Изобретение относится к области электротехники, а точнее, к способам изготовления синхронных и шаговых электрических машин, в том числе для космических аппаратов (КА).
Известен способ сборки ротора высокооборотной электрической машины (патент РФ №1534640), состоящий в том, что на валу закрепляют переменно-полюсную магнитную систему из постоянных магнитов, намагниченных в тангенциальном направлении, и размещенных между ними магнитных полюсов, выполненных в виде клиновидных вставок. После установки на валу магнитную систему заключают во внешнюю цилиндрическую обойму, обеспечивающую жесткость конструкции при высоких оборотах ротора (1).
Недостатком указанного технического решения является сложность и низкая технологичность сборки, что обусловлено трудностью изготовления цилиндрической обоймы, состоящей из чередующихся участков из немагнитного и магнитного материалов.
Известен также способ сборки ротора высокооборотной электрической машины (патент RU №2223585), состоящий в том, что на валу устанавливают переменно-полюсную магнитную систему из постоянных магнитов, намагниченных в тангенциальном направлении, и размещенных между ними магнитных полюсов. Полюса выполняют в виде клиновидных вставок, каждая из которых состоит из двух частей, разделенных между собой клиньями. Для сохранения целостности конструкции при вращении ротора предусмотрены подкладки с конусными краями, которые входят в сопряжение с буртиками на краях полюсов. В процессе сборки используют специальное приспособление в виде оправок, сконцентрированных по наружному диаметру вала (2).
Недостатком указанного способа является большая трудоемкость сборки и низкая технологичность, обусловленные сложностью конструкции.
В качестве прототипа выбран способ сборки ротора высокооборотной электрической машины (патент RU №2346375), заключающийся в том, что на валу устанавливают переменно-полюсную магнитную систему, включающую постоянные магниты, намагниченные в тангенциальном направлении, и размещенные между ними пластины. Магнитную систему образуют путем чередования магнитных и немагнитных пластин с пазами и размещения в данных пазах постоянных магнитов, при этом немагнитные пластины устанавливают на валу, надевая их на осевые шпильки в чередующейся последовательности с магнитными пластинами, наружный диаметр которых больше наружного диаметра немагнитных пластин, затем все пластины стягивают между собой осевыми шпильками и обтачивают магнитные пластины до размера наружного диаметра немагнитных пластин, после чего устанавливают постоянные магниты в упомянутые пазы; высоту по радиусу пазов в магнитных пластинах выбирают равной наружному радиусу немагнитных пластин, либо меньше него на величину от 5 до 5/2, где 5 - величина рабочего зазора электрической машины; установку на валу немагнитных пластин производят с помощью шлицевого соединения.
Недостаток способа-прототипа заключается в увеличенной трудоемкости и не достаточно высокой технологичности его применения при изготовлении ротора электрической машины из-за применения нескольких стяжных шпилек, сложности изготовления пазов для размещения постоянных магнитов. Возможности применения способа-прототипа ограничены из-за применения его для изготовления электрической машины только с синхронным электродвигателем. Способ не предусматривает точной балансировки ротора с применением подшипников, а также окончательной чистовой обработки магнитных пластин по их внешнему периметру, что снижает равномерность вращения ротора и, как следствие этого, снижается КПД электрической машины.
Задачи предложенного способа заключаются в уменьшении трудоемкости и повышении технологичности изготовления ротора; в расширении возможности применения предложенного способа для изготовления электрических машин как синхронных, так и шаговых; в повышении точности балансировки ротора в процессе его изготовления.
Поставленные задачи решены за счет того, что переменно-полюсную магнитную систему, образованную путем чередования постоянных магнитов и магнитных кольцевых пластин с пазами, размещенными в них указанными магнитами, устанавливают на осевой шпильке и стягивают осевой шпилькой между собой; сборку обрабатывают шлифовкой, постоянные магниты изготавливают в виде кольцевых цилиндрических форм с центральными отверстиями с диаметрами, выполненными с допусками относительно шпоночного выступа для обеспечения возможности их установки на осевую шпильку, выполненную с диаметром, равным диаметру вала ротора; магнитные пластины изготавливают с зубцами по наружным периметрам и центральными отверстиями с выполненными в них шпоночными вырезами; пластины устанавливают так, чтобы зубцы одной пластины находились напротив промежутков между зубцами соседней пластины; нарезку зубцов по наружным периметрам магнитных пластин выполняют в отдельности на каждой пластине с одинаковыми размерами ширины зубцов и промежутками между ними; при сборке ротора одноименные полюсы соседних магнитов устанавливают направленными друг к другу; осевую шпильку выполняют съемной, после готовности сборки шпильку заменяют на вал.
