Область техники
Изобретение относится к установке для изготовления пластиковых пакетов.
Уровень техники
Полимерные пленки подаются в установку для изготовления пластиковых пакетов в периодическом режиме и в продольном по отношению к установке направлении. Полимерные пленки свариваются друг с другом с помощью средств для тепловой сварки при каждом периоде подачи полимерных пленок для последовательного изготовления из них пластиковых пакетов. Часто полимерные пленки вырубаются пуансоном таким образом, чтобы пластиковые пакеты могли обрезаться по углам, как это раскрывается в патентном документе JP 2805515.
В этом случае при выполнении вырубки для получения обрезанных по углам пластиковых пакетов из полимерных пленок естественным образом образуются обрезки. Поэтому могут возникать сложности, связанные с тем, что эти обрезки могут прилипать к пластиковым пакетам. В частности, эта проблема приобретает серьезный характер, когда после изготовления пластиковых пакетов из полимерных пленок такие пластиковые пакеты наполняются товарами пищевого назначения, по той причине, что обрезки могут примешиваться к пищевому продукту.
Поэтому цель настоящего изобретения заключается в том, чтобы предложить установку для изготовления пластиковых пакетов, в которую полимерные пленки подаются в периодическом режиме и в продольном по отношению к ней направлении, при этом полимерные пленки при каждом периоде их подачи свариваются друг с другом с помощью средства для тепловой сварки для последовательного изготовления из полимерных пленок пластиковых пакетов. Предлагаемая установка может препятствовать прилипанию обрезков к пластиковым пакетам при выполнении обрезки пластиковых пакетов по углам.
Сущность изобретения
Заявка включает два изобретения.
Согласно первому изобретению установка включает в себя обрезной нож, предназначенный для обрезки кромок полимерных пленок, которая выполняется при подаче полимерных пленок. Установка, кроме того, включает в себя приводное устройство, с помощью которого обрезной нож приводится в движение всякий раз, когда осуществляется периодическая подача полимерных пленок, так, чтобы с помощью обрезного ножа пластиковые пакеты могли обрезаться по углам с сохранением получающихся обрезков неразрывно связанными с кромками.
Согласно одному предпочтительному варианту осуществления обрезной нож при подаче полимерных пленок на определенном отрезке перемещается назад по ходу перемещения пленок таким образом, чтобы не обрезать кромки полимерных пленок на этом отрезке. Поэтому полимерные пленки включают участки, не подвергшиеся обрезке. Когда полимерные пленки останавливаются, обрезной нож возвращается в исходное положение. Обрезной нож перемещается по направлению к исходному положению и в сторону от кромок, а затем - по направлению к исходному положению и к кромкам при его возвращении в исходное положение для того, чтобы выполнить обрезку пластиковых пакетов по углам притом, что полученные обрезки продолжают оставаться неразрывно связанными с кромками.
Когда происходит подача полимерных пленок, обрезной нож может управляться управляющим устройством так, чтобы на некотором отрезке кромки полимерных пленок не обрезались. Поэтому полимерные пленки включают участки, не подвергшиеся обрезке. Обрезной нож перемещается назад по ходу перемещения пленок на определенном отрезке, а затем возвращается в исходное положение, когда полимерные пленки останавливаются. Обрезной нож при его перемещении назад по ходу перемещения пленок на определенном отрезке управляется управляющим устройством таким образом, чтобы кромки полимерных пленок не отрезались. Обрезной нож перемещается по направлению к исходному положению и в сторону от кромок, а затем перемещается по направлению к исходному положению и к кромкам при его возвращении в исходное положение с тем, чтобы выполнить обрезку пластиковых пакетов по углам с сохранением полученных обрезков неразрывно связанными с кромками.
Обрезной нож при его перемещении на определенном отрезке назад по ходу перемещения пленок для выполнения обрезки пластиковых пакетов по углам с сохранением полученных обрезков неразрывно связанными с кромками может перемещаться назад по ходу перемещения пленок и в сторону от кромок, а затем перемещаться назад по ходу перемещения пленок и по направлению к кромкам. Обрезной нож при его возвращении в исходное положение управляется управляющим устройством так, чтобы не обрезать кромки полимерных пленок.
Согласно другому варианту осуществления обрезной нож при подаче полимерных пленок перемещается поперек полимерных пленок для выполнения обрезки пластиковых пакетов по углам с сохранением полученных обрезков неразрывно связанными с кромками.
Согласно второму изобретению установка включает в себя приводное или управляющее устройство, с помощью которого обрезной нож перемещается или управляется всякий раз, когда осуществляется периодическая подача полимерных пленок, так, чтобы не обрезать кромки полимерных пленок на некотором отрезке. Поэтому полимерные пленки включают участки, не подвергшиеся обрезке. Кроме того установка включает в себя лезвие Thomson, расположенное до или после обрезного ножа. Лезвие Thomson всякий раз, когда осуществляется периодическая подача полимерных пленок, прижимается к полимерной пленке на не подвергшихся обрезке участках так, чтобы пластиковые пакеты могли обрезаться по углам лезвием Thomson с сохранением полученных обрезков неразрывно связанными с кромками.
Согласно одному предпочтительному варианту осуществления обрезной нож при подаче полимерных пленок перемещается назад по ходу перемещения пленок на определенном отрезке таким образом, чтобы не обрезать кромки полимерных пленок на этом отрезке. Поэтому полимерные пленки включают участки, не подвергшиеся обрезке. Обрезной нож возвращается в исходное положение, когда полимерные пленки останавливаются, не отрезая кромки от полимерных пленок. Лезвие Thomson прижимается к полимерной пленке, когда полимерные пленки останавливаются, для выполнения обрезки пластиковых пакетов по углам.
Обрезной нож при подаче полимерных пленок может управляться управляющим устройством так, чтобы не обрезать кромки полимерных пленок на определенном отрезке. Поэтому полимерные пленки включают участки, не подвергшиеся обрезке.
