Область техники
Изобретение относится к устройству для укладки и подачи листовых изделий, последовательно выгружаемых из места выгрузки.
Предшествующий уровень техники
Как описано в патентном документе 1 (JP B5439611), общеизвестно, что машина для изготовления пластмассовых пакетов содержит продольный нагреватель, поперечный нагреватель и резак, посредством которых пластмассовые пленки сваривают по длине и ширине и затем разрезают поперек для последовательного изготовления пластмассовых пакетов. Затем пластмассовые пакеты последовательно выгружают. В машине, описанной в патентном документе 1, при выгрузке укладывают предварительно заданное количество пластмассовых пакетов и затем подают.
Далее будет описана машина согласно патентному документу 1. Множество улавливающих штанг расположено противоположно месту выгрузки пластмассовых пакетов над подающим конвейером. Улавливающие штанги разнесены друг от друга и расположены в боковом направлении. Множество затворных штанг дополнительно расположено между местом выгрузки пластмассовых пакетов и улавливающими штангами. Затворные штанги проходят вертикально и разнесены друг от друга в боковом направлении. Следует понимать, что боковое направление обозначает горизонтальное направление, перпендикулярное к направлению выгрузки. Таким образом, при выгрузке пластмассовых пакетов, пластмассовые пакеты ударяются о затворные штанги и ложатся на подающий транспортер. Дополнительно, улавливающие штанги проходят между затворными штангами и выступают в направлении места выгрузки пластмассовых пакетов. Улавливающие штанги принимают поступающие пластмассовые пакеты после укладки пластмассовых пакетов. Затем пластмассовые пакеты подают посредством подающего конвейера, и улавливающие штанги перемещают обратно в исходное положение, так что поступающие пластмассовые пакеты могут падать на подающий конвейер.
Следовательно, может быть уложено заранее заданное количество пластмассовых пакетов и затем подано подающим конвейером. Однако необходимо решить техническую задачу, заключающуюся в использовании типа пластмассового пакета. В случае, когда пластмассовые пленки сварены по длине и ширине и затем разрезают поперек для поочередного изготовления пластмассовых пакетов, пластмассовые пакеты имеют относительно высокий коэффициент жесткости, что характеризуется отсутствием достаточной гибкости. Таким образом, пластмассовые пакеты могут опускаться на подающий конвейер для укладки на него и затем им подаются. Однако пластмассовые пакеты не всегда имеют относительно высокий коэффициент жесткости.
