ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к упаковочному материалу для табачных изделий и к упаковке для табачных изделий.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002] Для упаковки табачных изделий используются различные упаковочные материалы. Типичные известные примеры упаковочных материалов включают твердые упаковки и мягкие упаковки, в которые собрано вместе и упаковано заданное количество (например, около 20) табачных изделий.
[0003] Например, одной из хорошо известных форм жесткой упаковки является упаковка с откидной крышкой, содержащая внешнюю коробку и крышку, соединенную с внешней коробкой шарниром, чтобы ее можно было открывать и закрывать. Как правило, табачные изделия, помещенные во внешнюю коробку, заворачивают во внутреннюю упаковку, сформированную путем складывания мягкого листового материала, а затем помещают во внешнюю коробку. Как правило, мягкую упаковку формируют путем заворачивания табачных изделий во внутреннюю упаковку, образованную путем сгибания внутреннего листа упаковочной бумаги и последующего обертывания внутренней упаковки листом мягкой внешней упаковочной бумаги.
[0004] В различных упаковках, описанных выше, загнутые края внутренней упаковки, которые используются для заворачивания в нее табачных изделий, не герметичны и, следовательно, самой внутренней упаковке трудно обеспечить воздухонепроницаемость табачных изделий. Например, табачные изделия обычно перевозятся с контролируемым содержанием в них водяного пара. Следовательно, когда упаковочный материал, обертывающий табачные изделия, не имеет барьера для водяного пара, количество водяного пара в табачных изделиях увеличивается или уменьшается, например, во время распределения и хранения табачных изделий, и это может влиять на вкус дыма табачных изделий. Кроме того, при попадании водяного пара в упаковочный материал извне, на рулонной бумаге табачных изделий, обернутых упаковочным материалом, могут образовываться пятна. В частности, когда свойства барьера для водяного пара у упаковочного материала недостаточно высоки, качество табачных изделий, обернутых упаковочным материалом, может ухудшаться.
[0005] Таким образом, в каждой из различных традиционных упаковок внешняя поверхность упаковки дополнительно покрыта упаковочной пленкой из прозрачного полимера для герметизации упаковки. Однако, с точки зрения экологической сознательности и необходимости сохранения ресурсов, в последние годы предпочтительным является отказ от полимерной пленки, покрывающей упаковку снаружи.
[0006] В связи с вышеизложенным, патентный документ PTL 1 раскрывает способ формирования заготовки упаковки из многослойного листа, полученного путем укладки пластиковой пленки, такой как полиэтилентерефталатная (ПЭТ) пленка или полиэтиленовая (ПЭ) пленка, на бумажную основу.
[0007] Патентный документ PTL 2 раскрывает технологию, в которой используется заготовка упаковки, имеющая многослойную структуру, включающую: слой основы, содержащий волокнистый материал на основе целлюлозы; металлосодержащий слой, расположенный на внешней стороне слоя основы; и герметизирующий слой, содержащий герметизируемый полимерный материал и помещенный по меньшей мере в герметизирующей области на внутренней стороне слоя основы.
СПИСОК ЦИТИРУЕМЫХ ДОКУМЕНТОВ ПАТЕНТНАЯ ЛИТЕРАТУРА
[0008] PTL 1: Международная публикация №WO2018/092179
PTL 2: Публикация нерассмотренной заявки на патент Японии (перевод заявки РСТ) №2020-500126
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая проблема
[0009] Утверждается, что с упаковками, описанными в PTL 1 и PTL 2, табачные изделия могут быть герметичными в упаковках. Однако в упаковке, описанной в PTL 1, используется способ, при котором пластиковая пленка укладывается на бумажную основу. Следовательно, толщина пластиковой пленки велика, а экологичность упаковки может быть недостаточной. Упаковка, раскрытая в PTL 2, в качестве полимерных материалов содержит полимер на основе полиолефина и полимер на основе акрила, содержащихся в герметизируемом слое упаковки. В частности, раскрытая упаковка содержит полиэтилен или полипропилен. Однако содержание полимерных материалов не уточняется.
[0010] Настоящее изобретение было создано с учетом вышеизложенных обстоятельств, и его целью является создание упаковочного материала для табачных изделий и упаковки табачных изделий, которые могут герметично вмещать табачные изделия. Кроме того, количество используемого полимерного материала невелико, так что упаковочный материал для табачных изделий и упаковка табачных изделий более экологичны, чем традиционные изделия.
Решение проблемы
[0011] Одним из аспектов упаковочного материала для табачных изделий, в соответствии с настоящим изобретением, является упаковочный материал, выполненный в форме листа для формирования упаковки для табачных изделий, имеющей герметичную внутреннюю вмещающую часть, в которую заключено табачное изделие. Упаковочный материал для табачного изделия содержит: слой бумажной основы, содержащий волокнистый материал на основе целлюлозы; слой, представляющий собой барьер для водяного пара, уложенный на слой бумажной основы, содержащий полимерный материал, не содержащий металлического материала и обладающий свойством барьера для водяного пара; и термосвариваемый слой, выполненный в качестве наружного слоя на по меньшей мере одной стороне упаковочного материала путем нанесения термосвариваемого агента для термосваривания вместе краев упаковочного материала. Скорость пропускания водяного пара слоем, представляющим собой барьер для водяного пара, составляет от 1 г/м2⋅24 ч до 100 г/м2⋅24 ч включительно, а толщина термосвариваемого слоя составляет от 0,5 мкм до 5 мкм включительно. В другом аспекте упаковочного материала, в соответствии с настоящим изобретением, скорость пропускания водяного пара слоем, представляющим собой барьер для водяного пара, предпочтительно составляет от 1 до 90 г/м2⋅24 ч, более предпочтительно от 1 до 80 г/м2⋅24 ч, и еще более предпочтительно от 1 до 70 г/м2⋅24 ч. Скорость пропускания водяного пара слоем, представляющим собой барьер для водяного пара, еще более предпочтительно составляет от 1 до 60 г/м2⋅24 ч, еще более предпочтительно от 1 до 50 г/м2⋅24 ч и еще более предпочтительно от 1 до 40 г/м2⋅24 ч. Скорость пропускания водяного пара слоем, представляющим собой барьер для водяного пара, особенно предпочтительно составляет от 1 до 30 г/м2⋅24 ч.
[0012] Термосвариваемый слой может быть сформирован только на одной стороне упаковочного материала. В этом случае термосвариваемый слой может быть сформирован по всей площади на одной стороне упаковочного материала. В качестве альтернативы, термосвариваемый слой может быть сформирован только на внешнем крае на одной стороне упаковочного материала.
[0013] Термосвариваемый слой может быть сформирован на противоположных сторонах упаковочного материала. В этом случае термосвариваемый слой может быть сформирован по всей площади на противоположных сторонах упаковочного материала. В качестве альтернативы, термосвариваемый слой может быть сформирован только на внешнем крае на противоположных сторонах упаковочного материала.
[0014] Настоящее изобретение также может быть определено как упаковка для табачных изделий, изготовленная из любого из упаковочных материалов для табачных изделий, описанных выше. Упаковка содержит табачное изделие, помещенное во внутреннюю вмещающую часть, герметично закрытую упаковочным материалом, и термосвариваемую часть, образованную термосвариванием вместе краев упаковочного материала.
[0015] В упаковке для табачных изделий, выполненной в соответствии с настоящим изобретением, термосвариваемый слой упаковочного материала может быть сформирован таким образом, чтобы образовывать по меньшей мере внутреннюю поверхность упаковки, обращенную к внутренней вмещающей части, при этом термосвариваемая часть может быть выполнена в виде шва, соединяющего края материала, в котором загнутые края упаковочного материала соприкасаются друг с другом встык. В этом случае слой упаковочного материала, представляющий собой барьер для водяного пара, может быть расположен на стороне внутренней поверхности упаковки, а слой бумажной основы может быть расположен на стороне внешней поверхности, противоположной стороне внутренней поверхности. Кроме того, термосвариваемый слой может быть уложен на слой, представляющий собой барьер для водяного пара.
[0016] В упаковке для табачных изделий, выполненной в соответствии с настоящим изобретением, термосвариваемый слой упаковочного материала может быть сформирован таким образом, чтобы образовывать также внешнюю поверхность упаковки, противоположную ее внутренней поверхности. Термосвариваемая часть, выполненная в виде шва, соединяющего края материала, может быть загнута на часть, близкую к термосвариваемой части, а внешняя поверхность термосвариваемой части и внешняя поверхность указанной части, близкой к термосвариваемой части, могут быть скреплены вместе. В качестве альтернативы, термосвариваемый слой упаковочного материала может быть сформирован с образованием внутренней поверхности упаковки, обращенной к внутренней вмещающей части, и внешней поверхности упаковки, противоположной внутренней поверхности, а термосвариваемая часть может быть выполнена в виде шва внахлест, в котором термосвариваемый слой, выполненный с образованием внутренней поверхности на одном краю упаковочного материала, и термосвариваемый слой, выполненный с образованием внешней поверхности на другом краю упаковочного материала, уложены друг на друга внахлест.
[0017] Средства для решения задач настоящего изобретения могут быть использованы в любой возможной комбинации.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0018] Упаковочный материал для табачных изделий и упаковка для табачных изделий, выполненные в соответствии с настоящим изобретением, могут герметично упаковывать табачные изделия. Кроме того, количество используемого полимерного материала невелико, так что упаковочный материал для табачных изделий и упаковка для табачных изделий более экологичны, чем традиционные изделия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0019] [Фиг. 1] Фиг. 1 изображает внешний вид в аксонометрии упаковки, выполненной в соответствии с вариантом выполнения 1.
[Фиг. 2] Фиг. 2 изображает вид сверху, показывающий упаковочный материал в форме листа для формирования упаковки, выполненной в соответствии с вариантом выполнения 1.
[Фиг. 3] Фиг. 3 изображает вид, показывающий структуру слоев упаковочного материала, образующего упаковку, выполненную в соответствии с вариантом выполнения 1.
[Фиг. 4] Фиг. 4 изображает вид, схематично показывающий структуру поперечного сечения внешней оболочки, включая термосвариваемую часть в упаковке, выполненной в соответствии с вариантом выполнения 1.
[Фиг. 3] Фиг. 3 изображает вид, показывающий структуру слоев упаковочного материала в модификации 1.
[Фиг. 6] Фиг. 6 изображает вид, показывающий структуру слоев упаковочного материала в модификации 2.
[Фиг. 7] Фиг. 7 изображает внешний вид в аксонометрии упаковки в варианте выполнения 2.
[Фиг. 8] Фиг. 8 изображает вид сверху упаковочного материала для формирования упаковки, выполненной в соответствии с вариантом выполнения 2.
[Фиг. 9] Фиг. 9 изображает вид, показывающий структуру слоев упаковочного материала, образующего упаковку, выполненную в соответствии с вариантом выполнения 2.
[Фиг. 10] Фиг. 10 изображает вид, показывающий процедуру складывания упаковочного материала, когда собирают упаковку, выполненную в соответствии с вариантом выполнения 2.
[Фиг. 11] Фиг. 11 изображает вид, показывающий процедуру складывания упаковочного материала, когда собирают упаковку, выполненную в соответствии с вариантом выполнения 2.
[Фиг. 12] Фиг. 12 изображает вид, показывающий процедуру складывания упаковочного материала, когда собирают упаковку, выполненную в соответствии с вариантом выполнения 2.
[Фиг. 13] Фиг. 13 изображает вид, показывающий процедуру складывания упаковочного материала, когда собирают упаковку, выполненную в соответствии с вариантом выполнения 2.
[Фиг. 14] Фиг. 14 изображает вид, схематично показывающий структуру поперечного сечения части рядом с термосвариваемой частью в упаковке, выполненной в соответствии с вариантом выполнения 2.
[Фиг. 15] Фиг. 15 изображает вид, схематически показывающий структуру поперечного сечения части рядом с термосвариваемой частью, когда упаковочный материал, выполненный в соответствии с модификацией 3, используется для формирования упаковки.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
[0020] Варианты выполнения упаковочного материала для табачного изделия и упаковки, в соответствии с настоящим изобретением, ниже описаны со ссылкой на чертежи. Размеры, материалы, формы и взаимное расположение компонентов, описанных в вариантах выполнения, являются лишь примерами.
