Изобретение относится к химической промышленности, а именно к смазочно-охлаждаемым технологическим средствам (СОТС) на основе минерального масла с присадками для использования при механической обработке металлов в машиностроении и наиболее эффективно при обработке нержавеющих сталей, титановых сплавов.
Известны серийные смазочно-охлаждающие жидкости (СОЖ) на основе минеральных масел с присадками "Эмульсол ФМИ-5", "Эмульсол Т", "Автокат" для лезвийной обработки подшипниковых и конструкционных сталей в машиностроении [Каталог химической продукции Ивановского АО "Химпром", Иваново, 1990 г. 18 с]. Указанные СОЖ включают стеариновую кислоту, антикоррозионную и противопенную присадки и минеральное масло.
Недостатком этих СОЖ является невысокая стойкость резцов и сверл при обработке нержавеющих сталей.
Известна также смазка для механической обработки металлов [А.с. №1671676 СССР, МПК С10М 169/04, 125/06; 101/04; 129/40, 129/62, 147/02; 30/06. Смазка для механической обработки металлов / Максаковский В.Н., Дигтенко В.Г., Землянко В.Т.; заявитель и патентообладатель Предриятие П/Я В-8266. - №4753974 заявл. 09.08.1989, опубл. 23.08.1991. Бюл. №31. -5 с], состав которой, % мас.: сера 15-20, канифоль 8-12, стеариновая кислота 25-35, натриевая соль высших жирных кислот 10-15, политетрафторэтилен 3-5, олифа - остальное.
Смазка пригодна для обработки стали 12Х18Н1, но не позволяет производить тонкие и глубокие сверления и обработку титановых сплавов из-за поломки режущего инструмента.
Известна смазка для механической обработки металлов резанием [А.с. №1664819 СССР, МПК С10М 163/00; 125/04, 125/22, 125/24; 129/62, 129/40; 159/06, 159/02; C10N 30/06, 40/02. Смазка для механической обработки металлов резанием / Максаковский В.Н., Дигтенко В.Г., Землянко В.Т.; заявитель и патентообладатель Предприятие П/Я В-8366. - №4656939 заявл. 28.02.89, опубл. 23.07.91. Бюл. №27. - 4 с]. Смазка имеет состав, мас. %: воск пчелиный 3-5, стеарин 6-10, дисульфид молибдена 5-7, сосновая канифоль 3-6, скипидар 8-10, ортофосфорная кислота 4-8, алюминиевая пудра 3-5, минеральное масло - до 100.
Смазка имеет существенный недостаток - сложный состав и не обеспечивает высокой стойкости сверл при сверлении труднообрабатываемых материалов (нержавеющие стали, титановые сплавы), невозможность глубокого сверления (до 100 мм глубиной) тонких отверстий (до 3 мм) в этих сталях и сплавах.
Наиболее близким к заявленному техническому решению по совокупности признаков, т.е. прототипом, является смазка для механической обработки металлов резанием [А.с. №2130963 СССР, МПК С10М 129/02, 129/56, 129/74; C10N 40/20. Смазка для механической обработки металлов / Мельников В.Г., Замятина Н.И., Годлевский В.А., Молодцов А.М.; заявитель и патентообладатель Ивановская государственная химико-технологическая академия. - №97115436; заявл. 17.09.1997; опубл. 27.05.1999, Бюл. №15. - 3 с.]. Смазка содержит, мас. %: стеарокс-6 - 20-30, медное мыло жирных кислот растительных масел - 30-35, минеральное масло - до 100.
Недостатком прототипа является недостаточно высокая стойкость сверл при сверлении труднообрабатываемых материалов (нержавеющие стали, титановые сплавы), невозможность сверления отверстий большого диаметра в этих сталях и сплавах, не обеспечивается необходимое качество обрабатываемой поверхности, сложность приготовления СОЖ и низкая производительность труда за счет большого количества переточек и смены инструмента.
Техническим результатом настоящего изобретения является повышение стойкости сверл при сверлении труднообрабатываемых материалов (нержавеющие стали, титановые сплавы), возможность сверления отверстий большого диаметра в этих сплавах, уменьшение величины шероховатости поверхности, увеличение производительности труда за счет улучшения смазочных и противоизносных свойств СОТС, приводящих к повышению эффективности его использования, возможность осуществления технологии приготовления на действующем оборудовании по производству СОТС и на доступном сырье.