Как описано, например, в патентном документе 2 (JP A62-244864), для изготовления пластмассовых пакетов пластмассовые пленки подвергаются тепловой резке с помощью теплового ножа по ширине. Пластмассовые пакеты являются гибкими и имеют низкий коэффициент жесткости. Следовательно, в машине, согласно патентному документу 1, нецелесообразно, чтобы пластмассовые пакеты падали на подающий конвейер для укладки на него и последующей подачи посредством подающего конвейера. В связи с наличием недостатка, заключающегося в том, что выравнивание пластмассовых пакетов может быть легко нарушено, скользя и ударяясь при укладке, с последующей подачей посредством подающего конвейера
Машина, согласно патентному документу 1, может укладывать и подавать не только пластмассовые пакеты, но и другие последовательно выгружаемые листовые изделия, но при подаче листовых изделий, которые имеют низкий коэффициент жесткости, также необходимо решить описанную выше техническую задачу.
Таким образом, задачей изобретения является создание устройства для укладки и подачи последовательно выгружаемых листовых изделий из места выгрузки в котором, листовые изделия могут быть уложены друг на друга и затем бесперебойно поданы, даже если листовые изделия имеют низкий коэффициент жесткости.
Раскрытие изобретения
Устройство согласно изобретению включает в себя каретку, расположенную на расстоянии от места выгрузки листовых изделий в направлении выгрузки листовых изделий. Устройство дополнительно содержит множество затворных штанг, расположенных между местом выгрузки листовых изделий и кареткой и над подающим конвейером. Листовыводной конвейер проходит в направлении выгрузки листовых изделий. Затворные штанги проходят вертикально и разнесены друг от друга в боковом направлении. Таким образом, при выгрузке листовых изделий, листовые изделия ударяются о затворные штанги, опускаясь и укладываясь на подающий конвейер. Устройство дополнительно содержит множество выступающих частей, установленных на каретке и разнесенных друг от друга в боковом направлении. Выступающие части могут проходить между затворными штангами, чтобы выступать в направлении места выгрузки листовых