ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
В данном документе описаны способ и устройство для выполнения множества задач на полотне материала.
УРОВЕНЬ ТЕХНИКИ
Многие виды изделий в настоящее время производятся из одного или нескольких полотен материалов. Способы изготовления изделий из одного или нескольких полотен материала включают, но не ограничиваются ими: процессы для изготовления пустых пакетов; процессы для изготовления и заполнения пакетов; и, процессы для изготовления одноразовых абсорбирующих изделий. Во время изготовления полотно (полотна) материала может подвергаться технологическому процессу, который может содержать различные задачи, выполняемые на нем, для изготовления готового изделия.
Способы изготовления одноразовых абсорбирующих изделий описаны в патентах США 8145343 В2 и 8145344 В2, оба принадлежат DeBruler и др.; и патенте США 8168254 В2, Dovertie и др. Способы и устройства для изготовления пакетов и дополнительных деталей, к тому же описаны в патентной литературе, включающей в себя следующие патентные публикации: Патент США 5000725, Bauknecht; Патент США 5292299, Anderson и др.; Патенты США 5518559 и 5660674 Saindon и др.; Патент США 5861078, Huben и др.; Заявка на патент Канады 2173931; Патент США 6251209 В1; и Патент США 7175582 В2, Owen. Машины для изготовления пакетов и закрепляющих деталей к тому же являются также коммерчески доступными. Одной из таких машин является упаковочная машина прерывистого движения NEWTON 400®, продаваемая UVA Packaging, Richmond VA, USA.
Поиск улучшенных способов и устройств для точного выполнения множества задач по перемещению полотен материала во время производственных процессов, однако, продолжается. Например, пленка, используемая для изготовления пакетов для корма для домашних животных, как правило, является состоящей из двойной слоистой структуры, с первым слоистым материалом, содержащим распечатку, и вторым слоистым материалом, обеспечивающим основную часть и прочность пакета. Печатный слой содержит повторяющиеся графические средства, связанные с каждым пакетом, который должен быть изготовлен, и каждое из них содержит, по меньшей мере, одну метку совмещения, чтобы сигнализировать оборудованию для выполнения определенных задач, таких как размещение застежки-молнии или других деталей, образующих запечатывание, и создание разреза между пакетами. Если только одна метка совмещения используется в пакете, то расстояние между метками совмещения является мерой длины пакета для пакетов, следующих за метками совмещения. Когда эта пленка присутствует в машине для изготовления пакета, любое изменение в расстоянии между метками совмещения может вызвать проблемы в точности выполнения этих задач. Изменение в расстоянии между метками совмещения или иное изменение в длине пакета может быть внесено рядом способов, включающих, но, не ограничиваясь ими: (1) изменениями в печати пленок, используемых для изготовления пакетов; (2) изменениями в намотке пленок; (3) натяжением пленок во время изготовления; (4) изменениями в длине, обусловленным сращиванием рулонов пленки изготовителем пленки; (5) изменениями в длине, обусловленными сращиванием рулонов пленки на предприятии по производству пакетов; (6) изменениями, которые могут быть присущи машине, например, из-за износа; и (7) проскальзыванием в намотанном рулоне при накоплении или условий намотки.
Таким образом, существует потребность в улучшенном способе и устройстве для точного выполнения множества задач на движущемся полотне материала. Например, желательно повысить точность размещения деталей, таких как застежки-молнии, на пакетах, и выполнения разрезов, которые являются хорошо выровненными с графическими средствами на материале пакета. Такие улучшения могут привести к значительной экономии при устранении производства поврежденных пакетов продукции обусловленных неправильными запечатываниями или графическими проблемами.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Способ и устройство для выполнения множества задач на полотне материала описаны в данном документе. Способ и устройство содержит по меньшей мере первый детектор для обнаружения обнаруживаемого признака на полотне материала для выполнения первой задачи в первом положении на полотне материала. Способ и устройство содержит, по меньшей мере, второй детектор, для обнаружения обнаруживаемого признака на полотне материала для выполнения второй операции во втором положении на полотне материала. Полотно материала, как правило, имеет множество разнесенных обнаруживаемых признаков, и множество разнесенных первых положений и вторых положений. Способ и устройство дополнительно содержит компенсирующее устройство, которое взаимодействует, по меньшей мере косвенно, с детекторами. Компенсирующее устройство может быть автоматизированным. Компенсирующее устройство снижает любые отклонения в положении вдоль длины полотна материала между по меньшей мере первым положением и/или вторым положением. Способ и устройство могут быть использованы при изготовлении любых видов изделий, которые изготавливаются из, по меньшей мере, одного полотна материала. Устройство также может быть предусмотрено в виде детектирующей и компенсирующей системы, которая может быть добавлена к оборудованию для изготовления изделий.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
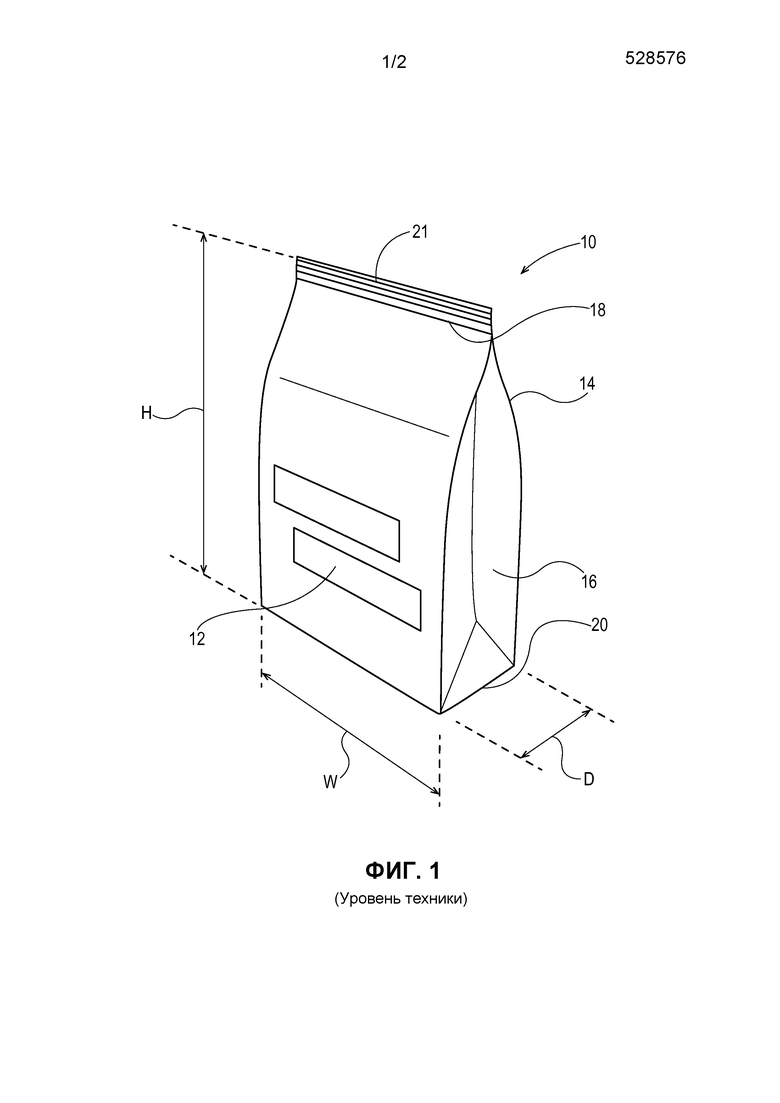
Фиг.1 представляет собой вид в перспективе одного варианта осуществления пакета.