Технический результат достигается тем, что смазочно-охлаждающее технологическое средство для обработки металлов резанием, содержащее минеральное масло, согласно изобретению, дополнительно имеет в своем составе масло пальмовое, полиэтиленгликоль низкомолекулярный 200, триэтаноламин при следующих соотношениях компонентов, мас. %:
Для реализации изобретения использованы следующие вещества:
- масло пальмовое рафинированное дезодорированное для пищевой промышленности. Технические условия (ГОСТ Р 53776-2010);
- полиэтиленгликоль низкомолекулярный 200 (ТУ2483-007-71150986-2006);
- триэтаноламин (ТУ 4423-168-00203335-2007);
- в качестве минерального масла используется индустриальное масло И-20А
- И-50А (ГОСТ 20799-88).
Пальмовое масло введено в состав смазочно-охлаждающего технологического средства в качестве пленкообразующего и загустителя СОТС. Пальмовое масло состоит на 99,9% из ненасыщенных и насыщенных жирных кислот растительного масла. Оно используется для производства кремов, мыла и прочей косметики, а также из него получают смазочные материалы и используют в металлургии.
Триэтаноламин (HO-CH2CH2)3N - это ингибитор коррозии. Триэтаноламин - бесцветная жидкость, смешивается с водой во всех отношениях, слабое основание.
Полиэтиленгликоль низкомолекулярный 200 является антифрикционной добавкой и в предлагаемой смазке служит как химически активный элемент, образующий пленку стойкую к истиранию, и связующим веществом СОТС.
В качестве минерального масла используется индустриальное масло И-20А - И-50А (ГОСТ 20799-88).
Использование заявленной совокупности существенных признаков позволяет получить достигаемый технический результат, а именно: увеличить стойкость сверл в 1,1-1,8 раза при сверлении отверстий большого диаметра в заготовках из нержавеющей стали Х18Н10Т и титановых сплавов ВТ2, уменьшить величину шероховатости поверхности от 1,25-1,4 до 0,6-0,9 мкм, за счет улучшения смазочных и противоизносных свойств входящих в СОТС ингредиентов и их процентного содержания.
Предлагаемое смазочно-охлаждающее технологическое средство для механической обработки металлов готовится по следующей технологии.
Пример 1. 50 г (50 мас. %) пальмового масла помещали в эмалированную или стеклянную посуду и нагревали до 60°С и затем добавляли триэтаноламин 10 г (10 мас. %) и перемешивали в течение 10 минут. После этого в полученную смесь веществ вводили полиэтиленгликоль марки ПЭГ-200 20 г (20 мас. %), минеральное масло 20 г (20 мас. %) и перемешивали до однородной массы в течение 5 минут. После охлаждения до 20-25°С получали однородную вазелинообразную массу (пластичную смазку).
Пример 2. 55 г (55 мас. %) пальмового масла помещали в эмалированную или стеклянную посуду и нагревали до 60°С и затем добавляли триэтаноламин 11 г (11 мас. %) и перемешивали в течение 10 минут. После этого в полученную смесь веществ вводили полиэтиленгликоль марки ПЭГ-200 17 г (17 мас. %), минеральное масло 17 г (17 мас. %) и перемешивали до однородной массы в течение 5 минут. После охлаждения до 20-25°С получали однородную вазелинообразную массу (пластичную смазку).
Пример 3. 60 г (60 мас. %) пальмового масла помещали в эмалированную или стеклянную посуду и нагревали до 60°С и затем добавляли триэтаноламин 12 г (12 мас. %) и перемешивали в течение 10 минут. После этого в полученную смесь веществ вводили полиэтиленгликоль марки ПЭГ-200 14 г (14 мас. %), минеральное масло 14 г (14 мас. %) и перемешивали до однородной массы в течение 5 минут. После охлаждения до 20-25°С получали однородную вазелинообразную массу (пластичную смазку).
