Область техники, к которой относится изобретение
Настоящее изобретение относится к технологии упаковки и к способу печати на ней.
Предпосылки создания изобретения
Известная упаковка для помещения размещенного предмета широкого потребления иллюстрируется такой упаковкой, как упаковка мягкого типа и упаковка жесткого коробочного типа. Кроме того, указанные типы упаковок имеют бренды, названия компаний и т. д., которые печатаются на поверхности упаковок при использовании ряда технологий печати.
С другой стороны, без ограничения до печатания упаковки технология печати (см., например, патентные документы 1 и 2) является известной как одна из существующих технологий печати, которая использует лак для создания глянцевого восприятия и матового восприятия на отпечатанной поверхности. Например, патентный документ 1 рассматривает технологию формования слоя лака типа, отверждающегося ультрафиолетовым излучением.
Патентный документ 1
Выложенная японская заявка, публикация № 2004-114654.
Патентный документ 2
Выложенная японская заявка на полезную модель, публикация № Н07-11580.
Раскрытие изобретения
Техническая проблема
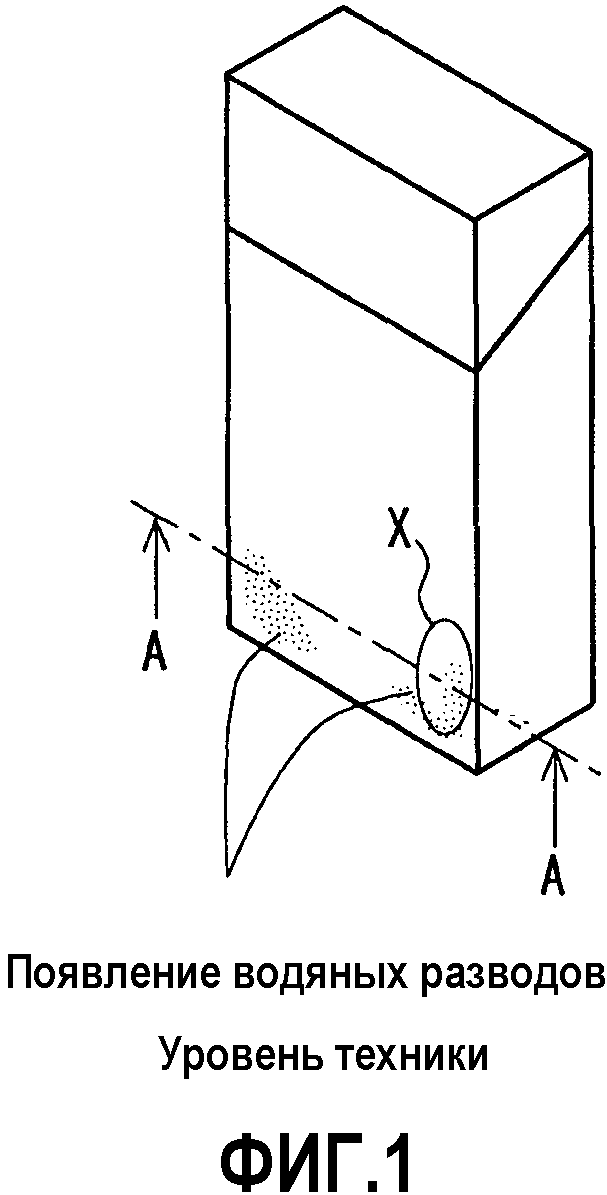
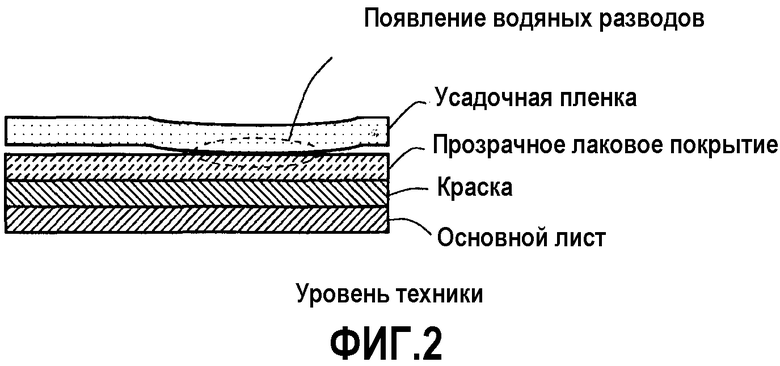
При обертывании упаковки, имеющей отпечатанную поверхность, имеющую высокую гладкость, высококлейкой пленкой, такой как усадочная пленка, пленка прилипает к отпечатанной поверхности, и, как показано на фиг. 1, водяные разводы могут иметь место в прилипшей части, как если бы было смочено каплями воды, как может быть. Указанное явление происходит от частичной адгезии пленки к отпечатанной поверхности упаковки, как показано на фиг. 2, изображающей, в частности, часть, указанную знаком Х, в сечении, выполненном по линии А-А на фиг. 1.
