Область техники, к которой относится изобретение
Настоящее изобретение относится к системе и способу формирования вафельных блоков, причем эти вафельные блоки содержат, по меньшей мере, три вафельных листа и, по меньшей мере, два слоя крема, изготовленные из двух различных кремов, причем вафельные листы и слои крема расположены попеременно и уложены параллельно друг на друге.
В частности, настоящее изобретение относится к системе, в которой вафельные блоки производятся в качестве промежуточных продуктов для производства таких вафельных продуктов, как например, вафельные ломтики.
Уровень техники
Устройства формирования вафельных блоков известны на протяжении длительного времени и опубликованы в различных вариантах осуществления.
Например, известна система, в которой вафельные листы, лежащие край к краю, покрывают шоколадным кремом вдоль прямолинейно проходящей конвейерной поверхности. На следующем этапе для того, чтобы сформировать вафельный блок, вафельный лист, покрытый кремом, соединяется с непокрытым вафельным листом так, что формируется так называемый вафельный сэндвич. Этот вафельный сэндвич содержит основной вафельный лист и покрывающий вафельный лист и промежуточный слой крема. Такое устройство, также обозначаемое как формирователь сэндвичей, известно например, из патента АТ511406А1.
Для того чтобы создать многослойный вафельный блок, сейчас в соответствии с уровнем техники, дополнительно покрытые вафельные листы подаются к станции укладки и приводятся в контакт с вафельным сэндвичем, так что формируется вафельный блок, имеющий многослойную структуру, который всегда содержит покрывающий вафельный лист, основной вафельный лист, средние вафельные листы и промежуточные слои крема. Такое устройство, также обозначаемое как укладывающее устройство, известно, например, из патента АТ511407А1.
Традиционные системы ограничены, однако, тем, что только один крем может использоваться в качестве материала для слоев крема. Для того чтобы ввести множество различных слоев крема из разного крема в вафельный блок, в соответствии с уровнем техники, вдоль первой прямолинейно проходящей конвейерной поверхности может быть предусмотрено множество покрывающих головок, причем, различные покрывающие головки могут покрывать вафельный лист различными кремами. Недостаток такой конструкции заключается в том, что процесс покрытия не может быть точно остановлен, что приводит к смешиванию кремов на вафельном листе. Это смешивание может быть заметно на конечном продукте, причем эти продукты нужно удалять из производственного процесса как отбракованные.
Для эффективного покрытия вафельных слоев, оказалось успешным покрытие покрывающей головкой непрерывной полосы вафельных листов, расположенных в ряд край к краю. В таком случае непрерывная без промежутков покрываемая поверхность формируется непрерывными вафельными листами, образующими полосу. Следовательно, эти вафельные листы могут быть покрыты до края, что дополнительно повышает эффективность этого способа и этой системы. Однако, в устройстве из уровня техники для производства вафельных блоков это безостановочное непрерывное покрытие кремом возможно с использованием только одного крема.
Таким образом, задача настоящего изобретения заключается в преодолении вышеуказанных недостатков уровня техники. В частности, задачей настоящего изобретения является обеспечение системы и способа формирования вафельных блоков с, по меньшей мере, двумя слоями крема из двух различных кремов с повышенной эффективностью, причем в одно и то же время задана гибкость выбора последовательности и числа слоев. В частности, задачей настоящего изобретения является обеспечение системы и способа, в которых вафельные блоки различной структуры можно производить с большой гибкостью, что эффективно при выбираемом числе и выбираемой последовательности различных слоев крема.
Раскрытие изобретения
Задача, в соответствии с настоящим изобретением, частично решена признаками независимых пунктов настоящего патента.
В частности, изобретение относится к системе формирования вафельных блоков, в которой вафельные блоки содержат, по меньшей мере, три вафельных листа и, по меньшей мере, два слоя крема двух различных кремов, причем вафельные листы и слои крема расположены последовательно и лежат параллельно друг на друге, содержащей: загрузочную станцию, на которой отдельные вафельные листы, предпочтительно поступающие из вафельной печи, последовательно передаются системе, первую конвейерную поверхность для перемещения первых вафельных листов, при этом по ходу первой конвейерной поверхности предусмотрена первая покрывающая станция для нанесения первого слоя крема из первого крема на первые вафельные листы, вторую конвейерную поверхность для перемещения вторых вафельных листов, причем по ходу второй конвейерной поверхности предусмотрена вторая покрывающая станция для нанесения второго слоя крема из второго крема на вторые вафельные листы, третью конвейерную поверхность для перемещения третьих вафельных листов, станцию укладки, на которой первые вафельные листы с их первыми слоями крема, вторые вафельные листы с их вторыми слоями крема и третьи вафельные листы укладываются, чтобы образовать один или более вафельных блоков, входной переключающий механизм, посредством которого вафельные листы от загрузочной станции передаются, по выбору, на первую конвейерную поверхность, на вторую конвейерную поверхность или на третью конвейерную поверхность, и выходной переключающий механизм, посредством которого вафельные листы от первой конвейерной поверхности, второй конвейерной поверхности или третьей конвейерной поверхности передаются, по выбору, к станции укладки.
Дополнительно предусмотрено, что первая конвейерная поверхность, вторая конвейерная поверхность и третья конвейерная поверхность расположены на расстоянии друг от друга, рядом друг с другом и/или друг над другом и что первая конвейерная поверхность, вторая конвейерная поверхность и третья конвейерная поверхность могут быть соединены друг с другом за счет входного переключающего механизма и выходного переключающего механизма так, что в соответствии с выбором можно перемещать вафельный лист, поступающий от загрузочной станции, через первую конвейерную поверхность, вторую конвейерную поверхность или третью конвейерную поверхность к станции укладки.
Дополнительно предусмотрено, что по ходу первой конвейерной поверхности, вдоль первого направления конвейера, первое подающее конвейерное устройство для транспортировки первых вафельных листов к первой покрывающей станции расположено выше по линии конвейера, чем первая покрывающая станция, что по ходу первой конвейерной поверхности, вдоль первого направления конвейера, первое покрывающее конвейерное устройство для транспортировки первых вафельных листов в первой покрывающей станции расположено в области первой покрывающей станции, что по ходу первой конвейерной поверхности, вдоль первого направления конвейера, первое перемещающее конвейерное устройство для транспортировки первых вафельных листов и первого слоя крема, нанесенного на них, от первой покрывающей станции к станции укладки, расположено ниже по линии конвейера, чем первая покрывающая станция, и/или что скорость транспортировки первого покрывающего конвейерного устройства ниже, чем скорость транспортировки первого подающего конвейерного устройства и/или ниже, чем скорость транспортировки первого перемещающего конвейерного устройства, так что первые вафельные листы, перемещаемые последовательно на первой конвейерной поверхности, находятся на меньшем расстоянии друг до друга в области первой покрывающей станции, чем по ходу первой конвейерной поверхности выше или ниже по линии конвейера, чем первая покрывающая станция.
Дополнительно предусмотрено, что по ходу второй конвейерной поверхности, вдоль второго направления конвейера, второе подающее конвейерное устройство для транспортировки вторых вафельных листов ко второй покрывающей станции расположено выше по линии конвейера, чем вторая покрывающая станция, что по ходу второй конвейерной поверхности, вдоль второго направления конвейера, второе покрывающее конвейерное устройство для транспортировки вторых вафельных листов во второй покрывающей станции расположено в области второй покрывающей станции, что по ходу второй конвейерной поверхности, вдоль второго направления конвейера, второе перемещающее конвейерное устройство для транспортировки вторых вафельных листов и второго слоя крема, нанесенного на них, от второй покрывающей станции к станции укладки расположено ниже по линии конвейера, чем вторая покрывающая станция и/или что скорость транспортировки второго покрывающего конвейерного устройства ниже, чем скорость транспортировки второго подающего конвейерного устройства и/или ниже чем скорость транспортировки второго перемещающего конвейерного устройства, так что вторые вафельные листы, перемещаемые последовательно на второй конвейерной поверхности, находятся на меньшем расстоянии друг до друга, в области второй покрывающей станции, чем по ходу второй конвейерной поверхности выше и/или ниже по линии конвейера, чем вторая покрывающая станция.
Дополнительно предусмотрено, что разница скорости между скоростью транспортировки подающего конвейерного устройства минус скорость транспортировки покрывающего конвейерного устройства, в сущности, соответствует значению расстояния между двумя вафельными листами, передаваемыми последовательно на подающем конвейерном устройстве, так, что вафельные листы в покрывающей станции лежат, собственно, край к краю и образуют непрерывную, без промежутков, покрываемую поверхность.
Дополнительно предусмотрено, что разница в скорости между скоростью транспортировки в области перемещающего конвейерного устройства минус скорость транспортировки в области покрывающего конвейерного устройства, по существу, соответствует величине расстояния между двумя вафельными листами, перемещаемыми последовательно на перемещающем конвейерном устройстве, так, что вафельные листы, которые в покрывающей станции лежат, по сути, край к краю и образуют непрерывную, без промежутков, покрываемую поверхность, находятся на расстояние друг до друга в области перемещающего конвейерного устройства для того, чтобы они перемещались на расстоянии друг от друга в станции укладки.
