Изобретение относится к области литейного производства и может быть использовано для изготовления литейных керамических форм по выплавляемым моделям при производстве точных отливок из черных и цветных сплавов.
Известны суспензия на этилсиликатном связующем для изготовления литейных керамических форм, получаемых по выплавляемым моделям, содержащая натрий фтористый в количестве 0,1-0,3 вес. % (Пат. RU 2177856, МПК В22С 9/04, 10.01.2002), а также суспензия для изготовления литейных керамических форм по выплавляемым моделям, включающая продукт частичной переэтерификации олигоэтоксисилоксанов полиэтиленгликолями с массовой долей 1,0-2,0 мас. %, минеральную кислоту, воду и огнеупорный наполнитель (Пат. RU 2179492, МПК В22С 1/16, 20.02.2002).
Общим недостатком данных суспензий является сохранение керамическими формами высокой прочности после получения отливок, что затрудняет очистку отливок от форм.
Наиболее близкой является суспензия для изготовления керамических оболочковых форм в литье по выплавляемым моделям, включающая этилсиликат, воду, соляную кислоту, поверхностно-активное вещество, дисперсный кремнезем, пылевидный огнеупорный наполнитель, ортофосфорную кислоту, органические растворители ацетон или этиловый спирт в качестве растворителя этилсиликата, в качестве поверхностно-активного вещества содержит глицерин и в качестве технологической добавки - азотнокислую соль с одно-, двух-, или трехвалентным катионом (Пат. RU 2358827, МПК В22С 1/00, 20.06.2009).
Однако достигаемая благодаря составу суспензии прочность форм затрудняет очистку отливок и требует дополнительных механических воздействий, что приводит к образованию дефектов на поверхности отливок.
Задачей предлагаемого изобретения является упрощение очистки отливки от керамической формы.
Техническим результатом предлагаемого изобретения является упрощение очистки отливок от керамических форм и повышение качества поверхности отливки.
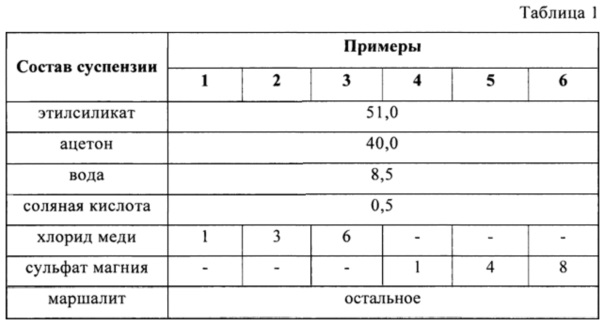
Технический результат достигается при использовании суспензии для изготовления легкоочищаемых литейных керамических форм, включающей этилсиликат, ацетон, воду, соляную кислоту, пылевидный огнеупорный наполнитель маршалит и технологическую добавку - соль с двухвалентным катионом, при этом в качестве соли с двухвалентным катионом суспензия содержит хлорид меди или сульфат магния и имеет вязкость 45 с, при следующих соотношениях компонентов, мас. ч.:
Сущностью изобретения является специфическое действие технологических добавок на структуру образующейся из суспензии керамической формы, сохраняющее ее изначальную высокую прочность до заливки жидкого металла и обеспечивающее разупрочнение керамической формы после заливки жидкого металла, вследствие ее деструкции.
Суспензия приготавливается смешиванием гидролизованного раствора этилсиликата с предварительно прокаленным пылевидным огнеупорным наполнителем - маршалитом. Гидролиз этилсиликата производится при смешении этилсиликата, ацетона, воды и соляной кислоты. В гидролизованный этилсиликат вводят технологическую добавку. Количество вводимого маршалита выбирается из условия соответствия условной вязкости получаемой суспензии, равной 45 секунд (по вискозиметру ВЗ-4, ГОСТ 9070).
Керамическую форму изготавливают методом послойного нанесения готовой суспензии на выплавляемую модель с последующей обсыпкой огнеупорным материалом - кварцевым песком, предварительно прокаленным, и сушкой каждого слоя.
После формирования требуемого количества слоев керамического покрытия модель удаляют из внутренней полости литейной формы одним из общепринятых методов: выплавляют в печи, в кипящей воде, в бойлерклаве, в расплаве модельной массы, струей воды и так далее.
После удаления модели для удаления избыточной влаги проводят сушку керамической формы. Последующая прокалка при температуре 800-900°С керамической формы предназначена для удаления остатков модельной массы из внутренней полости, а также для спекания керамики. Готовая керамическая форма после прокалки имеет достаточную прочность и ее структура не нарушена - трещин и пор не наблюдается.
Готовая керамическая форма заливается жидким металлом. При заливке металла, благодаря, заявленному составу суспензию, происходит деструкция: образуются микротрещины и микропоры, и тем самым происходит разупрочнение формы. После затвердевания и охлаждения отливки в керамической форме, отливку очищают путем механических воздействий на керамическую форму. При этом образовавшиеся микротрещины и микропоры обеспечивают быстрое разрушение керамической формы под действием меньшего воздействия на нее, что позволяет ускорить процесс очистки и сохранить поверхность отливки не поврежденной.