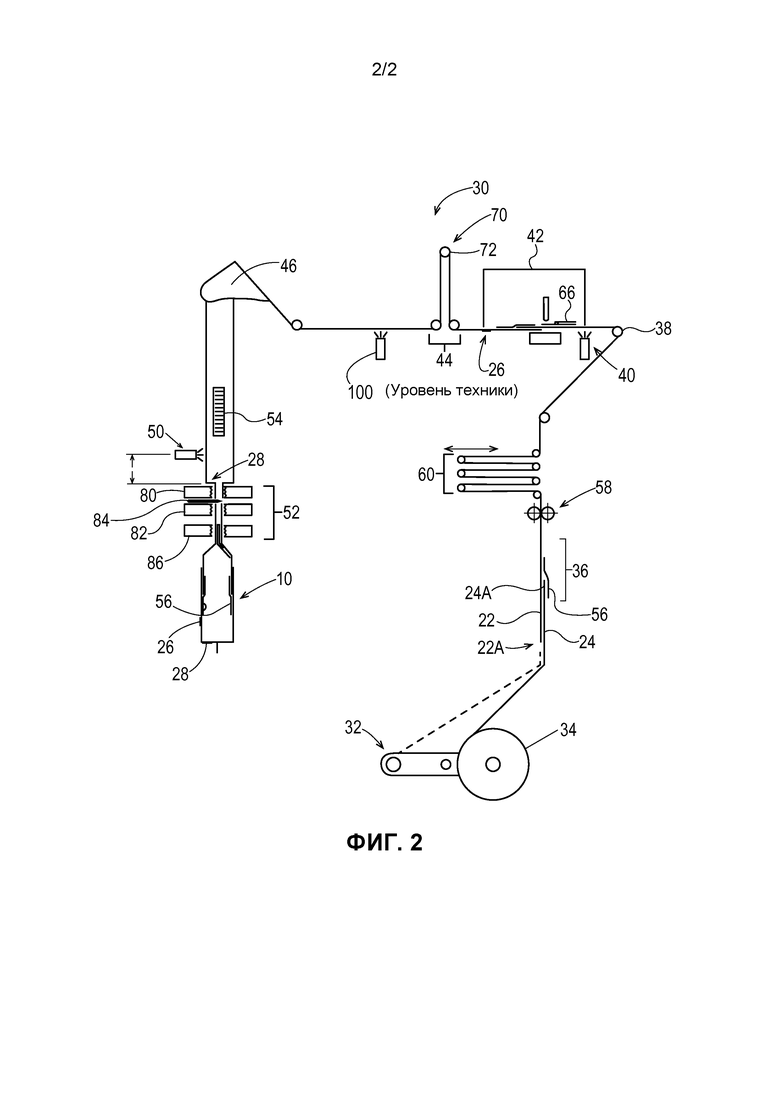
Фиг.2 представляет собой схематический чертеж одного варианта осуществления способа и устройства для образования пакета (который выполнен не в масштабе).
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Способ и устройство для выполнения множества задач на полотне материала описаны в данном документе. Способ и устройство могут быть использованы при изготовлении любых видов изделий, которые изготавливаются из, по меньшей мере, одного полотна материала. Так как невозможно представить всемерное использование такого способа и устройства, представлен один из примеров способа и устройства. Способ и устройство представлены в сочетании с машиной для изготовления пакетов, которая образует пакеты из полотна материала. Понятно, однако, что способ и устройство могут быть использованы в сочетании с другими технологическими процессами, включая, но, не ограничиваясь ими: процессами для изготовления пустых пакетов; процессами для изготовления и заполнения пакетов; и процессами для изготовления одноразовых абсорбирующих изделий.
Фиг.1 представляет один не ограничивающий пример пакета 10 по предшествующему уровню техники, который может быть изготовлен посредством способа и устройства. Пакет по предшествующему уровню техники является примером пакета с "прямоугольным дном". Пакет 10 может быть в любой подходящей конфигурации, включая, но, не ограничиваясь представленным пакетом с прямоугольным дном, подушкообразным, складчатым, плоским дном, сдвинутым запечатыванием, четырехугольным запечатыванием, пакетом с устойчивым дном, блок пакетом, пакетом с ручками для переноски, и многими другими вариантами. Пакет может быть обеспечен многообразием различных деталей для повторного закрытия, включая, но, не ограничиваясь ими: лентами; застежками-липучками VELCRO®; застежками-молниями типа "нажмите, чтобы закрыть"; и скользящей застежкой-молнией.
Как представлено на фиг.1, пакет 10 имеет переднюю часть 12, заднюю часть 14, две боковые стороны 16, верхнюю часть 18 и нижнюю часть 20. Пакет 10 при желании дополнительно имеет деталь для повторного закрытия, такую как запечатывание типа застежки-молнии 21 в верхней части. В представленном конкретном варианте осуществления, пакет 10 имеет непрерывное продольное заднее запечатывание (не показано), которое удерживает пакет вместе и продолжается между верхним и нижним концами тела пакета. В других вариантах осуществления пакет 10 может быть выполнен любым другим соответствующим образом.
Пакет 10 имеет высоту H, ширину W, и глубину D. Пакет 10 может иметь любые соответствующие размеры и может быть использован для любого подходящего назначения. Несмотря на то, что пакет 10, представленный на фиг.1 является пакетом для корма для домашних животных, способ, описанный в данном документе, может также использоваться для изготовления пакетов для легких закусок, пакетов для мусора, пакетов для бутербродов и т.п.
Пакет 10 может быть изготовлен из любых подходящих материалов. Подходящие материалы включают в себя пленки и слоистые материалы. Пакет, как правило, изготавливается из полотна материала для пакета. Полотно материала для пакета будет, как правило, содержать удлиненное полотно пленки, имеющее графический материал, периодически отпечатанный на нем, который соответствует желаемому размеру пакетов. В одном не ограничивающем варианте осуществления, полотно материала пакета содержит композит из двух соединенных вместе слоистых материалов, с первым слоистым материалом, имеющим распечатку на нем, и вторым слоистым материалом, обеспечивающим основную часть и прочность пакета.
Полотно 22 материала пакета может также иметь, по меньшей мере, один обнаруживаемый признак на нем для передачи сигнала оборудованию для изготовления пакета, когда оборудование должно выполнять определенные задачи. Задачи могут включать, но не ограничиваясь ими: печатание всего полотна, или его части; размещение наклейки, застежки-молнии, клапана, или других элементов или деталей на полотне; образование запечатывания; и/или изготовление перфорации и/или разреза между пакетами. Полотно может быть распечатано или наклейка может быть добавлена к полотну для любого подходящего назначения, включая, но не ограничиваясь этим, добавлением кода даты или текста заказчика или графических данных (например, сообщений о ингредиентах; гарантированном составе; скидках при продаже и т.д.).