Для приготовления СОТС используют следующее оборудование: реактор из нержавеющей стали объемом 0,25; 0,5 или 1 куб. м, оборудованный мешалкой и рубашкой для подогрева, или автоматические смесители для небольших объемов, или химкомплексы.
Полученные образцы СОТС для механической обработки металлов (согласно примерам 1-3) были испытаны на операции сверления на вертикально-сверлильном станке модели 2Н135.
Режущий инструмент: спиральные сверла диаметром 12-20 мм из быстрорежущей стали Р6М5.
Режим резания: скорость вращения сверла - 250-300 об/мин, усилие нажатия на сверло зависело от его диаметра и было постоянным во время испытаний, глубина сверления около 3 диаметров сверла. СОТС (по примерам 1-3) наносилась на сверло кистью однократно на одно испытание. Оценивалась глубина сверления отверстий, просверленных в заготовке с помощью предлагаемой СОТС. За критерий износа было принято появление характерного скрипа и практическое прекращение резания. Для каждого состава СОТС и сверла испытания повторяли 4 раза и находили средние значения стойкости сверла. Величину шероховатости поверхности получали на профилографе - профилометре БВ-7669.
Заготовки, в которых сверлили отверстия, выполнены из стали Х18Н10Т, титанового сплава ВТ2.
Результаты испытаний стойкости сверл диаметром 12-20 мм при сверлении отверстий и значения величин шероховатости поверхности в заготовках из стали Х18Н10Т приведены в таблице 1, а результаты испытаний стойкости сверл диаметром 12-20 мм при сверлении отверстий и значения величин шероховатости поверхности в заготовках из титанового сплава ВТ2 - в таблице 2.
Примечание к таблице. Стойкость сверла в смазке по прототипу принята за единицу. За стойкость принято отношение количества отверстий, просверленных одним и тем же диаметром предлагаемой СОТС, сравнительно со смазкой - прототипом. 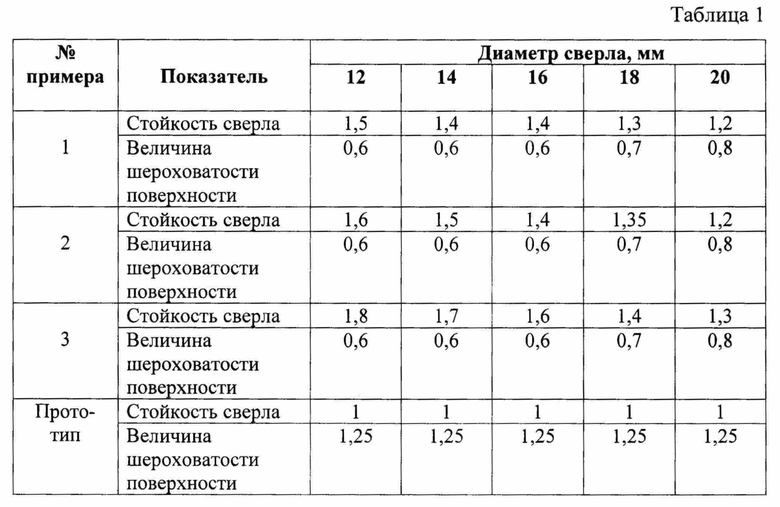
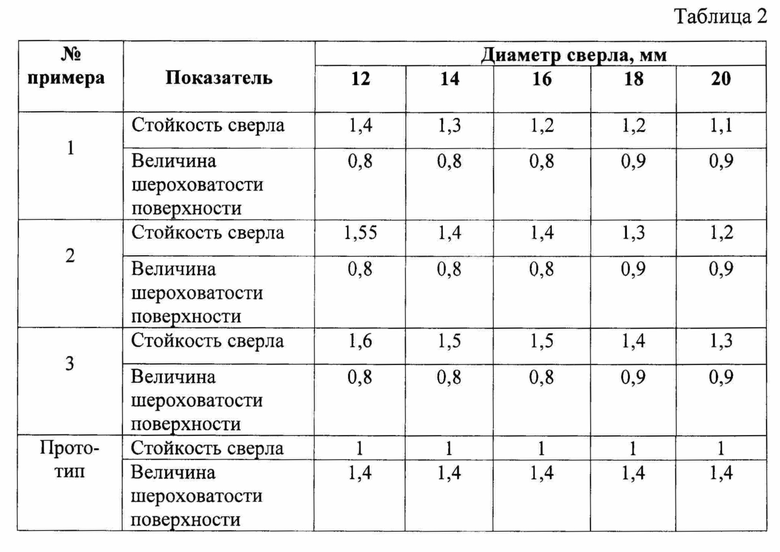
Из таблиц видно, что при использовании заявленного изобретения достигается технический результат - увеличение стойкости сверл в 1,1-1,8 раза, уменьшение величины шероховатости поверхности от 1,25-1,4 до 0,6-0,9 мкм, чего невозможно достичь с применением смазки-прототипа.