Краткое описание чертежей
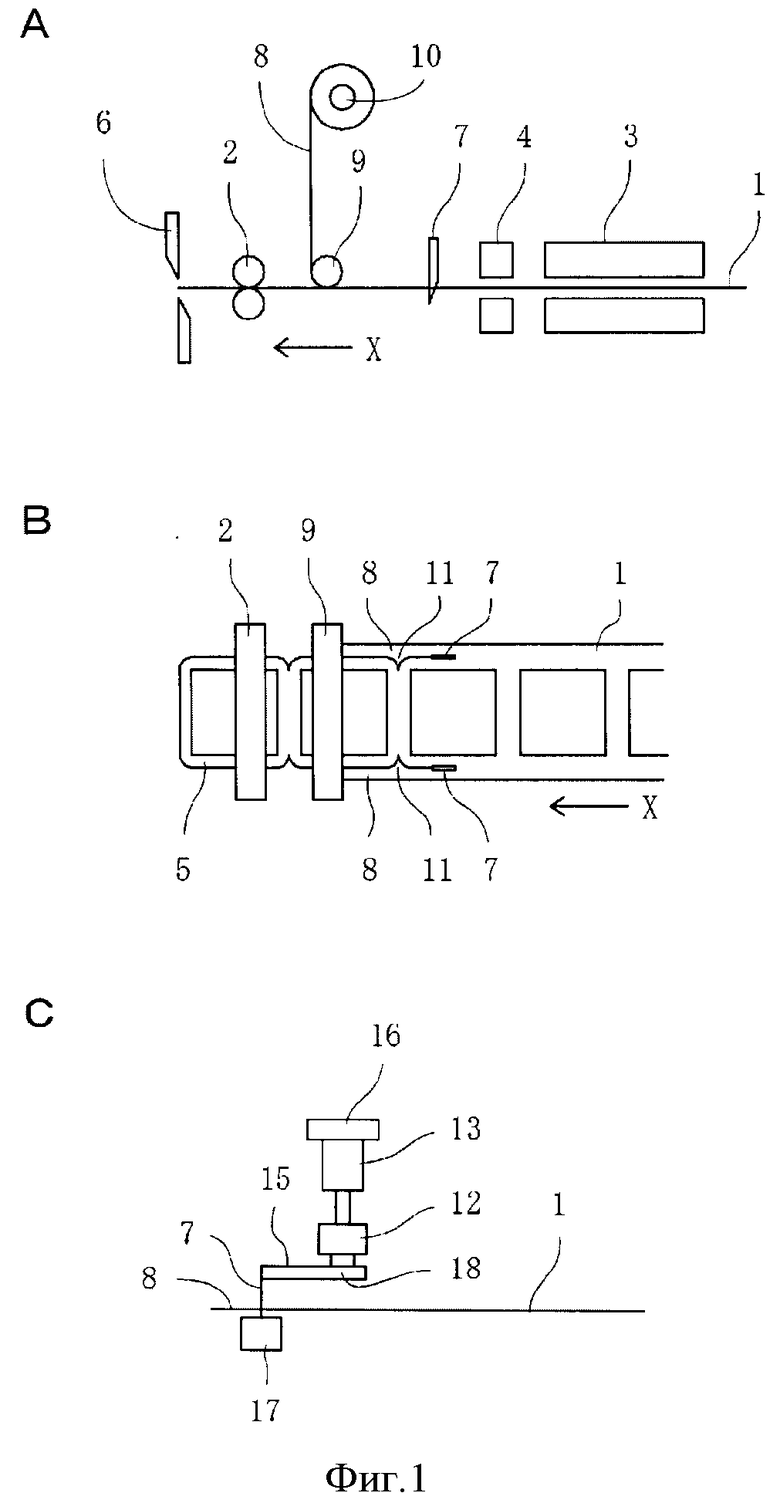
На фиг.1 показаны установка согласно предпочтительному варианту осуществления изобретения, вид сбоку (A) и вид сверху (B), и обрезной нож, вид сбоку (C).
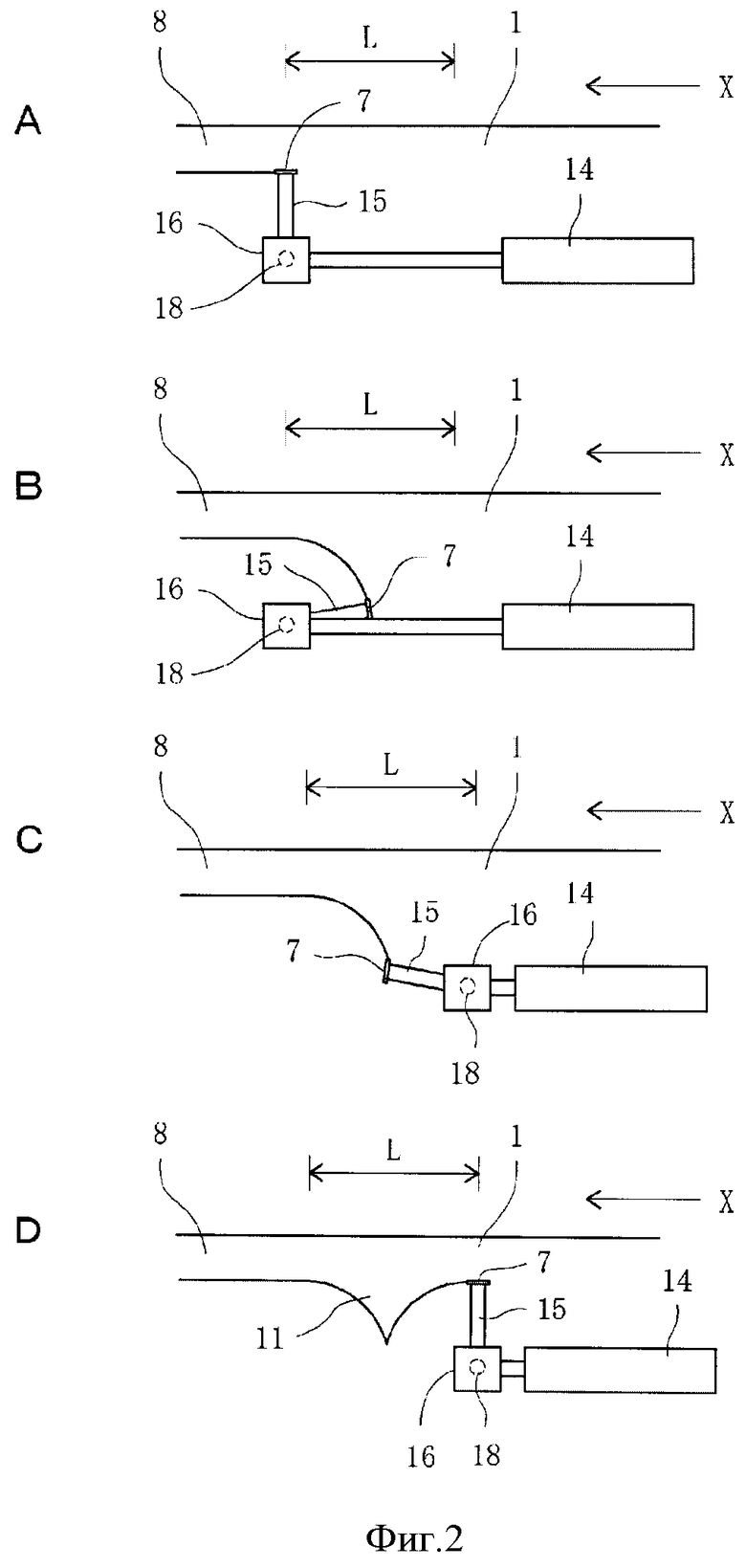
На фиг.2 подробно показаны этапы (A), (B), (C) и (D) перемещения обрезного ножа с фиг.1.
