Изобретение относится к области литейного производства и может быть использовано для изготовления литейных керамических форм по выплавляемым моделям при производстве точных отливок из черных и цветных сплавов.
Известен способ изготовления многослойной оболочковой формы по выплавляемым моделям, включающий образование многослойной формы из керамической суспензии на этилсиликатном связующем путем многократного окунания модели в суспензию, обсыпку каждого слоя прокаленным огнеупорным материалом, сушку каждого слоя, выплавление модели при воздействии на оболочку горячим воздухом и прокалку оболочки, горячий воздух подают со скоростью 10-20 м/с и одновременно с ним на модель воздействуют сухим насыщенным водяным паром в течение 2-20 мин, который после выплавления модели удаляют (SU 1141643 МПК В22С 9/04, В22С 9/12, 20.08.1997).
Недостатком данного способа является затрудненная очистка отливок от керамической формы, так как во внутренних полостях отливки образуется спеченная высокоплотная керамика, которая не поддается выбивке и очистке известными способами.
Наиболее близким является способ изготовления форм для литья по выплавляемым моделям на этилсиликатном связующем, с применением в качестве наполнителя суспензии пылевидного кварца, а в качестве обсыпки зернистого кварцевого песка (Литье повышенной точности по разовым моделям / В.А. Озеров, В.Ф. Гаранин. - М: Высшая школа, 1988. - 87 с. -с. 24 … 36). Данный связующий раствор позволяет получить суспензию с высокими технологическими свойствами, а после формирования керамической оболочки на модели не разрушаться при удалении модели и обеспечивает требуемую прочность керамической формы после прокалки. Эти качества этилсиликата делают его практически незаменимым при получении форм для литых деталей с высокими требованиями к качеству. Снижение содержания связующего приводит к ухудшению качества облицовочной поверхности керамической формы и уменьшению объемной прочности. Попытки заменить этилсиликат на другие связующие растворы не дали результатов, так как не обеспечивается единство требований: качественное покрытие суспензией модели, получение удовлетворительной поверхностной и объемной прочности.
Основным недостатком прототипа является чрезмерная прочность керамических форм, которая затрудняет очистку отливок и требует дополнительных механических воздействий, приводит к дефектам на поверхности отливок.
Задачей предлагаемого изобретения является упрощение очистки отливки от керамической формы.
Техническим результатом предлагаемого изобретения является повышение качества очистки отливки от керамической формы, а также уменьшение временных затрат на операцию по очистке отливок.
Технический результат достигается тем, что в способе изготовления легкоочищаемых литейных керамических форм, получаемых по выплавляемым моделям, включающем изготовление модельного блока, послойное нанесение на него суспензии на гидролизованном этилсиликатном связующем, обсыпку огнеупорным материалом, сушку каждого слоя, удаление модели и прокалку керамической формы, при этом в каждый слой суспензии вводят медь хлористую или магний сернокислый в количестве 1-6 мас. ч. или 1-8 мас. ч., соответственно, на 100 мас. ч. суспензии.
Сущностью способа является специфическое воздействие используемых модификаторов на структуру керамической формы, сохраняющее ее изначальную высокую прочность до заливки жидкого металла и обеспечивающее разупрочнение керамической формы после заливки жидкого металла, в следствии ее деструкции.
Способ осуществляется следующим образом: керамическую форму изготавливают методом послойного нанесения гидролизованной этилсиликатной суспензии на выплавляемую модель с последующей обсыпкой огнеупорным материалом - кварцевым песком, предварительно прокаленным, и сушкой каждого слоя. Суспензия приготавливается смешиванием гидролизованного раствора этилсиликата с пылеобразным наполнителем - маршалитом, предварительно прокаленным. Соотношение гидролизованного раствора этилсиликата и маршалита выбирается из условия соответствия условной вязкости получаемой суспензии, равной 45 с (по вискозиметру ВЗ-4, ГОСТ 9070). Гидролиз этилсиликата производится по следующей рецептуре:
ЭТС-32ТУ 2435-397-05763441-2003 - 51 об. %
Ацетон ТУ 6-09-3513-86 - 40 об. %
Вода дистиллированная - 8,5 об. %
Соляная кислота ГОСТ 857-95 - 0,5 об. %
К полученной суспензии добавляется одна из заявляемых солей-модификаторов, обеспечивающих деструктивное воздействие на керамическую форму после заливки в нее жидкого металла.
