Данная заявка подана 10 января 2020 года в качестве международной патентной заявки РСТ и по ней испрашивается приоритет согласно US 16/252 070, поданной 18 января 2019 года, содержание которой полностью включено в данный документ путем ссылки.
Область техники
Это изобретение относится к способу и устройству для прикрепления застежки-молнии к полимерной пленке. Более конкретно, это изобретение относится к устройству и способу прикрепления застежки-молнии к пленке с использованием минимального натяжения.
Уровень техники
В US 5906438, включенном в настоящий документ путем ссылки, описан гибкий мешок (пакет) типа сумки, имеющий многократно закрываемую застежку, и способ его изготовления. Во многих типичных многократно закрываемых мешках застежку-молнию предварительно изготавливают с помощью процесса экструзии, а затем прикрепляют к пленке мешка. Застежка-молния может представлять собой застежку прижимного типа («нажать чтобы закрыть»), имеющую выступающий охватываемый элемент, который входит в охватывающий паз. Эти элементы известны как зацепляющиеся детали молнии. Можно также использовать другие типы застежек, в том числе, например, застежки, имеющие ползунковые устройства.
Застежки-молнии предварительно изготовлены в виде непрерывной полосы, и их хранят намотанными вокруг рулона. Пакеты производят путем подачи непрерывного полотна или листа полимерной пленки из рулона и складывания, так что половина листа образует переднюю полосу, а другая половина образует заднюю полосу. Непрерывную полосу застежки-молнии подают между полосами, а затем соединяют, как правило, с помощью тепла, с противоположными полосами. Боковые спайки получают с применением тепла между противоположными полосами, поперечно к направлению застежки-молнии. Пакеты разделяют по линиям разделения с помощью процесса резки вдоль боковых спаек.
В существующих технологиях используют механизм плавающего ролика, который обеспечивает только грубую регулировку натяжения полосы застежки-молнии. В результате этого могут быть получены пакеты, в которых пленка является морщинистой или деформированной. В этом отношении желательны улучшения.
Сущность изобретения
В одном аспекте предложен способ прикрепления застежки-молнии к полимерной пленке с использованием минимального натяжения на застежке-молнии. Способ включает отматывание непрерывной полосы пластмассовой застежки-молнии от рулона застежки-молнии; отматывание полимерной пленки от рулона пленки, причем полимерная пленка имеет периодические метки; пропускание полосы застежки-молнии через механизм регулирования натяжения; пропускание полосы застежки-молнии через первую петлю регулирования натяжения; продвижение пленки к сварочной станции и мимо детектора меток для обнаружения метки на пленке; после обнаружения метки на пленке, пробивание отверстия в полосе застежки-молнии при обнаружении метки на пленке; пропускание полосы застежки-молнии с пробитым отверстием через вторую петлю регулирования натяжения; подачу полосы застежки-молнии на сварочную станцию при одновременной подаче пленки на сварочную станцию с той же скоростью, что и скорость полосы застежки-молнии; совмещение отверстия в полосе застежки-молнии с меткой на пленке; и сваривание полосы застежки-молнии с пленкой.
В некоторых воплощениях стадия сваривания включает зажатие полосы застежки-молнии между двумя стенками пленки и использование нагретых сварочных планок для передачи тепла к полосе застежки-молнии и пленке.
Стадия сваривания может включать использование трех комплектов противоположных сварочных планок.
В некоторых воплощениях стадия сваривания включает использование противоположных сварочных планок, где первая из противоположных сварочных планок регулирует давление сваривания, а вторая из противоположных сварочных планок регулирует расстояние между сварочными планками.
В некоторых вариантах способ включает стадии обнаружения положения метки; обнаружения положения отверстия; сравнения расстояния между обнаруженной меткой и обнаруженным отверстием с заданным целевым значением; и, если расстояние не равно целевому значению, регулирования длины указанного расстояния таким образом, чтобы это расстояние стало равным целевому значению.
В некоторых вариантах способа стадия пропускания полосы застежки-молнии через первую петлю регулирования натяжения включает проведение полосы застежки-молнии под утяжеленным диском, выполненным с возможностью перемещения в направлении вверх и вниз под действием силы тяжести, для обеспечения постоянного натяжения полосы застежки-молнии.
