Изобретение относится к области механообработки заготовок со сложной формой поверхности, низкой жесткостью, без выраженных базовых поверхностей.
Известен способ оценки формы измеренной поверхности, включающий определение координат положения точек на поверхности детали и ее математической модели и их сравнение для определения погрешности совпадения измеренной поверхности с теоретической и оптимального расположения припусков при вписывании теоретической детали в измеренную заготовку (см.http://www.delcam-ural.ru/delkam_ural/ cam/powerinspect_omv).
Недостатком известного способа является недостаточно высокая скорость измерений из-за необходимости обработки большого объема данных, требовательность к вычислительным ресурсам, сильно усредненная картина совмещения, большое влияние шумов на результат сопоставления, необходимость участия специалиста высокой квалификации для постановки задачи и оценки результатов вычислений.
Известен также способ оценки формы измеренной поверхности, предусматривающий нахождение траектории инструмента на обрабатываемой детали, включающий восстановление координат положения точек на поверхности детали и их сравнение с положением аналогичных точек на поверхности ее математической модели для прокладки траектории по поверхности или в объеме детали, для чего на трехмерной поверхности детали и ее математической модели формируют маркеры как дополнительные элементы поверхности, легко выделяемые при автоматическом сканировании и распознавании, местоположение которых задано, при этом в процессе измерений восстанавливают координаты положения реперных точек на поверхности детали и с заданной погрешностью сравнивают их относительное положение с положением аналогичных точек маркеров на поверхности ее математической модели (см. RU № 2551396, МПК G01B 11/16, G01B 11/25,G01C 11/00, 2015).
Недостатком способа является необходимость обработки большого объема данных, и, вследствие этого, необходимость использования значительных вычислительных мощностей.
Задача, на решение которой направлен заявленный способ, выражается в упрощении вычислительных процедур, необходимых для реализации способа, в т.ч. уменьшении обрабатываемых объемов данных и снижении потребностей в больших объемах вычислительных мощностей.
Техническим результатом предлагаемого изобретения является упрощение вычислительных процедур, необходимых для реализации способа и уменьшении обрабатываемых объемов данных, что ведет к снижению потребностей в объемах вычислительных мощностей.
Для решения поставленной задачи, способ оценки формы измеренной поверхности, предусматривающий нахождение траектории инструмента на обрабатываемой детали, включает восстановление координат положения точек на поверхности детали и их сравнение с положением аналогичных точек на поверхности ее математической модели для прокладки траектории по поверхности или в объеме детали, для чего на трехмерной поверхности детали и ее математической модели формируют маркеры как дополнительные элементы поверхности, легко выделяемые при автоматическом сканировании и распознавании, местоположение которых задано, при этом в процессе измерений восстанавливают координаты положения точек маркеров на поверхности детали и с заданной погрешностью сравнивают их относительное положение с положением аналогичных точек маркеров на поверхности ее математической модели, отличается тем, что маркеры первоначально создают на жесткой оснастке детали и переносят на деталь копированием или вклеиванием в формируемые на поверхности детали углубления, получаемые при контакте поверхности детали с маркерами, сформированными на оснастке, причем поверхность оснастки с маркерами используют, как основу базовой математической модели, применяемой при обработке всех изготовленных с ее помощью деталей, кроме того, каждый маркер привязывают к соседним с ним маркерам и окрестной поверхности, при этом, перенос теоретической траектории реза и других геометрических элементов, появляющихся при обработке, включает перенос на поверхность детали участков теоретической траектории реза, расположенных относительно соответствующих маркеров детали в таком же положении, как и теоретическая траектория относительно маркеров базовой математической модели.
Сопоставительный анализ признаков заявленного решения с признаками прототипа и аналогов свидетельствует о соответствии заявленного решения критерию «новизна».
Совокупность признаков формулы изобретения обеспечивает упрощение вычислительных процедур, необходимых для реализации способа и уменьшение обрабатываемых объемов данных и, тем самым, снижение потребностей в больших объемах вычислительных мощностей. При этом признаки отличительной части формулы изобретения решают следующие функциональные задачи.
Признаки «…маркеры первоначально создают на жесткой оснастке детали и переносят на деталь копированием или вклеиванием в формируемые на поверхности детали углубления, получаемые при контакте поверхности детали с маркерами, сформированными на оснастке…» обеспечивают возможность использования оснастки, как основы математической модели, применяемой при сравнении положения реперных точек на математической модели и реальной нежесткой детали, для прокладки траектории по поверхности или в объеме детали.