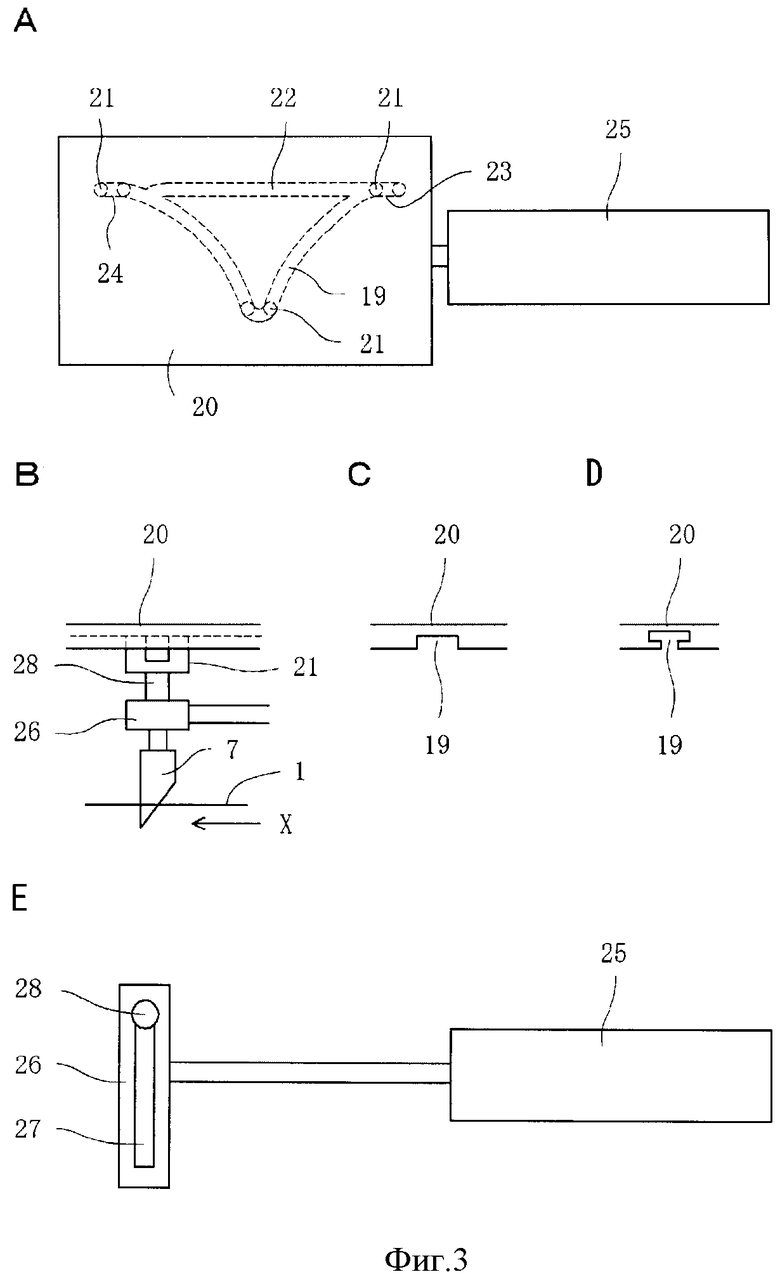
На фиг.3 показаны направляющая пластина согласно варианту осуществления изобретения, вид сверху (A), обрезной нож, вид сбоку (B), направляющая пластина согласно разным вариантам осуществления, виды в разрезе (C) и (D) соответственно, и каретка, вид сверху (E).
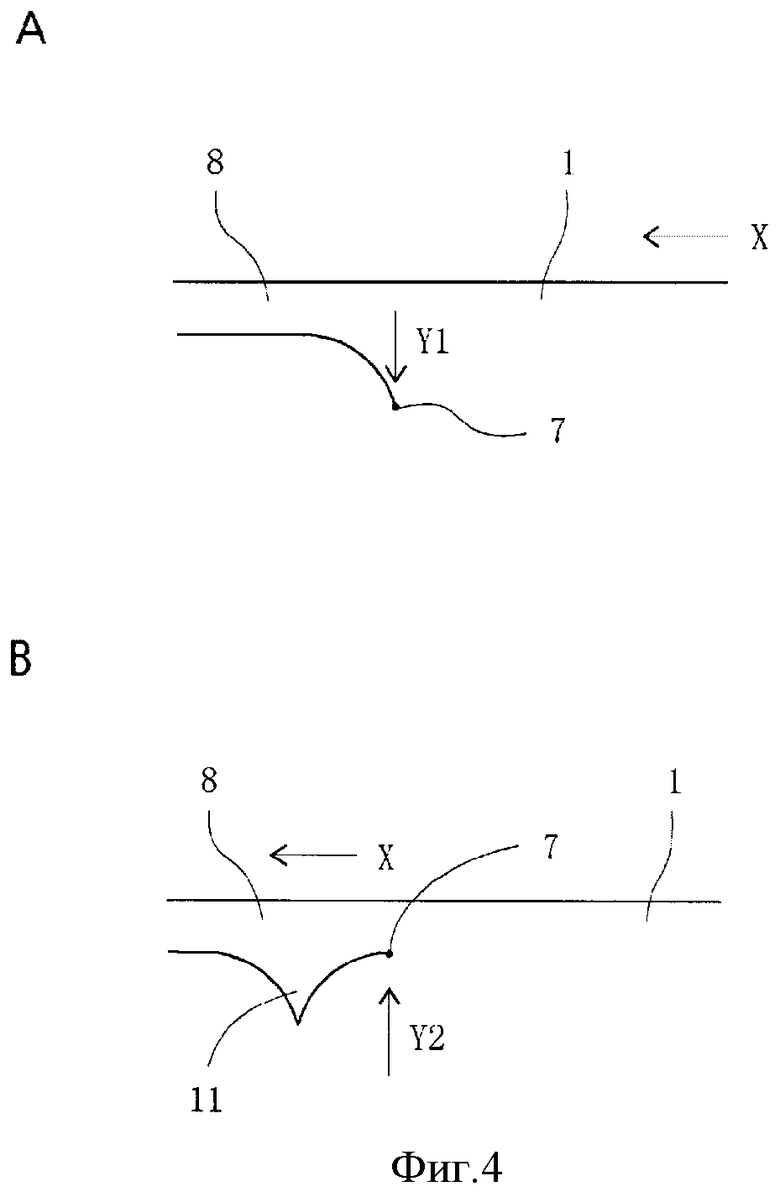
На фиг.4 показана траектория перемещения обрезного ножа согласно варианту осуществления изобретения.