После формирования требуемого количества слоев керамического покрытия модель удаляют из внутренней полости литейной формы одним из общепринятых методов: выплавляют в печи, в кипящей воде, в бойлерклаве, в расплаве модельной массы, струей воды и так далее.
После удаления модели для удаления избыточной влаги проводят сушку керамической формы.
Последующая прокалка при температуре 800-900°С керамической формы предназначена для удаления остатков модельной массы из внутренней полости, а также для спекания керамики. Готовая керамическая форма после прокалки имеет достаточную прочность и ее структура не нарушена - трещин и пор не наблюдается.
Далее проводится плавка металла и последующая заливка керамической формы жидким металлом. При заливке металла, благодаря, введенному модификатору (меди хлористой или магнию сернокислому) в суспензию, происходит деструкция: образуются микротрещины и микропоры, и тем самым происходит разупрочнение формы. После затвердевания и охлаждения отливки в керамической форме, осуществляют очистку отливки путем механических воздействий на керамическую форму. При этом образовавшиеся микротрещины и микропоры обеспечивают быстрое разрушение керамической формы под действием меньшего воздействия на нее, что позволяет ускорить процесс очистки и сохранить поверхность отливки не поврежденной.
С целью определения прочностных характеристик керамических форм были изготовлены образцы сечением 8×25 мм и длинной 120 мм. Образцы подвергались термическому воздействию температурой, соответствующей температуре заливки жидкого металла.
После этого прочность образцов определяли на изгиб но стандартной методике (ГОСТ 8462-85. - Методы определения пределов прочности при сжатии и изгибе).
Результаты прочностных испытаний после термического воздействия приведены в таблице.
Из таблицы видно, что прочность керамических форм, полученных заявляемым способом, после воздействия на них температур, соответствующих температуре заливки жидкого металла, уменьшается благодаря разупрочняющему действию введенных в суспензию модификаторов.
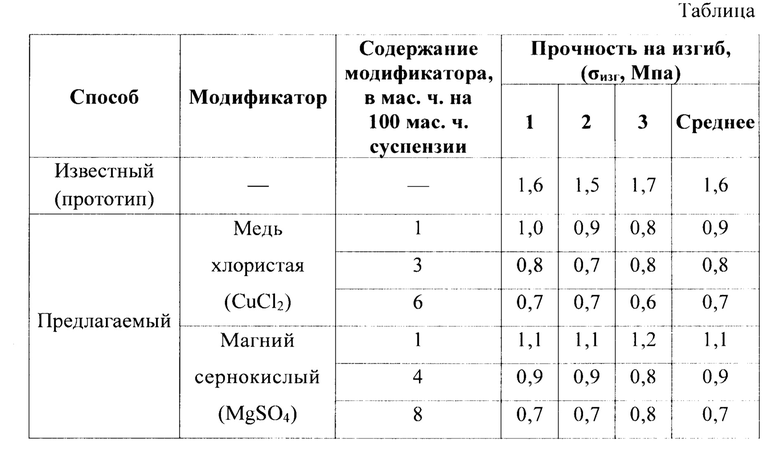
Образцы, изготовленные по предложенному способу и содержащие в суспензии 1-6 мас. ч. меди хлористой или 1-8 мас. ч. магния сернокислого имеют пониженную прочность, что способствует разупрочнению керамической формы и тем самым облегчению очистки отливок от керамической формы.
При содержании в суспензии хлористой меди или магния сернокислого меньше 1 мас. ч. разупрочнение керамических форм недостаточно для качественной и быстрой очистки отливок.
При содержании в суспензии модификаторов в количестве больше указанных максимальных пределов, после заливки жидким металлом керамической формы появляются крупные трещины и поры, которые могут привезти к дефектам отливок в процессе их получения, что недопустимо.
Образцы, не содержащие в своем составе модификаторов (известный способ), обеспечивающих деструктивное воздействие, имеют повышенную прочность после термической воздействия температурой, соответствующей температуре заливки жидкого металла.
Изобретение иллюстрируется следующими примерами.
Пример 1
Керамическую форму изготавливают методом послойного нанесения гидролизованной этилсиликатной суспензии на восковую модель с последующей обсыпкой огнеупорным материалом - кварцевым песком, предварительно прокаленным, и сушкой каждого слоя. Суспензию приготавливают смешением гидролизованного раствора этилсиликата с пылеобразным наполнителем - маршалитом, предварительно прокаленным. Осуществляют контроль условной вязкости (вязкость =45 с по вискозиметру ВЗ-4, ГОСТ 9070). Гидролиз этилсиликата производят по следующей рецептуре:
ЭТС-32ТУ 2435-397-05763441-2003 - 51 об.%
Ацетон ТУ 6-09-3513-86 - 40 об.%
Вода дистиллированная - 8,5 об.%
Соляная кислота ГОСТ 857-95 - 0,5 об.%
В состав готовой суспензии добавляют хлористую медь в количестве 1 мас. ч. на 100 мас. ч. суспензии па гидролизованном эти л силикате.