При чем, если количество шпоночных вырезов больше одного, то их выполняют под углом 90° относительно друг друга, чередуя при этом направление шпоночных вырезов попеременно на зубец или промежуток между зубцами.
Предложенный способ сборки изготовления ротора электрической машины поясняется чертежами.
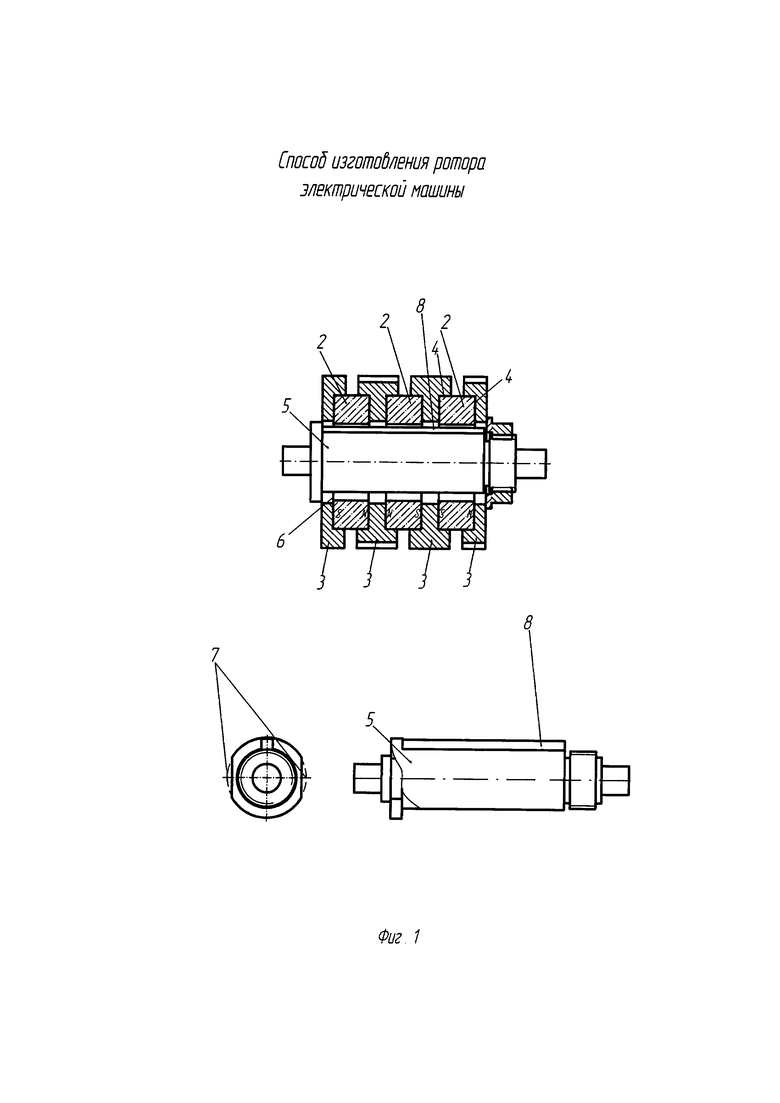
На фиг. 1 показан вид ротора, установленного на съемной осевой шпильке, сбоку в разрезе.
