Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к табачной упаковке и заготовке, образующей внешний оберточный корпус табачной упаковки.
Уровень техники
[0002] Обычно, табачная упаковка, которая размещает табачные продукты, образована промежуточной оберточной бумагой, с помощью которой обертываются табачные продукты, и внешней оберточной бумагой, с помощью которой покрывается промежуточная оберточная бумага. Этот тип табачной упаковки относится к так называемой отдельной упаковке, в которой в качестве внешней оберточной бумаги используется внешняя оберточная бумага, которая образована из тонкой бумаги и относится к так называемой мягкой упаковке, внешняя оберточная бумага, которая относится к так называемой жесткой упаковке и образована посредством формирования бумажного картона в форму коробки, и тому подобное, и которые известны (со ссылкой на патентный документ 1, например).
[0003] Более того, широко применяется добавление дизайна посредством комбинации названия продукта, торговой марки, изображения, цветов и тому подобного на внешнюю поверхность табачной упаковки для придания визуального эффекта, с целью отличия продукта от других продуктов, и повышения желания купить у покупателей и тому подобное, например.
[0004]
[Патентный документ 1] Национальная публикация международной заявки на патент № 2006-504590
Сущность изобретения
Техническая проблема
[0005] Однако, при попытке получить визуальный эффект полагаясь на дизайн, отпечатываемый на внешней поверхности табачной упаковки, существует проблема безусловного привлечения затрат на изготовление упаковки.
[0006] Настоящее изобретение выполнено ввиду проблемы, подобной этой, и целью настоящего изобретения является обеспечение технологии придания визуального эффекта табачной упаковке, которая размещает табачные продукты, посредством способа, отличного от традиционного способа.
Решение проблемы
[0007] Для решения вышеописанной проблемы, в табачной упаковке в соответствии с настоящим изобретением, полиолефиновые волокна, содержащиеся в содержащем полиолефиновые волокна узле, становятся прозрачными посредством нагревания конкретной области в содержащем полиолефиновые волокна узле внешнего оберточного корпуса, в который оборачивается табачный продукт.
[0008] Более подробно, табачная упаковка в соответствии с настоящим изобретением включает в себя внешний оберточный корпус, в который обертывается табачный продукт, и содержащий полиолефиновые волокна узел, который образует по меньшей мере часть внешнего оберточного корпуса и имеет полиолефиновый волокнистый слой, содержащий полиолефиновые волокна, в которой обработка для придания прозрачности посредством нагревания применяется к конкретной области в содержащем полиолефиновые волокна узле. Более того, настоящее изобретение также может использоваться в качестве заготовки, которая образует внешний оберточный корпус табачной упаковки. То есть, настоящее изобретение представляет собой заготовку, которая образует внешний оберточный корпус табачной упаковки, в который обертывается табачный продукт, включает в себя содержащий полиолефиновые волокна узел, который образует по меньшей мере часть заготовки и имеет полиолефиновый волокнистый слой, содержащий полиолефиновые волокна, в которой обработка для придания прозрачности посредством нагревания применяется к конкретной области в содержащем полиолефиновые волокна узле.
[0009] В соответствии с табачной упаковкой и заготовкой, образующей оберточный корпус в соответствии с настоящим изобретением, ощущение прозрачности придается посредством нагревания конкретной области (ниже, также называемой "областью придания прозрачности") содержащего полиолефиновые волокна узла, таким образом придается внешний вид, отличный от другой области (ниже, также называемой "областью без придания прозрачности"), к которой обработка для придания прозрачности не применяется. Тем самым, визуальный эффект может придаваться табачной упаковке посредством способа, отличного от традиционного способа. Более того, в соответствии с настоящим изобретением, можно придать ощущение и текстуру, которые отличаются от ощущения и текстуры традиционных табачных упаковок. Более того, когда процесс углубления и образования выпуклостей (например, процесс вдавливания) применяется на внешнем оберточном корпусе, в который обертывается табачный продукт, и его заготовке, может происходить растрескивание чернил, растрескивание бумаги или тому подобное, но в соответствии с настоящим изобретением, риск возникновения растрескивания чернил, растрескивания бумаги или тому подобное может быть уменьшен.
[0010] Здесь, содержащий полиолефиновые волокна узел может иметь полиолефиновый волокнистый слой на самом внешнем слое. В соответствии с этим, ощущение прозрачности может придаваться более предпочтительным образом области придания прозрачности содержащего полиолефиновые волокна узла. Более того, в обработке для придания прозрачности, конкретная область в содержащем полиолефиновые волокна узле может нагреваться под давлением. В соответствии с этим, обработка для придания прозрачности может применяться более эффективно. Более того, полиолефиновый волокнистый слой может содержать 5% в расчете на массу или больше и 40% в расчете на массу или меньше полиолефиновых волокон. Тем самым, становится возможным сделать трудным образование бумажной пыли во время изготовления внешнего оберточного корпуса, при этом видимость придания прозрачности в конкретной области, в которой нагревается внешний оберточный корпус, улучшается. Более того, полиолефиновый волокнистый слой может содержать 15% в расчете на массу или больше и 25% в расчете на массу или меньше полиолефиновых волокон. В соответствии с этим, возможность печати может предпочтительно обеспечиваться, при этом становится возможным видеть цвет на стороне внутренней поверхности внешнего оберточного корпуса с внешней стороны.
[0011] Здесь, в содержащем полиолефиновые волокна узле, углубленный и выпуклый декоративный узел, в котором может применяться процесс углубления и образования выпуклостей, предусмотрен на внешней поверхности содержащего полиолефиновые волокна узла, и конкретная область, к которой может применяться обработка для придания прозрачности, связана с углубленным и выпуклым декоративным узлом. Выполняя это, визуальный эффект посредством сравнения области придания прозрачности и области без придания прозрачности внешнего оберточного корпуса может делаться значительно более заметным.
[0012] Здесь, внутренняя поверхность содержащего полиолефиновые волокна узла может иметь цвет, отличный от внешней поверхности содержащего полиолефиновые волокна узла. Выполняя это, в области придания прозрачности, к которой применяется обработка для придания прозрачности, получается визуальный эффект видимости цвета, приданного внутренней поверхности внешнего оберточного корпуса, со стороны передней поверхности внешнего оберточного корпуса, и, следовательно, способность привлекать потребителей может быть больше увеличена. Внутренняя поверхность содержащего полиолефиновые волокна узла может окрашиваться чернилами цвета, отличного от внешней поверхности. Более того, на внутреннюю поверхность содержащего полиолефиновые волокна узла, может наклеиваться листовой материал, имеющий цвет, отличный от внешней поверхности.
[0013] Более того, внешний оберточный корпус может покрываться прозрачной пленкой, которая запечатывает внешний оберточный корпус, и по меньшей мере часть области без придания прозрачности, к которой не применяется обработка для придания прозрачности в содержащем полиолефиновые волокна узле, вертикально может накладываться на узел термосваривания прозрачной пленки. Здесь, узел термосваривания обычно образуется посредством расплавления сваривающего материала, который наносится на внутреннюю поверхность прозрачной пленки, посредством нагревания концевых участков прозрачной пленки при наложении концевых участков прозрачной пленки и склеивания концевых участков прозрачной пленки друг с другом. Запечатывание внешнего оберточного корпуса обычно выполняется в состоянии, в котором табачный продукт упакован (размещен) внутри внешнего оберточного корпуса, и, если в обработке нагреванием во время образования узла термосваривания, температура нагревания становится выше заданной температуры по какой-либо причине, или температура нагревания продолжается в течение большего периода времени, чем заданный период времени, это может негативно влиять на качество табачного продукта.
[0014] Касательно этого, по меньшей мере часть области без придания прозрачности в содержащем полиолефиновые волокна узле размещена таким образом, чтобы вертикально накладываться на узел термосваривания прозрачной пленки, посредством чего, если придание прозрачности полиолефиновому волокнистому слою (полиолефиновым волокнам) подтверждается в области без придания прозрачности, можно судить о наличии вероятности того, что нагревание во время образования узла термосваривания выполнялось не как задано. То есть, наличие или отсутствие ненормальности продукта может проверяться посредством использования внешнего вида внешнего оберточного корпуса, то есть, наличие или отсутствие придания прозрачности области без придания прозрачности в процессе запечатывания внешнего оберточного корпуса.
[0015] Более того, углубленный и выпуклый декоративный узел, в котором процесс углубления и образования выпуклостей применяется на внешней поверхности, может быть предусмотрен в по меньшей мере части области, где область без придания прозрачности и узел термосваривания вертикально накладываются друг на друга, в содержащем полиолефиновые волокна узле. Выполняя это, о наличии или отсутствии ненормальности продукта можно легко судить посредством подтверждения того, была ли или нет придана прозрачность углубленному и выпуклому декоративному узлу, который связан с областью без придания прозрачности.