Обнаруживаемый признак может содержать все что угодно, что присутствует на полотне 22 материала пакета, что способно сигнализировать оборудованию для изготовления пакета, когда оборудование должно выполнять определенные задачи. Обнаруживаемые признаки включают в себя, но не ограничиваются ими: элементы, прикрепленные к полотну, например, кусок материала, прикрепленный к полотну; отверстия в полотне; магнитные элементы на полотне; или знаки на полотне. Подходящие знаки включают в себя, но не ограничиваются ими: отличительный признак в печатной схеме на полотне 22 материала пакета, или конкретный знак для такой цели. В конкретных вариантах осуществления, знак, который обеспечивает сигнал для оборудования для изготовления пакета, содержит метки совмещения (или «визирные метки"), которые хорошо известны, и, как правило, напечатаны в регулярно расположенных местах на полотне. Хотя некоторые части этого описания могут относиться к знакам или визирным меткам, следует понимать, что любой подходящий обнаруживаемый признак может быть использован.
Полотно материала может иметь знак, заранее отпечатанный на нем (до раскручивания полотна в технологическом процессе); или знак (или другие признаки) могут быть напечатаны на полотне в процессе, описанном в данном документе. Знак может быть расположен на визирной дорожке. Визирная дорожка является зоной полотна, которая может (или не может) иметь одинаковую ширину в качестве знака. Визирная дорожка может или не может бежать по всей длине полотна 22. Визирная дорожка может быть прилегающей к одному из боковых краев полотна 22 материала. Визирная дорожка может быть лишена графических средств или иным способом содержать графические средства, которые способствуют достаточному контрасту между фоновым цветом и цветом знака для датчика фотоэлемента для безошибочного определения знака. Полотно 22 материала может иметь любое подходящее количество обнаруживаемых признаков. Например, полотно 22 материала может иметь: (1) один обнаруживаемый признак для каждого изделия или оттиска пакета ("оттиски пакета" являются участками полотна материала пакета, из которого изготавливается один пакет); (2) более чем один обнаруживаемый признак для каждого изделия; или (3) один обнаруживаемый признак для использования несколькими изделиями.
В одном неограничивающем варианте осуществления каждый из оттисков пакета содержит, по меньшей мере, один обнаруживаемый признак. Если один обнаруживаемый признак используется в оттиске пакета, тогда расстояние между обнаруживаемыми признаками является мерой длины пакета для пакетов, следующих за обнаруживаемым признаком. В этом варианте осуществления полотно 22 материала имеет первый знак 26 такой, как черная метка на визирной дорожке вдоль левой стороны полотна материала, и второй знак 28 такой, как метка на визирной дорожке вдоль правой стороны полотна 22 материала для каждого оттиска пакета. В идеале, обнаруживаемые признаки находятся в соответствующем месте так, чтобы они не были заметны на готовых пакетах. В варианте осуществления способа и устройства, представленном на фиг.2, первый знак 26, который используется для контроля расположения застежки-молнии, расположен на внутренней стороне соединяющего края материала, который будет в конечном итоге вне поля зрения в готовом пакете. Второй знак 28 для управления положением разрезания расположен на внешней стороне соединяющего края материала и считывается после того, как мешок образован, в конечном итоге в дискретном положении на нижней части пакета.
Фиг.2 представляет собой схематический чертеж одного варианта осуществления способа (или технологического процесса) и устройства для образования пакетов. Способ и устройство 30 может быть в любой подходящей форме, включающей непрерывное или прерывистое движение (или частично непрерывное и частично прерывистое), способы и устройства. Одним неограничивающим примером устройства с прерывистым движением является упаковочная машина НЬЮТОН 400® с прерывистым движением, продаваемая UVA Packaging, Richmond VA, США.
Устройство 30, представленное на фиг.2 содержит первый рулон 32 для подачи первого полотна 22 материала. Устройство 30 может дополнительно содержать возможный второй рулон 34 материала (или "устройство для склеивания разматываемого рулона") для подачи второго полотна 24 материала; и возможно станцию 36 сращивания. Устройство 30 также содержит первый детектор 40 для обнаружения обнаруживаемого признака на полотне материала. Первый детектор 40 помогает устройству 30 в выполнении первой операции (или задачи) в первом положении на полотне 22 материала. Первая операция на полотне 22 материала выполняется на первой станции 42. В одном неограничивающем примере, первая станция является станцией позиционирования застежки-молнии. Устройство 30 дополнительно содержит компенсирующую станцию 44. Устройство 30 содержит второй детектор 50 для обнаружения обнаруживаемого признака на полотне материала для выполнения второй операции (или задачи) во втором положении на полотне 22 материала; и вторую станцию 52 для выполнения второй операции на полотне 22 материала. В одном неограничивающем примере, вторая станция является станцией разрезания. В представленном примере, устройство 30 содержит станцию 46 формирования для формирования полотна в конфигурацию пакета. Станция формирования может, однако, не быть включена в другие виды технологических процессов. Устройство 30 возможно может дополнительно содержать тормоз 38 и другие возможные компоненты.
Полотно 22 материала может перемещаться от начала до конца технологического процесса посредством подходящего механизма. Подходящие механизмы включают в себя, но не ограничиваются ими: любой подходящий тип приводного элемента, включающего в себя, но, не ограничиваясь ими, ролики (например, активно движущиеся ролики, такие как ролики в подвесных механизмах, и прижимные ролики); вакуумные конвейеры; и ремни. В варианте осуществления, представленном на фиг.2, полотно 22 материала протягивается через технологический процесс посредством протягивающих ремней 54. Протягивающие ремни 54 или другой механизм может быть не только способен непрерывно перемещать полотно 22 материала, но также может быть способен продвигать полотно 22 материала с определенным шагом или большей или меньшей величины в зависимости от того, что необходимо для того, чтобы привести полотно 22 материала в нужное совмещение для выполнения операции на одной или нескольких станциях. Протягивающие ремни 54 могут, таким образом, рассматриваться как "делительная" система.
Фиг.2 представляет технологический процесс на этапе, в котором первый рулон 32 материала был исчерпан, а второе полотно 24 материала, подается в технологический процесс. Задний край первого полотна 22 материала обозначен 22А. Передний край второго полотна 24 материала обозначен 24А. Полотно 24 материала из второго рулона подается в технологический процесс так, что второе полотно 24 материала перекрывает концевой участок 22А первого полотна 22 материала, так что два полотна могут быть соединены вместе в станции 36 сращивания. Должно быть понятно, что способ может быть осуществлен с использованием только одного рулона материала, и таким образом второй рулон материала 34 и станция 36 сращивания, при этом обычно присутствующие, являются необязательными.
В станции 36 сращивания первое и второе полотна 22 и 24 материала сращиваются вместе посредством склеивания липкой лентой 56. Склеенные полотна затем пропускают между парой приводных прижимных валков 58 для закрепления липкой ленты 56 к полотнам. После того, как полотно 22 материала выходит из станции 36 сращивания, оно проходит через дополнительное натяжное устройство 60. В представленном варианте осуществления натяжное устройство 60 содержит компенсатор. Компенсатор поддерживает натяжение на разматываемом рулоне 34.