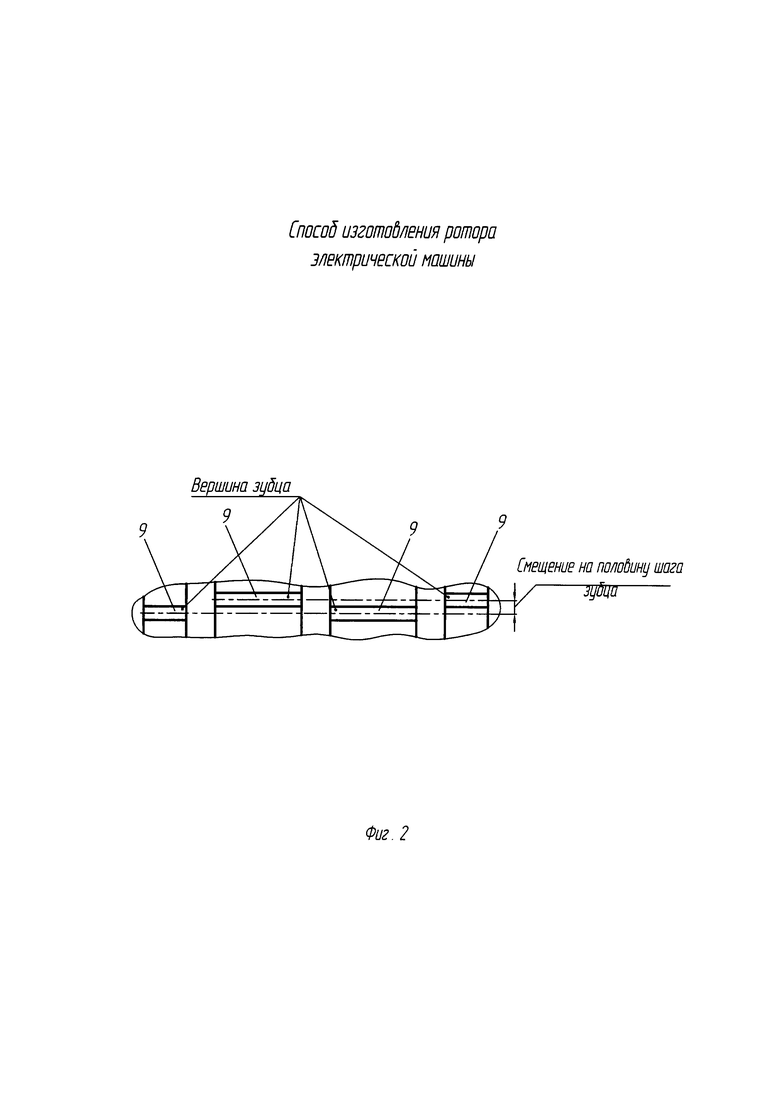
На фиг. 2 показан разрез А-А периферийных участков магнитных пластин.
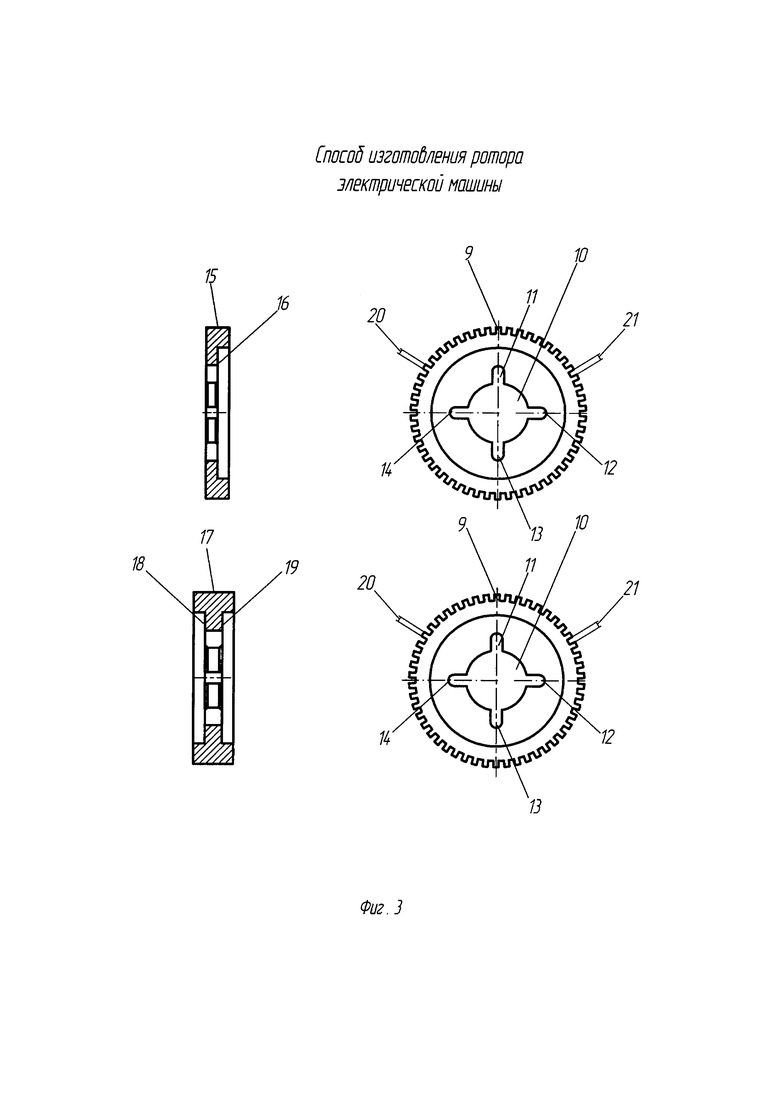
На фиг. 3 показан главный вид и вид сбоку магнитной пластины.
