Область техники
Изобретение относится к установке и способу для непрерывного изготовления пластиковых пакетов.
Уровень техники
Известна установка для непрерывного изготовления пластиковых пакетов по патенту JP 4436521, в которой первое и второе полотна листового материала накладываются друг на друга и подаются в их продольном направлении. Пластиковые пакеты изготавливаются из первого и второго полотен листового материала, также, как и в установках по патентам JP 4469412, JP 4429379, JP 4526592, JP 3655627.
В установке по JP 4436521, пластиковые пакеты имеют переднюю, заднюю и одну торцевую поверхности. Листовой материал нижней вставки подается на первое или второе полотна листового материала перед их накладыванием друг на друга. Затем, передняя и задняя поверхности формируются первым и вторым полотнами листового материала, а торцевая поверхность формируется листовым материалом нижней вставки.
В этом случае установка должна иметь устройство подачи материала нижней вставки, посредством которого листовой материал нижней вставки подается с другого подающего ролика для образования одной торцевой поверхности. В результате установка оказывается конструктивно сложной и имеет высокую стоимость. При нанесении рисунков также возникает их несовпадение на полотне листового материала и на материале нижней вставки.
В установке по патенту JP 4469412 пластиковая пленка разрезается вдоль ее продольной линии, разделяясь на первое полотно листового материала и листовой материал нижней вставки перед накладыванием полотен листового материала друг на друга. Установка содержит устройство направления материала нижней вставки, посредством которого листовой материал нижней вставки направляется и подается на первое или второе полотна листового материала. Передняя и задняя поверхности формируются первым и вторым полотнами листового материала, а торцевая поверхность - листовым материалом нижней вставки.
В установке по патенту JP 4429379 материал нижней вставки подается на первое или второе полотно листового материала и проходит вдоль его продольной осевой линии. Затем полотно материала нижней вставки разрезается вдоль его продольной осевой линии. Первое и второе полотна листового материала также разрезаются вдоль их продольных осевых линий перед или после подачи полотна материала нижней вставки. В результате пластиковые пакеты изготавливаются попарно, так что каждый из них имеет переднюю, заднюю и одну торцевую поверхности. Передние и задние поверхности образованы первым и вторым полотнами листового материала, а торцевая поверхность - полотном материала нижней вставки. Эта установка, посредством которой пластиковые пакеты изготавливаются попарно, может разрезать пластиковую пленку вдоль ее продольной линии резания для её разделения на первое полотно листового материала и полотно материала нижней вставки, точно так же, как и в установке по патенту JP 4469412.
Таким образом, в установках по патентам JP 4469412 и JP 4429379 полотно материала нижней вставки не нужно подавать с другого подающего ролика, поскольку пластиковая пленка может подаваться с ее подающего ролика, разделяясь в дальнейшем на первое полотно листового материала и полотно материала нижней вставки. Это позволяет упростить конструкцию установки и снизить ее стоимость. При нанесении рисунков не возникает их несовпадения на полотне листового материала и материале нижней вставки.
Между тем, также была предложена еще одна установка для непрерывного изготовления пластиковых пакетов с использованием материала нижней вставки. Например, в установке по патенту JP 4526592 пластиковые пакеты имеют другие поверхности, помимо передней, задней и одной торцевой поверхности. На первое или второе полотно листового материала подаются два полотна материала нижней вставки, которые проходят вдоль его противоположных боковых частей. Передняя и задняя поверхности образованы первым и вторым полотнами листового материалов, одна торцевая поверхность образована одним полотном материала нижней вставки, а другая торцевая поверхность образована другим полотном материала нижней вставки. На этой установке пластиковые пакеты изготавливаются один за другим.
В установке по патенту JP 4526592 могут подаваться три полотна материала нижней вставки, ширина одного из которых в два раза больше ширины двух других полотен. На первое или второе полотно листового материала вдоль его продольной осевой линии подается полотно большей ширины, а другие полотна материала нижней вставки подаются вдоль его противоположных боковых частей. После подачи полотно материала нижней вставки большей ширины разрезается вдоль его продольной осевой линии, также как и материал нижней вставки в установке по патенту JP 4429379. Первое и второе полотна листового материала разрезаются вдоль их продольных осевых линий перед или после подачи полотен материала нижней вставки. Пластиковые пакеты изготавливаются попарно, так что каждый из них имеет переднюю и заднюю поверхности, образованные первым и вторым полотнами листового материала, одна торцевая поверхность образована полотном материала нижней вставки большей ширины, а другая торцевая поверхность образована другими полотнами материала нижней вставки. Эта установка может изготавливать пластиковые пакеты попарно.
Кроме того, особенно в установке, в которой пластиковые пакеты могут изготавливаться попарно, необходимо подавать в общей сложности три полотна материала нижней вставки на первое или второе полотно листового материала, поэтому в установке по патенту JP 4469412, несмотря на то, что пластиковая пленка разделяется на первое полотно листового материала и полотно материала нижней вставки, необходимо подавать другие полотна материала нижней вставки с других подающих роликов. В результате установка оказывается конструктивно сложной и дорогой. При нанесении рисунков также происходит их несовпадение на листовом материале и материале нижней вставки.
Существует еще одна установка, на которой пластиковые пакеты изготавливаются попарно. В этой установке два полотна материала нижней вставки подаются на первое или второе полотно листового материала и проходят вдоль его противоположных боковых частей. Затем первое и второе полотна листового материала разрезаются вдоль их продольных осевых линий. Пластиковые пакеты изготавливаются попарно, и каждый пакет имеет переднюю и заднюю поверхности, образованные первым и вторым полотнами листового материала, и одну торцевую поверхность, образованную полотнами материала нижней вставки.
Однако полотна материала нижней вставки должны подаваться с других подающих роликов. В этой установке также происходит несовпадение рисунков.
В установке по патенту JP 4526592 при последовательном изготовлении пластиковых пакетов необходимо подавать два полотна материала нижней вставки на первое или второе полотно листового материала, поэтому полотна материала нижней вставки должны подаваться с других подающих роликов, так же как в и установке, рассмотренной выше. В этой установке также происходит несовпадение рисунков.
В JP 3655627 описана установка, в которой первое или второе полотно листового материала при их подаче направляется устройством направления полотен. Первое или второе полотно листового материала сгибается вдоль одной из ее боковых кромок и отгибается назад, образуя загнутый участок. Передняя и задняя поверхности образованы первым и вторым полотнами листового материалов, а одна торцевая поверхность образована загнутым участком.
В JP 3655627 также описана другая установка, в которой пластиковые пакеты изготавливаются попарно. В такой установке первое или второе полотно листового материала сгибается вдоль его противоположных боковых кромок и отгибается назад для образования загнутого участка. Затем первое и второе полотна листового материалов разрезаются вдоль их продольных осевых линий. Таким образом, пластиковые пакеты изготавливаются попарно.
В этой установке полотно материала нижней вставки подается на первое или второе полотно листового материала и проходит вдоль его продольной осевой линии. Затем полотно материала нижней вставки разрезается вдоль его продольной осевой линии. Первое и второе полотна листового материалов также разрезаются вдоль их продольных осевых линий перед или после подачи полотна материала нижней вставки. Пластиковые пакеты изготавливаются попарно, так что каждый их них имеет одну торцевую поверхность, образованную полотном материала нижней вставки, и другую торцевую поверхность, образованную загнутыми участками.
Между тем, другой материал нижней вставки приходится подавать с другого подающего ролика. В этой установке также происходит несовпадение рисунков.
Задача изобретения заключается в создании установки для непрерывного изготовления пластиковых пакетов, в которой материал нижней вставки не нужно подавать с другого подающего ролика и отсутствует несовпадение рисунков.
Раскрытие изобретения
Поставленная задача решается в установке для непрерывного изготовления пластиковых пакетов, каждый из которых имеет переднюю, заднюю и одну торцевую поверхности, содержащей устройство подачи листового материала, посредством которого первое и второе полотна листового материала накладываются друг на друга и подаются в их продольном направлении. Установка дополнительно содержит первое режущее устройство, посредством которого пластиковая пленка разрезается вдоль продольной линии резания для её разделения на первое полотно листового материала и полотно материала нижней вставки перед накладыванием первого и второго полотен листового материала друг на друга и подачей этих наложенных друг на друга полотен в продольном направлении. Установка также содержит устройство подачи материала нижней вставки, выполненное с возможностью подачи полотна листового материала нижней вставки в продольном направлении после указанного разделения. Установка дополнительно содержит второе режущее устройство, выполненное с возможностью разрезания полотна материала нижней вставки для его разделения на несколько полотен. Установка дополнительно содержит устройство направления материала нижней вставки, выполненное с возможностью направления полотен листового материала нижней вставки на первое или второе полотна листового материала после разрезания. Таким образом, в каждом изготовленном пластиковом пакете передняя поверхность образована первым полотном листового материала, задняя поверхность образована вторым полотном листового материала, а торцевая поверхность образована полотном листового материала нижней вставки.
Изобретение также относится к установке для непрерывного изготовления пластиковых пакетов, каждый из которых имеет переднюю, заднюю и одну и другую торцевые поверхности, содержащей устройство подачи листового материала, выполненное с возможностью накладывания первого полотна листового материала на второе полотно листового материала и последующей подачи этих полотен в их продольном направлении. Установка дополнительно содержит первое режущее устройство, выполненное с возможностью разрезания пластиковой пленки вдоль продольной линии резания для её разделения на первое полотно листового материала и полотно материала нижней вставки перед накладыванием первого и второго полотен листового материалов друг на друга и подачей этих наложенных друг на друга полотен в продольном направлении. Установка дополнительно содержит устройство подачи материала нижней вставки, выполненное с возможностью подачи полотна листового материала нижней вставки в продольном направлении после указанного разделения. Установка дополнительно содержит второе режущее устройство, выполненное с возможностью разрезания полотна материала нижней вставки для его разделения на три полотна, ширина одного из которых в два раза больше ширины остальных двух полотен. Более широкое полотно материала нижней вставки подается на первое или второе полотно листового материала вдоль его продольной осевой линии. Другие полотна материала нижней вставки подаются на первое или второе полотно листового материала вдоль его продольной осевой линии. Более широкое полотно материала нижней вставки после его подачи разрезается вдоль его продольной осевой линии, а первое и второе полотна листового материала разрезаются вдоль своих продольных осевых линий перед или после подачи полотен материала нижней вставки. Пластиковые пакеты изготавливаются попарно, при этом в каждом из них передняя и задняя поверхности образованы первым и вторым полотнами листового материала, одна торцевая поверхность образована более широким полотном материала нижней вставки, а другая торцевая поверхность образована другим полотном материала нижней вставки.
Установка может дополнительно содержать устройство подачи материала боковой вставки, выполненное с возможностью подачи нескольких материалов боковых вставок на первое или второе полотно листового материала для прохождения по его ширине перед накладыванием первого и второго полотен листового материала друг на друга. Материалы боковых вставок расположены между первым и вторым полотнами листового материала при накладывании их друг на друга. Каждый пластиковый пакет дополнительно имеет противоположные боковые поверхности, образованные материалами боковых вставок.
Установка может содержать второе режущее устройство, выполненное с возможностью разрезания полотна материала нижней вставки для его разделения на два полотна. Каждое из полотен материала нижней вставки подается на первое или второе полотно листового материала вдоль его противоположных боковых кромок. После подачи полотен материала нижней вставки первое и второе полотна листового материала разрезаются вдоль их продольных осевых линий. Пластиковые пакеты изготавливаются попарно, и в каждом из них передняя и задняя поверхности образованы первым и вторым полотнами листового материала, а торцевая поверхность образована полотном материала нижней вставки.
Установка может содержать устройство направления материала нижней вставки, выполненное с возможностью направления каждого полотна материала нижней вставки на первое или второе полотно листового материала и расположения вдоль его противоположных боковых кромок после разрезания. Первое и второе полотна листового материала образуют переднюю и заднюю поверхности пакета, одно полотно материала нижней вставки образует одну торцевую поверхность, а другое полотно материала нижней вставки образует другую торцевую поверхность.