Такое явление является заметным в случае печати знаков, графики и т. д. на глянцевом основном листе, показывающем высокую гладкость и лаковое покрытие поверх отпечатанного листа, как в случае бумаги с глянцевым покрытием, бумаги, пастированной ПЭТФ (полиэтилентерефталат) пленкой, на которую нанесен алюминий, и бумаги, на которой алюминий, нанесенный на пленку, является перенесенным.
Настоящее изобретение, которое было разработано ввиду проблемы, описанной выше, относится к проблеме создания упаковки и способа печати на ней, где водяные разводы не имеют места даже при обертывании упаковки, имеющей отпечатанную поверхность, показывающую высокую гладкость, высококлейкой пленкой.
Решение проблемы
Настоящее изобретение предложено для решения проблемы, так что прозрачный лак печатается в выступающей форме на гладкий глянцевый слой, который создает глянцевое восприятие слоя цветной краски.
В частности, упаковка согласно настоящему изобретению содержит: основной лист для конфигурирования главного корпуса упаковки; слой цветной краски для содержания по меньшей мере однослойной цветной краски, нанесенной на основной лист; гладкий глянцевый слой для создания глянцевого восприятия для слоя цветной краски; и выступающий слой для конфигурирования печатаемого прозрачного лака в выступающей форме в заданных условиях для поддержания глянцевого восприятия слоя цветной краски.
Упаковка согласно настоящему изобретению характеризуется включением выступающего слоя, сконфигурированного так, что выступы формуются в выступающей форме на по меньшей мере части глянцевого слоя в заданных условиях для поддержания глянцевого восприятия слоя цветной краски. Отсюда, даже когда данная упаковка обертывается высококлейкой пленкой, такой как усадочная пленка, следует, что выступающий слой дает пленку, которая отделяется от глянцевого слоя. С данным изобретением, даже при обертывании упаковки высококлейкой пленкой, такой как усадочная пленка, не происходит прилипания пленки к глянцевой и гладкой поверхности с печатью с тем результатом, что водяные разводы имеют место. Предпочтительно упаковка используется как, например, сигаретная упаковка для размещения табака.
Здесь заданными условиями являются условие для поддержания глянцевого восприятия слоя цветной краски, что обеспечивается глянцевым слоем, условие, что, например, выступы, конфигурирующие выступающий слой, не влияют на глянцевое восприятие слоя цветной краски при рассматривании невооруженным глазом, условие относительно образца формы, размера или интервала выступов, конфигурирующих выступающий слой, и условие, которое определяется на основе эксперимента, соответствующего глянцевому восприятию, которое имеет место благодаря глянцевому слою и цвету слоя цветной краски.
Примером выступающего слоя, удовлетворяющего указанным условиям, может быть выступающий слой, конфигурированный так, что квадратная мера части верхней поверхности одного выступа составляет приблизительно 0,003-0,006 мм2, выступающий слой, конфигурированный так, что выступы сформированы печатанием в форме точек таким образом, что устанавливается линиатура растра приблизительно 150-200 линия/дюйм (6000-8000 линия/м), выступающий слой, конфигурированный так, что линиатура растра находится в интервале 150-200 линия/дюйм (6000-8000 линия/м), выступающий слой, конфигурированный так, что высота является равной или меньше 1 мкм, выступающий слой, конфигурированный так, что прозрачный лак отверждающегося ультрафиолетовым излучением типа печатается в выступающей форме, или выступающий слой, конфигурированный так, что точечные выступы наносятся печатанием точек растра, которые составляют 10-20% площади в случае 150 линия/дюйм (6000 линия/м) в качестве линиатуры растра; точечные выступы печатанием точек растра, которые составляют 14-29% площади в случае 175 линия/дюйм (7000 линия/м) в качестве линиатуры растра; точечные выступы печатанием точек растра, которые составляют 14-29% площади в случае 200 линия/дюйм (8000 линия/м) в качестве линиатуры растра. Если выступающий слой сконфигурирован указанным образом, не происходит, что пленка прилипает к глянцевой и гладкой поверхности с печатью с тем результатом, что водяные разводы имеют место, при сохранении глянцевого восприятия слоя цветной краски, что обеспечивается глянцевым слоем. Необходимо отметить, что водяные разводы имеют место, если мера площади верхней части поверхности выступа является меньше 0,003 мм2, и глянцевитость снижается, когда больше 0,006 мм2, как может быть. Кроме того, водяные разводы имеют место, если линиатура растра составляет меньше 150 линия/дюйм (6000 линия/м), и печать является трудновыполнимой по обычной технологии печати, если линиатура растра составляет больше 200 линия/дюйм (8000 линия/м). Кроме того, водяные разводы имеют место, если степень площади точек растра является меньше степени площади, соответствующей каждой линиатуре растра, и глянцевитость снижается, когда она больше степени площади, соответствующей каждой линиатуре растра.