Вариант выполнения 1
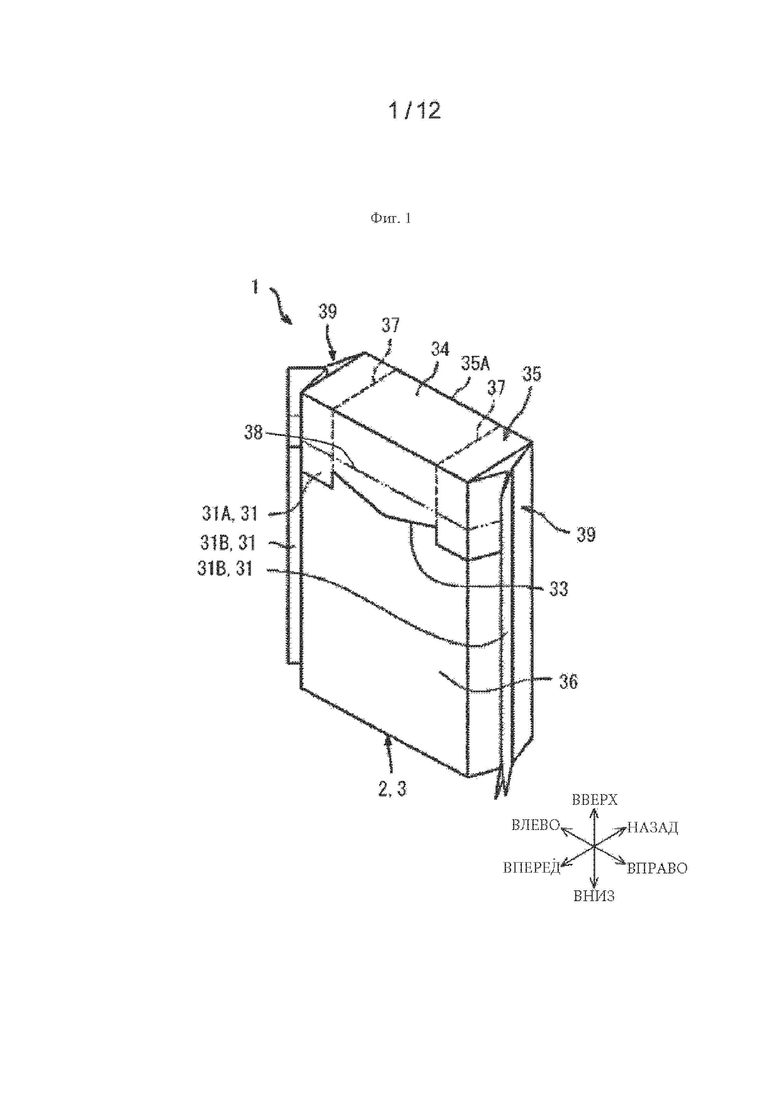
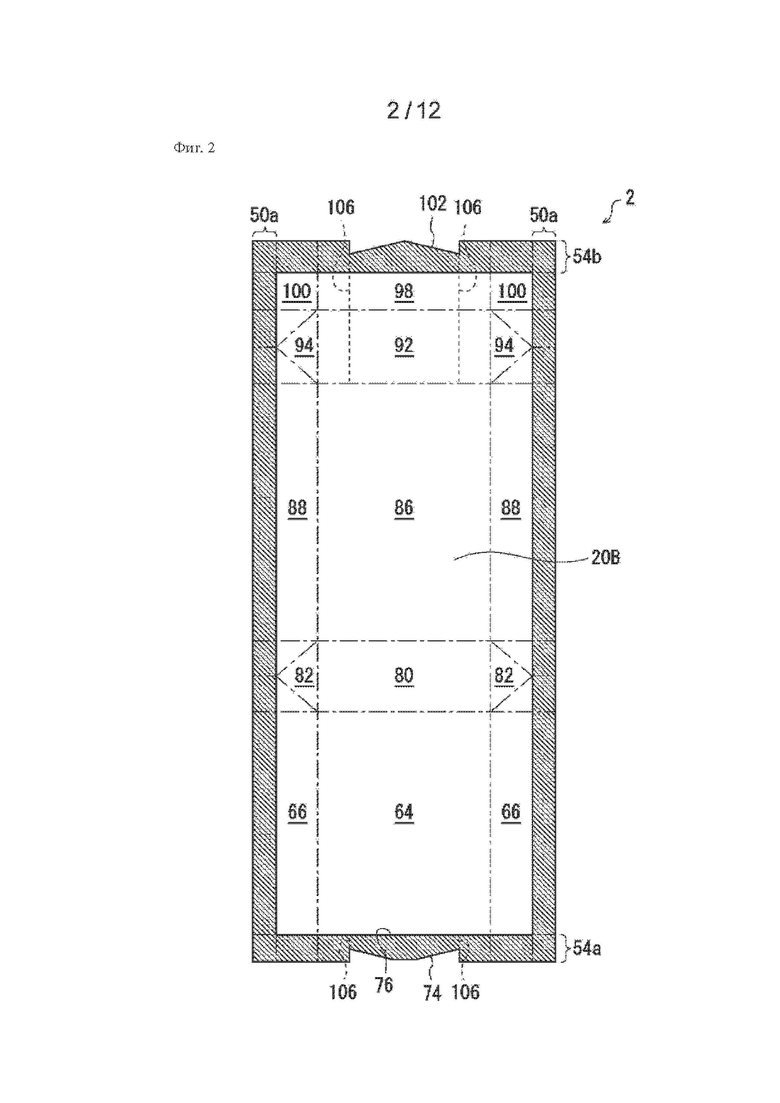
[0021] Фиг. 1 изображает внешний вид в аксонометрии упаковки 1 для табачных изделий (которая далее может называться просто «упаковкой»), выполненной в соответствии с вариантом выполнения 1. Фиг. 2 иллюстрирует вид сверху, показывающий упаковочный материал 2 для табачного изделия в форме листа (который в дальнейшем может называться просто «упаковочный материал») для изготовления упаковки 1 в соответствии с вариантом выполнения 1. Упаковка 1 имеет по существу форму прямоугольного параллелепипеда и содержит наружную оболочку 3, которая изготавливается путем складывания упаковочного материала 2, показанного на Фиг. 2, и вмещает группу табачных изделий. Герметичная внутренняя вмещающая часть выполнена внутри наружной оболочки 3 упаковки 1 и табачные изделия размещены во внутренней вмещающей части.
[0022] На Фиг. 1 показаны направления упаковки 1 вверх, вниз, влево, вправо, вперед и назад. Однако направления упаковки 1 вверх, вниз, влево, вправо, вперед и назад используются для описания относительных позиционных соотношений между компонентами упаковки 1 и не указывают абсолютные направления упаковки 1. Направление вверх-вниз упаковки 1 может упоминаться как «направление по высоте», а направление влево-вправо может называться как «направление по ширине». Направление вперед-назад может упоминаться как «направление по глубине».
[0023] Наружная оболочка 3 упаковки 1 образована путем складывания упаковочного материала 2 и термосваривания краев упаковочного материала 2 вместе, чтобы таким образом герметизировать внутреннюю вмещающую часть, в которой находятся табачные изделия. В примере, показанном на Фиг. 2, упаковочный материал 2 имеет прямоугольную форму и сложен вокруг табачных изделий, образуя наружную оболочку 3, герметично закрывающую табачные изделия. Многослойная структура упаковочного материала 2 и ее детали будут описаны позже.
[0024] Позиция 31, показанная на Фиг. 1, показывает термосвариваемые части, образованные путем термического сплавления вместе перекрывающихся краев наружной оболочки 3 (упаковочного материала 2). Термосвариваемые части 31 содержат боковую термосвариваемую часть 31А, проходящую в направлении по ширине (направление слева направо) упаковки 1, и продольные термосвариваемые части 31В, проходящие в направлении по высоте (направление вверх-вниз) упаковки 1. В частности, когда нет необходимости различать боковую термосвариваемую часть 31А и продольные термосвариваемые части 31В друг от друга, они называются просто термосвариваемыми частями 31. В настоящем варианте выполнения каждая термосвариваемая часть 31 выполнена в виде шва, соединяющего края материала, в котором загнутые края наружной оболочки 3 (упаковочного материала 2) соприкасаются друг с другом встык.
[0025] Как показано на Фиг. 1, продольные термосвариваемые части 31В выполнены на соответствующих левой и правой сторонах упаковки 1. Каждая продольная термосвариваемая часть 31В проходит от верхнего конца упаковки 1 до ее нижнего конца. Боковая термосвариваемая часть 31А проходит по всей ширине упаковки 1 от одной из продольных термосвариваемых частей 31В до другой продольной термосвариваемой части 31В. Противоположные края боковой термосвариваемой части 31А перекрывают соответствующие продольные термосвариваемые части 31В.
[0026] В примере, показанном на Фиг. 1, в центре передней кромки боковой термосвариваемой части 31 образован сплющенный по существу М-образный вырез. Этот вырез создает V-образный язычок 33 для боковой термосвариваемой части 31 А. Однако язычок 33 не является обязательным для упаковки 1 и при необходимости его можно не выполнять. Никаких особых ограничений на форму, положение и т.д. язычка 33 не налагается.
[0027] Наружная оболочка 3 упаковки 1 содержит отделяемую часть 34, отходящую от язычка 33. Отделяемая часть 34 представляет собой часть в форме полосы, проходящей от заднего края 35А верхней поверхности 35 наружной оболочки 3 до ее передней поверхности 36 и ограничена парой первых линий 37 отрыва. Первые линии 37 отрыва проходят вверх от соответствующих краев V-образного язычка 33 и пересекают верхнюю поверхность 35 и достигают заднего края 35А. Вторая линия 38 отрыва выполнена на передней поверхности 36 наружной оболочки 3 в месте над язычком 33. Вторая линия 38 отрыва проходит в направлении по ширине упаковки 1. Первые линии 37 отрыва и вторая линия 38 отрыва состоят из участков ослабления материала. «Ослабленные участки» представляют собой часть поверхности наружной оболочки 3 упаковки 1 (или упаковочного материала 2, образующего наружную оболочку 3), причем прочность ослабленных участков меньше прочности других частей. Например, ослабленные участки могут быть образованы путем утончения упаковочного материала 2 (например, подрезания наполовину) таким образом, чтобы толщина ослабленных участков была меньше толщины других частей. В настоящем варианте выполнения в качестве «ослабленных участков» предпочтительно не следует использовать ряды перфораций, образованных перфорацией упаковочного материала 2, чтобы обеспечить герметичность упаковки 1. Номер позиции 39 на Фиг. 1 обозначает боковые поверхности наружной оболочки 3 упаковки 1. Когда упаковочный материал 2 подвергается подрезанию наполовину для образования ослабленных участков, если ослабленные участки формируются на стороне слоя 22, представляющего собой барьер для водяного пара, как показано на Фиг. З, свойства барьера для водяного пара упаковочного материала 2 могут ухудшиться. Поэтому предпочтительно, чтобы ослабленные участки были выполнены в слое 21 бумажной основы, который не вносит большого вклада в свойства барьера для водяного пара.
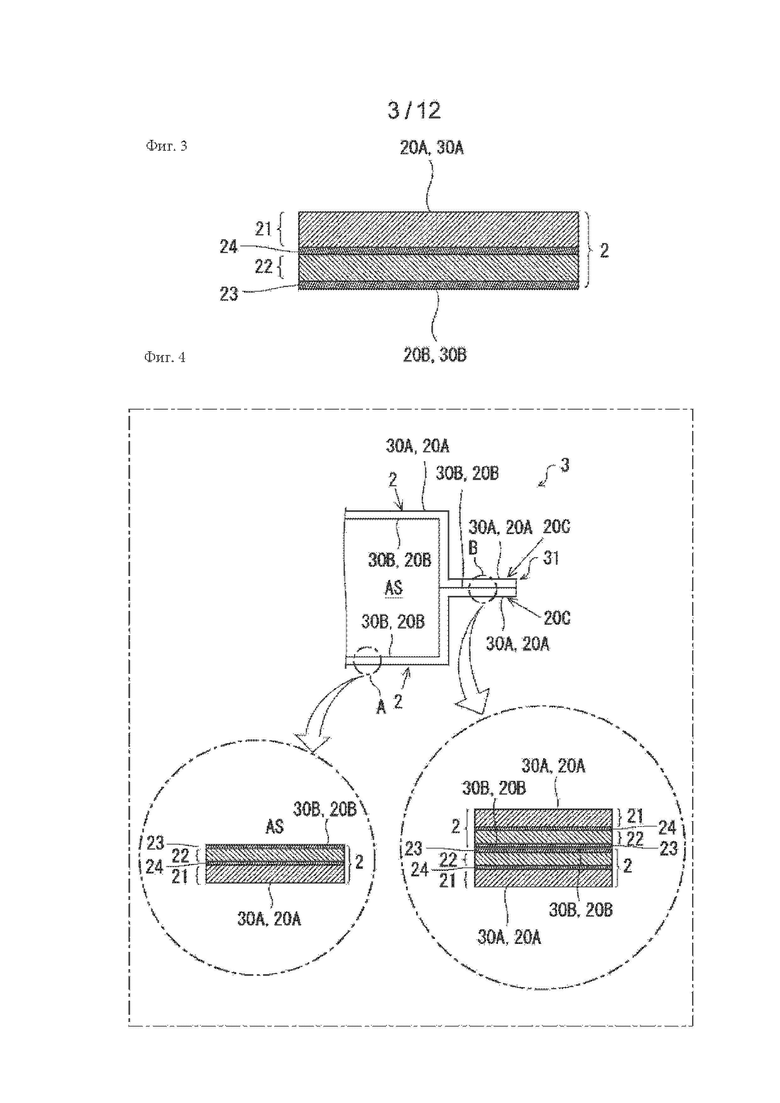
[0028] Фиг. 3 изображает вид, показывающий структуру слоев упаковочного материала 2, образующую наружную оболочку 3 упаковки 1, выполненной в соответствии с вариантом выполнения 1. В настоящем описании иллюстрации, показывающие структуры слоев упаковочных материалов, схематически показывают слои, включенные в многослойные структуры упаковочных материалов. Упаковочный материал 2 имеет многослойную структуру, включающую слой 21 бумажной основы, содержащий волокнистый материал на основе целлюлозы, слой 22, представляющий собой барьер для водяного пара, уложенный на слой 21 бумажной основы, и термосвариваемый слой 23, уложенный на слой 22.