Установка может дополнительно содержать режущее устройство, выполненное с возможностью разрезания пластиковой пленки вдоль продольной линии резания для её разделения на первое полотно листового материала и полотно материала нижней вставки перед накладыванием первого и второго полотен листового материалов друг на друга и подачей этих наложенных друг на друга полотен в продольном направлении. Установка дополнительно может содержать устройство подачи материала нижней вставки, выполненное с возможностью подачи полотна листового материала нижней вставки в продольном направлении после указанного разделения. Установка может дополнительно содержать устройство направления материала нижней вставки, посредством которого полотно материала нижней вставки направляется для подачи на первое или второе полотна листового материала и расположения вдоль ее продольной осевой линии. Установка может дополнительно содержать устройство направления листового материала, выполненное с возможностью направления первого или второго полотна листового материала при его подаче, сгибания вдоль его противоположных боковых кромок и отгибания назад для образования загнутого участка. Полотно материала нижней вставки после подачи разрезается вдоль его продольной осевой линии. Первое и второе полотна листового материала разрезаются вдоль их продольных осевых линий перед или после подачи полотна материала нижней вставки. Пластиковые пакеты изготавливаются попарно, и в каждом из них передняя и задняя поверхности образованы первым и вторым полотнами листового материала, одна торцевая поверхность образована полотнами материала нижней вставки, а другая торцевая поверхность образована загнутым участком.
Устройство подачи материала нижней вставки включает в себя ролик. Установка может дополнительно содержать плавающий ролик, расположенный по ходу перед устройством подачи материала нижней вставки рядом с ним для регулирования скорости подачи полотна материала нижней вставки.
Изобретение поясняется чертежами.
Краткое описание чертежей
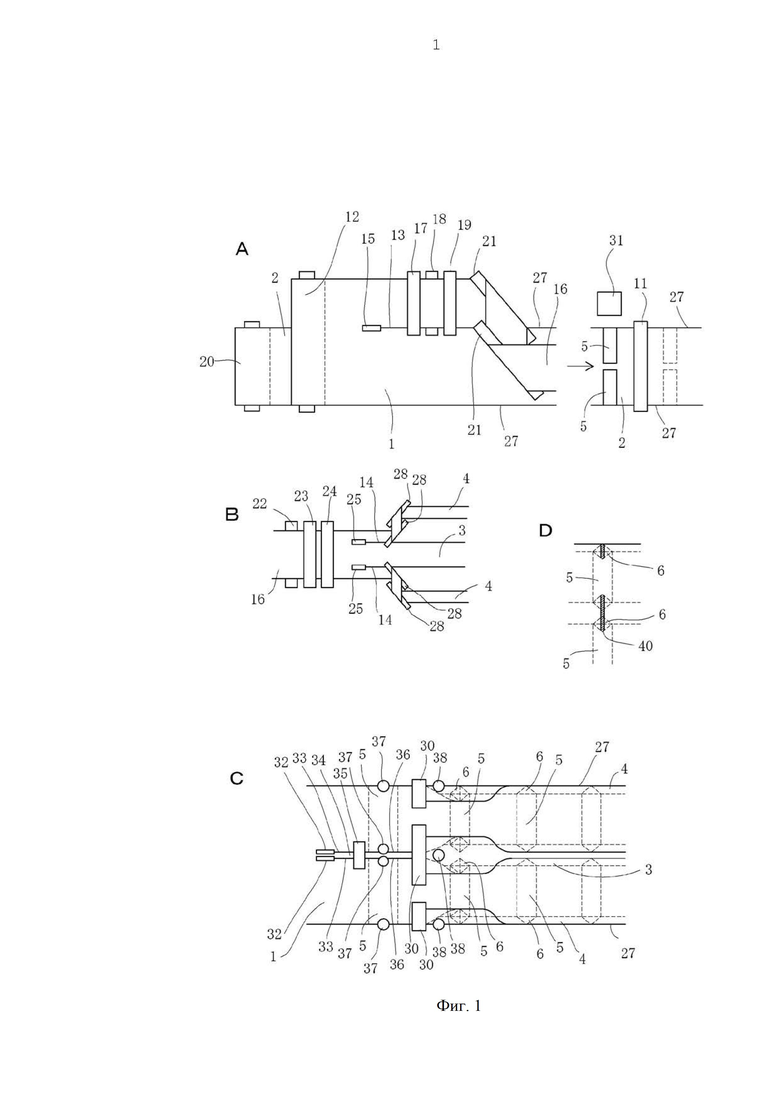
На фиг. 1А показан предпочтительный вариант выполнения установки, вид сверху;
на фиг. 1В - процесс разрезания широкого полона материала нижней вставки в установке по фиг. 1А, вид сверху;
на фиг. 1С - процесс сгибания первого полотна листового материала в установке по фиг. 1А, вид сверху;
на фиг. 1D - установка по другому варианту ее выполнения, пояснительный вид;
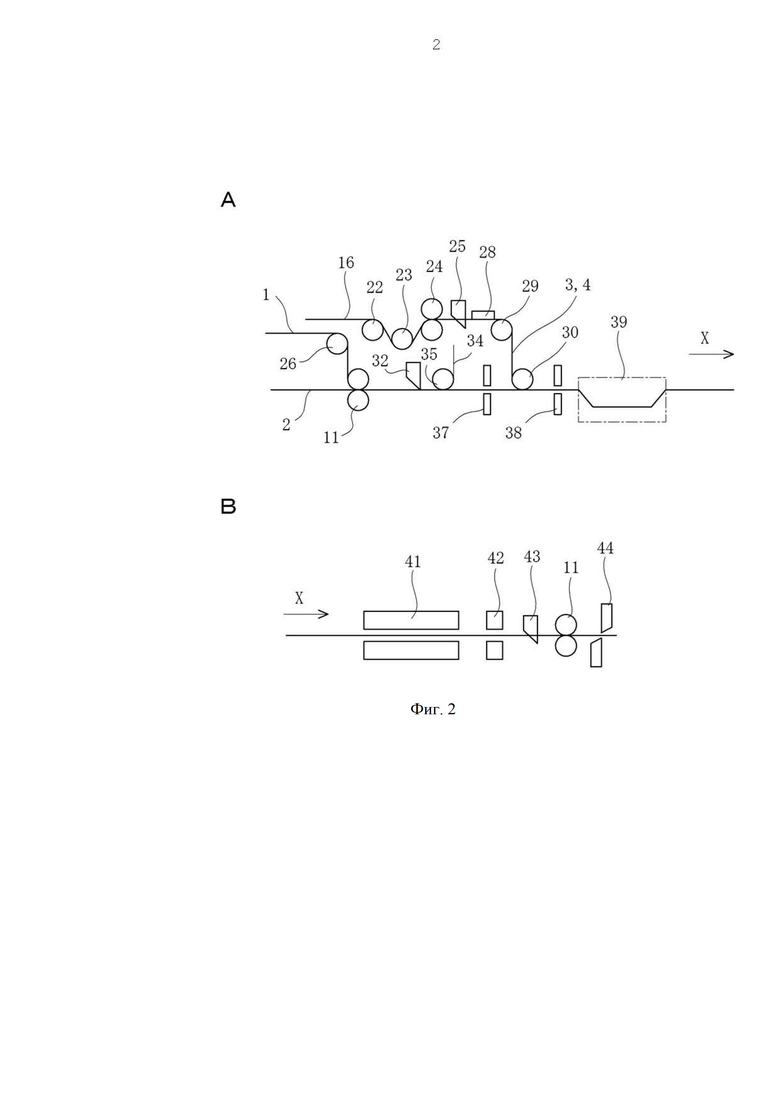