Следует отметить, что выступы выступающего слоя могут быть сформированы регулярно, например, по всей площади поверхности упаковки. Если выступы выступающего слоя сформированы регулярно по всей площади поверхности упаковки, водяные разводы не имеют места ни на каких выступах упаковки.
Следует отметить, что настоящее изобретение может быть также охвачено в отношении аспекта способа печати. Например, настоящее изобретение предусматривает способ печати упаковки, который содержит: стадию печати слоя цветной краски для печатания по меньшей мере одного слоя цветной краски на основном листе, конфигурирующий главный корпус упаковки; стадию печати глянцевого слоя для печатания гладкого глянцевого слоя для создания глянцевого восприятия слоя цветной краски на слое цветной краски; и стадию печати выступающего слоя для печатания прозрачного лака в выступающей форме на глянцевом слое в заданных условиях для поддержания глянцевого восприятия слоя цветной краски.
Положительные эффекты изобретения
Согласно настоящему изобретению водяные разводы не имеют места, даже когда упаковка, имеющая отпечатанную поверхность, имеющую высокую гладкость, обертывается высококлейкой пленкой.
Краткое описание чертежей
На фиг. 1 представлен вид в перспективе традиционной упаковки.
На фиг. 2 представлено поперечное сечение традиционной упаковки, обернутой пленкой.
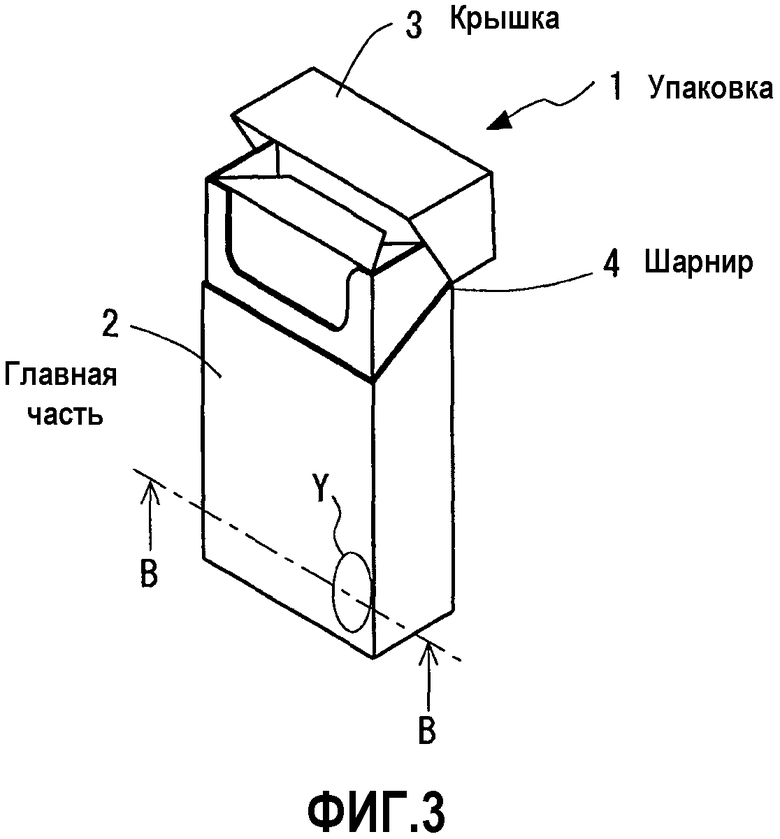
На фиг. 3 представлен вид в перспективе упаковки согласно типичному варианту.