Дополнительно предусмотрено, что в области станции укладки предусмотрено укладывающее конвейерное устройство и что разница скорости между скоростью транспортировки в области укладывающего конвейерного устройства минус скорость транспортировки в области покрывающего конвейерного устройства, в сущности, соответствует величине расстояния между двумя вафельными листами, перемещаемыми последовательно на укладывающем конвейерном устройстве и поступающими от конвейерной поверхности.
Дополнительно предусмотрено, что расстояние между двумя вафельными листами, перемещаемыми последовательно на перемещающем конвейерном устройстве больше, чем размер вафельного листа в направлении конвейера, так, что второй вафельный лист второй конвейерной поверхности может быть помещен между двумя первыми вафельными листами первой конвейерной поверхности посредством выходного переключающего механизма и/или так, что первый вафельный лист первой конвейерной поверхности может быть помещен между двумя вторыми вафельными листами второй конвейерной поверхности посредством выходного переключающего механизма.
Дополнительно предусмотрено, что перемещение вафельных листов в загрузочной станции, станции укладки и покрывающей станции осуществляется непрерывно и что покрытые вафельные листы, перемещаемые вдоль соответствующей конвейерной поверхности, расположены линейно в ряд.
Дополнительно предусмотрено, что скорость транспортировки укладывающего конвейерного устройства больше, чем скорость транспортировки покрывающего конвейерного устройства и, в частности, больше чем, или равна, или равна сумме средней скорости транспортировки первой конвейерной поверхности плюс скорость транспортировки второй конвейерной поверхности плюс скорость транспортировки третьей конвейерной поверхности так, что вафельные листы перемещаются на расстоянии друг от друга в станции укладки.
Дополнительно предусмотрено, что подающее конвейерное устройство, покрывающее конвейерное устройство, перемещающее конвейерное устройство и/или укладывающее конвейерное устройство содержит или содержат один или более ленточный конвейер, один или более ременной конвейер, один или более всасывающий ленточный конвейер или подобные конвейерные устройства.
Дополнительно предусмотрено, что входной переключающий механизм и/или выходной переключающий механизм содержит или содержат переключающий механизм, такой как поворотная пластина, поворотный ленточный конвейер, поворотный ременной конвейер, поворотный всасывающий ленточный конвейер, конвейерные поверхности, наклоненные друг относительно друга и сходящиеся в направлении конвейера или обратном направлении, подъемник и/или нагнетательная система пневмотранспорта для изменения направления движения и для поднятия вафельных листов.
Дополнительно предусмотрено, что входной переключающий механизм и/или выходной переключающий механизм содержат или содержит множество переключающих механизмов.
Дополнительно предусмотрено наличие первого входного переключателя с первым положением, в котором вафельные листы, поступающие из загрузочной станции, передаются к первой конвейерной поверхности, и со вторым положением, в котором вафельные листы, поступающие от загрузочной станции, передаются на вторую конвейерную поверхность.
Дополнительно предусмотрено наличие второго входного переключателя с первым положением, в котором вафельные листы, поступающие от загрузочной станции и/или от первого входного переключателя, передаются дальше вдоль второй конвейерной поверхности, и со вторым положением, в котором вафельные листы, поступающие от загрузочной станции и/или от первого входного переключателя, передаются на третью конвейерную поверхность.
Дополнительно предусмотрено наличие первого выходного переключателя с первым положением, в котором первые вафельные листы, поступающие от первой покрывающей станции, передаются к укладывающему конвейерному устройству, и со вторым положением, в котором вторые вафельные листы, поступающие от второй покрывающей станции, передаются к укладывающему конвейерному устройству.
Дополнительно предусмотрено, что станция укладки содержит винтовое укладывающее устройство, опускное укладывающее устройство или комбинацию устройства формирования сэндвичей и укладывающего устройства.
Дополнительно предусмотрено, что станция укладки содержит устройство формирования сэндвичей, посредством которого первый вафельный лист, покрытый первым кремом, или второй вафельный лист, покрытый вторым кремом, покрывается третьим непокрытым вафельным листом так, чтобы сформировать вафельный сэндвич, содержащий основной вафельный лист, накрывающий вафельный лист, и промежуточный слой крема.
Дополнительно предусмотрено наличие второго выходного переключателя, посредством которого третьи вафельные листы, поступающие от третьей конвейерной поверхности, передаются к укладывающему конвейерному устройству и, в частности, передаются непосредственно в устройство формирования сэндвичей для того чтобы объединить их там с первым вафельным листом, содержащим первый слой крема, или со вторым вафельным листом, содержащим второй слой крема, чтобы сформировать вафельный сэндвич.
Дополнительно предусмотрено, что станция укладки содержит укладывающее устройство, в котором вафельный сэндвич, содержащий, по меньшей мере, один покрытый первый вафельный лист и/или содержащий, по меньшей мере, один второй вафельный лист, укладывается так, чтобы сформировать многослойный вафельный блок.
Дополнительно предусмотрено, что укладывающая станция содержит калибровочное устройство или прессовочное устройство, в котором вафельные блоки и их компоненты сжимаются до предопределенной или выбираемой высоты.
Настоящее изобретение относится, в частности, к способу формирования вафельных блоков, которые содержат три вафельных листа и, по меньшей мере, два слоя крема из различного крема, причем вафельные листы и слои крема расположены попеременно и лежат параллельно друг на друге, содержащему этапы, на которых: устанавливают выбранное количество и выбранную последовательность первых вафельных листов, каждый из которых с первым слоем крема из первого крема, и вторых вафельных листов, каждый из которых со вторым слоем крема из второго крема, перемещают вафельные листы от загрузочной станции к входному переключающему механизму, выбирают положение входного переключающего механизма так, что вафельные листы передаются, в соответствии с выбором, к первой конвейерной поверхности, ко второй конвейерной поверхности или к третьей конвейерной поверхности, наносят первый слой крема из первого крема на первый вафельный лист или на первые вафельные листы по ходу первой конвейерной поверхности, наносят второй слой крема из второго крема на второй вафельный лист или на вторые вафельные листы по ходу второй конвейерной поверхности, перемещают третий вафельный лист вдоль третьей конвейерной поверхности, перемещают первые вафельные листы с первым слоем крема, вторые вафельные листы со вторым слоем крема и третьи вафельные листы через выходной переключающий механизм к станции укладки так, чтобы первый вафельный лист или листы с их первым слоем крема, второй вафельный лист или листы с их вторым слоем крема и третий вафельный лист были переданы к станции укладки последовательно и в количестве и последовательности соответствующей выбранным количеству и последовательности.
Способ дополнительно содержит этапы, на которых: перемещают вафельные листы по ходу первой конвейерной поверхности или вдоль второй конвейерной поверхности последовательно через: подающее конвейерное устройство к покрывающему конвейерному устройству и далее к перемещающему конвейерному устройству, причем вафельные листы в области покрывающего конвейерного устройства имеют меньшую скорость транспортировки, чем в области подающего конвейерного устройства и/или в области перемещающего конвейерного устройства, так что вафельные листы в любом случае в области подающего конвейерного устройства и/или перемещающего конвейерного устройства находятся на большем расстоянии друг от друга, чем в области покрывающего конвейерного устройства.
Дополнительно предусмотрено, что разница скорости между скоростью транспортировки в области подающего конвейерного устройства минус скорость транспортировки в области покрывающего конвейерного устройства, по существу, соответствует величине расстояния между двумя вафельными листами, перемещаемыми последовательно на подающем конвейерном устройстве, так что вафельные листы в покрывающей станции лежат, по существу, край к краю и образуют непрерывную, без промежутков, покрываемую поверхность.
Дополнительно предусмотрено, что разница скорости между скоростью транспортировки в области перемещающего конвейерного устройства минус скорость транспортировки в области покрывающего конвейерного устройства, по существу, соответствует значению расстояния между двумя вафельными листами, перемещаемыми последовательно на подающем конвейерном устройстве, так что вафельные листы, которые лежат в станции покрытия, по существу, край к краю и образуют непрерывную, без промежутков, покрываемую поверхность, находятся на расстоянии друг от друга в области перемещающего конвейерного устройства для того, чтобы в укладывающей станции они перемещались с промежутками друг до друга.
Дополнительно предусмотрено, что разница скорости между скоростью транспортировки в области укладывающего конвейерного устройства минус скорость транспортировки в области покрывающего конвейерного устройства, по существу, соответствует значению расстояния между двумя вафельными листами, перемещаемыми последовательно на подающем конвейерном устройстве и поступающими от конвейерной поверхности.
Дополнительно предусмотрено, что расстояние между двумя вафельными листами, перемещаемыми последовательно на перемещающем конвейерном устройстве, больше, чем размер вафельного листа в направлении конвейера, так что второй вафельный лист второй конвейерной поверхности может быть помещен между двумя первыми вафельными листами первой конвейерной поверхности посредством выходного переключающего механизма или так, что первый вафельный лист первой конвейерной поверхности может быть помещен между двумя вафельными листами второй конвейерной поверхности.
Дополнительно предусмотрено, что перемещение вафельных листов в загрузочной станции, станции укладки и станциях покрытия происходит непрерывно и что покрытые вафельные листы, перемещаемые вдоль соответствующей конвейерной поверхности, расположены линейно в ряд.
Дополнительно предусмотрено, что вафельный блок, имеющий х первых вафельных листов и y вторых вафельных листов и третий вафельный лист, сформирован так, что вафельный блок содержит х+у+1 вафельный лист и х+у слой крема.