на фиг. 2А - установка по фиг. 1, вид сбоку;
на фиг. 2В - устройство продольной сварки, устройство поперечной сварки и нож установки по фиг. 2А, вид сбоку;
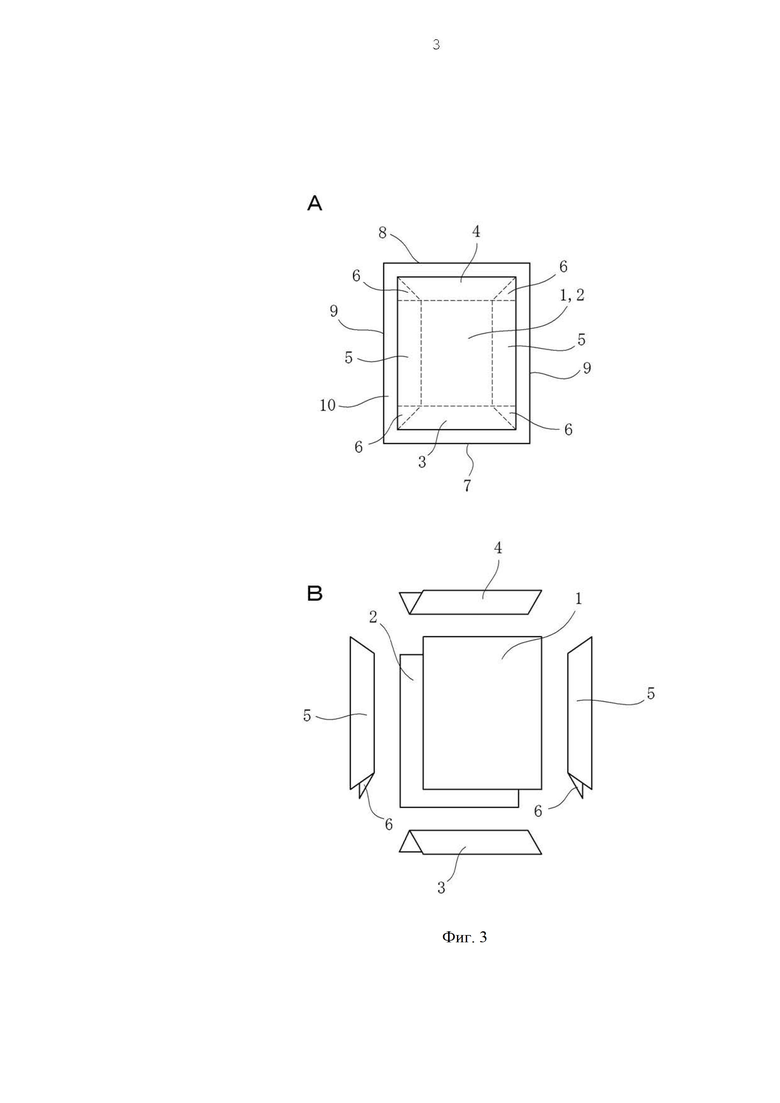
на фиг. 3А - пластиковый пакет, изготовленный установкой по фиг. 1, вид сверху;
на фиг. 3В - пластиковый пакет по фиг. 3А в разобранном состоянии;
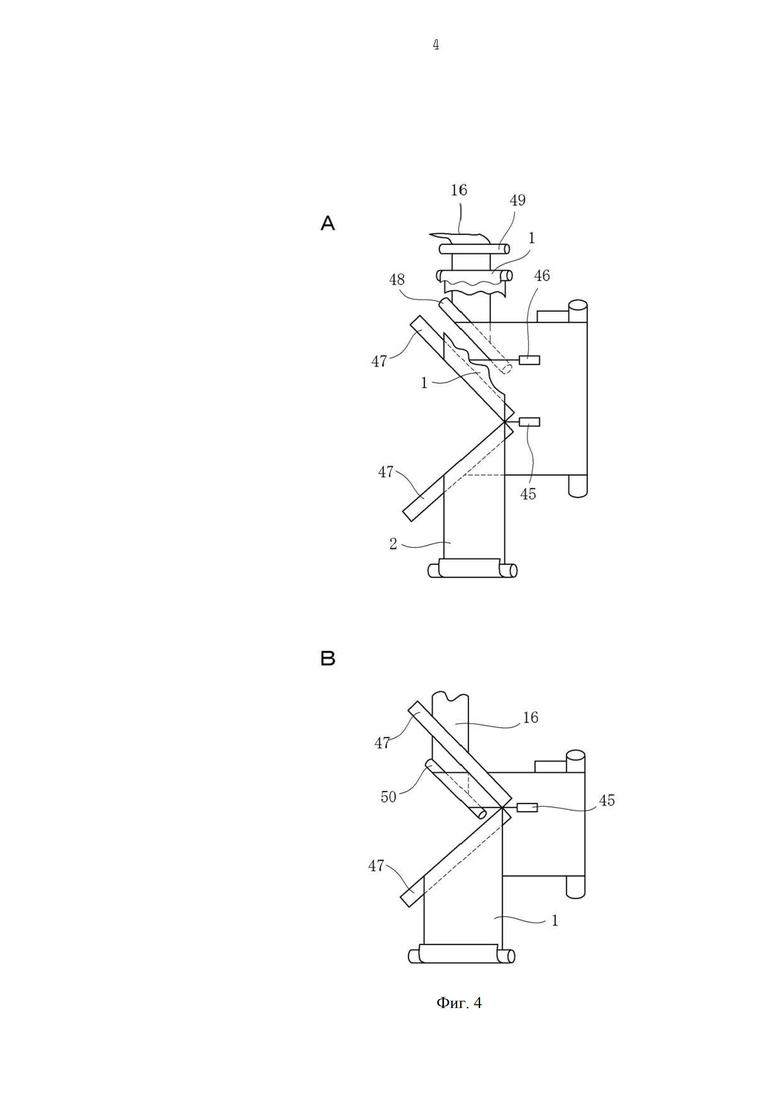
на фиг. 4А - установка по другому варианту ее выполнения, пояснительный вид;
на фиг. 4В - установка по еще одному варианту ее выполнения, пояснительный вид;
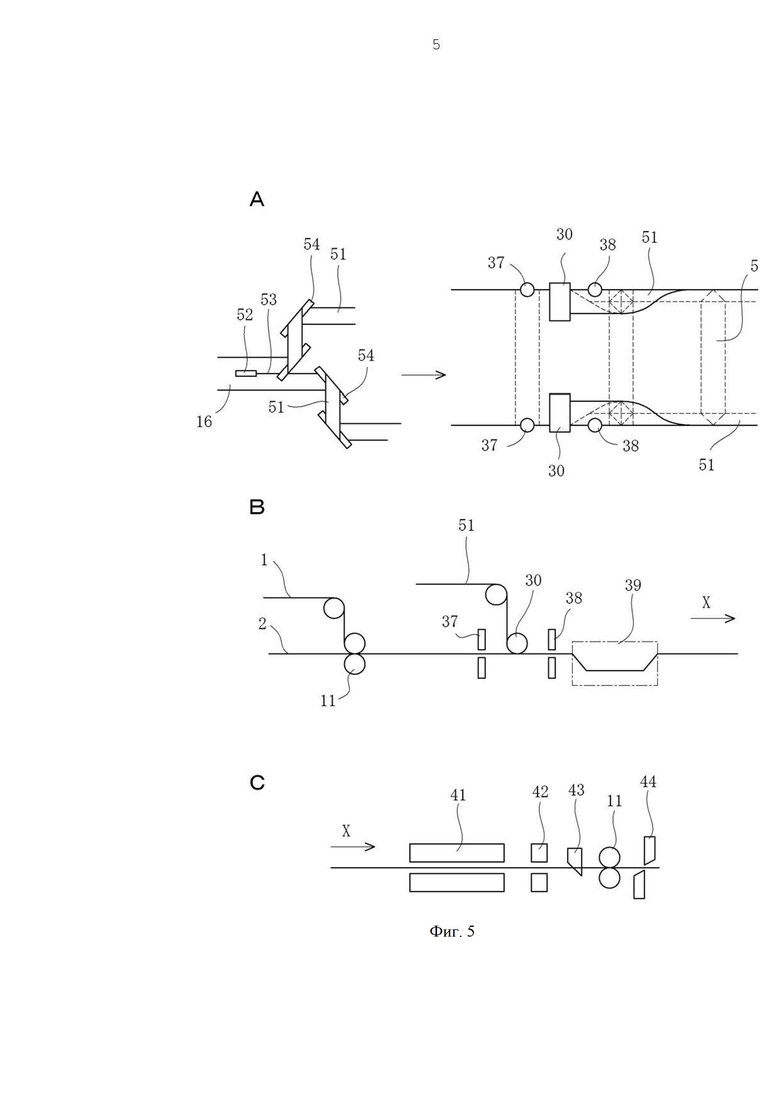
на фиг. 5А - установка по другому варианту ее выполнения, вид сверху;
на фиг. 5В - то же, вид сбоку;
на фиг. 5С - устройство продольной сварки, устройство поперечной сварки и нож установки по фиг. 5В, вид сбоку;
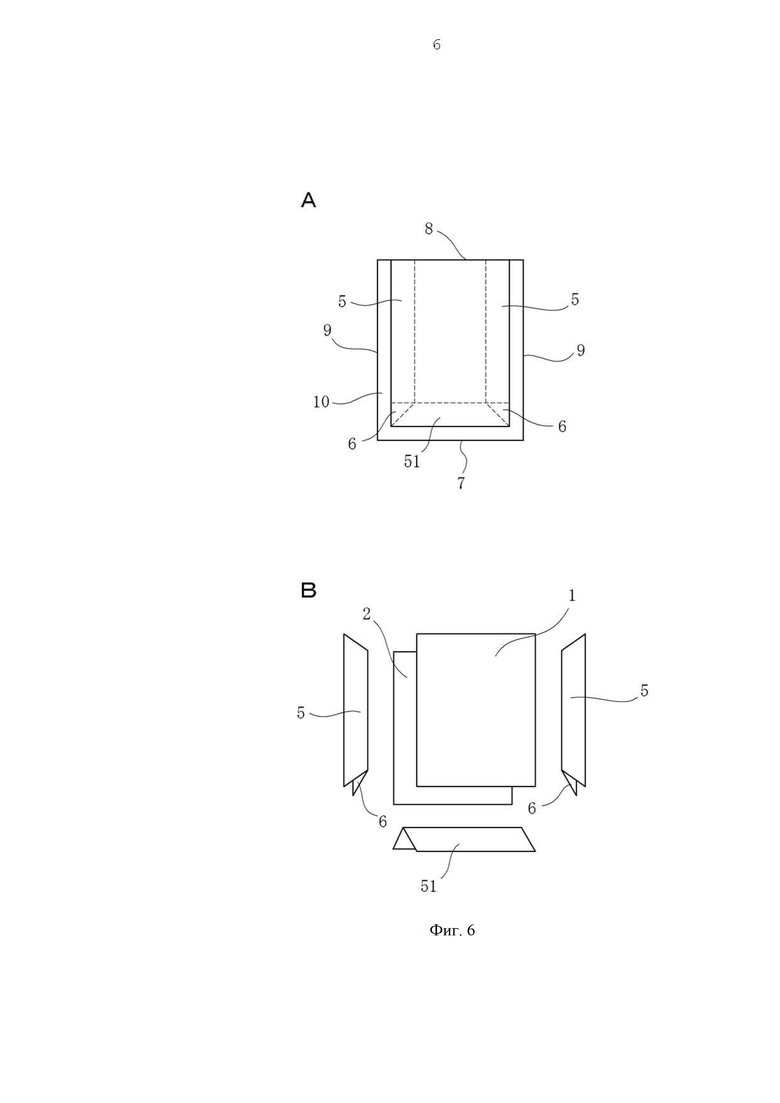
на фиг. 6А - пластиковый пакет, изготовленный в установке по фиг. 5, вид сверху;
на фиг. 6В - пластиковый пакет по фиг. 6А в разобранном состоянии;
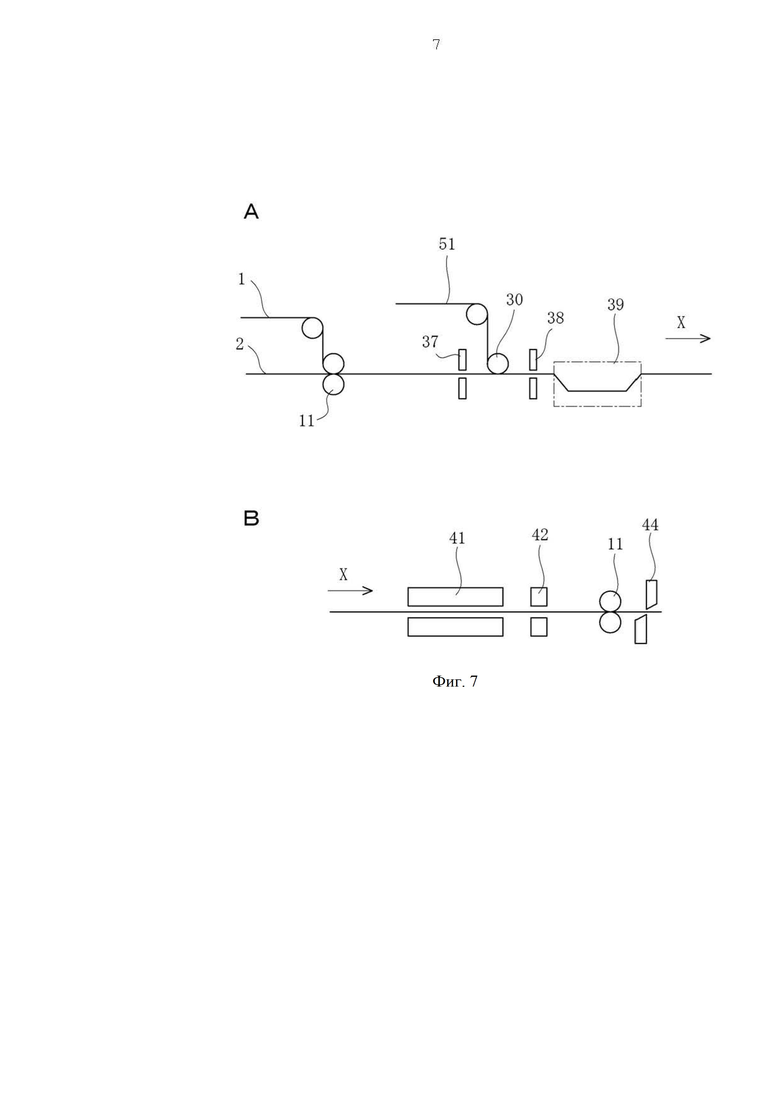
на фиг. 7А - установка по другому варианту ее выполнения, вид сбоку;
на фиг. 7В - устройство продольной сварки, устройство поперечной сварки и нож установки по фиг. 7А, вид сбоку;
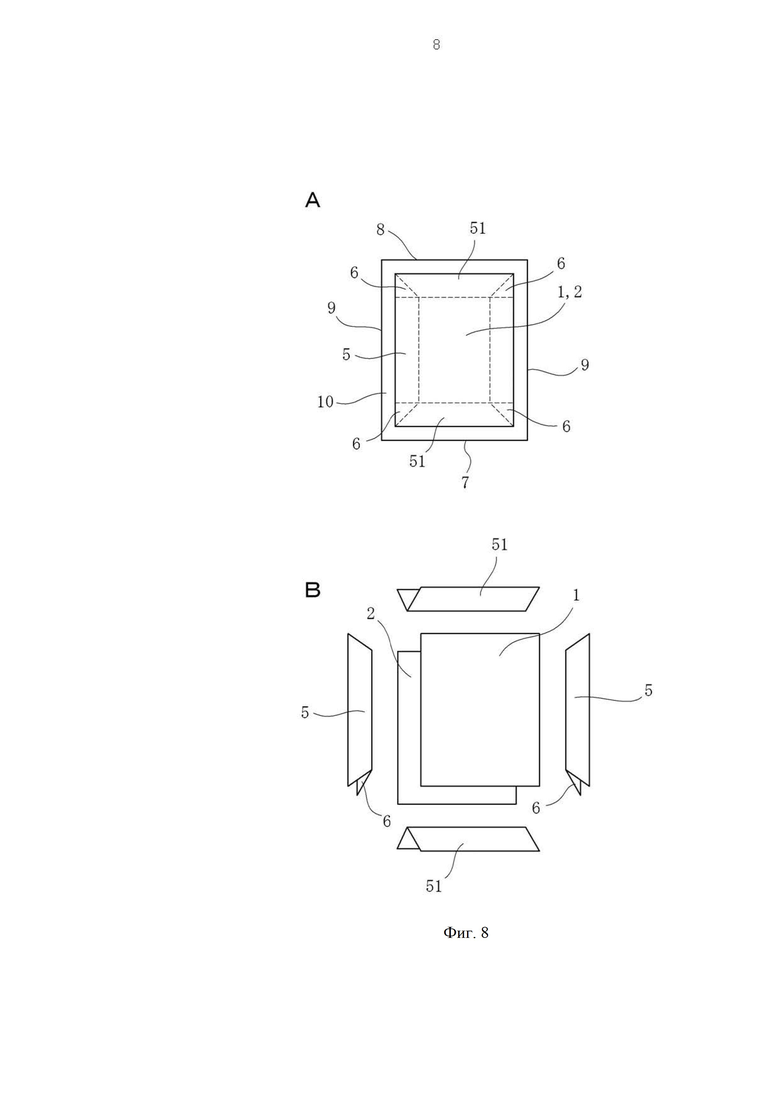
на фиг. 8А - пластиковый пакет, изготовленный в установке по фиг. 7, вид сверху;
на фиг. 8В - пластиковый пакет по фиг. 8А в разобранном состоянии;
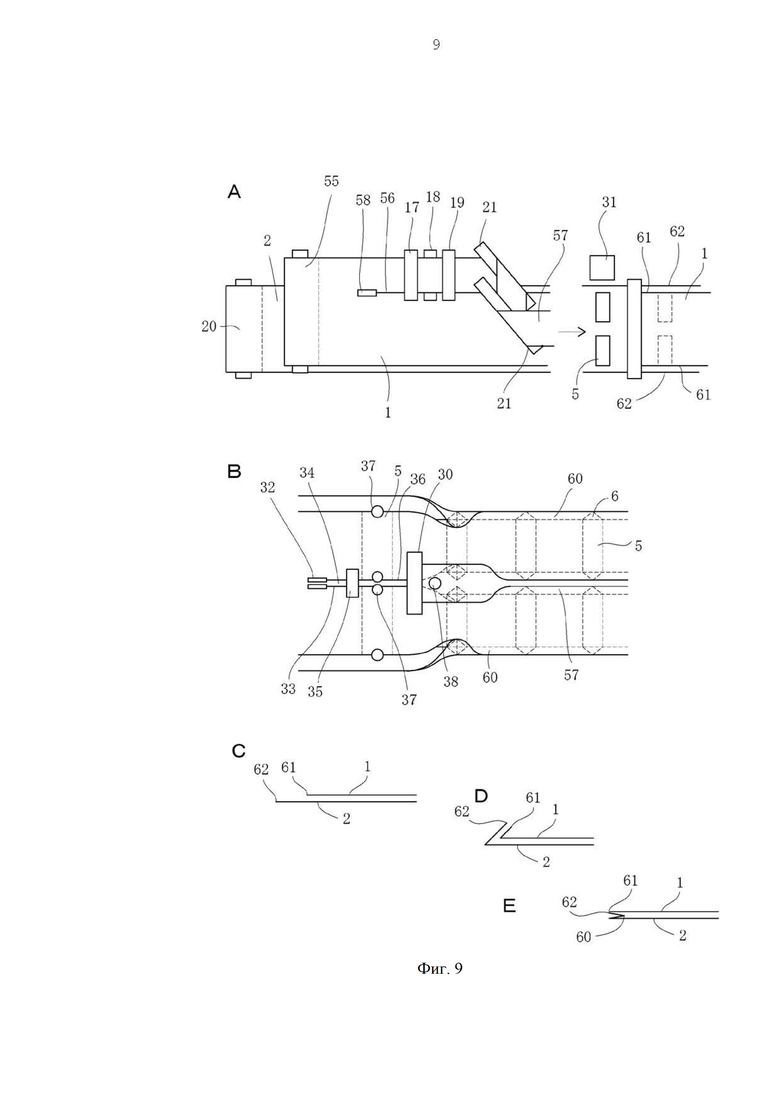
на фиг. 9А - установка по другому варианту ее выполнения, вид сверху;
на фиг. 9В - фрагмент установки, где происходит процесс сгибания первого и второго полотен листового материала, вид сверху;
на фиг. 9С - первое и второе полотна листового материала по фиг. 9В, вид в сечении;
на фиг. 9D - первое и второе полотна листового материала по фиг. 9С после сгибания, вид в сечении;
на фиг. 9Е - первое полотно листового материала после разгибания и второе полотно листового материала после отгибания назад, вид в сечении;
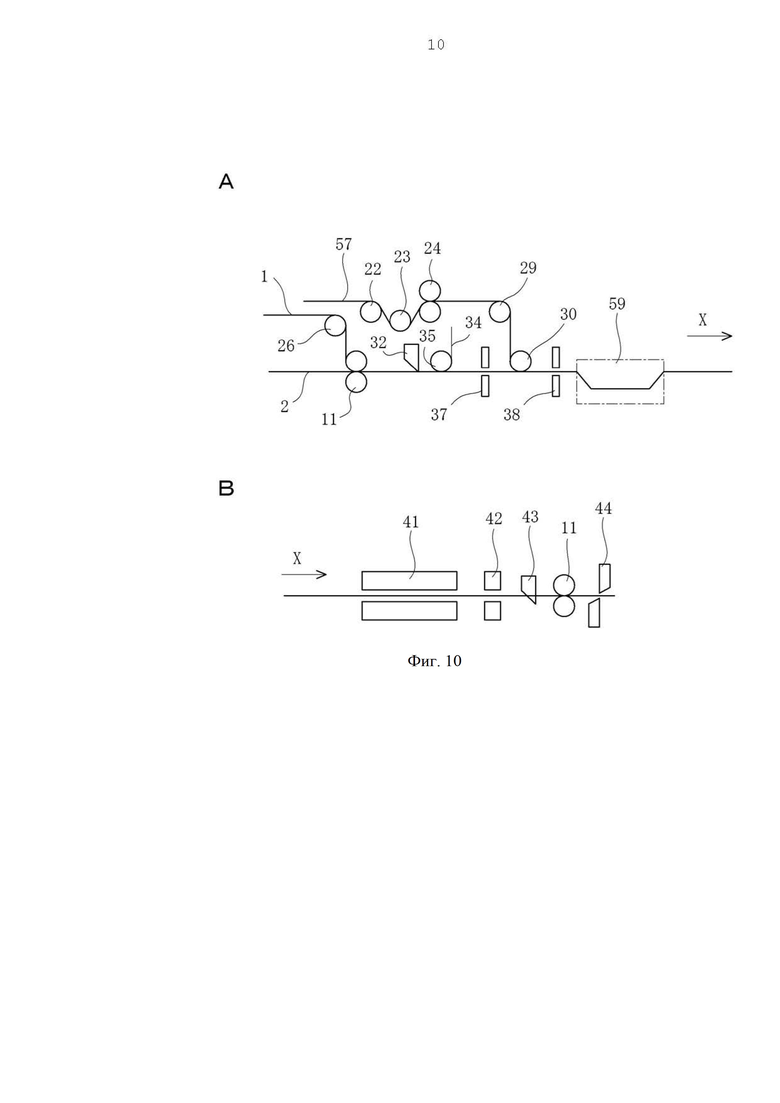
на фиг. 10А - установка по фиг. 9, вид сбоку;
на фиг. 10В - устройство продольной сварки, устройство поперечной сварки и нож установки по фиг. 10А, вид сбоку;
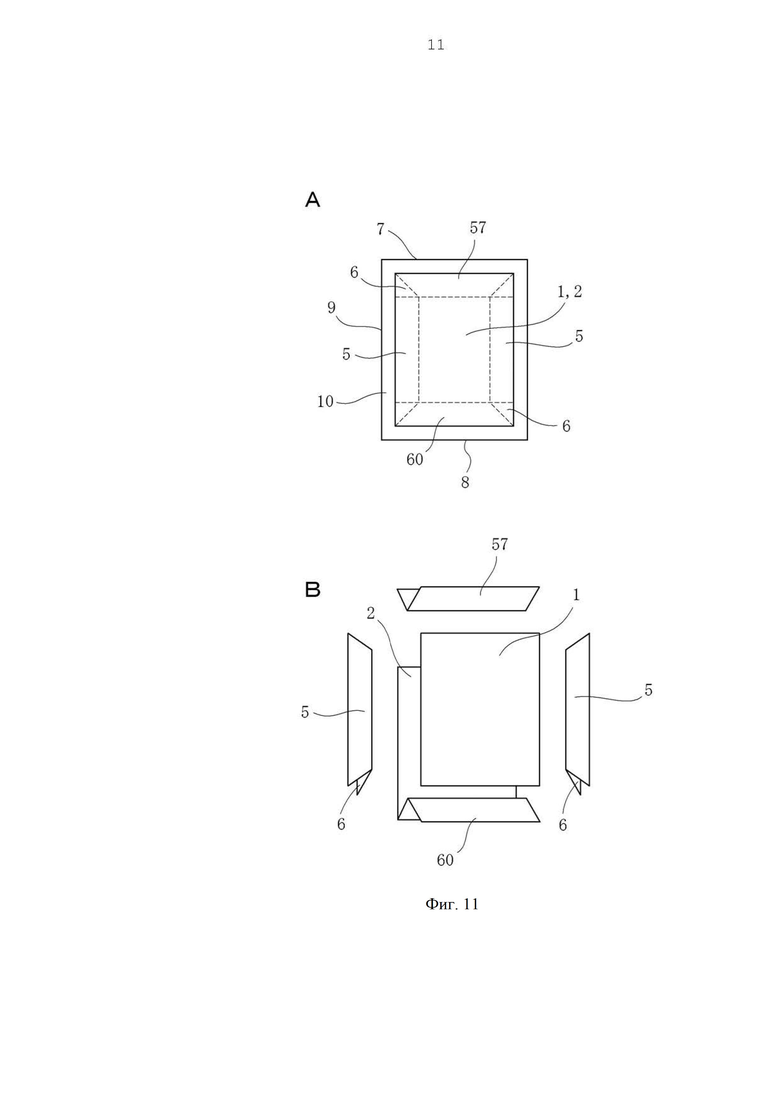
на фиг. 11А - пластиковый пакет, изготовленный в установке по фиг. 9, вид сверху;
на фиг. 11В - пластиковый пакет по фиг. 11А в разобранном состоянии.
Осуществление изобретения