Признаки указывающие, что «поверхность оснастки с маркерами используют, как основу базовой математической модели, применяемой при обработке всех изготовленных с ее помощью деталей» позволяют упростить решение задачи восстановления координат положения точек на поверхности нежесткой (деформирующейся) детали и их сравнение с положением аналогичных точек на поверхности ее математической модели.
Признаки указывающие, что «каждый маркер привязывают к соседним с ним маркерам и окрестной поверхности» позволяют упростить процедуру переноса на поверхность деформировавшейся детали (снятой с оснастки) участков теоретической траектории реза.
Признаки указывающие, что «перенос теоретической траектории реза и других геометрических элементов, появляющихся при обработке, включает перенос на поверхность детали участков теоретической траектории реза, расположенных относительно соответствующих маркеров детали в таком же положении, как и теоретическая траектория относительно маркеров базовой математической модели» раскрывают содержание процедуры переноса на поверхность деформировавшейся детали (снятой с оснастки) участков теоретической траектории реза.
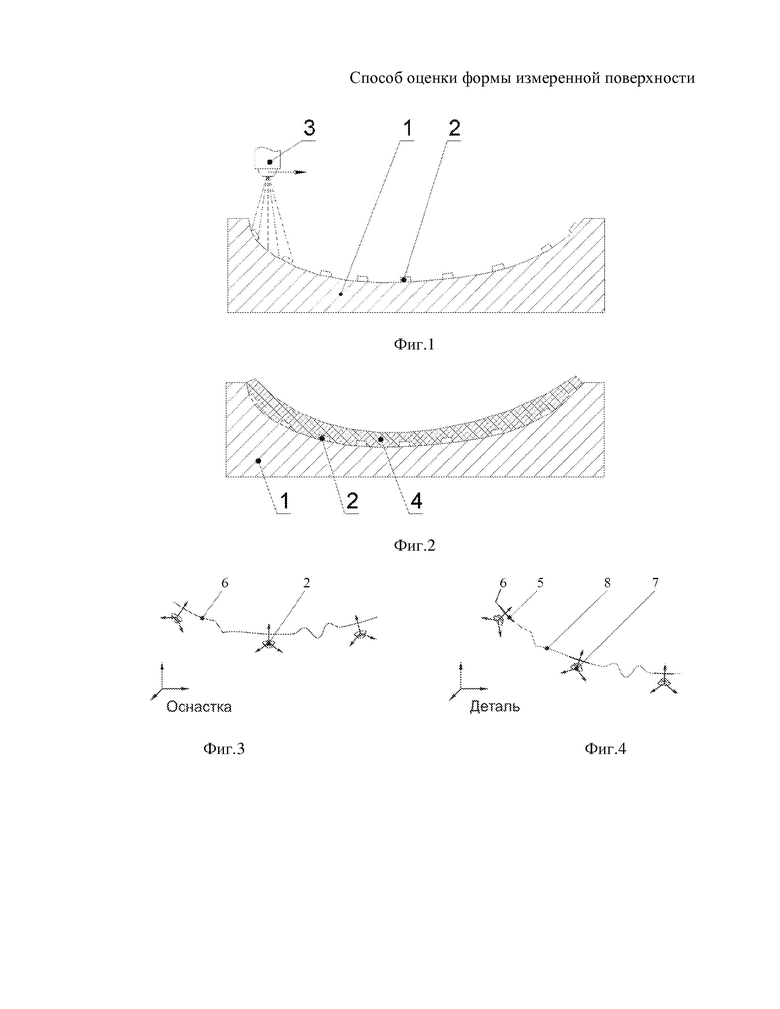
Изобретение иллюстрируется чертежами, где на фиг. 1 показана схема измерения поверхности оснастки для создания базовой модели; на фиг. 2 схематично представлена процедура копирования маркеров на деталь при ее отливке или выклейке; на фиг.3 показано отображение теоретической траектории на оснастку; на фиг.4 показано отображение теоретической траектории на реальную деталь.
На чертежах показаны литейная или выклеечная оснастка 1, зафиксированный на ней «выступающий» маркер 2, измерительное устройство 3, тело детали 4, неизменный участок 5 траектории 6 реза (движения инструмента на детали), жестко связанный с маркером 7 детали 4; трансформирующийся участок 8 траектории 6 движения инструмента (допускающий геометрическую трансформацию для обеспечения ее непрерывности).