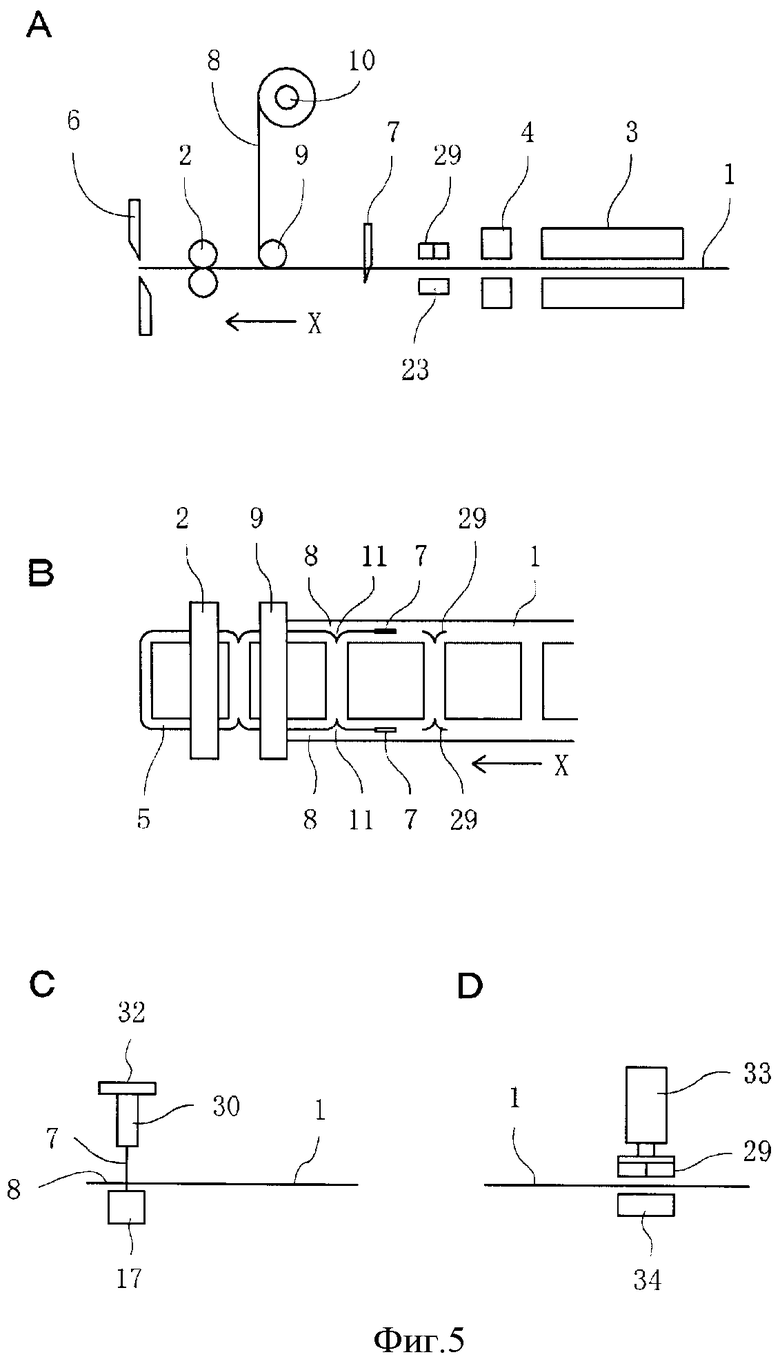
На фиг.5 показаны установка согласно другому варианту осуществления изобретения, вид сбоку (A), то же, вид сверху (B), обрезной нож, вид сбоку (C), и лезвие Thomson, показанное на виде (А), в увеличенном масштабе.
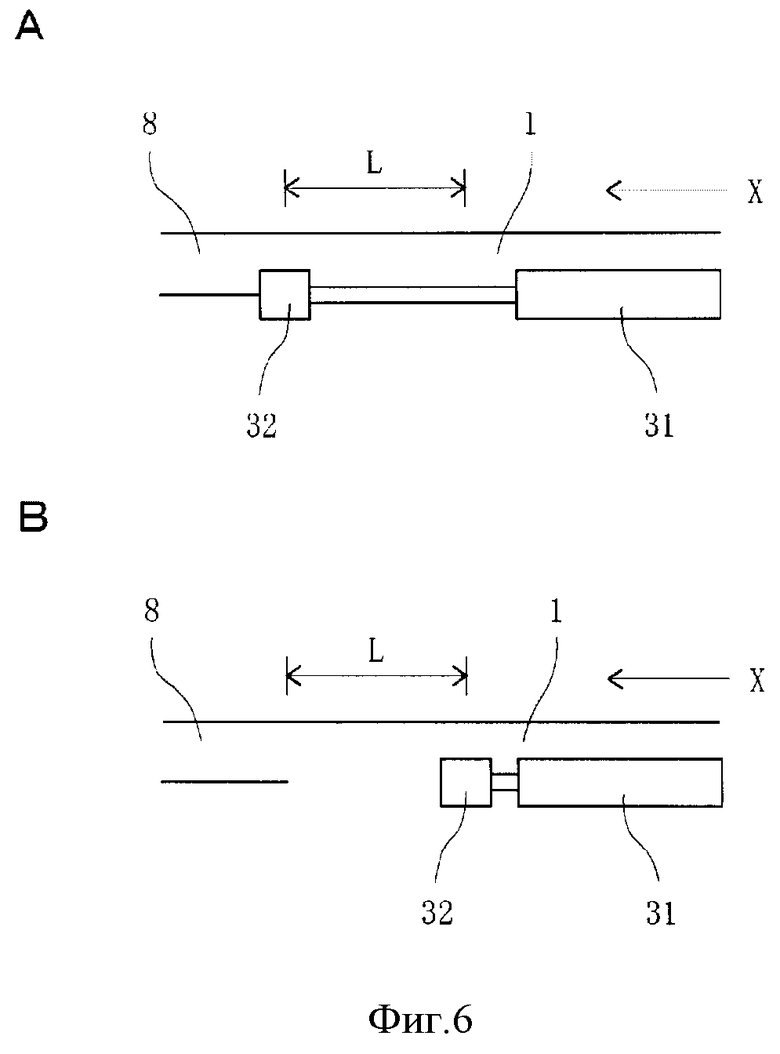
На фиг.6 показаны этапы (A), (B) перемещения обрезного ножа с фиг.5.
Осуществление изобретения
Далее описаны варианты осуществления настоящего изобретения.
На фиг.1 показана установка для изготовления пластиковых пакетов согласно настоящему изобретению. В установке две полимерные пленки 1 накладываются друг на друга и подаются в периодическом режиме в продольном по отношению к установке направлении, как в случае установки из документа JP 2805515. Например, установка включает в себя подающее устройство, представляющее собой подающие ролики 2, к которым направляются полимерные пленки 1. Подающие ролики 2 вращаются приводным двигателем так, чтобы полимерные пленки 1 могли периодически подаваться в направлении X. Полимерные пленки 1 свариваются друг с другом при их периодической подаче с помощью устройств 3 и 4 для тепловой сварки так, чтобы на пленках 1 образовались участки 5 сварного шва так же, как и в случае установки из вышеуказанного патентного документа. Затем полимерные пленки 1 при их периодической подаче разрезаются по ширине с помощью поперечно-резательного устройства 6 для последовательного изготовления из полимерных пленок 1 пластиковых пакетов.
Установка включает в себя обрезной нож 7, предназначенный для отрезания кромок 8 полимерных пленок, которое выполняется при подаче полимерных пленок 1. В данном варианте осуществления два обрезных ножа 7 располагаются неподалеку от противоположных боковых краев полимерных пленок 1. Обрезные ножи 7 режут полимерные пленки 1 вдоль их противоположных боковых краев и отрезают кромки 8 от полимерных пленок 1. В результате вдоль противоположных боковых краев полимерных пленок 1 образуются кромки 8. Затем кромки 8 направляются направляющим валиком 9 так, чтобы поступать к бобине 10 и наматываться на нее. Показанная конструкция широко известна в таких установках. Обрезной нож 7 может представлять собой режущее лезвие или ультразвуковой резак.