На фиг. 4 представлено поперечное сечение бумажного элемента, конфигурирующего упаковку, на которую наносится печать, соответствующее сечению, выполненному по линии В-В на фиг. 3.
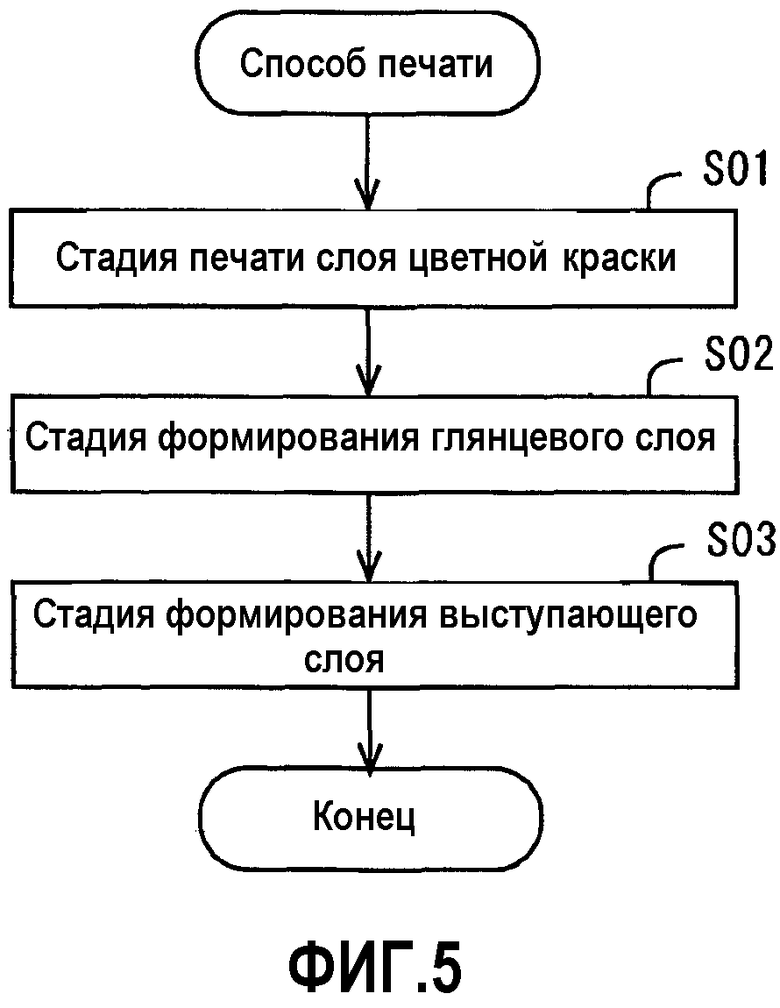
На фиг. 5 представлена блок-схема, показывающая стадии печати согласно типичному варианту.
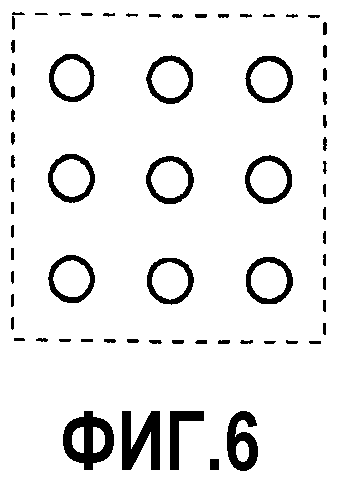
На фиг. 6 представлена диаграмма, показывающая случай, в котором образец выступов, конфигурирующих выступающий слой, имеет точечную форму, путем одного примера.
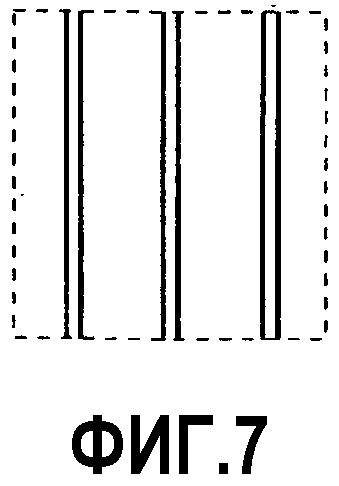
На фиг. 7 представлена диаграмма, показывающая случай, в котором образец выступов, конфигурирующих выступающий слой, имеет линейную форму, путем одного примера.