В некоторых вариантах способа стадия пропускания полосы застежки-молнии через вторую петлю регулирования натяжения включает проведение полосы застежки-молнии под утяжеленным диском, выполненным с возможностью перемещения в направлении вверх и вниз под действием силы тяжести, для обеспечения постоянного натяжения полосы застежки-молнии.
Способ может включать, после стадии обнаружения метки на пленке, стадию складывания пленки.
Стадия сваривания может включать использование множества наборов противоположных направляющих роликов для направления положения полосы застежки-молнии по отношению к пленке.
В другом аспекте предложено устройство для прикрепления застежки-молнии к полимерной пленке с использованием минимального натяжения на застежке-молнии. Устройство включает механизм регулирования натяжения для обеспечения по меньшей мере некоторого натяжения полосы застежки-молнии. Первая петля регулирования натяжения находится ниже по потоку от механизма плавающего ролика. Детектор меток расположен для обнаружения метки на пленке. Перфоратор отверстий расположен ниже по потоку от первой петли регулирования натяжения и запрограммирован на пробивание отверстия в полосе застежки-молнии при обнаружении метки на пленке. Вторая петля регулирования натяжения находится ниже по потоку от перфоратора отверстий. Сварочная станция находится ниже по потоку от второй петли регулирования натяжения и детектора меток, и выполнена и размещена для сваривания полосы застежки-молнии с пленкой.
В одном или более воплощениях первая петля регулирования натяжения включает утяжеленный диск, выполненный с возможностью перемещения в направлении вверх и вниз под действием силы тяжести.
В некоторых воплощениях вторая петля регулирования может включать утяжеленный диск, выполненный с возможностью перемещения в направлении вверх и вниз под действием силы тяжести.
Устройство может также включать детектор отверстий ниже по потоку от второй петли регулирования и выше по потоку от сварочной станции. Устройство может также включать контроллер для сравнения расстояния между обнаруженной меткой и обнаруженным отверстием.
В некоторых воплощениях сварочная станция включает по меньшей мере первый набор противоположных сварочных планок, причем первая из противоположных сварочных планок регулирует давление сваривания, а вторая из противоположных сварочных планок регулирует расстояние между сварочными планками.
Сварочная станция, в некоторых воплощениях, может включать три набора противоположных сварочных планок.
В другом аспекте предложена система для сваривания застежки-молнии с пленкой. Система включает: станцию рулона застежки-молнии и станцию рулона пленки, от которых отматывают застежку-молнию и пленку, соответственно; механизм плавающего ролика для натяжения застежки-молнии от станции рулона застежки-молнии; петлю минимального натяжения и прижим; детектор меток, перфоратор и детектор отверстий; сварочную станцию и контроллер для приема сигналов от детектора меток и детектора отверстий и передачи сигналов в прижим. Прижим получает инструкции от контроллера и осуществляет подачу застежки-молнии к петле регулирования минимального натяжения так, что прижим и петля регулирования минимального натяжения работают в режиме продвижения и задержки, таким образом, что застежку-молнию и пленку подают в сварочную станцию с одной и той же скоростью, и натяжение молнии при входе в сварочную станцию составляет от 0,05 фунтов до 0,7 фунтов (от 22,7 г до 317,8 г).
В некоторых системах натяжение застежки-молнии при входе в сварочную станцию составляет менее 0,2 фунта (менее 90,8 г).
В некоторых воплощениях натяжение застежки-молнии при входе в сварочную станцию составляет примерно 0,1 фунт (45,4 г).
Различные примеры предпочтительных признаков продукта или способов приведены в последующем описании и отчасти станут очевидны из описания или могут быть получены при практическом применении различных аспектов этого изобретения. Аспекты данного изобретения могут относиться к отдельным признакам, а также к сочетаниям признаков. Следует понимать, что как приведенное выше общее описание, так и приведенное ниже подробное описание являются лишь пояснительными и не являются ограничивающими в отношении заявленных изобретений.