Система в соответствии с настоящим изобретением и способ в соответствии с настоящим изобретением применяются к производству вафельных блоков. В частности, плоские вафли, имеющие хрустяще-хрупкую консистенцию, обозначаются как вафли. Они выпекаются в вафельных печах в запирающихся вафельницах при высоком давлении. Конечные продукты, получаемые из вафельных блоков известны, например, как ломтики или неаполитанские вафли.
Предпочтительно, вафельные блоки, имеющие множество слоев крема, производятся способом в соответствии с настоящим изобретением системой в соответствии с настоящим изобретением. В данном случае, может быть использовано множество различных кремов. Например, кремом обозначаются покрывающие массы высокой жирности, содержащие сахар, которые можно наносить на отдельные вафельные листы в покрывающей станции. Примерами таких кремов являются шоколадные крема, в частности, шоколадный крем светлого, темного или коричневого цвета. Кроме того, массы, такие как, например, лимонные крема, ореховые крема или подобные крема или пасты также подходят для формирования слоя крема вафельного блока. Примерами ингредиентов подходящего крема являются жиры, сахар, карамель или добавки, такие как сыр, травы, ароматические и вкусовые добавки и т.д.
В покрывающей станции на вафельный лист наносится соответственно один крем. Нанесение может быть выполнено, например, рифлеными роликами. Крем так же может быть нанесен на вафельный лист методом заливки.
Кроме того, система в соответствии с настоящим изобретением содержит множество конвейерных устройств. Эти конвейерные устройства могут быть выполнены, например, как круговые конвейеры, ленточные конвейеры, ременные конвейеры, всасывающие ленточные конвейеры, ленточные конвейеры со спиральными связями и/или подобные конвейерные устройства. В частности, эти конвейерные устройства подходят или предназначаются для перемещения вафельных листов, при необходимости покрытых вафельных листов, вдоль направления конвейера. Такое движение выполняется с определенной скоростью транспортировки. Эта скорость транспортировки предпочтительно управляется контроллером или настраивается посредством регулирующего устройства.
Система в соответствии с настоящим изобретением содержит загрузочную станцию. В загрузочной станции принимаются отдельные вафельные листы, которые поставляются последовательно, например, вафельной печью. Загрузочная станция может быть выполнена, например, в виде кругового конвейера, ленточного конвейера, ременного конвейера или подобной конструкции.
Кроме того, система в соответствии с настоящим изобретением содержит входной переключающий механизм. Входной переключающий механизм соответствует механическому переключателю в техническом смысле. Этот переключатель позволяет делить вафельные листы, поступающие от загрузочной станции, на различные конвейерные поверхности. Входной переключающий механизм может, например, содержать одну или более конструкцию в форме манжета или поворотную конструкцию, такую как, например, поворотный ленточный конвейер, поворотный ременной конвейер, множество захватывающих пальцев, форсунки под давлением или перемещающийся барабан. Кроме того, входной переключающий механизм может быть образован множеством переключателей. Входной переключающий механизм в частности применяется для деления вафельных листов, поступающих от загрузочной станции на множество конвейерных поверхностей.
Система предпочтительно содержит первую конвейерную поверхность. Первая покрывающая станция расположена по ходу первой конвейерной поверхности. Эта первая покрывающая станция предпочтительно содержит источник крема или резервуар с кремом. В покрывающей станции первый крем наносится на первый вафельный лист, который двигается по первой конвейерной поверхности.
Кроме того, предпочтительно предусмотрена вторая конвейерная поверхность. Вторая покрывающая станция расположена по ходу второй конвейерной поверхности. Эта вторая покрывающая станция предпочтительно содержит источник или резервуар для второго крема. Эти источник или резервуар второй покрывающей станции предпочтительно не зависят от источника или резервуара первой покрывающей станции. Следовательно, эти две покрывающие станции могут быть загружены разными кремами независимо друг от друга. В результате, можно наносить второй крем на второй вафельный лист на второй покрывающей станции.
Кроме того, предпочтительно предусмотрена третья конвейерная поверхность. При необходимости по ходу третьей конвейерной поверхности не предусмотрено покрывающих устройств или покрывающих станций. Предпочтительно третья конвейерная поверхность применяется для перемещения покрывающего вафельного листа для того, чтобы сформировать вафельный сэндвич. При необходимости, однако, третья покрывающая станция также предусмотрена по ходу третьей конвейерной поверхности. Эта третья покрывающая станция может содержать контейнер для хранения или источник третьего крема.
Входной переключающий механизм в частности используется, чтобы направлять вафельные листы, поступающие от вафельной печи и/или загрузочной станции, в соответствии с выбором, на первую конвейерную поверхность, вторую конвейерную поверхность или третью конвейерную поверхность.
Кроме того, система в соответствии с настоящим изобретением предпочтительно содержит выходной переключающий механизм. Этот выходной переключающий механизм предназначен и/или используется, чтобы направлять вафельные листы, поступающие от первой конвейерной поверхности, второй конвейерной поверхности или третьей конвейерной поверхности к станции укладки.
Станция укладки предпочтительно представляет собой устройство или комбинацию нескольких устройств, которая используется для сборки компонентов вафельного блока, чтобы образовать вафельный блок. В частности, станция укладки содержит устройство формирования сэндвичей, а так же устройство укладки. В станции укладки все те компоненты вафельного блока, которые подаются к станции укладки вдоль укладывающего конвейерного устройства, укладываются друг на друга в станции укладки. В зависимости от положения выходного переключающего механизма, следовательно, как требуется, первые вафельные листы с первым слоем крема, вторые листы со вторым слоем крема или третьи вафельные листы подаются последовательно к станции укладки. В результате, может быть сформирована произвольная структура вафельного блока.
Для того чтобы сделать процесс производства как можно более эффективным, целесообразно максимизировать пропускную способность системы. Обычно пропускная способность системы ограничена пропускной способностью вафельной печи. Современные вафельные печи, например, обладают производственной мощностью порядка 80 или от 60 до 100 вафельных листов в минуту. Вафельные листы обычно имеют размер порядка 40 х 80 см. Следовательно, порядка от 60 до 100 вафельных листов в минуту перемещаются от вафельной печи к загрузочной станции. Эти вафельные листы делятся входным переключающим механизмом на отдельные конвейерные поверхности. Вафельные листы, возможно покрытые, собираются снова выходным переключающим механизмом для того чтобы передать их станции укладки. В станции укладки, пропускная способность, которой соответствует пропускной способности машины для выпечки вафель, снова требует оптимизации процесса производства. Эта пропускная способность, разделенная на число вафельных слоев в вафельном блоке, дает объем вафельных блоков, которые можно произвести данной системой.
В соответствии с настоящим изобретением, может быть предусмотрено, чтобы вафельные блоки имели выбираемое число и последовательность различных слоев крема. Средняя скорость на конвейерной поверхности устанавливается в зависимости от соотношения различных компонентов вафельного блока. Если, например, в вафельный блок нужно уложить в два раза больше первых вафельных листов, чем вторых вафельных листов, средняя скорость первой конвейерной поверхности будет в два раза выше, чем скорость второй конвейерной поверхности.
Конвейерные поверхности имеют конвейерные устройства, которыми предпочтительно можно управлять или регулировать независимо друг от друга, так что можно легко настраивать или выбирать скорости транспортировки вдоль конвейерных устройств.
Кроме того, отдельные конвейерные поверхности содержат отдельные конвейерные устройства, которые могут иметь различные скорости и/или которые можно контролировать или регулировать независимо друг от друга. Как упоминалось выше, для улучшения эффективности целесообразно, чтобы в области покрывающей станции, покрываемые вафельные листы лежали непрерывно край к краю. С этой целью предусмотрено покрывающее конвейерное устройство. На этом покрывающем конвейерном устройстве вафельные листы перемещаются через станцию покрытия или в области станции покрытия.
В направлении конвейера, выше по линии конвейера, чем станция покрытия, предусмотрено подающее конвейерное устройство. Предпочтительно подающее конвейерное устройство имеет более высокую скорость, чем покрывающее конвейерное устройство. Вафельные листы, передаваемые от загрузочной станции к подающему конвейерному устройству, перемещаются на расстоянии друг от друга. Это означает, что между двумя последовательными вафельными листами предусмотрено расстояние. Для того чтобы теперь уменьшить это расстояние, чтобы образовать непрерывную покрываемую поверхность, скорость транспортировки покрывающего конвейерного устройства ниже чем у подающего конвейерного устройства. В результате, вафельные листы сдвигаются вместе и предпочтительно перемещаются край к краю через станцию покрытия.
Предпочтительно, разница скорости между скоростью транспортировки подающего конвейерного устройства минус скорость транспортировки покрывающего конвейерного устройства, по существу, равна величине расстояния между двумя вафельными листами, перемещаемыми друг за другом на подающем конвейерном устройстве. Например, если два вафельных листа движутся со скоростью один м/с на подающем конвейерном устройстве, причем эти два вафельных листа имеют, кроме того, промежуток в 1/2 м друг до друга, скорость транспортировки покрывающего конвейерного устройства может быть 1/2 м/с так, чтобы оба вафельных листа перемещались край к краю через станцию покрытия. В вышеописанных вычислениях следует заметить, что единица измерения расстояния и единица пути за единицу времени скорости транспортировки должны иметь одинаковую размерность.