[0016] Более того, в содержащем полиолефиновые волокна узле, внутренняя поверхность в по меньшей мере части области, где область без придания прозрачности и узел термосваривания вертикально накладываются друг на друга, может иметь цвет, отличный от внешней поверхности. Выполняя это, о наличии или отсутствии ненормальности продукта можно легко судить посредством подтверждения того, имеется ли или нет в области без придания прозрачности, к которой не применяется обработка для придания прозрачности, точка, где цвет, который наносится на внутреннюю поверхность внешнего оберточного корпуса, виден на внешней поверхности.
[0017] В качестве табачных продуктов, подлежащих размещению в табачную упаковку в соответствии с настоящим изобретением, например, приводятся сигареты (сигареты с фильтром, простые сигареты (без фильтра)), сигары (скрутки из сухих табачных листьев), сигариллы, снюс, нюхательный табак, жевательный табак, электронные сигареты и тому подобное.
[0018] Более того, средства для решения проблемы в настоящем изобретении могут применяться в комбинации при условии возможности.
Полезные преимущества изобретения
[0019] В соответствии с настоящим изобретением, становится возможным предложить технология придания визуального эффекта табачной упаковке, которая размещает табачные продукты, посредством способа, отличного от традиционного способа.
Краткое описание чертежей:
[0020] Фиг.1 представляет собой перспективный вид табачной упаковки в соответствии с вариантом осуществления.
Фиг.2 представляет собой вид, показывающий внешний оберточный корпус в соответствии с вариантом осуществления. (a) показывает вид спереди, (b) показывает вид сбоку и (c) показывает вид сзади.
Фиг.3 представляет собой вид, показывающий переднюю поверхность заготовки в соответствии с вариантом осуществления.
Фиг.4 представляет собой вид, показывающий заднюю поверхность заготовки в соответствии с вариантом осуществления.
Фиг.5 представляет собой вид, показывающий конструкцию заготовки в соответствии с вариантом осуществления.
Фиг.6 представляет собой вид, объясняющий обработку для придания прозрачности, которая нагревает конкретную область заготовки в соответствии с вариантом осуществления.
Фиг.7 представляет собой перспективный вид табачной упаковки в соответствии с примером модификации.
Описание варианта осуществления
[0021] Здесь, вариант осуществления табачной упаковки в соответствии с настоящим изобретением будет описываться на основе чертежей. Размеры, материалы, формы, относительные расположения и тому подобное составных элементов, описанных в настоящем варианте осуществления, не предназначены для ограничения технического объема изобретения на исключительно этих размерах, материалах, формах, относительных расположениях и тому подобном, если только конкретно не указано иное.
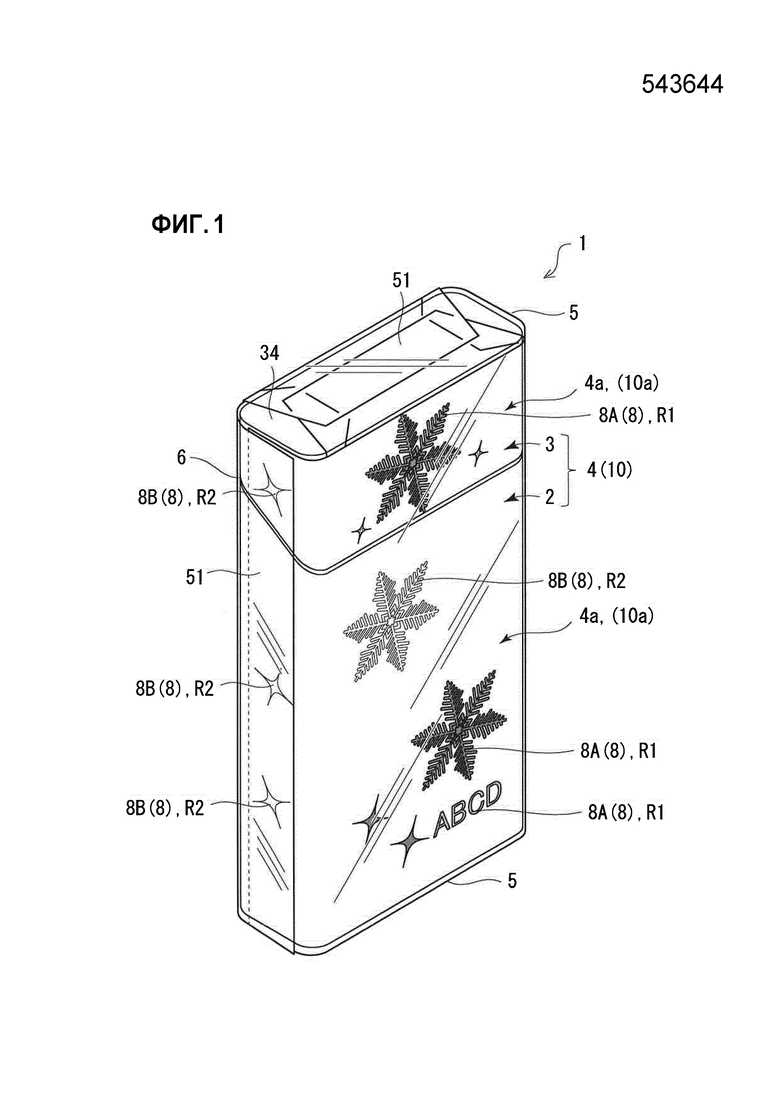
[0022] Фиг.1 представляет собой перспективный вид табачной упаковки 1 в соответствии с вариантом осуществления. Фиг.1 представляет собой перспективный вид упаковки 1 до открывания, если смотреть с передней стороны. Табачная упаковка 1 представляет собой так называемую упаковку с шарнирной крышкой и имеет табачные продукты, упакованные внутри. В настоящем варианте осуществления, случай размещения сигарет в табачной упаковке 1 в качестве примера табачных продуктов будет иллюстративно описываться.
[0023] Табачная упаковка 1 включает в себя внешний оберточный корпус 4, образованный размещающим корпусом 2 и корпусом 3 крышки, и прозрачную пленку 5, которая запечатывает внешний оберточный корпус 4. Размещающий корпус 2 и корпус 3 крышки соединены в виде одного целого посредством шарнира 6, и корпус 3 крышки является открываемым и закрываемым вокруг шарнира 6.
[0024] Внешний оберточный корпус 4 имеет внешнюю форму, сформованную в прямоугольную параллелепипедную форму в состоянии, в котором корпус 3 крышки закрыт относительно размещающего корпуса 2. Внутри размещающего корпуса 2, размещен, например, внутренний оберточный корпус, в котором сигареты обернуты внутренней оберточной бумагой. Внутренняя оберточная бумага образована из материала, имеющего влагоудерживающую способность, ароматоудерживающую способность и тому подобное, и главным образом используется бумага, на которую алюминиевая пленка наносится осаждением или наслаивается. В настоящем описании, подробная компоновка и иллюстрация на чертежах внутреннего оберточного корпуса будут опущены.
[0025] Прозрачная пленка 5 предусмотрена с отрывной лентой (не показана) для открывания прозрачной пленки 5, посредством тянущего воздействия на краевой концевой участок отрывной ленты, прозрачная пленка 5 разрывается, и табачная упаковка 1 может открываться. Прозрачная пленка 5 представляет собой тонкую и прозрачную пленку и образована из такого материала, как полипропилен, целлофан и полиэтилентерефталат, например. Отметим, что в качестве материала прозрачной пленки 5, могут использоваться другие материалы, нежели материалы, перечисленные выше. Более того, ссылочная позиция 51, показанная на фиг.1, обозначает узел термосваривания, в котором концевые участки прозрачной пленки 5 склеиваются. Узел термосваривания относится к части, в которой прозрачные пленки 5 сплавляются посредством тепла. В общем, адгезивный слой (сваривающий материал) образуется на внутренней поверхности прозрачной пленки 5. Когда внешний оберточный корпус 4 запечатывается, листовая прозрачная пленка 5 загибается вдоль внешней поверхности внешнего оберточного корпуса 4, и нагревание и прикладывание давления выполняются в состоянии, в котором концевые участки прозрачной пленки 5 наложены друг на друга. Тем самым, сваривающий материал в концевых участках обертки прозрачной пленки 5 расплавляется, и перекрывающиеся концевые участки склеиваются друг с другом. В результате, внешний оберточный корпус 4 запечатывается прозрачной пленкой 5. В настоящем варианте осуществления, узлы 51 термосваривания образованы в частях, которые соответствуют верхней поверхности, нижней поверхности и боковым поверхностям внешнего оберточного корпуса 4, в прозрачной пленке 5, которая покрывает внешний оберточный корпус 4.