изделий. Выступающие части расположены и установлены над листовыми изделиями, когда листовые изделия выгружаются и укладываются друг на друга. Устройство дополнительно содержит первый привод, установленный на каретке. После того, как листовые изделия уложены в стопку, выступающие части опускаются первым приводом, так что листовые изделия зажимаются между выступающими частями и подающим конвейером. Затем поступающие листовые изделия выгружаются без перерыва и укладываются на выступающие части. Устройство дополнительно содержит второй привод, соединенный с кареткой. После опускания выступающих частей второй привод приводится в действие вместе с подающим конвейером, так что каретку можно перемещать в направлении выгрузки листовых изделий, чтобы подавать листовые изделия, зажатые между выступающими частями и подающим конвейером. Устройство дополнительно содержит третий привод, с помощью которого затворные штанги поднимаются и опускаются для регулировки их положения по высоте. Когда листовые изделия уложены в стопку и затем поданы, нижние концы затворных штанг расположены выше, чем верхняя поверхность подаваемых листовых изделий, и ниже, чем верхняя поверхность выступающих частей. И затем, когда верхние по ходу движения концы листовых изделий поступают на или проходят через затворные штанги, нижние концы затворных штанг опускаются в положение, соответствующее верхней поверхности подающего конвейера или в более нижнее положение, чем верхняя поверхность подающего конвейера. В результате, поступающие листовые изделия входят в контакт с затворными штангами, удерживаясь в прежнем состоянии, пока листовые изделия подаются, и затем поступающие листовые изделия опускаются на подающий конвейер после подачи листовых изделий.
В предпочтительном варианте осуществления, после подачи листовых изделий, выступающие части поднимают первым приводом, и каретка перемещается вторым приводом. Выступающие части возвращаются в исходное положение таким образом, что листовые изделия выгружают и укладывают под выступающие части.
Предпочтительно, концы выступающих частей выступают из верхних по ходу движения концов листового материала в сторону выше по ходу движения, когда листовые изделия зажаты между выступающими частями и подающим конвейером.