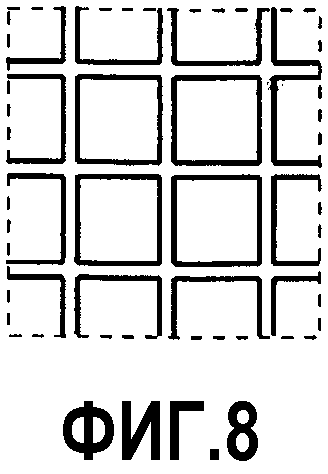
На фиг. 8 представлена диаграмма, показывающая случай, в котором образец выступов, конфигурирующих выступающий слой, имеет решетчатую форму, путем одного примера.
Описание вариантов
Далее будет описан типичный вариант настоящего изобретения. Типичный вариант настоящего изобретения, показанный ниже, приводится в качестве примера, но не ограничивает технический объем настоящего изобретения аспектом, который приводится.
Сигаретная упаковка (которая далее называется просто упаковкой) согласно типичному варианту представляет собой жесткую упаковку коробочного типа. Упаковка 1 имеет прямоугольную параллелепипедную форму и содержит главный корпус 2 и крышку 3, где крышка 3 способна открываться и закрываться (вращательно) вокруг шарнира 4, служащего осью, предусмотренного в верхней части задней поверхности главной части 2. Внутренняя часть упаковки 1 может вмещать табачную продукцию, такую как сигареты (сигареты с фильтром, сигареты без кончика (без фильтра), сигары, сигарилло, электронная сигарета, бездымный табак (жевательный табак, нюхательный табак)). Упаковка 1 сконфигурирована так, что бренд, название компании, указание содержимого и т. д. печатаются на поверхности, и, кроме того, вся или часть печатной индикации покрывается прозрачным лаковым покрытием, например, покрытием лака, отверждающегося ультрафиолетовым излучением (лаковое покрытие для поверхностного глянца) на основе офсетной печати. Следует отметить, что упаковка 1 может быть сконфигурирована так, чтобы размещать ряд предметов широкого потребления, также как и размещение табака.
Здесь прозрачное лаковое покрытие классифицируется на два типа, такие как водный тип и тип УФ-отверждения для отверждения ультрафиолетовым излучением, где каждый тип подразделяется на глянцевый тип, показывающий высокую глянцевитость, и матовый тип, показывающий низкую глянцевитость. Характеристики, требуемые от прозрачного лакового покрытия, используемого для сигаретной упаковки, представляют собой такие свойства, как глянцевитость, стойкость к истиранию, теплостойкость и сопротивление царапанию. В настоящем изобретении желательно использовать прозрачное лаковое покрытие, имеющее особенно превосходную глянцевитость. Настоящий рабочий пример содержит использование, например, глянцевого типа прозрачного лакового покрытия УФ-типа. Отдельными примерами являются «Dai Cure» (зарегистрированная торговая марка) и «Clear UF Series» (название бренда), изготовитель - DIC Corporation, «FD Clear Coat SPC» (название бренда), изготовитель - Toyo Ink Co., Ltd и т. д. Кроме того, желательно, чтобы глянцевый слой, образованный прозрачным лаковым покрытием согласно настоящему изобретению, был равен или больше 2 мкм по толщине.
На фиг. 4 представлено поперечное сечение, показывающее, в частности, указанную ссылочным символом Y часть сечения, выполненного по линии В-В на фиг. 3 в бумажном элементе, конфигурирующем упаковку 1, на которую наносится печать. Как показано на фиг. 4, печать наносится на бумажный элемент упаковки 1 согласно типичному варианту, поэтому конфигурируя основной лист 21, слой 22 цветной краски, глянцевый слой 23 и выступающий слой 24.
Основной лист 21 представляет собой основной материал бумажного элемента, конфигурирующий главный корпус 2 и крышку 3 упаковки 1. Основной лист 21 может включать использование глянцевого основного листа, имеющего высокую гладкость, такого как бумага с глянцевым покрытием, бумага, пастированная ПЭТФ (полиэтилентерефталатной) пленкой, на которую нанесен алюминий, и бумага, на которую переносится алюминий, нанесенный на пленку.
Слой 22 цветной краски представляет собой слой, формованный нанесением цветной печати на поверхность основного листа 21. Слой 22 цветной краски представляет собой слой, который отражает конструкцию упаковки 1 и представляет бренд, наименование компании, указание содержимого и т. д. Следует отметить, что один тип слоя цветной краски формуется как слой 22 цветной краски на фиг. 4, однако число слоев цветной краски может варьироваться в соответствии с конструкцией упаковки. Кроме того, слой 22 цветной краски может содержать слой высоколюминесцентной металлической цветной краски.