[0026] На фиг.2 показан (a) вид спереди, (b) вид сбоку и (c) вид сзади внешнего оберточного корпуса 4 в соответствии с табачной упаковкой 1 после открывания. Отметим, что в настоящем описании, поверхность, где предусмотрен шарнир 6, будет объясняться в качестве стороны задней поверхности, и противоположная сторона относительно стороны задней поверхности будет объясняться в качестве передней стороны. На чертежах, ссылочная позиция 21 обозначает "переднюю стенку" размещающего корпуса 2, ссылочная позиция 22 обозначает "заднюю стенку" размещающего корпуса 2, и ссылочная позиция 23 обозначает "боковую стенку" размещающего корпуса 2. Отметим, что размещающий корпус 2 имеет нижнюю стенку 24, которая соединена с нижними концами передней стенки 21, задней стенки 22 и левой и правой боковых стенок 23. Более того, на фиг.2, ссылочная позиция 31 обозначает "переднюю стенку" корпуса 3 крышки, ссылочная позиция 32 обозначает "заднюю стенку" корпуса 3 крышки, и ссылочная позиция 33 обозначает "боковую стенку" корпуса 3 крышки. Корпус 3 крышки имеет верхнюю стенку 34, которая соединена с верхними концами передней стенки 31, задней стенки 32 и левой и правой боковых стенок 33.
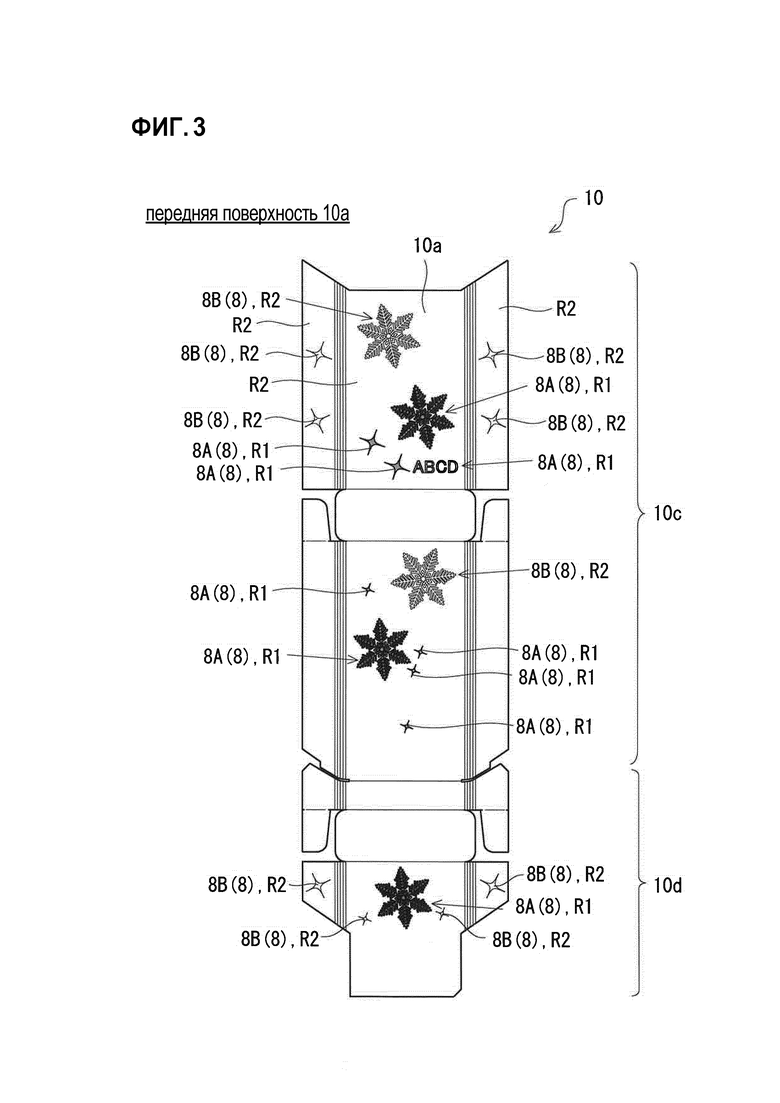
[0027] Далее, заготовка 10, которая образует внешний оберточный корпус 4, будет описываться посредством использования фиг.3 и фиг.4. Фиг.3 представляет собой вид, показывающий переднюю поверхность 10a заготовки 10 в соответствии с вариантом осуществления. Фиг.4 представляет собой вид, показывающий заднюю поверхность 10b заготовки 10 в соответствии с вариантом осуществления. Тонкие линии на фиг.3 и фиг.4 представляют собой линии сгиба заготовки 10, и толстые линии представляют собой линии плоскости отрезания заготовки 10. Заготовка 10 получается посредством разрезания листового основного бумажного листа посредством операции вырезания или тому подобного. Основной бумажный лист может быть образован из бумажного материала такого, как манильский картон или картон, например, но не ограничиваясь этим. Линии сгиба на заготовке 10 представляют собой места для сгибания заготовки 10 во время сборки заготовки 10, и углубления, представляющие собой линии сгиба, образуются, например, когда заготовка 10 отрезается от основного бумажного листа посредством операции вырезания или тому подобного.
[0028] Заготовка 10 имеет форму развернутого внешнего оберточного корпуса 4. Ссылочная позиция и буква 10c на фиг.3 и фиг.4 обозначает "зону размещающего корпуса", представляющую собой размещающий корпус 2 после сборки заготовки 10, и ссылочная позиция и буква 10d обозначает "зону корпуса крышки", представляющую собой корпус 3 крышки после сборки заготовки 10. Здесь, зона 10c размещающего корпуса заготовки 10 сгибается вдоль линии сгиба, и соответствующие точки склеиваются, посредством чего образуется размещающий корпус 2 внешнего оберточного корпуса 4. Более того, зона 10d корпуса крышки заготовки 10 сгибается вдоль линии сгиба, и соответствующие точки склеиваются, посредством чего образуется корпус 3 крышки внешнего оберточного корпуса 4. Отметим, что, когда внешний оберточный корпус 4 собирается из заготовки 10, внешняя поверхность 4a внешнего оберточного корпуса 4 образуется из передней поверхности 10a заготовки 10, и внутренняя поверхность внешнего оберточного корпуса 4 образуется из задней поверхности 10b заготовки 10.
[0029] Основной бумажный лист заготовки 10 образуется из полиолефинового волокнистого слоя (полиолефиновой синтетической пульпы), содержащего полиолефиновые волокна. В производственном процессе заготовки 10 (основного бумажного листа), задняя поверхность заготовки 10 (основного бумажного листа) покрывается окрашивающим агентом предварительно заданного второго цвета, отличного от первого цвета, который представляет собой цвет основной бумаги. В настоящем описании, окрашивающий агент представляет собой общий термин добавок для окрашивания бумажного материала, например краситель и пигмент.
[0030] В настоящем варианте осуществления, в заготовке 10 (основном бумажном листе), разные цвета придаются передней поверхности и задней поверхности в производственном (бумагоделательном) процессе. Ниже, случай использования основной бумаги белого цвета (первого цвета) для заготовки 10 и окрашивание задней поверхности розовыми чернилами в качестве второго цвета будет описываться в качестве примера. Тем самым, получается заготовка 10, в которой передняя поверхность 10a имеет "белый цвет" (здесь, "белый цвет" представляет собой цвет самой основной бумаги), и задняя поверхность 10b имеет "розовый цвет" (здесь, "розовый цвет" представляет собой цвет чернил, которым окрашена задняя поверхность 10b). Отметим, что комбинация первого цвета и второго цвета в заготовке 10 не ограничена на вышеописанной комбинации.