[0029] Слой 22 выполнен из полимерного материала (полимер, представляющий собой барьер для водяного пара), и представляет собой слой, не содержащий металлического материала и обладающий свойством барьера для водяного пара. В примере, показанном на Фиг. З, слой 22 уложен на нижней стороне слоя 21 бумажной основы. Характеристики слоя 22 в настоящем варианте выполнения таковы, что его скорость пропускания водяного пара (WVTR) имеет значения от 1 г/м2⋅24 ч до 100 г/м2⋅24 ч включительно. Скорость пропускания водяного пара называется также влагопроницаемостью и может быть представлена как количество граммов водяного пара, прошедшего через 1 м2 за 24 часа [г/м2⋅24 ч]. Примеры способа измерения скорости пропускания водяного пара включают способ измерения датчиком влажности, способ измерения датчиком инфракрасного излучения и способ измерения датчиком газовой хроматографии, которые указаны в JIS K 7129. В настоящем варианте выполнения скорость пропускания водяного пара слоем 22 предпочтительно составляет от 1 до 90 г/м2⋅24 ч, более предпочтительно от 1 до 80 г/м2⋅24 ч и еще более предпочтительно от 1 до 70 г/м2⋅24 ч. Скорость пропускания водяного пара слоем 22 еще более предпочтительно составляет от 1 до 60 г/м2⋅24 ч, еще более предпочтительно от 1 до 50 г/м2⋅24 ч и еще более предпочтительно от 1 до 40 г/м2⋅24 ч. Скорость пропускания водяного пара слоем 22 особенно предпочтительно составляет от 1 до 30 г/м2⋅24 ч.
[0030] Никаких конкретных ограничений не накладывается на полимер, представляющий собой барьер для водяного пара, формирующий слой 22. Примеры полимера, представляющего собой барьер для водяного пара, включают: различные сополимеры, такие как сополимеры на основе стирола и бутадиена, сополимеры на основе стирола и акрила, этилен-сополимеры на основе винилацетата, сополимеры на основе парафина (WAX), сополимеры на основе бутадиена и метилметакрилата и сополимеры на основе винилацетата и бутилакрилата; синтетические клеи, такие как сополимеры малеинового ангидрида и сополимеры на основе акриловой кислоты и метилметакрилата; и синтетические клеи, полученные добавлением парафина (WAX) к вышеуказанным синтетическим клеям. Любой из этих полимеров может быть использован по отдельности или может быть использована смесь двух или более. Из них синтетические клеи на основе стирола-бутадиена предпочтительно используются с точки зрения свойства защиты от водяного пара. Синтетический клей на основе стирола-бутадиена может быть получен путем эмульсионной полимеризации комбинации стирола и бутадиена, используемых в качестве основных составляющих мономеров, с различными сомономерами с целью модификации. Примеры сомономеров включают метилметакрилат, акрилонитрил, акриламид, гидроксиэтилакрилат и ненасыщенные карбоновые кислоты, такие как итаконовая кислота, малеиновая кислота и акриловая кислота. В качестве эмульгатора можно использовать анионогенное поверхностно-активное вещество, такое как олеат натрия, мыло канифольной кислоты, алкилаллилсульфонат натрия или диалкилсульфосукцинат натрия, отдельно или в комбинации с неионогенным поверхностно-активным веществом.
[0031] Предпочтительно, полимер, представляющий собой барьер для водяного пара, формирующий слой 22, представляет собой полимер растительного происхождения. Однако полимер, представляющий собой барьер для водяного пара, используемый для формирования слоя 22, может представлять собой полимер, полученную из ископаемого топлива (например, полимер, полученный из нефти). Скорость пропускания водяного пара слоем 22, может быть измерена, например, способом в соответствии с JIS K 7129. Слой 22, может быть образован путем нанесения указанного полимера на поверхность слоя 21 бумажной основы.
[0032] Когда полимер, представляющий собой барьер для водяного пара, наносят на поверхность слоя 21 бумажной основы для слоя 22, на способ нанесения указанного полимера не налагается особых ограничений, при этом может быть использовано любое известное устройство для нанесения покрытия или система для нанесения покрытия. Примеры устройства для нанесения покрытия включают шаберное устройство для нанесения покрытий, стержневое устройство для нанесения покрытий, устройство для нанесения покрытий валиком, устройство для нанесения покрытий с помощью воздушного шабера, устройство для нанесения покрытий с помощью реверсивного валика, устройство для нанесения покрытия поливом, устройство для нанесения покрытия распылением, устройство для нанесения покрытий с помощью клеильного пресса и устройство для нанесения покрытий с помощью затворного валика. Примеры системы для нанесения покрытия включают систему покрытия на водной основе с использованием растворителя, такого как вода, и систему покрытия на основе растворителя с использованием такого растворителя, как органический растворитель. Для сушки слоя 22, можно использовать обычный способ с использованием, например, парового нагревателя, газового нагревателя, инфракрасного нагревателя, электрического нагревателя, нагревателя горячим воздухом, микроволновой печи или цилиндрической сушилки.
[0033] Количество полимера, представляющего собой барьер для водяного пара, наносимого для формирования слоя 22, составляет, например, от 3 г/м2 до 30 г/м2 включительно в расчете на сухую массу полимера. Количество указанного полимера, наносимого для формирования слоя 22, предпочтительно составляет от 5 г/м2 до 25 г/м2 включительно и более предпочтительно от 7 г/м2 до 20 г/м2 включительно в расчете на сухую массу полимера. Если количество нанесенного слоя, представляющего собой барьер для водяного пара, составляет менее 3 г/м2, трудно полностью покрыть лист бумажной основы (поверхность слоя 21 бумажной основы) раствором для покрытия, и получаемые в результате свойства барьера для водяного пара могут быть недостаточными. Если количество наносимого полимера, представляющего собой барьер для водяного пара, превышает 30 г/м2, нагрузка на высыхание после нанесения покрытия может быть большой. Толщина слоя 22 (толщина после высыхания указанного полимера), составляет, например, от 3 мкм до 30 мкм включительно, предпочтительно от 5 мкм до 25 мкм включительно и более предпочтительно, от 7 мкм до 20 мкм включительно. Если толщина слоя, представляющего собой барьер для водяного пара, составляет менее 3 мкм, трудно полностью покрыть лист бумажной основы (поверхность слоя 21 бумажной основы) раствором для покрытия, и получаемые в результате свойства барьера для водяного пара могут быть недостаточными. Если толщина слоя 22 больше 30 мкм, нагрузка на высыхание после нанесения покрытия может быть большой.
[0034] В упаковочном материале 2 термосвариваемый слой 23 сформирован как наружный слой на по меньшей мере одной стороне. Термосвариваемый слой 23 формируется путем покрытия? предназначенного для покрытия целевого материала термосвариваемым лаком, содержащим термосвариваемый агент, используемый для термосваривания (термосплавления) вместе краев упаковочного материала 2 (для формирования термосвариваемых частей 31, показанных на Фиг. 1). В варианте выполнения, показанном на Фиг. 3, термосвариваемый слой 23 укладывается на поверхность слоя 22. В этом примере термосвариваемый слой 23 формируется путем нанесения термосвариваемого лака, содержащего термосвариваемый агент, на поверхность слоя 22.
[0035] В одном иллюстративном варианте выполнения толщина слоя 21 бумажной основы составляет приблизительно 40 мкм или более. Толщина слоя 21 бумажной основы предпочтительно составляет приблизительно 50 мкм или более и более предпочтительно приблизительно 60 мкм или более. В одном иллюстративном варианте толщина слоя 21 бумажной основы меньше приблизительно 90 мкм. Толщина слоя 21 бумажной основы предпочтительно составляет менее приблизительно 80 мкм и более предпочтительно менее приблизительно 70 мкм.
[0036] В одном иллюстративном варианте плотность слоя 21 бумажной основы составляет приблизительно 25 г/м2 или более. Плотность слоя 21 бумажной основы предпочтительно составляет приблизительно 35 г/м2 или более, а более предпочтительно приблизительно 40 г/м2 или более. В одном иллюстративном варианте выполнения плотность слоя 21 бумажной основы меньше приблизительно 65 г/м2. Плотность слоя 21 бумажной основы предпочтительно составляет менее приблизительно 60 г/м2 и более предпочтительно менее приблизительно 55 г/м2.
[0037] В одном иллюстративном варианте выполнения слой 21 бумажной основы содержит волокнистый материал на основе целлюлозы в количестве 30 мас. % или более. Слой 21 бумажной основы содержит волокнистый материал на основе целлюлозы в количестве предпочтительно 50 мас. % или более и более предпочтительно 70 мас. % или более. Например, слой 21 бумажной основы образован по существу только из волокнистого материала на основе целлюлозы. Когда содержание волокнистого материала на основе целлюлозы в слое 21 бумажной основы велико, легкость сгибания упаковочного материала 2 при складывании упаковочного материала 2 вокруг табачных изделий увеличивается и процесс производства упрощается. Кроме того, когда содержание волокнистого материала на основе целлюлозы в слое 21 бумажной основы велико, слой 21 бумажной основы может легче разлагаться, и, следовательно, получаемая упаковка 1 более экологична.
[0038] Не налагается никаких конкретных ограничений на термосвариваемый агент, содержащийся в термосвариваемом лаке, образующем термосвариваемый слой 23. Предпочтительно термосвариваемый агент имеет точку плавления от приблизительно 100°С до приблизительно 200°С. Если температура плавления термосвариваемого агента ниже 100°С, термосвариваемый агент может расплавиться в периоды времени, отличные от производственного процесса. В этом случае есть опасения, что термосвариваемый агент может приклеиться к табачным изделиям. Если температура плавления термосвариваемого агента выше 200°С, расплавление термосвариваемого агента в процессе производства занимает много времени, и изготовление упаковки с высокой скоростью может быть затруднено. Устанавливая точку плавления термосвариваемого агента, содержащегося в термосвариваемом лаке, на уровне от приблизительно 100°С до приблизительно 200°С, как описано выше, можно предпочтительно предотвратить возникновение описанных выше проблем. Термосвариваемый агент может представлять собой агент на водной основе или может представлять собой агент на основе растворителя. Термосвариваемый агент может представлять собой агент на основе эмульсии или может представлять собой агент, не основанный на эмульсии. Никаких конкретных ограничений на тип полимера, образующего термосвариваемый агент, не налагается. Примеры полимера включают этиленвинилацетатные (ЭВА) полимеры, акриловые полимеры, иономерные полимеры и полимеры на основе полиолефинов.
[0039] Толщина термосвариваемого слоя 23 предпочтительно составляет от 0,5 мкм до 5 мкм включительно. Когда толщина термосвариваемого слоя 23 имеет значение в указанном выше диапазоне, края упаковочного материала 2 могут быть надежно соединены друг с другом, когда упаковочный материал 2 складывается для формирования упаковки 1 (наружной оболочки 3), и количество используемого полимера может быть уменьшено. В частности, при наличии упаковочного материала 2 можно легко изготовить упаковку 1 (наружную оболочку 3). Более того, упаковочный материал 2 и упаковка 1 (наружная оболочка 3) с использованием упаковочного материала 2 являются экологически безопасными.
[0040] Номер позиции 20А, показанный на Фиг. 3, обозначает первую поверхность упаковочного материала 2, а номер позиции 20В обозначает вторую поверхность упаковочного материала 2, противоположную первой поверхности 20А. Первая поверхность 20А и вторая поверхность 20В упаковочного материала 2 образованы из поверхностей материалов, включенных во наружные слои упаковочного материала 2. Номер позиции 30А, также показанный на Фиг. 3, иллюстрирует наружную поверхность наружной оболочки. 3 (см. Фиг. 1), а номер позиции 30В обозначает внутреннюю поверхность наружной оболочки 3. Используемый в настоящем документе термин «внутренняя поверхность», используется для обозначения поверхности собранной упаковки 1 (наружной оболочки 3), обращенной к внутренней вмещающей части, образованной внутри упаковки 1 (наружной оболочки 3) (например, обращенной к табачным изделиям). Используемый в настоящем документе термин «наружная поверхность» используется для обозначения поверхности упаковки 1 (наружной оболочки 3), которая открыта наружу, т.е. поверхности, противоположной стороне «внутренней поверхности».
[0041] Вариант выполнения, показанный на Фиг. 3, описан ниже с использованием следующего примера. Когда упаковочный материал 2 сложен с образованием упаковки 1 (наружной оболочки 3), первая поверхность 20А упаковочного материала 2 расположена так, что она обращена наружу, и, таким образом, с образованием наружной поверхности 30А наружной оболочки 3. Кроме того, первая поверхность 20А упаковочного материала 2 расположена так, что она обращена к внутренней стороне (стороне внутренней вмещающей части, стороне табачного изделия), и таким образом с образованием внутренней поверхности 30В наружной оболочки 3.
