Изобретение относится к способу изготовления индивидуализированного защищенного документа и способу изготовления индивидуализируемой заготовки защищенного документа. Прежде всего, изобретение относится к способу изготовления индивидуализированного защищенного документа, причем в защищенный документ вводится цветная, особо предпочтительным образом полноцветная, индивидуализирующая информация, и способу изготовления заготовки защищенного документа, индивидуализируемой цветом.
Из уровня техники известно снабжение защищенных документов информацией, которая индивидуально назначена соответствующему защищенному документу. Такой индивидуальной информацией, которую также называют индивидуализирующей информацией, является, например, серийный номер. Кроме того, во многих защищенных документах принято сохранять информацию лица, которому назначен защищенный документ, в защищенном документе как индивидуализирующую информацию. В случае паспорта индивидуализирующая информация включает в себя, прежде всего, например, фамилию, имя, дату рождения, место жительства, данные о биометрических признаках, такие как рост, цвет глаз или даже образец отпечатка пальца или портретную фотографию, если перечислять некоторые признаки персонализации.
В качестве защищенных документов рассматривают документы, которые имеют по меньшей мере один признак, который явно осложняет или делает невозможным имитацию, копирование и/или фальсификацию и тому подобные действия. Защищенные документы, например, включают в себя заграничные паспорта, разные виды удостоверений личности, карты доступа, водительские права, визы, кредитные карты, знаки почтовой оплаты, ценные бумаги, но также и снабженные защитными признаками входные билеты, аутентифицирующие печати или защищенные от фальсификации упаковки, чтобы назвать некоторые в качестве примера. Общим для всех является то, что они включают в себя по меньшей мере один, как правило несколько, защитных признаков или защитных элементов, которые затрудняют или делают невозможными фальсификацию, имитацию, копирование и/или несанкционированное производство.
Из DE 102008053582 В3 известен переносной носитель данных, например чип-карта, в которой защитный признак создается за счет внесения выемок, заполнения выемок прозрачным материалом и отвердевания прозрачного материала, причем прозрачный материал содержит компоненты, в которых УФ- или ИК-лучи могут вызывать люминесценцию.
DE 102010023218 А1 описывает способ изготовления защищенного документа с водяным знаком. По меньшей мере в одной прозрачной пленке, при необходимости, в нескольких уложенных друг на друга прозрачных пленках выполняют несколько выемок, которые не полностью проникают по меньшей мере через одну пленку или уложенные друга на друга пленки. Выемки приводят к снижению непрозрачности. Если выемки имеют различную глубину, то в области выемок различной глубины можно достичь различной непрозрачности.
Из DE 102010025044 А1 известны способ и устройство для изготовления защищенного документа и защищенный документ. В подложку защищенного документа на поверхности вносят отверстия, и в них вводят чернила. Они, преимущественным образом, выполнены так, что они включают в себя красящие вещества, которые проникают в подложку. Нанесенные полиграфическим методом чернила вносятся в документ глубже, чем напечатанные только на поверхности чернила и таким образом лучше защищены от фальсификации и/или повреждения во время использования.
Чтобы получить особо защищенные от фальсификации защищенные документы, сегодня они включают в большинстве своем ламинированное тело, изготовленное из нескольких пластиковых слоев. В такое ламинированное тело может быть встроено несколько различных защитных признаков или защитных элементов. Например, принято наносить на отдельные пластиковые слои до их объединения посредством способа ламинирования печать местами или по всей поверхности и сохранять об этом индивидуализирующую информацию в защищенном документе.
Прежде всего, в формах осуществления, в которых отдельные объединенные пластиковые слои изготовлены из одного и того же термопластичного пластикового материала, таким образом можно создать практически монолитные ламинированные тела, которые сильно затрудняют манипулирование сохраненной индивидуализирующей информацией. Однако условием этого является то, что индивидуализирующая информация сохраняется на внутренний или во внутренний слой, и затем образуется очень хорошее соединение между отдельными пластиковыми слоями. Это, как правило, возможно только в больших производственных установках, поэтому изготовление таких защищенных документов должно выполняться централизовано на одном или нескольких производствах.
Однако, из уровня техники также известны устройства, с помощью которых сохранение индивидуализирующей информации может выполняться децентрализовано. При этом индивидуализирующая информация, как правило, печатается на внешнюю поверхность заготовки защищенного документа. Печать выполняется, как правило, посредством термографической или струйной печати и может быть цветной. Также известно использование для этого УФ-отверждаемых печатных растворов. Чтобы затруднить манипулирование напечатанной индивидуализирующей информацией, напечатанную информацию закрывают еще одной пленкой или слоем лака. Такая дополнительная пленка, например, ламинируется на заготовку документа. Но в децентрализованном устройстве нельзя достичь температуры и давления, которые были бы необходимы для объединения такой пленки с остальной заготовкой защищенного документа в монолитное тело. Дополнительно известно нанесение голограмм местами или по всей поверхности на индивидуализирующую информацию.
Однако недостаток известных способов заключается в том, что защитные слои часто можно удалить без разрушения, поэтому напечатанную позднее индивидуализирующую информацию можно фальсифицировать или даже полностью удалить и заменить. Затем во многих случаях защитный слой можно либо заменить идентичным новым защитным слоем или заново нанести снятый ранее защитный слой. Тем самым децентрализованно индивидуализированные защищенные документы, как правило, имеют намного меньшую надежность, прежде всего в отношении последующей их фальсификации.
Тем самым в основу изобретения положена задача создания улучшенного способа изготовления индивидуализированного защищенного документа, в котором в защищенный документ может быть сохранена, преимущественным образом, цветная, особо предпочтительным образом полноцветная, индивидуализирующая информация, которая имеет улучшенную защиту от фальсификации по сравнению с защищенными документами с печатью на поверхности. Кроме того, в основу изобретения положена задача указания способа изготовления заготовки защищенного документа, с помощью которого возможна такая индивидуализация.
В основу изобретения положена идея обеспечивать или изготавливать заготовки защищенного документа таким образом, что они включают в себя ламинированное тело, в которое уже встроено несколько защитных признаков. Ламинированное тело выполняется и обеспечивается так, что оно, по меньшей мере, на внешней поверхности в маркировочной области имеет несколько углублений во внешней поверхности. Индивидуализирующая информация теперь наносится на внешнюю поверхность таким образом, что по меньшей мере одна часть индивидуализирующей информации проникает в углубления. Манипулирование нанесенной таким образом индивидуализирующей информацией практически невозможно, поскольку при этом также повреждается, по меньшей мере, внешний слой материала, в котором вытиснены углубления. Кроме того, индивидуализирующая информация в углублениях, как правило, не может быть полностью «перепечатана сверху» составными частями фальсифицированной, а тем самым «новой» индивидуализирующей информации.
Определения
Защитный признак - это признак, который осложняет или делает невозможным фальсификацию, имитацию или несанкционированное изготовление предмета.
Защитный элемент - это объект, который имеет по меньшей мере один защитный признак. Согласно этому определению также каждый защищенный документ представляет собой защитный элемент.
Под монолитным ламинированным телом понимают изготовленное из нескольких различных слоев тело, в котором отдельные слои подложки соединяются друг с другом так, что по причине химической структуры имеющиеся перед ламинированием защитные пределы в готовом ламинированном теле больше нельзя выделить как фазовые переходы. Специалисту понятно, что изначально имеющиеся, различные слои подложки в готовом ламинированном теле можно определить, например, на основании добавления различных дополнительных веществ, которые содержали использованные для создания ламинированного тела слои подложки до ламинирования. Ламинированное тело, которое объединяется из прокрашенного в объеме цветными пигментами пластикового слоя и прозрачного пластикового слоя нейтрального цвета в монолитное ламинированное тело, в готовом ламинированном теле имеет различные слои материала, которые проявляют различные свойства относительно взаимодействия со светом. Но в отношении химической полимерной структуры фазовый переход в монолитном ламинированном теле установить невозможно.
Цветным считается вещество или рецептура, которое/-ая вызывает у рассматривающего человека цветовое впечатление. Оттенки черного и серого в этой связи не рассматриваются как цветные. Пестрым считается предмет, если он вызывает у рассматривающего человека впечатление двух различных цветов.