На фиг. 1 и 2 показана установка для непрерывного изготовления пластиковых пакетов. Установка используется для изготовления пластиковых пакетов, показанных на фиг. 3. Показанный на фиг. 3 пластиковый пакет имеет переднюю, заднюю и первую торцевую поверхности, также как и пластиковый пакет по патенту JP 4436521 В. Передняя и задняя поверхности образованы первым и вторым полотнами 1 и 2 материала, а первая торцевая поверхность образована материалом нижней вставки 3. Кроме передней, задней и первой торцевой поверхностей, пластиковый пакет имеет другую торцевую поверхность и противоположные боковые поверхности, также как и в пластиковом пакете по патенту JP 4526592 B. Другая торцевая поверхность образована материалом нижней вставки 4. Противоположные боковые поверхности образованы материалами боковых вставок 5. Материалы боковых вставок 5 имеют противоположные торцевые участки, образующие вспомогательные участи 6 вставок. Первая торцевая кромка 7, другая торцевая кромка 8 и противоположные боковые кромки 9 образованы первым и вторым полотнами 1, 2 листового материала. Полотна 1, 2 листового материала и материалы боковых вставок 5 термосвариваются вдоль противоположных боковых кромок 9. Вспомогательные участки 6 вставок и материалы нижних вставок 3, 4 термосвариваются вдоль противоположных боковых кромок 9. В результате термосварные швы 10 образованы вдоль противоположных боковых кромок 9, также как у пластикового пакета по JP 4526592 B. Кроме того, полотна 1, 2 листового материала и материал нижней вставки 3 термосвариваются вдоль первой торцевой кромки 7 так, чтобы их термосварной шов 10 был образован вдоль первой торцевой кромки 7. Полотна 1, 2 листового материала и материал нижней вставки 4 термосвариваются вдоль другой торцевой кромки 8 так, чтобы термосварной шов был образован вдоль другой торцевой кромки 8.
Для непрерывного изготовления пластиковых пакетов, показанных на фиг. 3, установка на фиг. 1 и 2 содержит устройство подачи листового материала, посредством которого первое и второе полотна 1, 2 листового материала накладываются друг на друга и подаются в их продольном направлении. Устройство подачи листового материала содержит подающие ролики 11. Первое и второе полотна 1, 2 листового материала направляются на подающие ролики 11. Подающие ролики 11 приводятся в действие и вращаются приводным электродвигателем так, чтобы первое и второе полотна 1, 2 листового материала подавались в их продольном направлении. Подающие ролики 11 вращаются периодически так, чтобы первое и второе полотна 1, 2 листового материала периодически подавались в направлении Х.