Установка дополнительно включает в себя приводное устройство, с помощью которого обрезной нож 7 приводится в движение всякий раз, когда производится периодическая подача полимерных пленок 1, так, чтобы с помощью обрезного ножа 7 пластиковые пакеты могли обрезаться по углам с сохранением полученных обрезков 11 неразрывно связанными с кромками 8, как показано на фиг.2. Например, обрезной нож 7 при подаче полимерных пленок 1 перемещается назад по ходу перемещения пленок на определенном отрезке L таким образом, чтобы не обрезать кромки 8 полимерных пленок 1 на этом отрезке L. Поэтому полимерные пленки 1 включают в себя участки, не подвергшиеся обрезке. Обрезной нож 7 возвращается в исходное положение, когда полимерные пленки 1 останавливаются. Обрезной нож 7 перемещается по направлению к исходному положению и в сторону от кромок 8, а затем при возвращении в исходное положение перемещается по направлению к исходному положению и к кромкам 8 для выполнения обрезки пластиковых пакетов по углам притом, что полученные обрезки 11 продолжают оставаться неразрывно связанными с кромками 8. Исходное положение определяется в данном случае как положение, в котором располагается обрезной нож 7 для отрезания кромок 8 от полимерных пленок 1 при подаче полимерных пленок 1.
Согласно данному варианту осуществления приводное устройство содержит исполнительные органы 12, 13 и 14. Обрезной нож 7 закреплен на одном конце кронштейна 15, в то время как исполнительные органы 12 и 13 удерживаются на каретке 16. Кронштейн 15 выступает поперек полимерных пленок 1 так, чтобы быть присоединенным к исполнительным органам 12 и 13 и поддерживаться ими. Каретка 16 присоединена и поддерживается исполнительным органом 14. Исполнительный орган 12 и кронштейн 15 опускаются исполнительным органом 13 так, чтобы обрезной нож 7 мог быть прижат к полимерным пленкам 1 и приемнику 17. Полимерные пленки 1 оказываются между обрезным ножом 7 и приемником 17 для того, чтобы обрезной нож 7 мог быть воткнут в них. Благодаря этому обрезной нож 7 отрезает кромки 8 от полимерных пленок 1 при их подаче. Исполнительный орган 13 представляет собой, например, цилиндр.
Помимо этого, каретка 16 перемещается исполнительным органом 14 назад по ходу перемещения полимерных пленок или в направлении соответствующем направлению X на расстояние L, когда выполняется подача полимерных пленок 1 в направлении X, так, чтобы обрезной нож 7 мог быть перемещен назад по ходу перемещения пленок на отрезке L (фиг.2, A). Исполнительный орган 14 представляет собой, например, цилиндр.
Обрезной нож 7 возвращается в исходное положение, когда полимерные пленки 1 останавливаются. В данном варианте осуществления при возвращении обрезного ножа 7 кронштейн 15 перемещается и поворачивается исполнительным органом 12 по часовой стрелке вокруг центра 18 вращения на фиг.2. Обрезной нож 7 поворачивается вместе с кронштейном 15 вокруг центра 18 вращения для перемещения по направлению к исходному положению и в сторону от кромок 8. Кронштейн 15 и обрезной нож 7 поворачиваются на некоторый угол и затем останавливаются в этом положении (фиг.2, B). Кронштейн 15 имеет длину, соответствующую или составляющую более половины длины L для того, чтобы обрезной нож 7 мог быть остановлен посередине длины L. Исполнительный орган 12 представляет собой, например, двигатель.
Исполнительный орган 12 и кронштейн 15 затем поднимаются исполнительным органом 13 так, чтобы обрезной нож 7 мог быть извлечен из полимерных пленок 1. Затем каретка перемещается исполнительным органом 14 вперед по ходу перемещения пленок или в направлении, обратном направлению X, на расстояние L для возвращения в исходное положение. Таким образом, центр 18 вращения перемещается вперед по ходу перемещения пленок на расстояние L. В то же самое время или после кронштейн 15 перемещается и поворачивается исполнительным органом 12 против часовой стрелки вокруг центра 18 вращения на фиг.2. Обрезной нож 7 поворачивается вместе с кронштейном 15. Кронштейн 15 и обрезной нож 7 поворачиваются на угол, вдвое превышающий упомянутый выше угол, и останавливаются. В результате обрезной нож 7 располагается над местом в пленках, из которого он был извлечен из полимерных пленок 1. Кронштейн 15 затем опускается исполнительным органом 13 так, чтобы обрезной нож 7 мог быть воткнут в полимерную пленку 1 в этом месте (фиг.2, C).
После этого кронштейн 15 перемещается и поворачивается исполнительным органом 12 по часовой стрелке вокруг центра 18 вращения на фиг.2. Обрезной нож 7 поворачивается вместе с кронштейном 15 для перемещения по направлению к исходному положению и к кромкам 8. Кронштейн 15 и обрезной нож 7 поворачиваются на некоторый угол и затем останавливаются в этом положении. В результате обрезной нож 7 возвращается в исходное положение. Кронштейн 15 располагается поперек полимерных пленок 1. Таким образом, пластиковые пакеты обрезаются по углам в форме дуги, при этом образующиеся обрезки 11 сохраняются неразрывными с кромками 8 (фиг.2, D).
Вновь производится периодическая подача полимерных пленок 1. При подаче полимерных пленок 1 обрезной нож 7 отрезает кромки 8 от полимерных пленок 1. Помимо этого, обрезной нож 7 снова перемещается назад по ходу перемещения полимерных пленок, когда выполняется их подача. Обрезной нож 7 снова перемещается и поворачивается вокруг центра 18 вращения, когда полимерные пленки 1 останавливаются, после чего снова выполняются те же самые этапы.
Таким образом, установка может выполнять обрезку пластиковых пакетов по углам притом, что образующиеся обрезки 11 остаются неразрывно связанными с кромками 8. Кромки 8 затем направляются к бобине 10 и наматываются на нее. Соответственно, обрезки 11 не имеют возможности прилипать к пластиковым пакетам.
В варианте осуществления, в котором обрезной нож 7 представляет собой режущее лезвие или ультразвуковой резак, он должен быть извлечен из полимерных пленок 1, когда центр 18 вращения перемещается вперед по ходу перемещения полимерных пленок на определенное расстояние, как описано выше. Затем кронштейн 15 и обрезной нож 7 поворачиваются обратно. Обрезной нож 7 затем втыкается в полимерные пленки 1 в место, из которого он был извлечен. При этих условиях обрезной нож 7 может представлять собой лазерный резак. В этом случае обрезной нож 7 может управляться управляющим устройством так, чтобы выключаться, когда центр 18 вращения перемещается вперед по ходу перемещения пленок на определенное расстояние. Далее кронштейн 15 и обрезной нож 7 поворачиваются обратно. Затем обрезной нож 7 управляется управляющим устройством таким образом, чтобы включаться над тем местом, над которым он был выключен. Соответственно, лазерный резак не должен втыкаться и извлекаться из полимерных пленок 1.