В качестве оснастки 1 используют литейную или выклеечную оснастку известной конструкции, представляющую из себя пространственную жесткую конструкцию, размеры которой обеспечивают размещение изготавливаемой детали 4. Маркеры 2 и 7 представляют собой выступающую или вогнутую геометрическую фигуру (конус, пирамида и т.п.), при этом реперная точка локализована на основании маркера. Маркеры выполнены легко выделяемыми при автоматическом сканировании и распознавании и обеспечивают возможность восстановления ориентации нормали конуса по частично разрушенному маркеру. Маркеры 7 могут размещаться на удаляемых в процессе обработки частях отливки или выклеенной детали 4.
Для считывания маркеров 2 и 7 используют измерительное устройство 3, смонтированное на устройство перемещения рабочего органа станка или робота с рабочим инструментом (на чертежах не показано). В качестве измерительного устройства 3 может использоваться: лазерный сканер, контактный щуп, устройство технического зрения и т.п. известные устройства.
Система маркеров 7 позволяет представить поверхность детали с необходимой для представления поверхности точностью.
Маркеры первоначально создают на оснастке 1, используемой для изготовления детали 4, как маркеры 2 и переносят на деталь 4 копированием или вклеиванием в формируемые на поверхности детали 4 углубления (на чертежах не показаны), получаемые при контакте поверхности детали с маркерами 2 инвертно сформированными (или закрепленными) на оснастке 1. Таким образом, на трехмерной поверхности детали 4 и ее математической модели (оснастке 1) формируют, соответственно, маркеры 7 и 2, как дополнительные элементы поверхности, легко выделяемые при автоматическом сканировании посредством измерительного устройства 3 и распознавании, местоположение которых, заранее задано. Причем изготовленную или измеренную с большой точностью поверхность оснастки 1 с маркерами 2 используют, как основу базовой математической модели, применяемой при обработке всех изготовленных с ее помощью деталей 4.
При этом в процессе измерений известным образом, например, лазерным сканером восстанавливают координаты положения точек маркеров 7 на поверхности детали 4 и с заданной погрешностью сравнивают их относительное положение с положением аналогичных точек маркеров 2 на поверхности ее математической модели (оснастке 1).
Способ предусматривает нахождение траектории 6 рабочего инструмента на обрабатываемой детали 4, и включает восстановление координат положения точек маркеров 7 на поверхности детали 4 и их сравнение с положением аналогичных точек на поверхности ее математической модели (жесткой оснастки 1) для прокладки траектории 6 по поверхности или в объеме детали.
Кроме того, каждый маркер 2 и 7 привязывают к соседним с ним маркерам 2 и 7 и окрестной поверхности. Перенос теоретической траектории реза 6 и других геометрических элементов, появляющихся при обработке (имеются в виду отверстия, углубления, прорези), включает перенос на поверхность детали 4 участков 5 и 8 теоретической траектории 6 реза, расположенных относительно соответствующих маркеров 7 детали 4 в таком же положении, как и теоретическая траектория 6 относительно маркеров 2 базовой математической модели (жесткой оснастки 1).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки формы измеренной поверхности | 2016 |
|
RU2649035C1 |
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| СПОСОБ РЕМОНТА МЕХАНИЧЕСКИ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ, ТАКИХ КАК ЛОПАТКИ ТУРБОМАШИН ИЛИ ЛОПАТКИ МОНОБЛОЧНОГО ЛОПАТОЧНОГО ДИСКА | 2008 |
|
RU2476301C2 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ И/ИЛИ ДЕФОРМАЦИЙ ОБРАЗЦА ПРИ ВЫСОКОТЕМПЕРАТУРНОМ ВОЗДЕЙСТВИИ НА НЕГО И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2665323C1 |
| Способ обработки легкодеформируемых изделий | 2018 |
|
RU2679860C1 |
| Способ автоматической обработки крупногабаритных тонкостенных изделий | 2018 |
|
RU2679859C1 |
| СПОСОБ ДИАГНОСТИКИ ИНДУКЦИОННОЙ ПАЙКИ | 1998 |
|
RU2132262C1 |
| СПОСОБ БЕСКОНТАКТНЫХ ИЗМЕРЕНИЙ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ОБЪЕКТА В ПРОСТРАНСТВЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2551396C1 |
| СПОСОБ И СИСТЕМА ДЛЯ ОПТИКО-ИНЕРЦИАЛЬНОГО ТРЕКИНГА ПОДВИЖНОГО ОБЪЕКТА | 2017 |
|
RU2758036C1 |