В этой установке пластиковая пленка подается с подающего ролика 12 и направляется на режущее устройство до накладывания первого и второго полотен 1, 2 листового материала друг на друга. Пластиковая пленка разрезается вдоль нескольких продольных линий 13, 14 резания так, чтобы разделить ее на первое полотно 1 листового материала и несколько полотен материалов нижних вставок 3, 4. Согласно этому варианту выполнения пластиковая пленка разрезается вдоль трех продольных линий 13, 14 резания так, чтобы разделить ее на первое полотно 1 листового материала и три полотна материалов нижних вставок 3, 4.
Режущее устройство, например, содержит дисковый нож 15 для пластиковой пленки. Пластиковая пленка направляется на дисковый нож 15 так, чтобы во время ее подачи она разрезалась. Вначале пластиковая пленка разрезается вдоль ее продольной линии 13 резания, чтобы разделить ее на первое полотно 1 листового материала и широкое полотно материала нижней вставки 16. Нанесение рисунка на пластиковое полотно осуществляется непрерывно. Широкое полотно материала нижней вставки 16 подается на устройство направления материала нижней вставки для его направления. Например, устройство направления материала нижней вставки содержит направляющие ролики 17, 18 и 19. Широкое полотно материала нижней вставки 16 проходит через направляющий ролик 17, затем поступает на направляющий ролик 18 для его подъема, а затем поступает на направляющий ролик 19 для его опускания. Таким образом, происходит регулировка положения наносимого рисунка. Направляющий ролик 18 может быть плавающим роликом.
В свою очередь, второе полотно 2 листового материала также изготавливается из пластиковой пленки, поступающей с ее подающего ролика 20. Второй полотно 2 листового материала направляется снизу первого полотна 1 листового материала и проходит в продольном направлении. Таким образом, первое полотно 1 листового материала находится сверху установки, а второе полотно 2 листового материала находится снизу установки. Устройство направления материала нижней вставки содержит поворотные штанги или поворотные ролики 21. Поворотные штанги или поворотные ролики 21 направляют и поворачивают широкое полотно материала нижней вставки 16. В результате широкое полотно материала нижней вставки 16 подается поверх первого полотна 1 листового материала и проходит в продольном направлении.
Устройство направления материала нижней вставки содержит направляющий ролик 22. Широкое полотно материала нижней вставки 16, находящееся поверх первого полотна 1 листового материала, проходит через направляющий ролик 22, направляется на плавающий ролик 23 для его опускания, а затем направляется на подающие ролики 24 для его подъема. Подающие ролики 24 приводятся в действие и вращаются посредством приводного электродвигателя так, чтобы подача широкого полотна материала нижней вставки 16 происходила в ее продольном направлении. Подающие ролики 24 периодически вращаются для периодической подачи широкого полотна материала нижней вставки 16, также как первого и второго полотен 1, 2 листового материала. Режущее устройство дополнительно содержит два дисковых ножа 25. Широкое полотно материала нижней вставки 16 направляется на дисковые ножи 25 так, чтобы оно разрезалось во время подачи. Таким образом, широкое полотно материала нижней вставки 16 разрезается вдоль двух продольных линий 14 резания для его разделения на три полотна материала нижних вставок 3, 4.
В этой установке пластиковая пленка разрезается вдоль продольной линии 13 резания посредством первого режущего устройства так, чтобы разделить ее на первое полотно 1 листового материала и полотно материала нижней вставки 16 до накладывания первого и второго полотен 1, 2 листового материала друг на друга. Первое режущее устройство содержит дисковый нож 15. После разделения первое и второе полотна 1, 2 листового материала накладываются друг на друга и подаются в их продольном направлении. Более широкое полотно материала нижней вставки 16 после разрезания подается в продольном направлении посредством устройства подачи материала нижней вставки. Затем широкое полотно материала нижней вставки 16 разрезается и разделяется на несколько полотен материала нижних вставок 3, 4 посредством второго режущего устройства. После этого разрезанные полотна материала нижних вставок 3, 4 направляются и подаются на первое и второе полотна 1, 2 листового материала посредством устройства подачи материала нижней вставки. Устройство подачи материала нижней вставки состоит из подающих роликов 24. Второе режущее устройство состоит из дисковых ножей 25.
В этой установке устройство подачи материала нижней вставки содержит подающие ролики 24. Разрезанное полотно материала нижней вставки 16 подается в его продольном направлении посредством устройства подачи материала нижней вставки. В процессе изготовления пластиковых пакетов может возникать проблема, заключающаяся в том, что в отдельных случаях, когда не будет осуществляться в продольном направлении подача полотна материала нижней вставки 16, которое обычно имеет меньшую ширину, чем у полотен 1, 2 листового материала, то эта вставка может провисать, разбалтываться или разрываться. В связи с этим установка содержит устройство подачи материала нижней вставки, посредством которого разрезанное полотно материала нижней вставки 16 может подаваться в продольном направлении так, чтобы исключить ее провисание, разбалтывание или разрыв, обеспечив штатное изготовление пластиковых пакетов.
В такой установке пластиковая пленка направляется на режущее устройство и разрезается вдоль трех продольных линий 13, 14 резания так, чтобы разделить ее на первое полотно 1 листового материала и три полотна материала нижних вставок 3, 4. Режущее устройство содержит три дисковых ножа 15 и 25. Все дисковые ножи 15 и 25 разнесены друг от друга по ширине пластиковой пленки. Пластиковая пленка во время ее подачи разрезается и разделяется дисковыми ножами 15 и 25.
После разделения первое полотно 1 листового материала направляется направляющим роликом 26 и проходит через него так, чтобы оно направлялось и опускалось на подающие ролики 11. Второе полотно 2 листового материала также направляется на подающие ролики 11. Таким образом, первое и второе полотна листового материала накладываются друг на друга и подаются в их продольном направлении.
Широкое полотно материала нижней вставки 16, помимо первого и второго полотен 1, 2 листового материала, подается периодически за счет периодичного вращения подающих роликов 11, 24, в то время как пластиковая пленка непрерывно подается подающим роликом 12. Таким образом, после разрезания более широкое полотно материала нижней вставки 16, также как и первое полотно 1 листового материала, подается непрерывно. Второе полотно 2 листового материала подается непрерывно подающим роликом 20. Широкое полотно материала нижней вставки 16 направляется на плавающий ролик 23 и подающие ролики 24 так, чтобы оно периодически подавалось за счет периодичного вращения подающих роликов 24. При этом возникает разница в скорости его подачи. Однако эта разница может компенсироваться плавающим роликом 23, который может подниматься и опускаться за счет натяжения широкого полотна материала нижней вставки 16. Это происходит так же, как и в случае с первым и вторым полотнами 1, 2 листового материала. Первое и второе полотна 1, 2 листового материала подаются на плавающие ролики (не показаны), которые могут подниматься и опускаться за счет натяжения, чтобы они могли компенсировать разницу в скорости подачи.
В этой установке пластиковая пленка разделяется на первое полотно 1 листового материала и три полотна материала нижних вставок 3, 4. Затем три полотна материала нижних вставок 3, 4 направляются и подаются на первое или второе полотно 1, 2 листового материала посредством устройства направления материала нижней вставки. Три разделенных полотна материала нижних вставок 3, 4 состоят из одного отдельного полотна материала нижней вставки 3 и других полотен материала нижней вставки 4. Ширина отдельного полотна материала нижней вставки 3 в два раза больше ширины других полотен материала нижней вставки 4. Более широкое полотно материала нижней вставки 3 подается на первое или второе полотно 1, 2 листового материала вдоль его продольной осевой линии. Другие полотна материала нижней вставки 4 подаются на первое или второе полотно 1, 2 листового материала вдоль их противоположных боковых кромок 27.
Устройство направления материала нижней вставки содержит, например, поворотные штанги или поворотные ролики 28, при помощи которых другие полотна материала нижней вставки 4 направляются и поворачиваются. Другие полотна материала нижней вставки 4 удалены от отдельного полотна материала нижней вставки 3 по ее ширине, другие полотна материала нижней вставки 4 расположены параллельно отдельному полотну материала нижней вставки 3 у его противоположных боковых сторон. Устройство направления материала нижней вставки дополнительно содержит направляющие ролики 29 и 30 для нижней вставки. Полотна материала нижних вставок 3, 4 проходят через направляющие ролики 29 и поступают на направляющие ролики 30. Затем полотно материала нижней вставки 3 подается на первое или второе полотно 1, 2 листового материала вдоль его продольной осевой линии, тогда как другие полотна материала нижней вставки 4 подаются на другое первое или второе полотно 1, 2 листового материала вдоль его противоположных боковых кромок 27. Согласно варианту выполнения, так же как в установке по патенту JP 4429379 B, после накладывания первого и второго полотен 1, 2 листового материала друг на друга более широкое полотно материала нижней вставки 3 подается на первое полотно 1 листового материала, проходя вдоль его продольной осевой линии, а затем накладывается на его наружную поверхность. Другие полотна материала нижней вставки 4 подаются на первое полотно 1 листового материала вдоль противоположных боковых кромок 27, а затем накладываются на его наружные поверхности.
Кроме того, так же как в установке по патенту JP 4429379 B, до накладывания первого и второго полотен 1, 2 листового материала друг на друга материалы боковых вставок 5 сгибаются пополам и подаются на первое или второе полотно 1, 2 листового материала при каждой периодичной подаче. Например, материалы боковых вставок 5 сгибаются пополам и подаются устройством 31 подачи материала боковой вставки. Устройство 31 подачи материала боковой вставки содержит робот подачи материала боковой вставки, при помощи которого материалы боковых вставок 5 разделяются на две части в их продольном направлении, так, чтобы осуществлять подачу разделенных материалов боковых вставок 5. Согласно варианту выполнения, материалы боковых вставок 5 подаются на второе полотно 2 листового материала и проходят по его ширине, затем первое и второе полотна 1, 2 листового материала накладываются друг на друга так, чтобы материалы боковых вставок 5 оказались между первым и вторым полотнами 1 и 2 листового материала.
Кроме того, в этой установке, после того как полотна материалов нижних вставок 3, 4 подаются на первое полотно 1 листового материала, отдельное полотно материала нижней вставки 3 разрезается вдоль ее продольной осевой линии. Более того, первое и второе полотна 1, 2 листового материала также разрезаются вдоль их продольных осевых линий перед или после подачи на них полотен материалов нижних вставок 3, 4.
Например, так же как в установке по патенту JP 4429379 B, после того как первое и второе полотна 1, 2 листового материала накладываются друг на друга, первое полотно 1 листового материала подается на режущее устройство для его разрезания вдоль продольной осевой линии и его разделения по ширине. Согласно варианту выполнения, режущее устройство содержит два дисковых ножа 32, которые разнесены друг от друга по ширине первого полотна 1 листового материала. Первое полотно 1 листового материала разрезается дисковыми ножами 32 во время подачи первого полотна 1 листового материала. Первое полотно 1 листового материала разрезается вдоль двух его продольных осевых линий 33 так, что образуются отходы 34. Отходы 34 проходят через направляющий ролик 35 и собираются сверху. Таким образом, формируются разделенные боковые кромки 36 первых полотен 1 листового материала. Как отмечалось выше, материалы боковых вставок 5 разделяются на две части. Противоположные боковые кромки каждого материала боковой вставки 5, помимо скрепления с первым полотном 1 листового материала, временно скрепляются со вторыми полотнами 2 листового материала. Например, устройства 37 временного скрепления содержат средства термосварки или средства ультразвуковой сварки, посредством которых первое и второе полотна 1, 2 листового материала и материалы боковых вставок 5 свариваются ультразвуком и временно скрепляются друг с другом. Точки скрепления расположены вдоль продольной осевой линии материала боковой вставки 5.
Затем полотна материалов нижних вставок 3 и 4 поступают на направляющие ролики 30 для их подачи на первые полотна 1 листового материала, проходя вдоль их продольных осевых линий и противоположных боковых кромок 27, а затем накладываются на их наружную поверхность. Кроме того, так же как в установке по патенту JP 4429379 B, после подачи полотен материалов нижних вставок 3, 4, отдельное полотно материала нижней вставки 3 временно скрепляется со вторым полотном 2 листового материала между разделенными боковыми кромками 33 первых полотен 1 листового материала. Помимо этого, другие полотна материала нижней вставки 4 временно скрепляются со вторым полотном 2 листового материала у противоположных боковых кромок 27 каждого из первого полотен 1 листового материала. Например, устройства 38 временного скрепления содержат средства термосварки или средства ультразвуковой сварки, при помощи которых, отдельное полотно материала нижней вставки 3, другие полотна материала нижней вставки 4 и второе полотно 2 листового материала термосвариваются или свариваются ультразвуком и временно скрепляются друг с другом.