Кроме того, перемещающее конвейерное устройство предпочтительно имеет более высокую скорость транспортировки, чем покрывающее конвейерное устройство. В результате, отдельные вафельные листы, лежащие край к краю, после покрывающей станции снова разделяются на перемещающем конвейерном устройстве. В зависимости от скорости, после покрывающей станции между отдельными покрытыми вафельными листами снова появляются некоторые промежутки. В частности, на станции укладки отдельные вафельные листы должны иметь определенное расстояние друг до друга, чтобы можно было уложить компоненты вафельного блока просто и чисто. С этой целью было бы также принципиально возможно увеличить скорость для того, чтобы отдалить вафельные листы друг от друга на укладывающем конвейерном устройстве.
Кроме того, скорости и тактовые частоты отдельных конвейерных устройств также должны быть подобраны таким образом, чтобы можно было сочетать вафельные листы от разных конвейерных поверхностей для того чтобы сформировать вафельный блок.
С этой целью предпочтительно предусмотрены зоны скопления, в которых вафельные листы перемещаются замедленным образом, и зоны ускорения, в которых вафельные листы перемещаются более быстро. В результате образуются буферные зоны, которые делают возможным гибкий выбор расположения, числа и последовательности компонентов вафельного блока.
Эти зоны скопления, буферные зоны и зоны ускорения могут формироваться отдельными конвейерными устройствами. В частности, вдоль различных конвейерных поверхностей может быть предусмотрено множество конвейерных устройств, скорости которых можно гибко контролировать или регулировать.
Примерный способ производства вафельных блоков может, например, содержать следующие этапы.
На первом этапе, например, может быть выбрано число и последовательность отдельных компонентов вафельного блока. В зависимости от выбора, в частности, в зависимости от соотношения первых вафельных листов, имеющих первый слой крема ко вторым вафельным листам, имеющим второй слой крема, отдельные вафельные листы делятся между отдельными конвейерными поверхностями. Деление вафельных листов между отдельными конвейерными поверхностями предпочтительно выполняется в соотношении, которое соответствует различным компонентам вафельного блока в конечном вафельном блоке. Скорости перемещения отдельных конвейерных поверхностей и конвейерных устройств адаптированы так, чтобы отдельные компоненты вафельного блока можно было передавать к станции укладки в выбранном соотношении, в частности, в выбранной последовательности и выбранном количестве. Кроме того, компоненты вафельного блока также имеют различные скорости в разных местах по ходу отдельных конвейерных поверхностей. Например, вафельные листы сначала движутся медленно для того чтобы был буферный запас вафельных листов. При необходимости, вафельные листы перемещаются медленнее в области покрывающих станций так, чтобы они лежали предпочтительно непрерывно край к краю. Впоследствии передача вафельных листов может быть ускорена по ходу конвейерных поверхностей после станции покрытия так, чтобы между вафельными листами опять было расстояние. Это расстояние важно, например, для того, чтобы можно было чередовать передачу от разных конвейерных поверхностей за счет выходного переключающего механизма. В станции укладки между отдельными компонентами вафельного блока так же должно быть расстояние для того, чтобы улучшить укладку.
Скорости транспортировки отдельных конвейерных устройств предпочтительно контролируются управляющим устройством. В частности, отдельные скорости транспортировки регулируются в зависимости от выбора числа и последовательности компонентов вафельного блока в вафельном блоке.
Система в соответствии с настоящим изобретением предпочтительно содержит переключающие механизмы. Эти переключающие механизмы предназначены и/или используются для передачи вафельного листа, поступающего от конвейерной поверхности, в соответствии с выбором, далее на разные конвейерные поверхности. В простом варианте осуществления входной переключающий механизм, например, снабжен поворотным элементом таким как, например, поворотный конвейер или поворотная конвейерная поверхность. Еще одна возможность организации переключателя заключается в том, что предусмотрена первая конвейерная поверхность, от которой ответвляется вторая конвейерная поверхность. Следовательно, эти две конвейерные поверхности, если смотреть по направлению конвейера, направлены навстречу друг другу. Ниже первой конвейерной поверхности или в области первой конвейерной поверхности, предусмотрена нагнетательная система пневмотранспорта для доставки специального воздушного потока. Активируя воздушный поток, можно поднять вафельный лист с первой конвейерной поверхности для того чтобы затем перенести его на вторую конвейерную поверхность. Такая организация переключателя в частности может быть предусмотрена в виде входного переключающего механизма. При необходимости, выше второй конвейерной поверхности предусмотрена дополнительная конвейерная поверхность, которая не дает вафельному листу, поднятому воздушным потоком, подняться слишком высоко над конвейерной поверхностью. В частности, эта дополнительная конвейерная поверхность выступает за вторую конвейерную поверхность в противоположном направлении направлению конвейера и предпочтительно служит в качестве направляющей поверхности или стопора.
Также такая конструкция может быть предусмотрена для передачи вафельного листа от второй конвейерной поверхности к третьей конвейерной поверхности.
Соединение поверхностей, например, в направлении конвейера, такое как соединение пластин или соединение конвейеров может быть предусмотрено в качестве выходного переключающего механизма.
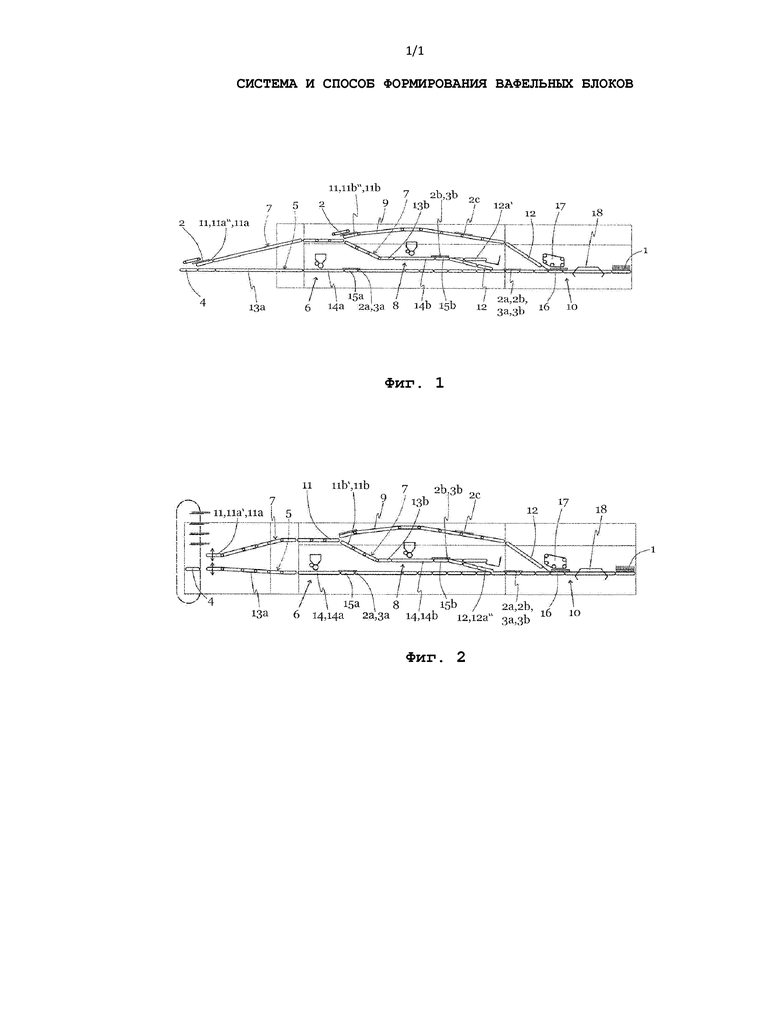
При необходимости переключающий механизм, в частности входной переключающий механизм, содержит подъемник. Этот подъемник, показанный на Фиг. 2, например, соответствует круговому конвейеру, главное направление которого проходит вертикально и на котором может перемещаться вертикально вверх и вниз множество вафельных листов. Этот подъемник используется в частности для охлаждения горячих вафельных листов, выгруженных из печи. В области первой конвейерной поверхности или в области второй конвейерной поверхности, вафельные листы на подъемнике движутся вниз и предпочтительно укладываются сверху на одну из конвейерных поверхностей. Там они снимаются с этих конвейерных устройств и перемещаются далее вдоль конвейерного устройства. При необходимости области первой конвейерной поверхности или второй конвейерной поверхности, которые снимают вафельные листы с подъемника, разработаны передвижными или поворачивающимися. В результате, время и положение снятия вафельных листов можно регулировать и/или контролировать.
Для укладки компонентов вафельного блока, в частности первого, второго и третьего вафельных листов, предпочтительно предусмотрена станция укладки. Эта станция укладки может быть выполнена, например, в виде комбинации устройства создания сандвичей с прессовочным устройством. В такой конструкции, вафельный сэндвич сначала формируется в устройстве создания сандвичей. Он поднимается укладывающим устройством и в частности всасывающей пластиной укладывающего устройства от укладывающего конвейерного устройства и затем помещается на следующие по очереди вафельные листы, покрытые кремом. Когда конечный вафельный блок сформирован, он помещается укладывающим устройством на укладывающее конвейерное устройство и перемещается дальше.