Пакет 10 может быть, возможно, датирован (для обеспечения срока годности и т.п.) на любом подходящем этапе технологического процесса. В варианте осуществления, представленном на фиг.2, материал пакета может быть датирован, когда он проходит между компенсатором и тормозом 38. Тормоз 38 может быть устройством любого подходящего типа, которое способно поддерживать натяжение на полотне материала между протягивающими ремнями 54 и тормозом 38, и, если требуется, остановить движение полотна 22. Подходящие устройства для остановки движения полотна 22 включают в себя, но не ограничиваются ими механические устройства (например, зажимные системы), а также вакуумные тормоза. В этом варианте осуществления, тормоз 38 содержит вакуумный тормоз.
Полотно 22 материала затем проходит мимо детектора, первого детектора 40, который содержит компонент системы обнаружения. Первый детектор 40 предусмотрен для обнаружения обнаруживаемого признака на полотне 22 материала для выполнения первой операции в первом положении на полотне материала. Первая операция может быть любой операцией технологического процесса (т.е. изготовления пакета). В представленном варианте осуществления первая операция является этапом присоединения застежки-молнии к полотну 22 материала. Как представлено на фиг.2, первый детектор 40 может находиться перед (или выше по ходу перемещения от) первой станции 42, станции позиционирования застежки-молнии, и в относительной близости к ней. Первый детектор 40 может находиться выше пути полотна 22 материала. Когда первый детектор 40 представлен как находящийся в относительной близости к первой станции 42, первый детектор 40 может, например, быть на расстоянии, которое меньше или равно 2, 1, или 1/2 длины изделия, которое должно быть образовано (например, оттиска пакета) до первой станции 42.
Первый детектор 40 может быть любым подходящим типом механизма обнаружения. Подходящие типы механизмов обнаружения включают в себя, но не ограничиваются ими: фотокамеру, видеосистему, бесконтактный переключатель, магнитный датчик, или другой подходящий механизм обнаружения. Тип механизма обнаружения, конечно, должен быть таким, который может обнаружить конкретный тип обнаруживаемых признаков на полотне 22 материала. В представленном варианте осуществления, первый детектор 40 содержит фотоэлектрический датчик (или фотоэлемент), первый фотоэлектрический датчик. Первый фотоэлектрический датчик может обнаружить знак 26, такой как первая визирная метка.
Первый детектор 40 находится в связи с управляющим устройством (не показано). Управляющее устройство обычно включает в себя центральный процессор (CPU) (или любое другое цифровое логическое устройство) и принимает в качестве входного сигнала выходной сигнал от детектора 40. Управляющее устройство может альтернативно включать в себя аналоговую логическую схему или любое другое устройство, которое обеспечивает соответствующие выходные сигналы в ответ на входные сигналы. Управляющее устройство может также принимать входной сигнал от по меньшей мере, одного возможного датчика положения (не показан). Датчики положения могут использоваться, или нет. В описанном в данном документе варианте осуществления, однако, по меньшей мере, один датчик положения используется. Несмотря на то, что знак 26, представлен на фиг.2, как прошедший первый детектор 40, это обусловлено движением полотна 22 материала мимо первого датчика 40, и это следует понимать, что полотно 22 материала будет иметь дополнительный знак на нем выше по ходу перемещения от первого детектора 40. Первый детектор 40 считывает положение знака 26 по отношению к положению первой станции 42, генерируемое первым детектором 40, на основе входного сигнала от датчика положения. Датчик положения может быть использован для измерения пути прохождения полотна 22 перемещающегося в направлении обработки. Это измерение может быть выполнено непосредственно посредством имеющегося датчика положения, находящегося сверху непосредственно на полотне 22, или косвенно, путем мониторинга вращения приводного ролика или какого-либо другого компонента, который участвует в движении полотна. В одном варианте осуществления датчик положения может быть расположен в непосредственной близости от положения разрезания/запечатывания. Например, датчик положения может находиться сверху на поверхности образованного пакета возле протягивающих ремней 54, чтобы обеспечить создание адекватной компенсации для любого проскальзывания, которое может возникнуть между полотном 22 и протягивающими ремнями 54. В этом варианте осуществления, или в других вариантах осуществления, один или несколько датчиков положения могут быть расположены выше по ходу движения от: компенсирующего устройства 70, первой станции 42, и/или первого детектора 40. В полностью автоматическом режиме, управляющее устройство может определить номинальную длину пакета (интервал между обнаруживаемыми признаками), а также отклонения от номинальной длины пакета.
Полотно 22 материала затем переходит к первой станции, которая в данном случае представляет собой станцию 42 позиционирования застежки-молнии. В станции 42 позиционирования застежки-молнии элемент 66 отрезается от непрерывного полотна материала застежки-молнии и соединяется к первому положению на полотне 22 материала. Элемент 66 застежки-молнии может быть или временно или постоянно присоединен к полотну 22 материала. Когда говорят, что элемент 66 застежки-молнии может быть временно соединен с полотном 22 материала, это означает, что элемент 66 застежки-молнии изначально может быть "прихвачен" на месте на полотне 22 материала на первой станции 42, а затем более полно соединен с полотном 22 материала в операции ниже по ходу движения от первой станции 42. Элемент 66 застежки-молнии содержит первую и вторую взаимно блокирующие застежки, каждая из которых включает в себя фланцевую часть для присоединения ее к полотну 22 материала. Элемент 66 застежки-молнии может быть в поперечном направлении соединен с поверхностью полотна 22 материала, которая будет образовывать внутреннюю поверхность образованного пакета. Элемент 66 застежки-молнии может быть присоединен к полотну 22 материала в зоне посадки на, по меньшей мере, один из фланцев элемента 66 застежки-молнии. Элемент 66 застежки-молнии может быть присоединен к полотну 22 материала посредством любого подходящего уплотнительного механизма. В одном варианте осуществления, элемент 66 застежки-молнии изначально временно присоединяется к полотну 22 материала с помощью клейкого нагретого уплотнительного элемента на первой станции 42, а затем более полно герметично соединяется с полотном 22 материала с использованием уплотнительной полосы на второй станции.
Полотно 22 материала затем переходит к компенсирующей станции 44. Компенсирующая станция 44 содержит компенсирующее устройство 70 для снижения любых отклонений в положении вдоль длины полотна материала между, по меньшей мере, одним из упомянутых первых положений и/или упомянутых вторых положений. При необходимости, компенсирующее устройство 70 перемещает, по меньшей мере, участок полотна материала для регулировки относительного положения, по меньшей мере, одного из первых положений и вторых положений для уменьшения отклонений между ними. Это выполняется для того, чтобы приводить нужный участок полотна 22 материала в положение для выполнения желаемых операций в надлежащих положениях на полотне 22 материала. Компенсирующее устройство может, например, компенсировать неправильную синхронизацию или ошибки совмещения в полотне материала на первой станции 42 для правильного размещения застежки-молнии, когда полотно материала правильно расположено на второй станции, станции 52 разрезания. Система обнаружения может разрешить устройству 30 останавливаться только один раз в расчете на пакет (на этапе образования разреза и наложения застежки-молнии), вместо того, чтобы останавливаться один раз для образования разреза, затем продвижения полотна материала незначительно и остановки полотна второй раз (в расчете на пакет), для наложения застежки-молнии. Двойная остановка в расчете на пакет будет существенно замедлять скорость линии.
