прозрачного лака, образующего самый наружный слой во второй зоне R2ʹ, соответствует второй величине глянца. В данном варианте выполнения различие глянца между слоем 52 прозрачного лака и открытой частью базового материала предпочтительно составляет не меньше 15 с целью обеспечения визуального распознавания (идентификации) положения границы между первой зоной R1ʹ и второй зоной R2ʹ за счет различия глянца между слоем 52 прозрачного лака и открытой частью базового материала, более предпочтительно не меньше 25 и особенно предпочтительно не меньше 35. Такое построение позволяет потребителю идентифицировать положение границы между первой зоной R1ʹ и второй зоной R2ʹ, которые образуют поверхность самого наружного слоя упаковки 1С, лишь за счет различия присутствия или отсутствия прозрачного лака между первой зоной R1ʹ и второй зоной R2ʹ. Другими словами, упаковка 1С позволяет идентифицировать положение границы между первой зоной R1ʹ и второй зоной R2ʹ лишь за счет различия глянца между слоем 52 прозрачного лака и открытой частью базового материала в упаковке 1С в первой зоне R1ʹ и во второй зоне R2ʹ. В результате, к упаковке 1С может быть добавлен дизайн с помощью простого построения без добавления дизайна с использованием цветной печатной краски.
Пятый вариант выполнения
[0056] На фиг. 13 показана на виде спереди упаковка 1D, согласно пятому варианту выполнения. Упаковка 1D отличается от упаковок, согласно предыдущим вариантам выполнения, тем, что базовый материал 50 обработан неровно. Позицией 60 на фиг. 13 обозначен выступающий блок, полученный посредством выпуклого подъема базового материала упаковки 1D наружу с помощью чеканки. Упаковка 1D выполнена так, что часть, не включающая выступающий блок 60, выполнена в виде углубленного блока относительно выступающего блока 60. Упаковка 1D, согласно данному варианту выполнения, одинакова с упаковкой, полученной посредством замены окрашенной печатной краской части 53В в упаковке 1В, согласно третьему варианту выполнения, выступающим блоком 60. Как показано на фиг. 13, в упаковке 1D вторая зона R2 и выступающий блок 60 частично перекрываются. Таким образом, указанный выше аспект является аспектом, в котором положение границы между первой зоной R1 и второй зоной R2 сдвинуто от положения границы между контуром (наружной линией) выступающего блока 60, т.е. выступающим блоком 60 и не окрашенной зоной, имеющейся вокруг выступающего блока 60. Это позволяет потребителю идентифицировать положение границы между первой зоной R1 и второй зоной R2 не на основании выступающего блока 60, указанного выше, а на основании лишь различия между свойствами (заданными свойствами, которые влияют на видимость), такими как величины глянца или величины матовости первого лакового слоя 51 и второго лакового слоя 52, первого лакового слоя 51 и второго лакового слоя 52. Следует отметить, что выступающий блок 60 может быть расположен так, что выступающий блок 60 не перекрывается совсем с одной первой зоной R1 или с одной второй зоной R2, и так, что выступающий блок перекрывается со всей или частью другой первой зоной R1 и второй зоной R2.
[0057] Возможны различные изменения или улучшения указанных выше вариантов выполнения или возможно комбинирование вариантов выполнения. Например, хотя каждый из вариантов выполнения относится к твердой упаковке для сигарет, данное изобретение не ограничивается этим. Например, данное изобретение можно применять для листа наружной упаковочной бумаги так называемой мягкой упаковки вместо твердой упаковки. Отдельная упаковка, такая как твердая упаковка или мягкая упаковка, обычно находится в обращении в запечатанном пленочным материалом состоянии. Отдельные упаковки часто находятся в состоянии, когда несколько (например, 10) отдельных упаковок, указанных выше, совместно упакованы в промежуточную упаковку, называемую блоком. В данном описании пленочный материал, с помощью которого запечатана отдельная упаковка с размещенными в ней табачными изделиями, такая как твердая упаковка или мягкая упаковка, или промежуточная упаковочная коробка, в которой упакованы несколько отдельных упаковок, такая как блок, также соответствует упаковке для табачного изделия. Поэтому данное изобретение можно применять для пленочного материала для запечатывания отдельной упаковки или промежуточной упаковки для нескольких отдельных упаковок, таких как блок. Сигарета указана в качестве примера табачного изделия в каждом из приведенных выше вариантов выполнения. Однако данное изобретение можно применять, например, для упаковки, которая обертывает сигару, электронную сигарету или т.п.