При необходимости станция 10 укладки выполнена в виде спирального укладывающего устройства. Тогда, изначально непокрытый вафельный лист, в частности третий вафельный лист, вертикально поднимается винтовым конвейерным устройством от укладывающего конвейерного устройства. Затем другие вафельные листы, покрытые слоем крема, помещаются снизу на первый непокрытый вафельный лист. Когда сформирован конечный вафельный блок, он удаляется и предпочтительно спрессовывается выравнивающим устройством, в частности выравнивающим роликом, и выравнивается.
В соответствии с дополнительным вариантом осуществления, станция укладки может быть выполнена в виде опускного укладывающего устройства. Тогда вафельные листы, покрытые слоем крема, сначала помещаются в станцию укладки. Затем они укладываются один на другой в опускном укладывающем устройстве так, чтобы получилась выбранная последовательность вафельных листов, покрытых кремом. В конце непокрытый вафельный лист, в частности третий вафельный лист, помещается на остальные вафельные листы, чтобы сформировать конечный вафельный блок. Затем конечный вафельный блок предпочтительно выравнивается. Это выравнивание достигается снова за счет выравнивающего ролика или прессовочной плиты.
Краткое описание чертежей
Далее настоящее изобретение объясняется со ссылкой на конкретные варианты осуществления.
Фиг. 1 представляет собой схематичный вид сбоку системы в соответствии с первым вариантом осуществления настоящего изобретения.
Фиг. 2 представляет собой схематичный вид сбоку системы в соответствии со вторым вариантом осуществления настоящего изобретения.
Осуществление изобретения
На каждой из фигур 1 и 2 показана система производства вафельных блоков в соответствии с настоящим изобретением. Эти системы содержат загрузочную станцию 4, от которой вафельные листы, поступающие от вафельной печи, передаются к системе в соответствии с настоящим изобретением. Входной переключающий механизм 11 расположен в направлении транспортировки ниже по ленте конвейера от загрузочной станции 4 или в загрузочной станции 4. В настоящем варианте осуществления входной переключающий механизм 11 содержит множество переключателей, в частности первый входной переключатель 11а и второй входной переключатель 11b. Входной переключающий механизм 11 при необходимости имеет первое положение 11а'. В этом положении вафельные листы, поступающие от загрузочной станции 4, переносятся вдоль первой конвейерной поверхности 5 дальше в направлении первой покрывающей станции 6. Кроме того, входной переключающий механизм 11 может иметь положение 11а''. В этом положении вафельные листы 2, поступающие от загрузочной станции 4, передаются ко второй конвейерной поверхности 7. Кроме того, входной переключающий механизм имеет другое положение 11b' в котором вафельные листы, поступающие от загрузочной станции 4 и, в частности, поступающие от второй конвейерной поверхности 7, переносятся вдоль второй конвейерной поверхности 7 далее в направлении второй покрывающей станции 8. Входной переключающий механизм 11 также имеет другое положение 11b'', в котором вафельные листы, поступающие от загрузочной станции и, в частности, от второй конвейерной поверхности 7, передаются к третьей конвейерной поверхности 9. В настоящих вариантах осуществления изобретения по Фиг. 1 и Фиг. 2, в любом случае предусмотрены первый входной переключатель 11а и второй входной переключатель 11b. Входной переключатель 11а имеет два положения, которые соответствуют положениям 11а' и 11а'' предшествующего описания. Второй входной переключатель 11b также имеет два положения, 11b' и 11b'', которые соответствуют предшествующему описанию.
Однако настоящее изобретение также согласуется с изобретательской идеей, что один переключатель, например, переключатель трех путей, осуществляет разделение на три конвейерные поверхности. Кроме того, настоящее изобретение также согласуется с изобретательской идеей, что входной переключающий механизм отклоняет вафельные листы, например, посредством воздушного потока или другими способами, от одной конвейерной поверхности на другую конвейерную поверхность.
Например, входные переключатели 11а и 11b могут быть выполнены в виде поворачиваемых конвейерных устройств. Например, может быть предусмотрен поворачиваемый круговой конвейер. Поворотная ось носовой части в таком случае, в сущности, соответствует горизонтальной оси, которая проходит перпендикулярно к направлению конвейера и к конвейерной поверхности вафель. Носовая часть предпочтительно направлена по направлению конвейера вафельных листов и выполнена с возможностью перемещения.
Вафельный лист 2, который перемещается вдоль первой конвейерной поверхности 5 проходит первое подающее конвейерное устройство 13а в первой области. Это подающее конвейерное устройство содержит одно или более конвейерных устройств. Первый вафельный лист направляется подающим конвейерным устройством к первой покрывающей станции 6. Первая покрывающая станция 6 содержит покрывающую головку, посредством которой можно наносить крем на вафельный лист. Кроме того, первая покрывающая станция 6 содержит покрывающее конвейерное устройство 14 и, в частности первое покрывающее конвейерное устройство 14а. При необходимости в области покрывающей станции предусмотрено множество покрывающих устройств.
После первого покрывающего конвейерного устройства 14а, вафельные листы 2 перемещаются далее посредством перемещающего конвейерного устройства 15. Это перемещающее конвейерное устройство также может содержать множество конвейерных устройств. Вафельные листы перемещаются перемещающим конвейерным устройством 15 далее к станции 10 укладки. Станция 10 укладки, например, содержит устройство 17 создания сандвичей, а так же укладывающее устройство 18. Предусмотрено одно или более укладывающих устройств 16, например, в области станции 10 укладки.
Когда вафельный лист 2 движется вдоль второй конвейерной поверхности 7, на первом этапе он проходит второе подающее конвейерное устройство 13b. Как и все конвейерные устройства, оно может быть выполнено в виде единого конвейерного устройства или в виде механизма из нескольких конвейерных устройств. Подающее конвейерное устройство 13 перемещает вафельный лист 2 вдоль второй конвейерной поверхности 7 ко второй покрывающей станции 8. Вторая покрывающая станция 8 тоже содержит покрывающую головку. Вторая покрывающая станция 8 дополнительно содержит второе покрывающее конвейерное устройство 14b. После прохождения второй покрывающей станции 8, покрытые вафельные листы перемещаются далее посредством второго перемещающего конвейерного устройства 15b. Это перемещающее конвейерное устройство 15b перемещает вафельные листы далее в направлении к станции 10 укладки.
Когда вафельный лист проходит вдоль третьей конвейерной поверхности 9, третий вафельный лист, в соответствии с настоящим вариантом осуществления, не покрывается, а подходит к станции 10 укладки непокрытым. В станции 10 укладки, третий вафельный лист, например, помещается на первый вафельный лист с первым слоем крема или на второй вафельный лист со вторым слоем крема, чтобы образовать вафельный сэндвич.
Этот вафельный сэндвич затем может быть поднят, например, укладывающим устройством 18 с конвейерной поверхности и, в частности укладывающим конвейерным устройством 16 для того чтобы можно было перемещать следующий компонент вафельного блока, в частности первый вафельный лист с первым слоем крема или второй вафельный лист со вторым слоем крема, в укладывающее устройство 18. На следующем этапе поднятый вафельный сэндвич помещается на слой крема следующего вафельного листа и прессуется на нем. Таким образом, осуществляется укладка. На следующем этапе комбинация из трех вафельных листов и двух слоев крема может быть поднята на следующее время для того чтобы впоследствии прижать ее к следующему вафельному листу со следующим слоем крема. Выравнивание вафельного блока достигается прижатием компонентов вафельного блока укладывающим устройством. В результате вафельный блок может быть выровнен до конечной и/или выбираемой высоты. Предпочтительно укладывающее конвейерное устройство устроено не как обычный, по существу, эластичный нежесткий ленточный конвейер. Наоборот, для поддержки выравнивающей силы и давления укладывающего устройства, может быть предусмотрен, например, всасывающий ленточный конвейер с поддерживаемой конвейерной лентой. Кроме того, может быть предусмотрен держатель счетчика, который направляется непосредственно под ленту укладывающего конвейерного устройства 16.
Предпочтительно, система выполнена таким образом, что первая конвейерная поверхность и вторая конвейерная поверхность соединены или могут быть соединены выше по конвейеру, чем станция укладки посредством выходного переключающего механизма и в частности посредством первого выходного переключателя. В результате первые вафельные листы и вторые вафельные листы можно последовательно доставлять к станции укладки в выбранном количестве и последовательности, в частности посредством укладывающего конвейерного устройства.
Дополнительно система выполнена таким образом, что третья конвейерная поверхность соединена или может быть соединена с укладывающим конвейерным устройством посредством выходного переключающего механизма в станции укладки. В результате, третьи вафельные листы могут быть присоединены к первому вафельному листу или второму вафельному листу для формирования вафельного сандвича непосредственно в станции укладки и, в частности в устройстве создания сэндвичей. В таком случае выходное переключающее устройство расширяется на часть станции укладки.
В соответствии с настоящим изобретением, система может быть применена и/или адаптирована к формированию вафельных блоков с произвольным числом и последовательностью различных компонентов вафельного блока. Например, далее описано производство вафельного блока со следующей структурой слоев сверху вниз:
- вафельный лист (покрывающий вафельный лист);
- слой крема первого крема (крем из темного шоколада);
- вафельный лист;
- слой крема второго крема (крем из диетического шоколада);
- вафельный лист;
- слой крема первого крема (крем из темного шоколада);
- вафельный лист (основной вафельный лист).