Глянцевый слой 23 представляет собой слой, формованный печатью, например, прозрачного лакового покрытия, на поверхности слоя 22 цветной краски и показывающий высокую гладкость. Глянцевый слой 23 защищает слой 22 цветной краски от повреждений и загрязнений и создает глянцевое восприятие поверхности слоя 22 цветной краски.
Следует отметить, что упаковка 1 может подвергаться отделке тиснением, отделке выдавленным тиснением и отделке штамповкой, которые применяются к ее поверхности.
На фиг. 5 показаны стадии способа печати согласно типичному варианту. На стадии (S01) печати слоя цветной краски слой 22 цветной краски печатается на основном листе 21. Используемая цветная краска выбирается надлежащим образом в соответствии с конструкцией упаковки 1. Далее на стадии (S02) формования глянцевого слоя глянцевый слой 23 формуется нанесением OP (Over Print) лаковой отделки на поверхность краски 22.
Стадия (S01) печати слоя цветной краски и стадия (S02) формования глянцевого слоя могут быть также реализованы по известной технологии печати, такой как глубокая печать, офсетная печать и офсетная печать с УФ-отверждением. В случае реализации глубокой печатью печать может быть выполнена при использовании известной печатной машины. Кроме того, в случае реализации другими известными технологиями печати печать может быть выполнена при использовании печатных машин, соответствующих другим известным технологиям печати.
Далее на стадии формования выступающего слоя (стадия S03) прозрачный ОР-лак УФ-отверждения наносится офсетной печатью в точечной форме на поверхность гладкого глянцевого слоя 23.
Здесь ОР-лак классифицируется на три типа, такие как водный тип, масляный тип и тип УФ-отверждения с отверждением ультрафиолетовым излучением, где каждый тип подразделяется на глянцевый тип, показывающий высокую глянцевитость, и матовый тип, показывающий низкую глянцевитость. Характеристики, требуемые от ОР-лака для сигаретной упаковки, представляют собой такие свойства, как глянцевитость, прозрачность, теплостойкость и сопротивление царапанию. В настоящем изобретении желательно использовать ОР-лак, имеющий особенно превосходные глянцевитость и прозрачность и легкость формования выступов. Настоящий рабочий пример включает использование, например, глянцевого типа ОР-лака УФ-отверждения. Кроме того, желательно, чтобы выступающий слой, образованный ОР-лаком УФ-отверждения согласно настоящему изобретению, был равен или меньше 1 мкм по толщине.
Выступающий слой 24 предусматривается для предотвращения появления водяных разводов в прилипшей части, как при смачивании водяными каплями при защите поверхности глянцевого слоя 23 от прилипания к пленке с выступающим лаком в случае обертывания упаковки 1 пленкой, имеющей высокую адгезию, и поэтому с формованием выступов в такой степени, что глянцевое восприятие глянцевого слоя 23 не теряется. В частности, в случае формования выступающего слоя 24 офсетной печатью с УФ-отверждением, например, одна выступающая часть верхней поверхности формуется приблизительно 0,003-0,006 мм2 в квадратном измерении, и когда линиатура растра устанавливается при примерно 150-200 линия/дюйм (6000-8000 линия/м), степень площади точек растра становится приблизительно 10-40%, поэтому делая возможным формовать выступающий слой 24 в такой степени, что глянцевое восприятие глянцевого слоя 23 не теряется при рассмотрении невооруженным глазом. Более конкретно точечные выступы печатаются печатью точек растра, которые составляют 10-21% площади в случае 150 линия/дюйм (6000 линия/м) в качестве линиатуры растра; точечные выступы печатаются печатью точек растра, которые составляют 14-29% площади в случае 175 линия/дюйм (7000 линия/м) в качестве линиатуры растра; и точечные выступы печатаются печатью точек растра, которые составляют 19-38% площади в случае 200 линия/дюйм (8000 линия/м) в качестве линиатуры растра, поэтому делая легким формование выступающего слоя 24 в такой степени, что глянцевое восприятие глянцевого слоя 23 не теряется при рассмотрении невооруженным глазом. Следует отметить, что, если толщина выступающего слоя равна или меньше предпочтительно 1 мкм, облегчается формование выступающего слоя 24 в большей степени, так что глянцевое восприятие глянцевого слоя 23 не теряется. Выступающий слой 24 образуется при формовании прозрачного лака, например, ОР-лака с УФ-отверждением, в выступающей форме, и поэтому угол растра не имеет значения.