После формирования требуемого количества слоев керамического покрытия модель удаляют из внутренней полости литейной формы вытапливанием в печи.
После удаления модели для удаления избыточной влаги проводят сушку керамической формы и прокалку при температуре 800-900°С.
В полученную керамическую форму заливают жидкий металл - Бронза оловянная литейная - БрО10, температура заливки которой 1070°С. После затвердевания и охлаждения отливки, ее очищают от керамической формы, воздействуя на нее металлическим песком.
Аналогичным образом изготавливают керамическую форму из гидролизованной этилсиликатной суспензии с добавлением хлористой меди в количествах, соответствующих заявленному интервалу 1-6 мас. ч. на 100 мас. ч. суспензии.
Пример 2
Выполняется аналогично примеру 1.
В состав суспензии добавляется магний сернокислый в количестве 1 мас. ч. на 100 мас. ч. суспензии на гидролизованном этилсиликате.
В полученную керамическую форму заливается жидкий металл - сталь 45Л при температуре 1540°С.
Аналогичным образом изготавливают керамическую форму из гидролизованной этилсиликатной суспензии с добавлением магния сернокислого в количествах, соответствующих заявленному интервалу 1-8 мас. ч. на 100 мас. ч. суспензии.
Таким образом, способ изготовления легкоочищаемых литейных керамических форм, получаемых по выплавляемым моделям, включающем изготовление модельного блока, послойное нанесение на него суспензии на гидролизованном этилсиликатном связующем, содержащем медь хлористую или магний сернокислый в количестве 1-6 мас. ч. или 1-8 мас. ч., соответственно, на 100 мас. ч. суспензии, обсыпку огнеупорным материалом, сушку каждого слоя, удаление модели и прокалку керамической формы, обеспечивает повышение качества очистки отливки от керамической формы, а также уменьшение временных затрат на операцию по очистке отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Суспензия для изготовления легкоочищаемых литейных керамических форм | 2017 |
|
RU2673873C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2297302C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2412019C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКРЕМНЕЗЕМНЫХ КЕРАМИЧЕСКИХ ФОРМ ДЛЯ ТОЧНОГО ЛИТЬЯ МЕТАЛЛОВ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2411104C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2302311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2008 |
|
RU2368452C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ | 2020 |
|
RU2736145C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ | 2013 |
|
RU2531335C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2368451C1 |
Изобретение относится к области литейного производства и может быть использовано для изготовления литейных керамических форм по выплавляемым моделям при производстве точных отливок из черных и цветных сплавов. Способ изготовления легкоочищаемых литейных керамических форм, получаемых по выплавляемым моделям, включает изготовление модельного блока, послойное нанесение на него суспензии на гидролизованном этилсиликатном связующем, обсыпку огнеупорным материалом, сушку каждого слоя, удаление модели и прокалку керамической формы. В каждый слой суспензии вводят медь хлористую или магний сернокислый в количестве 1-6 мас. ч. или 1-8 мас. ч., соответственно, на 100 мас. ч. суспензии. Техническим результатом предлагаемого изобретения является повышение качества очистки отливки от керамической формы, а также уменьшение временных затрат на операцию по очистке отливок. 1 табл., 2 пр.
Способ изготовления легкоочищаемых литейных керамических форм, получаемых по выплавляемым моделям, включающий изготовление модельного блока, послойное нанесение на него суспензии на гидролизованном этилсиликатном связующем, обсыпку огнеупорным материалом, сушку каждого слоя, удаление модели и прокалку керамической формы, отличающийся тем, что в каждый слой суспензии вводят медь хлористую или магний сернокислый в количестве 1-6 мас. ч. или 1-8 мас. ч., соответственно, на 100 мас. ч. суспензии.
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2358827C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2000 |
|
RU2179492C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ НА ОСНОВЕ ЭТИЛСИЛИКАТНОГО СВЯЗУЮЩЕГО | 1996 |
|
RU2098217C1 |
| Свайная опора ростверка | 1988 |
|
SU1595997A1 |