Затем, так же как в установке по патенту JP 4429379 B, первое и второе полотна 1, 2 листового материала подаются на устройство 39 направления полотна листового материала, посредством которого они направляются так, чтобы первые полотна 1 листового материала сгибались вдоль их продольных линий сгиба у разделенных боковых кромок 36 этих первых полотен 1 листового материала, а затем разгибались. Кроме того, первые полотна 1 листового материала сгибаются вдоль их продольных линий сгиба у противоположных боковых кромок 27 каждого из этих первых полотен, а затем разгибаются. Устройство 39 направления полотна листового материала содержит направляющие рейки или направляющие пластины, также как и устройство по патенту JP 4429379 B. Первые полотна 1 листового материала сгибаются и разгибаются посредством направляющих реек или направляющих пластин. Материалы боковых вставок 5 открываются и закрываются первыми полотнами 1 листового материала у разделенных боковых кромок 36 этих первых полотен 1 листового материала для формирования вспомогательных участков 6 вставок. Отдельное полотно материала нижней вставки 3 сгибается пополам первыми полотнами 1 листового материала, соединяется с вспомогательными участками 6 вставок, а затем помещается между первым и вторым полотнами 1, 2 листового материала. Одновременно с этим материалы боковых вставок 5 открываются и закрываются первыми полотнами 1 листового материала у противоположных боковых кромок 27 каждого из этих первых полотен 1 для формирования вспомогательных участков 6 вставок. Другие полотна материала нижней вставки 4 сгибаются пополам первыми полотнами 1 листового материала, соединяются со вспомогательными участками 6 вставок, а затем помещаются между первым и вторым полотнами 1, 2 листового материала.
Согласно другому варианту выполнения, показанному на фиг. 1D, когда первые полотна 1 листового материала сгибаются вдоль их продольных линий сгиба, а материалы боковых вставок 5 открываются первыми полотнами 1 листового материала, каждое из полотен материалов нижних вставок 3, 4 и вспомогательные участки 6 вставок термосвариваются или свариваются ультразвуком друг с другом так, чтобы образовались временно скрепленные участки 40.
Затем первое и второе полотна 1, 2 листового материала направляются на устройство 41 продольной сварки и устройство 42 поперечной сварки. Первое и второе полотна 1, 2 листового материала и отдельное полотно материала нижней вставки 3 термосвариваются друг с другом посредством устройства 41 продольной сварки, тогда как первое и второе полотна 1, 2 листового материала и другие полотна материала нижней вставки 4 термосвариваются друг с другом посредством устройства 41 продольной сварки при каждой периодичной подаче этих первого и второго полотен 1, 2 листового материалов. Первое и второе полотна 1, 2 листового материала и отдельное полотно материала нижней вставки 3 термосвариваются вдоль продольной осевой линии первого и второго полотен 1, 2 листового материала, тогда как первое и второе полотна 1, 2 листового материала и другие полотна материала нижней вставки 4 термосвариваются вдоль противоположных боковых кромок 27 каждого из этих первого и второго полотен 1 и 2 листового материала. Кроме того, первое и второе полотна 1, 2 листового материала и материалы боковых вставок 5 термосвариваются друг с другом по их ширине посредством устройства 42 поперечной сварки при каждой периодичной подаче первого и второго полотен 1, 2 листового материала. Первое и второе полотнами 1, 2 листового материала и материал боковой вставки 5 термосвариваются друг с другом вдоль продольной осевой линии этого материала боковой вставки 5.
Следует отметить, что термосваривание первого и второго полотен 1, 2 листового материала и отдельного полотна материала нижней вставки 3 устройством 41 продольной сварки не производится. То есть, одно из полотен листового материала и отдельное полотно материала нижней вставки 3 термосвариваются друг с другом, тогда как термосваривание другого полотна листового материала и отдельного полотна материала нижней вставки 3 не происходит. После изготовления пластикового пакета его заполняют содержимым, которое проходит между другим листовым материалом и отдельным материалом нижней вставки 3. Затем другой листового материал и отдельный материал нижней вставки 3 могут термосвариваться друг с другом. Точно также, термосваривание первого и второго полотен 1, 2 листового материала и другого полотна материала нижней вставки 4 устройством 41 продольной сварки не производится. То есть, одно из полотен листового материала и другое полотно материала нижней вставки 4 термосвариваются друг с другом, при этом термосваривание другого полотна листового материала и другого полотна материала нижней вставки 4 не происходит. После изготовления пластикового пакета его заполняют содержимым, которое проходит между другим полотном листового материала и другим материалом нижней вставки 4. Затем другое полотно листового материала и другой материал нижней вставки 4 могут термосвариваться друг с другом.
Затем первое и второе полотна 1, 2 листового материала подаются на режущее устройство так, чтобы отдельное полотно материала нижней вставки 3 и второе полотно листового материала разрезались вдоль своих продольных осевых линий. Например, режущее устройство содержит дисковые ножи 43 для материала нижней вставки и полотна листового материала, посредством которых отдельное полотно материала нижней вставки 3 и второе полотно 2 листового материала разрезаются во время подачи первого и второго полотен 1, 2 листового материала. К этому моменту первое полотно 1 листового материала, как отмечалось ранее, уже было разрезано.
Режущее устройство может содержать два дисковых ножа 43, которые расположены на расстоянии между собой по ширине первого и второго полотен листового материала с зазором, ширина которого больше ширины зазора между дисковыми ножами 32. Кроме того, первое полотно 1 листового материала, помимо отдельного полотна материала нижней вставки 3 и второго полотна 2 листового материала, также может разрезаться дисковыми ножами 43.
Затем первое и второе полотна 1, 2 листового материала подаются на нож 44, посредством которого эти первое и второе полотна 1, 2 листового материала, отдельное полотно материала нижней вставки 3, другое полотно материала нижней вставки 4 и материалы боковых вставок 5 разрезаются по их ширине при каждой периодической подаче. Первое и второе полотна 1, 2 листового материала, отдельное полотно материала нижней вставки 3, другое полотно материала нижней вставки 4 и материалы боковых вставок 5 разрезаются вдоль продольной осевой линии указанного материала боковых вставок 5.
В результате пластиковые пакеты изготавливаются попарно, при этом каждый пакет имеет переднюю и заднюю поверхности, образованные первым и вторым полотнами 1, 2 листового материала, одну торцевую поверхность, образованную отдельным материалом нижней вставки 3, и другую торцевую поверхность, образованную другим материалом нижней вставки 4. Кроме того, противоположные боковые поверхности образованы материалом боковых вставок 5.
Таким образом, каждый из попарно изготавливаемых в установке пластиковых пакетов имеет одну торцевую поверхность, образованную отдельным материалом нижней вставки 3, и другую торцевую поверхность, образованную другим материалом нижней вставки 4. Три полотна материалов нижних вставок 3, 4 должны подаваться на первое или второе полотно 1, 2 листового материала. При этом в установке пластиковая пленка разрезается вдоль трех продольных линий 13, 14 резания так, чтобы разделить ее на первое полотно 1 листового материала и три полотна материала нижних вставок 3, 4. После разделения каждое из полотен материала нижних вставок 3, 4 может подаваться на первое или второе полотно 1, 2 листового материала, поэтому установка не требует отдельного устройства подачи материала нижней вставки, посредством которого полотно материала нижней вставки подается с другого подающего ролика. Таким образом, установка имеет простую конструкцию и низкую стоимость. При нанесении рисунка не происходит его несовпадения между полотнами 1, 2 листового материала и материалами нижних вставок 3, 4.
Как отмечалось выше, установка содержит устройство подачи материала нижней вставки, посредством которого разрезанное полотно материала нижней вставки 16 подается в продольном направлении так, чтобы исключить его провисание, разбалтывание или разрыв, обеспечив штатное изготовление пластиковых пакетов.
Совершенно необязательно, чтобы при накладывании первого и второго полотен 1, 2 листового материала друг на друга первое полотно 1 листового материала всегда находилось в верхней части установки, а второе полотно 2 листового материала находилось в ее нижней части. Например, первое полотно 1 листового материала может находиться в нижней части установки, а второе полотно 2 листового материала может находиться в ее верхней части.
Совершенно необязательно всегда подавать второе полотно 2 листового материала с подающего ролика 20, отличного от подающего ролика 12 для подачи первого полотна 1 листового материала. На фиг. 4 показан другой вариант выполнения установки, аналогичной установке по патенту JP 4469412B. Как показано на фиг. 4А, пластиковая пленка подается с подающего ролика и разрезается дисковым ножом 45 так, чтобы разделить ее на первое и второе полотна 1, 2 листового материала. Пластиковая пленка также разрезается дисковым ножом 46 для ее разделения на первое полотно 1 листового материала и широкое полотно материала нижней вставки 16. Первое и второе полотна 1, 2 листового материала направляются и поворачиваются направляющими пластинами 47, затем полотна 1 и 2 накладываются друг на друга и подаются в их продольном направлении. Кроме того, широкое полотно материала нижней вставки 16 направляется и поворачивается поворотной штангой или поворотным роликом 48 и направляющим роликом 49. Затем широкое полотно материала нижней вставки 16 разрезается дисковыми ножами на три полотна материала нижней вставки 3, 4, которые подаются на первое или второе полотна 1, 2 листового материала, также как в варианте выполнения по фиг. 1.
В этом случае пластиковая пленка разрезается вдоль продольной линии резания так, чтобы разделить ее на первое и второе полотна 1, 2 листового материала. Кроме того, пластиковая пленка разрезается вдоль трех продольных линий резания для разделения ее на первое полотно 1 листового материала и три полотна материала нижних вставок 3, 4. Для разрезания пластиковой пленки используются четыре дисковых ножа. Пластиковая пленка может разрезаться одновременно вдоль каждой из продольных линий резания.
Как показано на фиг. 4В, пластиковая пленка подается подающим роликом и разрезается дисковым ножом 45, разделяясь на первое полотно 1 листового материала и широкое полотно материала нижней вставки 16. Первое полотно 1 листового материала направляется и поворачивается направляющей пластиной 47. Второе полотно 2 листового материала также подается подающим ее роликом, так же как в варианте выполнения по фиг. 1. Затем первое и второе полотна 1 и 2 складываются и подаются в продольном направлении. Кроме того, широкое полотно материала нижней вставки 16 направляется и поворачивается поворотной штангой или поворотным роликом 50, после чего оно разделяется на три полотна материала нижних вставок 3 и 4.
На фиг. 5 показан другой вариант выполнения. Такая установка используется для изготовления пластикового пакета по фиг. 6. Пластиковый пакет, показанный на фиг. 6, имеет переднюю, заднюю и одну торцевую поверхности. Передняя и задняя поверхности образованы первым и вторым полотнами 1, 2 листового материала, а торцевая поверхность образована материалом нижней вставки 51. Пластиковый пакет дополнительно имеет противоположные боковые поверхности, которые образованы материалами боковых вставок 5. На одной из торцевых частей материала боковых вставок 5 образован вспомогательный участок 6. Первый и второй полотна 1, 2 листового материала и материал боковой вставки 5 термосвариваются друг с другом вдоль противоположных боковых кромок 9, при этом вспомогательные участки 6 вставок и материал нижней вставки 51 термосвариваются друг с другом вдоль противоположных боковых кромок 9 для образования вдоль них термосварных швов 10. Первый и второй полотна 1, 2 листового материала и материал нижней вставки 51 дополнительно термосвариваются друг с другом вдоль одной торцевой кромки 7 так, чтобы вдоль нее образовался термосварной шов 10.
В установке по фиг. 5 первое и второе полотна 1, 2 листового материала также накладываются друг на друга и подаются в продольном направлении. Устройство подачи этих полотен содержит подающие ролики 11, посредством которых первое и второе полотна 1, 2 листового материала подаются периодически, так же как в установке по фиг. 1.