Полноцветным называют предмет, который включает в себя несколько цветовых впечатлений из цветовой палитры, раскрытой тремя основными цветами. Полноцветной, например, считается печать, которая изготовлена многоцветной печатной системой, которая включает в себя в качестве основных цветов, например цвета циан, желтый и пурпурный. Само собой разумеется, сама печатаемая информация должна быть цветной. При полноцветной печати части также могут быть напечатаны черным цветом. Но также могут содержаться цветные части.
Индивидуализирующей информацией называют любую информацию, которая индивидуально назначена изготавливаемому защищенному документу. Это означает, что эта информация отличается для изготовленных различным способом защищенных документов. Персонализированной информацией называют такую индивидуализирующую информацию, которая назначена лицу, которому назначен или будет назначен изготовленный или изготавливаемый защищенный документ.
Цифровым печатающим устройством считают печатающее устройство, которое предусмотрено для печати информации таким образом, что на последовательно изготовленные печатные документы соответственно может быть напечатана различная информация, причем в результате этого существенно снизилась бы производительность печатающего устройства или даже не потребуется время на переоснащение. Струйные принтеры или также плоттеры представляют собой цифровые печатающие устройства. Печатный рисунок может быть соответственно определен на основании цифрового файла. Другие цифровые печатающие устройства выполняют печать, например, методом термографической печати.
Информационным слоем называют плоскости внутри тела документа, которая выходит из поверхности слоя подложки с печатью.
Предпочтительные формы осуществления
Прежде всего, предлагается способ изготовления индивидуализированного защищенного документа, включающий в себя шаги:
- обеспечение нескольких слоев подложки,
- объединение слоев подложки в стопу слоев подложки,
- ламинирование слоев подложки, объединенных в стопу слоев подложки, в ламинированное тело,
- обеспечение цифрового печатающего устройства,
- нанесение печати по меньшей мере на одну маркировочную область внешней поверхности ламинированного тела посредством цифрового печатающего устройства для сохранения индивидуализирующей информации, причем
- во внешней поверхности ламинированного тела перед нанесением печати по меньшей мере в одной маркировочной области вытисняют микроструктуру с несколькими углублениями, и нанесение печати происходит так, что часть напечатанных чернил проникает в углубления.
Кроме того, предлагается способ изготовления заготовки защищенного документа, которая на внешней поверхности имеет по меньшей мере одну маркировочную область для нанесения печати, включающий в себя шаги:
- обеспечение нескольких слоев подложки,
- объединение слоев подложки в стопу слоев подложки,
- ламинирование слоев подложки, объединенных в стопу слоев подложки, в ламинированное тело, отличающийся тем, что
- во внешней поверхности ламинированного тела по меньшей мере в одной маркировочной области вытисняют микроструктуру с несколькими углублениями.
Углубления выполняют с размерами отверстий на внешней поверхности в диапазоне от 100 мкм до 400 мкм, предпочтительным образом в диапазоне от 150 мкм до 300 мкм, и самым предпочтительным образом в диапазоне 200 мкм +/- 10 мкм. При таком выборе диаметры отдельных углублений примерно соответствуют размеру отдельных пикселей изображения или незначительному количеству пикселей изображения, когда выполняется печать индивидуализирующей информации с разрешением печати примерно 600 точек на дюйм. Незначительное количество здесь - натуральное число меньше 10, преимущественным образом меньше 5. В одной предпочтительной форме осуществления тем самым диаметры углублений на внешней поверхности выбраны так, что они имеют размер, примерно соответствующий диаметру пикселя.
Глубина углублений, преимущественным образом, находится в диапазоне от 30 мкм до 200 мкм, особо предпочтительным образом от 50 мкм до 150 мкм.
Особо подходящими показали себя ламинированные тела, в которых несколько углублений маркировочной области соответственно нанесено с регулярным растром. За счет этого создается возможность сохранить практически любую информацию в изготавливаемом защищенном документе только за счет той части индивидуализирующей информации, которая впечатывается в углубления. Также практически любая индивидуализирующая информация может быть напечатана так, что одна часть сохранена на внешней поверхности, а другая часть - в углублениях. Но условие заключается в том, что углубления образуют растр, в котором расстояния между углублениями малы по сравнению с протяженностью напечатанных информационных структур.
Преимущественным образом, растр выполнен так, что центральные точки углубления на внешней поверхности имеют между собой расстояние, которое находится в диапазоне от 1,2-кратного до 10-кратного значения диаметра углубления на внешней поверхности, предпочтительным образом в диапазоне от 1,3-кратного до 1,4-кратного значения диаметра, и самым предпочтительным образом соответствует 1,4-кратному значению диаметра.
Также предпочтительно, чтобы все углубления маркировочной области имели одинаковую геометрическую форму. За счет этого облегчается целенаправленная печать в отдельные углубления при маркировке заготовки защищенного документа. Кроме того, можно легче распознать добавленные и сымитированные углубления, поскольку очень сложно точно выполнить углубления с той же внешней формой. Это особо действует в том случае, если отдельные углубления также еще имеют те же размеры относительно своей геометрической формы в плоскости внешней поверхности.
В такой форме осуществления углубления занимают примерно 40% внешней поверхности в области регулярного растра. Такую долю площади поверхности отверстий можно реализовать, не ухудшая стабильность ламинированного тела в маркировочной области.
Долю площади поверхности в примерно 40% внешней площади углубления могут занимать также при нерегулярном расположении углублений.
Кроме того, также возможны формы осуществления, в которых углубления составляют долю площади внешней поверхности, которая составляет от 5% до 30%. За счет этого можно отрегулировать стабильность и жесткость изготовленного защищенного документа.
Также можно располагать углубления рядами. Доля площади поверхности углублений, то есть площадь отверстий во внешней поверхности при этом может составлять в одном ряду от 5% до 30%.
Преимущественным образом, углубления в одном ряду имеют одинаковое расстояние относительно друг друга. Если ряды, которые имеют те же расстояния между углублениями и однородные углубления, ориентированы параллельно друг другу, и они имеют одинаковые расстояния между собой, то образуются регулярные растры. Доля площади углублений поверхности, на которую не нанесена печать, может составлять от 5% до 40%.
Особо предпочтительной становится геометрическая форма углублений, которая имеет угловое поперечное сечение в плоскости поверхности заготовки защищенного документа или в плоскости параллельно этой поверхности. В качестве угловых форм и видов поперечных сечений возможны, прежде всего, треугольники, квадраты, прямоугольники, трапеции, равносторонние многоугольники и т.п. Углубления с угловым поперечным сечением особо сложно сымитировать, поэтому такая угловая форма и вид поперечного сечения предлагает повышенную безопасность от фальсификаций и имитаций.
Также в альтернативной форме осуществления доли площади поверхности отверстий могут составлять в маркировочной области 40%, но углубления альтернативной формы осуществления имеют различные геометрические формы. Опять же предпочтительны различные угловатые формы поперечного сечения. Но также могут использоваться круглые, например округлые, овальные, виды и формы поперечного сечения. Также в некоторых альтернативных формах осуществления предусмотрена комбинация угловых и круглых видов и форм поперечного сечения.
В одной форме осуществления предусмотрено, что углубления вытисняют посредством ламинирующей пластины во время ламинирования в ламинированное тело в образующем внешнюю поверхность ламинированного тела слое подложки. За счет этого могут быть вытиснены и выполнены углубления во время и так уже выполненного рабочего шага.
Если изготовление выполняется за счет размножения повторяющихся изображений или должны быть выполнены несколько разделенных маркировочных областей, то в одной форме осуществления предусмотрено, что обеспечивают или изготавливают ламинирующую пластину, которая на контактной поверхности, которая при ламинировании приводится в контакт с образующим внешнюю поверхность ламинированного тела слоем подложки, имеет несколько отделенных друг от друга структурирующих областей с соответственно несколькими выпуклостями, причем контактная поверхность соответственно снаружи по периметру вокруг каждой структурирующей области выполнена плоской, и при ламинировании посредством нескольких структурирующих областей вытисняют несколько маркировочных областей.
В качестве альтернативы, может быть выполнено несколько углублений за счет того, что в сонотрод, когда он находится в контакте по меньшей мере с одной частичной областью внешней поверхности ламинирующего тела, вводят ультразвук, и за счет этого вытисняют углубления.