Компенсирующее устройство 70 может содержать любой подходящий тип устройства, которое способно обеспечить независимый контроль полотна 22 материала в первой и второй станции, и продвижение или замедление участка полотна 22 материала. Подходящие устройства включают в себя, но не ограничиваются ими: ведомый ролик перемещения полотна, следующий за компенсатором, например, пневматически загруженным компенсатором; и автокомпенсирующий натяжной ролик. В представленном варианте осуществления компенсирующее устройство 70 содержит автокомпенсирующий ролик 72 (например, сервоуправляемый натяжной ролик), который может быть поднятым или опущенным для продвижения или замедления полотна 22 материала. Компенсирующее устройство 70 может, таким образом, изменять длину пути полотна 22 между первой и второй станциями. В представленном варианте осуществления второй детектор 50 обнаруживает обнаруживаемый признак (для второй станции 52), а первый детектор 40 обнаруживает обнаруживаемый признак (для первой станции 42). Если необходима любая регулировка, компенсирующее устройство 70 выполняет регулировку длины пути полотна в течение короткого промежутка времени, прежде чем полотно 22 подойдет для остановки на второй станции 52. Компенсирующее устройство 70 не требуется для растяжения полотна 22 материала, или для увеличения скорости, с которой полотно 22 материала перемещается. Конечно, в самых различных вариантах осуществления полотно 22 материала может быть растянуто или перемещаться с увеличенной или уменьшенной скоростью посредством компенсирующего устройства 70.
Компенсирующее устройство 70 может быть автоматическим компенсирующим устройством (когда связано с детекторами и управляющим устройством). Компенсирующее устройство 70 может иметь возможность производить коррекцию (при необходимости) для любого (или каждого) изделия, которое должно быть изготовлено. Компенсирующее устройство 70, таким образом, может автоматически компенсировать ошибки в размерах пакетов путем регулировки относительного положения полотна 22 материала на первой станции для правильного совмещения первого положения полотна 22 материала для того, чтобы задача на первой станции была выполнена, когда второе положение полотна 22 материала было правильно совмещено для задачи, которая должна быть выполнена на второй станции. Это позволяет множеству задач быть выполненными в нескольких положениях на полотне 22 материала без остановки движения полотна материала более, чем один раз в расчете на пакет. В других вариантах осуществления, при желании, движение полотна 22 материала может быть остановлено в компенсирующей станции 70. В представленном варианте осуществления полотно 22 материала останавливается один раз, чтобы соответствовать задаче запечатывания/разрезания с использованием второго знака и второго фотоэлемента, в то время как положение полотна отрегулировано. Положение полотна является либо продвинутым, либо запаздывающим, посредством изменения длины пути полотна в компенсирующей станции 70 для правильного расположения первого положения на полотне материала на первой станции для наложения застежки-молнии на полотно материала. Это может произойти независимо от материала пакета, остановившегося во второй станции из-за буфера, встроенного в автокомпенсирующий натяжной ролик 72. Продвижение или замедление материала пакета является функцией, когда первый и второй фотоэлементы 40 и 50 обнаруживают их соответствующие первый и второй знаки 26 и 28 в данном цикле. Расчет затем выполняется PLC (программируемым логическим контроллером), который отвечает за необходимость регулировки.
Полотно 22 материала затем переходит к станции 46 формирования, где плоское полотно 22 материала образовывается в форму пакета. Полотно 22 материала может быть образовано в форму пакета с использованием любого подходящего коммерчески доступного формирователя пакета. В одном не ограничивающем варианте осуществления коммерчески доступный формирователь пакета является вертикальным, формирующим, заполняющим, запечатывающим формирователем. Такой формирователь содержит часть упаковочной машины НЬЮТОН 400® с прерывистым движением. В этом случае, формирователь обертывает полотно 22 материала вокруг самого себя для образования продольного перекрывающегося участка полотна материала, и образует продольное заднее уплотнение на перекрывающемся участке.
Полотно 22 материала затем проходит мимо второго детектора 50, который содержит компонент системы обнаружения. Второй детектор 50 предусмотрен для обнаружения обнаруживаемого признака на полотне 22 материала для выполнения второй операции во втором положении на полотне материала. Должно быть понятно, что первое положение и второе положение на полотне 22 материала для конкретного отдельного изделия могут быть: в одном и том же месте на полотне; в совершенно разных местах на полотне материала; или, по меньшей мере, в частично разных местах на полотне. Вариант осуществления, представленный на фиг.2 является примером последнего. Вторая операция является разрезанием и запечатыванием полотна 22 материала, которая включает в себя постоянное присоединение элемента 66 застежки-молнии к полотну, а также разрезание и запечатывание смежных участков полотна. В результате, второе положение может рассматриваться для натяжения области полотна, которая включает первое положение, где застежка-молния была первоначально временно присоединена к полотну. Как представлено на фиг.2, второй детектор 50 может быть расположен перед станцией 52 разрезания и запечатывания, и в относительной близости к ней. Когда второй детектор 50 представлен как находящийся в относительной близости ко второй станции 52, второй детектор 50 может, например, быть на расстоянии, которое меньше или равно 2, 1, или 1/2 длины изделия, которое должно быть образовано (например, оттиска пакета) до второй станции 52.
Второй детектор 50 может быть любым подходящим типом механизма обнаружения. Второй детектор 50 может содержать любой из типов описанных механизмов обнаружения в качестве подходящих для использования в качестве первого детектора 40. Второй детектор 50 может содержать один и тот же тип механизма обнаружения, как и первый детектор 40, или другой тип механизма обнаружения. Второй детектор 50 может обнаружить те же обнаруживаемые признаки, что и первый детектор, например, первый обнаруживаемый признак (например, первый знак 26). В других вариантах осуществления, однако, второй детектор может обнаруживать отличные обнаруживаемые признаки, чем обнаруживаются первым детектором 40. В представленном варианте осуществления второй детектор 50 содержит фотоэлектрический датчик, второй фотоэлектрический датчик, и второй фотоэлектрический датчик обнаруживает второй знак 28. Второй детектор 50 может работать таким же образом, как и первый детектор 40, или иным образом.
Второй детектор 50 может обнаруживать обнаруживаемые признаки, которые являются отличной категорией от тех, которые обнаруживаются первым детектором 40. Например, такие признаки могут отличаться по типу и/или относительному положению на полотне 22 материала. Посредством различного "типа", обнаруживаемые признаки могут различаться любым подходящим способом, который может быть распознан детекторами. Такие различные типы обнаруживаемых признаков включают в себя, но не ограничиваются ими: различия в механизме обнаружения (например, оптический в зависимости от привлекательности); различия в цвете; различия в форме; различия в непрозрачности (или другие различия в обнаруживаемом уровне). Различное "относительное положение", означает, что вторые обнаруживаемые признаки могут повторяться на отличном участке полотна 22 материала, чем первые обнаруживаемые признаки. (Таким образом, каждый разнесенный первый обнаруживаемый признак не рассматривается как представляющий собой отличную категорию обнаруживаемых признаков).