[0058] Перечень позиций
1,1F,1D,1C,1D Упаковка
2 Блок основного корпуса
3 Шарнир
4 Блок крышки
50 Базовый материал
51 Первый лаковый слой
52 Второй лаковый слой
R1,R1ʹ Первая зона
R2,R2ʹ Вторая зона
Изобретение относится к упаковке для табачного изделия, на которой может быть добавлен дизайн за счет просто построения, не основанного на использовании печатной краски. Внутри заявленной упаковки размещают табачное изделие. Поверхность самого наружного слоя упаковки включает первую зону, которая сформирована из прозрачного лака, нанесенного на наружную поверхность базового материала упаковки, и вторую зону, которая расположена смежно с первой зоной и сформирована из открытой части базового материала, где базовый материал открыт наружу, или из прозрачного лака, нанесенного на наружную поверхность базового материала. Положение границы между первой зоной и второй зоной различимо на основании лишь различия присутствия или отсутствия прозрачного лака или различия в свойствах прозрачных лаков. 7 з.п. ф-лы, 13 ил., 1 табл.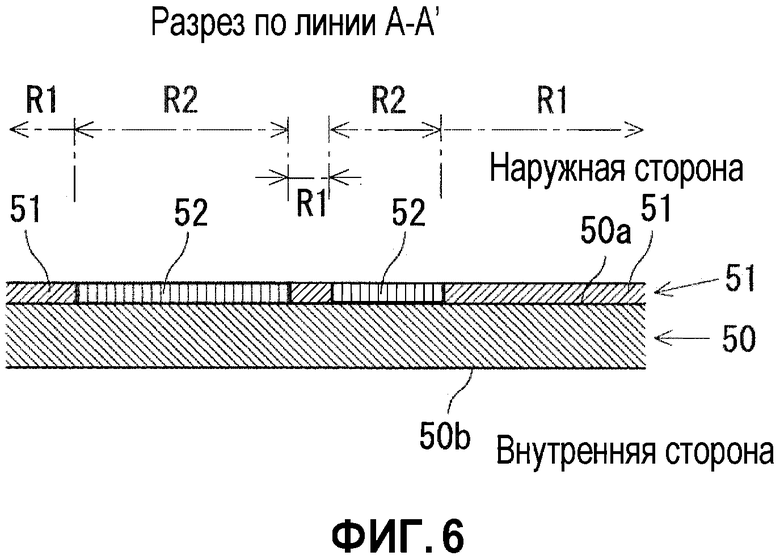
1. Упаковка для табачного изделия, внутри которой размещено табачное изделие,
причем поверхность самого наружного слоя упаковки включает:
первую зону, образованную прозрачным лаком, нанесенным на наружную поверхность базового материала упаковки, и
вторую зону, расположенную смежно с первой зоной и сформированную из прозрачного лака, нанесенного на наружную поверхность базового материала,
при этом положение границы между первой зоной и второй зоной различимо на основании лишь различия в свойствах прозрачных лаков;
причем прозрачный лак в первой зоне имеет первую величину матовости, и
прозрачный лак во второй зоне имеет вторую величину матовости, которая отличается от первой величины матовости и обеспечивает возможность идентификации положения границы с первой зоной за счет отличия от первой величины матовости.
2. Упаковка по п. 1, в которой различие между первой величиной матовости и второй величиной матовости не меньше 5% и не больше 100%.
3. Упаковка по п. 1 или 2, в которой высота поверхностей в первой зоне и во второй зоне одинаковая.
4. Упаковка по п. 1 или 2, в которой разница в высоте поверхности между первой зоной и второй зоной не больше 5 мкм.
5. Упаковка по п. 1 или 2, в которой
цветная зона, которая окрашена, образована на части наружной поверхности базового материала, и
положение границы между первой зоной и второй зоной и положение границы между окрашенной зоной и не окрашенной зоной вокруг окрашенной зоны в базовом материале сдвинуты на виде в плане.
6. Упаковка по п. 1 или 2, в которой вся наружная поверхность базового материала не окрашена.
7. Упаковка по п. 1 или 2, в которой наружные поверхности частей, соответствующих первой зоне и второй зоне базового материала, окрашены единственной печатной краской.
8. Упаковка по п. 1 или 2, в которой поверхность базового материала обработана неровно, а положение границы между первой зоной и второй зоной и положение границы между углубленным блоком и выступающим блоком в базовом материале сдвинуты на виде в плане.
| WO 2013027275 A1, 28.02.2013 | |||
| JP 2004174995 A, 24.06.2004 | |||
| JPS 58209584 A, 06.12.1983 | |||
| JP 2012513344 A, 14.06.2012. |