Чтобы снова изготовить повторяющиеся изображения для размножения или предусмотреть несколько маркировочных областей в одном защищенном документе или заготовке защищенного документа, в одной форме осуществления предусмотрено, что сонотрод имеет контактную поверхность с несколькими выполненными отделенными друг от друга структурирующими областями с соответственно несколькими выпуклостями и контактная поверхность соответственно снаружи по периметру вокруг каждой структурирующей области выполнена плоской, и посредством сонотрода во время введения ультразвука во внешнюю поверхность ламинированного тела вытисняют несколько маркировочных областей с соответственно несколькими углублениями.
Предпочтительным образом, повторяющиеся изображения для размножения перед индивидуализацией разделяют на отдельные заготовки защищенного документа. Если индивидуализация выполняется центрально, то индивидуализация может выполняться перед разъединением. Тем самым форма осуществления предусматривает, что ламинированное тело разделяют на несколько заготовок защищенного документа, которые имеют соответственно по меньшей мере одну из нескольких маркировочных областей.
В одной форме осуществления вытисняют углубления маркировочной области с различной глубиной относительно плоской гладкой области внешней поверхности, которая по периметру окружает маркировочную область с несколькими углублениями. Долю напечатанной или печатаемой в углублениях информации тем самым вносят и сохраняют на различных уровнях или глубине документа относительно внешней поверхности заготовки защищенного документа. Это затрудняет при фальсификации, прежде всего, удаление старой информации, которой нужно манипулировать.
В одной форме осуществления предусмотрено, что глубина углублений относительно плоской гладкой области внешней поверхности, которая по периметру окружает маркировочную область с несколькими углублениями, составляет от 30 мкм до 200 мкм, более предпочтительным образом от 50 мкм до 150 мкм.
Особо предпочтительным образом, по меньшей мере одну часть углублений вытисняют с глубиной относительно плоской гладкой области внешней поверхности, которая по периметру окружает маркировочную область с несколькими углублениями, которая больше или равна толщине слоя подложки слоя подложки, из которого выполнена внешняя поверхность ламинированного тела. За счет этого при манипулировании необходимо существенно повредить по меньшей мере весь внешний слой материала или полностью удалить. Это чрезвычайно затрудняет фальсификацию.
Чтобы дополнительно затруднить имитацию внешней поверхности защищенного документа или заготовки защищенного документа, в одной форме осуществления предусмотрено, что при тиснении микроструктуры дополнительно создают выступы в маркировочной области во внешней поверхности, причем выступы выступают относительно уровня внешней поверхности ламинированного тела вне маркировочной области, которая выполнена плоской и гладкой и окружает по периметру маркировочную область. Маркировочная область по-прежнему включает в себя также несколько углублений, которые углублены относительно уровня внешней поверхности ламинированного тела вне маркировочной области, то есть выступают в ламинированное тело. Выступы нельзя выполнить, например, без нагрева внешнего слоя материала по меньшей мере в области маркировочной области до температуры близкой к температуре стеклования пластикового материала внешнего слоя материала или даже до температуры выше температуры стеклования. Прежде всего, были исключены способы холодного тиснения и лазерной абляции для образования углублений, поскольку с помощью этих способов нельзя реализовать выступы.
В одной форме осуществления предусмотрено, что, по меньшей мере, часть индивидуализирующей информации печатается посредством рецептуры в углубления с точностью до пикселя. В такой форме осуществления вся индивидуализирующая информация может быть напечатана в углубления с точностью до пикселя. В таком случае внешний слой материала, преимущественным образом, выполнен прозрачным и нейтрального цвета.
Также, в других формах осуществления возможно, что индивидуализирующая информация наносится в маркировочной области по всей поверхности, поэтому часть индивидуализирующей информации печатают на внешнюю поверхность, а часть индивидуализирующей информации печатают в углубления. Отдельные составные части информации, например составные части общего изображения, затем сохранены коррелированно относительно друг друга на различных плоскостях готового защищенного документа. Это может использоваться в целях верификации защищенного документа. Даже если нанесенная на внешнюю поверхность часть информации, которая легче доступна для манипулирования, фальсифицируется, это можно установить за счет того, что корреляция между частью, которая нанесена на внешнюю поверхность, и частью индивидуализирующей информации, которая напечатана в углублениях, больше не существует в полном объеме.
Также, индивидуализирующая информация может быть нанесена таким образом на часть поверхности маркировочной области, поэтому часть индивидуализирующей информации печатают на внешнюю поверхность, а часть индивидуализирующей информации печатают в углубления, но часть внешней поверхности остается без печати. В некоторых формах осуществления также информационный слой в области некоторых углублений остается без печати.
Особо предпочтительным образом, индивидуализирующую информацию посредством струйной печати печатают с помощью одной или нескольких рецептур. Струйные печатающие устройства могут целенаправленно печатать с помощью рецептуры отдельные пиксели в предварительно выбранном цвете. За счет этого можно, например, с точностью до пикселя напечатать рецептуру в отдельные углубления. Кроме того, за счет использования трех рецептур, которые соответственно в напечатанном состоянии вызывают цветовое впечатление основного цвета, можно печатать полноцветную индивидуализирующую информацию, причем за счет субтракции цвета можно использовать все цветовые впечатления в раскрытой по основным цветам цветовой палитре для изображения индивидуализирующей информации.
Но, особо предпочтительным образом, для печати используют струйные печатающие устройства, в которых в дополнение к цветовым рецептурам, которые создают впечатление основного цвета, используют дополнительные рецептуры, которые могут вызывать, например, впечатление черного цвета или дополнительно вызывать цветовые впечатления, не входящие в цифровую палитру.
Особо преимущественно, если индивидуализирующую информацию комбинируют с защитной печатью, которая нанесена при изготовлении ламинированного тела на информационный слой. Тем самым, особо предпочтительным образом, обеспечивают тело документа с защитной печатью на информационном слое, и углубления выполнены так, что они имеют глубину, которая соответствует толщине слоя материала внешнего слоя материала. Часть индивидуализирующей информации, которую печатают через углубления на информационный слой, тем самым соединяют с защитной печатью на информационном слое. Если фальсификатору удастся удалить части напечатанной на информационном слое индивидуализирующей информации, то это также приводит к изменению и/или повреждению защитной печати. Чтобы можно было распознать защитную печать с нанесенной поверх нее печатью, могут использоваться, например, рецептуры, которые в напечатанном состоянии просвечивают или прозрачны, поэтому части защитной печати, несмотря на печать поверх них, могут по-прежнему восприниматься через индивидуализирующую информацию.
Особо хорошее соединение с защитной печатью устанавливается, если используют рецептуры, красящие вещества которых, по меньшей мере, частично проникают в материал, на который их печатают. Поэтому в одной форме осуществления индивидуализирующую информацию печатают посредством по меньшей мере одной рецептуры, которая включает в себя растворитель, который агрессивен к материалу внешнего слоя материала и/или информационного слоя, в результате чего облегчается проникновение красящих веществ рецептуры в стены углублений во внешнем слое материала и/или информационного слоя. Неразъемное соединение между напечатанной индивидуализирующей информацией и соответствующим принимающим информацию слоем материала может быть достигнуто также за счет того или дополнительно, что рецептуру изготавливают на основе одного и того же пластикового материала, из которого изготовлен соответствующий слой материала или слои материала.
Например, при использовании поликарбонатов для информационного слоя и внешнего слоя материала подходят рецептуры, которые изготовлены на основе поликарбоната. Такие рецептуры описаны, например, в DE 102007052947 А1. DE 102007052947 А1 разъясняет применение рецептуры, содержащий: А) от 0,1 до 20% по массе соединительного средства с поликарбонатным дериватом на основе геминально дизамещенного дигидроксидифенилциклоалкана, Б) от 30 до 99,9% по массе, предпочтительным образом, органического растворителя или смеси растворителей, В) от 0 до 10 6% по массе в сухом веществе красителя или смеси красителей, Г) от 0 до 10% по массе функционального материала или соединения функциональных материалов, Д) от 0 до 30 присадок и/или вспомогательных веществ или смеси таких веществ, причем сумма компонентов от А) до Д) всегда составляет 100% по массе, в качестве краски для струйной печати.
В отношении более конкретного оформления указывается на процитированное выкладное описание, которое настоящим в полном объеме включается в эту заявку как составная часть.
Чтобы способствовать проникновению рецептуры в углубления и к информационному слою, углубления в одной форме осуществления выполнены так, что они конически сужаются от внешней поверхности ламинированного тела к информационному слою.