[0042] Как показано на Фиг. 3, в многослойной структуре упаковочного материала 2 термосвариваемый слой 23, слой 22, представляющий собой барьер для водяного пара, и слой 21 бумажной основы уложены друг на друга со стороны второй поверхности 20В (стороны внутренней поверхности 30В наружной оболочки 3 в сформированной упаковке) по направлению к стороне первой поверхности 20А (стороне наружной поверхности 30А наружной оболочки 3 в сформированной упаковке). В многослойной структуре упаковочного материала 2, показанной на Фиг. 3, слой 21 бумажной основы и термосвариваемый слой 23 образуют наружные слои упаковочного материала 2. В иллюстративном варианте выполнения, показанном на Фиг. 3, термосвариваемый слой 23 формируется таким образом, чтобы образовывать только вторую поверхность 20В (одну поверхность) упаковочного материала 2, которая в сформированной упаковке образует внутреннюю поверхность 30В наружной оболочки 3.
[0043] В настоящем варианте выполнения термосвариваемый слой 23, образованный в качестве наружного слоя на стороне второй поверхности 20В упаковочного материала 2, формируется путем покрытия всей поверхности слоя 22, термосвариваемым лаком, содержащим термосвариваемый агент, чтобы сформировать всю вторую поверхность 20В. Однако термосвариваемый слой 23 может быть образован путем покрытия термосвариваемым лаком части поверхности слоя 22. Например, термосвариваемый лак может быть нанесен на часть поверхности слоя 22, так что только края упаковочного материала 2, которые должны быть склеены друг с другом во время изготовления упаковки 1 (наружной оболочки 3), покрыты термосвариваемым лаком с определенным рисунком. В этом случае термосвариваемый слой 23 формируется таким образом, чтобы образовывать только часть второй поверхности 20В (одну поверхность) упаковочного материала 2. Хотя подробности будут описаны позже, термосвариваемый слой 23 может быть сформирован с образованием противоположных поверхностей (первой поверхности 20А и второй поверхности 20В) упаковочного материала 2. В этом случае термосвариваемый слой 23 может быть сформирован так, чтобы образовывать все области противоположных поверхностей (первой поверхности 20А и второй поверхности 20В) упаковочного материала 2, или могут быть образованы только в областях (на краях), в которых должны быть сформированы термосвариваемые части 31.
[0044] Хотя в настоящем варианте выполнения во внутреннюю часть упаковки 1 помещены табачные изделия, в нее могут быть помещены изделия различных типов, содержащие табачное сырье. Например, табачные изделия могут представлять собой курительные изделия, такие как сигареты, сигары или сигариллы, или нюхательный табак, такой как снюс. Табачные изделия, помещенные в упаковку 1, могут быть негорючими курительными изделиями, каждое из которых содержит углеродсодержащий источник тепла и блок генерирования аэрозоля. Табачные изделия могут быть табачными стиками, используемыми для изготовления негорючих табачных изделий. Вышеупомянутые табачные изделия являются примерами, при этом в упаковку 1 могут быть помещены различные другие табачные изделия, содержащие табачное сырье.
[0045] Далее со ссылкой на Фиг. 2 описан способ складывания упаковочного материала 2, когда упаковка 1 собрана. Как описано выше, упаковочный материал 2, показанный на Фиг. 2, имеет форму прямоугольного листа. Фиг. 2 иллюстрирует вид сверху (развернутый вид) упаковочного материала 2, когда его вторая поверхность 20В (поверхность, которая позже становится внутренней поверхностью 30В наружной оболочки 3) видна сверху. Штрихпунктирные линии, показанные на Фиг. 2, представляют собой линии сгиба, образованные в упаковочном материале 2. Как видно на виде сверху (вид в развернутом виде), показанном на Фиг. 2, области упаковочного материала 2, которые разграничены линиями сгиба, образуют соответствующие части наружной оболочки 3, показанные на Фиг. 1. Кроме того, как показано на Фиг. 3, вторая поверхность 20В упаковочного материала 2 выполнена таким образом, что термосвариваемый слой 23 открыт на всей второй поверхности 20В. Этот термосвариваемый слой 23 позволяет формировать термосвариваемые участки 31, описанные со ссылкой на Фиг. 1.
[0046] В частности, упаковочный материал 2 имеет области, включающие область 64 нижней передней поверхности, которая позже становится частью передней поверхности 36 наружной оболочки 3, и дополнительно включающие, в следующем порядке, на области 64 нижней передней поверхности, область 80 нижней поверхности, которая впоследствии становится нижней поверхностью наружной оболочки 3, область 86 задней поверхности, которая впоследствии становится задней поверхностью наружной оболочки 3, область 92 верхней поверхности, которая впоследствии становится верхней поверхностью наружной оболочки 3, и область 98 верхней передней поверхности, которая впоследствии становится остальной частью передней поверхности 36 наружной оболочки 3. Области 66, 82, 88, 94 и 100 боковой поверхности, образующие боковые поверхности наружной оболочки 3, расположены, соответственно, слева и справа от областей 64, 80, 86, 92 и 98.
[0047] Вырезы 74 и 102, которые образуют V-образный язычок 33, образованы, соответственно, на нижнем конце области 64 нижней передней поверхности упаковочного материала 2 и на верхнем конце области 98 верхней передней поверхности. В области 64 нижней передней поверхности, области 98 верхней передней поверхности и области 92 верхней поверхности имеются ослабленные участки 106 для формирования первых линий 37 отрыва и ослабленные участки 76 для формирования второй линии 38 отрыва, которые образуют отделяемую часть 34, описанную выше. Штрихпунктирные линии в областях 82 и 94 боковой поверхности упаковочного материала 2 указывают, что упаковочный материал 2 должен быть сложен в этих областях 82 и 94 боковой поверхности, когда его складывают. Нижние края 54а области 64 нижней передней поверхности и областей 66 боковой поверхности (эти участки заштрихованы на Фиг. 2) и верхние края 54b области 98 верхней передней поверхности и областей 100 боковой поверхности (эти части на Фиг. 2 заштрихованы) должны быть соединены друг с другом встык и подвергнуты термосвариванию (термосплавлению) для образования боковой термосвариваемой части 31А. В каждой из областей левой и правой боковых поверхностей упаковочного материала 2 наружный край 50а (заштрихован на Фиг. 2) загибается сам на себя и сплавляется под действием тепла с образованием соответствующей продольной термосвариваемой части 31В. В упаковочном материале 2 концевые части нижних краев 54а и верхних краев 54b соединяются с концевыми частями пары наружных боковых краев 50а. В частности, эти края образованы на наружной периферийной краевой области упаковочного материала 2, образуя форму прямоугольной рамки.
[0048] Упаковочный материал 2, имеющий структуру, описанную выше, складывают вокруг пачки табачных изделий и формируют наружную оболочку 3, имеющую внутреннюю вмещающую часть, в которой герметично размещают табачные изделия. Чтобы придать упаковочному материалу 2 форму упаковки, сначала пачку табачных изделий укладывают, например, на область 86 задней поверхности упаковочного материала 2, а затем области упаковочного материала 2 последовательно сгибают вдоль линии сгиба. В этом случае нижние края 54а области 64 нижней передней поверхности и областей 66 боковой поверхности и верхние края 54b области 98 верхней передней поверхности и областей 100 боковой поверхности соприкасаются друг с другом встык и термосвариваются (термосплавляются) вместе. В частности, когда термосвариваемый слой 23, образованный в качестве наружного слоя на стороне второй поверхности 20В, загнут сам на себя, перекрывающиеся края упаковочного материала 2 нагревают и подвергают давлению.
[0049] В результате, термосвариваемый агент, содержащийся в термосвариваемом слое 23, расплавляется, и таким образом формируется боковая термосвариваемая часть 31А. Боковая термосвариваемая часть 31А выполнена в виде шва, соединяющего края материала, в котором вторая поверхность 20В упаковочного материала 2, образующая внутреннюю поверхность 30В наружной оболочки 3, находится в контакте сама с собой, а перекрывающиеся части второй поверхности 20В склеены между собой (склеены краями). В случае боковой термосвариваемой части 31А воздействие тепла на табачные изделия во время термосваривания может быть меньше, чем в случае, когда шов образуется путем соединения вместе краев упаковочного материала 2, которые уложены друг на друга внахлест таким образом, что первая поверхность 20А и вторая поверхность 20В соприкасаются друг с другом.
[0050] После формирования боковой термосвариваемой части 31А упаковочный материал 2 образует прямоугольные части, выступающие с противоположных сторон пачки табачных изделий. Эти прямоугольные части сгибают в областях 82 и 94 боковой поверхности. Затем области 66, 82, 88, 94 и 100 боковой поверхности сгибают по линиям сгиба таким образом, чтобы закрыть боковые поверхности группы изделий на соответствующих сторонах, при этом формируются боковые стороны и боковые поверхности наружной оболочки 3. Вдоль штрихпунктирных линий в областях 82 и 94 боковой поверхности, показанных на Фиг. 2, формируются клиновидные части. Когда области 66, 82, 88, 94 и 100 боковой поверхности складывают, наружные боковые края областей боковой поверхности на одной и той же стороне упаковочного материала 2 приводят в контакт друг с другом, а перекрывающиеся части термосваривают (термосплавляют) вместе. В результате термосвариваемый агент, содержащийся в термосвариваемом слое 23, плавится при нагревании, и таким образом формируются продольные термосвариваемые части 31 В. Каждая из продольных термосвариваемых частей 31В выполнена в виде шва, соединяющего края материала, в котором вторая поверхность 20В упаковочного материала 2, образующая внутреннюю поверхность 30В наружной оболочки 3, контактирует сама с собой, а перекрывающиеся части второй поверхности 20В склеивают вместе, как и боковую термосвариваемую часть 31А. Таким образом, влияние тепла на табачные изделия во время термосваривания может быть дополнительно снижено.
[0051] Наружная оболочка 3 формируется из упаковочного материала 2 способом, описанным выше, и завершается формирование упаковки 1 с табачными изделиями, герметично закрытыми во внутренней вмещающей части. Упаковочный материал 2 в настоящем варианте выполнения содержит слой 21 бумажной основы, содержащий материал на основе волокнистой целлюлозы, слой 22, представляющий собой барьер для водяного пара, уложенный на слой 21 бумажной основы, и термосвариваемый слой 23, образованный в качестве наружного слоя на по меньшей мере одной стороне упаковочного материала 2 и изготовленный путем нанесения термосвариваемого агента, используемого для термосваривания краев упаковочного материала 2. Слой, представляющий собой барьер для водяного пара, имеет характеристики барьера для водяного пара со скоростью пропускания водяного пара от 1 г/м2⋅24 ч до 100 г/м2⋅24 ч включительно, так что сформированная упаковка 1 (наружная оболочка 3) может иметь отличные герметизирующие характеристики. В частности, представленная упаковка 1 может иметь отличные характеристики герметизации без герметизации упаковки с помощью дополнительной наружной полимерной пленки. Следовательно, можно предпочтительно предотвратить увеличение или уменьшение количества водяного пара в табачных изделиях в процессе дистрибуции упаковки 1 или во время хранения упаковки 1. Поскольку толщина термосвариваемого слоя 23 упаковочного материала 2 составляет от 0,5 мкм до 5 мкм включительно, то, когда упаковочный материал 2 складывается для формирования упаковки 1 (наружной оболочки 3), края упаковочного материала 2 могут быть надежно скреплены между собой и количество используемого полимера может быть уменьшено. В частности, упаковка 1 (наружная оболочка 3) может быть легко изготовлена, а поставляемый упаковочный материал 2 и упаковка 1 (наружная оболочка 3) с использованием упаковочного материала 2 являются экологически безопасными. В настоящем варианте выполнения толщина термосвариваемого слоя 23, указанная в диапазоне от 0,5 мкм до 5 мкм включительно, означает сухую толщину термосвариваемого агента. Поэтому предпочтительно регулировать количество наносимого термосвариваемого лака таким образом, чтобы окончательная толщина термосвариваемого слоя 23 в готовом упаковочном материале 2 (после высыхания термосвариваемого агента) находилась в диапазоне от 0,5 от мкм до 5 мкм включительно.
[0052] Фиг. 4 изображает вид, схематично показывающий структуру поперечного сечения наружной оболочки 3, включая термосвариваемые части 31 в упаковке 1, выполненной в соответствии с вариантом выполнения 1. На Фиг. 4 показана структура поперечного сечения термосвариваемой части 31 и наружной оболочки 3 вблизи этой термосвариваемой части 31. Символ AS, показанный на Фиг. 4, обозначает внутреннюю вмещающую часть AS, герметично закрытую наружной оболочкой 3. На Фиг. 4 табачные изделия, помещенные во внутреннюю вмещающую часть AS, не показаны. На Фиг. 4 также показаны увеличенные изображения областей А и В, окруженные штриховыми линиями. Номер позиции 20С, показанный на Фиг. 4, обозначает края упаковочного материала 2. Перекрывающиеся края 20С упаковочного материала 2 сплавляют под действием тепла с образованием шва, соединяющего края материала, и, таким образом, формируют термосвариваемую часть 31.
[0053] Как показано на увеличенном изображении области А на Фиг. 4, термосвариваемый слой 23, слой 22, представляющий собой барьер для водяного пара, и слой 21 бумажной основы укладывают друг на друга со стороны внутренней поверхности 30В наружной оболочки 3 (со стороны второй поверхности 20В упаковочного материала 2), а слой 21 бумажной основы образует наружную поверхность 30А наружной оболочки 3. Кроме того, термосвариваемый слой 23, расположенный на стороне первой поверхности 20А упаковочного материала 2, образует внутреннюю поверхность 30В наружной оболочки 3.