Обрезной нож 7 может направляться направляющим желобком 19 или направляющим полозком при перемещении по направляющему желобку 19 или направляющему полозку, как показано на фиг.3.
В варианте осуществления, показанном на фиг.3, направляющий желобок 19 образован в направляющей пластине 20, расположенной над полимерными пленками 1. По меньшей мере один штифт 21 вставляется в направляющий желобок 19 и устанавливается в нем. Установка включает в себя расположенные на расстоянии друг от друга и соединенные друг с другом два штифта 21, вставленные и установленные в направляющем желобке 19. Направляющий желобок 19 имеет определенную форму, соответствующую траектории, по которой движется обрезной нож 7. Штифты 21 направляются направляющим желобком 19 так, чтобы они двигались вдоль него. Помимо этого, в направляющей пластине 20 образованы направляющие желобки 22, 23 и 24. Направляющий желобок 22 прямой и проходит в продольном направлении полимерных пленок 1. Направляющие желобки 23 и 24 образованы на противоположных концах направляющего желобка 22, при этом направляющий желобок 19 соединяется с направляющими желобками 23 и 24. При таком расположении штифты 21 могут направляться в направляющий желобок 23 для вхождения и продвижения по направляющему желобку 22 ив направляющий желобок 24 для вхождения и продвижения по направляющему желобку 19.
Приводное устройство включает исполнительный орган 25, каретку 26, которая присоединена и поддерживается исполнительным органом 25. Каретка 26 имеет образованный в ней направляющий желобок 27. Штифт 28 установлен в направляющем желобке 27 для того, чтобы поддерживаться кареткой 26. Штифты 21 образованы на штифте 28, при этом обрезной нож 7 закреплен на штифте 28 и поддерживается им. Штифт 28 направляется направляющим желобком 27 так, чтобы он двигался и поворачивался в направляющем желобке 27. Направляющий желобок 27 проходит поперек полимерных пленок 1.
Следует понимать, что в данной установке каретка 26 и штифты 21 и 28 перемещаются исполнительным органом 25 так, чтобы обрезной нож 7 мог быть перемещен на определенном отрезке назад по ходу перемещения полимерных пленок 1 при их подаче. Штифты 21 вставляются и двигаются по направляющему желобку 22 так, чтобы они достигали направляющего желобка 24. Исполнительный орган 25 представляет собой, например, цилиндр.
Кроме того, каретка 26 и штифты 21 и 28 перемещаются исполнительным органом 25 так, чтобы обрезной нож 7 мог возвращаться в исходное положение, когда полимерные пленки 1 останавливаются. Штифты 21 вставляются и двигаются по направляющему желобку 19 так, чтобы достигать направляющего желобка 23, в то время как штифт 28 перемещается по направляющему желобку 27 и поперек полимерных пленок 1. Поэтому обрезной нож 7 перемещается по направлению к исходному положению и в сторону от кромок 8, а затем перемещается по направлению к исходному положению и к кромкам 8 для выполнения обрезки пластиковых пакетов по углам притом, что полученные обрезки 11 продолжают оставаться неразрывно связанными с кромками 8.
В этом случае, когда обрезной нож 7 возвращается в исходное положение, штифты 21 должны быть вставлены не в направляющий желобок 22, а в направляющий желобок 19. Поэтому предпочтительно, чтобы направляющий желобок 22 искривлялся рядом с направляющим желобком 24 для предупреждения попадания штифтов 21 в направляющий желобок 22. Направляющий желобок 22 может блокироваться подвижной пластинкой для предупреждения попадания в него штифтов 21. Кроме того, когда обрезной нож 7 перемещается на определенном отрезке назад по ходу перемещения пленок, штифты 21 должны быть вставлены не в направляющий желобок 19, а в направляющий желобок 22. Поэтому направляющий желобок 19 может блокироваться подвижной пластинкой для предупреждения попадания в него штифтов 21.
В показанном на фиг.3 варианте осуществления обрезной нож 7 может представлять собой режущее лезвие или ультразвуковой резак. Он может представлять собой лазерный резак.
Направляющие желобки 19, 22, 23 и 24 могут иметь определенную форму в сечении, как показано на фиг.3, C или D. Штифт 28 и обрезной нож 7 могут поддерживаться направляющей пластиной 20 и штифтами 21, когда направляющие желобки 19, 22, 23 и 24 имеют в сечении форму, показанную на фиг.3, D.
Недавно был применен подвижный нож, использующий робота, работающего в декартовой системе координат. В связи с этим установка может включать в себя работающего в декартовой системе координат робота для того, чтобы обрезной нож 7 мог перемещаться работающим в декартовой системе координат роботом для перемещения на определенном отрезке назад по ходу перемещения полимерных пленок и последующего возвращения в исходное положение.
В вариантах осуществления, показанных на фиг.2 и 3, обрезной нож 7 не всегда должен перемещаться на определенном отрезке назад походу перемещения полимерных пленок 1 при их подаче. Обрезной нож 7 может управляться управляющим устройством и переводиться в выключенное состояние, когда выполняется подача полимерных пленок 1, чтобы не отрезать кромки 8 от полимерных пленок 1 на определенном отрезке, при условии что обрезной нож 7 представляет собой лазерный резак. Поэтому полимерные пленки 1 включают в себя участки, не подвергшиеся обрезке. В этом случае обрезной нож 7 перемещается назад по ходу перемещения пленок на определенном отрезке, а затем возвращается в исходное положение, когда полимерные пленки 1 останавливаются. Обрезной нож 7 при его перемещении на определенном отрезке назад по ходу перемещения пленок управляется управляющим устройством и остается в выключенном состоянии для того, чтобы не обрезать кромки 8 полимерных пленок 1. Затем под действием управляющего устройства обрезной нож 7 переводится во включенное состояние. Кроме того, обрезной нож 7 перемещается по направлению к исходному положению и в сторону от кромок 8, а затем перемещается по направлению к исходному положению и к кромкам 8, когда он возвращается в исходное положение, для того, чтобы выполнить обрезку пластиковых пакетов по углам притом, что полученные обрезки продолжают оставаться неразрывно связанными с кромками 8.
Напротив, после переведения во включенное состояние под действием управляющего устройства обрезной нож 7 может быть перемещен назад по ходу перемещения пленок и в сторону от кромок 8, а затем перемещен назад по ходу перемещения пленок и по направлению к кромкам 8, когда перемещается на определенном отрезке назад по ходу перемещения пленок для выполнения обрезки пластиковых пакетов по углам притом, что полученные обрезки 11 продолжают оставаться неразрывно связанными с кромками 8. В этом случае для того, чтобы не обрезать кромки 8 полимерных пленок 1, обрезной нож 7 под управлением управляющего устройства при возвращении в исходное положение переводится в выключенное состояние.