Предпочтительно, подающий конвейер содержит принимающую поверхность и множество конвейерных лент, причем конвейерные ленты разнесены друг от друга в боковом направлении и расположены на принимающей поверхности, причем каждая из затворных штанг расположена между каждой из конвейерных лент в боковом направлении, концы затворных штанг опускаются на принимающую поверхность, когда расположенные выше по ходу движения концы листовых изделий перемещают в сторону ниже по ходу движения от затворных штанг.
Предпочтительно, устройство дополнительно содержит выемки, расположенные на принимающей поверхности и на участках, соответствующим затворным штангам соответственно, причем концы затворных штанг опускаются до более нижнего положения, чем принимающая поверхность, когда затворные штанги опускаются.
Краткое описание чертежей
На фиг. 1 поясняется вариант осуществления согласно изобретению, вид сбоку;
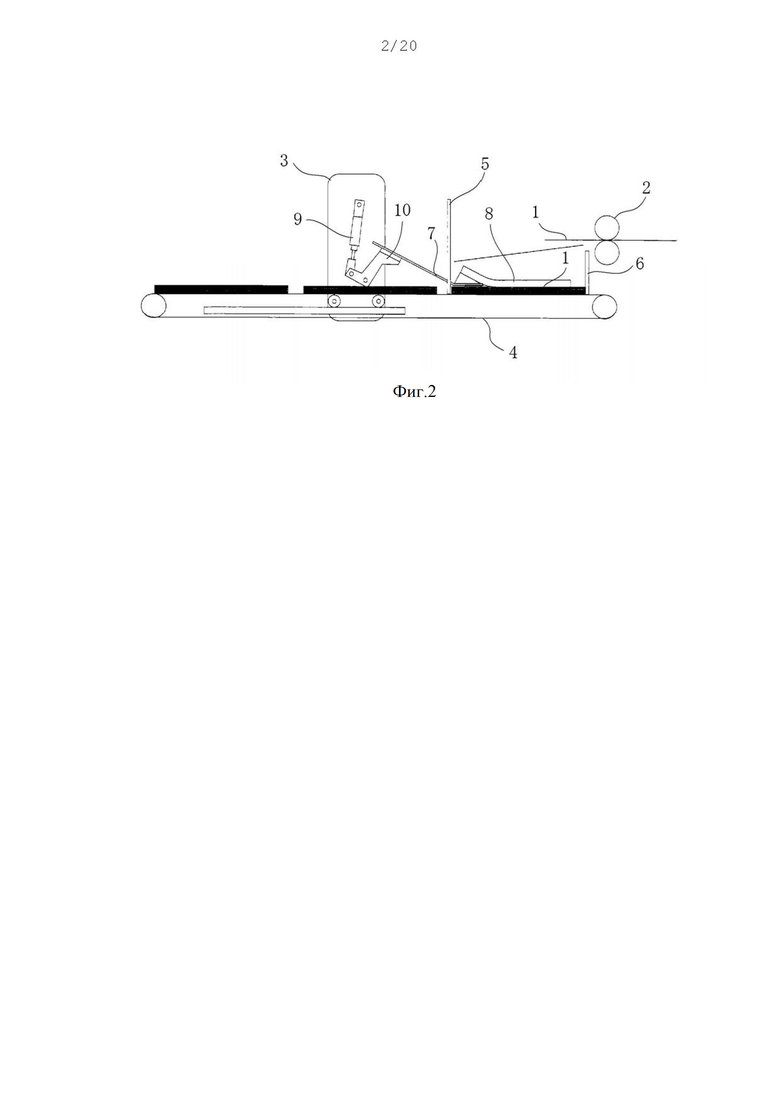
на фиг. 2 - процесс функционирования устройства, показанного на фиг. 1, вид сбоку;
на фиг. 3 - взаимосвязь между принимающими элементами на фиг. 2 и поступающими пластмассовыми пакетами, вид спереди;
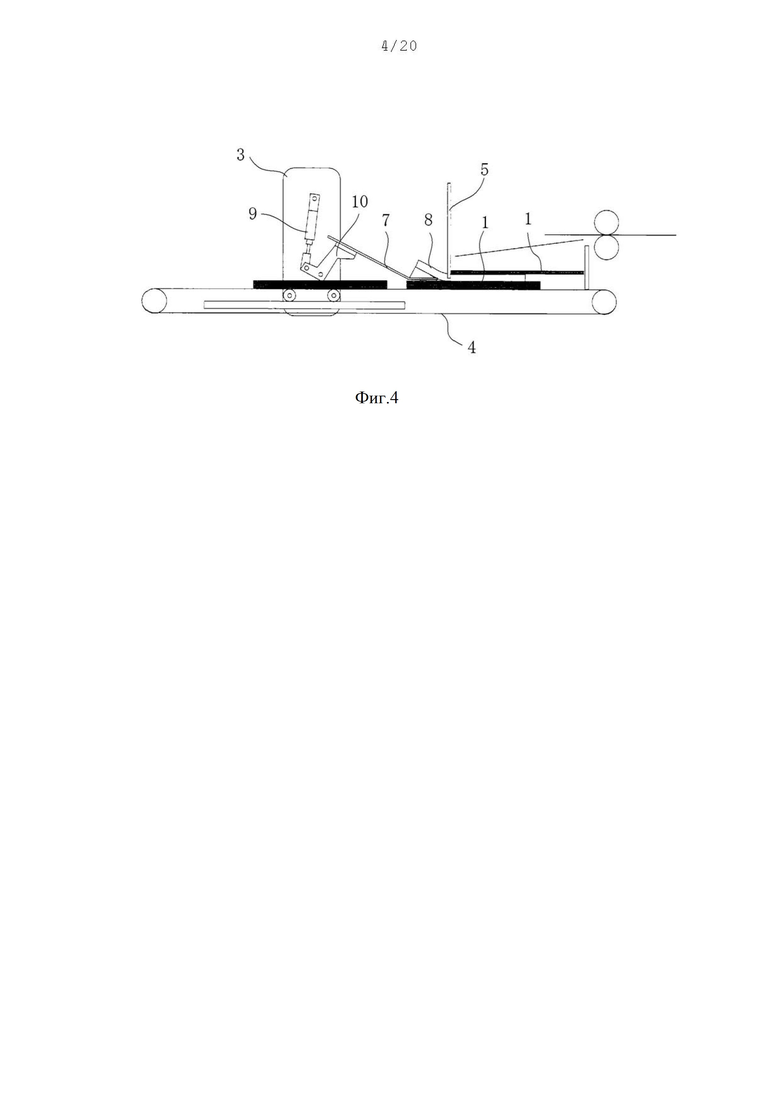
на фиг. 4 - процесс функционирования устройства, показанного на фиг. 2, вид сбоку;
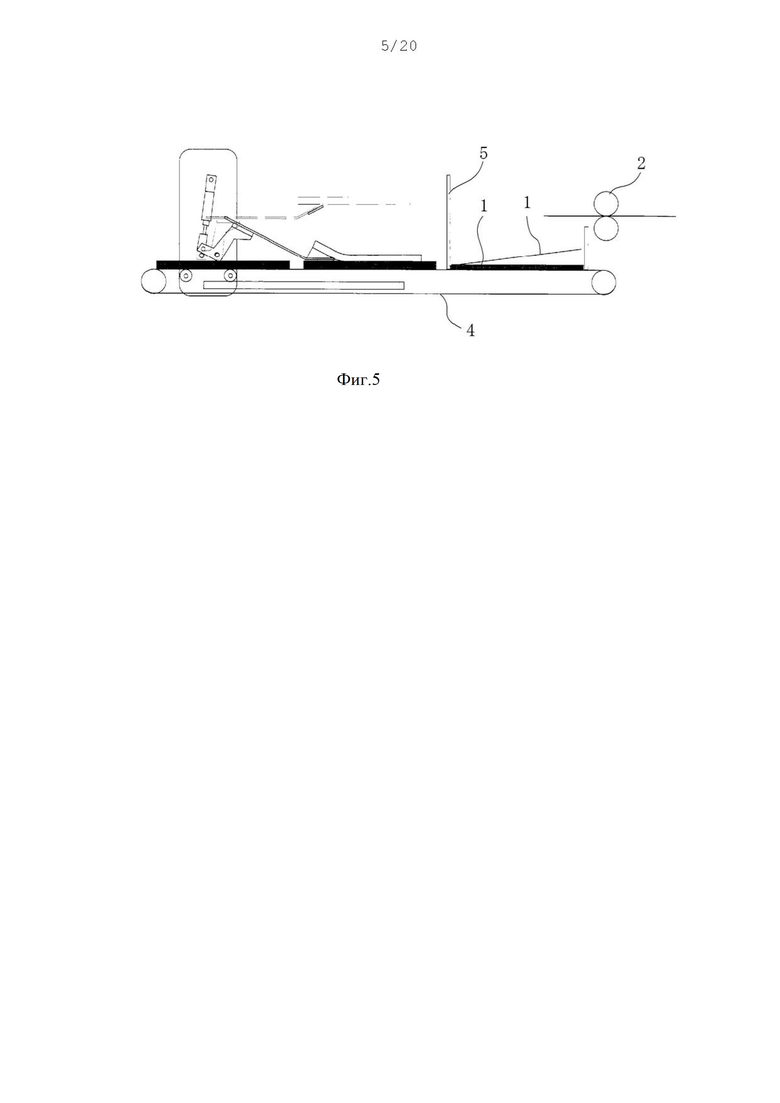
на фиг. 5 - процесс функционирования устройства, показанного на фиг. 4, вид сбоку;
на фиг. 6 - взаимосвязь между затворными штангами, нажимными штангами и принимающими элементами, показанными на фиг. 2, вид сзади;
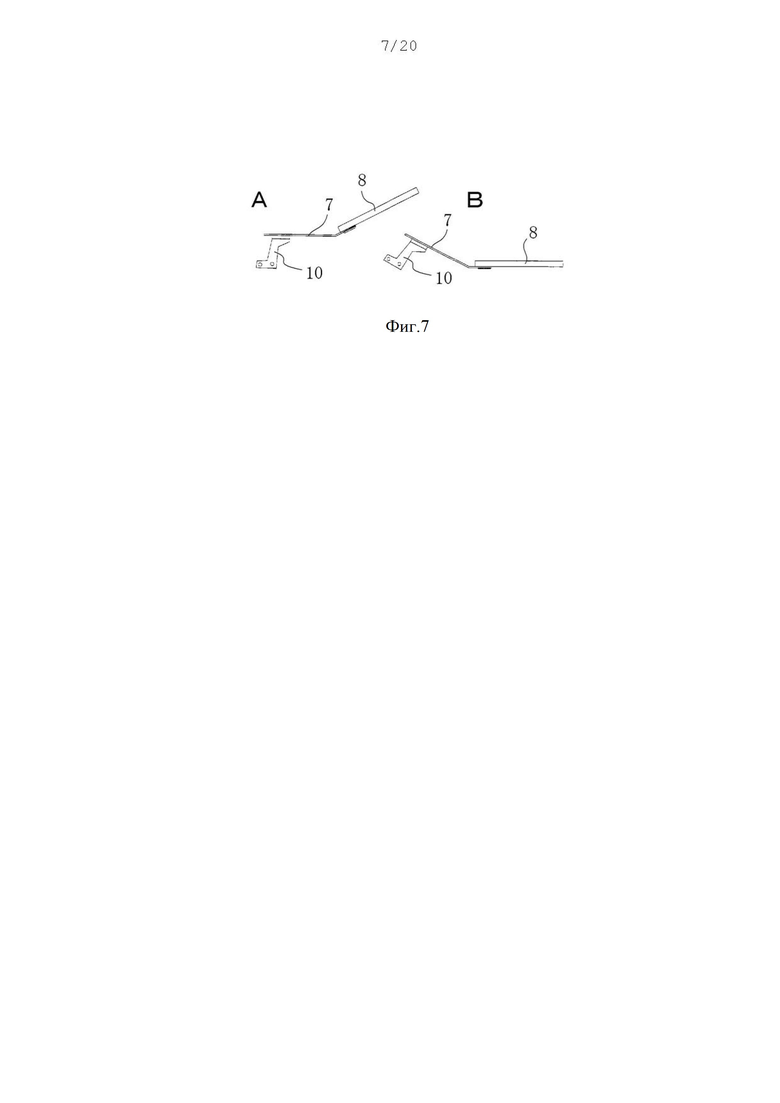
на фиг. 7А - другой вариант осуществления;
на фиг. 7В - вариант осуществления на фиг. 7А, причем нажимные штанги и принимающие элементы опущены;
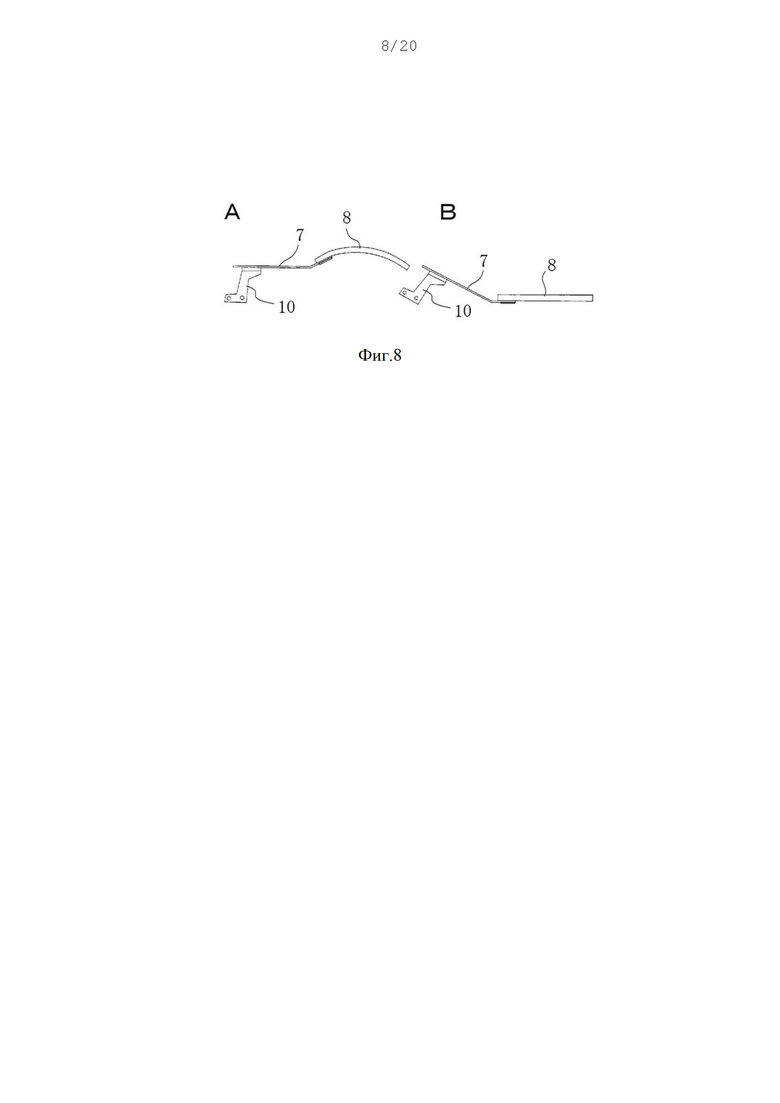
на фиг. 8А - другой вариант осуществления;
на фиг. 8B - вариант осуществления на фиг. 8А, причем нажимные штанги и принимающие элементы опущены;
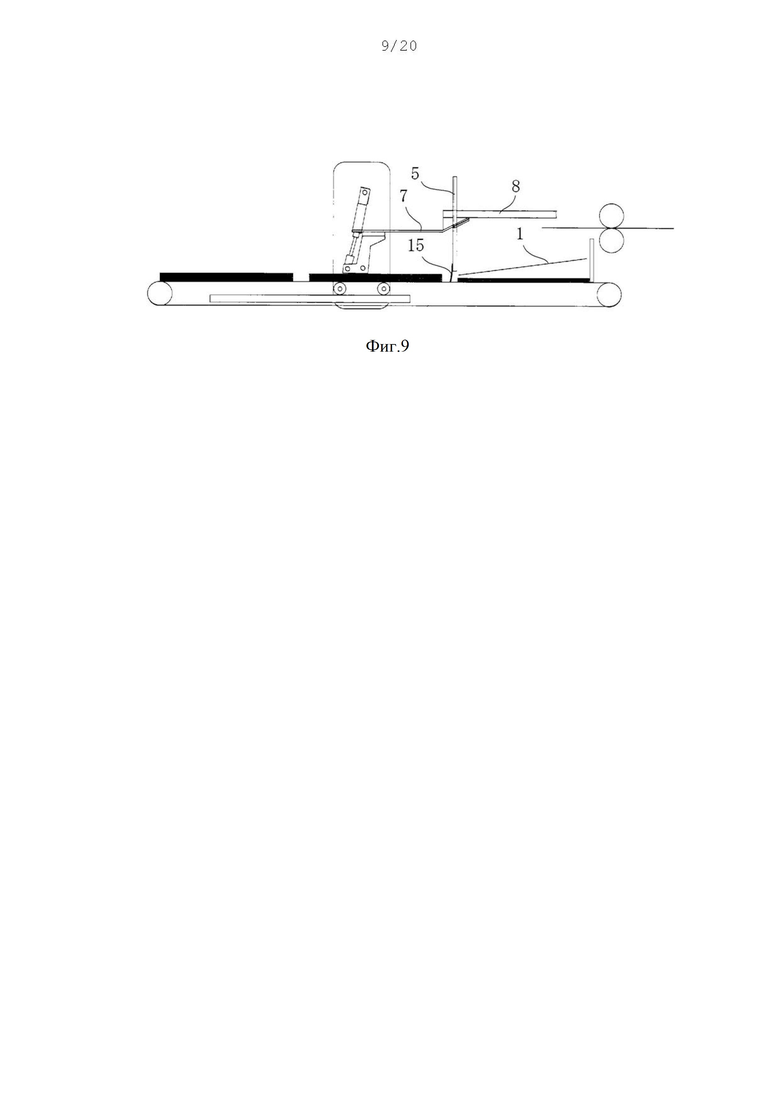
на фиг. 9 - другой вариант осуществления, вид сбоку;
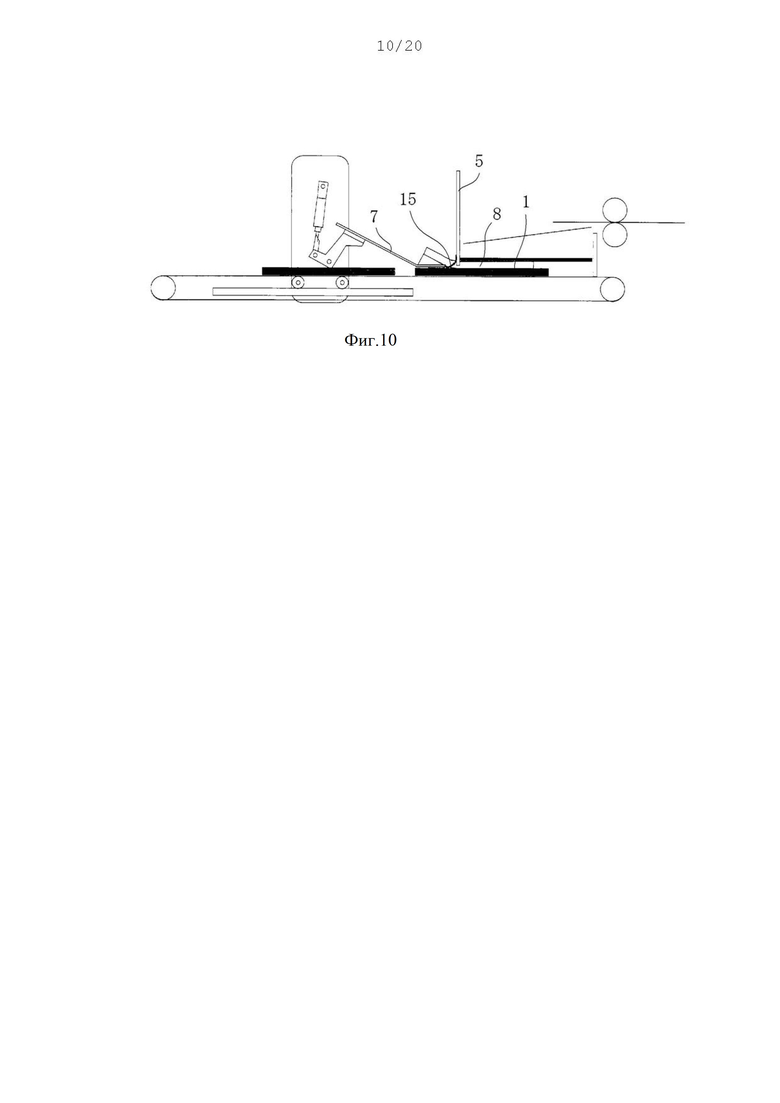
на фиг. 10 - вариант осуществления на фиг. 9, причем подаются пластмассовые пакеты, вид сбоку;
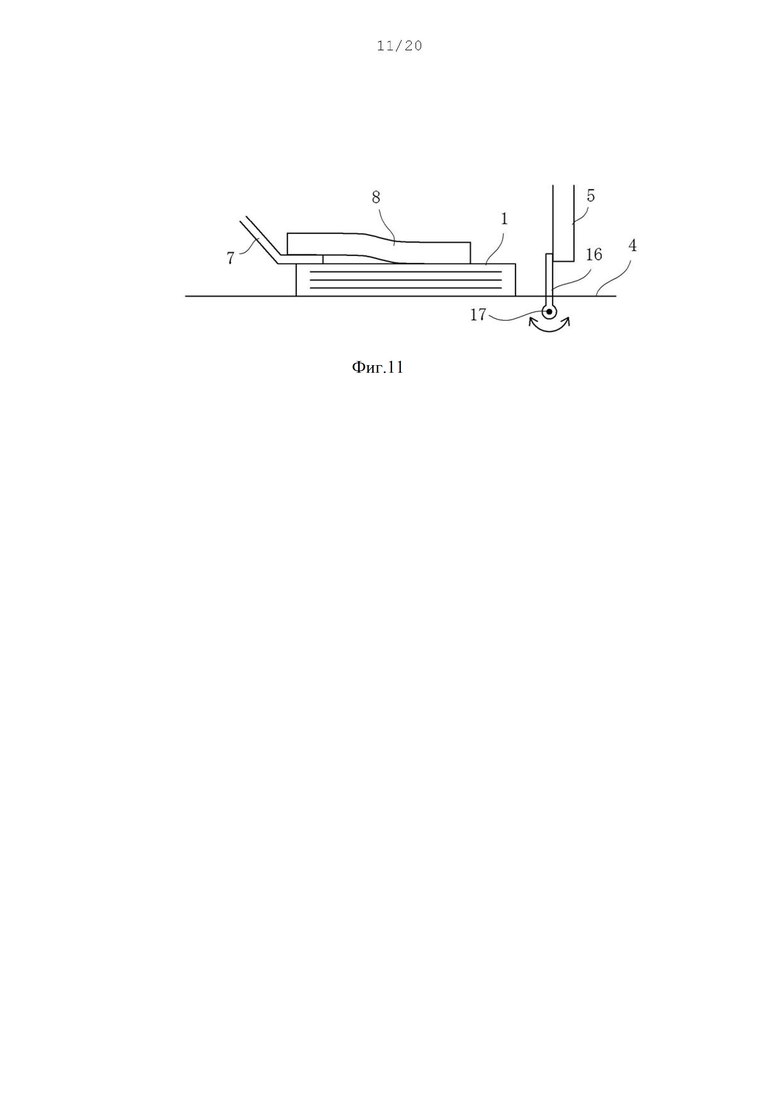
на фиг. 11 - другой вариант осуществления, вид сбоку;
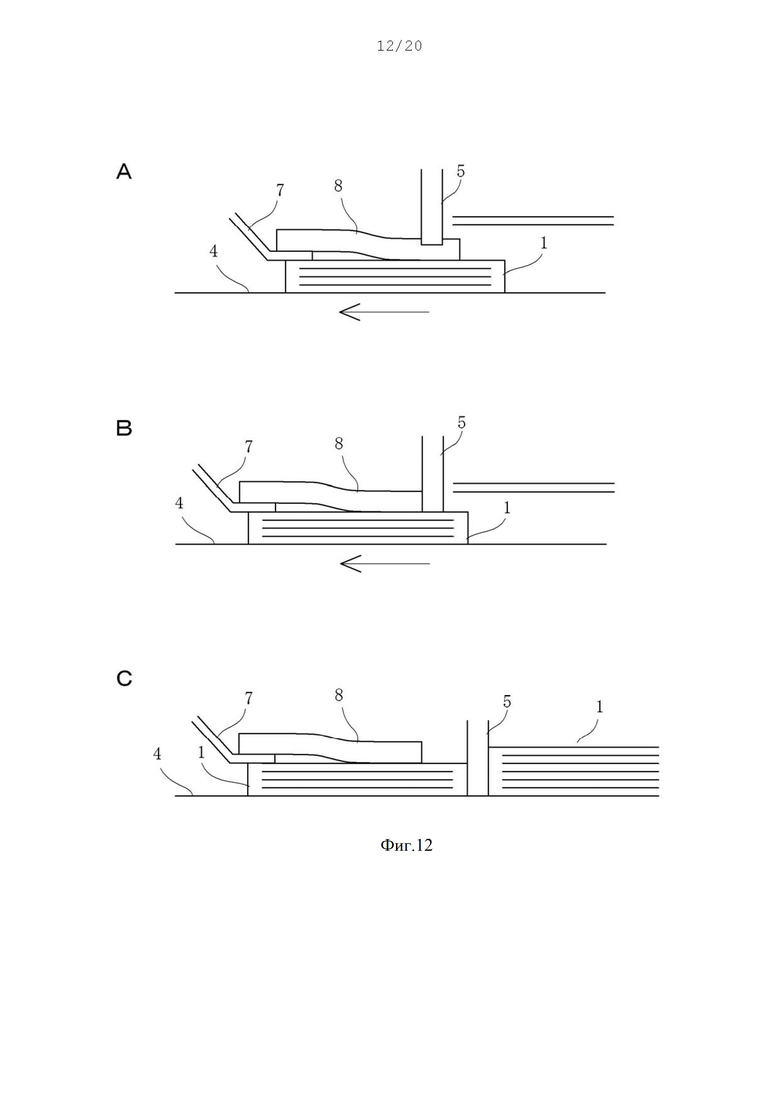
на фиг. 12А - другой вариант осуществления, вид сбоку;
на фиг. 12В - процесс функционирования по фиг. 12А, вид сбоку;
на фиг. 12С - процесс функционирования по фиг. 12В, вид сбоку;
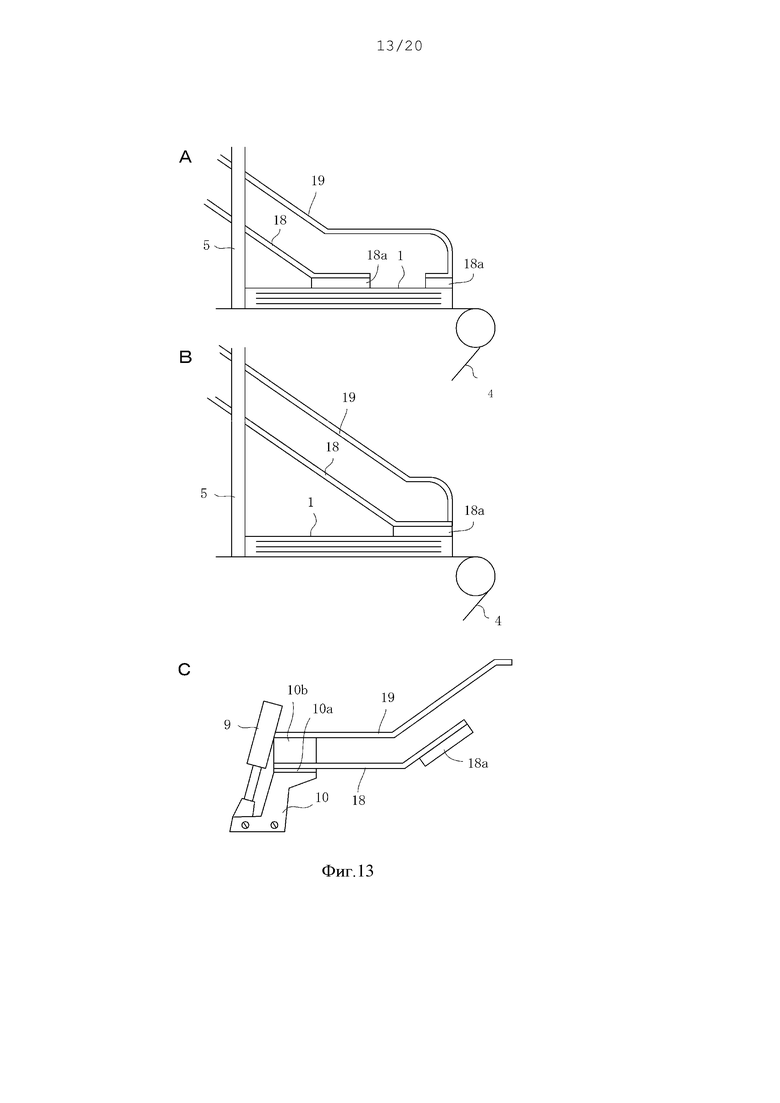