Предложенный способ изготовления ротора электрической машины, заключается в том, что переменно-полюсную магнитную систему, образованную путем чередования постоянных магнитов 2 и магнитных кольцевых пластин 3 с пазами 4 для размещенния в них указанных магнитов 2, устанавливают на осевой шпильке 5, стягивают между собой. Осевая шпилька 5 выполнена с жестко соединенным опорным фланцем с одного ее конца и снабженной стяжной гайкой с другого ее конца; магнитные пластины 3 обрабатывают по наружным диаметрам.
В предложенном способе изготовления ротора электрической машины постоянные магниты 2 изготавливают в виде кольцевых цилиндрических форм с центральными отверстиями 6 диаметром 7. На осевой шпильке 5 выполнен шпоночный выступ 8. Шпильку 5 выполняют съемной; после изготовления сборки шпильку заменяют валом 1. Диаметр шпильки 5 равен диаметру вала 1. Диаметры центральных отверстий 6 постоянных магнитов 2 выполнены с допусками относительно шпоночного выступа 8 для возможности их установки на съемную осевую шпильку 5. Это позволяет уменьшить трудоемкость и повысить технологичность изготовления ротора за счет исключения из него немагнитных пластин, сокращения числа осевых шпилек до одной; упрощения выполнения пазов в магнитных кольцевых пластинах 3 для установки кольцевых цилиндрических постоянных магнитов 2. Магнитные пластины 3 изготавливают с зубцами 9 по наружным периметрам и с центральными отверстиями 10 с одним шпоночным вырезом или вырезами, например, с четырьмя вырезами 11, 12, 13, 14, как показано на фиг. 3, равномерно расположенными в отверстиях 10 с углами α между ними 90 градусов (при выполнении двух или четырех вырезов) для установки в них шпоночного выступа 8 съемной осевой шпильки 5. При выполнении шпоночных вырезов их направление чередуют попеременно на зубец или промежуток между зубцами. Магнитные пластины 3 изготавливают двух форм: крайние 15 - с цилиндрическим пазом 16, выполненным с одной стороны для установки кольцевых цилиндрических постоянных магнитов 2 и промежуточные 17 - с цилиндрическим пазами 18, 19, выполненными с обеих их сторон для установки указанных кольцевых цилиндрических постоянных магнитов 2. Это позволило повысить технологичность изготовления ротора за счет изготовления магнитных кольцевых пластин 3 с одинаковыми зубцами 9 по наружным периметрам и с одинаковыми цилиндрическими пазами 16, 18, 19 для установки кольцевых цилиндрических постоянных магнитов 2. Нарезку зубцов 9 по наружным периметрам магнитных пластин 15, 17 выполняют в отдельности на каждой пластине электроэрозионным способом с одинаковыми размерами ширины 20 зубцов 9 и промежутками 21 между ними. Причем, обеспечение расположения зубцов одной пластины напротив промежутков соседней пластины достигают путем поворота пластин вокруг центрального отверстия и установке на шпоночном выступе 8 соответствующего шпоночного выреза 11.