Особо предпочтительным образом, индивидуализирующую информацию печатают полноцветно. Особо предпочтительным образом, индивидуализирующая информация включает в себя портретную фотографию пользователя, которому назначен или будет назначен защищенный документ.
Чтобы защитить напечатанную на внешней поверхности индивидуализирующую информацию от манипулирования и/или повреждения, в одной предпочтительной форме осуществления на внешнюю поверхность после печати индивидуализирующей информации, которая, по меньшей мере, частично печатается в углубления на информационном слое внутри ламинированного тела, наносят покрывной слой или слой подложки. Он может быть нанесен или выполнен, например, как слой лака. Преимущественным образом, для этого используют прозрачный лак нейтрального цвета. Также можно на ламинированное тело наламинировать сверху прозрачную пленку. Но, как правило, нельзя достичь давления или температуры, которые были бы необходимы для достижения монолитного соединения внешнего защитного слоя с остатком обеспеченного посредством заготовки документа ламинированного тела. Снабженный углублениями внешний слой материала дополнительно способствует соединению внешнего защитного слоя с ламинированным телом. В отверстия может проникнуть лак или же клей. За счет этого увеличивается поверхность соединения. Проникновение лака или же клея в углубления не допускает последующей печати поверх индивидуализирующей информации в углублениях.
Наряду с описанными выше углублениями, которые сужаются конически от внешней поверхности к информационному слою, в некоторых формах осуществления также предусмотрена другая геометрия для углублений. Эти углубления могут иметь цилиндрическую форму. В отношении формы поперечного сечения параллельно внешней поверхности углубления могут быть выполнены круглыми, овальными, треугольными, квадратными, многоугольными, например в форме звезды, шестиугольными и т.п. Различные формы поперечного сечения и геометрии могут комбинироваться между собой как угодно. В ламинированном теле друг с другом могут комбинироваться углубления различной формы.