на фиг. 13А - другой вариант осуществления, вид сбоку;
на фиг. 13В - другой вариант осуществления, вид сбоку;
на фиг. 13С - другой вариант осуществления, вид сбоку;
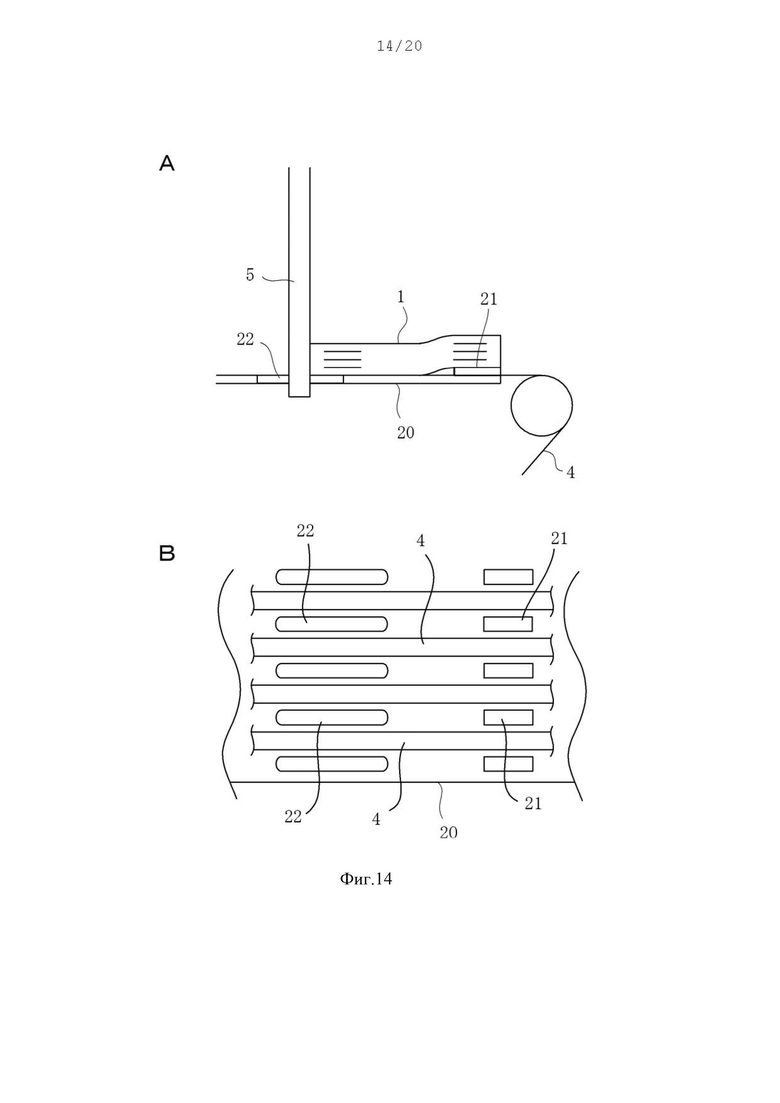
на фиг. 14А - другой вариант осуществления, вид сбоку;
на фиг. 14В - подающий конвейер на фиг. 14А, вид сверху;
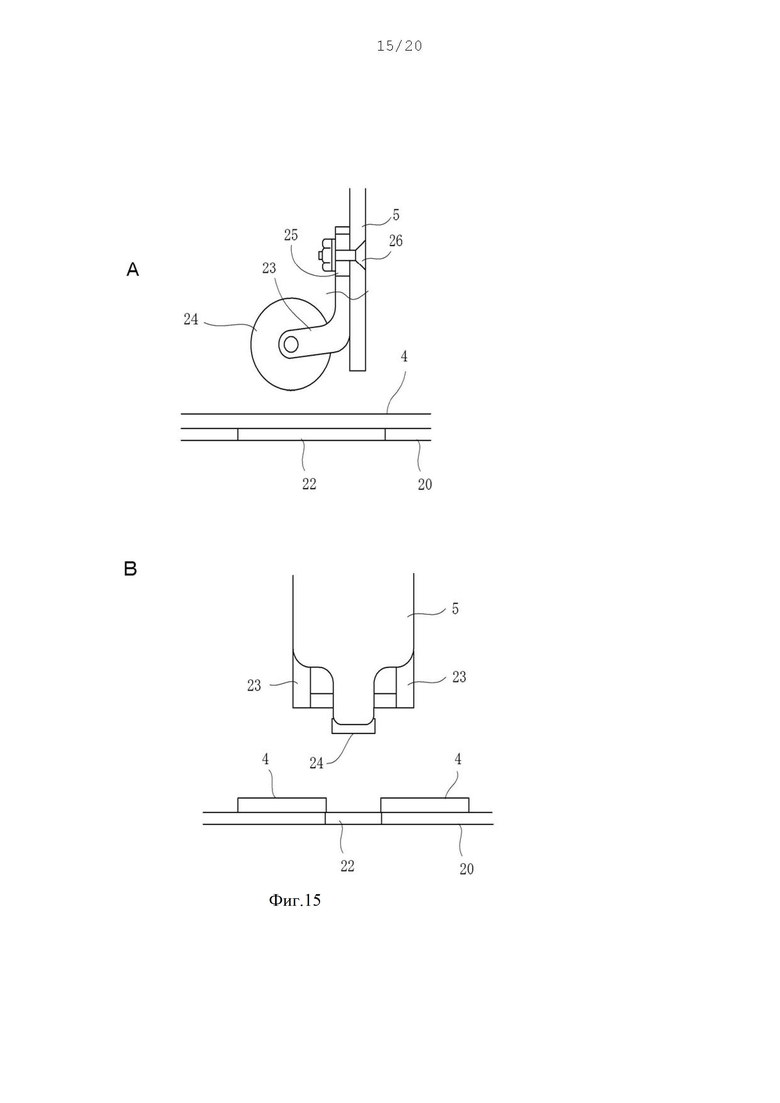
на фиг. 15А - другой вариант осуществления, вид сбоку;
на фиг. 15В - затворные штанги и подающий конвейер по фиг. 15А, вид спереди;
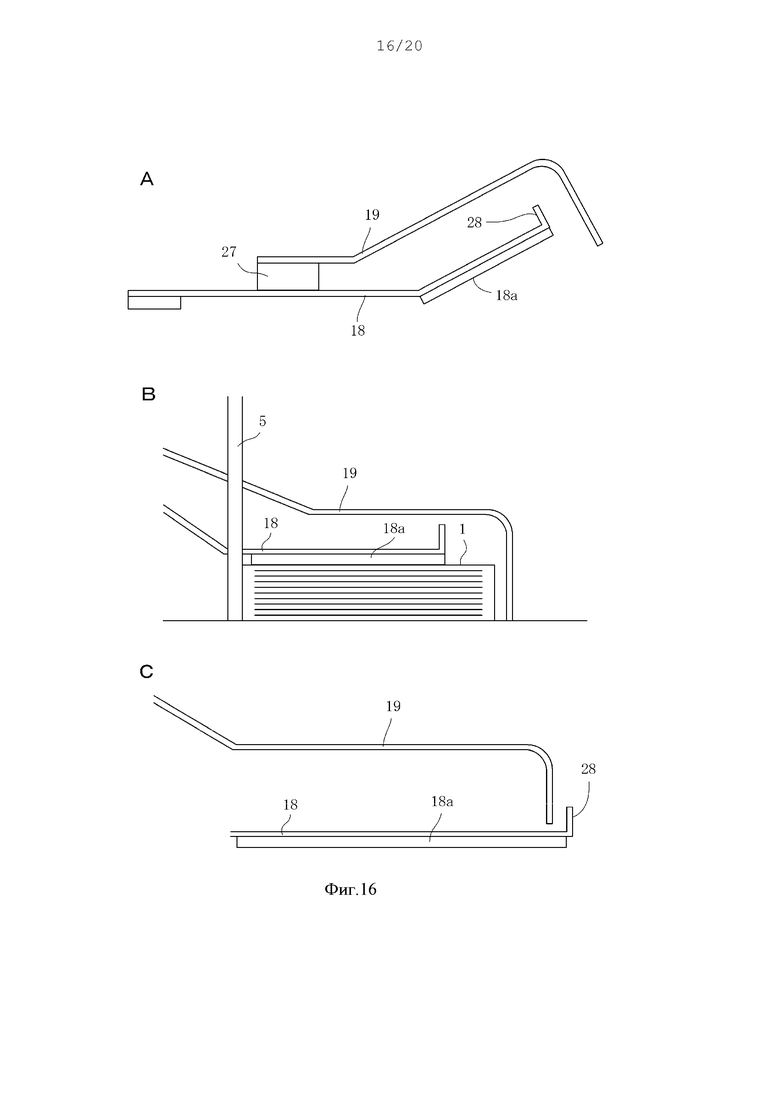
на фиг. 16А - другой вариант осуществления, вид сбоку;
на фиг. 16B - вариант осуществления на фиг. 16А, причем нажимные штанги и принимающие элементы опущены, вид сбоку;
на фиг. 16С - другой вариант осуществления, вид сбоку;
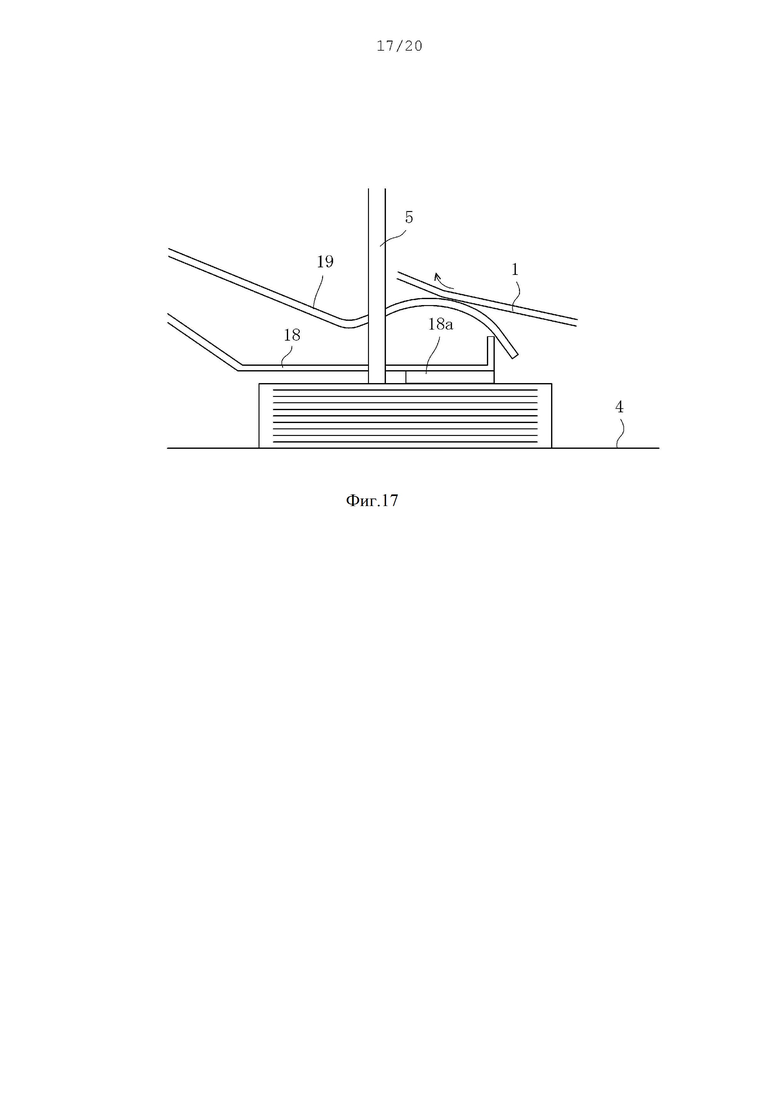
на фиг. 17 - другой вариант осуществления, вид сбоку;
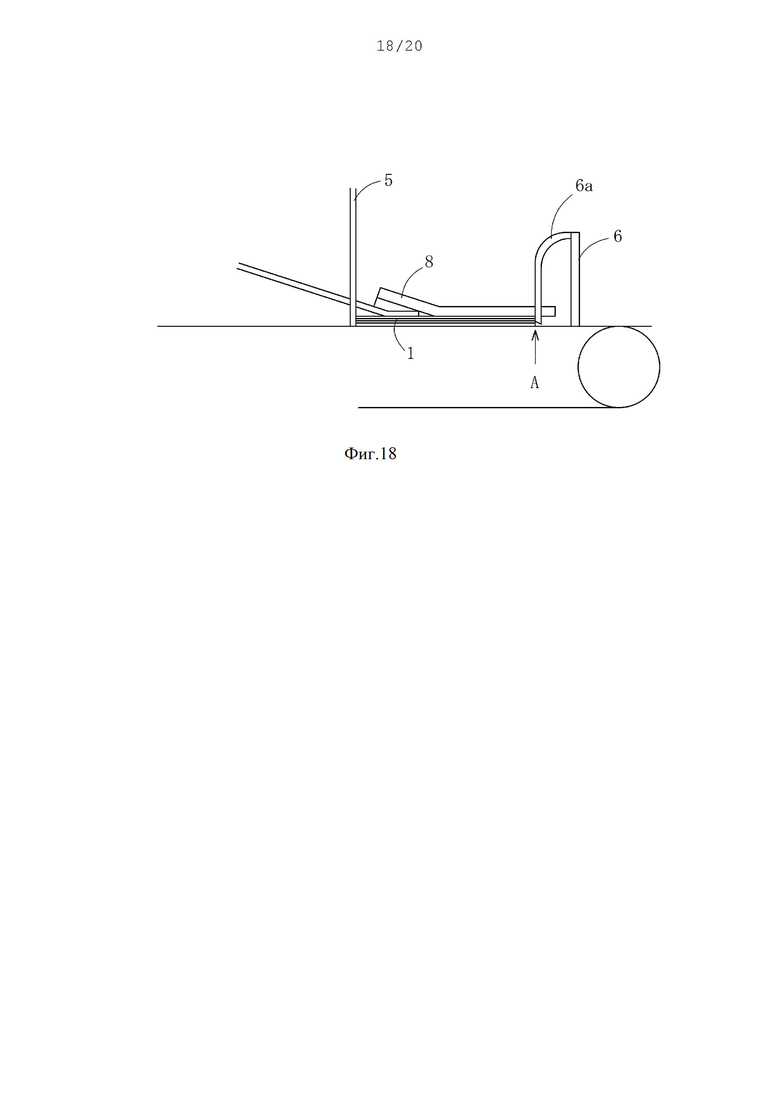
на фиг. 18 - направляющая пластина другого варианта осуществления, вид сбоку;
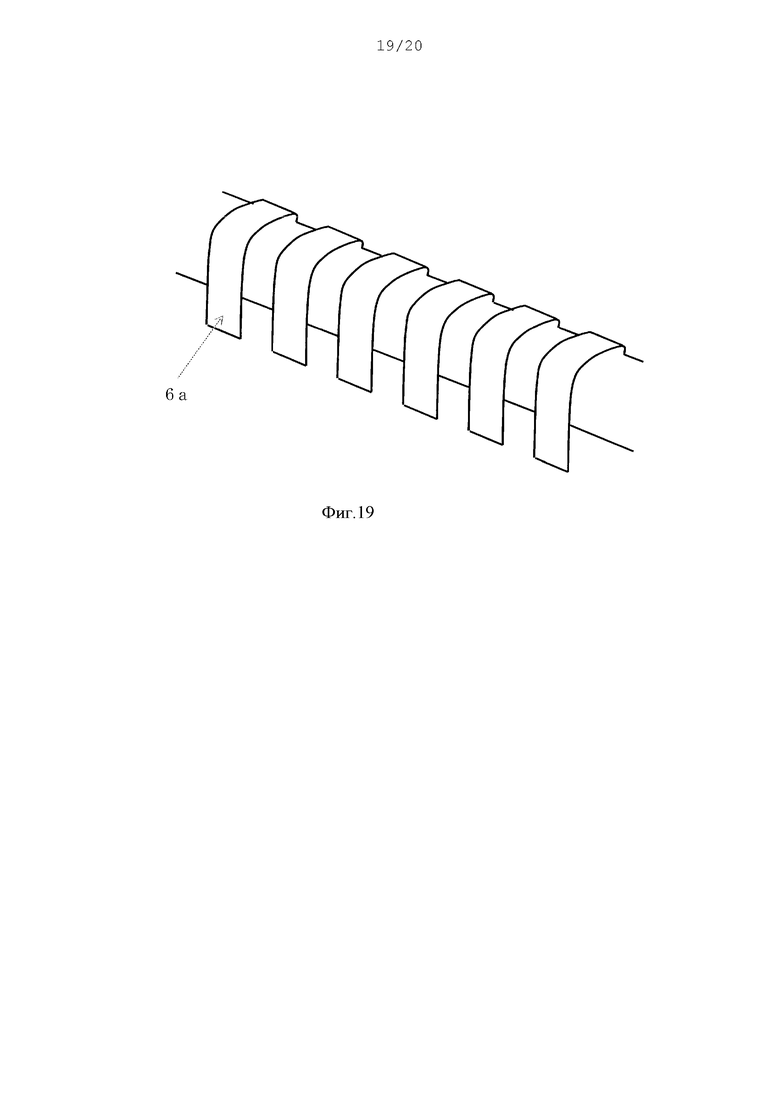
на фиг. 19 - направляющая пластина другого варианта осуществления, вид в перспективе;
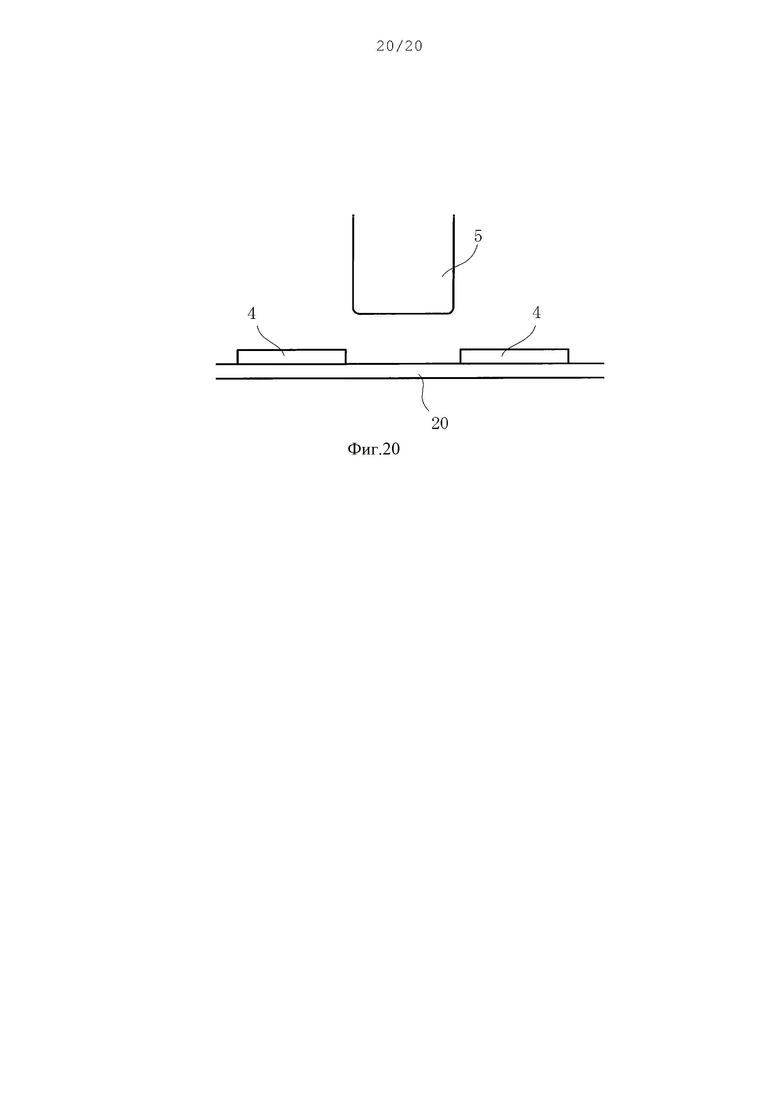
на фиг. 20 - взаимосвязь между затворными штангами и подающим конвейером другого варианта осуществления, вид спереди.
Варианты осуществления изобретения
Далее приведено описание варианта осуществления изобретения.
На фиг. 1 показано устройство для укладки и подачи листовых изделий, поочередно выгружаемых из места выгрузки, согласно изобретению. Устройство выполнено с возможностью укладывать и подавать пластмассовые пакеты, и встроено в машину для последовательного изготовления пластмассовых пакетов. Машина имеет ту же структуру, что и в патентном документе 2, и содержит тепловой нож. Пластмассовые пленки подвергают тепловой резке посредством теплового ножа по ширине пластмассовых пленок каждый раз, когда пластмассовые пленки периодически подаются в продольном направлении для изготовления пластмассовых пакетов 1. Пластмассовые пакеты 1 затем последовательно выгружают лентами укладчика и зажимными роликами 2. Следует понимать, что листовые изделия выгружают последовательно и горизонтально. Листовые изделия представляют собой пластмассовые пакеты 1. Устройство используется для укладки и подачи пластмассовых пакетов 1. Пластмассовые пакеты 1 имеют низкий коэффициент жесткости и являются гибкими.