Сборку ротора выполняют на съемной осевой шпильке 5 склеиванием прилегающими поверхностями равномерно чередующихся магнитных кольцевых пластин 15, 17 и цилиндрических кольцевых постоянных магнитов 2 с полюсами S и N, расположенными в осевом направлении. При этом одноименные полюсы соседних магнитов устанавливают направленными друг к другу. Затем осуществляют стяжку ротора на съемной осевой шпильке 5 и сушку сборки, после которой съемную осевую шпильку 5 снимают с ротора и заменяют на вал 1. Это позволяет расширить возможность применения предложенного способа для изготовления электрических машин как синхронных, так и шаговых за счет выполнения зубцов 9 по наружным периметрам магнитных кольцевых пластин 15, 17; повысить технологичность изготовления ротора за счет применения только одной съемной осевой стяжной шпильки 5 с одним шпоночным выступом 8, на который устанавливают перед стяжкой магнитные кольцевые пластины 15, 17 и между ними цилиндрические кольцевые постоянные магниты 2.
В настоящее время предложенный способ находится на этапе выпуска конструкторской документации на создаваемую электрическую машину для КА с применением указанного способа ее изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ РОТОРА ВЫСОКООБОРОТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2007 |
|
RU2346375C1 |
| Шаговый электродвигатель | 1987 |
|
SU1826109A1 |
| РОТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2175162C1 |
| Шаговый электродвигатель | 1987 |
|
SU1711301A1 |
| МАГНИТНАЯ СИСТЕМА РОТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2264022C2 |
| Ротор электрической машины | 1983 |
|
SU1098070A1 |
| Гибкий ротор с постоянными магнитами | 2017 |
|
RU2659796C1 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2018 |
|
RU2716489C2 |
| УЛУЧШЕННЫЙ ГЕНЕРАТОР НА ПОСТОЯННОМ МАГНИТЕ | 2019 |
|
RU2716815C1 |
| ЭЛЕКТРОДВИГАТЕЛЬ | 2003 |
|
RU2267855C2 |
Изобретение относится к области электротехники, а точнее к способам изготовления синхронных и шаговых электрических машин, в том числе для космических аппаратов (КА). Способ изготовления ротора электрической машины заключается в том, что переменно-полюсную магнитную систему, образованную путем чередования магнитных кольцевых пластин с пазами и размещенными в них постоянными магнитами, устанавливают на осевую шпильку и стягивают их осевой шпилькой между собой. Постоянные магниты изготавливают в виде кольцевых цилиндрических форм с центральными отверстиями с допусками и диаметром, рассчитанными под высоту выполненного шпоночного выступа на съемной осевой шпильке, выполненной с диаметром, равным диаметру вала. Магнитные пластины изготавливают с зубцами по наружным периметрам и с центральными отверстиями со шпоночными вырезами для установки в них шпоночного выступа съемной осевой шпильки. Нарезку зубцов по наружным периметрам магнитных пластин выполняют в отдельности на каждой пластине электроэрозионным способом с одинаковыми