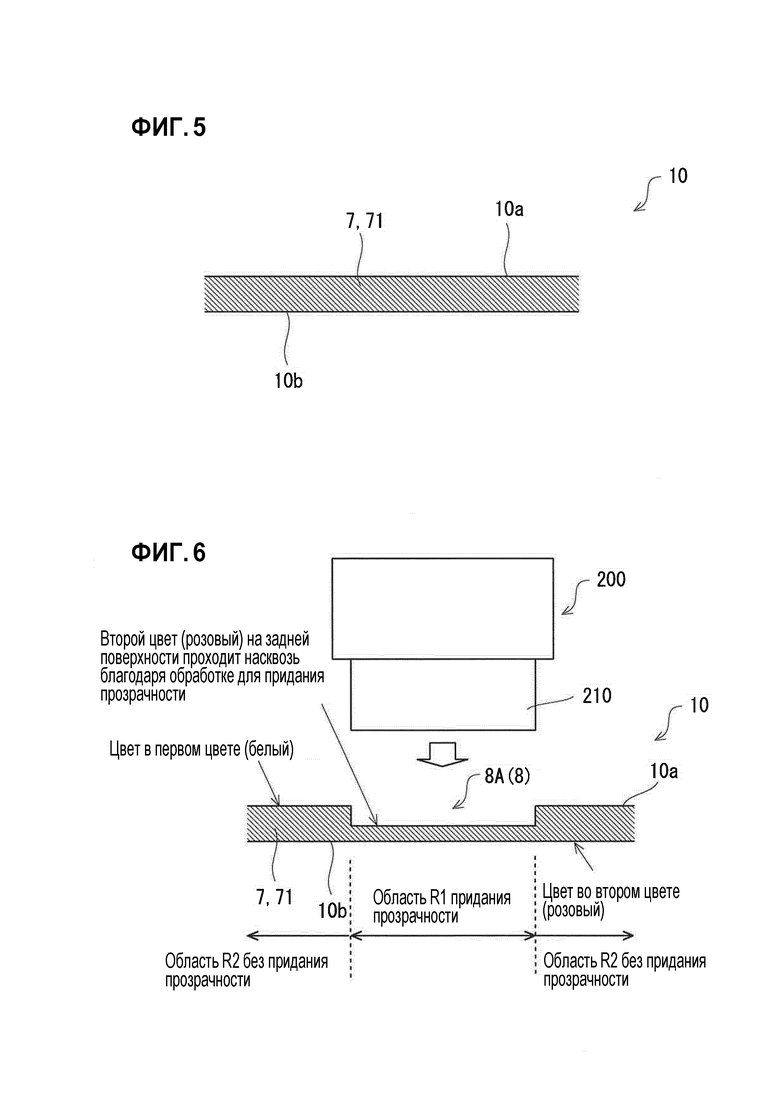
[0031] Здесь, полиолефиновые волокна, которые содержатся в полиолефиновом волокнистом слое заготовки 10 (основном бумажном листе) представляют собой термопластиковые синтетические волокна и изменяют качество при нагревании. Более конкретно, полиолефиновые волокна полиолефинового волокнистого слоя становятся прозрачными (им придается ощущение прозрачности) при нагревании. В настоящем варианте осуществления, содержащий полиолефиновые волокна узел 7 образует всю заготовку 10. Однако, содержащий полиолефиновые волокна узел 7, имеющий полиолефиновый волокнистый слой, который содержит полиолефиновые волокна на самом внешнем слое, может образовывать по меньшей мере часть (то есть, часть или всю) заготовки 10. Более того, в настоящем варианте осуществления, как показано на фиг.5, случай образования содержащего полиолефиновые волокна узла 7 в виде монослойной конструкции из полиолефинового волокнистого слоя 71 описан в качестве примера, но содержащий полиолефиновые волокна узел 7 может быть образован из многослойной конструкции, и в этом случае, полиолефиновый волокнистый слой 71 может размещаться на самом внешнем слое. Тем самым, придание прозрачности полиолефиновому волокнистому слою 71 может визуально распознаваться более заметно, и придание прозрачности полиолефиновым волокнам может визуально распознаваться более эффективно.
[0032] В настоящем варианте осуществления, в содержащем полиолефиновые волокна узле 7 заготовки 10, содержание полиолефиновых волокон, содержащихся в полиолефиновом волокнистом слое 71, задается в пределах диапазона от 5 до 40% в расчете на массу. В качестве высокомолекулярного полимера, который используется в полиолефиновой синтетической пульпе, которая образует полиолефиновый волокнистый слой 71, может использоваться, например, полипропилен, полиэтилен и тому подобное.
[0033] Здесь, процесс углубления и образования выпуклостей, например, процесс вдавливания и процесс выдавливания, применяется к передней поверхности 10a заготовки 10. Ссылочная позиция 8, показанная на фиг.3, обозначает "углубленный и выпуклый декоративный узел", который образован на передней поверхности 10a заготовки 10. В настоящем варианте осуществления, углубленный и выпуклый декоративный узел 8 образован в виде углубленного участка, который углублен в углубленную форму по сравнению с другими областями, посредством процесса вдавливания, процесса выдавливания или тому подобного. Отметим, что углубленный и выпуклый декоративный узел 8 может быть образован в виде выпуклого узла, который выступает в выпуклую форму по сравнению с другими областями. Углубленный и выпуклый декоративный узел 8 образован для придания углубленного и выпуклого дизайна передней поверхности 10a заготовки 10 посредством процесса углубления и образования выпуклостей, который выполняется в форме фигуры, рисунка, названия продукта, торговой марки и тому подобного.
[0034] В заготовке 10, показанной на фиг.3, обработка для придания прозрачности посредством нагревания применяется к конкретным областям заготовки 10. Области, к которым применяется обработка для придания прозрачности в заготовке 10, размещаются во взаимосвязи с углубленными и выпуклыми декоративными узлами 8. В заготовке 10 в настоящем варианте осуществления, углубленные и выпуклые декоративные узлы 8 предусмотрены во множестве точек на передней поверхности 10a, и обработка для придания прозрачности применяется к областям, соответствующим некоторым углубленным и выпуклым декоративным узлам 8, вместо всех углубленных и выпуклых декоративных узлов 8. Ниже, в заготовке 10, области, к которым применяется обработка для придания прозрачности, будут называться "областью R1 придания прозрачности". Отметим, что области, которые соответствуют всем углубленным и выпуклым декоративным узлам 8, могут становиться "областями R1 придания прозрачности" посредством применения обработки для придания прозрачности к областям, соответствующим всем из множества углубленных и выпуклых декоративных узлов 8.
[0035] Фиг.6 представляет собой схему, объясняющую обработку для придания прозрачности, которая нагревает конкретные области заготовки 10 в соответствии с вариантом осуществления. В настоящем варианте осуществления, область R1 придания прозрачности заготовки 10 нагревается посредством приведения нагревающего узла 210 нагревающего устройства 200 в контакт с передней поверхностью 10a заготовки 10 в состоянии, где образуются углубленные и выпуклые декоративные узлы 8. Температура нагревания нагревающего устройства 200 задается на температуру, при которой полиолефиновые волокна, содержащиеся в полиолефиновом волокнистом слое 71 (полиолефиновой синтетической пульпе), могут расплавляться во время нагревания заготовки 10. Например, полиолефиновые волокна расплавляются при, приблизительно, 135°C, и, следовательно, температура нагревания нагревающего устройства 200 может задаваться на 135°C, или температуру, которая незначительно выше 135°C. Отметим, что при обработке для придания прозрачности, нагревающий узел 210 нагревающего устройства 200 может приводиться в контакт с задней поверхностью 10b заготовки 10, и полиолефиновый волокнистый слой 71 может нагреваться со стороны задней поверхности 10b, и тем самым становиться прозрачным. Более того, на фиг.5, описанной выше, показана заготовка 10 до образования углубленных и выпуклых декоративных узлов 8 на передней поверхности 10a.
[0036] Когда области R1 придания прозрачности в заготовке 10 нагреваются, полиолефиновые волокна в полиолефиновом волокнистом слое 71 расплавляются и становятся прозрачными. Здесь, будет описан механизм, во время которого полиолефиновый волокнистый слой 71 становится прозрачным. Полиолефиновая синтетическая пульпа, которая образует полиолефиновый волокнистый слой 71, находится в состоянии, где полиолефиновые волокна и волокна пульпы сплетаются друг с другом, и внешне не выглядит прозрачной. Однако, посредством нагревания полиолефинового волокнистого слоя 71 в вышеупомянутой обработке для придания прозрачности, расплавленные полиолефиновые волокна интегрируются друг с другом. Полиолефиновые волокна в полиолефиновом волокнистом слое 71 интегрируются друг с другом таким образом, и тем самым, свет легко проходит насквозь. В результате, цвет на задней поверхности 10b заготовки 10 пропускается, и цвет задней поверхности 10b может визуально распознаваться. В настоящем описании, "придание прозрачности" означает, что свет легко проходит через полиолефиновые волокна, которые интегрированы полиолефиновыми волокнами, содержащимися в расплавляющемся полиолефиновом волокнистом слое 71, и цвет на задней поверхности 10b заготовки 10 можно быть виден со стороны передней поверхности 10a.
[0037] Отметим, что в обработке для придания прозрачности в соответствии с настоящим вариантом осуществления, области R1 придания прозрачности в содержащем полиолефиновые волокна узле 7 нагреваются под давлением. Нагревание и прикладывание давления выполняются относительно полиолефинового волокнистого слоя 71, соответствующего областям R1 придания прозрачности, одновременно, посредством чего полиолефиновые волокна легче интегрируются. В результате, обеспечивается преимущество возможности применения эффективной обработки для придания прозрачности в течение более короткого периода времени. Более того, в настоящем варианте осуществления, полиолефиновый волокнистый слой 71 размещается на самом внешнем слое содержащего полиолефиновые волокна узла 7, но настоящее изобретение не ограничено на этом. Однако, посредством размещения полиолефинового волокнистого слоя 71 на самом внешнем слое содержащего полиолефиновые волокна узла 7, ощущение прозрачности может придаваться более предпочтительным образом областям R1 придания прозрачности, к которым применяется обработка для придания прозрачности, и цвет на задней поверхности 10b заготовки 10 можно еще легче видеть со стороны передней поверхности 10a.