Должно быть понятно, что в то время как первый и второй детекторы 40 и 50 могут быть непосредственно обнаруживающими обнаруживаемые признаки, они, по меньшей мере, косвенно обнаруживают первое и второе положения на полотне 22 материала (после того, как процессор вычисляет эти положения). Таким образом, первый и второй детекторы 40 и 50 также могут рассматриваться для обнаружения первого и второго положений на полотне 22 материала.
Полотно 22 материала затем переходит ко второй станции 52. В этом варианте осуществления, вторая станция является станцией 52 разрезания и запечатывания. В представленном варианте осуществления станция 52 разрезания и запечатывания содержит первый запечатывающий механизм 80; второй запечатывающий механизм 82; разрезающий механизм 84; и третий запечатывающий механизм 86. В станции 52 разрезания и запечатывания, нижнее запечатывание создается для приближающегося пакета, в то время как верхнее запечатывание и запечатывание застежки-молнии создается для предшествующего (только что заполненного) пакета, а разрезание выполняется для разделения обоих пакетов. Более конкретно, первый запечатывающий механизм 80 образует нижнее запечатывание; второй запечатывающий механизм 82 образует верхнее запечатывание; а третий запечатывающий механизм 86 образует запечатывание застежки-молнии. Первый, второй и третий запечатывающие механизмы могут быть отдельными запечатывающими механизмами. Альтернативно, два или более запечатывающих механизмов могут быть в виде объединенного запечатывающего механизма. Кроме того, любой из запечатывающих механизмов может быть объединен с разрезающим механизмом для образования разрезающе/запечатывающего механизма. После того, как нижнее запечатывание образовано для приближающегося пакета, пакет заполняется желаемым продуктом (например, сухим кормом для собак). Для каждого пакета, который изготовлен, имеется остановка в потоке материала для пакета, когда все, разрезание и запечатывание имеет место, которая диктуется посредством оборудования обнаружения, имеющего отношение к обнаруживаемому признаку. Этот процесс повторяется для каждого оттиска пакета вдоль длины полотна материала.
В варианте осуществления по фиг.2, представлен пример пакета 10, имеющего место сращивания на внутренней части пакета. Это иллюстрируется присутствием ленты 56 для сращивания. Должно быть понятно, что это является в целях иллюстрации, и большинство пакетов не будет иметь сращивания внутри.
Система обнаружения, описанная в данном документе, может представлять собой усовершенствование по сравнению с предшествующими системами, которые были использованы для выполнения множества задач на движущемся полотне. Например, некоторые предшествующие системы не имеют систем обнаружения. Другие предшествующие системы основывались на одном детекторе для обнаружения того, где прикреплять элемент, такой как элемент застежки-молнии, на полотно материала, а также для обнаружения того где разрезать и запечатывать пакет, образованный из полотна материала. Фиг.2 представляет один пример, где такой детектор 100, по предшествующему уровню техники, может быть расположен в такой системе. Такие предшествующие системы также обычно не включают в себя автоматизированную компенсирующую станцию, способную выполнять регулировку, если это необходимо, для любого изготовленного пакета (без участия оператора). В такой предшествующей системе положение для размещения застежки-молнии в первой станции 42 и положение запечатывания/разрезания во второй станции 52 были под контролем одного детектора 100, который находился примерно на полпути между двумя станциями. Предшествующий детектор 100, например, фотоэлемент, который обнаруживал знак, мог находиться на существенном расстоянии от расположения застежки-молнии (например, приблизительно от 3 до 4 длин пакета) и от положения запечатывания/разрезания (например, от 4 до 5 длин пакета). Если длина пакета была всегда соответствующей и точной, одного фотоэлемента будет достаточно для точного определения местонахождения застежки-молнии и положения запечатывания/разрезания.
Тем не менее, из-за ранее объясненного изменения длины пакета, вводимого с помощью различных средств, какие-либо расхождения между длиной заданного пакета и длинами пакета из "пакетов" (пока не изготовленных), расположенных между фотоэлементом 100 и первой и второй станциями 42 и 52, соответственно, будут увеличиваться во столько же раз, сколько пакетов находятся между фотоэлементом и соответствующей станцией. Так, например, если длина заданного пакета равна 900 мм, а вследствие растяжения полотно материала имеет реальные длины пакета 902 мм, более, например, 5 длин пакета между фотоэлементом и положением запечатывания/разрезания, будут накапливать расхождение 5×(902-900 мм)=10 мм. Это может привести к существенной разнице между надлежащим образом запечатанным и отрезанным пакетом, и может образовывать пакет, который необходимо будет отправить в брак. В некоторых случаях, это может привести третий запечатывающий механизм 86 к запечатыванию материала пакета вместо фланцев сжимаемой для закрытия застежки-молнии. В этих условиях сжимаемая для закрытия застежка-молния не будет приложена к материалу пакета правильно и не может быть использована для повторного закрытия пакета.
В варианте осуществления способа, описанного в данном документе, первый фотоэлемент 40 расположен вблизи первой станции 42 и контролирует расположение застежки-молнии 66 на полотне 22 материала. Второй фотоэлемент 50 расположен вблизи второй станции 52 и контролирует положение остановки материала пакета для запечатывания/разрезания в пределах его оттиска. Имея два знака и расположение положений фотоэлементов вблизи их соответствующих задач, обеспечивает необходимую точность для размещения застежки-молнии и запечатывания/разрезания материала 22 пакета. В описанном в данном документе варианте осуществления, система позволяет этим задачам быть выполненным с точностью 2 мм вдоль полотна материала. Эта конфигурация приспосабливает изменение длины пакета (изменение расстояния между знаками), которая существует из-за печатания и изменения параметров процесса намотки. Использование двух отдельных фотоэлементов для обнаружения двух отдельных знаков и независимого контроля перемещения материала пакета на первой станции, когда он остановился на второй станции, обеспечивает большую точность в размещении застежки-молнии и положении запечатывания/разрезания, что, в свою очередь, обеспечивает точное вертикальное графическое выравнивание и застежку-молнию, которая находится в соответствии с функционалом. Это может снизить уровень отходов или изготавливаемых бракованных пакетов. Кроме того, когда рулоны сращиваются друг с другом, машина может немедленно приспособить изменение в знаках к знакам расстояния между рулонами так, что оператор не должен выполнять какие-либо ручной настройки, чтобы минимизировать отходы.
Возможны многочисленные вариации способа и устройства, описанного в данном документе. Например, способ и устройство могут быть применены к способам для образования пакетов из более чем одного полотна (например, где передняя часть пакета образована из участка одного полотна, а задняя часть пакета образована из участка другого полотна). В альтернативных вариантах осуществления элементы, представленные на фиг.2 могут быть сконфигурированы другими способами, включающими в себя удаления одного или нескольких элементов, представленных в нем. В других случаях, устройство может иметь другие элементы, добавляемые в зависимости от типа изготавливаемого продукта. Дополнительно, хотя процесс и устройство описаны исходя из применения застежки-молнии и разрезания и запечатывания пакетов, процесс и устройство могут быть также использованы для выполнения любого сочетания операций, в том числе, но, не ограничиваясь ими, следующие: перфорирование, резку, пробивку отверстий, закрепление или добавление застежки-молнии (или другой детали), складывание, или любой другой операции, которая должна быть выполнена для того, чтобы образовать желаемое изделие из, по меньшей мере, одного полотна материала.