Устройство содержит каретку 3, расположенную на расстоянии от места выгрузки пластмассовых пакетов 1 в направлении выгрузки пластмассовых пакетов 1. Устройство дополнительно содержит множество затворных штанг 5, расположенных между местом выгрузки и кареткой 3 и над подающим конвейером 4. Место выгрузки соответствует местоположению, в котором расположены зажимные ролики 2. Подающий конвейер 4 состоит из ленточного конвейера, имеющего заданную длину и проходящего в направлении выгрузки пластмассовых пакетов 1. С другой стороны, затворные штанги 5 проходят вертикально и отстоят друг от друга в боковом направлении. Следует понимать, что боковое направление означает горизонтальное направление, перпендикулярное направлению выгрузки пластмассовых пакетов 1. Когда пластмассовые пакеты 1 выгружают, пластмассовые пакеты 1 сталкиваются с затворными штангами 5, и падая укладываются на подающий конвейер 4. В этом варианте осуществления устройство содержит направляющую пластину 6, расположенную противоположно затворным штангам 5 и над подающим конвейером 4. Пластмассовые пакеты 1 падают и укладываются на подающем конвейере 4 и между затворными штангами 5 и направляющей пластиной 6.
Устройство дополнительно содержит множество выступающих частей, установленных на каретке 3 и разнесенных друг от друга в боковом направлении. Выступающие части могут проходить между затворными штангами 5, так чтобы выступать в направлении места выгрузки пластмассовых пакетов 1. Выступающие части расположены над пластмассовыми пакетами 1, когда пластмассовые пакеты 1 выгружают и укладывают друг на друга. В этом варианте осуществления выступающие части состоят из нажимных штанг 7 и принимающих элементов 8. Нажимные штанги 7 состоят из жестких элементов, таких как металлические элементы. Принимающие элементы 8 состоят из эластичных элементов, таких как элементы из силиконового каучука или силиконовые губки.
Устройство дополнительно содержит первый привод 9, установленный на каретке 3. После того, как пластмассовые пакеты 1 уложены в стопку, как показано на фиг. 2, выступающие части опускаются первым приводом 9, так что выступающие части могут входить в контакт с пластмассовыми пакетами 1 и нажимать на них. В результате пластмассовые пакеты 1 зажимают между выступающими частями и подающим конвейером 4.
Выступающие части опускают, когда заданное количество пластмассовых пакетов 1 укладывают в стопку на подающем конвейере 4. Выступающие части, после их опускания, должны находиться между выгруженными пластмассовыми пакетами 1, поскольку пластмассовые пакеты 1 выгружают без остановки, в то время как выступающие части находятся в опущенном состоянии. Таким образом, требуется высокая точность управления работой выступающих частей при высокой скорости подачи пластмассовых пакетов 1. Интервал времени опускания выступающих частей может управляться по 10 мс шкале согласно известной технологии. Таким образом, можно беспрепятственно выгружать пластмассовые пакеты 1, аккуратно складывать заданное количество пластмассовых пакетов 1 и надежно подавать упакованные пластмассовые пакеты 1, даже если скорость выгрузки пластмассовых пакетов 1, например, установлена на 360 листов в минуту, или шесть пакетов выгружают за одну секунду.
Затем выступающие части могут принимать поступающие пакеты. Поступающие пакеты выгружаются непрерывно, падая и укладываясь на выступающих частях. Например, первый привод 9 состоит из воздушного цилиндра или гидравлического цилиндра. Выступающие части опускают первым приводом 9, таким как воздушный цилиндр или гидравлический цилиндр.
В этом варианте осуществления устройство дополнительно содержит рычаги 10, установленные на каретке 3. Выступающие части закреплены на рычагах 10. Рычаги 10 поворачивают первым приводом 9, так что выступающие части могут быть повернуты для опускания. Как описано выше, выступающие части состоят как из нажимных штанг 7, так и принимающих элементов 8. Нажимные штанги 7 закреплены на рычагах 10, в то время как принимающие элементы 8 закреплены на нажимных штангах 7. Например, опорная пластина 10а расположена между парой рычагов 10. Опорная пластина 10а закреплена на верхнем конце каждого из рычагов 10. Каждая из нажимных штанг 7, имеющая принимающие элементы 8, закреплена на опорной пластине 10а. Рычаги 10 соединены с нажимными штангами 7 через опорную пластину 10а. Таким образом, как нажимные штанги 7, так и принимающие элементы 8 поворачиваются для опускания с помощью первого привода 9. Концы нажимных штанг 7 могут входить в контакт и нажимать на пластмассовые пакеты 1 при опускании нажимных штанг 7. Концы нажимных штанг 7 могут быть согнуты соответствующим образом, чтобы входить в контакт с пластмассовыми пакетами 1, так что изогнутые части нажимных штанг 7 могут надавливать на пластмассовые пакеты 1. Передние концы пластмассовых пакетов 1 зажимаются между нажимными штангами 7 и подающим конвейером 4.
Пластмассовые пакеты 1 вводят в контакт и прижимают посредством нажимных штанг 7. С другой стороны, принимающие элементы 8 состоят из эластичных элементов, таких как силиконовый каучук или силиконовая губка. Таким образом, когда нажимные штанги 7 входят в контакт с пластмассовыми пакетами 1, принимающие элементы 8 эластично деформируются вдоль пластмассовых пакетов 1, чтобы входить в контакт с верхней поверхностью пластмассовых пакетов 1. Затем принимающие элементы 8 могут принимать поступающие пакеты 1. Поступающие пакеты 1 выгружаются непрерывно, падая и затем укладываясь на принимающих элементах 8.
Нажимные штанги 7 могут быть соединены с принимающими элементами 8 через эластичные элементы, посредством которых принимающие элементы 8 могут быть согнуты и расположены вдоль пластмассовых пакетов 1, чтобы входить в контакт с верхней поверхностью пластмассовых пакетов 1. В этом случае, принимающие элементы 8 могут состоять из жестких элементов.
Как показано на фиг. 3, когда принимающие элементы 8 принимают поступающий пакет 1, форма профиля, перпендикулярная направлению выгрузки поступающих пакетов 1, становится криволинейной для получения жесткости. В результате, поступающие пакеты 1 могут быть уложены на принимающие элементы 8 без складок, даже если поступающие пакеты 1 сталкиваются с затворными штагами 5 после выгрузки из зажимных валиков 2. Затворные штанги 5 выполнены в форме гребенки.
Устройство дополнительно содержит привод 11 затвора, соединенный с затворными штангами 5 (фиг. 1). Как показано на фиг. 4, затворные штанги 5 поднимаются приводом 11 затвора после опускания выступающих частей. Расстояние от высоты расположения затворных штанг 5 соответствует высоте упакованных пластмассовых пакетов 1. Например, привод 11 затвора состоит из воздушного цилиндра или гидравлического цилиндра. Затворные штанги 5 поднимают воздушным цилиндром или гидравлическим цилиндром.
Устройство дополнительно содержит второй привод 12, соединенный с кареткой 3 (фиг. 1). Как описано выше, затворные штанги 5 поднимают после опускания выступающих частей. И затем второй привод 12 приводится в действие вместе с подающим конвейером 4, так что каретка 3 может перемещаться в направлении выгрузки пластмассовых пакетов 1, чтобы подавать пластмассовые пакеты 1, зажатые между выступающими частями и подающим конвейером 4 (фиг. 5). Например, второй привод 12 также состоит из воздушного цилиндра или гидравлического цилиндра. Каретка 3 перемещается воздушным цилиндром или гидравлическим цилиндром. Каретка 3 направляется и перемещается вдоль направляющей шины 13 (фиг. 1). Направляющая шина 13 проходит в направлении выгрузки пластмассовых пакетов 1, так что каретка 3 может перемещаться в направлении выгрузки пластмассовых пакетов 1. Таким образом, выступающие части вместе с кареткой 3 перемещаются между затворными штангами 5. В этом варианте осуществления как нажимные штанги 7, так и принимающие элементы 8 перемещаются вместе с кареткой 3.
Каретка 3 перемещается, и в то же время подающий конвейер 4 приводится в движение в направлении движения каретки 3. В результате, пластмассовые пакеты 1 подаются как выступающими частями, так и подающим конвейером 4, в то время как поступающие пакеты 1 входят в контакт с затворными штангами 5 для их удержания в положении. Например, подающий транспортер 4 приводится в действие приводным двигателем 14 (фиг. 1). Пластмассовые пакеты 1, подлежащие подаче, зажимают между выступающими частями и подающим конвейером 4. Привод 11 затвора используется в качестве третьего привода, посредством которого затворные штанги 5 поднимают и опускают для регулировки положения по высоте. Когда пластмассовые пакеты 1 укладывают в стопку и затем подают, нижние концы затворных штанг 5 располагаются выше, чем верхняя поверхность подаваемых пластмассовых пакетов 1 и ниже, чем верхняя поверхность выступающих частей. И затем, когда расположенные выше по ходу движения концы пластмассовых пакетов 1 поступают на или проходят через затворные штанги 5, нижние концы затворных штанг 5 опускают до положения, соответствующего верхней поверхности подающего конвейера 4 или до более низкого положения, чем верхняя поверхность подающего конвейера 4.
Как показано на фиг. 3, верхняя поверхность пластмассовых пакетов 1, зажатых между выступающими частями и подающим конвейером 4, расположена ниже, чем нижние концы затворных штанг 5. Таким образом, зажатые пластмассовые пакеты 1 могут подаваться на сторону ниже по ходу направления движения от затворных штанг 5 (фиг. 4). С другой стороны, как показано на фиг. 3, нижняя поверхность пластмассовых пакетов 1, уложенных на принимающие элементы 8, расположена выше, чем нижние концы затворных штанг 5. Таким образом, пластмассовые пакеты 1, уложенные на принимающие элементы 8, удерживаются затворными штангами 5, чтобы удерживаться на стороне выше по ходу направления движения от затворных штанг 5 (фиг. 4).
Затворные штанги 5 опускаются, когда расположенные выше по ходу движения концы пластмассовых пакетов 1, зажатые между выступающими частями и подающим конвейером 4, подаются в сторону ниже по ходу движения от затворных штанг 5 (фиг. 5). Во время выполнения последовательности операций сначала расположенные выше по ходу движения концы пластмассовых пакетов 1, уложенные на принимающие элементы 8, падают на подающий конвейер 4, и затем расположенные ниже по ходу движения концы падают на подающий конвейер 4. Форма сечения пластмассовых пакетов 1, как показано на фиг. 3, является изогнутой линией. Поэтому пластмассовые пакеты 1 медленно падают так, что их нижняя поверхность не может располагаться ниже, чем самые нижние концы затворных штанг 5. То есть пластмассовые пакеты 1 могут удерживаться в положении выше по ходу направления перемещения от затворных штанг 5, когда затворные штанги 5 опускают до самого нижнего положения. Следующие пластмассовые пакеты 1 могут беспрепятственно выгружаться из зажимных роликов 2, чтобы их можно было укладывать на пластмассовые пакеты 1, которые последовательно удерживали в положении выше по ходу направления перемещения от затворных штанг 5.
После того, как пластмассовые пакеты 1 подают на сторону ниже по ходу движения от затворных штанг 5, как показано на фиг. 5 и фиг. 6, выступающие части поднимают первым приводом 9. Затем каретка 3 перемещается вторым приводом 12, и выступающие части перемещают обратно в исходное положение, так что пластмассовые пакеты 1 могут быть выгружены и уложены ниже выступающих частей (фиг. 1). В этом варианте осуществления нажимные штанги 7 и принимающие элементы 8 поднимают первым приводом 9. Затем каретка 3 перемещается вторым приводом 12, так что выступающие части могут быть перемещены обратно в исходное положение, как показано на фиг. 1. В результате, при выгрузке пластмассовых пакетов 1, выступающие части расположены над пластмассовыми пакетами 1.