Изготовленные таким образом и индивидуализированные защищенные документы, с одной стороны, могут быть защищенными документами, которые выполнены как пластиковые карты. Но также таким образом могут персонализироваться защищенные документы, которые, например, выполнены как паспортная книжка, в которой ламинированное тело включено как одна страница.
Далее изобретение поясняется подробнее со ссылкой на чертеж. При этом на чертежах показаны:
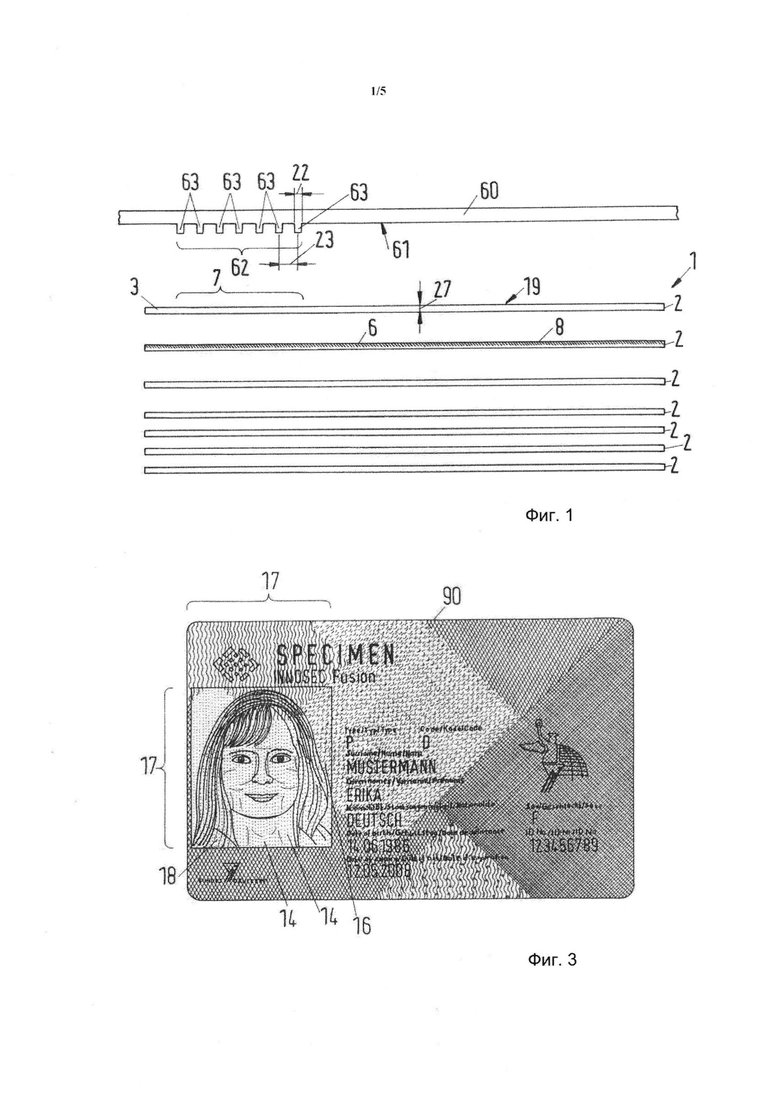
Фиг. 1 схематическое изображение нескольких слоев подложки, которые сводятся в ламинированное тело заготовки защищенного документа,
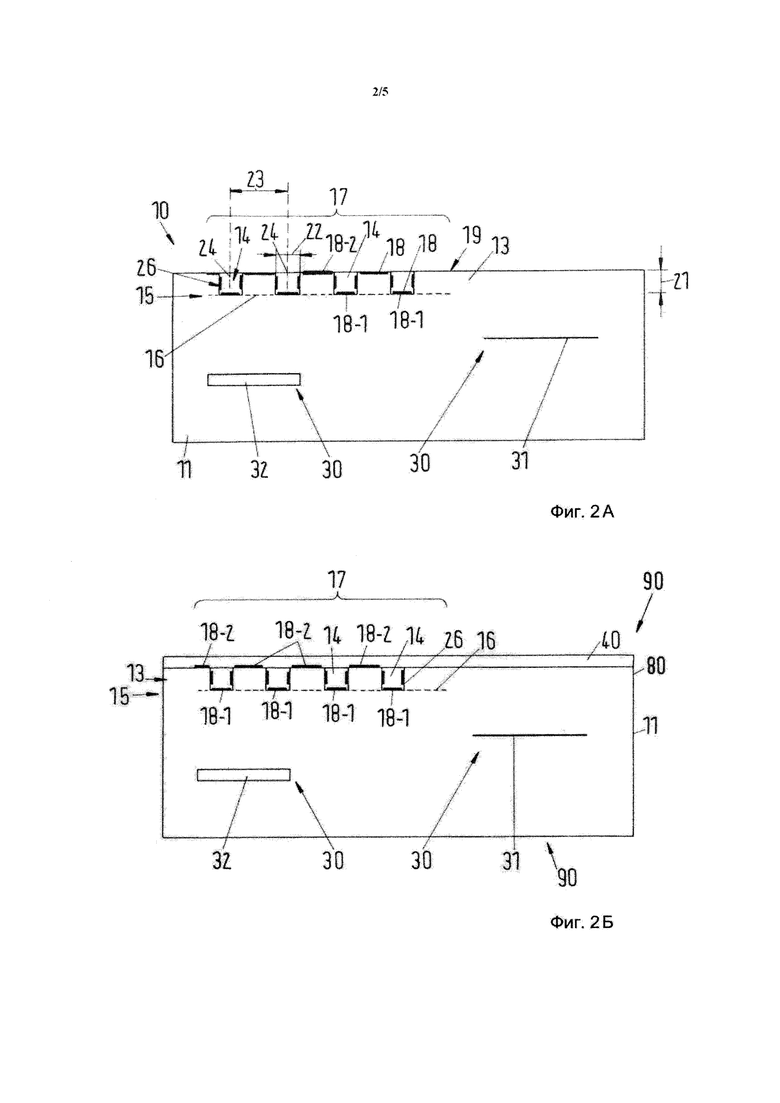
Фиг. 2А схематический вид ламинированного тела в поперечном сечении,
Фиг. 2Б схематический вид защищенного документа, который возникает после нанесения защитного слоя на ламинированного тело согласно фиг. 2А,
Фиг. 3 схематический вид сверху на защищенный документ, снабженный индивидуализирующей информацией,
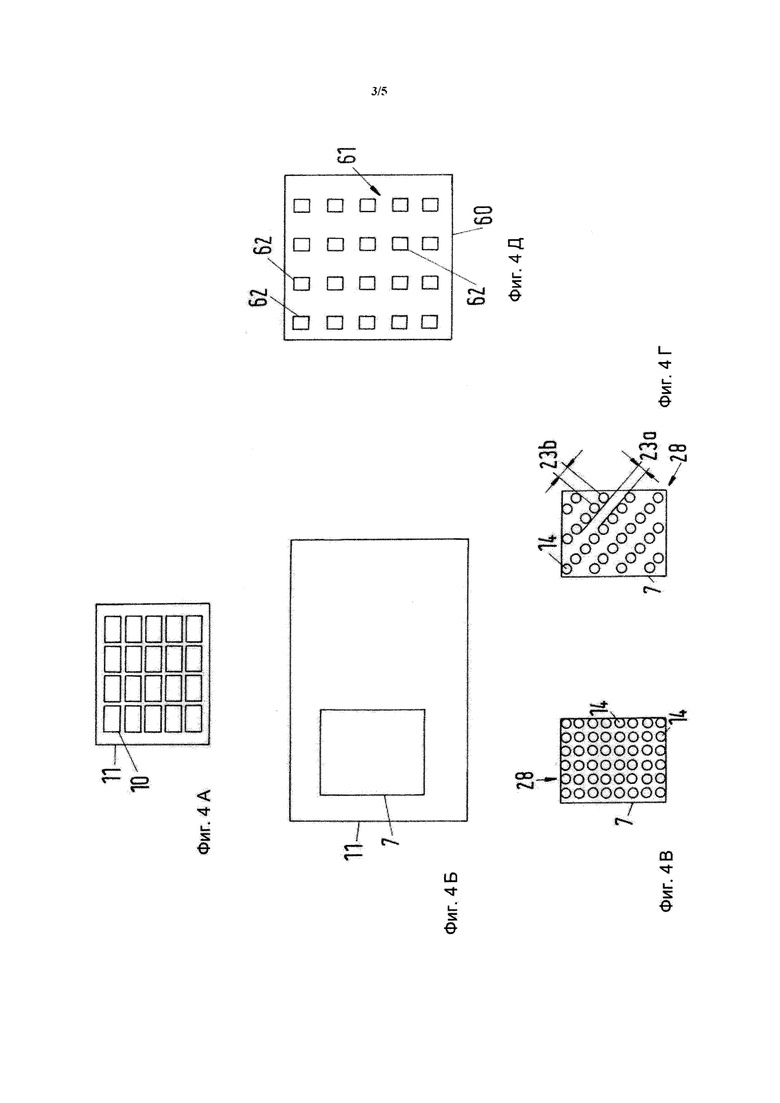
Фиг. 4А схематическое изображение макета повторяющихся изображений,
Фиг. 4Б схематическое изображение макета защищенного документа,
Фиг. 4В и 4Г схематические примерные макеты для микроструктурирования с несколькими углублениями,
Фиг. 4Д схематический вид сверху на ламинирующую пластину,
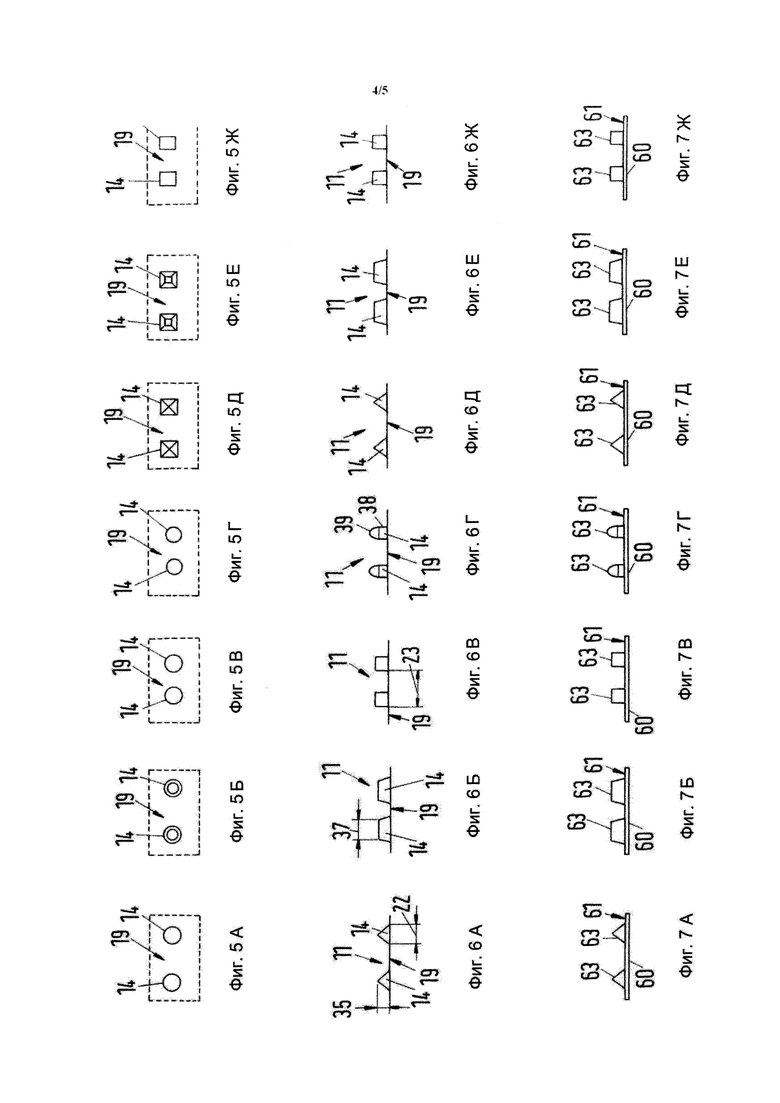
Фиг. 5А-5Ж схематические виды сверху на соответственно два углубления микроструктурирования,
Фиг. 6А-6Ж схематические изображения видов углублений в разрезе, соответствующие видам сверху согласно фиг. 5А-5Ж,
Фиг. 7А-7Ж схематические изображения видов ламинирующих пластин в поперечном сечении с выпуклостями для образования углубления согласно фиг. 5А-5Ж и 6А-6Ж,
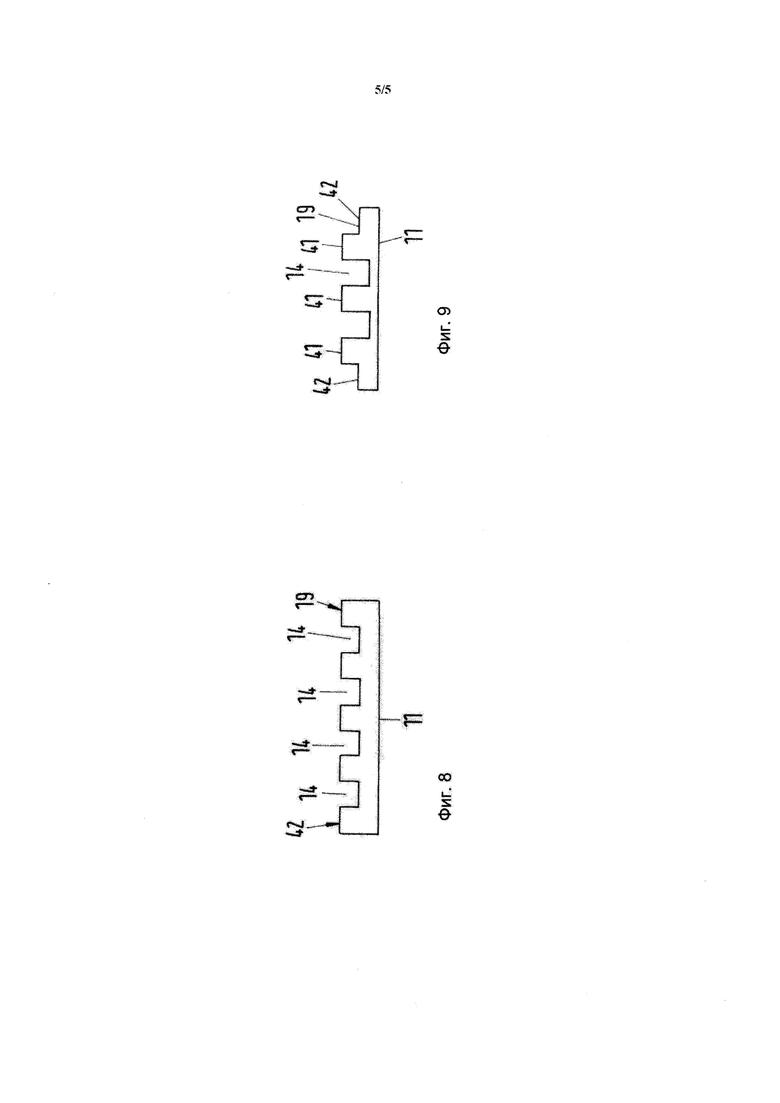
Фиг. 8 схематическое изображение поперечного сечения тела документа, и
Фиг. 9 еще одно схематическое изображение поперечного сечения тела документа.