[0054] Как показано на увеличенном изображении области В на Фиг. 4, в настоящем варианте выполнения слой 22, обладающий свойством барьера для водяного пара, расположен непосредственно снаружи термосвариваемого слоя 23. В этом случае перекрывающиеся части слоя 22, покрытые термосвариваемым лаком, образующим термосвариваемый слой 23, могут находиться в тесном контакте друг с другом на термосвариваемой части 31. Следовательно, на термосвариваемой части 31 маловероятно, что водяной пар пройдет через контактную поверхность между соединенными частями упаковочного материала 2. Таким образом, можно дополнительно улучшить герметизирующие характеристики наружной оболочки 3. Кроме того, в варианте выполнения, в котором термосвариваемый слой 23 уложен на слой 22, как показано на Фиг. 4, поверхность слоя 22 представляет собой поверхность, покрытую термосвариваемым лаком, и это является преимуществом, поскольку маловероятно, что термосвариваемый лак впитается в слой 22 во время нанесения покрытия. Следовательно, количество полимера, используемого для склеивания краев упаковочного материала 2, предпочтительно может быть уменьшено.
[0055] Многослойная структура упаковочного материала 2 в настоящем варианте выполнения не ограничена структурой, описанной со ссылкой на Фиг. 2 и 4, при этом могут быть использованы различные другие структуры. Например, слой 21 бумажной основы и слой 22, представляющий собой барьер для водяного пара, в многослойной структуре, описанной со ссылкой на Фиг. 2 и 4, могут быть заменены друг другом. Кроме того, упаковочный материал 2 может содержать, в дополнение к слою 21 бумажной основы, слою 22, и термосвариваемому слою 23, один или несколько необязательных дополнительных слоев. Например, в упаковочном материале 2 верхний слой лака может быть сформирован на слое 21 бумажной основы путем нанесения, например, печатного лака на поверхность слоя 21 бумажной основы. Конечно, на поверхности слоя 21 бумажной основы краской может быть напечатан рисунок или фирменный логотип.
[0056] В примере, описанном в вышеприведенном варианте выполнения, термосвариваемый слой 23 сформирован с образованием всей площади второй поверхности 20В упаковочного материала 2, которая образует внутреннюю поверхность 30В наружной оболочки 3 в сформированной упаковке. Однако термосвариваемый слой 23 может быть сформирован только на наружных краях упаковочного материала 2 для формирования термосвариваемых частей 31, то есть только на нижних краях 54а, верхних краях 54b и паре наружных боковых краев 50а (заштрихованные области на Фиг. 2). Когда наружные края покрыты термосвариваемым лаком с определенным рисунком, формируя термосвариваемый слой 23, термосвариваемый лак может быть нанесен на несколько более широкую область (например, приблизительно на 0,5 мм), чем рассматриваемая проектная область незначительных позиционных смещений во время нанесения. Путем формирования рисунка термосвариваемого слоя 23 только на части одной стороны упаковочного материала 2 можно дополнительно уменьшить количество используемого полимера.
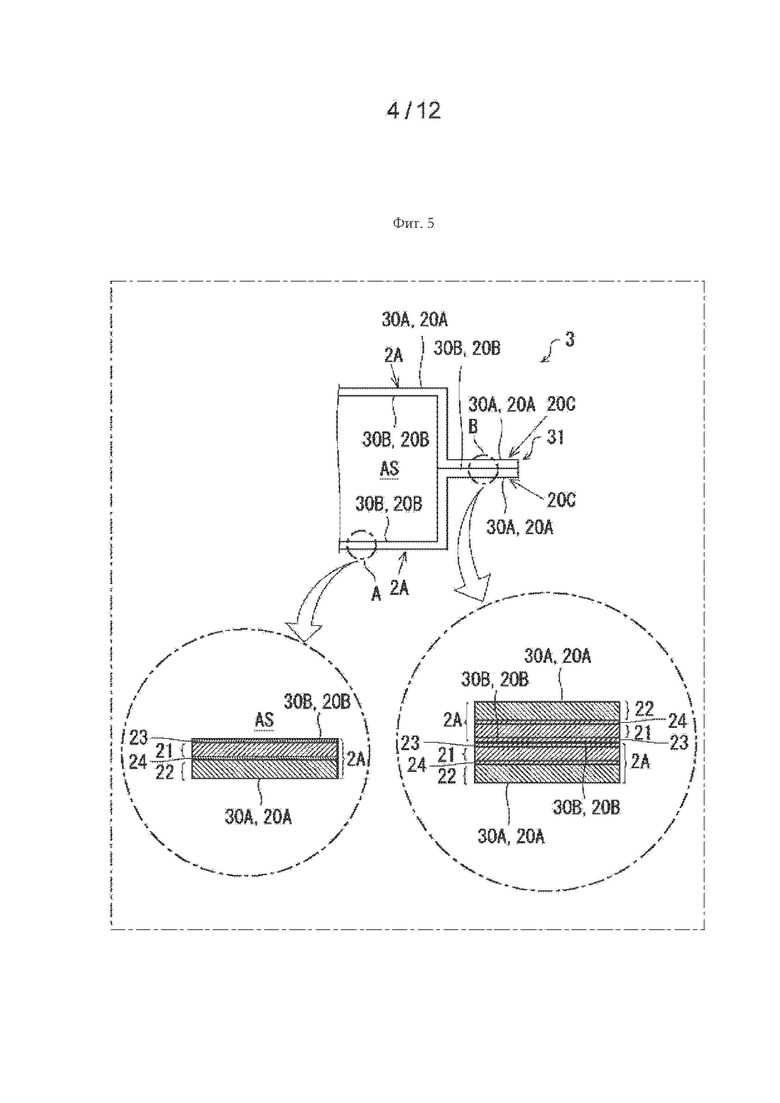
[0057] Фиг. 5 изображает вид, показывающий структуру слоев упаковочного материала 2А в соответствии с модификацией 1. В настоящей модификации те же компоненты, что и в описанных выше вариантах выполнения, обозначены теми же символами, и их подробное описание будет далее опущено. В примере, показанном на Фиг. 5, упаковочный материал 2А имеет многослойную структуру, в которой слой 21 бумажной основы и слой 22, представляющий собой барьер для водяного пара, в упаковочном материале 2, описанном на Фиг. 2 и 4, поменяны местами. В частности, как показано на увеличенном изображении области А на Фиг. 5, термосвариваемый слой 23, слой 21 бумажной основы и слой 22, уложены друг на друга в указанном порядке со стороны внутренней поверхности 30В наружной оболочки 3 (вторая поверхность 20В стороны упаковочного материала 2А). Слой 22 образует наружную поверхность 30А наружной оболочки 3, а термосвариваемый слой 23 образует внутреннюю поверхность 30В наружной оболочки 3.
[0058] В модификации 1, показанной также на Фиг. 5, термосвариваемый слой 23 может быть сформирован таким образом, чтобы формировать всю площадь второй поверхности 20В упаковочного материала 2А, или может быть сформирован только на наружных краях упаковочного материала 2 для формирования термосвариваемых частей 31, то есть только на нижних краях 54а, верхних краях 54b и паре наружных боковых краев 50а (заштрихованные области на Фиг. 2). Конечно, и в настоящей модификации упаковочный материал 2А может содержать один или несколько необязательных дополнительных слоев. Кроме того, на поверхности слоя 22 упаковочного материала 2А могут быть краской напечатаны рисунки или фирменный логотип. Например, на слой 22 может быть нанесен защитный лак для формирования верхнего лакового слоя на слое 22, и верхний слой покрытия может образовывать наружную поверхность 30А наружной оболочки 3.
[0059] В модификации 1, показанной на Фиг. 5, также, как и в варианте выполнения 1, табачные изделия могут быть закрыты без герметизации упаковки 1 с помощью отдельной наружной полимерной пленки, а количество используемого полимерного материала может быть уменьшено, так что упаковочный материал 2А и представленная упаковка 1 более экологичны. В модификации 1, показанной на Фиг. 5, слой 21 бумажной основы расположен между термосвариваемым слоем 23 и слоем 22, представляющим собой барьер для водяного пара. Следовательно, по сравнению со структурой слоев упаковочного материала 2, показанной на Фиг. 4, водяной пар может легче проходить через слой 21 бумажной основы, расположенный между скрепленными частями слоя 22, упаковочного материала 2 в каждой термосвариваемой части 31. Таким образом, свойства барьера для водяного пара многослойной структуры, показанной на Фиг. 4, лучше, чем у многослойной структуры в настоящей модификации. В варианте выполнения, в котором термосвариваемый слой 23 уложен на слой 21 бумажной основы, как показано на Фиг. 5, поверхность слоя 21 бумажной основы представляет собой поверхность, покрытую термосвариваемым лаком. Следовательно, термосвариваемый лак может легче впитываться в слой 21 бумажной основы во время нанесения по сравнению с тем, когда термосвариваемый лак наносят на слой 22, как показано на Фиг. 4. В этом случае также предпочтительно регулировать количество наносимого термосвариваемого лака таким образом, чтобы толщина термосвариваемого слоя 23 в готовом упаковочном материале 2 (после высыхания термосвариваемого агента) находилась в диапазоне от 0,5 мкм до 5 мкм включительно. Когда термосвариваемый слой 23 укладывают на слой 21 бумажной основы, как в настоящей модификации, предпочтительно, чтобы слой 21 бумажной основы был сформирован в виде бумаги с покрытием, а слой покрытия, содержащий карбонат кальция, каолин и т.д., формировался на поверхности и что термосвариваемый слой 23 уложен на слой покрытия слоя 21 бумажной основы. В этом случае, поскольку термосвариваемый лак может быть нанесен на покрывающий слой слоя 21 бумажной основы, маловероятно, что термосвариваемый лак впитается в слой 21 бумажной основы. Следовательно, количество полимера, используемого для формирования термосвариваемого слоя 23, может быть более предпочтительно уменьшено.
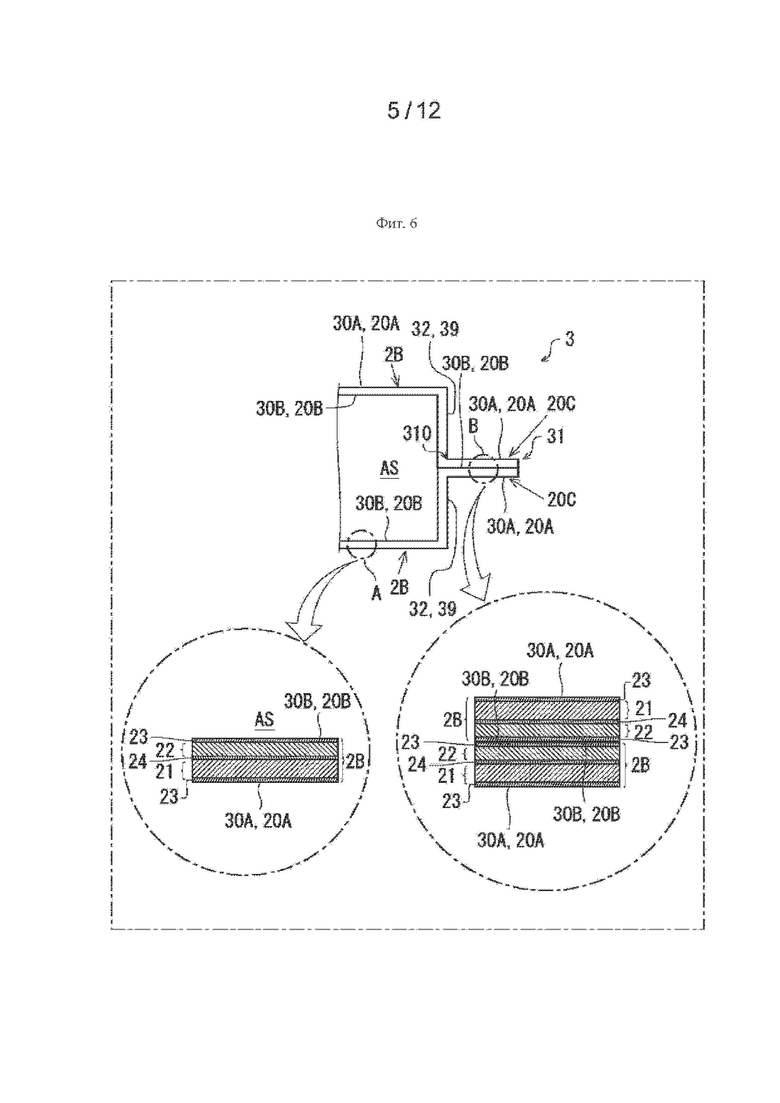
[0060] Фиг. 6 изображает вид, показывающий структуру слоев упаковочного материала 2В в соответствии с модификацией 2. В настоящей модификации одни и те же компоненты, что и в описанных выше вариантах выполнения, обозначены теми же символами, и их подробное описание будет далее опущено. В упаковочном материале 2В, в соответствии с модификацией 2, термосвариваемый слой 23 сформирован так, чтобы формировать всю площадь первой поверхности 20А упаковочного материала 2В (наружную поверхность 30А наружной оболочки 3) и всю площадь второй поверхности 20В (внутреннюю поверхность 30В). Другие признаки такие же, как и у упаковочного материала 2, показанного на Фиг. 4. В настоящей модификации термосвариваемый слой 23 может быть сформирован только на наружных краях первой поверхности 20А и второй поверхности 20В упаковочного материала 2В.