Краткое описание чертежей
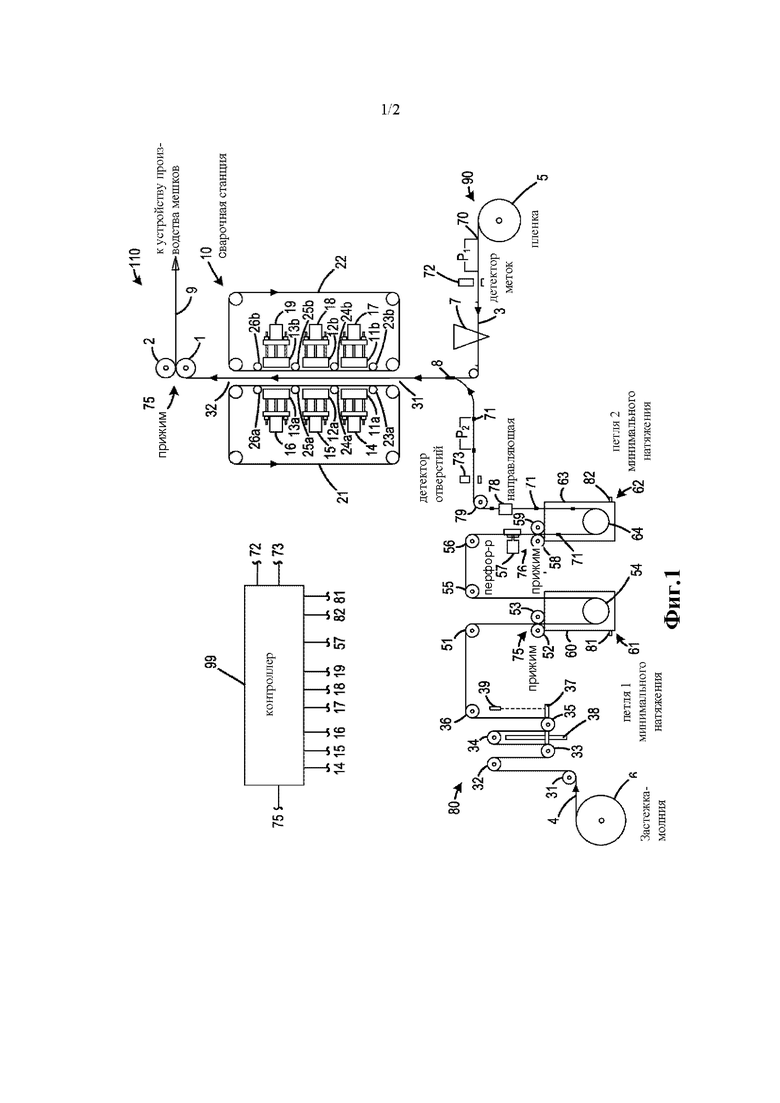
На фиг. 1 схематически показаны устройство и способ прикрепления застежки-молнии к полимерной пленке, и
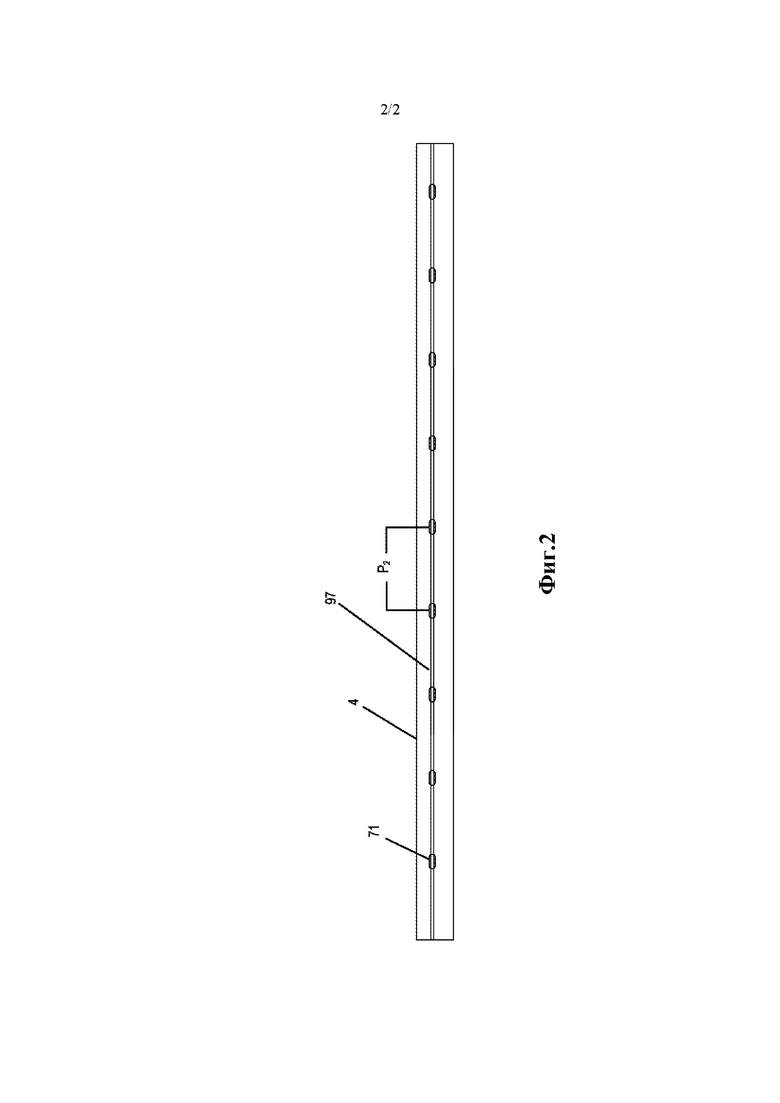
на фиг. 2 представлен вид спереди застежки-молнии с регулярными отверстиями, используемой в способе, изображенном на фиг. 1.
Подробное описание
Ниже описаны способ и устройство, которые обеспечивают усовершенствования по сравнению с уровнем техники. Например, улучшается эстетический вид упаковки или мешков, так как полимерная пленка не сморщивается и не деформируется. У застежки-молнии имеется регулярно удаляемая из нее масса материала, которая должна быть совмещена с метками на пленке, указывающими на положение линий разделения мешков. Масса удаленного материала соответствует зацепляющимся элементам застежки-молнии, закрываемой при нажатии. Зацепляющиеся элементы являются гораздо более толстыми, чем остальная часть боковины молнии. В способах согласно уровню техники после осуществления боковой сварки мешков эти толстые зацепляющиеся элементы сплющивают с помощью сварочных планок, и это задерживает процесс сваривания. Путем выбивания зацепляющихся элементов время сваривания уменьшается. Способ и устройство, описанные ниже, обеспечивают точное совмещение удаленной массы материала застежки-молнии с меткой, сохраняя при этом такое же минимальное натяжение застежки-молнии и пленки мешка, что обеспечивает получение преимуществ. Другие получаемые преимущества включают