В случае формования глянцевого слоя 23 и выступающего слоя 24 офсетной печатью с УФ-отверждением условия печати надлежаще выбраны так, что соответствуют способу нанесения, такому как нанесение валком и нанесение в камере, а также агентом покрытия.
Следует отметить, что условия печати в случае формования выступающего слоя 24 не ограничиваются условиями, описанными выше, и при поддержании глянцевого восприятия слоя 22 цветной краски, что придается глянцевым слоем 23, и в таком интервале, что выступы, конфигурирующие выступающий слой 24, не влияют на глянцевое восприятие слоя 22 цветной краски при рассмотрении невооруженным глазом, и размер и интервал рисунков выступающей формы, конфигурирующих выступающий слой, могут быть надлежащим образом определены на основе проведения эксперимента, в соответствии с восприятием глянцевитости, имеющим место благодаря глянцевому слою и цвету слоя 22 цветной краски.
ОР-лак УФ-отверждения, непосредственно отвержденный при облучении ультрафиолетовым излучением, облегчает, если используется как лак, используемый для формования выступающего слоя 24, формование выступов, однако лак, состоящий из других компонентов, также может быть доступен, если способен к формованию выступов.
Следует отметить, что выступающий слой 24 может быть сформирован с точечными выступами, как показано на фиг. 6, может быть также сформирован с выступами в форме линий, как изображено на фиг. 7, и, кроме того, может быть сформирован с выступами в форме решетки, как показано на фиг. 8. Однако ввиду таких требований к выступающему слою 24, что водяные разводы не должны иметь места в прилипшей части и что глянцевое восприятие глянцевого слоя 23 не должно теряться, желательно формовать точечные выступы, имеющие небольшую площадь, покрывающую глянцевый слой 23.
Кроме того, выступающий слой 24 сконфигурирован так, что выступы могут быть сформированы по всей площади поверхности упаковки 1 и могут также быть сформированы частично на частях (например, передней и задней поверхностях упаковки 1 или части, к которой применена отделка штамповкой), где водяные разводы, если имеют место, значительно влияют на эстетический аспект.
В случае упаковки 1 выступающий слой 24 формируется на поверхности глянцевого слоя 23, и поэтому, даже когда упаковка 1 обертывается высококлейкой пленкой, такой как усадочная пленка, появления водяных разводов в прилипшей части при сохранении глянцевого восприятия глянцевого слоя 23 не происходит. Поэтому, даже когда упаковка 1 обертывается такой пленкой, как усадочная пленка, появление водяных разводов не вызывает ухудшения эстетического аспекта при сохранении глянцевого восприятия поверхности печати.
Следует отметить, что в типичном варианте рассматривается вариант упаковки коробчатого типа с открытой верхней стороной, который также может быть применен к упаковке с открытой правой или левой стороной, к упаковке со скошенными углами и т. д.
Перечень ссылочных обозначений
1 - упаковка (сигаретная упаковка)
2 - главный корпус
3 - крышка
4 - шарнир
21 - основной лист
22 - слой цветной краски
23 - глянцевый слой
24 - выступающий слой
Изобретение относится к технологии упаковки и способу печати на ней. Упаковка обеспечивается: основным листом, который конфигурирует главный корпус упаковки; слоем цветной краски, который получается с по меньшей мере одной цветной краской, которая наносится на основной лист; гладким глянцевым слоем, который придает глянцевое восприятие слою цветной краски; и выступающим слоем, в котором прозрачный лак печатается как выступы на глянцевом слое в предписанных условиях, что сохраняет глянцевое восприятие слоя цветной краски. Обеспечивается создание упаковки, которая не образует внешний вид с водяными разводами, даже когда упаковка с очень гладкой отпечатанной поверхностью обертывается высококлейкой пленкой. 2 н. и 14 з.п. ф-лы, 8 ил.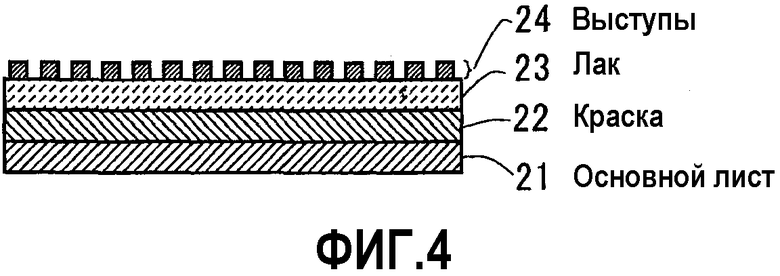
1. Упаковка, содержащая:
основной лист для конфигурирования главного корпуса упаковки; слой цветной краски для содержания по меньшей мере однослойной цветной краски, нанесенной на основной лист; гладкий глянцевый слой для создания глянцевого восприятия слоя цветной краски; и выступающий слой, конфигурируемый печатанием прозрачного лака в выступающей форме при заданных условиях, для поддержания глянцевого восприятия слоя цветной краски.