Следовательно, затем пластмассовые пакеты 1 снова укладывают в стопку. После укладки вышеописанные процессы выполняют повторно, и пластмассовые пакеты 1 подают снова. Следовательно, укладывают и подают заданное количество пластмассовых пакетов 1.
В случае использования данной машины, пластмассовые пакеты 1 прижимают выступающими элементами после укладки, и затем пластмассовые пакеты 1 зажимают между выступающими частями и подающим конвейером 4 для подачи. Поэтому, в отличие от машины по патентному документу 1, решена техническая задача обработки пластмассовых пакетов 1 с учетом их гибкости и низкого коэффициента жесткости. Машина может надежно укладывать и подавать пластмассовые пакеты 1, даже если пластмассовые пакеты 1 имеют низкий коэффициент жесткости. Таким образом, пластмассовые пакеты 1 остаются выровненными при скольжении и столкновении во время укладки, и затем подаются.
Хотя в случае другого варианта осуществления принимающие элементы 8 могут не состоять из эластичных элементов, но из жестких элементов, таких как Teflon (зарегистрированный товарный знак) или углеродная трубка. В этом случае, как показано на фиг. 7, концы принимающих элементов 8 расположены в высоком положении, будучи поднятыми рычагами 10. Таким образом, затворные штанги 5 должны иметь достаточную длину с тем, чтобы их верхние концы могли быть расположены в высоком положении.
Как показано на фиг. 8, принимающий элемент 8 может состоять из эластичного элемента, такого как силиконовый каучук или силиконовый губчатый элемент, чтобы иметь возможность изгибаться при подъеме, так что его концы могут быть расположены на низком положении. Принимающий элемент 8 может быть изогнут под собственным весом или усилием, приложенным к его концу.
В случае другого варианта осуществления направляющая пластина 6 может иметь форму, как показано на фиг. 18 и фиг. 19, в результате чего, пластмассовые пакеты 1, уложенные на принимающие элементы 8, могут удерживаться в положении выше по ходу движения от затворных штанг 5 или не могут скользить под затворными штангами 5, когда пластмассовые пакеты 1, зажатые между выступающими частями и подающим конвейером 4, подают на сторону ниже по ходу движения из и под затворными штангами 5.
То есть, на направляющей пластине 6 установлено множество изогнутых направляющих штанг 6а, обращенных к стороне ниже по ходу движения. Как показано на фиг. 6, в котором затворные штанги 5 просматриваются из направления выгрузки, при этом каждая из направляющих штанг 6а соответственно расположена в положении, соответствующем каждой из затворных штанг 5. Таким образом, выступающая часть (принимающий элемент 8) может проходить через пространство между каждой из направляющих штанг 6а, как показано на фиг. 18.
В результате, пластмассовые пакеты 1 выгружают из зажимных роликов 2 и проскальзывают через направляющие штанги 6а, так что расположенные ниже по ходу движения концы пластмассовых пакетов 1 могут сталкиваться с затворными штангами 5, в то время как расположенные выше по ходу движения концы пластмассовых пакетов 1 могут падать на сторону ниже по ходу движения от направляющих штанг 6a. Поэтому расположенные выше по ходу движения концы пластмассовых пакетов 1 не могут быть расположены на стороне выше по ходу движения от точки А, как показано на фиг. 18. С другой стороны, конец принимающего элемента 8 может проходить через пространство между каждой из направляющих штанг 6а, чтобы достичь стороны выше по ходу движения от точки А, как показано на фиг. 18.
То есть, концы принимающих элементов 8 расположены на стороне выше по ходу движения от расположенных выше по ходу движения концов пластмассовых пакетов 1, зажатых между выступающими частями (принимающими элементами 8) и подающим конвейером 4. Следовательно, когда зажатые пластмассовые пакеты 1 подают на сторону ниже по ходу движения от затворных штанг 5, концы принимающих элементов 8, на которых укладывают пластмассовые пакеты 1, все еще расположены на стороне выше по ходу движения от затворных штанг 5, когда расположенные выше по ходу движения концы пластмассовых пакетов 1 перемещают в сторону ниже по ходу движения от затворных штанг 5. В то же время, затворные штанги 5 опускают, чтобы полностью удерживать пластмассовые пакеты 1, уложенные на принимающие элементы 8, от скольжения под затворными штангами 5 и от их перемещения в сторону ниже по ходу движения.
В зависимости от размера пластмассового пакета 1 расстояние между затворными штангами 5 и направляющей пластиной 6 может быть адаптировано и дополнительно относительное положение между нажимными штангами 7 и принимающими элементами 8 в направлении перемещения может быть адаптировано с использованием продолговатых отверстий в качестве соединительного средства.
На фиг. 9 показан другой вариант. В этом варианте затворные штанги 5 разнесены от подающего конвейера 4. Дополнительные элементы 15 расположены на нижних концах затворных штанг 5 соответственно. Дополнительные элементы 15 являются гибкими и подвешены к затворным штангам 5. Пластмассовые пакеты 1 направляют посредством дополнительных элементов 15, так чтобы они падали и укладывались на подающем конвейере 4. Как показано на фиг. 10, дополнительные элементы 15 прижимаются и изгибаются посредством воздействия пластмассовых пакетов 1, подаваемыми как выступающими частями, так и подающим конвейером 4, так что пластмассовые пакеты 1 могут проходить и подаваться между затворными штангами 5 и подающим конвейером 4. В этом случае, необходимо обеспечить, чтобы затворные штанги 5 не поднимались и опускались.
В другом варианте, показанном на фиг. 11, подающий конвейер 4 состоит из ленточного конвейера, имеющего множество ремней. Рычаги 16 выступают из каждого из ремней и поддерживаются на оси 17 под ремнями. Рычаги 16 поворачиваются вокруг оси 17 и прижимаются пружинами. Каждый из рычагов 16 проходит через каждый из ремней и простирается вертикально, чтобы входить в контакт с затворными штангами 5. Пластмассовые пакеты 1 направляются посредством рычагов 16, чтобы упасть и укладываться на подающий конвейер 4. Пластмассовые пакеты 1, поданные как выступающим частями, так и подающим конвейером 4, оказывают давление на рычаги 16, которые качаются, так что пластмассовые пакеты 1 могут проходить и подаваться между затворными штангами 5 и подающим конвейером 4.
Как показано на фиг. 12, в случае, когда пластмассовые пакеты 1 длиннее, чем принимающие элементы 8, когда пластмассовые пакеты 1, которые должны подаваться, сжимают между нажимными штангами 7 и подающим конвейером 4, затворные штанги 5 поднимают приводом 11 затвора (фиг. 12А) таким же образом, как вариант, показанный на фиг. 1. Затем, вскоре после или до того, как принимающие элементы 8 пройдут через затворные штанги 5, затворные штанги 5 могут быть опущены посредством привода 11 затвора, так что его концы могут входить в контакт с пластмассовыми пакетами 1 и нажимать на них (фиг. 12В). Когда подаются пластмассовые пакеты 1, поступающие пластмассовые пакеты 1 блокируются затворными штангами 5. Таким образом, поступающие пластмассовые пакеты 1 удерживаются от втягивания в пластмассовые пакеты 1, даже если подаются пластмассовые пакеты 1. Затем затворные штанги 5 опускают в исходное положение (рис. 12C). Поэтому пластмассовые пакеты 1 падают и укладываются на подающем конвейере 4.
В варианте, показанном на фиг. 13, выступающие части состоят из нажимных штанг 18 и принимающих элементов 19. Нажимные штанги 18 состоят из жестких элементов, таких как металлические элементы, и имеют форму пластины. Принимающие элементы 19 закреплены на нажимных штангах 18. Нажимные штанги 18 входят в контакт с пластмассовыми пакетами 1 и нажимают на пластмассовые пакеты 1 на концах нажимных штанг 18. Концы нажимных штанг 18 могут быть изогнуты соответствующим образом, так что загнутые участки могут входить в контакт с пластмассовыми пакетами 1 и нажимать их. Положение для нажима может находиться по центру (фиг. 13А) или в задней части (фиг. 13В) пластмассовых пакетов 1 в продольном направлении. Дополнительные элементы 18а могут быть прикреплены к нажимным штангам 18 соответственно на их загнутых участках, так что и нажимные штанги 18 и дополнительные элементы 18а могут входить в контакт с пластмассовыми пакетами 1 и нажимать их. Дополнительные элементы 18а состоят из эластичных элементов, таких как силиконовые каучуки и силиконовые губки. В этом случае, посредством использования дополнительных элементов 18а достигают непроскальзывающего и амортизирующего эффектов.
С другой стороны, принимающие элементы 19 состоят из металлических пластин, но имеют эластичность. В этом случае, например, принимающие элементы 19 входят в контакт с задним концом пластмассовых пакетов 1. И затем принимающие элементы 19 могут быть эластично деформированы так, чтобы входить в контакт с центральным участком пластмассовых пакетов в продольном направлении (фиг. 13А). Принимающие элементы 19 могут быть соответственно изогнуты на концах принимающих элементов 19, так что их загнутые участки могут входить в контакт с пластмассовыми пакетами 1. Дополнительные элементы 18а могут быть прикреплены к принимающим элементам 19 соответственно на загнутых участках принимающих элементов 19, так что и принимающие элементы 19 и дополнительные элементы 18а могут входить в контакт с пластмассовыми пакетами 1. Нажимные штанги 18 могут входить в контакт с задним концом пластмассовых пакетов 1, и принимающие элементы 19 выровнены с нажимными штангами 18 на концах как нажимных штанг 18, так и принимающих элементов 19 (фиг. 13В). Принимающие элементы 19 могут быть выполнены с возможностью взаимодействовать с нажимными штангами 18.
Принимающие элементы 19 могут быть не изогнуты, и дополнительные элементы 18а могут быть не прикреплены и, кроме того, принимающие элементы 19 могут перемещаться по направлению и входить в контакт с пластмассовыми пакетами 1 на концах принимающих элементов 19 (фиг. 13С). Как нажимные штанги 18, так и принимающие элементы 19 могут быть закреплены на рычагах 10. Например, нажимные штанги 18 закреплены на опорной пластине 10а таким же образом, как показано на фиг. 1. Кроме того, разделитель 10b может находиться между принимающими элементами 19 и нажимными штангами 18, и принимающие элементы 19, разделитель 10b, нажимные штанги 18 и опорная пластина 10а могут быть закреплены на рычагах 10.
В результате, пластмассовые пакеты 1 прижимаются нажимными штангами 18, так чтобы быть зажатыми между нажимными штангами 18 и подающим конвейером 4. Затем принимающие элементы 19 принимают поступающие пластмассовые пакеты 1 тем же образом, как показано в варианте на фиг. 1.
В другом варианте на фиг. 14 подающий конвейер 4 состоит из ленточного конвейера, имеющего множество ремней. Кроме того, принимающая пластина (принимающая поверхность) 20 расположена под ремнями. Множество выступающих участков 21 расположено на принимающей пластине 20, чтобы проходить между и выступать вверх от каждого из ремней. Следовательно, когда упакованные пластмассовые пакеты 1 подают подающим конвейером 4 таким образом, что поступающие пластмассовые пакеты 1 могут падать и укладываться на подающем конвейере 4, поступающие пластмассовые пакеты 1 входят в контакт с выступающими участками 21 и поддерживаются над ремнями на заднем концевом участке поступающих пакетов 1, чтобы не втягиваться в ремни.