Альтернативные механизмы детекторов 40 и 50 и обнаруживаемых признаков, которые они обнаруживают, также возможны. Например, в альтернативных вариантах осуществления детекторы и/или управляющее устройство могут игнорировать печатный материал на полотне между конкретными выбранными признаками в печатном материале или между метками, имеющимися в печатном виде с целью совпадения с напечатанным шаблоном. В альтернативных вариантах осуществления могут быть дополнительные детекторы (то есть, более чем два детектора), а также дополнительные обнаруживаемые признаки, которые они обнаруживают. Другой вариант заключается в использовании двух обнаруживаемых признаков и двух детекторов для остановки полотна материала дважды в каждом цикле изготовления изделия, один раз для выполнения первой операции, и один раз для выполнения второй операции. Хотя, этот последний вариант осуществления не является идеальным, так как он замедляет линию.
В качестве альтернативы, можно было бы полагаться на один выбранный обнаруживаемый признак на изделие. Например, можно было бы полагаться на единственную визирную дорожку и запуск на выполнение задач застежки-молнии и запечатывания/разрезания из этой одной визирной дорожки. На данном цикле, две станции 40 и 50 будут обнаруживать разные знаки, из которых могут быть получены расчеты для определения соответствующей корректировки для компенсирующей станции 70. В конечном счете, знаки, обнаруженные первой станцией 40, будут обнаружены фотоэлементом во второй станции в другом цикле процесса изготовления пакета. Такие знаки могут быть видны с наружной стороны пакета для того, чтобы быть обнаруженными с помощью фотоэлемента во второй станции. Это только в том случае если имеется желание иметь знаки как можно ближе к месту запечатывания/разрезания. В противном случае, знак мог быть расположен также заканчивающимся во внутренней части соединяющего края материала также.
В еще других вариантах осуществления, любая подходящая коммерчески доступная машина может быть модернизирована с любым сочетанием системы обнаружения (и соответствующей системой управления, если это необходимо) и компенсирующей станцией. Такой пакет модернизации может содержать отдельное изобретение в своем собственном праве.
В других вариантах осуществления способ и устройство может содержать более одной компенсирующей станции. Такие дополнительные компенсирующие станции могут быть использованы для любой подходящей операции перфорирования на полотне 22 материала. Например, в представленном варианте осуществления дополнительное компенсирующее устройство может быть использовано для того, чтобы наносить код датирования в требуемое место на полотне 22 материала.
В других вариантах осуществления, система обнаружения может быть применена к любым другим типам процессов, которые включают в себя выполнение более чем одной операции в другом положении на движущемся полотне материала. Это является в частности случаем, когда требуется совмещение выходов двух или более операций. Такие другие типы процессов, могут включать, но не ограничиваясь ими: процессы изготовления пакета, отличные от VFFS процессов (в том числе, но не ограничиваясь горизонтальными процессами образования, заполнения, запечатывания (HFFS)); процессы изготовления упаковок для типов упаковок, отличных от пакетов; и процессы изготовления одноразовых абсорбирующих изделий, включая, но, не ограничиваясь ими: повязки, обертки, подгузники, пеленки, гигиенические салфетки, подкладки для трусов, тампоны и подушечки для лечения геморроя, а также другие потребительские товары, такие как простыни для чистки полов, полотенца для тела, и простыни для стирки.
Термин "соединены" охватывает конфигурации, в которых элемент непосредственно прикреплен к другому элементу путем крепления элемента непосредственно к другому элементу; конфигурации, в которых элемент косвенно прикреплен к другому элементу путем крепления элемента к промежуточному элементу (элементам), который, в свою очередь, прикреплен к другому элементу; и конфигурации, в которых один из элементов является одним целым с другим элементом, то есть, один элемент, по существу, является частью другого элемента. Термин "соединены" охватывает конфигурации, в которых элемент прикреплен к другому элементу в выбранных местах, а также конфигурации, в которых элемент полностью прикреплен к другому элементу по всей поверхности одного из элементов.
Размеры и значения, раскрытые в данном документе, не следует понимать как строго ограниченные точными числовыми значениями. Вместо этого, если не указано иное, каждый такой размер должен означать как указанное значение, так и функционально эквивалентный интервал, окружающий это значение. Например, размер, раскрытый как "40 мм" предназначен для обозначения "приблизительно 40 мм".
Должно быть понятно, что каждый максимальный численный предел, указанный в настоящем описании включает в себя каждый нижний численный предел, как если бы такие нижние численные пределы были явным образом описаны в данном документе. Каждый минимальный численный предел, указанный в настоящем описании, будет включать каждый верхний численный предел, как если бы такие верхние численные пределы были явным образом указаны в данном документе. Каждый числовой диапазон, указанный в настоящем описании, будет включать каждый более узкий интервал числовых значений, попадающий в такой широкий числовой диапазон, как если бы такие более узкие числовые диапазоны были явным образом указаны в данном документе.
Каждый документ, цитируемый в данном документе, в том числе любая перекрестная ссылка или связанный патент или применение, настоящим включены в данный документ посредством ссылки во всей своей полноте, если иное специально не исключено или иным образом ограничено. Цитирование любого документа не является признанием того, что он является прототипом по отношению к любому изобретению, раскрытому или заявленному в настоящем документе или что он один, или в любой комбинации с любой другой ссылкой или ссылками, рекомендует, предлагает или раскрывает любое такое изобретение. Дополнительно, в той степени, в которой любое значение или определение термина в данном документе противоречит любому значению или определению этого же термина в документе, включенном посредством ссылки, значение или определение, назначенное этому термину в данном документе, имеет преимущественную силу.