[0038] В частности, в полиолефиновом волокнистом слое 71, образующем заготовку 10, содержание полиолефиновых волокон регулируется в пределах диапазона от 5 до 40% в расчете на массу, таким образом полиолефиновый волокнистый слой 71 не становится полностью прозрачным, и возникает явление, в котором придается ощущение прозрачности по сравнению с областями (в дальнейшем называемыми "областями R2 без придания прозрачности"), к которым обработка для придания прозрачности не применяется. В результате, заготовка 10 может получать визуальный эффект того, что розовый цвет (второй цвет), который наносится на сторону задней поверхности 10b, виден на стороне передней поверхности 10a, в областях R1 придания прозрачности в содержащем полиолефиновые волокна узле 7. То есть, получается новый визуальный эффект, который не был получен традиционно, состоящий в том, что части, соответствующие областям R1 придания прозрачности содержащего полиолефиновые волокна узла 7, в передней поверхности 10a, выглядят, как если бы части были окрашены в розовый (второй цвет), хотя цвет основной бумаги в заготовке 10 в действительности белый (первый цвет).
[0039] Соответственно, во внешнем оберточном корпусе 4 табачной упаковки 1, которая образуется посредством использования заготовки 10 в соответствии с настоящим вариантом осуществления, как также показано на фиг.1 и фиг.2, в областях R1 придания прозрачности заготовки 10, розовый цвет (второй цвет), который наносится на сторону внутренней поверхности, может быть виден на стороне внешней поверхности 4a таким образом, чтобы визуально распознаваться, и разница во внешнем виде от белого цвета (первого цвета), демонстрируемого областями R2 без придания прозрачности, к которым обработка для придания прозрачности не применяется, может привлекать потребителей. Как указано выше, в соответствии с заготовкой 10 и табачной упаковкой 1, использующей заготовку 10 в соответствии с настоящим вариантом осуществления, становится возможным придавать новый визуальный эффект с помощью способа, отличного от традиционного способа, независимо от дизайна, отпечатываемого на внешней поверхности упаковки. Следовательно, в соответствии с табачной упаковкой 1 и заготовкой 10, которая образует внешний оберточный корпус 4 табачной упаковки 1 в соответствии с настоящим вариантом осуществления, способность привлекать потребителей может быть больше увеличена по сравнению с традиционной табачной упаковкой и заготовкой. Более того, в соответствии с табачной упаковкой 1 в соответствии с настоящим вариантом осуществления, можно придать ощущение и текстуру, которые отличаются от ощущения и текстуры традиционных табачных упаковок. Более того, когда процесс углубления и образования выпуклостей (например, процесс вдавливания) применяется на внешнем оберточном корпусе 4 и заготовке 10 внешнего оберточного корпуса 4, может происходить растрескивание чернил, растрескивание бумаги или тому подобное, но в соответствии с табачной упаковкой 1, риск растрескивания чернил, растрескивания бумаги или тому подобное может быть уменьшен.
[0040] Отметим, что в настоящем варианте осуществления, в содержащем полиолефиновые волокна узле 7 заготовки 10, содержание полиолефиновых волокон, содержащихся в полиолефиновом волокнистом слое 71, задается в диапазоне от 5 до 40% в расчете на массу, но при задании содержания полиолефиновых волокон в полиолефиновом волокнистом слое 71 на 5% в расчете на массу или больше, потребители легко визуально распознают придание прозрачности областям R1 придания прозрачности, когда потребители видят внешний оберточный корпус 4 табачной упаковки 1. Более того, если содержание полиолефиновых волокон в полиолефиновом волокнистом слое 71 еще увеличивается, прозрачность полиолефинового волокнистого слоя 71 посредством применения обработки для придания прозрачности еще увеличивается, но, когда содержание полиолефиновых волокон становится чрезмерно высоким, бумажная пыль легко образуется во время изготовления заготовки 10, и существует проблема того, что на печать оказывается негативное воздействие. Таким образом, с точки зрения уменьшения образования бумажной пыли во время изготовления заготовки 10, является предпочтительным задавать содержание полиолефиновых волокон в полиолефиновом волокнистом слое 71 на 40% в расчете на массу или меньше. Из вышеприведенного, с точки зрения уменьшения образования бумажной пыли во время изготовления заготовки 10, при этом повышая видимость придания прозрачности областям R1 придания прозрачности во внешнем оберточном корпусе 4, полиолефиновый волокнистый слой 71, предпочтительно, содержит 5% в расчете на массу или больше и 40% в расчете на массу или меньше полиолефиновых волокон.
[0041] Более того, описывая предпочтительный диапазон полиолефиновых волокон в полиолефиновом волокнистом слое 71 более подробно, является особенно предпочтительным задавать содержание полиолефиновых волокон в полиолефиновом волокнистом слое 71 на 15% в расчете на массу или больше, для того, чтобы увидеть цвет на задней поверхности 10b в заготовке 10 со стороны внешней поверхности 10a. Более того, для обеспечения возможности печати на заготовке 10 предпочтительным образом, является особенно предпочтительным задавать содержание полиолефиновых волокон в полиолефиновом волокнистом слое 71 на 25% в расчете на массу или меньше. Из вышеприведенного, можно сказать, что полиолефиновый волокнистый слой 71 особенно предпочтительно содержит 15% в расчете на массу или больше и 25% в расчете на массу или меньше полиолефиновых волокон.
[0042] Более того, в настоящем варианте осуществления, области придания прозрачности заготовки 10 и внешний оберточный корпус 4, образованный заготовкой 10, размещаются во взаимосвязи с углубленными и выпуклыми декоративными узлами 8. Выполняя это, углубленный и выпуклый дизайн, который придается посредством углубленных и выпуклых декоративных узлов 8, и области, в которых содержащий полиолефиновые волокна узел 7 становится прозрачным, могут связываться друг с другом. В результате, визуальный эффект посредством контраста областей R1 придания прозрачности и областей R2 без придания прозрачности внешнего оберточного корпуса 4 может делаться значительно более заметным.
[0043] Здесь, ссылочная буква A написана в углубленных и выпуклых декоративных узлах 8, соответствующих областям R1 придания прозрачности, из множества углубленных и выпуклых декоративных узлов 8, которые образованы на внешней поверхности 4a (передней поверхности 10a) внешнего оберточного корпуса 4 (заготовки 10), и ниже, углубленные и выпуклые декоративные узлы 8, соответствующие областям R1 придания прозрачности, будут называться "углубленными и выпуклыми декоративными узлами 8A придания прозрачности". Ссылочная буква B написана в углубленных и выпуклых декоративных узлах 8, соответствующих областям R2 без придания прозрачности, из множества углубленных и выпуклых декоративных узлов 8, и ниже, углубленные и выпуклые декоративные узлы 8, соответствующие областям R2 без придания прозрачности, будут называться "углубленными и выпуклыми декоративными узлами 8B без придания прозрачности". На фиг.1-фиг.3, штриховка нанесена на углубленные и выпуклые декоративные узлы 8A придания прозрачности. Штриховка не нанесена на углубленные и выпуклые декоративные узлы 8B без придания прозрачности.
[0044] Углубленный и выпуклый декоративный узел 8B без придания прозрачности и углубленный и выпуклый декоративный узел 8A придания прозрачности - обоим придан углубленный и выпуклый дизайн, но внешние виды обоих из них отличаются друг от друга с той точки зрения, что первый (углубленный и выпуклый декоративный узел 8B без придания прозрачности) демонстрирует один и тат же белый цвет (первый цвет), что и область R2 без придания прозрачности, тогда как последний (углубленный и выпуклый декоративный узел 8A придания прозрачности) демонстрирует розовый цвет (второй цвет), аналогичный внутренней поверхности (задней поверхности 10b). Таким образом, во внешнем оберточном корпусе 4 (заготовке 10) в соответствии с настоящим вариантом осуществления, вместо всех углубленных и выпуклых декоративных узлов 8, которые предусмотрены во множестве точек, только некоторые углубленные и выпуклые декоративные узлы 8 образованы в качестве углубленных и выпуклых декоративных узлов 8A придания прозрачности, а остальные углубленные и выпуклые декоративные узлы 8 образованы в качестве углубленных и выпуклых декоративных узлов 8B без придания прозрачности, посредством чего в одних и тех же углубленных и выпуклых декоративных узлах 8 внешние виды побуждаются существенно отличаться. Тем самым, визуальный эффект, который получается обработкой для придания прозрачности на содержащем полиолефиновые волокна узле 7 внешнего оберточного корпуса 4 (заготовки 10), может делаться более заметным.