[0061] Как описано выше, в настоящей модификации термосвариваемый слой 23 формируют так, чтобы формировать также и первую поверхность 20А упаковочного материала 2 В, которая образует наружную поверхность 30А наружной оболочки 3. Следовательно, каждая из термосвариваемых частей 31, выполненная в виде швов, соединяющих края материала, может быть сложена вдоль концевой части 310 основы (см. Фиг. 6), используемой в качестве линии сгиба, по направлению к наружной поверхности 30А наружной оболочки 3. Затем, например, наружную поверхность 30А термосвариваемой части 31 можно привести в контакт с наружной поверхностью 30А в проксимальной части 32 наружной оболочки 3, а перекрывающиеся части наружной поверхности 30А можно термосплавить вместе. Проксимальная часть 32 наружной оболочки 3 представляет собой часть, находящуюся вблизи термосвариваемой части 31, и является частью наружной поверхности 30А на боковой поверхности 39 наружной оболочки 3, при этом часть наружной поверхности 30А расположена в части, которая может входить в контакт с наружной поверхностью 30А термосвариваемой части 31, когда термосвариваемая часть 31 сгибается вдоль концевой части 310 основы по направлению к боковой поверхности 39. Когда термосвариваемый слой 23 формируют таким образом, чтобы он образовывал первую поверхность 20А и вторую поверхность 20В (противоположные поверхности) упаковочного материала 2В, как описано выше, гибкость формы термосвариваемых частей 31 может быть увеличена. Однако с точки зрения количества используемого полимера предпочтительно формировать термосвариваемый слой 23 только на одной стороне упаковочного материала, потому что количество используемого полимера меньше, чем при использовании термосвариваемого слоя 23, сформированного на противоположных сторонах упаковочного материала. Вариант выполнения, при котором термосвариваемый слой 23 формируют на противоположных сторонах упаковочного материала, термосвариваемые части 31 загибают на боковые поверхности наружной оболочки 3, а перекрывающиеся части наружной поверхности 30А склеивают вместе, может быть применим к упаковочному материалу 2А, имеющему многослойную структуру, описанную в модификации 1.
[0062] Упаковка 1, сформированная с использованием любого из упаковочных материалов в соответствии с вариантом выполнения 1 и его модификациями, описанными выше, может распространяться в виде упаковки типа «подушка», показанной на Фиг. 1, или может распространяться после упаковки в известную наружную упаковку, такую как жесткая упаковка или мягкая упаковка.
Вариант выполнения 2
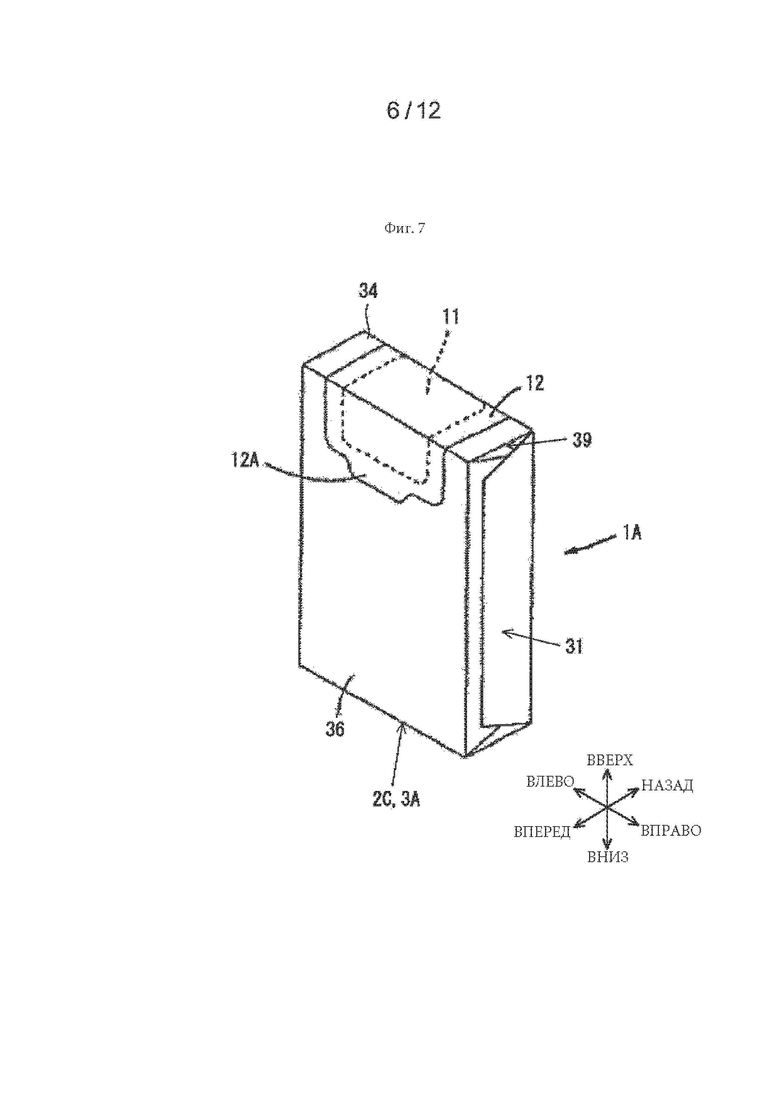
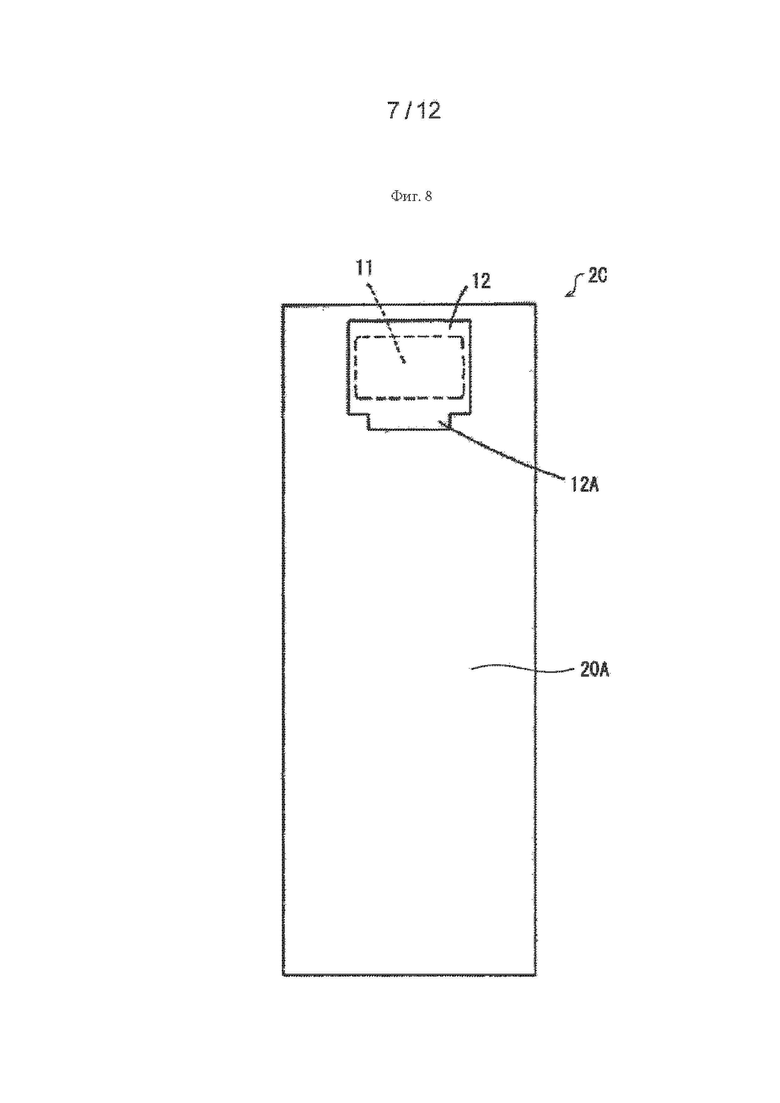
[0063] Далее описана упаковка 1А, выполненная в соответствии с вариантом выполнения 2. В настоящем варианте выполнения те же самые компоненты, что и описанные в описанных выше вариантах выполнения, обозначены теми же номерами позиций, и их подробное описание будет опущено. Фиг. 7 иллюстрирует внешний вид в аксонометрии упаковки 1А в варианте выполнения 2. Фиг. 8 иллюстрирует вид сверху упаковочного материала 2С для формирования наружной оболочки 3А упаковки 1А, выполненной в соответствии с вариантом выполнения 2.
[0064] В примере, показанном на Фиг. 7, упаковка 1А имеет по существу форму прямоугольного параллелепипеда. Упаковка 1А содержит наружную оболочку 3А, выполненную в виде упаковки путем складывания упаковочного материала 2С в форме листа, показанного на Фиг. 8, и соединения краев упаковочного материала 2С вместе путем термосваривания. Герметичная внутренняя вмещающая часть сформирована внутри наружной оболочки 3А упаковки 1, и табачные изделия размещены во внутренней вмещающей части.
[0065] На Фиг. 7 показаны направления упаковки 1А вверх, вниз, влево, вправо, вперед и назад. Однако направления упаковки 1А вверх, вниз, влево, вправо, вперед и назад используются для описания относительных позиционных отношений между компонентами упаковки 1А и не указывают абсолютные направления упаковки 1А. Направление вверх-вниз упаковки 1А может называться «направлением по высоте», а направление влево-вправо может называться «направлением по ширине». Направление вперед-назад может упоминаться как «направление по глубине».
[0066] Номер позиции 34 на чертеже обозначает верхнюю поверхность упаковки 1 А, а номер позиции 36 обозначает переднюю поверхность упаковки 1А. Номер позиции 39 обозначает боковую поверхность упаковки 1А. Упаковка 1А имеет отверстие 11 для извлечения, через которое табачное изделие может быть извлечено из внутренней части наружной оболочки ЗА, причем отверстие 11 для извлечения закрыто закрывающим клапаном 12. Закрывающий клапан 12 прикреплен к поверхности наружной оболочки 3А с использованием, например, слабоклеящегося клея и представляет собой многократно снимаемое покрытие. Закрывающий клапан 12 имеет язычок 12А. Пользователь может вынуть табачное изделие, находящееся во внутренней вмещающей части, сжав язычок 12А, потянув вверх закрывающий клапан 12 и оторвав по меньшей мере часть закрывающего клапана 12 от наружной поверхности 30А наружной оболочки 3А, чтобы, тем самым, открыть отверстие 11 для извлечения.
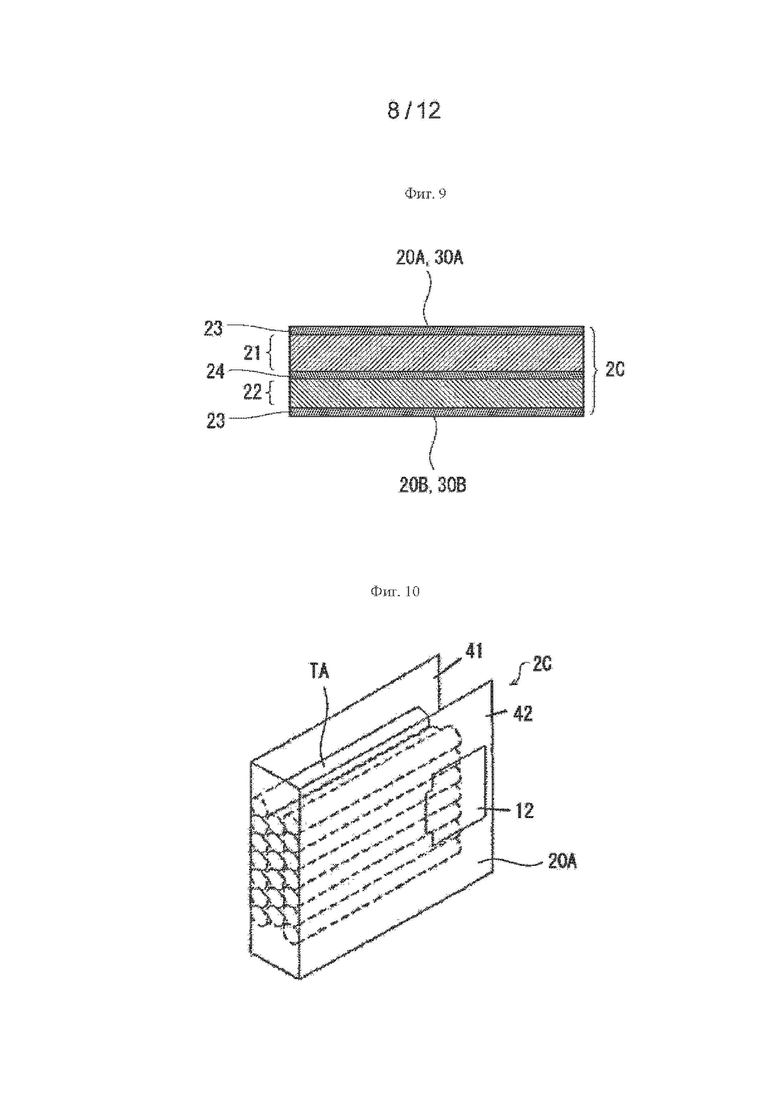
[0067] Фиг. 9 изображает вид, показывающий структуру слоев упаковочного материала 2С, образующую упаковку 1А, выполненную в соответствии с вариантом выполнения 2. В описании структуры слоев упаковочного материала 2С те же элементы, что и для упаковочного материала 2, выполненного в соответствии с вариантом выполнения 1, обозначены одинаковыми номерами позиций, и их подробное описание будет далее опущено. В упаковочном материале 2С термосвариваемый слой 23 сформирован таким образом, чтобы образовывать первую поверхность 20А и вторую поверхность 20В. В частности, противоположные наружные слои упаковочного материала 2 в направлении по толщине образованы из термосвариваемого слоя 23.