В то время как конкретные варианты осуществления настоящего изобретения были проиллюстрированы и описаны, специалистам в данной области техники должно быть очевидно, что различные другие изменения и модификации могут быть сделаны без отступления от сущности и объема настоящего изобретения. Поэтому оно предназначено для охвата в прилагаемой формуле изобретения всех таких изменений и модификаций, которые находятся в пределах объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОВОЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВОК ПИЩЕВЫХ ПРОДУКТОВ И УПАКОВКИ, ИЗГОТОВЛЕННЫЕ ИЗ ТАКОГО МАТЕРИАЛА | 2002 |
|
RU2294867C2 |
| ЛЕГКО ВСКРЫВАЕМАЯ И ПОВТОРНО ЗАКРЫВАЕМАЯ УПАКОВКА С ДИСКРЕТНОЙ ЛЕНТОЙ И ПОЛОТНОМ С ВЫРУБНЫМ ЭЛЕМЕНТОМ | 2010 |
|
RU2516477C2 |
| УПАКОВКА С УСОВЕРШЕНСТВОВАННЫМ ПОВТОРНО ЗАКРЫВАЮЩИМСЯ ОТВЕРСТИЕМ | 2005 |
|
RU2371367C1 |
| Способ и устройство для прикрепления застежки-молнии к полимерной пленке | 2020 |
|
RU2770340C1 |
| ПОЛОТНО ПАКЕТОВ, СПОСОБ И ОБОРУДОВАНИЕ ДЛЯ УПАКОВКИ ИЗДЕЛИЙ | 2018 |
|
RU2758144C2 |
| УПАКОВКА | 2009 |
|
RU2527125C2 |
| Упаковочная машина | 2021 |
|
RU2822074C2 |
| УПАКОВОЧНОЕ ИЗДЕЛИЕ, ИЗДЕЛИЕ С УПАКОВАННЫМ ПИЩЕВЫМ ПРОДУКТОМ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ПРОИЗВОДСТВА | 2009 |
|
RU2414407C1 |
| КОНТЕЙНЕР ДЛЯ ХРАНЕНИЯ ПРОДУКТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2282571C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРУППОВЫХ УПАКОВОК И СООТВЕТСТВУЮЩАЯ УПАКОВКА | 2012 |
|
RU2577217C2 |
Способ и устройство для точного выполнения множества задач на полотне материала описаны в данном документе. Способ и устройство включают в себя по меньшей мере первый детектор для обнаружения обнаруживаемого признака на полотне материала для выполнения первой операции в первом положении на полотне материала и второй детектор для обнаружения обнаруживаемого признака на полотне материала для выполнения второй операции во втором положении на полотне материала. Способ и устройство дополнительно включают в себя компенсирующее устройство, которое взаимодействует, по меньшей мере косвенно, с детекторами. Компенсирующее устройство снижает любые отклонения в положении вдоль длины полотна материала между по меньшей мере одним из упомянутых первых положений и/или упомянутых вторых положений. 2 н. и 5 з.п. ф-лы, 2 ил.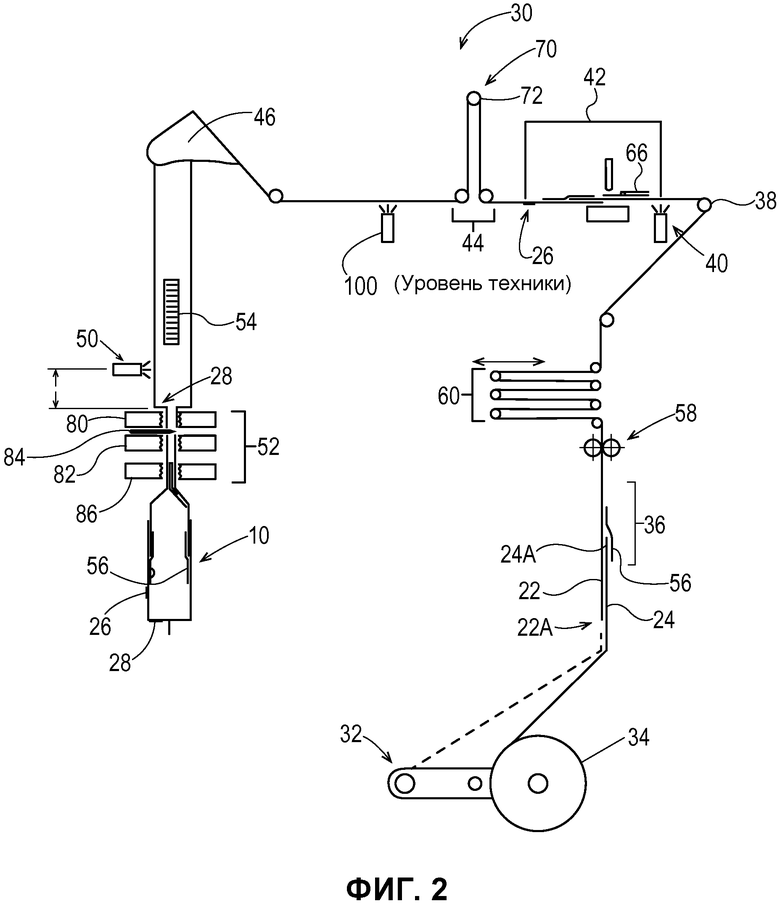
1. Способ присоединения элемента к полотну материала для пакета и разрезания полотна для образования отдельных пакетов, причем упомянутый способ содержит этапы, на которых:
а. обеспечивают полотно материала по длине, подходящей для образования множества пакетов из него, и перемещают упомянутое полотно материала в направлении обработки;
b. обнаруживают первое положение на полотне материала с помощью первого детектора для присоединения детали для повторного закрытия к упомянутому полотну материала;
c. обнаруживают второе положение на полотне материала с помощью второго детектора для разрезания полотна для образования отдельных пакетов, при этом этапы обнаружения первого положения и второго положения осуществляются отдельно; и
d. обеспечивают компенсирующее устройство для уменьшения любых отклонений в положении вдоль длины полотна материала между по меньшей мере одним из упомянутых первых положений и/или упомянутых вторых положений и, если необходимо, перемещают по меньшей мере участок полотна материала для регулировки относительного положения по меньшей мере одного из упомянутых первых положений и упомянутых вторых положений для уменьшения отклонений между ними.
2. Способ по п.1, дополнительно содержащий станцию позиционирования элемента, причем этап b) обнаружения первого положения на полотне материала осуществляется с помощью первого детектора, расположенного дальше по ходу перемещения от упомянутой станции позиционирования элемента.
3. Способ по п.2, дополнительно содержащий станцию разрезания, причем этап c) обнаружения второго положения на полотне материала для разрезания полотна осуществляется с помощью второго детектора, расположенного дальше по ходу перемещения от упомянутой станции разрезания.
4. Способ по п.1, в котором упомянутые первый и второй детекторы являются оптическими детекторами.
5. Способ по п.3, в котором компенсирующее устройство содержит автоматический натяжной ролик, расположенный раньше по ходу перемещения от станции позиционирования элемента и дальше по ходу перемещения от станции разрезания.
6. Способ по п.5, в котором автоматический натяжной ролик выполнен с возможностью быть сервоуправляемым.
7. Система обнаружения и компенсации для содействия в выполнении задач на машине, которая изготавливает изделия из полотна материала, который перемещается в отношении упомянутой машины, при этом упомянутое полотно материала имеет длину, причем упомянутая система содержит:
а. первый детектор для обнаружения первого положения на полотне материала;
b. клейкий нагретый уплотнительный элемент для присоединения детали для повторного закрытия в поперечном направлении к поверхности полотна материала;
с. компенсирующее устройство, расположенное раньше по ходу перемещения от первого детектора и клейкого нагретого уплотнительного элемента, для уменьшения любых отклонений в положении вдоль длины полотна материала;
d. уплотнительную полосу, расположенную раньше по ходу перемещения от компенсирующего устройства, для запечатывания и разрезания полотна материала для образования отдельных изделий; и
e. второй детектор для обнаружения второго положения на полотне материала, который расположен раньше по ходу перемещения от компенсирующего устройства.
| US 2002088202 A1, 11.07.2002 | |||
| US 6386851 B1, 14.05.2002 | |||
| US 2002155936 A1, 24.10.2002 | |||
| DE 19514728 A1, 24.10.1996. |