В установке по фиг. 5 до накладывания полотен 1, 2 листового материала друг на друга пластиковая пленка подается с подающего ролика 12 и направляется на дисковый нож 15 для ее разрезания вдоль продольной линии 13 резания и разделения на первое полотно 1 листового материала и широкое полотно материала нижней вставки 16, так же как и в установке по фиг. 1. Затем широкое полотно материала нижней вставки 16 направляется на дисковый нож 52 для разрезания вдоль продольной линии 53 резания и разделения на два полотна материала нижней вставки 51. Таким образом, пластиковая пленка разрезается вдоль двух продольных линий резания 13, 53 для разделения на первое полотно 1 листового материала и два полотна материала нижней вставки 51.
В установке по фиг. 5 пластиковая пленка также разрезается вдоль ее продольной линии 13 резания первым режущим устройством для разделения на первое полотно 1 листового материала и полотно материала нижней вставки 16, после чего полотно материала нижней вставки 16 разрезается вторым режущим устройством на полотна материала нижней вставки 51. Первое режущее устройство содержит дисковый нож 15, а второе режущее устройство содержит дисковый нож 52. Пластиковая пленка может разрезаться вдоль каждой из продольных линий 13, 53 резания одновременно.
После разделения первое и второе полотна 1, 2 листового материала направляются на подающие ролики 11 для их складывания и подачи. Устройство направления материала нижней вставки содержит поворотные штанги или поворотные ролики 54, посредством которых полотна материала нижней вставки 51 направляются и поворачиваются. Таким образом, каждое из полотен материала нижней вставки 51 подается на первое или второе полотна 1, 2 листового материала и проходит вдоль его противоположных торцевых кромок. Также, как и в случае материала нижней вставки 4 по фиг. 1, каждое из полотен материала нижней вставки 51 поступает на направляющие ролики 30 для подачи на первое полотно 1 листового материала, проходя вдоль его противоположных боковых кромок и накладываясь на его наружную поверхность.
До наложения полотен 1, 2 листового материала материалы боковых вставок 5 подаются на устройство подачи материала боковой вставки и проходят по ширине полотен 1 и 2. Однако в данном варианте выполнения материал боковой вставки 5 не разделяется на две части. Полотна 1, 2 листового материала и материалы боковых вставок 5 временно скрепляются у противоположных торцевых частей каждого из материалов боковых вставок 5 посредством устройств 37 временного скрепления, так же как в установке по фиг. 1.
Подаваемые полотна материала нижней вставки 51 и второе полотно 2 листового материала временно скрепляются у противоположных боковых кромок первого полотна 1 листового материала посредством устройства 38 временного скрепления, так же как в установке по фиг. 1. Затем первое полотно 1 листового материала сгибается и разгибается у противоположных боковых кромок этого полотна 1 посредством устройства 39 направления материала нижней вставки. Материалы боковых вставок 5 открываются и закрываются первым полотном 1 листового материала для формирования вспомогательных участков 6. Каждое из полотен материалов нижней вставки 51 сгибается пополам и соединяется со вспомогательными участками 6 вставок.
Затем первое и второе полотна 1, 2 листового материала направляются на устройство 41 продольной сварки и устройство 42 поперечной сварки. При каждой периодичной подаче первого и второго полотен 1 и 2, первое и второе полотна 1, 2 листового материала и полотна материала нижней вставки 51 термосвариваются друг с другом в их продольном направлении посредством устройства 41 продольной сварки, и первое и второе полотна 1, 2 листового материала и материалы боковых вставок 5 термосвариваются друг с другом в их поперечном направлении посредством устройства 42 поперечной сварки.
Затем первое и второе полотна 1, 2 листового материала и материалы боковых вставок 5 разрезаются дисковым ножом 43 во время подачи первого и второго полотен 1, 2 листового материала. Первое и второе полотна 1, 2 листового материала и материалы боковых вставок 5 разрезаются вдоль продольной осевой линии этих первого и второго полотен 1 и 2. После чего первое и второе полотна 1, 2 листового материала, полотна материала нижней вставки 51 и материалы боковых вставок 5 разрезаются в их поперечном направлении ножом 44 при каждой периодичной подаче первого и второго полотен 1 и 2. Первое и второе полотна 1, 2 листового материала, полотна материала нижней вставки 51 и материалы боковых вставок 5 разрезаются вдоль продольной осевой линии материала боковой вставки 5.
Таким образом, пластиковые пакеты изготавливаются попарно, и каждый пакет имеет переднюю и заднюю поверхности, образованные первым и вторым полотнами 1, 2 листового материала, и одну торцевую поверхность, образованную материалом нижней вставки 51. Кроме того, противоположные боковые поверхности образованы материалами боковых вставок 5.
В установке по фиг. 5 два полотна материала нижней вставки 51 должны подаваться на одно из полотен 1 или 2 листового материала. При этом пластиковая пленка разрезается вдоль продольных линий 13, 53 резания так, чтобы разделить ее на первое полотно 1 листового материала и два полотна материала нижней вставки 51. После разделения каждое из полотен материала нижней вставки 51 может подаваться на первое или второе полотно 1, 2 листового материала так, чтобы установке не нужно было подавать полотно материала нижней вставки с другого подающего ролика. В результате установка имеет простую конструкцию и низкую стоимость. При нанесении рисунка также не происходит их несовпадения между материалами полотен 1, 2 и материалом нижней вставки 51.
Установка по фиг. 7 используется для изготовления пластикового пакета, показанного на фиг. 8.
Установка по фиг. 7 аналогична по конструкции установке по фиг. 5, которая содержит дисковые ножи 15, 52. Пластиковая пленка также разрезается вдоль двух продольных линий 13, 53 резания для ее разделения на первое полотно 1 листового материала и два полотна материала нижней вставки 51. Затем два полотна материала нижней вставки 51 подаются на первое или второе полотно 1 или 2 листового материала и проходят вдоль их противоположных боковых кромок. Первое и второе полотна 1, 2 листового материала, полотна материала нижней вставки 51 и материалы боковых вставок 5 термосвариваются друг с другом посредством устройства 41 продольной сварки и устройства 42 поперечной сварки, так же как в установке по фиг. 5.
Однако дисковый нож 43 в установке по фиг. 7 отсутствует, поэтому первое и второе полотна 1, 2 листового материала и материалы боковых вставок 5 не могут им разрезаться. Первое и второе полотна 1, 2 листового материала, полотна материала нижней вставки 51 и материалы боковых вставок 5 разрезаются ножом 44.
Таким образом, пластиковые пакеты изготавливаются поодиночке, при этом каждый пакет имеет переднюю и заднюю поверхности, образованные первым и вторым полотнами 1, 2 листового материала, одну торцевую поверхность, образованную материалом нижней вставки 51, и другую торцевую поверхность, образованную другим материалом нижней вставки 51. Кроме того, противоположные боковые поверхности образованы материалами боковых вставок 5.
В установке по фиг. 7 два полотна материала нижней вставки 51 также не нужно подавать с другого подающего ролика, поэтому установка имеет простую конструкцию и низкую стоимость, а несовпадения рисунков также не происходит.
Установка по фиг. 9 используется для изготовления пластикового пакета, показанного на фиг. 11.
В установке по фиг. 9, как показано на фиг. 10, первое и второе полотна 1, 2 листового материала также накладываются друг на друга и подаются в продольном направлении. Устройство подачи листового материала содержит подающие ролики 11, посредством которых первое и второе полотна 1, 2 листового материала подаются периодично.
В этой установке до складывания полотен 1 и 2 пластиковая пленка подается с ее подающего ролика 55 и направляется на режущее устройство для ее разрезания вдоль продольной линии 56 резания и разделения на первое полотно 1 листового материала и полотно материала нижней вставки 57. Режущее устройство состоит из дискового ножа 58. Второе полотно 2 листового материала подается с его подающего ролика 20, затем первое и второе полотна 1, 2 листового материала направляются на подающие ролики 11 для их складывания и подачи в продольном направлении, так же как в установке по фиг. 1.
Полотно материала нижней вставки 57 направляется устройством направления материала нижней вставки так, чтобы она подавалась на первое и второе полотна 1, 2 листового материала и проходила вдоль их продольной осевой линии. Полотно материала нижней вставки 57 направляется на направляющие ролики 17, 18 и 19, посредством которых можно регулировать положение наносимого рисунка, также как у материала нижней вставки 16 по фиг. 1. Полотно материала нижней вставки 57 направляется и поворачивается поворотными штангами или поворотными роликами 21 так, чтобы она подавалась поверх первого полотна 1 листового материала. Полотно материала нижней вставки 57 направляется на направляющие ролики 22, плавающий ролик 23 и подающие ролики 24 для его подачи этими подающими роликами 24. Полотно материала нижней вставки 57 подается периодично. Разница в скорости его подачи может компенсироваться плавающим роликом 23. После этого полотно материала нижней вставки 57 направляется на подающие ролики 29 и 30 для его подачи на первое полотно 1 листового материала и проходила вдоль его продольной осевой линии.
Материалы боковых вставок 5 подаются устройством 31 подачи материала боковой вставки, так же как в установке на фиг. 1. Материалы боковых вставок 5 разделяются на две части. Первое полотно 1 листового материала разрезается дисковыми ножами 32 так, чтобы отходы 34 проходили через подающий ролик 35 и собирались вверху, так же как в установке по фиг. 1. Таким образом, формируются разделенные боковые кромки 36 каждого из первых полотен 1 листового материала. Первое и второе полотна 1, 2 листового материала и материалы боковых вставок 5 временно скрепляются друг с другом устройствами 37 временного скрепления, так же как в установке по фиг. 1. Кроме того, полотно материала нижней вставки 57 подается на первое полотно 1 листового материала и временно скрепляется со вторым полотном 2 листового материала посредством устройства 38 временного скрепления.
Затем первое и второе полотна 1, 2 листового материала подаются на устройство 59 направления листового материала, посредством которого они направляются так, чтобы первые полотна 1 листового материала сгибались вдоль продольных линий сгиба у своих разделенных боковых кромок 36, а затем разгибались. Таким образом, материалы боковых вставок 5 раскрываются и закрываются первыми полотнами 1 листового материала так, чтобы сформировать вспомогательные участки 6. Полотно материала нижней вставки 57 сгибается пополам первыми полотнами 1 листового материала и соединяется со вспомогательными участками 6 вставок так, чтобы оно находилась между первым и вторым полотнами 1, 2 листового материала, так же как в установке по фиг. 1.
В тоже время в этой установке первое и второе полотна 1, 2 листового материала направляются устройством 59 направления полотен так, чтобы первое или второе полотно 1, 2 листового материала сгибалось и отгибалось назад, образуя загнутые участи 60. Первое полотно 1 листового материала имеет определенную ширину и противоположные боковые кромки 61. Ширина второго полотна 2 листового материала больше ширины первого полотна 1 листового материала, поэтому, как показано на фиг. 9С, второе полотно 2 листового материала накладывается на первое полотно 1 листового материала так, чтобы противоположные боковые кромки 62 выступали на некоторое расстояние за противоположные боковые кромки 61 первого полотна 1 листового материала. Затем первое и второе полотна 1, 2 листового материала сгибаются вдоль противоположных боковых кромок 61 и 62, соответственно, как показано на фиг. 9D. Затем, как показано на фиг. 9Е, второе полотно 2 листового материала отгибается назад вдоль его противоположных боковых кромок 62, а первое полотно 1 листового материала разгибается. В результате формируются загнутые участки 60. Таким образом, материалы боковых вставок 5 раскрываются и закрываются первым и вторым полотнами 1, 2 листового материала так, чтобы сформировать вспомогательные участки 6 вставок, которые соединяются с загнутыми участками 60. Устройство 59 направления листового материала такое же, как в установке по патенту JP 3655627B.
Затем, так же как в установке по фиг. 1, при каждой периодичной подаче первого и второго полотен 1, 2 листового материала, эти полотна и полотно материала нижней вставки 57 термосвариваются друг с другом в их продольном направлении устройством 41 продольной сварки. Кроме того, первое полотно 1 листового материала и загнутые участки 60 термосвариваются друг с другом устройством 41 продольной сварки. Первое и второе полотна 1, 2 листового материала и полотно материала нижней вставки 57 термосвариваются друг с другом вдоль их продольных осевых линий. Первое и второе полотна 1, 2 листового материала и загнутые участки 60 термосвариваются друг с другом вдоль противоположных боковых кромок 61 и 62 каждого из этих полотен 1 и 2. Следует отметить, что первое и второе полотна 1, 2 листового материала и загнутые участки 60 могут термосвариваться друг с другом вдоль противоположных боковых кромок 61 и 62 каждого полотен 1 и 2.