Обрезной нож 7 может перемещаться поперек полимерных пленок 1, когда они подаются для выполнения обрезки пластиковых пакетов по углам, притом, что полученные обрезки 11 продолжают оставаться неразрывно связанными с кромками 8, как показано на фиг.4. Например, обрезной нож 7 отрезает кромки 8 от полимерных пленок 1 при их подаче. Помимо этого, обрезной нож 7 перемещается поперек полимерных пленок 1 для удаления от кромок 8, как обозначено стрелкой Y1, непосредственно перед остановкой полимерных пленок 1 (фиг.4, A). Затем обрезной нож 7 перемещается поперек полимерных пленок 1 для того, чтобы перемещаться по направлению к кромкам 8 и возвращаться в исходное положение, как обозначено стрелкой Y2, когда вновь выполняется подача полимерных пленок 1 (фиг.4, B), для выполнения обрезки пластиковых пакетов по углам притом, что полученные обрезки 11 продолжают оставаться неразрывно связанными с кромками 8. В этом случае предпочтительно, чтобы обрезной нож 7 представлял собой лазерный резак.
В установке для изготовления пластиковых пакетов, показанной на фиг.5, полимерные пленки 1 подаются в периодическом режиме подающими роликами 2 и свариваются друг с другом с помощью устройств для тепловой сварки 3 и 4, как и в случае варианта на фиг.1. Полимерные пленки 1 затем разрезаются поперек с помощью поперечно-резательного устройства 6 для последовательного изготовления из них пластиковых пакетов. Кроме того, обрезной нож 7 отрезает кромки 8 от полимерных пленок 1 при их подаче. Кромки 8 направляются направляющим валиком 9 так, чтобы поступать к бобине 10 и наматываться на нее.
Помимо этого, установка включает в себя приводное или управляющее устройство, с помощью которого обрезной нож 7 перемещается или управляется всякий раз, когда осуществляется периодическая подача полимерных пленок 1, так, чтобы не обрезать кромки 8 полимерных пленок 1 на определенном отрезке L, как показано на фиг.6. Поэтому полимерные пленки 1 включают участки, не подвергшиеся обрезке. Например, обрезной нож 7 при подаче полимерных пленок 1 перемещается назад по ходу их перемещения на определенном отрезке L таким образом, чтобы не обрезать кромки 8 полимерных пленок 1 на этом отрезке L. Обрезной нож 7 представляет собой режущее лезвие или ультразвуковой резак. Обрезной нож 7 извлекается из полимерных пленок 1, возвращается в исходное положение, а затем втыкается в полимерные пленки 1, когда полимерные пленки 1 останавливаются. При этом следует понимать, что обрезной нож 7 возвращается в исходное положение, когда полимерные пленки 1 останавливаются, не обрезая при этом полимерные пленки 1. Кроме того, установка включает в себя лезвие 29 Thomson, расположенное до или вслед за обрезным ножом 7. Лезвие 29 Thomson всякий раз, когда осуществляется периодическая подача полимерных пленок 1, прижимается к полимерным пленкам 1 в пределах не подвергшихся обрезке участков так, чтобы пластиковые пакеты могли обрезаться по углам лезвием 29 Thomson с сохранением полученных обрезков 11 неразрывно связанными с кромками 8.
В данном варианте осуществления приводное устройство содержит исполнительные органы 30 и 31. Обрезной нож 7 присоединен и поддерживается исполнительным органом 30, который удерживается на каретке 32. Каретка 32 присоединена и поддерживается исполнительным органом 31. Обрезной нож 7 опускается исполнительным органом 30 для того, чтобы втыкаться в полимерные пленки 1. Затем обрезной нож 7 отрезает кромки 8 от полимерных пленок 1 при их подаче. Исполнительный орган 30 представляет собой, например, цилиндр.
Когда происходит подача полимерных пленок 1, каретка 32 исполнительным органом 31 перемещается назад по ходу перемещения полимерных пленок или в направлении, соответствующем направлению X, на расстояние L. Поэтому обрезной нож 7 перемещается на отрезке L назад по ходу перемещения полимерных пленок (Фиг.6, A). Исполнительный орган 31 представляет собой, например, цилиндр.
Обрезной нож 7 поднимается исполнительным органом 30 для извлечения из полимерных пленок 1, когда полимерные пленки 1 останавливаются. Затем каретка 32 и обрезной нож 7 перемещаются исполнительным органом 31 вперед по ходу перемещения пленок или в направлении, обратном направлению X, на расстояние L для возвращения в исходное положение. После чего обрезной нож 7 опускается исполнительным органом 30 для того, чтобы воткнуться в полимерные пленки 1 (фиг.6, B).
Затем вновь производится периодическая подача полимерных пленок 1. При подаче полимерных пленок 1 обрезной нож 7 отрезает кромки 8 от полимерных пленок 1. Следует понимать, что в представленной установке полимерные пленки включают в себя участки, не подвергшиеся обрезке.
Помимо этого, установка включает в себя приводное устройство, содержащее исполнительный орган 33, лезвие 29 Thomson, присоединенное к исполнительному органу 33 и поддерживаемое им. Лезвие 29 Thomson опускается исполнительным органом 33 для того, чтобы прижиматься к полимерным пленкам 1 и приемнику 34 в пределах участков, не подвергшихся обрезке, когда полимерные пленки 1 останавливаются. Таким образом полимерные пленки 1 оказываются между лезвием 29 Thomson и приемником 34 для выполнения обрезки пластиковых пакетов по углам притом, что полученные обрезки 11 продолжают оставаться неразрывно связанными с кромками 8. Лезвие 29 Thomson искривлено в форме дуги для выполнения обрезки пластиковых пакетов по углам по дуге. Исполнительный орган 33 представляет собой, например, цилиндр.
В представленном варианте осуществления лезвие 29 Thomson располагается до обрезного ножа 7. Поэтому обрезной нож 7 отрезает кромки 8 от полимерных пленок 1 после того, как пластиковые пакеты обрезаются по углам лезвием 29 Thomson, так, чтобы обрезки 11 могли оставаться неразрывно связанными с кромками 8.
Поэтому установка может выполнять обрезку пластиковых пакетов по углам притом, что образующиеся обрезки 11 сохраняются неразрывными с кромками 8. Кромки 8 затем направляются к бобине 10 и наматываются на нее. Соответственно, обрезки 11 не имеют возможности прилипать к пластиковым пакетам.
В представленном на фиг.5 варианте осуществления, в котором обрезной нож 7 представляет собой режущее лезвие или ультразвуковой резак, обрезной нож 7 должен извлекаться из полимерных пленок 1, когда возвращается в исходное положение. Обрезной нож 7 затем втыкается в полимерные пленки 1 в исходном положении. При этих условиях обрезной нож 7 может представлять собой лазерный резак. В этом случае для того, чтобы не обрезать кромки 8 полимерных пленок 1, при возвращении в исходное положение обрезной нож 7 может под управлением управляющего устройства переводиться в выключенное состояние. Затем в исходном положении обрезной нож 7 для отрезания кромок 8 полимерных пленок 1 под управлением управляющего устройства переводится во включенное состояние. Обрезной нож 7 не должен втыкаться и извлекаться из полимерных пленок 1.
В случае лазерного резака обрезной нож 7, когда происходит подача полимерных пленок 1, может управляться управляющим устройством так, чтобы не обрезать кромки полимерных пленок на определенном отрезке. Поэтому полимерные пленки 1 включают участки, не подвергшиеся обрезке.