размерами ширины зубцов и промежутками между ними. Пластины устанавливают так, чтобы зубцы одной пластины находились напротив промежутков между зубцами соседней пластины. Сборку ротора выполняют на съемной осевой шпильке под клей прилегающими поверхностями равномерно чередующихся магнитных кольцевых пластин и цилиндрических кольцевых постоянных магнитов, одноименные полюсы соседних магнитов устанавливают направленными друг к другу. Осуществляют стяжку ротора на съемной осевой шпильке и сушку сборки, после которой съемную осевую шпильку снимают с ротора, и закрепляют его на валу. Техническим результатом является уменьшение трудоемкости и повышение технологии изготовления ротора; расширение возможности применения предложенного способа для изготовления электрических машин как синхронных, так и шаговых. 1 з.п. ф-лы, 4 ил.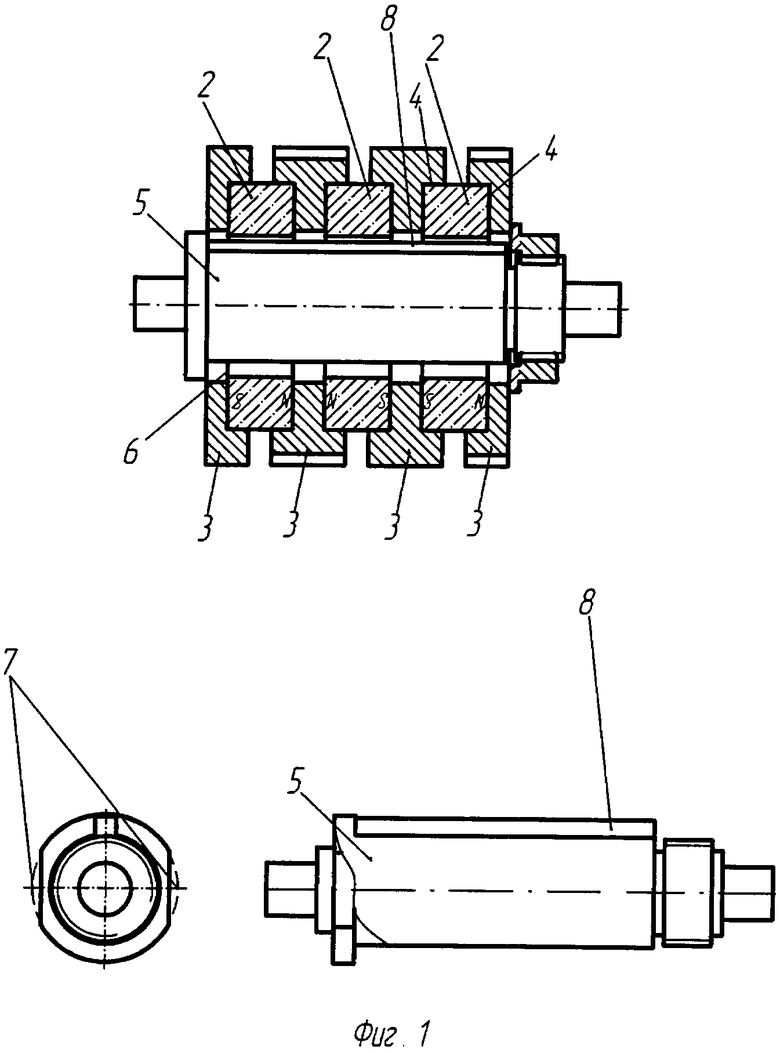
1. Способ изготовления ротора электрической машины, заключающийся в том, что переменно-полюсную магнитную систему, образованную путем чередования постоянных магнитов и магнитных кольцевых пластин с пазами, размещенными в них указанными магнитами, устанавливают на осевой шпильке и стягивают осевой шпилькой между собой; сборку обрабатывают шлифовкой, отличающийся тем, что постоянные магниты изготавливают в виде кольцевых цилиндрических форм с центральными отверстиями с диаметрами, выполненными с допусками относительно шпоночного выступа для обеспечения возможности их установки на осевую шпильку, выполненную с диаметром, равным диаметру вала ротора; магнитные пластины изготавливают с зубцами по наружным периметрам и центральными отверстиями с выполненными в них шпоночными вырезами; пластины устанавливают так, чтобы зубцы одной пластины находились напротив промежутков между зубцами соседней пластины; нарезку зубцов по наружным периметрам магнитных пластин выполняют в отдельности на каждой пластине с одинаковыми размерами ширины зубцов и промежутками между ними; при сборке ротора одноименные полюсы соседних магнитов устанавливают направленными друг к другу; осевую шпильку выполняют съемной, после готовности сборки шпильку заменяют на вал.
2. Способ изготовления ротора электрической машины по п. 1, отличающийся тем, что, если количество шпоночных вырезов больше одного, то их выполняют под углом 90° относительно друг друга, чередуя при этом направление шпоночных вырезов попеременно на зубец или промежуток между зубцами.
| СПОСОБ СБОРКИ РОТОРА ВЫСОКООБОРОТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2007 |
|
RU2346375C1 |
| Ротор электрической машины | 1988 |
|
SU1534640A2 |
| РОТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2002 |
|
RU2223585C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА КОЛЛЕКТОРНОГО ТИПА МАГНИТОЭЛЕКТРИЧЕСКОЙ МАШИНЫ (ВАРИАНТЫ) | 2002 |
|
RU2234787C1 |
| Ротор высокоскоростной электрической машины | 1980 |
|
SU955393A1 |
| EP 0926801 A2, 30.06.1999 | |||
| US 7204012 B2, 17.04.2007. | |||