Способ или система в соответствии с настоящим изобретением для производства такой структуры вафельного блока, может быть выполнена, например следующим образом:
В принципе, для формирования такого вафельного блока требуется четыре вафельных листа. Эти вафельные листы последовательно передаются вафельной печью к загрузочной станции 4, где последовательность передачи не должна обязательно соответствовать последовательности слоев конечного вафельного блока. Вафельный лист передается посредством входного переключающего механизма и, в частности, посредством первого входного переключателя и второго входного переключателя к третьей конвейерной поверхности 9.
Следующий вафельный лист, поступающий от загрузочной станции 4, передается, например, посредством входного переключающего механизма на первую конвейерную поверхность 5. По ходу первой конвейерной поверхности, первый вафельный лист 2а проходит подающее конвейерное устройство 13а и первую покрывающую станцию 6. В первой покрывающей станции 6 первый вафельный лист 2а покрывается первым слоем 3а крема из первого крема. В данном случае, первый крем представляет собой крем из темного шоколада.
Следующий вафельный лист 2, поступающий от загрузочной станции 4, передается в качестве второго вафельного листа 2b ко второй конвейерной поверхности 7. Там этот второй вафельный лист 2b покрывается вторым слоем 3b крема. Второй слой 3b крема состоит из второго крема, который в данном случае является кремом из диетического шоколада.
Следующий лист, поступающий от загрузочной станции 4, например, снова передается на первую конвейерную поверхность 5 для того, чтобы покрыть его первым слоем 3a крема из первого крема, содержащего темный шоколад.
Процесс покрытия разных конвейерных поверхностей может происходить одновременно или последовательно.
Вафельные листы с их слоями крема перемещаются далее посредством перемещающих конвейерных устройств. Сначала посредством первого перемещающего конвейерного устройства 15а к станции 10 укладки перемещается первый вафельный лист 2а с первым слоем 3a крема. Одновременно третий вафельный лист 2с перемещается посредством третьей конвейерной поверхности 9 и синхронизируется таким образом, чтобы третий вафельный лист 2с и первый вафельный лист 2а размещались, в сущности, непосредственно друг над другом и соединялись вместе в устройстве 17 формирования сэндвичей станции 10 укладки. Укладывающее конвейерное устройство 16 перемещает этот вафельный сэндвич дальше к укладывающему устройству 18. Укладывающее устройство 18 поднимает этот только что сформированный вафельный сэндвич с укладывающего конвейерного устройства 16. Одновременно с этим или последовательно, второй вафельный лист 2b со вторым слоем 3b крема из второго крема, содержащего диетический шоколад, подается второй конвейерной поверхностью 7 к станции 10 укладки. Когда этот компонент вафельного блока находится в укладывающем устройстве 18, вафельный сэндвич придавливается на второй вафельный лист 2b с его вторым слоем 3b крема и прессуется на нем. Одновременно или последовательно с этим, комбинация вафельного сэндвича и второго вафельного листа со вторым слоем крема снова поднимается с укладывающего конвейерного устройства. Следующий первый вафельный лист 2а со следующим первым слоем 3а крема перемещается в станцию 10 укладки. Там поднятая комбинация вафельного сэндвича и второго вафельного листа помещается на следующий первый вафельный лист и, в частности, на первый слой За крема следующего первого вафельного листа и прессуется на нем так, чтобы получилась выбранная структура слоев. Вафельный блок, при необходимости, дополнительное время калибруется и прессуется до стандартного размера. Затем законченный вафельный блок перемещается от станции 10 укладки посредством укладывающего конвейерного устройства 16.
Поставка компонентов вафельного блока от первой конвейерной поверхности 5, второй конвейерной поверхности 7 и третьей конвейерной поверхности 9 осуществляется посредством выходного переключающего механизма 12. Этот выходной переключающий механизм 12 может содержать множество выходных переключателей, в частности первый выходной переключатель 12а и второй выходной переключатель. Они, при необходимости, имеют определенные позиции, посредством чего вафельные листы, которые, как вариант, покрыты кремом, могут поставляться к станции 10 укладки.
Выходной переключающий механизм может, например, содержать поворотные конвейерные устройства, поворотные панели, жесткие конвейерные устройства, жесткие панели или подобные устройства. При необходимости, как и в качестве входного переключающего механизма, так же может быть предусмотрен переключатель трех путей.
Предпочтительно, поворотный элемент выходного переключающего механизма содержит носовую часть. Эта носовая часть предпочтительно направлена в сторону направления транспортировки вафельных листов. При необходимости, однако, выходной переключающий механизм или выходной переключатель также выполнен жестким. В таком случае, конвейерные поверхности могут идти навстречу друг другу под наклоном так, чтобы было возможно передавать вафельные листы. Направляющие устройства, такие как направляющие панели, также могут использоваться для того чтобы транспортировать вафельные листы трех конвейерных поверхностей к станции укладки и, в частности, на укладывающее конвейерное устройство.
Для того чтобы можно было укладывать компоненты вафельного блока в станции 10 укладки точно один на другой, большое значение имеет точный временной контроль поставки и положения отдельных компонентов вафельного блока. Для контроля или настройки позиционирования отдельных компонентов вафельного блока, система в соответствии с настоящим изобретением предпочтительно содержит множество конвейерных устройств. Эти конвейерные устройства выполнены, например, в виде круговых конвейерных устройств. Предпочтительно, отдельными конвейерными устройствами или, по меньшей мере, некоторыми из конвейерных устройств можно управлять или регулировать независимо от других так, чтобы скорости вафельных листов, двигающихся по конвейерным устройствам, управлялись по отдельности. Также могут быть предусмотрены сенсоры для того, чтобы, например, можно было определять положения и/или скорости отдельных компонентов вафельного блока. Для того чтобы сформировать вафельный сэндвич, может быть предусмотрен сенсор, например, вдоль перемещающего конвейерного устройства третьей конвейерной поверхности 9. Он определяет положение третьего вафельного листа. При необходимости можно остановить или замедлить третий вафельный лист для того чтобы направить его к станции укладки только тогда, когда основной вафельный лист со слоем крема будет помещен в предусмотренное положение. Положение основного вафельного листа семью, восьмью, девятью и/или десятью вафельными листами, укладываемыми один поверх другого.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 Вафельный блок
2 Вафельный лист
2а Первый вафельный лист
2b Второй вафельный лист
2с Третий вафельный лист
3 Слой крема
3а Первый слой крема
3b Второй слой крема
4 Загрузочная станция
5 Первая конвейерная поверхность
6 Первая покрывающая станция
7 Вторая конвейерная поверхность
8 Вторая покрывающая станция
9 Третья конвейерная поверхность
10 Станция укладки
11 Входной переключающий механизм
11а' Первое положение
11а'' Второе положение
11b' Первое положение
11b'' Второе положение
12 Выходной переключающий механизм
12а' Первое положение
13 Подающее конвейерное устройство
13а Первое подающее конвейерное устройство
13b Второе подающее конвейерное устройство
14 Покрывающее конвейерное устройство
14а Первое покрывающее конвейерное устройство
14b Второе покрывающее конвейерное устройство
15 Перемещающее конвейерное устройство
15а Первое перемещающее конвейерное устройство
15b Второе перемещающее конвейерное устройство
16 Укладывающее конвейерное устройство
17 Устройство формирования сэндвичей
18 Укладывающее устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ВАФЕЛЬНЫХ БЛОКОВ | 2012 |
|
RU2592445C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВАФЕЛЬНЫХ СЛОИСТЫХ БЛОКОВ | 2012 |
|
RU2588186C2 |
| СМЕННАЯ ПОКРЫВАЮЩАЯ КРЕМОМ ГОЛОВКА | 2015 |
|
RU2701354C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВАФЕЛЬНЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ, ВЫПЕЧЕННЫХ ПОД ДАВЛЕНИЕМ | 2014 |
|
RU2656415C2 |
| ПЕЧЬ | 2009 |
|
RU2504155C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СЭНДВИЧ-ПЕЧЕНЬЯ И Т.П. | 2009 |
|
RU2466539C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКИХ БРУСКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2269269C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПУСТОТЕЛОГО ВЫПЕЧНОГО ИЗДЕЛИЯ | 2012 |
|
RU2587555C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПЛОЩАДЕЙ ПОДА | 2016 |
|
RU2705088C2 |
| СИСТЕМА ОБРАБОТКИ ЛИСТОВ | 2015 |
|
RU2697620C2 |
Группа изобретений относится к системе и способу формирования вафельных блоков (1). Вафельные блоки (1) содержат по меньшей мере три вафельных листа (2) и по меньшей мере два слоя (3) крема из двух различных кремов, причем вафельные листы (2) и слои (3) крема расположены попеременно и лежат параллельно друг на друге. Система формирования вафельных блоков (1) содержит загрузочную станцию (4), на которой отдельные вафельные листы (2), предпочтительно поступающие от вафельной печи, последовательно передаются в систему, первую конвейерную поверхность (5) для транспортировки первых вафельных листов (2а), причем по ходу этой первой конвейерной поверхности (5) предусмотрена первая покрывающая станция (6) для нанесения первого слоя (3а) крема из первого крема на первые вафельные листы (2а), вторую конвейерную поверхность (7) для транспортировки вторых вафельных листов (2b), причем по ходу этой второй конвейерной поверхности (7) предусмотрена вторая покрывающая станция (8) для нанесения второго слоя (3b) крема из второго крема на вторые вафельные листы (2b), третью конвейерную поверхность (9) для транспортировки третьих вафельных листов (2с), станцию (10) укладки, на которой первые вафельные листы (2а) с их первым слоем (3а) крема, вторые вафельные листы (2b) с их вторым слоем (3b) крема и третьи вафельные листы (2с) укладываются, чтобы сформировать один или более вафельных блоков (1), входной переключающий механизм (11), посредством которого вафельные листы (2) от загрузочной станции (4), по выбору, передаются на первую конвейерную поверхность (5), на вторую конвейерную поверхность (7) или на третью конвейерную поверхность (9), и выходной переключающий механизм (12), посредством которого вафельные листы (2) от первой конвейерной поверхности (5), второй конвейерной поверхности (7) или третьей конвейерной поверхности (9), в соответствии с выбором, передаются на станцию (10) укладки. Группа изобретений позволяет обеспечить формирование вафельных блоков с по меньшей мере двумя слоями крема из двух различных кремов с повышенной эффективностью и возможностью выбора последовательности и числа слоев крема. 2 н. и 27 з.п. ф-лы, 2 ил.