[0068] В упаковочном материале 2С термосвариваемый слой 23, слой 22, представляющий собой барьер для водяного пара, слой 21 бумажной основы и термосвариваемый слой 23 укладывают друг на друга в указанном порядке, начиная со второй поверхности 20В.
[0069] Термосвариваемый слой 23, сформированный в качестве наружного слоя на стороне первой поверхности 20А упаковочного материала 2С, образован путем нанесения термосвариваемого лака, содержащего термосвариваемый агент, на слой 21 бумажной основы. Термосвариваемый слой 23, сформированный в качестве наружного слоя на стороне второй поверхности 20В упаковочного материала 2С, образован нанесением термосвариваемого лака, содержащего термосвариваемый агент, на слой 22. В этом примере термосвариваемый слой 23 сформирован во всех областях (всех частях) на противоположных сторонах (стороне первой поверхности 20А и стороне второй поверхности 20В) упаковочного материала 2С. Однако, как описано ниже, термосвариваемый слой 23 может быть сформирован частично на стороне первой поверхности 20А и стороне второй поверхности 20В упаковочного материала 2С. Слой 21 бумажной основы, слой 22 и термосвариваемый слой 23, которые образуют упаковочный материал 2С, уже были описаны в варианте выполнения 1, и их подробное описание будет опущено. В примере, описанном ниже, упаковочный материал 2С складывают в виде упаковки 1А (наружной оболочки 3А) таким образом, что первая поверхность 20А упаковочного материала 2С обращена наружу и образует наружную поверхность 30А наружной оболочки 3, и таким образом, что вторая поверхность 20В упаковочного материала 2С обращена к внутренней стороне (стороне внутренней вмещающей части, стороне табачного изделия) и образует внутреннюю поверхность 30В наружной оболочки 3.
[0070] Фиг. 10-13 являются иллюстрациями, показывающими процедуру складывания упаковочного материала 2С, когда собирают упаковку 1А, выполненную в соответствии с вариантом выполнения 2. Подготавливают упаковочный материал 2С в форме листа, как показано на Фиг. 8. Упаковочный материал 2С имеет прямоугольную форму, как показано на Фиг. 8. Упаковочный материал 2С имеет отверстие 11 для извлечения, а закрывающий клапан 12 прикрепляют к первой поверхности 20А упаковочного материала 2С с помощью слабоклеящегося клея для закрытия отверстия 11 для извлечения. Фиг. 8 иллюстрирует вид сверху, когда упаковочный материал 2С виден со стороны первой поверхности 20А. На Фиг. 8 линии сгиба в упаковочном материале 2С не показаны.
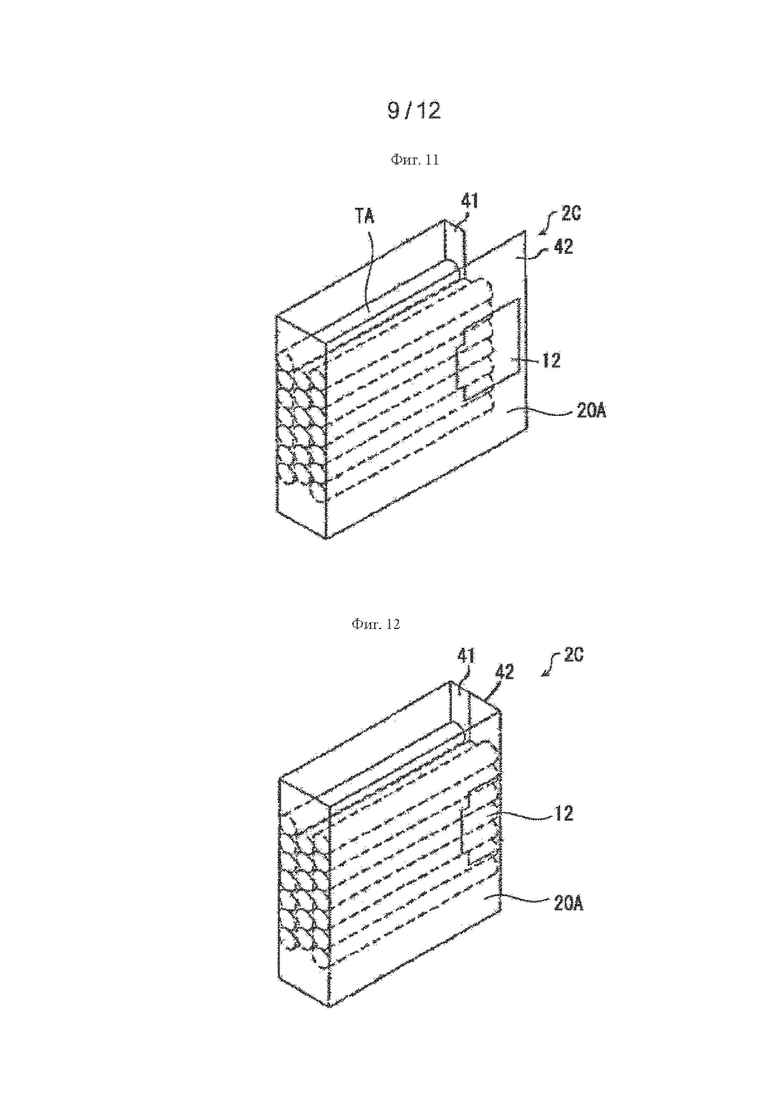
[0071] Чтобы собрать упаковку 1А, сначала упаковочный материал 2С складывают по линиям сгиба (не показаны) в U-образную форму, чтобы окружить табачные изделия ТА, как показано на Фиг. 10. В этом состоянии упаковочный материал 2С образует прямоугольные части 41 и 42, выступающие из торца пачки табачных изделий ТА. Затем, как показано на Фиг. 11 и 12, прямоугольные части 41 и 42 загибают на торец пачки табачных изделий ТА. Прямоугольную часть 42 помещают на прямоугольную часть 41, при этом прямоугольные части 41 и 42 термосплавляют вместе.
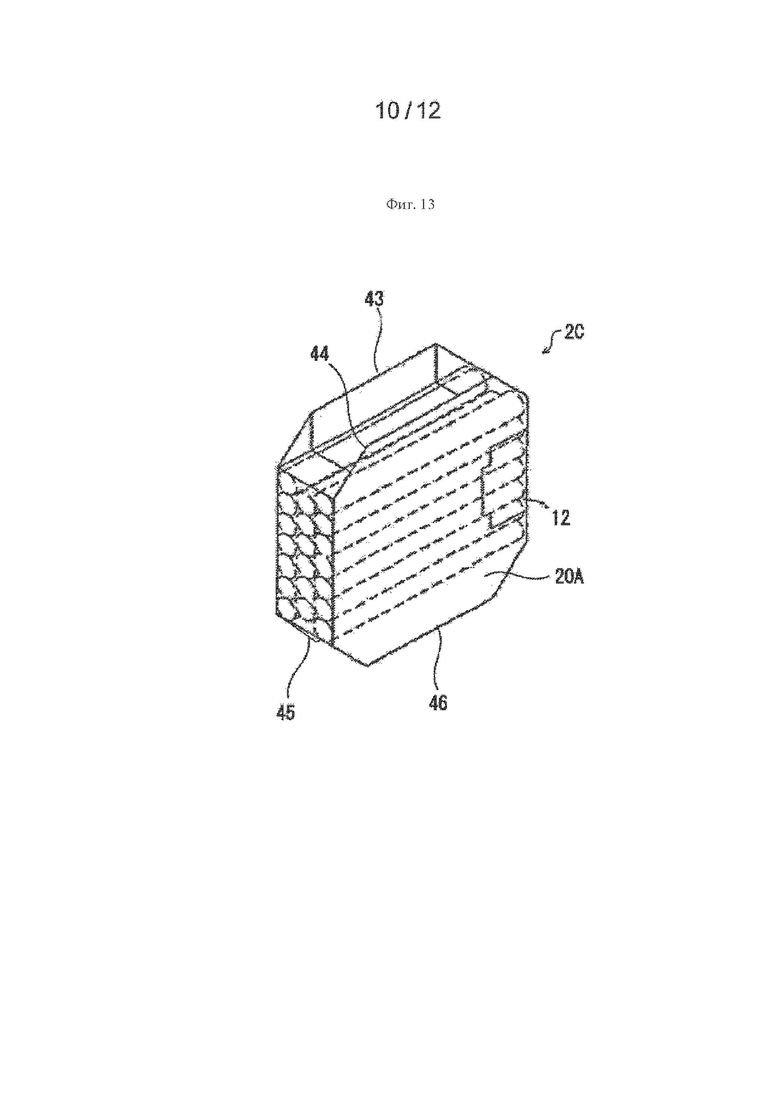
[0072] Затем выступающие части упаковочного материала 2С, которые выступают из противоположных боковых поверхностей пачки табачных изделий ТА, сгибают с образованием трапециевидных клапанов 43-46, как показано на Фиг. 13. Затем трапециевидные клапаны 43-46 загибают вдоль их соответствующих концевых частей основы. В этом случае трапециевидный клапан 43 размещают на трапециевидном клапане 44, и эти трапециевидные клапаны 43 и 44 термосплавляют вместе, образуя термосвариваемую часть 31. Аналогичным образом трапециевидный клапан 45 размещают на трапециевидном клапане 46 и эти трапециевидные клапаны 45 и 46 термосплавляют вместе, образуя термосвариваемую часть 31 (см. Фиг. 7). Таким образом завершают формирование упаковки 1 А, показанной на Фиг. 7.
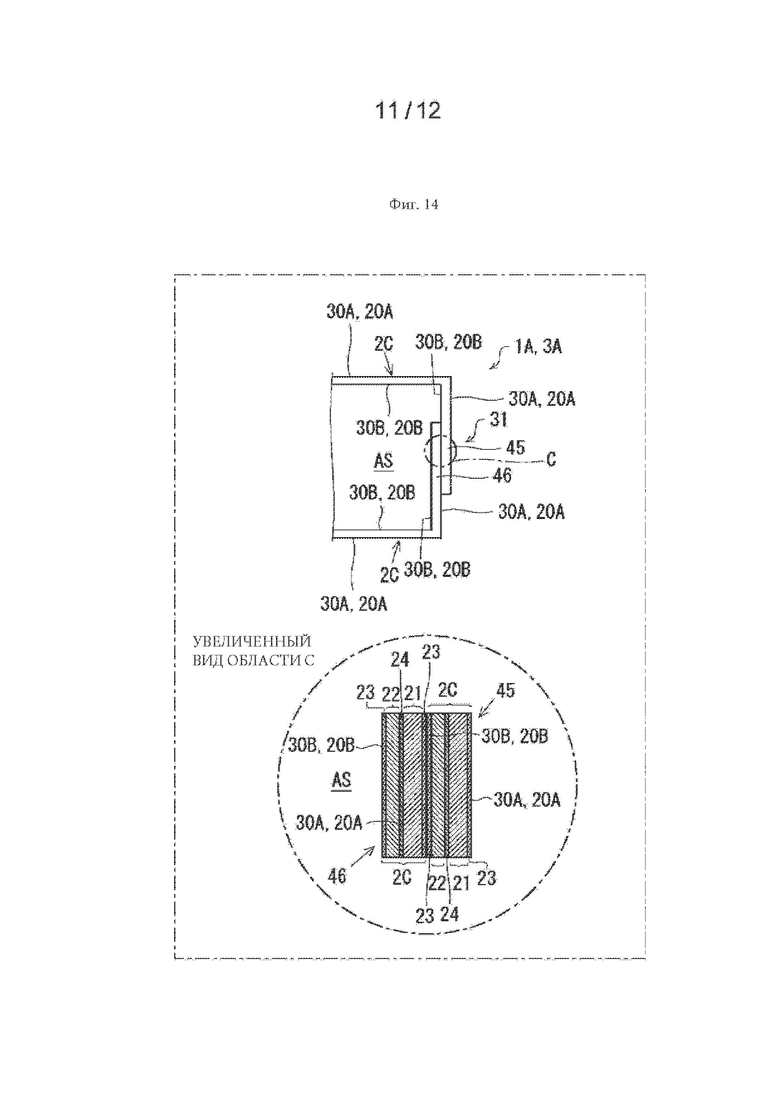
[0073] Фиг. 14 изображает вид, схематически показывающую структуру поперечного сечения части рядом с термосвариваемой частью 31 в упаковке 1А, выполненной в соответствии с вариантом выполнения 2. На Фиг. 14 табачные изделия, помещенные во внутреннюю вмещающую часть AS, не показаны. На Фиг. 14 также показано схематичное увеличенное изображение области С, окруженной штриховой линией. Термосвариваемая часть 31 в упаковке 1А (наружной оболочке 3А) содержит пару трапециевидных клапанов 45 и 46, перекрывающих друг друга. В частности, внутренняя поверхность 30В трапециевидного клапана 45 (вторая поверхность 20В упаковочного материала 2С), расположенная на верхней стороне, и наружная поверхность 30А трапециевидного клапана 46 (первая поверхность 20А упаковочного материала 2С), расположенная на нижней стороне, склеены внахлест. Способ приклеивания трапециевидных клапанов 43 и 44 в термосвариваемой части 31 на другой боковой поверхности 39 упаковки 1А (наружной оболочки 3А) такой же, как способ приклеивания трапециевидных клапанов 45 и 46, показанный на Фиг. 14. В частности, в упаковке 1А, выполненной в соответствии с вариантом выполнения 2, термосвариваемый слой 23 выполняют таким образом, чтобы сформировать наружную поверхность 30А (первую поверхность 20А упаковочного материала 2С) и внутреннюю поверхность 30В (вторую поверхность 20В упаковочного материала 2С), причем каждую термосвариваемую часть 31 выполняют в виде шва внахлест, в котором термосвариваемый слой 23, сформированный на внутренней поверхности 30В стороны одного края упаковочного материала 2С (на второй поверхности 20В упаковочного материала 2С), и термосвариваемый слой 23, сформированный на наружной поверхности 30А другого края (на первой поверхности 20А упаковочного материала 2С), склеивают друг с другом внахлест.