В другом варианте, показанном на фиг. 20, подающий конвейер 4 содержит множество ремней таким же образом, как вариант на фиг. 14, тогда как затворные штанги 5 имеют концы, которые меньше, чем промежутки между каждым из ремней подающего конвейера 4 по ширине. Таким образом, когда затворные штанги 5 опускают, то их концы проходят через верхнюю поверхность лент подающего конвейера 4, чтобы перемещаться вниз в положение, прилегающее к верхней поверхности (принимающей поверхности) принимающей пластины 20. В соответствии с этой конструкцией, концы затворных штанг 5 могут быть опущены из самой нижней поверхности пластмассовых пакетов 1, уложенных на подающий конвейер 4, чтобы удерживать упакованные пластмассовые пакеты 1 от втягивания в сторону ниже по ходу движения от затворных штанг 5, даже если, когда пластмассовые пакеты 1 подают в сторону ниже по ходу движения от затворных штанг 5, затворные штанги 5 опускают, когда расположенные выше по ходу движения концы пластмассовых пакетов 1 перемещаются в сторону ниже по ходу движения от затворных штанг 5.
На принимающей пластине (принимающей поверхности) 20 может быть сформировано множество пазов 22, так что затворные штанги 5 могут проходить через каждый из ремней, чтобы входить в пазы 22, когда затворные штанги 5 опускаются. В этом случае пластмассовые пакеты 1 блокируются затворными штангами 5, чтобы они не проходили и не перемещались между ремнями и затворными штангами 5.
В соответствии с другим дополнительным вариантом осуществления принимающая пластина (принимающая поверхность) 20 может быть снабжена выемками вместо пазов 22.
В другом варианте, показанном на фиг. 15, каждая из затворных штанг 5 имеет кронштейн 23 для поддержки ролика 24. Нижние концы роликов 24 расположены ниже затворных штанг 5 (фиг. 15А). В случае варианта на фиг. 12, когда затворные штанги 5 опускают приводом 11 затвора (фиг. 12), пластмассовые пакеты 1 входят в контакт с роликами 24 и прижимаются ими, а не концами затворных штанг 5. Таким образом, ролики 24 вращаются посредством трения для направления пластмассовых пакетов 1. Пластмассовые пакеты 1 не повреждаются, поскольку затворные штанги 5 не могут с ними входить в контакт. Как показано на фиг. 15, кронштейн 23 имеет паз 25, через который проходит винт 26. Позиции высоты как кронштейна 23, так и ролика 24 могут быть адаптированы с помощью паза 25, когда кронштейн 23 закреплен на затворных штангах 5 посредством винта 26.
Затем затворные штанги 5 опускают до их исходного положения (фиг. 12С). Пластмассовые пакеты 1 укладывают на подающий конвейер 4, снабженный ремнями. Кроме того, нижние концы затворных штанг 5 сужаются по ширине (фиг.15В), так что как суженные участки, так и ролики 24 могут вставляться в паз 22, когда затворные штанги 5 опускают. Следовательно, пластмассовые пакеты 1 блокируются затворными штангами 5.
В другом варианте, показанном на фиг. 16, как нажимные штанги 18, так и принимающие элементы 19 скреплены друг с другом через разделитель 27. Нажимные штанги 18 снабжены дополнительными элементами 18а. Принимающие элементы 19 согнуты или изогнуты вниз за концы нажимных штанг 18 (фиг. 16А). После того, как нажимные штанги 18 и принимающие элементы 19 опускают, сначала принимающие элементы 19 входят в контакт с подающим конвейером 4 и нажимают на подающий конвейер 4, и затем принимающие элементы 19 эластично деформируются, и нажимные штанги 18 входят в контакт и нажимают на пластмассовые пакеты 1 (фиг. 16В). И затем принимающие элементы 19 принимают поступающие пластмассовые пакеты 1. Таким образом, поступающие пакеты 1 блокируются принимающими элементами 19, когда подают пластмассовые пакеты 1.
Напротив, нажимные штанги 18 могут быть согнуты или изогнуты вверх за концы принимающих элементов 19 (фиг. 16C). Поступающие пластмассовые пакеты 1 могут блокироваться согнутыми или изогнутыми участками 28.
Как показано на фиг. 17, принимающие элементы 19 могут иметь изогнутые участки. Поступающие пластмассовые пакеты 1 входят в контакт с изогнутыми участками так, что они обращены вверх, так что снижается возможность втягивания поступающих пластмассовых пакетов 1 между затворными штангами 5 и подающим конвейером 4.
Листовые изделия также могут быть уложены в стопку и затем подаваться машиной, а не только пластмассовые пакеты 1, в случае, когда другие листовые изделия выгружаются последовательно.
СПСИОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 пластмассовый пакет
3 каретка
4 подающий конвейер
5 затворная штанга
7, 18 нажимная штанга
8, 19 принимающий элемент
9 первый привод
10 рычаг
12 второй привод
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УКЛАДКИ И ПОДАЧИ ЛИСТОВЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553836C1 |
| УСТРОЙСТВО ДЛЯ ЗАВОРАЧИВАНИЯ ЛИСТОВОГО ИЗДЕЛИЯ | 2014 |
|
RU2625964C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2011 |
|
RU2516173C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ПАКЕТОВ | 2011 |
|
RU2462360C1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2670862C9 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ТЕРМОСВАРОЧНОЙ ПЛАСТИНЫ В МАШИНЕ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2012 |
|
RU2519702C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ПАКЕТОВ | 2009 |
|
RU2446052C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ПАКЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ПАКЕТА | 2017 |
|
RU2706442C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ МЕШКОВ | 2011 |
|
RU2514600C1 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2012 |
|
RU2495750C1 |



При выгрузке листовых изделий 1 листовые изделия падают и укладываются на подающий конвейер 4, ударяясь о затворные штанги 5. Затем каждая из выступающих частей 7 и 8 опускается первым приводом 9, чтобы зажать листовые изделия между выступающими частями и подающим конвейером. Затем поступающие изделия последовательно выгружают и укладывают на выступающие части. И затем второй привод 12 работает совместно с подающим конвейером для подачи листовых изделий, зажатых между выступающими частями и подающим конвейером 4. Затворные штанги 5 поднимают и опускают третьим приводом для регулировки их положений по высоте. 2 с. и 4 з.п. ф-лы, 20 ил.
1. Устройство для укладки и подачи листовых изделий, выгружаемых последовательно из места выгрузки, при этом устройство выполнено с возможностью укладывать листовые изделия на подающий конвейер и подавать листовые изделия в сторону ниже по ходу движения, причем устройство включает в себя:
каретку, расположенную на стороне ниже по ходу движения от места выгрузки в направлении подачи листовых изделий;
множество затворных штанг, расположенных над подающим конвейером и между местом выгрузки и кареткой, причем затворные штанги разнесены друг от друга в боковом направлении и выполнены с возможностью вертикально перемещаться таким образом, что при выгрузке расположенные ниже по ходу движения концы листовых изделий ударяются о затворные штанги;
множество выступающих частей, закреплённых на каретке и разнесенных друг от друга в боковом направлении таким образом, что каждая из выступающих частей проходит между каждой из затворных штанг и выступает в сторону выше по ходу движения, причем выступающие части находятся над листовыми изделиями, уложенными на подающем конвейере;
первый привод, установленный на каретке, причем первый привод выполнен с возможностью опускать выступающие части таким образом, что листовые изделия зажимаются между выступающими частями и подающим конвейером после того, как заданное количество листовых изделий уложено на подающий конвейер; и
второй привод, выполненный с возможностью перемещать каретку в сторону ниже по ходу движения после того, как листовые изделия зажаты, причем
второй привод выполнен с возможностью совместно с подающим конвейером подавать листовые изделия, зажатые между выступающими частями и подающим конвейером, в сторону ниже по ходу движения,
поступающие листовые изделия непрерывно укладываются на выступающие части из места выгрузки, и нижние концы затворных штанг удерживаются выше, чем верхние концы зажатых листовых изделий, и ниже, чем верхние концы выступающих частей, в то время как листовые изделия являются зажатыми, и
затворные штанги опускаются к верхней поверхности подающего конвейера, когда расположенные выше по ходу движения концы листовых изделий проходят по стороне ниже по ходу движения от затворных штанг.
2. Устройство по п. 1, в котором концы выступающих частей выступают из расположенных выше по ходу движения концов листовых изделий в сторону выше по ходу движения, когда листовые изделия зажаты между выступающими частями и подающим конвейером.
3. Устройство по п. 1, в котором подающий конвейер содержит принимающую поверхность и множество конвейерных лент, причем конвейерные ленты отстоят друг от друга в боковом направлении и расположены на принимающей поверхности, при этом каждая из затворных штанг расположена между каждой из конвейерных лент в боковом направлении, при этом концы затворных штанг опускаются до принимающей поверхности, когда расположенные выше по ходу движения концы листовых изделий перемещают в сторону ниже по ходу движения от затворных штанг.
4. Устройство по п. 3, которое дополнительно содержит выемки, расположенные на принимающей поверхности и в положениях, соответствующих затворным штангам соответственно, при этом концы затворных штанг опускаются до более нижнего положения, чем принимающая поверхность, когда опускаются затворные штанги.
5. Устройство для укладки и подачи листовых изделий, выгружаемых последовательно, включающее в себя:
каретку, разнесенную от места выгрузки листовых изделий в направлении подачи листовых изделий;
подающий конвейер, проходящий в направлении подачи листовых изделий;
множество затворных штанг, расположенных над подающим конвейером и между местом выгрузки и кареткой, при этом затворные штанги проходят вертикально и отстоят друг от друга в боковом направлении таким образом, что листовые изделия ударяются о затворные штанги, чтобы упасть на конвейер после последовательной выгрузки, для укладки листовых изделий на конвейер;
множество выступающих частей, закрепленных на каретке и разнесенных друг от друга в боковом направлении таким образом, что каждая из выступающих частей проходит между каждой из затворных штанг и выступает в направлении места выгрузки листовых изделий, причем выступающие части находятся над листовыми изделиями, когда листовые изделия поданы и уложены;
первый привод, установленный на каретке и выполненный с возможностью опускать выступающие части таким образом, что листовые изделия зажаты между выступающими частями и подающим конвейером после того, как листовые изделия уложены друг на друга, при этом поступающие листовые изделия выгружаются без прерывания и укладываются на выступающие части;
второй привод, выполненный с возможностью совместно с подающим конвейером перемещать каретку в направлении выгрузки листовых изделий после того, как выступающие части опущены таким образом, чтобы подавать листовые изделия, зажатые между выступающими частями и подающим конвейером; и
третий привод, выполненный с возможностью поднимать и опускать затворные штанги для регулировки высоты затворных штанг, при этом нижние концы затворных штанг расположены выше, чем верхние поверхности подаваемых листовых изделий, и ниже, чем верхние поверхности выступающих частей, когда листовые изделия укладывают и затем подают, при этом нижние концы затворных штанг опускают в положение, соответствующее верхней поверхности подающего конвейера, или ниже, чем верхняя поверхность подающего конвейера, когда расположенные ниже по ходу движения концы листовых изделий поступают к затворным штангам или проходят через затворные штанги; причем
поступающие листовые изделия входят в контакт с затворными штангами для возможности их удержания, пока листовые изделия подаются, и затем поступающие листовые изделия опускаются на подающий конвейер после подачи листовых изделий.
6. Устройство по п. 5, в котором после подачи листовых изделий выступающие части поднимаются первым приводом и каретка перемещается вторым приводом, причем выступающие части перемещаются обратно в исходное положение так, что листовые изделия выгружаются и укладываются под выступающие части.
| JP H07228410 A (MARTIN SA), 29.08.1995 | |||
| JP S53164527 U, 23.12.1978 | |||
| JP S6078730 A, 04.05.1985. |