1. Система формирования вафельных блоков (1), в которой вафельные блоки (1) содержат по меньшей мере три вафельных листа (2) и по меньшей мере два слоя (2) крема из двух различных кремов, причем вафельные листы (2) и слои (3) крема расположены поочередно и лежат параллельно друг на друге, содержащая:
- загрузочную станцию (4), на которой отдельные вафельные листы (2), предпочтительно поступающие от вафельной печи, последовательно передаются в систему,
- первую конвейерную поверхность (5) для транспортировки первых вафельных листов (2а), причем по ходу этой первой конвейерной поверхности (5) предусмотрена первая покрывающая станция (6) для нанесения первого слоя (3а) крема из первого крема на первые вафельные листы (2а),
- вторую конвейерную поверхность (7) для транспортировки вторых вафельных листов (2b), причем по ходу этой второй конвейерной поверхности (7) предусмотрена вторая покрывающая станция (8) для нанесения второго слоя (3b) крема из второго крема на вторые вафельные листы (2b),
- третью конвейерную поверхность (9) для транспортировки третьих вафельных листов (2с),
- станцию (10) укладки, на которой первые вафельные листы (2а) с их первым слоем (3а) крема, вторые вафельные листы (2b) с их вторым слоем (3b) крема и третьи вафельные листы (2с) укладываются, чтобы сформировать один или более вафельных блоков (1),
- входной переключающий механизм (11), посредством которого вафельные листы (2) от загрузочной станции (4), по выбору, передаются на первую конвейерную поверхность (5), на вторую конвейерную поверхность (7) или на третью конвейерную поверхность (9),
- и выходной переключающий механизм (12), посредством которого вафельные листы (2) от первой конвейерной поверхности (5), второй конвейерной поверхности (7) или третьей конвейерной поверхности (9), в соответствии с выбором, передаются на станцию (10) укладки.
2. Система по п. 1, отличающаяся тем, что первая конвейерная поверхность (5), вторая конвейерная поверхность (7) и третья конвейерная поверхность (9) расположены на расстоянии одна от другой, рядом друг с другом и/или друг над другом, и тем, что первая конвейерная поверхность (5), вторая конвейерная поверхность (7) и третья конвейерная поверхность (9) могут быть соединены одна с другой входным переключающим механизмом (11) и выходным переключающим механизмом (12) так, чтобы вафельные листы (2), поступающие от загрузочной станции (4), можно было бы по выбору перемещать через первую конвейерную поверхность (5), вторую конвейерную поверхность (7) или третью конвейерную поверхность (9) к станции (10) укладки.
3. Система по любому из пп. 1 или 2, отличающаяся тем, что
- по ходу первой конвейерной поверхности (5) вдоль первого направления конвейера выше первой покрывающей станции (6) расположено первое подающее конвейерное устройство (13а) для транспортировки первых вафельных листов (2а) на первую покрывающую станцию (6),
- по ходу первой конвейерной поверхности (5) вдоль первого направления конвейера в области первой покрывающей станции (6) расположено первое покрывающее конвейерное устройство (14а) для транспортировки первых вафельных листов (2а) на первой покрывающей станции (6),
- по ходу первой конвейерной поверхности (5) вдоль первого направления конвейера ниже по конвейеру первой покрывающей станции (6) расположено первое перемещающее конвейерное устройство (15а) для перемещения первых вафельных листов (2а) и нанесенных на них первых слоев (3а) крема от первой покрывающей станции (6) к станции (10) укладки
- и скорость транспортировки первого покрывающего конвейерного устройства (14а) ниже, чем скорость транспортировки первого подающего конвейерного устройства (13а), и/или ниже, чем скорость транспортировки первого перемещающего конвейерного устройства (15а), так чтобы первые вафельные листы (2а), перемещаемые последовательно на первой конвейерной поверхности (5), имели меньшее расстояние друг от друга в области первой покрывающей станции (6), чем по ходу первой конвейерной поверхности (5), выше или ниже по конвейеру, чем первая покрывающая станция (6).
4. Система по любому из пп. 1-3, отличающаяся тем, что
- по ходу второй конвейерной поверхности (7) вдоль второго направления конвейера выше второй покрывающей станции (8) расположено второе подающее конвейерное устройство (13b) для транспортировки вторых вафельных листов (2b) на вторую покрывающую станцию (8),
- по ходу второй конвейерной поверхности (7) вдоль второго направления конвейера, в области второй покрывающей станции (8), расположено второе покрывающее конвейерное устройство (14b) для транспортировки вторых вафельных листов (2b) на второй покрывающей станции (8),
- по ходу второй конвейерной поверхности (7) вдоль второго направления конвейера ниже по конвейеру второй покрывающей станции (8) расположено второе перемещающее конвейерное устройство (15b) для перемещения вторых вафельных листов (2b) и нанесенных на них вторых слоев (3b) крема от второй покрывающей станции (8) к станции (10) укладки
- и скорость транспортировки второго покрывающего конвейерного устройства (14b) ниже скорости транспортировки второго подающего конвейерного устройства (13b) и/или ниже скорости транспортировки второго перемещающего конвейерного устройства (15b), так что вторые вафельные листы (2b), перемещаемые последовательно на второй конвейерной поверхности (7), находятся на меньшем расстоянии друг от друга в области второй покрывающей станции (8), чем по ходу второй конвейерной поверхности (7), выше или ниже по конвейеру, чем вторая покрывающая станция (8).
5. Система по любому из пп. 1-4, отличающаяся тем, что разница скоростей между скоростью транспортировки подающего конвейерного устройства (13) и скоростью транспортировки покрывающего конвейерного устройства (14), в сущности, соответствует величине расстояния между двумя вафельными листами (2), перемещаемыми последовательно на подающем конвейерном устройстве (13), так что вафельные листы (2) на покрывающей станции (6, 8) лежат, в сущности, край к краю и образуют непрерывную, без промежутков, покрываемую поверхность.
6. Система по любому из пп. 3-5, отличающаяся тем, что разница скоростей между скоростью транспортировки в области перемещающего конвейерного устройства (15) и скоростью транспортировки в области покрывающего конвейерного устройства (14), в сущности, соответствует величине расстояния между двумя вафельными листами (2), перемещаемыми последовательно на перемещающем конвейерном устройстве (15), так что вафельные листы (2), которые в покрывающей станции (6, 8) лежат, в сущности, край к краю и образуют непрерывную, без промежутков, покрываемую поверхность, находятся на расстоянии друг до друга в области перемещающего конвейерного устройства (15) для того, чтобы перемещать их на расстоянии друг от друга в станции (10) укладки.
7. Система по любому их пп. 3-6, отличающаяся тем, что в области станции (10) укладки предусмотрено укладывающее конвейерное устройство (16), и тем, что разница скоростей между скоростью транспортировки в области укладывающего конвейерного устройства (16) и скоростью транспортировки в области покрывающего конвейерного устройства (14), в сущности, соответствует величине расстояния между двумя вафельными листами (2), перемещаемыми последовательно на укладывающем конвейерном устройстве (16) и поступающими от конвейерной поверхности.
8. Система по любому из пп. 3-7, отличающаяся тем, что расстояние между двумя вафельными листами (2), перемещаемыми последовательно на перемещающем конвейерном устройстве (15), больше размера вафельного листа (2) в направлении конвейера,
так, что второй вафельный лист (2b) второй конвейерной поверхности (7) может быть помещен между двумя первыми листами (2а) первой конвейерной поверхности (5) посредством выходного переключающего механизма (12),
или так, что первый вафельный лист (2а) первой конвейерной поверхности (5) может быть помещен между двумя вторыми вафельными листами (2b) второй конвейерной поверхности (7) посредством выходного переключающего механизма (12).
9. Система по любому из пп. 1-8, отличающаяся тем, что перемещение вафельных листов (2) в загрузочной станции (4), станции (10) укладки и покрывающих станциях (6, 8) происходит непрерывно,
и тем, что покрытые вафельные листы (2) перемещаются вдоль соответствующей конвейерной поверхности (5, 7, 9), размещены линейно в ряд.
10. Система по любому из пп. 1-9, отличающаяся тем, что скорость транспортировки укладывающего конвейерного устройства (16) больше, чем скорость транспортировки покрывающего конвейерного устройства (14), и, в частности, больше или равна сумме средних скоростей транспортировки первой конвейерной поверхности (5) плюс скорости транспортировки третьей конвейерной поверхности (9) так, что вафельные листы (2) перемещаются на расстоянии друг от друга в станции (10) укладки.