[0045] В частности, как показано на фиг.1, углубленные и выпуклые декоративные узлы 8B без придания прозрачности, к которым не применяется обработка для придания прозрачности посредством нагревания, размещены на боковых стенках 23 размещающего корпуса 2 и боковых стенках 33 корпуса 3 крышки во внешнем оберточном корпусе 4. Более того, в табачной упаковке 1, узлы 51 термосваривания прозрачной пленки 5 размещены вдоль боковых стенок 23 размещающего корпуса 2 и боковых стенок 33 корпуса 3 крышки. В настоящем варианте осуществления, по меньшей мере некоторые области R2 без придания прозрачности, к которым не применяется обработка для придания прозрачности, в содержащем полиолефиновые волокна узле 7 во внешнем оберточном корпусе 4, образованы таким образом, чтобы вертикально накладываться на узлах 51 термосваривания прозрачной пленки 5. Более конкретно, в содержащем полиолефиновые волокна узле 7, в по меньшей мере некоторых областях, где области R2 без придания прозрачности и узлы 51 термосваривания вертикально накладываются друг на друга, предусмотрены углубленные и выпуклые декоративные узлы, в которых применяется процесс углубления и образования выпуклостей на внешней поверхности 4a. То есть, в табачной упаковке 1, узлы 51 термосваривания прозрачной пленки 5 размещены в местах, где узлы 51 термосваривания вертикально накладываются на углубленные и выпуклые декоративные узлы 8B без придания прозрачности, которые образованы на боковых стенках 23 и 33 внешнего оберточного корпуса 4.
[0046] Здесь, узлы 51 термосваривания прозрачной пленки 5 нагреваются до высокой температуры посредством машины для термосваривания (не показана) в течение только относительно короткого периода времени таким образом сваривающий материал расплавляется и концевые участки прозрачной пленки 5 склеиваются друг с другом. В настоящем варианте осуществления, температура плавления полиолефиновых волокон, подлежащих использованию, температура нагревания, период времени нагревания машины для термосваривания и тому подобное регулируются таким образом, что придание прозрачности полиолефиновому волокнистому слою 71 в областях R2 без придания прозрачности не происходит, в пределах диапазона, где термосваривание посредством машины для термосваривания выполняется надлежащим образом. Соответственно, если придание прозрачности полиолефиновому волокнистому слою 71 в областях R2 без придания прозрачности (углубленных и выпуклых декоративных узлах 8B без придания прозрачности) происходит в момент времени, в который термосваривание посредством машины для термосваривания завершено, то есть, в момент времени, в который запечатывание внешнего оберточного корпуса 4 посредством прозрачной пленки 5 завершено, это означает, что произошло непреднамеренное придание прозрачности.
[0047] Таким образом, если произошло непреднамеренное придание прозрачности полиолефиновому волокнистому слою 71 в областях R2 без придания прозрачности (углубленных и выпуклых декоративных узлах 8B без придания прозрачности), можно судить о том, что имеется сомнение в том, что термосваривание выполняется при условии, что температура нагревания машины для термосваривания выше заданной температуры, или период времени нагревания больше заданного периода времени нагревания по какой-либо причине. Отметим, что непреднамеренное придание прозрачности, подобное этому, может определяться на основании того факта, что области R2 без придания прозрачности (например, углубленные и выпуклые декоративные узлы 8B без придания прозрачности) во внешней поверхности 4a не демонстрируют белый цвет (первый цвет), а демонстрирует розовый цвет (второй цвет) в момент времени, в который запечатывание внешнего оберточного корпуса 4 посредством прозрачной пленки 5 завершено, например.
[0048] Как изложено выше, в настоящем варианте осуществления, наличие или отсутствие производственной ненормальности может проверяться посредством использования внешнего вида внешнего оберточного корпуса 4, то есть, наличие или отсутствие придания прозрачности областям R2 без придания прозрачности в процессе запечатывания внешнего оберточного корпуса 4. То есть, внешний оберточный корпус 4 в соответствии с настоящим вариантом осуществления имеет преимущество, заключающееся в возможности использования для способствования определению производственной ненормальности в процессе обертывания табачных продуктов, дополнительно к эффекту, заключающемуся в способности придавать новый визуальный эффект посредством способа, отличного от традиционного способа. В частности, в настоящем варианте осуществления, узлы 51 термосваривания прозрачной пленки 5 размещены в участках, где узлы 51 термосваривания вертикально накладываются на углубленные и выпуклые декоративные узлы 8B без придания прозрачности внешнего оберточного корпуса 4, и, следовательно, наличие или отсутствие ненормальности продукта может легко определяться на основании того, происходит ли или не происходит придание прозрачности углубленным и выпуклым декоративным узлам 8B без придания прозрачности. Более того, во внешнем оберточном корпусе 4 в настоящем варианте осуществления, внутренняя поверхность в по меньшей мере некоторых областях, где области R2 без придания прозрачности внешнего оберточного корпуса 4 и узлы 51 термосваривания вертикально накладываются друг на друга, окрашиваются в цвет, отличный от внешней поверхности, и, следовательно, наличие или отсутствие ненормальности продукта может легко определяться посредством подтверждения того, имеется ли или нет в областях R2 без придания прозрачности точка, где цвет, который добавлен на внутреннюю поверхность внешнего оберточного корпуса 4, виден на внешней поверхности.
[0049] Более того, во внешнем оберточном корпусе 4 (заготовке 10) в соответствии с настоящим вариантом осуществления, цвет, который отличается от цвета на внешней поверхности 4a, придается внутренней поверхности содержащего полиолефиновые волокна узла 7. В соответствии с этим, разница во внешнем виде между областью R1 придания прозрачности, на которой осуществляется придание прозрачности посредством обработки для придания прозрачности на содержащем полиолефиновые волокна узле 7, и областью R2 без придания прозрачности может делаться более заметной, и потребители могут распознавать разницу гораздо легче. Однако, в настоящем варианте осуществления, внутренняя поверхность и внешняя поверхность 4a, относящиеся к содержащему полиолефиновые волокна узлу 7, необязательно должны иметь разные цвета. В случае, подобном этому, табачная упаковка 1 может создавать новый визуальный эффект на основании разницы во внешнем виде между областью R1 придания прозрачности и областью R2 без придания прозрачности, и способность привлекать потребителей может быть увеличена.
[0050] В настоящем варианте осуществления, передняя поверхность 10a заготовки 10 не окрашивается чернилами, как описано выше, но цвет, отличный от передней поверхности 10a, придается задней поверхности 10b посредством окрашивания задней поверхности 10b в цвет, отличный от цвета основной бумаги, но настоящее изобретение не ограничено на этом. Например, передняя поверхность 10a заготовки 10 может окрашиваться чернилами, и задняя поверхность 10b может окрашиваться в цвет, отличный от передней поверхности 10a. Например, указан вариант в качестве примера, в котором передняя поверхность 10a заготовки 10 окрашивается красными чернилами, а задняя поверхность 10b окрашивается синими чернилами. В этом случае, получается такой визуальный эффект, что посредством нагревания области R1 придания прозрачности в заготовке 10, передняя поверхность 10a выглядит "синей", причем синий цвет нанесен на заднюю поверхность 10b, или "пурпурной", в которой "красный" на передней поверхности 10a и "синий" на задней поверхности 10b смешиваются, хотя передняя поверхность 10a в области R1 прозрачности окрашена в "красный".
[0051] Более того, в примере, показанном на фиг.6, задняя поверхность 10b заготовки 10 представляет собой плоскую поверхность, но разность уровней может быть образована в граничном участке между углубленными и выпуклыми декоративными узлами 8 и окружением углубленных и выпуклых декоративных узлов 8. Например, в углубленных и выпуклых декоративных узлах 8 заготовки 10, стороны передней поверхности 10a могут быть углублены по сравнению с другими областями, а стороны задней поверхности 10b могут быть выпуклыми по сравнению с другими областями. Наоборот, в углубленных и выпуклых декоративных узлах 8 заготовки 10, стороны передней поверхности 10a могут быть выпуклыми по сравнению с другими областями, а стороны задней поверхности 10b могут быть углублены по сравнению с другими областями.