Примеры составов суспензии представлены в таблице 1.
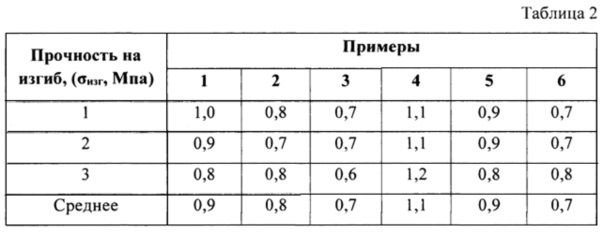
С целью определения прочностных характеристик керамических форм из заявленной суспензии были изготовлены образцы сечением 8×25 мм и длинной 120 мм. Образцы подвергались термическому воздействию температурой, соответствующей температуре заливки жидкого металла.
После этого прочность образцов определяли на изгиб по стандартной методике (ГОСТ 8462-85 - Методы определения пределов прочности при сжатии и изгибе).
Результаты прочностных испытаний после термического воздействия приведены в таблице 2.
Из таблицы видно, что прочность керамических форм после воздействия на них температур, соответствующих температуре заливки жидкого металла (например, бронза оловянная литейная БрО10 - температура заливки 1070 °С или сталь 45Л - температура заливки 1540 °С), уменьшается благодаря введенной в суспензию технологической добавки.
Понижение прочности керамической формой после воздействия на нее температуры заливки металла способствует разупрочнению керамической формы и тем самым облегчает очистку отливок от керамической формы.
При содержании в суспензии хлористой меди или магния сернокислого меньше 1 мас. ч. разупрочнение керамических форм недостаточно для качественной и быстрой очистки отливок.
При содержании в суспензии технологических добавок в количестве больше указанных максимальных пределов, после заливки жидким металлом керамической формы появляются крупные трещины и поры, которые могут привезти к дефектам отливок в процессе их получения, что недопустимо.
Образцы, не содержащие в своем составе указанных технологических добавок, имеют повышенную прочность после термической воздействия температурой, соответствующей температуре заливки жидкого металла.
Таким образом, в результате использования суспензии для изготовления легкоочищаемых литейных керамических форм, включающей этилсиликат, ацетон, воду, соляную кислоту, пылевидный огнеупорный наполнитель маршалит и технологическую добавку - хлорид меди или сульфат магния в заявленных соотношениях, обеспечивает упрощение очистки отливок от керамических форм и повышение качества поверхности отливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления легкоочищаемых литейных керамических форм, получаемых по выплавляемым моделям | 2017 |
|
RU2673872C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2358827C1 |
| Суспензия для лицевого слоя керамической формы литья по термоудаляемым моделям | 2021 |
|
RU2771419C1 |
| Суспензия для изготовления оболочковых форм в литье по выплавляемым моделям | 2018 |
|
RU2688038C1 |
| Суспензия для изготовления оболочковых форм по выплавляемым моделям | 1981 |
|
SU1009603A1 |
| СПОСОБ ПОДГОТОВКИ ОГНЕУПОРНЫХ ПОРОШКОВ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ | 2011 |
|
RU2457918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2547071C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ И СТЕРЖНЕЙ ПО ПОСТОЯННЫМ МОДЕЛЯМ | 1999 |
|
RU2157292C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2333070C1 |
| Суспензия для изготовления литейных керамических форм,получаемых по выплавляемым моделям | 1979 |
|
SU863141A1 |
Изобретение относится к области литейного производства и может быть использовано для изготовления литейных керамических форм по выплавляемым моделям при производстве точных отливок из черных и цветных сплавов. Суспензия включает этилсиликат, ацетон, воду, соляную кислоту, пылевидный огнеупорный наполнитель маршалит и технологическую добавку - соль с двухвалентным катионом, при этом в качестве соли с двухвалентным катионом суспензия содержит хлорид меди или сульфат магния и имеет вязкость 45 с, при следующем соотношении компонентов, мас. ч.: этилсиликат 51,0; ацетон 40,0; вода 8,5; соляная кислота 0,5; хлорид меди 1,0-6,0; сульфат магния 1,0-8,0; маршалит - остальное. Технический результат: упрощение очистки отливок от керамических форм и повышение качества поверхности отливки. 2 табл., 6 пр.
Суспензия для изготовления легкоочищаемых литейных керамических форм, включающая этилсиликат, ацетон, воду, соляную кислоту, пылевидный огнеупорный наполнитель маршалит и технологическую добавку - соль с двухвалентным катионом, отличающаяся тем, что в качестве соли с двухвалентным катионом суспензия содержит хлорид меди или сульфат магния и имеет вязкость 45 с при следующем соотношении компонентов, мас. ч.:
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2358827C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2000 |
|
RU2179492C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1994 |
|
RU2082537C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ НА ОСНОВЕ ЭТИЛСИЛИКАТНОГО СВЯЗУЮЩЕГО | 1996 |
|
RU2098217C1 |
| Смесь для изготовления легкоудаляемых стержней | 1975 |
|
SU531620A1 |