На фиг. 1 схематически показана стопа 1 слоев 2 подложки. С помощью способа высокотемпературного ламинирования они объединяются в ламинированное тело. Слои 2 подложки, преимущественным образом все, изготовлены из одного и того же пластикового материала, например поликарбонатного материала. В качестве альтернативы, слои подложки также могут быть изготовлены из другого пластикового материала, например ПВХ, АБС, ТПУ, ПЭТ или подобного им. Преимущественным образом, слои 2 подложки все выполнены из одного и того же материала. Но другие формы осуществления могут предусматривать, что отдельные слои 2 подложки также изготовлены из различных пластиковых материалов. Отдельные слои 2 подложки могут иметь различные цвета и добавления дополнительных веществ. Кроме того, на поверхностях может быть индивидуальная печать. Кроме того, можно вставить между слоями подложки дополнительные защитные элементы (не показаны) и/или вытиснить защитные признаки.
Внешний слой 3 подложки, по меньшей мере, в предусмотренной для последующей индивидуализации области 7, преимущественным образом, прозрачен и нейтрального цвета.
С примыканием к внешнему слою 3 подложки в стопе 1 в показанной форме осуществления расположен так называемый информационный слой 5 подложки. Он имеет на верхней стороне 8 защитную печать 6. Обычно защитная печать 6 включает в себя, например, узор водяных знаков или тому подобное. Защитная печать 6 может быть выполнена полноцветной.
При объединении слоев 2 подложки стопы 1 они объединяются в ламинированное тело 11, которое образует заготовку 10 защищенного документа. Такая показана схематически на фиг. 2А. При ламинировании посредством ламинирующей пластины 60 во внешней поверхности 19 образуемого ламинированного тела 11 вытисняют микроструктуру с несколькими углублениями 14. Контактная поверхность 61 ламинирующей пластины 60, которая показана на фиг. 1, имеет для этого в структурирующей области 62 несколько выпуклостей 63. По периметру вокруг структурирующей области контактная поверхность выполнена гладкой и плоской. За счет этого в ламинированном теле 11 по периметру вокруг маркировочной области 7 создают гладкую плоскую область.
Как можно видеть на фиг. 2А, углубления при этом открыты в сторону внешней поверхности 19 тела 11 документа. Они проникают в показанной форме осуществления через внешний слой 13 материала, толщина 21 слоя которого примерно соответствует толщине 27 слоя подложки внешнего слоя 3 подложки (сравн. фиг. 1). Углубления 14 проникают через внешний слой 13 материала, который возник из внешнего слоя 3 подложка, полностью до информационного слоя 15, на котором выполнена защитная печать 16. Защитная печать за счет этого, преимущественным образом, не изменяется или же не повреждается. Информационный слой 15 возник из информационного слоя 6 подложки. Защитная печать 16 показана как штрихованная линия. Здесь следует заметить, что отдельные слои 2 подложки (сравн. фиг. 1) объединены в монолитное ламинированное тело 11, в котором в отношении пластиковой структуры невозможно распознать фазовые переходы в тех местах, на которых изначально были границы слоев 2 подложки в стопе 1. Возможны альтернативные формы осуществления, в которых ламинированное тело выполнено немонолитно. В этих формах осуществления ламинированное тело может быть изготовлено из слоев подложки, которые изготовлены на основе различных пластиковых материалов.
Преимущественным образом, углубления 14 имеют диаметр 22 порядка 100 мкм - 400 мкм, особо предпочтительным образом в диапазоне от 150 мкм до 300 мкм. Углубления 14, преимущественным образом, расположены по регулярному или же определенному растру. В некоторых формах осуществления углубления расположены так, что они вместе своим расположением представляют узор, например логотип, графический знак или тому подобное. Расстояния 23 от центральных точек 24, преимущественным образом, находятся в диапазоне от 120 до 1000 мкм, особо предпочтительно в диапазоне 500 мкм, при диаметре 22 углублений 14 в 150 мкм. Показанные размеры отверстий и расстояния изображены без соблюдения масштаба. Толщина 27 слоя подложки внешнего слоя 3 подложки, преимущественным образом, находится в диапазоне 50 мкм -200 мкм, преимущественным образом в диапазоне примерно 50 мкм - 100 мкм.
В маркировочной области 17 на внешнюю поверхность 19 ламинированного тела 11 напечатывают индивидуализирующую информацию 18.
Преимущественным образом, это выполняют посредством способа цифровой печати, прежде всего способа струйной печати. Отдельные точки изображения печатают на внешнюю поверхность 19 ламинированного тела 11 различными рецептурами. Часть индивидуализирующей информации 18-1 при этом через углубления 14 пропечатывается на информационный слой 15. Это означает, что использованная рецептура проникает в углубления 14 и, например, посредством капиллярного эффекта направляется к информационному слою. Там тем самым часть 18-1 индивидуализирующей информации 18 соединяется с защитной печатью 16. Другая часть 18-2 индивидуализирующей информации остается на внешней поверхности практически на перемычках между углублениями 14. Тем самым индивидуализирующая информация 18 сохраняется в двух различных плоскостях ламинированного тела 11.
В одной форме осуществления одну часть 18-1 индивидуализирующей информации с точностью до пикселя печатают в углубления 14. В одной форме осуществления может быть предусмотрено, что только одна часть 18-1 индивидуализирующей информации, которую с точностью до пикселя печатают в углубления 14, используется как индивидуализирующая информация 18. При этом не существует никаких частей информации, которые остаются на внешней поверхности 19, то есть на перемычках между углублениями 14.
Использованные рецептуры могут быть, преимущественным образом, выполнены таким образом, что возникающее цветовое впечатление всей индивидуализирующей информации 18 полноцветно. Тем самым рецептуры включают в себя по меньшей мере три рецептуры, которые в напечатанном состоянии соответственно вызывают у рассматривающего человека цветовое впечатление основного цвета цветовой системы. Кроме того, рецептуры, преимущественным образом, выполнены так, что выполненные точки изображения, прежде всего, просвечивают в области углублений 14, в результате чего одна часть защитной печати 16 также остается распознаваемой в области углублений 14 через часть индивидуализирующей информации 18-1, которая надпечатана на информационный слой 15. За счет этого достигается оптимальное соединение индивидуализирующей информации 18 с защитной печатью 16.
Прежде всего, преимущественно, если внешний слой 13 материала выполнен прозрачным и нейтрального цвета, в результате чего защитная печать может рассматриваться через внешнюю поверхность 19. Это действует, по меньшей мере, для областей, на которые нанесена непрозрачная печать.
Преимущественным образом, используют рецептуры, которые содержат растворитель, который слегка растворяет пластик внешнего слоя 13 материала и/или информационного слоя 15. За счет этого поддерживается и/или вызывается диффузия красящих средств рецептуры в материал внешнего слоя 13 материала, возможно включая стены 26 углублений 14, и информационного слоя 15.
Чтобы достичь хорошего соединения индивидуализирующей информации 18, прежде всего с защитной печатью 16, рецептуры, преимущественным образом, изготовлены на основе пластикового материала, из которого изготавливают внешний слой 13 материала и/или информационный слой 15.
На фиг. 2А можно хорошо видеть, что в ламинированное тело 11 могут быть встроены дополнительные защитные элементы 30, например голограмма 31 и микрочип 32. Они перечислены только как примерные защитные элементы 30. Чтобы защитить нанесенную индивидуализирующую информацию 18, прежде всего дополнительную часть 18-2, которая сохранена на внешней поверхности 19 ламинирующего тела 11, от механического повреждения и/или манипулирования, на внешнюю поверхность 19 наносят слой 40 лака, который может быть нанесен так, что углубления 14 заполняются лаком. За счет этого возникает гладкая поверхность готового тела 80 документа. В изображенной форме осуществления тело 80 документа само является защищенным документом 90. В других формах осуществления тело 80 документа может быть вшито в паспортную книжку, которая представляет собой готовый защищенный документ.