[0052] Более того, в примере, показанном на фиг.5, содержащий полиолефиновые волокна узел 7 заготовки 10 образован в виде монослойной конструкции, но может быть образован в виде многослойной конструкции посредством образования стороны передней поверхности 10a заготовки 10, которая образует внешнюю поверхность 4a внешнего оберточного корпуса 4, посредством полиолефинового волокнистого слоя 71 и наклеивания другой основной бумаги, пленки или тому подобного на полиолефиновый волокнистый слой 71. Например, в производственном процессе заготовки 10 (основного бумажного листа), основная бумага или тому подобное, которая окрашена в цвет, отличный от цвета полиолефинового волокнистого слоя 71, может наклеиваться на полиолефиновый волокнистый слой 71. В варианте, подобном этому, в области R1 придания прозрачности заготовки 10, происходит придание прозрачности полиолефиновому волокнистому слою 71, виден цвет на нижнем слое, и может демонстрироваться превосходный визуальный эффект. Более того, в соответствии с вариантом, подобном этому, впечатление, которое не может легко выражаться чернилами, может быть придано внешней поверхности 4a внешнего оберточного корпуса 4. Например, становится возможным изображать водный знак с металлическим ощущением в области R1 придания прозрачности посредством наклеивания алюминиевой бумаги или тому подобного на внутреннюю поверхность внешнего оберточного корпуса 4.
[0053] Более того, во внешнем оберточном корпусе 4 (заготовке 10) в соответствии с настоящим вариантом осуществления, области R1 придания прозрачности размещены во взаимосвязи только с углубленными и выпуклыми декоративными узлами 8, но настоящее изобретение не ограничено на этом. Например, области R1 придания прозрачности заданы в областях, где углубленные и выпуклые декоративные узлы 8 не предусмотрены, и может выполняться придание прозрачности полиолефиновому волокнистому слою 71, относящемуся к областям.
[0054] Отметим, что в настоящем варианте осуществления, случай выполнения обработки для придания прозрачности полиолефиновому волокнистому слою 71 посредством нагревания, посредством использования нагревающего устройства 200, конкретных областей в передней поверхности 10a заготовки 10, где образованы углубленные и выпуклые декоративные узлы 8, описан в качестве примера, но настоящее изобретение не ограничено на этом. Полиолефиновый волокнистый слой 71 может становиться прозрачным посредством непосредственного нагревания полиолефинового волокнистого слоя 71 заготовки 10 посредством рельефно-формовочного штампа, когда рельефно-формовочный штамп, образованный на передней поверхности рельефно-формовочных вальцов для образования углубленных и выпуклых декоративных узлов 8, контактирует с передней поверхностью 10a заготовки 10, например. В этом случае, этап образования углубленных и выпуклых декоративных узлов 8 на передней поверхности 10a заготовки 10 и этап придания прозрачности полиолефиновому волокнистому слою 71 в областях R1 придания прозрачности заготовки 10 могут выполняться за один и тот же этап, и, следовательно, количество этапов, которые требуются для изготовления табачной упаковки 1, может быть уменьшено. Более того, когда дизайн наносится на переднюю поверхность упаковки посредством печати, и процесс углубления и образования выпуклостей применяется таким образом, чтобы накладываться на дизайн, имеется вероятность смещения отпечатанного дизайна, и происходит процесс углубления и образования выпуклостей. Относительно этого, в табачной упаковке 1 в соответствии с настоящим вариантом осуществления, области, в которых кажется, что розовый цвет (второй цвет), который наносится на заднюю поверхность 10b, проявляется на передней поверхности 10a и виден посредством выполнения придания прозрачности полиолефиновому волокнистому слою 71, не находятся за пределами областей, где образованы углубленные и выпуклые декоративные узлы 8, и получается преимущество того, что смещение обеих из них никогда не может происходить.
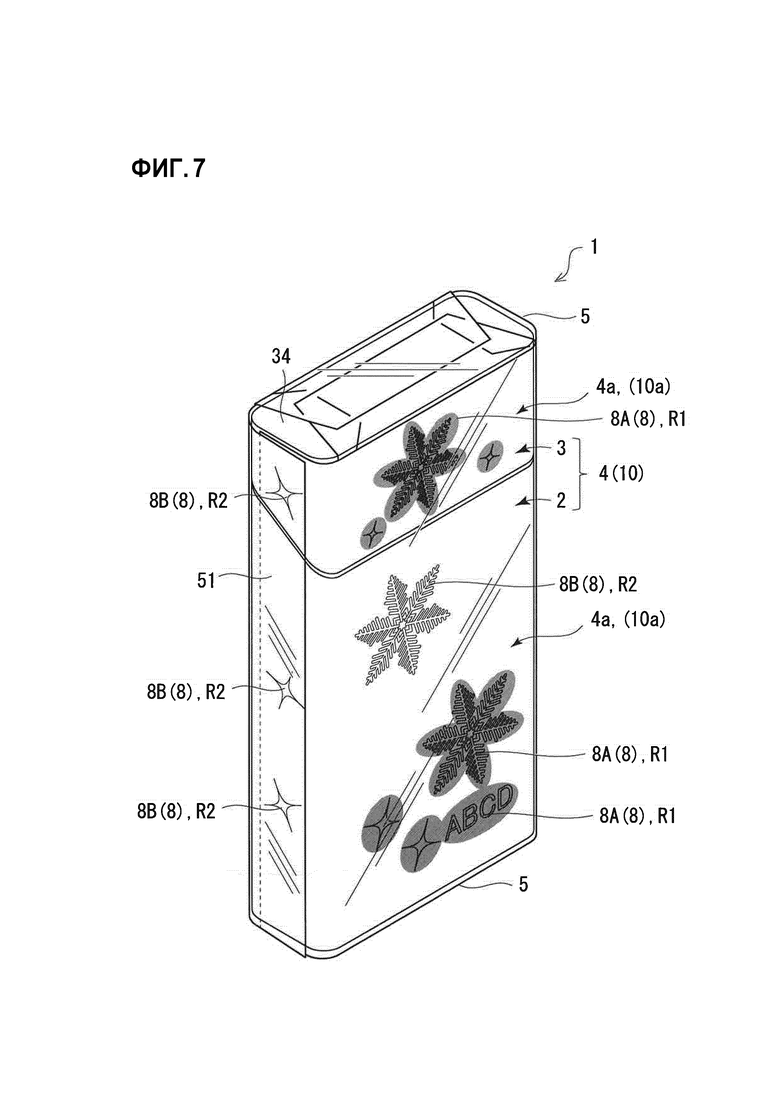
[0055] Хотя предпочтительный вариант осуществления настоящего изобретения описан таким образом, надлежащие изменения могут добавляться к вышеописанному варианту осуществления в диапазоне, не отступая от сущности настоящего изобретения. Фиг.7 представляет собой перспективный вид табачной упаковки 1 в соответствии с примером модификации. Во внешнем оберточном корпусе 4 табачной упаковки 1 на фиг.1 и фиг.2, контур (граничная линия от области R2 без придания прозрачности) области R1 придания прозрачности, которая связана с углубленным и выпуклым декоративным узлом 8 (углубленным и выпуклым декоративным узлом 8A придания прозрачности), совпадает с контуром углубленного и выпуклого декоративного узла 8 (углубленного и выпуклого декоративного узла 8A придания прозрачности), но настоящее изобретение не ограничено на этом. То есть, в качестве примера модификации, показанного на фиг.7, положения контура области R1 придания прозрачности и контура углубленного и выпуклого декоративного узла 8 (углубленного и выпуклого декоративного узла 8A придания прозрачности) могут быть смещены, и вариант, подобный этому, также попадает в категорию, в которой область R1 придания прозрачности и углубленный и выпуклый декоративный узел 8 (углубленный и выпуклый декоративный узел 8A придания прозрачности) связаны друг с другом. Более того, в примере модификации, показанном на фиг.7, контуры областей R1 придания прозрачности размещены снаружи контуров углубленных и выпуклых декоративных узлов 8 (углубленных и выпуклых декоративных узлов 8A придания прозрачности) таким образом, что области R1 придания прозрачности закрывают углубленные и выпуклые декоративные узлы 8 (углубленные и выпуклые декоративные узлы 8A придания прозрачности), но контуры областей R1 придания прозрачности могут размещаться внутри контуров углубленных и выпуклых декоративных узлов 8 (углубленного и выпуклого декоративного узла 8A придания прозрачности).
[0056] Более того, хотя в настоящем варианте осуществления, случай размещения сигарет в табачной упаковке 1 описан в качестве примера, другие табачные продукты, например сигары, сигариллы, снюс, нюхательный табак, жевательный табак и электрические сигареты, могут размещаться в упаковке 1. Более того, вариант осуществления и пример модификации, описанные выше, могут выполняться в комбинации при условии возможности.