Использование изобретения дополнительно позволит увеличить производительность труда за счет уменьшения количества переточек и смены инструмента до 40%, что указывает на высокие смазывающие свойства заявленной СОТС. Технология приготовления может быть осуществлена на действующем оборудовании по производству СОТС и на доступном сырье.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ И АЛМАЗНЫМ ВЫГЛАЖИВАНИЕМ | 2018 |
|
RU2676690C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ И АЛМАЗНЫМ ВЫГЛАЖИВАНИЕМ | 2023 |
|
RU2831570C1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2018 |
|
RU2672067C1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1997 |
|
RU2130963C1 |
| Смазочно-охлаждающее технологическое средство для обработки металлов резанием и процессов поверхностного деформирования | 2017 |
|
RU2674162C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1999 |
|
RU2172334C2 |
| Смазочно-охлаждающая жидкость на масляной основе | 2023 |
|
RU2806761C1 |
| Смазка для механической обработки металлов | 1989 |
|
SU1664819A1 |
| Смазка для механической обработки металлов | 1990 |
|
SU1778163A1 |
| СМАЗКА ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ | 1990 |
|
RU2032710C1 |
Изобретение относится к химической промышленности, а именно к смазочно-охлаждаемым технологическим средствам (СОТС) на основе минерального масла с присадками для использования при механической обработке металлов в машиностроении и наиболее эффективно при обработке нержавеющих сталей, титановых сплавов. Смазочно-охлаждающее технологическое средство для обработки металлов резанием, содержащее минеральное масло, согласно изобретению, дополнительно имеет в своем составе масло пальмовое, полиэтиленгликоль низкомолекулярный 200, триэтаноламин при следующих соотношениях компонентов, мас. %: масло пальмовое 50-60, полиэтиленгликоль низкомолекулярный 200 14-20, триэтаноламин 10-12, минеральное масло до 100. Техническим результатом настоящего изобретения является повышение стойкости сверл при сверлении труднообрабатываемых материалов (нержавеющие стали, титановые сплавы), возможность сверления отверстий большого диаметра в этих сплавах, уменьшение величины шероховатости поверхности, увеличение производительности труда за счет улучшения смазочных и противоизносных свойств СОТС, приводящих к повышению эффективности его использования, возможность осуществления технологии приготовления на действующем оборудовании по производству СОТС и на доступном сырье. 2 табл.
Смазочно-охлаждающее технологическое средство для обработки металлов резанием, содержащее минеральное масло, отличающееся тем, что дополнительно имеет в своем составе масло пальмовое, полиэтиленгликоль низкомолекулярный 200, триэтаноламин при следующих соотношениях компонентов, мас. %:
| Смазочно-охлаждающее технологическое средство для обработки металлов резанием и процессов поверхностного деформирования | 2017 |
|
RU2674162C1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1997 |
|
RU2130963C1 |
| Смазка для механической обработки металлов | 1989 |
|
SU1664819A1 |
| Смазка для механической обработки металлов | 1989 |
|
SU1671676A1 |
| Смазочно-охлаждающее технологическое средство для процессов поверхностного деформирования | 2017 |
|
RU2660909C1 |
| CN 106164040 B, 04.12.2018 | |||
| M.A.El Baradie | |||
| Cutting fluids: Part I | |||
| Characterisation | |||
| Journal of Materials Processing Technology | |||
| Предохранительное устройство для паровых котлов, работающих на нефти | 1922 |
|
SU1996A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Трамвайный транспортер | 1919 |
|
SU786A1 |