2. Упаковка по п. 1, в которой выступы выступающего слоя регулярно сформированы по всей площади поверхности упаковки.
3. Упаковка по п. 1 или 2, в которой выступающий слой сформирован так, что мера площади части верхней поверхности одного выступа находится в интервале 0,003-0,006 мм2.
4. Упаковка по п. 1 или 2, в которой выступающий слой сформирован так, что линиатура растра находится в интервале 150-200 линия/дюйм (6000-8000 линия/м).
5. Упаковка по п. 1 или 2, в которой выступающий слой сформирован так, что высота является равной или меньше 1 мкм.
6. Упаковка по п. 1 или 2, в которой выступающий слой сформирован так, что прозрачный лак отверждающегося ультрафиолетовым излучением типа печатается в выступающей форме.
7. Упаковка по п. 1 или 2, в которой выступающий слой сформирован так, что точечные выступы печатаются с точками растра, которые составляют 10-21% площади в случае 150 линия/дюйм (6000 линия/м) в качестве линиатуры растра; точечные выступы печатаются с точками растра, которые составляют 14-29% площади в случае 175 линия/дюйм (7000 линия/м) в качестве линиатуры растра; и точечные выступы печатаются с точками растра, которые составляют 19-38% площади в случае 200 линия/дюйм (8000 линия/м) в качестве линиатуры растра.
8. Упаковка по п. 1, где упаковка является сигаретной упаковкой.
9. Способ печати упаковки, включающий:
стадию печати слоя цветной краски для печатания по меньшей мере одного слоя цветной краски на основном листе, конфигурирующем главный корпус упаковки; стадию печати глянцевого слоя для печатания гладкого глянцевого слоя для создания глянцевого восприятия слоя цветной краски на слое цветной краски; и стадию печати выступающего слоя для печатания прозрачного лака в выступающей форме на глянцевом слое в заданных условиях для поддержания глянцевого восприятия слоя цветной краски.
10. Способ печати упаковки по п. 9, в котором выступы выступающего слоя регулярно формируют по всей площади поверхности упаковки.
11. Способ печати упаковки по п. 9 или 10, в котором выступающий слой формируют так, что мера площади верхней части поверхности одного выступа находится в интервале 0,003-0,006 мм2.
12. Способ печати упаковки по п. 9 или 10, в котором выступающий слой формируют так, что линиатура растра находится в интервале 150-200 линия/дюйм (6000-8000 линия/м).
13. Способ печати упаковки по п. 9 или 10, в котором выступающий слой формируют так, что высота является равной или меньше 1 мкм.
14. Способ печати упаковки по п. 9 или 10, в котором выступающий слой формируют так, что прозрачный лак отверждающегося ультрафиолетовым излучением типа печатают в выступающей форме.
15. Способ печати упаковки по п. 9 или 10, в котором стадию печати выступающего слоя осуществляют так, что: точечные выступы печатают с точками растра, которые составляют 10-21% площади в случае 150 линия/дюйм (6000 линия/м) в качестве линиатуры растра; точечные выступы печатают с точками растра, которые составляют 14-29% площади в случае 175 линия/дюйм (7000 линия/м) в качестве линиатуры растра; и точечные выступы печатают с точками растра, которые составляют 19-38% площади в случае 200 линия/дюйм (8000 линия/м) в качестве линиатуры растра.
16. Способ печати упаковки по п. 9, в котором упаковка является сигаретной упаковкой.
| НОВАЯ МАРКИРОВКА И СПОСОБ ЕЕ ВЫПОЛНЕНИЯ | 2006 |
|
RU2405878C2 |
| DE 4132476 A, 1993-04-01 | |||
| JP 2009154926 A, 2009-07-16. | |||