Изобретение относится к области механообработки заготовок со сложной формой поверхности, низкой жесткостью, без выраженных базовых поверхностей. Способ оценки формы измеренной поверхности, предусматривающий нахождение траектории инструмента на обрабатываемой детали, включает восстановление координат положения точек на поверхности детали и их сравнение с положением аналогичных точек на поверхности ее математической модели для прокладки траектории по поверхности или в объеме детали, для чего на трехмерной поверхности детали и ее математической модели формируют маркеры как дополнительные элементы поверхности, легко выделяемые при автоматическом сканировании и распознавании, местоположение которых задано, при этом в процессе измерений восстанавливают координаты положения точек маркеров на поверхности детали и с заданной погрешностью сравнивают их относительное положение с положением аналогичных точек маркеров на поверхности ее математической модели, отличается тем, что маркеры первоначально создают на жесткой оснастке детали и переносят на деталь копированием или вклеиванием в формируемые на поверхности детали углубления, получаемые при контакте поверхности детали с маркерами, сформированными на оснастке, причем поверхность оснастки с маркерами используют как основу базовой математической модели, применяемой при обработке всех изготовленных с ее помощью деталей, кроме того, каждый маркер привязывают к соседним с ним маркерам и окрестной поверхности, при этом перенос теоретической траектории реза и других геометрических элементов, появляющихся при обработке, включает перенос на поверхность детали участков теоретической траектории реза, расположенных относительно соответствующих маркеров детали в таком же положении, как и теоретическая траектория относительно маркеров базовой математической модели. Технический результат: упрощение вычислительных процедур, необходимых для реализации способа, и уменьшение обрабатываемых объемов данных, что ведет к снижению потребностей в объемах вычислительных мощностей. 4 ил.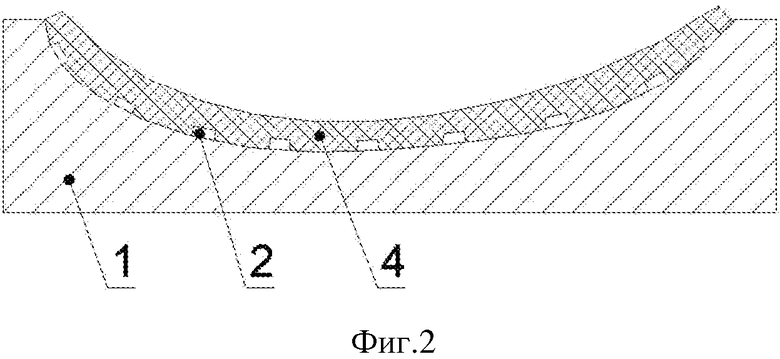
Способ оценки формы измеренной поверхности, предусматривающий нахождение траектории инструмента на обрабатываемой детали, включающий восстановление координат положения точек на поверхности детали и их сравнение с положением аналогичных точек на поверхности ее математической модели для прокладки траектории по поверхности или в объеме детали, для чего на трехмерной поверхности детали и ее математической модели формируют маркеры как дополнительные элементы поверхности, легко выделяемые при автоматическом сканировании и распознавании, местоположение которых задано, при этом в процессе измерений восстанавливают координаты положения точек маркеров на поверхности детали и с заданной погрешностью сравнивают их относительное положение с положением аналогичных точек маркеров на поверхности ее математической модели, отличающийся тем, что маркеры первоначально создают на жесткой оснастке детали и переносят на деталь копированием или вклеиванием в формируемые на поверхности детали углубления, получаемые при контакте поверхности детали с маркерами, сформированными на оснастке, причем поверхность оснастки с маркерами используют как основу базовой математической модели, применяемой при обработке всех изготовленных с ее помощью деталей, кроме того, каждый маркер привязывают к соседним с ним маркерам и окрестной поверхности, при этом перенос теоретической траектории реза и других геометрических элементов, появляющихся при обработке, включает перенос на поверхность детали участков теоретической траектории реза, расположенных относительно соответствующих маркеров детали в таком же положении, как и теоретическая траектория относительно маркеров базовой математической модели.
| СПОСОБ БЕСКОНТАКТНЫХ ИЗМЕРЕНИЙ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ОБЪЕКТА В ПРОСТРАНСТВЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2551396C1 |
| СПОСОБ ФОТОГРАММЕТРИЧЕСКОГО ИЗМЕРЕНИЯ РАЗМЕРОВ И КОНТРОЛЯ ФОРМЫ ТЕЛА, ОГРАНИЧЕННОГО НАБОРОМ СВЯЗАННЫХ МЕЖДУ СОБОЙ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2522809C1 |
| RU 98120150 A, 27.08.2000 | |||
| US 5991703 A1, 23.11.1999 | |||
| DE 102005054808 A1, 24.05.2007 | |||
| JP 2013079854 A, 02.05.2013. | |||