На фиг. 3 показан схематический вид сверху на выполненный в виде карты защищенный документ 90. Можно видеть, что в маркировочной области 17 выполнена портретная фотография, которая, преимущественным образом, выполнена полноцветной. Схематически намечен растр углублений 14. Часть индивидуализирующей информации 18 в форме портретной фотографии тем самым напечатана через углубления 14 на информационный слой, на который нанесена защитная печать 16. Углубления не должны существовать по всей области, на которую наносят индивидуализирующую информацию. Но, преимущественным образом, углубления проходят по всей области, на которой печатается индивидуализирующая информация, чтобы адекватно сохранить всю индивидуализирующую информацию через сохранение части информации внутри ламинирующего тела 11.
На фиг. 4А схематически показан макет повторяющихся изображений для ламинирующего тела 11, который выполнен как 20 повторяющихся изображений для отдельных выполненных в форме карт заготовок защищенного документа. На фиг. 4Б показан вид сверху на макет для такой заготовки 10 защищенного документа. Видна маркировочная область 7, в которой выполнено несколько не показанных углублений. На фиг. 4В и 4Г показаны предпочтительные формы осуществления для расположения углублений. В обеих формах осуществления углубления 14 расположены с регулярным растром. В качестве примера поперечного сечения в плоскости внешней поверхности образуемого тела документа выполнены в форме круга. Расстояние 23а между структурными рядами 28 углублений может составлять, например, от 1000 мкм до 1500 мкм. Расстояние 23b от углублений 14 внутри структурного ряда 28 может составлять, например, от 500 мкм до 1000 мкм. Чтобы в отдельных маркировочных областях 7 можно было вытиснить несколько углублений 14, предусмотрена например, ламинирующая пластина 60, которая показана на фиг. 4Д и соответствует макету повторяющихся изображений согласно фиг. 4А. Для каждой изготавливаемой заготовки защищенного документа на контактной поверхности 61, вид сверху которой схематически изображен на фиг. 4Д, предусмотрена соответственно структурирующая область 62, которая имеет несколько выпуклостей (не показано), которые соответствуют образуемым углублениям. В показанной форме осуществления в каждой изготавливаемой заготовке 10 защищенного документа ламинированного тела 11 согласно фиг. 4А выполнена маркировочная область 7(сравн. 4Б). В качестве альтернативы, также несколько маркировочных областей могут быть выполнены с микроструктуризацией 20 в заготовке 10 защищенного документа.
На фиг. 5А-5Ж схематически показаны виды сверху на соответственно два углубления микроструктуры 20. Соответствующие виды поперечного сечения соответствующих вытисненных углублений показаны в соответствии с этим на фиг. 6А-6Ж. Можно видеть, что могут быть осуществлены различные формы осуществления форм. Форма осуществления согласно фиг. 5А и 6А показывает круглые, конически сужающиеся углубления. Диаметр 22 углублений составляет от 150 до 300 мкм. Глубина 35 углублений составляет от 50 до 150 мкм. В форме осуществления согласно фиг. 5Б и 6Б углубления выполнены как конически сводимые, сужающиеся выемки в теле документа. Диаметр 36 на дне 37 составляет примерно 100 мкм.
В форме осуществления согласно фиг. 5В и 6В углубления выполнены в форме круглых цилиндров. Растровое расстояние 22b внутри структурного ряда составляет, например, 500 или 1000 мкм. Углубления формы осуществления согласно фиг. 5Г и 6Г также в виде сверху имеют круглую форму и сужаются внутрь, но на верхнем участке 38 выполнены цилиндрически, а на нижнем участке 39 в форме шара.
Форма осуществления согласно фиг. 5Д и 6Д показывает сужающиеся под острым углом углубления, которые в плоскости внешней поверхности 19 имеют квадратное поперечное сечение. По аналогии как в форме осуществления согласно фиг. 5Б и 6Б в форме осуществления согласно фиг. 5Е и 6Е можно увидеть сужение поперечного сечения углубления, но углубление внизу не заостренное, а плоское. Форма поперечного сечения опять квадратная.
В форме осуществления согласно фиг. 5Ж и 6Ж углубления выполнены не сужающимися и с прямоугольным поперечным сечением в плоскости внешней поверхности 19.
Показанные на фиг. 6А и 6Ж профили поперечного сечения углублений соответствуют тем профилям, которые должны иметь выпуклости 63 ламинирующей пластины 60 на контактной поверхности 61, чтобы вытиснить соответствующие углубления во внешней поверхности 19 ламинированного тела 11. Такие ламинирующие пластины 60 схематически показаны на фиг. 7А-7Ж.
На фиг. 8 в качестве примера схематически показано поперечное сечение ламинированного тела 11. В показанной форме осуществления в поверхности 19 выполнены цилиндрические углубления. В форме осуществления согласно фиг. 9 также выполнены цилиндрические углубления, но между углублениями дополнительно выполнены выступы. Они выступают относительно гладкой области 42, которая по периметру вокруг маркировочной области 7 выполнена гладкой и плоской. Напротив, углубления проникают относительно уровня гладкой области 42 в ламинированное тело 11. В еще других формах осуществления может быть предусмотрено, что глубина относящихся к микроструктуре углублений варьируется. Преимущественным образом, вариация происходит снова с регулярным растром, в результате чего, например, углубления попеременно имеют различную глубину. Само собой разумеется, также можно реализовать больше двух вариантов глубины.
В качестве альтернативы ламинирующей пластине, как это схематически показано, например, на фиг. 4Д в виде сверху или на фиг. 7А-7Ж в поперечном сечении, также может использоваться структурированный сонотрод. Он имеет также несколько выпуклостей в соответствующей геометрической форме по аналогии с фиг. 7А-7Ж. Во время тиснения углублений в готовом гладком ламинированном теле, в сонотрод подают ультразвук, в результате чего поверхность локально нагревается и сонотрод проникает в поверхность 19 и выполняет углубления 14. Чтобы образовать выступы 41, ламинирующая пластина или сонотрод имеет соответствующие вогнутости, чтобы размещать материал, который вытесняется при выполнении углублений, и соответствующим образом формировать выступы.
Выступы могут быть выполнены по аналогии с формами углублений с различными геометриями.
Специалисту понятно, что описаны только примерные формы осуществления. Отдельные описанные в различных формах осуществления признаки могут использоваться в любой комбинации для выполнения изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Стопа
2 Слои подложки
3 Внешний слой подложки
5 Информационный слой
6 Защитная печать
7 Маркировочная область
8 Верхняя сторона информационного слоя
10 Заготовка защищенного документа
11 Ламинированное тело
13 Внешний слой материала
14 Углубления
15 Информационный слой
16 Защитная печать
17 Маркировочная область
18 Индивидуализирующая информация
18-1 Часть индивидуализирующей информации
18-2 Другая часть индивидуализирующей информации
19 Внешняя поверхность
21 Толщина слоя
22 Диаметр
23 Расстояние
23а Расстояние между структурными рядами
23b Расстояние между углублениями в одном структурном ряду
24 Центральные точки
25 Диаметр (на информационном слое)
26 Стены
27 Толщина слоя подложки
28 Структурный ряд
30 Защитные элементы
31 Голограмма
32 Микрочип
35 Глубина
36 Диаметр
37 Дно
38 Верхний участок
39 Нижний участок
40 Слой лака
41 Выступ
42 Гладкая область
43 Ламинирующая пластина
44 Контактная поверхность
45 Структурирующая область
46 Выпуклости
47 Вогнутости
48 Тело документа
49 Защищенный документ
Изобретение относится к способу изготовления индивидуализированного защищенного документа, включающему в себя шаги: обеспечение нескольких слоев подложки, объединение слоев подложки в стопу слоев подложки, ламинирование слоев подложки, объединенных в стопу слоев подложки, в ламинированное тело, обеспечение цифрового печатающего устройства, нанесение печати по меньшей мере на одну маркировочную область внешней поверхности ламинированного тела посредством цифрового печатающего устройства для сохранения индивидуализирующей информации, причем в ламинированном теле перед нанесением печати во внешней поверхности по меньшей мере в одной маркировочной области вытисняют микроструктуру с несколькими углублениями, и нанесение печати происходит так, что часть напечатанных чернил проникает в углубления. 2 н.и 22 з.п. ф-лы, 9 ил.