Перечень ссылочных обозначений
[0057]
1...Табачная упаковка
2...Размещающий корпус
3...Корпус крышки
4...Внешний оберточный корпус
5...Прозрачная пленка
6...Шарнир
7...Содержащий полиолефиновые волокна узел
8...Углубленный и выпуклый декоративный узел
8A...Углубленный и выпуклый декоративный узел придания прозрачности
8B...Углубленный и выпуклый декоративный узел без придания прозрачности
10...Заготовка
71...Полиолефиновый волокнистый слой
R1...Область придания прозрачности
R2...Область без придания прозрачности
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
| УПАКОВКА ДЛЯ ТАБАЧНОГО ИЗДЕЛИЯ | 2014 |
|
RU2671651C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО УПАКОВОЧНОГО МАТЕРИАЛА И МНОГОСЛОЙНЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ | 2015 |
|
RU2676426C2 |
| ТАБАЧНАЯ УПАКОВКА | 2014 |
|
RU2665377C2 |
| УПАКОВКА ДЛЯ СТЕРЖНЕОБРАЗНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ И ЗАГОТОВКА ДЛЯ ЭТОЙ УПАКОВКИ | 2007 |
|
RU2384500C1 |
| ОБЕРТОЧНЫЙ МАТЕРИАЛ ДЛЯ КОММЕРЧЕСКИХ ТАБАЧНЫХ ИЗДЕЛИЙ И УПАКОВКА ДЛЯ КОММЕРЧЕСКИХ ТАБАЧНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2808745C1 |
| УПАКОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ И УПАКОВКА ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2805900C1 |
| УПАКОВКА ДЛЯ ПРОДУКЦИИ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2019 |
|
RU2765199C1 |
| УПАКОВКА ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2242415C2 |
| УПАКОВКА С ЯЗЫЧКОВОЙ КРЫШКОЙ | 2009 |
|
RU2459752C2 |


Предложена технология придания визуального эффекта табачной упаковке, размещающей табачные продукты, посредством способа, отличного от традиционного способа. Табачная упаковка включает в себя внешний оберточный корпус, в который оборачиваются табачные продукты, и содержащий полиолефиновые волокна узел, который образует по меньшей мере часть внешнего оберточного корпуса и имеет полиолефиновый волокнистый слой, содержащий полиолефиновые волокна, и обработка для придания прозрачности посредством нагревания применяется к конкретной области в содержащем полиолефиновые волокна узле. 2 н. и 10 з.п. ф-лы, 7 ил.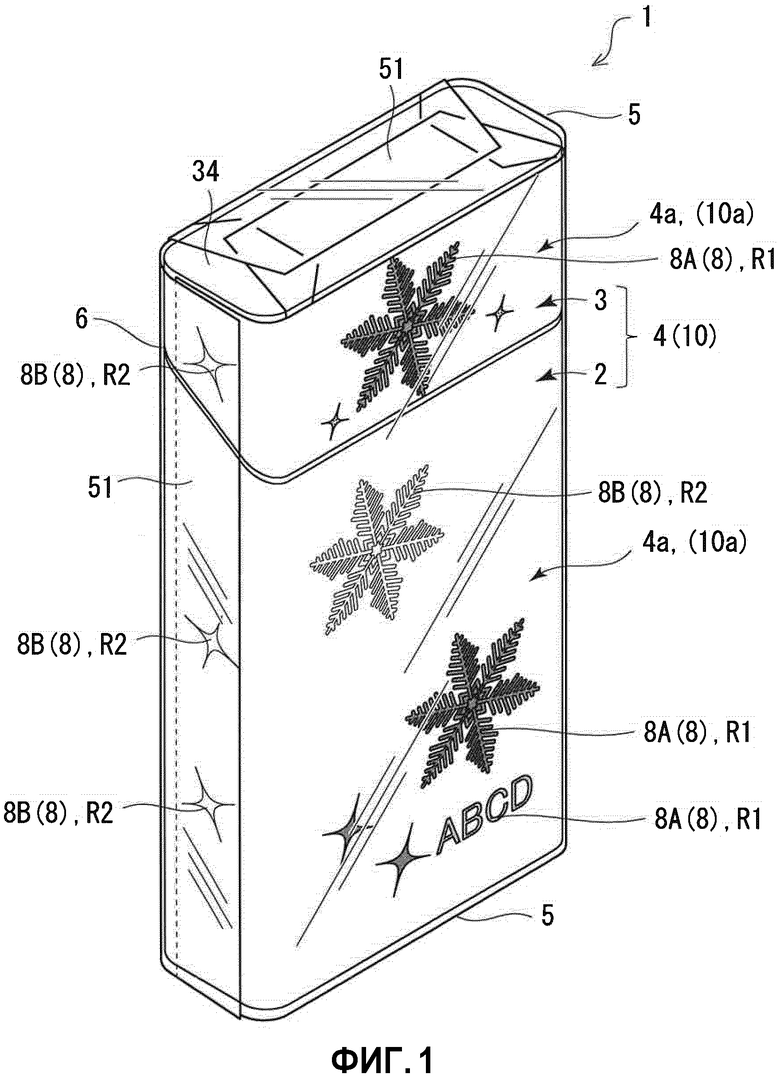
1. Табачная упаковка, содержащая:
внешний оберточный корпус, в который оборачивается табачный продукт; и
содержащий полиолефиновые волокна узел, который образует по меньшей мере часть внешнего оберточного корпуса и имеет полиолефиновый волокнистый слой, содержащий полиолефиновые волокна,
в которой обработка для придания прозрачности посредством нагревания применена к конкретной области в содержащем полиолефиновые волокна узле,
при этом полиолефиновый волокнистый слой содержит 5% в расчете на массу или больше и 40% в расчете на массу или меньше полиолефиновых волокон.
2. Табачная упаковка по п.1,
в которой содержащий полиолефиновые волокна узел имеет полиолефиновый волокнистый слой на самом внешнем слое.
3. Табачная упаковка по п.1 или 2,
в которой в обработке для придания прозрачности, конкретная область в содержащем полиолефиновые волокна узле нагрета под давлением.
4. Табачная упаковка по п.3,
в которой полиолефиновый волокнистый слой содержит 15% в расчете на массу или больше и 25% в расчете на массу или меньше полиолефиновых волокон.
5. Табачная упаковка по п.1 или 2,
в которой в содержащем полиолефиновые волокна узле, углубленный и выпуклый декоративный узел, в котором применяется процесс углубления и образования выпуклостей, предусмотрен на внешней поверхности содержащего полиолефиновые волокна узла, и конкретная область, к которой применена обработка для придания прозрачности, связана с углубленным и выпуклым декоративным узлом.
6. Табачная упаковка по п.1 или 2,
в которой внутренняя поверхность содержащего полиолефиновые волокна узла имеет цвет, отличный от внешней поверхности содержащего полиолефиновые волокна узла.
7. Табачная упаковка по п.6,
в которой внутренняя поверхность содержащего полиолефиновые волокна узла окрашена чернилами цвета, отличного от внешней поверхности.
8. Табачная упаковка по п.6,
в которой на внутреннюю поверхность содержащего полиолефиновые волокна узла наклеен листовой материал, имеющий цвет, отличный от внешней поверхности.
9. Табачная упаковка по п.1 или 2,
в которой внешний оберточный корпус покрыт прозрачной пленкой, которая запечатывает внешний оберточный корпус, и
по меньшей мере часть области без придания прозрачности, к которой не применяется обработка для придания прозрачности в содержащем полиолефиновые волокна узле, вертикально накладывается на узел термосваривания прозрачной пленки.
10. Табачная упаковка по п.9,
в которой углубленный и выпуклый декоративный узел, в котором процесс углубления и образования выпуклостей применен на внешней поверхности, предусмотрен в по меньшей мере части области, где область без придания прозрачности и узел термосваривания вертикально накладываются друг на друга, в содержащем полиолефиновые волокна узле.
11. Табачная упаковка по п.9,
в которой в содержащем полиолефиновые волокна узле, внутренняя поверхность в по меньшей мере части области, где область без придания прозрачности и узел термосваривания вертикально накладываются друг на друга, имеет цвет, отличный от внешней поверхности.
12. Заготовка, образующая внешний оберточный корпус табачной упаковки, то есть заготовка, образующая внешний оберточный корпус табачной упаковки, в который оборачивается табачный продукт, содержащая:
содержащий полиолефиновые волокна узел, который образует по меньшей мере часть заготовки и имеет полиолефиновый волокнистый слой, содержащий полиолефиновые волокна,
в которой обработка для придания прозрачности посредством нагревания применена к конкретной области в содержащем полиолефиновые волокна узле,
при этом полиолефиновый волокнистый слой содержит 5% в расчете на массу или больше и 40% в расчете на массу или меньше полиолефиновых волокон.
| JP 2006056603 A, 02.03.2006 | |||
| JPS 5025048 B1, 20.08.1975 | |||
| WO 2013120897 A1, 22.08.2013 | |||
| JP 2013502353 A, 24.01.2013 | |||
| ОСЯЗАТЕЛЬНАЯ УПАКОВКА ДЛЯ ПОТРЕБИТЕЛЬСКИХ ТОВАРОВ | 2009 |
|
RU2523984C2 |