11. Система по любому из пп. 1-10, отличающаяся тем, что подающее конвейерное устройство (13), покрывающее конвейерное устройство (14), перемещающее конвейерное устройство (15) и/или укладывающее конвейерное устройство (16) содержит или содержат один или более ленточных конвейеров, один или более ременных конвейеров, один или более всасывающих ленточных конвейеров или подобных конвейерных устройств.
12. Система по любому из пп. 1-11, отличающаяся тем, что входной переключающий механизм (11) и/или выходной переключающий механизм (12) содержит или содержат переключающий механизм, такой как поворотная пластина, поворотный ленточный конвейер, поворотный ременный конвейер, поворотный всасывающий ленточный конвейер, конвейерные поверхности, наклоненные относительно друг друга и перемещающиеся в направлении конвейера или обратном, подъемник и/или нагнетательная система пневмотранспорта для изменения направления движения и для поднятия вафельных листов.
13. Система по любому из пп. 1-12, отличающаяся тем, что входной переключающий механизм (11) и/или выходной переключающий механизм (12) содержит или содержат множество переключающих механизмов.
14. Система по любому из пп. 1-13, отличающаяся тем, что в ней предусмотрен первый входной переключатель (11а), имеющий первое положение (11а'), в котором вафельные листы (2), поступающие от загрузочной станции (4), передаются на первую конвейерную поверхность (5),
и второе положение (11а''), в котором вафельные листы, поступающие от загрузочной станции (4), перемещаются на вторую конвейерную поверхность (7).
15. Система по любому из пп. 1-14, отличающаяся тем, что в ней предусмотрен второй входной переключатель (11b), имеющий первое положение (11b'), в котором вафельные листы (2), поступающие от загрузочной станции (4) и/или от первого входного переключателя (11а), перемещаются дальше вдоль второй конвейерной поверхности (7),
и второе положение (11b''), в котором вафельные листы (2), поступающие от загрузочной станции (4) и/или от первого входного переключателя (11а), перемещаются на третью конвейерную поверхность (9).
16. Система по любому из пп. 1-15, отличающаяся тем, что в ней предусмотрен первый выходной переключатель (12а), имеющий первое положение (12а'), в котором первые вафельные листы (2а), поступающие от первой покрывающей станции (6), передаются укладывающему конвейерному устройству (16), и второе положение (12а''), в котором вторые вафельные листы (2b), поступающие от второй покрывающей станции (8), передаются укладывающему конвейерному устройству (16).
17. Система по любому из пп. 1-16, отличающаяся тем, что станция укладки содержит винтовое укладывающее устройство, опускное укладывающее устройство или комбинацию устройства формирования сэндвичей и укладывающего устройства.
18. Система по любому из пп. 1-17, отличающаяся тем, что станция (10) укладки содержит устройство (17) формирования сэндвичей, посредством которого первый вафельный лист (2а), покрытый первым кремом, или второй вафельный лист (2b), покрытый вторым кремом, накрывается непокрытым третьим вафельным листом (2с) так, что формируется вафельный сэндвич, содержащий основной вафельный лист, покрывающий вафельный лист и промежуточный слой крема.
19. Система по любому из пп. 1-18, отличающаяся тем, что в ней предусмотрен второй выходной переключатель, посредством которого третьи вафельные листы (2с), поступающие от третьей конвейерной поверхности (9), передаются на укладывающее конвейерное устройство (16) и, в частности, перемещаются непосредственно в устройство (17) формирования сэндвичей для того, чтобы соединить их там с первым вафельным листом (2а), содержащим первый слой (3а) крема, или со вторым вафельным листом (2b), содержащим второй слой (3b) крема, чтобы сформировать вафельный сэндвич.
20. Система по любому из пп. 1-19, отличающаяся тем, что станция (10) укладки содержит укладывающее устройство (18), в котором вафельный сэндвич, содержащий по меньшей мере один покрытый первый вафельный лист (2а) и/или содержащий по меньшей мере один покрытый второй вафельный лист (2b), укладывается так, чтобы сформировался вафельный блок (1).
21. Система по любому из пп. 1-20, отличающаяся тем, что станция (10) укладки содержит выравнивающее устройство или прессовочное устройство, в котором вафельные блоки (1) и их компоненты прессуются до предопределенной или выбираемой высоты.
22. Способ формирования вафельного блока, содержащего три вафельных листа и по меньшей мере два слоя крема из различного крема, причем вафельные листы (2) и слои (3) крема расположены поочередно и лежат параллельно друг другу, содержащий этапы, на которых:
- указывают выбранное число и выбранную последовательность первых вафельных листов, каждый из которых покрыт первым слоем крема из первого крема, и вторых вафельных листов, каждый из которых покрыт вторым слоем крема из второго крема,
- перемещают вафельные листы от загрузочной станции к входному переключающему механизму,
- выбирают положение входного переключающего механизма так, чтобы вафельные листы перемещались по выбору к первой конвейерной поверхности, ко второй конвейерной поверхности или к третьей конвейерной поверхности,
- наносят первый слой крема из первого крема на первый вафельный лист или на первые вафельные листы по ходу первой конвейерной поверхности,
- наносят второй слой крема из второго крема на второй вафельный лист или вторые вафельные листы по ходу второй конвейерной поверхности,
- перемещают третий вафельный лист вдоль третей конвейерной поверхности,
- перемещают первые вафельные листы с первым слоем крема, вторые вафельные листы со вторым слоем крема и третьи вафельные листы через выходной переключающий механизм на станцию укладки
- так, чтобы первый вафельный лист или листы с их первым слоем крема, второй вафельный лист или листы с их вторым слоем крема и третий вафельный лист перемещались последовательно и в количестве и последовательности, соответствующих указанным выбранным количеству и последовательности, на станцию укладки.
23. Способ по пп. 22, содержащий этапы, на которых:
последовательно перемещают вафельные листы вдоль хода первой конвейерной поверхности или вдоль второй конвейерной поверхности
- через подающее конвейерное устройство,
- к покрывающему конвейерному устройству
- и дальше к перемещающему конвейерному устройству,
причем вафельные листы в области покрывающего конвейерного устройства имеют меньшую скорость транспортировки, чем в области подающего конвейерного устройства и/или области перемещающего конвейерного устройства, так чтобы вафельные листы в любом случае в области подающего конвейерного устройства и/или области перемещающего конвейерного устройства находились на большем расстоянии друг от друга, чем в области покрывающего конвейерного устройства.
24. Способ по пп. 23, отличающийся тем, что разница скорости между скоростью транспортировки в области подающего конвейерного устройства и скоростью транспортировки в области покрывающего конвейерного устройства, в сущности, соответствует величине расстояния между двумя вафельными листами, перемещаемыми последовательно на подающем конвейерном устройстве, так чтобы вафельные листы в покрывающей станции лежали, по существу, край к краю и образовывали непрерывную, без промежутков, покрываемую поверхность.
25. Способ по пп. 23 или 24, отличающийся тем, что разница скорости между скоростью транспортировки в области перемещающего конвейерного устройства и скоростью транспортировки в области покрывающего конвейерного устройства, в сущности, соответствует величине расстояния между двумя вафельными листами, перемещаемыми последовательно на подающем конвейерном устройстве, так что вафельные листы, которые лежат в покрывающей станции, в сущности, край к краю и образуют непрерывную, без промежутков, покрываемую поверхность, находятся на расстоянии друг от друга в области перемещающего конвейерного устройства для того, чтобы перемещать их на расстоянии друг от друга на станции укладки.
26. Способ по любому из пп. 23-25, отличающийся тем, что разница скорости между скоростью транспортировки в области укладывающего конвейерного устройства и скоростью транспортировки в области покрывающего конвейерного устройства, в сущности, соответствует величине расстояния между двумя вафельными листами, перемещаемыми последовательно на подающем конвейерном устройстве и поступающими от конвейерной поверхности.
27. Способ по пп. 23-26, отличающийся тем, что расстояние между двумя вафельными листами, перемещаемыми последовательно на перемещающем конвейерном устройстве, больше, чем размер вафельного листа в направлении конвейера, так чтобы можно было поместить второй вафельный лист второй конвейерной поверхности между двумя первыми вафельными листами первой конвейерной поверхности посредством выходного переключающего механизма, или так, чтобы можно было поместить первый вафельный лист первой конвейерной поверхности между двумя вторыми вафельными листами второй конвейерной поверхности.
28. Способ по любому из пп. 22-27, отличающийся тем, что перемещение вафельных листов на загрузочной станции, станции укладки и покрывающей станции происходит непрерывно и покрытые вафельные листы, перемещаемые вдоль соответствующих конвейерных поверхностей, расположены линейно в ряд.
29. Способ по любому из пп. 22-28, отличающийся тем, что вафельный блок, имеющий х первых вафельных листов, y вторых вафельных листов и третий вафельный лист, сформирован так, что вафельный блок содержит х+y+1 вафельный лист и х+y слоев крема.
| Устройство для определения сжимаемости грунтов | 1974 |
|
SU511407A1 |
| US 5201403 A1, 13.04.1993 | |||
| WO 1997047204 A1, 18.12.1997 | |||
| US 20140090227 A1, 03.04.2014. | |||