Устройство 41 продольной сварки не осуществляет термосварку полотна материала нижней вставки 57 с первым и вторым полотнами 1, 2 листового материала, т.е. материал нижней вставки 57 термосваривается только с одним из полотен листового материала. После изготовления пластикового пакета его заполняют содержимым, которое проходит между другим полотном листового материала и материалом нижней вставки 57. Затем другое полотно листового материала и материал нижней вставки 57 могут термосвариваться друг с другом. Устройство 41 продольной сварки не осуществляет термосварку первых полотен 1 листового материала и загнутых участков 60. После изготовления пластикового пакета, его заполняют содержимым, которое проходит между первым полотном 1 листового материала и загнутым участком 60. Затем первое полотно 1 листового материала и загнутый участок 60 могут термосвариваться друг с другом.
Кроме того, первое и второе полотна 1, 2 листового материала и материалы боковых вставок 5 термосвариваются друг с другом устройством 42 поперечной сварки. Первое и второе полотна 1, 2 листового материала и материалы боковых вставок 5 термосвариваются друг с другом вдоль продольной осевой линии этого материала боковой вставки 5. Затем материал нижней вставки 57 и второе полотно 2 листового материала разрезаются дисковыми ножами 43 во время подачи первого и второго полотен 1, 2 листового материала. Полотна материала нижней вставки 57 и второго полотна 2 листового материала разрезаются вдоль их продольных осевых линий. К этому моменту первое полотно 1 листового материала, как отмечалось выше, уже разрезано. Затем первое и второе полотна 1, 2 листового материала, полотно материала нижней вставки 57 и материалы боковых вставок 5 разрезаются ножом 47.
Таким образом, пластиковые пакеты изготавливаются попарно, при этом каждый пакет имеет переднюю и заднюю поверхности, образованные первым и вторым полотнами 1, 2 листового материала, одну торцевую поверхность, образованную материалом нижней вставки 57, другую торцевую поверхность, образованную загнутым участком 60, и противоположные боковые поверхности, образованные материалами боковых вставок 5.
В такой установке листовой материал нижней вставки не нужно подавать с другого подающего ролика. Также не происходит несовпадения рисунков.
Ссылочные позиции
1 - первое полотно листового материала
2 - второе полотно листового материала
3, 4, 51, 57 - листовой материал нижней вставки
11 - подающий ролик
13, 14, 53, 56 - продольная линия резания
15, 25, 46, 52, 58 - дисковый нож
39, 59 - устройство направления полотна листового материала
21, 28, 54 - устройство направления листового материала вставки
60 - загнутый участок
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ПАКЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ПАКЕТА | 2017 |
|
RU2706442C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2656087C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ПАКЕТОВ | 2011 |
|
RU2462360C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ПАКЕТОВ | 2009 |
|
RU2446052C1 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2010 |
|
RU2442689C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ МЕШКОВ | 2014 |
|
RU2579734C1 |
| ПЛАСТИКОВЫЙ ПАКЕТ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2665612C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2013 |
|
RU2567702C9 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИЭТИЛЕНОВЫХ ПАКЕТОВ | 2008 |
|
RU2426648C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ НАПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЯ ВПЕРЕД ЗАМОЧНОГО МАТЕРИАЛА | 2014 |
|
RU2578567C2 |
Группа изобретений относится к способу и установке для непрерывного изготовления пластиковых пакетов, в которой материал нижней вставки не нужно подавать с другого подающего ролика. Первое и второе полотна (1, 2) листового материала накладываются друг на друга и подаются в продольном направлении. Пластиковая пленка разрезается вдоль продольных линий (13) и (14) резания для её разделения на первое полотно (1) листового материала и несколько полотен материала нижней вставки (3, 4) перед складыванием полотен (1, 2) листового материала. Затем полотна материала нижней вставки (3, 4) направляются и подаются на первое или второе полотно (1) или (2) листового материала посредством устройств (21, 28) направления материала нижней вставки. Пластиковые пакеты изготавливают попарно. Установка для непрерывного изготовления пластиковых пакетов включает устройство подачи листового материала и режущие устройства для разрезания соответствующего полотна на несколько частей вдоль его продольной оси и подачи отдельных полотен для образования пакетов. Технический результат, достигаемый при использовании группы изобретений, заключается в том, чтобы обеспечить непрерывное изготовление пластиковых пакетов, исключая подачу нижней вставки с другого подающего ролика и исключение возникновения несовпадения рисунков. 2 н. и 2 з.п. ф-лы, 11 ил.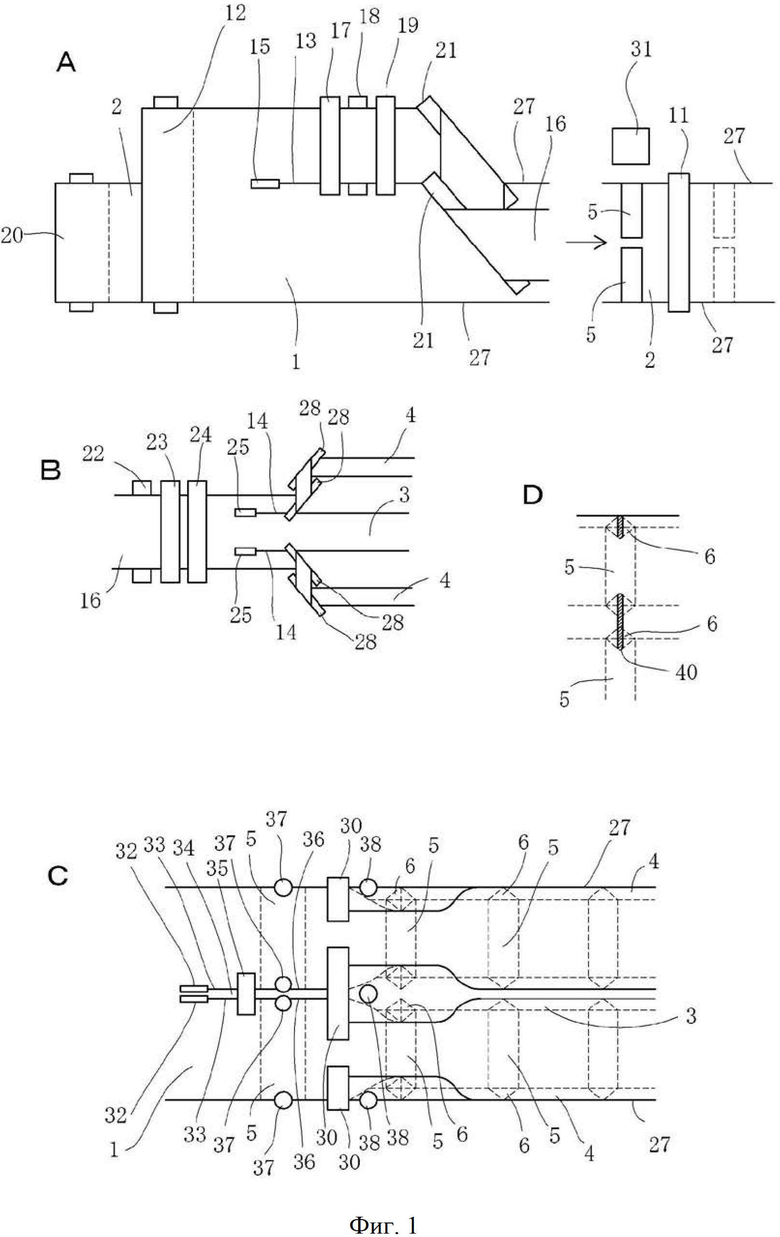
1. Установка для непрерывного изготовления пластиковых пакетов, каждый из которых имеет переднюю, заднюю и одну и другую торцевые поверхности, содержащая
устройство подачи листового материала, выполненное с возможностью накладывания первого полотна листового материала на второе полотно листового материала и последующей подачи этих полотен в их продольном направлении;
первое режущее устройство, выполненное с возможностью разрезания пластиковой пленки вдоль продольной линии резания для её разделения на первое полотно листового материала и полотно материала нижней вставки перед накладыванием первого и второго полотен листового материалов друг на друга и подачей этих наложенных друг на друга полотен в продольном направлении;
устройство подачи листового материала нижней вставки, выполненное с возможностью подачи полотна листового материала нижней вставки в продольном направлении после указанного разделения; и
второе режущее устройство, выполненное с возможностью разрезания полотна материала нижней вставки для его разделения на три полотна, ширина одного из которых в два раза больше ширины остальных двух полотен, причем
более широкое полотно материала нижней вставки подается на первое или второе полотно листового материала вдоль его продольной осевой линии,
другие полотна материала нижней вставки подаются на первое или второе полотно листового материала вдоль его противоположных боковых кромок,
более широкое полотно материала нижней вставки после его подачи разрезается вдоль его продольной осевой линии,
первое и второе полотна листового материала разрезаются вдоль своих продольных осевых линий перед или после подачи полотен материала нижней вставки, так что
пластиковые пакеты изготавливаются попарно, при этом в каждом из них передняя и задняя поверхности образованы первым и вторым полотнами листового материала, одна торцевая поверхность образована более широким полотном материала нижней вставки, а другая торцевая поверхность образована другим полотном материала нижней вставки.
2. Установка по п. 1, дополнительно содержащая устройство подачи материала боковой вставки, выполненное с возможностью подачи нескольких материалов боковых вставок на первое или второе полотно листового материала для прохождения по его ширине перед накладыванием первого и второго полотен листового материала друг на друга, причем материалы боковых вставок расположены между первым и вторым полотнами листового материала при накладывании их друг на друга, так что каждый пластиковый пакет дополнительно имеет противоположные боковые поверхности, образованные материалами боковых вставок.
3. Способ непрерывного изготовления пластиковых пакетов, каждый из которых имеет переднюю, заднюю и одну и другую торцевые поверхности, включающий в себя этапы, на которых:
накладывают первое и второе полотна листового материала друг на друга и подают эти полотна в их продольном направлении посредством устройства подачи полотна листового материала;
перед накладыванием первого и второго полотен листового материалов друг на друга и подачей этих наложенных друг на друга полотен в продольном направлении разрезают пластиковую пленку первым режущим устройством вдоль продольной линии резания для её разделения на первое полотно листового материала и широкое полотно материала нижней вставки;
после указанного разделения подают широкое полотно листового материала нижней вставки в продольном направлении посредством устройства подачи материала нижней вставки;
посредством второго режущего устройства разрезают широкое полотно материала нижней вставки для его разделения на три полотна, ширина одного из которых в два раза больше ширины остальных двух полотен, причем
более широкое полотно материала нижней вставки подают на первое или второе полотно листового материала вдоль его продольной осевой линии,
другие полотна материала нижней вставки подают на первое или второе полотно листового материала вдоль его противоположных боковых кромок,
более широкое полотно материала нижней вставки после подачи разрезают вдоль его продольной осевой линии,
первое и второе полотна листового материала разрезают вдоль их продольных осевых линий перед или после подачи полотен материала нижней вставки,
пластиковые пакеты изготавливают попарно так, что в каждом из них передняя и задняя поверхности образованы первым и вторым полотнами листового материала, одна торцевая поверхность образована более широким полотном материала нижней вставки, а другая торцевая поверхность образована другим полотном материала нижней вставки.
4. Способ по п. 3, содержащий этап, на котором перед накладыванием первого и второго полотен листового материала друг на друга на первое или второе полотно листового материала подают несколько материалов боковых вставок для прохождения по его ширине, причем материалы боковых вставок располагают между первым и вторым полотнами листового материала при накладывании их друг на друга, так что каждый пластиковый пакет дополнительно имеет противоположные боковые поверхности, образованные материалами боковых вставок.
| JP 5584815 B1, 03 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| US 20110039676 A1, 17.02.2011 | |||
| WO 2009131214 A1, 29.10.2009 | |||
| US 20110015052 A1, 20.01.2011 | |||
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИЭТИЛЕНОВЫХ ПАКЕТОВ | 2008 |
|
RU2426648C1 |