1. Способ изготовления индивидуализированного защищенного документа (90), включающий в себя шаги:
- обеспечение нескольких слоев подложки,
- объединение слоев подложки в стопу слоев подложки,
- ламинирование слоев подложки, объединенных в стопу слоев подложки, в ламинированное тело,
- обеспечение цифрового печатающего устройства,
- нанесение печати по меньшей мере на одну маркировочную область внешней поверхности (19) ламинированного тела (11) посредством цифрового печатающего устройства для сохранения индивидуализирующей информации (18),
отличающийся тем, что
- в ламинированном теле перед нанесением печати во внешней поверхности (19) по меньшей мере в одной маркировочной области вытисняют микроструктуру с несколькими углублениями, и нанесение печати происходит так, что часть напечатанных чернил проникает в углубления.
2. Способ изготовления заготовки защищенного документа, которая на внешней поверхности (19) имеет по меньшей мере одну маркировочную область (7) для нанесения печати, включающий в себя шаги:
- обеспечение нескольких слоев подложки,
- объединение слоев подложки в стопу слоев подложки,
- ламинирование слоев подложки, объединенных в стопу слоев подложки, в ламинированное тело,
отличающийся тем, что
- во внешней поверхности (19) ламинированного тела по меньшей мере в одной маркировочной области вытисняют микроструктуру с несколькими углублениями (14).
3. Способ по п. 1, отличающийся тем, что углубления (14) вытисняют с размерами (22) отверстий на внешней поверхности (19) в диапазоне от 100 мкм до 400 мкм, предпочтительным образом в диапазоне от 150 мкм до 300 мкм, и самым предпочтительным образом в диапазоне 200 мкм +/-10 мкм.
4. Способ по п. 2, отличающийся тем, что углубления (14) вытисняют с размерами (22) отверстий на внешней поверхности (19) в диапазоне от 100 мкм до 400 мкм, предпочтительным образом в диапазоне от 150 мкм до 300 мкм и самым предпочтительным образом в диапазоне 200 мкм +/-10 мкм.
5. Способ по одному из пп. 1-4, отличающийся тем, что углубления (14) вытисняют посредством ламинирующей пластины (60) во время ламинирования в ламинированное тело в образующем внешнюю поверхность (19) ламинированного тела (11) слое (2) подложки.
6. Способ по п. 5, отличающийся тем, что обеспечивают или изготавливают ламинирующую пластину (60), которая на контактной поверхности (61), которая при ламинировании приводится в контакт с образующим внешнюю поверхность (19) ламинированного тела (11) слоем (2) подложки, имеет несколько отделенных друг от друга структурирующих областей (62) с соответственно несколькими выпуклостями (63), причем контактная поверхность (61) соответственно снаружи по периметру вокруг каждой структурирующей области (62) выполнена плоской, и при ламинировании посредством нескольких структурирующих областей (62) вытисняют несколько маркировочных областей (7).
7. Способ по п. 3, отличающийся тем, что в сонотрод, когда он находится в контакте по меньшей мере с одной частичной областью внешней поверхности ламинирующего тела (11), вводят ультразвук и за счет этого вытисняют углубления (14).
8. Способ по п. 4, отличающийся тем, что в сонотрод, когда он находится в контакте по меньшей мере с одной частичной областью внешней поверхности ламинирующего тела (11), вводят ультразвук и за счет этого вытисняют углубления (14).
9. Способ по п. 7, отличающийся тем, что сонотрод имеет контактную поверхность с несколькими выполненными отделенными друг от друга структурирующими областями с соответственно несколькими выпуклостями и контактная поверхность соответственно снаружи по периметру вокруг каждой структурирующей области выполнена плоской, и посредством сонотрода во время введения ультразвука во внешнюю поверхность (19) ламинированного тела (11) вытисняют несколько маркировочных областей (7) с соответственно несколькими углублениями (14).
10. Способ по п. 8, отличающийся тем, что сонотрод имеет контактную поверхность с несколькими выполненными отделенными друг от друга структурирующими областями с соответственно несколькими выпуклостями и контактная поверхность соответственно снаружи по периметру вокруг каждой структурирующей области выполнена плоской, и посредством сонотрода во время введения ультразвука во внешнюю поверхность (19) ламинированного тела (11) вытисняют несколько маркировочных областей (7) с соответственно несколькими углублениями (14).
11. Способ по одному из пп. 1-4, 6-10, отличающийся тем, что ламинированное тело (11) разделяют на несколько заготовок (10) защищенного документа, которые имеют соответственно по меньшей мере одну из нескольких маркировочных областей (7).
12. Способ по п. 5, отличающийся тем, что ламинированное тело (11) разделяют на несколько заготовок (10) защищенного документа, которые имеют соответственно по меньшей мере одну из нескольких маркировочных областей (7).
13. Способ по одному из пп. 1-4, 6-10, отличающийся тем, что несколько углублений (14) маркировочной области (7) выполняют соответственно с регулярным растром.
14. Способ по п. 5, отличающийся тем, что несколько углублений (14) маркировочной области (7) выполняют соответственно с регулярным растром.
15. Способ по одному из пп. 1-4, 6-10, отличающийся тем, что все углубления (14) маркировочной области (7) имеют одинаковую геометрическую форму.
16. Способ по п. 5, отличающийся тем, что все углубления (14) маркировочной области (7) имеют одинаковую геометрическую форму.
17. Способ по одному из пп. 1-4, 6-10, отличающийся тем, что углубления (14) маркировочной области (7) выполняют с различной глубиной относительно плоской гладкой области (42) внешней поверхности, которая по периметру окружает маркировочную область с несколькими углублениями.
18. Способ по п. 5, отличающийся тем, что углубления (14) маркировочной области (7) выполняют с различной глубиной относительно плоской гладкой области (42) внешней поверхности, которая по периметру окружает маркировочную область с несколькими углублениями.
19. Способ по одному из пп. 1-4, 6-10, отличающийся тем, что глубина углублений (14) относительно плоской гладкой области внешней поверхности (19), которая по периметру окружает маркировочную область с несколькими углублениями (14), составляет от 30 мкм до 200 мкм, более предпочтительным образом от 50 мкм до 150 мкм.
20. Способ по п. 5, отличающийся тем, что глубина углублений (14) относительно плоской гладкой области внешней поверхности (19), которая по периметру окружает маркировочную область с несколькими углублениями (14), составляет от 30 мкм до 200 мкм, более предпочтительным образом от 50 мкм до 150 мкм.
21. Способ по одному из пп. 1-4, 6-10, отличающийся тем, что глубина углублений (14) относительно плоской гладкой области внешней поверхности (19), которая по периметру окружает маркировочную область (7) с несколькими углублениями, больше или равна толщине слоя подложки слоя (2) подложки, из которого выполнена внешняя поверхность ламинированного тела (11).
22. Способ по п. 5, отличающийся тем, что глубина углублений (14) относительно плоской гладкой области внешней поверхности (19), которая по периметру окружает маркировочную область (7) с несколькими углублениями, больше или равна толщине слоя подложки слоя (2) подложки, из которого выполнена внешняя поверхность ламинированного тела (11).
23. Способ по одному из пп. 1-4, 6-10, отличающийся тем, что при тиснении микроструктуры дополнительно создают выступы (41) в маркировочной области во внешней поверхности (19), причем выступы (41) выступают относительно уровня внешней поверхности ламинированного тела (11) вне маркировочной области (7), которая выполнена плоской и гладкой и окружает по периметру маркировочную область (7).
24. Способ по п. 5, отличающийся тем, что при тиснении микроструктуры дополнительно создают выступы (41) в маркировочной области во внешней поверхности (19), причем выступы (41) выступают относительно уровня внешней поверхности ламинированного тела (11) вне маркировочной области (7), которая выполнена плоской и гладкой и окружает по периметру маркировочную область (7).
| DE 102010035890 A1, 01.03.2012 | |||
| DE 102010015778 A1, 27.10.2011 | |||
| DE 102007062089 A1, 02.07.2009. |