Кромки 8 могут обрабатываться системой, не применяющей бобину 10 для наматывания кромок 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ МЕШКОВ | 2011 |
|
RU2514600C1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ ПОЛИМЕРНОЙ ПЛЕНКИ | 2009 |
|
RU2457997C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ СЛИВНОГО НАСАДКА | 2016 |
|
RU2633953C1 |
| ПЛАСТИКОВЫЙ ПАКЕТ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2665612C1 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2012 |
|
RU2495750C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2656087C1 |
| УСТРОЙСТВО ДЛЯ ЗАВОРАЧИВАНИЯ ЛИСТОВОГО ИЗДЕЛИЯ | 2014 |
|
RU2625964C1 |
| СПОСОБ И АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2009 |
|
RU2463164C1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2670862C9 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2013 |
|
RU2567702C9 |
Изобретение относится к установке для изготовления пластиковых пакетов. В заявленной установке полимерные пленки подаются в периодическом режиме и в продольном по отношению к установке направлении. Полимерные пленки при их периодической подаче свариваются друг с другом с помощью устройства для тепловой сварки для последовательного изготовления пластиковых пакетов из полимерных пленок. Установка включает в себя обрезной нож для отрезания кромок от полимерных пленок при их подаче и приводное устройство, с помощью которого обрезной нож приводится в движение, когда осуществляется периодическая подача полимерных пленок, так, чтобы с помощью обрезного ножа пластиковые пакеты могли обрезаться по углам с сохранением полученных обрезков неразрывно связанными с кромками. Предложенное изобретение препятствует прилипанию обрезков к пластиковым пакетам при выполнении обрезки пластиковых пакетов по углам. 2 н. и 6 з.п. ф-лы, 6 ил.
1. Установка для изготовления пластиковых пакетов, в которой полимерные пленки подаются в периодическом режиме и в продольном по отношению к установке направлении, при этом полимерные пленки при их периодической подаче свариваются друг с другом с помощью устройства для тепловой сварки для последовательного изготовления пластиковых пакетов из полимерных пленок, включающая в себя:
обрезной нож для отрезания кромок от полимерных пленок при их подаче и
приводное устройство, с помощью которого обрезной нож приводится в движение, когда осуществляется периодическая подача полимерных пленок, так, чтобы с помощью обрезного ножа пластиковые пакеты могли обрезаться по углам с сохранением полученных обрезков неразрывно связанными с кромками.
2. Установка по п.1, в которой обрезной нож при подаче полимерных пленок на определенном отрезке перемещается назад по ходу перемещения пленок так, чтобы не отрезать кромки от полимерных пленок на этом отрезке, вследствие чего полимерные пленки включают участки, не подвергшиеся обрезке, при этом обрезной нож возвращается в исходное положение, когда полимерные пленки останавливаются, путем перемещения по направлению к исходному положению и в сторону от кромок, а затем по направлению к исходному положению и к кромкам для выполнения обрезки пластиковых пакетов по углам с сохранением полученных обрезков неразрывно связанными с кромками.
3. Установка по п.1, в которой обрезной нож при подаче полимерных пленок управляется управляющим устройством так, чтобы не обрезать кромки полимерных пленок на определенном отрезке, вследствие чего полимерные пленки включают участки, не подвергшиеся обрезке, при этом обрезной нож на определенном отрезке перемещается назад по ходу перемещения пленок, а затем возвращается в исходное положение, когда полимерные пленки останавливаются; обрезной нож управляется управляющим устройством, когда он на определенном отрезке перемещается назад по ходу перемещения пленок, чтобы не отрезать кромки от полимерных пленок, а когда обрезной нож возвращается в исходное положение для выполнения обрезки пластиковых пакетов по углам с сохранением полученных обрезков неразрывно связанными с кромками, он перемещается по направлению к исходному положению и в сторону от кромок, а затем - по направлению к исходному положению и к кромкам.
4. Установка по п.1, в которой обрезной нож при подаче полимерных пленок управляется управляющим устройством так, чтобы не обрезать кромки полимерных пленок на определенном отрезке, вследствие чего полимерные пленки включают участки, не подвергшиеся обрезке, при этом обрезной нож на определенном отрезке перемещается назад по ходу перемещения пленок, а затем возвращается в исходное положение, когда полимерные пленки останавливаются, причем при перемещении обрезного ножа на определенном отрезке назад по ходу перемещения пленок для выполнения обрезки пластиковых пакетов по углам с сохранением полученных обрезков неразрывно связанными с кромками он перемещается назад по ходу перемещения полимерных пленок и в сторону от кромок, а затем - назад по ходу перемещения полимерных пленок и по направлению к кромкам, а при возвращении обрезного ножа в исходное положение он управляется управляющим устройством, чтобы не отрезать кромки от полимерных пленок.
5. Установка по п.1, в которой обрезной нож при подаче полимерных пленок перемещается поперек полимерных пленок для выполнения обрезки пластиковых пакетов по углам с сохранением полученных обрезков неразрывно связанными с кромками.
6. Установка для изготовления пластиковых пакетов, в которой полимерные пленки подаются в периодическом режиме и в продольном по отношению к ней направлении, при этом полимерные пленки при их периодической подаче свариваются друг с другом с помощью устройства для тепловой сварки для последовательного изготовления пластиковых пакетов из полимерных пленок, включающая в себя:
обрезной нож для отрезания кромок от полимерных пленок при их подаче;
приводное или управляющее устройство, с помощью которого обрезной нож перемещается или управляется, когда осуществляется периодическая подача полимерных пленок, так, чтобы не обрезать кромки полимерных пленок на определенном отрезке, вследствие чего полимерные пленки включают участки, не подвергшиеся обрезке; и
лезвие Thomson, расположенное до или после обрезного ножа, которое при периодической подаче полимерных пленок прижимается к полимерным пленкам на участках, не подвергшихся обрезке, так, чтобы пластиковые пакеты могли обрезаться по углам лезвием Thomson с сохранением полученных обрезков неразрывно связанными с кромками.
7. Установка по п.6, в которой при подаче полимерных пленок обрезной нож на определенном отрезке перемещается назад по ходу перемещения пленок так, чтобы не отрезать кромки от полимерных пленок на этом отрезке, вследствие чего полимерные пленки включают участки, не подвергшиеся обрезке, при этом, когда полимерные пленки останавливаются, обрезной нож возвращается в исходное положение без отрезания кромок от полимерных пленок, а к полимерным пленкам прижимается лезвие Thomson для выполнения обрезки пластиковых пакетов по углам.
8. Установка по п.6, в которой при подаче полимерных пленок обрезной нож управляется управляющим устройством так, чтобы не отрезать кромки от полимерных пленок на определенном отрезке, вследствие чего полимерные пленки включают участки, не подвергшиеся обрезке, при этом, когда полимерные пленки останавливаются, к ним прижимается лезвие Thomson для выполнения обрезки пластиковых пакетов по углам.
| Способ шлифования | 1986 |
|
SU1419860A1 |
| JP 2000117854 A, 25.04.2000 | |||
| US 4605392 A, 12.08.1986 | |||