[0074] Как описано выше, упаковочный материал 2С в настоящем варианте выполнения и упаковка 1А, сформированная с использованием упаковочного материала 3С, имеют те же эффекты, что и упаковочные материалы, и упаковки, выполненные в соответствии с вариантом выполнения 1 и модификациям, описанным выше. В частности, табачные изделия ТА могут быть герметично закрыты без герметичного закрытия упаковки 1А отдельной наружной полимерной пленкой. Кроме того, количество используемого полимерного материала может быть уменьшено, так что упаковочный материал 2С и упаковка 1А более экологичны, чем традиционные изделия.
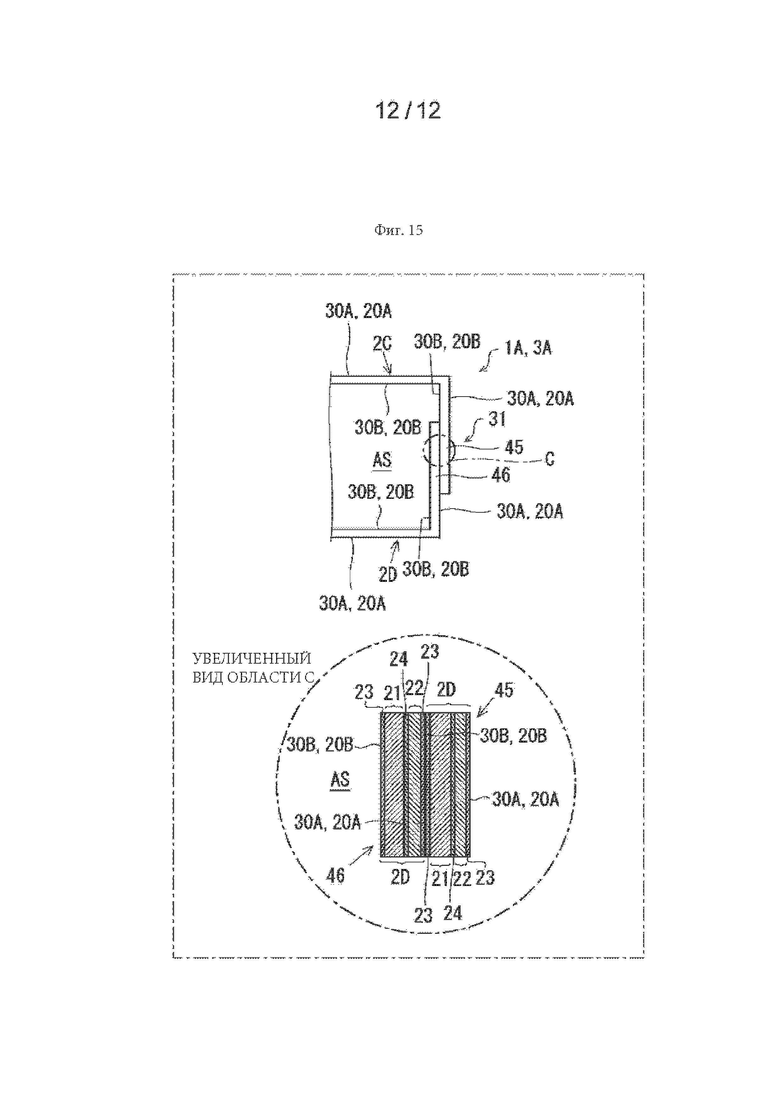
[0075] Упаковочный материал 2С в настоящем варианте выполнения может иметь многослойную структуру, в которой слой 21 бумажной основы и слой 22, представляющий собой барьер для водяного пара, поменяны местами. Фиг. 15 изображает вид, схематически показывающую структуру поперечного сечения части рядом с термосвариваемой частью 31, когда упаковочный материал 2D, выполненный в соответствии с модификацией 3, используется для формирования упаковки 1А. Модификация 3 аналогична варианту выполнения, описанному на Фиг. 7-14, за исключением структуры слоев упаковочного материала 2D, и достигаются те же эффекты, что и у упаковочного материала 2С, выполненного в соответствии с вариантом выполнения 2.
[0076] В иллюстративных вариантах выполнения, описанных в варианте выполнения 2 и модификации 3, термосвариваемый слой 23 сформирован таким образом, чтобы образовывать все области (все части) противоположных поверхностей (первой поверхности 20А и второй поверхности 20 В) упаковочного материала 2С, 2D, но это не является ограничением. Например, поскольку термосвариваемые части 31 должны быть сформированы на наружных краях первой поверхности 20А и второй поверхности 20В упаковочного материала 2С, 2D, термосвариваемый слой 23 может быть сформирован только на этих наружных краях. Таким образом, количество полимера, используемого для изготовления упаковки 1А (наружной оболочки 3А), может быть дополнительно уменьшено.
[0077] Выше описаны варианты выполнения и модификации упаковочного материала для табачных изделий в соответствии с настоящим изобретением и упаковки, сформированной с использованием упаковочного материала для табачных изделий. Варианты выполнения, раскрытые в настоящем описании, могут сочетаться с любыми другими признаками, раскрытыми в настоящем описании.
Список номеров позиций
[0078] 1 упаковка
2 упаковочный материал
3 наружная оболочка
21 слой бумажной основы
22 слой, представляющий собой барьер для водяного пара
23 термосвариваемый слой
31 термосвариваемая часть.
Изобретение относится к упаковочному материалу для табачных изделий и к упаковке для табачных изделий. Упаковочный материал в форме листа предназначен для формирования упаковки для табачного изделия, в которой табачное изделие упаковано в герметично закрытой внутренней вмещающей части, и содержит слой бумажной основы, содержащий волокнистый материал на основе целлюлозы; слой, представляющий собой барьер для водяного пара, наложенный поверх слоя бумажной основы, содержащий полимерный материал, не содержащий металлического материала и обладающий свойством барьера для водяного пара; и термосвариваемый слой, выполненный в качестве наружного слоя на по меньшей мере одной стороне поверхности упаковочного материала и покрытый термосвариваемым агентом для термосваривания друг с другом краев упаковочного материала. Скорость пропускания водяного пара слоем, представляющим собой барьер для водяного пара, составляет от 1 г/м2⋅24 ч до 100 г/м2⋅24 ч включительно, а толщина термосвариваемого слоя составляет от 0,5 мкм до 5 мкм включительно. Технический результат заключается в обеспечении возможности герметично закрывать табачные изделия, а также использовать меньше полимерного материала и, следовательно, быть более безвредными для окружающей среды. 2 н. и 9 з.п. ф-лы, 15 ил.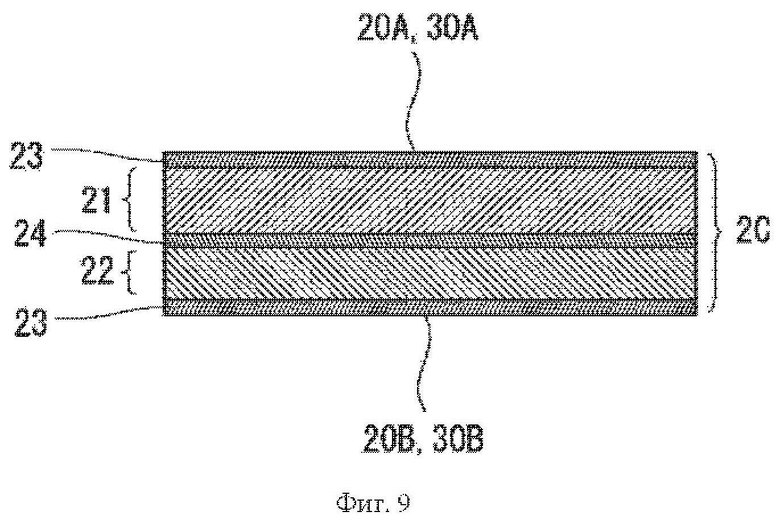
1. Упаковочный материал для табачных изделий, который представляет собой упаковочный материал в форме листа для формирования упаковки для табачных изделий, имеющей герметичную внутреннюю вмещающую часть, которая заключает в себя табачное изделие, при этом упаковочный материал для табачных изделий содержит:
слой бумажной основы, содержащий волокнистый материал на основе целлюлозы,
слой, который представляет собой барьер для водяного пара, уложен на слой бумажной основы, содержит полимерный материал, не содержит металлического материала и обладает свойством барьера для водяного пара, и
термосвариваемый слой, выполненный в качестве наружного слоя на по меньшей мере одной стороне упаковочного материала путем нанесения термосвариваемого агента для термосваривания вместе краев упаковочного материала,
причем скорость пропускания водяного пара слоем, представляющим собой барьер для водяного пара, составляет от 1 г/м2⋅24 ч до 100 г/м2⋅24 ч включительно, и
толщина термосвариваемого слоя составляет от 0,5 мкм до 5 мкм включительно.
2. Упаковочный материал по п. 1, в котором термосвариваемый слой выполнен только на одной стороне упаковочного материала.
3. Упаковочный материал по п. 2, в котором термосвариваемый слой выполнен по всей площади на указанной одной стороне упаковочного материала.
4. Упаковочный материал по п. 2, в котором термосвариваемый слой выполнен только на наружном крае на указанной одной стороне упаковочного материала.
5. Упаковочный материал по п. 1, в котором термосвариваемый слой выполнен на противоположных сторонах упаковочного материала.
6. Упаковочный материал по п. 5, в котором термосвариваемый слой выполнен по всей площади на противоположных сторонах упаковочного материала.
7. Упаковочный материал по п. 5, в котором термосвариваемый слой выполнен только на наружных краях на противоположных сторонах упаковочного материала.
8. Упаковка для табачных изделий, выполненная из упаковочного материала для табачных изделий по п. 1, содержащая табачное изделие, помещенное во внутреннюю вмещающую часть, герметично закрытую упаковочным материалом, и термосвариваемую часть, выполненную путем термосваривания краев упаковочного материала.
9. Упаковка по п. 8, в которой термосвариваемый слой упаковочного материала выполнен с образованием по меньшей мере внутренней поверхности упаковки, обращенной к внутренней вмещающей части, при этом термосвариваемая часть выполнена в виде шва, соединяющего края материала, в котором загнутые края упаковочного материала соприкасаются друг с другом встык.
10. Упаковка по п. 9, в которой термосвариваемый слой упаковочного материала выполнен с образованием также наружной поверхности упаковки, противоположной ее внутренней поверхности, при этом термосвариваемая часть, выполненная в виде шва, соединяющего края материала, загнута на часть, расположенную вблизи термосвариваемой части, и наружная поверхность термосвариваемой части и наружная поверхность части, близкой к термосвариваемой части, склеены вместе.
11. Упаковка по п. 8, в которой термосвариваемый слой упаковочного материала выполнен с образованием внутренней поверхности упаковки, обращенной к внутренней вмещающей части, и с образованием наружной поверхности упаковки, противоположной внутренней поверхности, при этом термосвариваемая часть выполнена в виде шва внахлест, в котором термосвариваемый слой, выполненный с образованием внутренней поверхности на одном краю упаковочного материала, и термосвариваемый слой, выполненный с образованием наружной поверхности на другом краю упаковочного материала, соединены вместе внахлест.
| JP 2016068363 A, 09.05.2016 | |||
| Способ получения силоксанолята тетраметиламмония-катализатора для перегруппировки циклосилоксанов с гексаорганодисилоксанами | 1978 |
|
SU745540A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| JP 2002283492 A, 03.10.2002 | |||
| ПАЧКА С ЯЗЫЧКОВОЙ КРЫШКОЙ | 2009 |
|
RU2474524C2 |