сокращение случаев перегрева или недостаточного нагревания пленки и застежки-молнии, когда застежку-молнию сваривают с пленкой. Это преимущество достигается путем обеспечения регулирования параметров сваривания, включая давление, время сваривания и зазор между противоположными сварочными планками.
Ссылка дана на фиг. 1. На фиг. 1 показано устройство 110 для прикрепления застежки-молнии 4 к полимерной пленке 3.
Используют рулон 6, вокруг которого спирально намотана непрерывная полоса пластмассовой застежки-молнии 4. Способ включает стадию отматывания непрерывной полосы застежки-молнии 4 от рулона 6 и пропускания полосы застежки-молнии 4 через механизм регулирования натяжения, выполненный в данном случае в виде механизма 80 плавающего ролика.
Механизм 80 плавающего ролика обеспечивает по меньшей мере некоторое натяжение полосе застежки-молнии 4. Механизм 80 плавающего ролика включает направляющие ролики 31, 32, 33, 34, 35 и 36. Направляющий механизм 80 дополнительно включает брус 37 каретки и направляющую 38 каретки.
Механизм 80 плавающего ролика может представлять собой тип механизма натяжения, который описан в US 5276950, включенный в данное описание путем ссылки. Направляющие ролики 31, 32, 34 и 36 неподвижны и неразъемно закреплены на раме устройства 110. Направляющие ролики 33 и 35 установлены на брус 37 каретки, который движется вверх и вниз по направляющей 38 каретки. Датчик 39, который фиксирован, непрерывно определяет положение бруса 37 каретки. Если брус 37 каретки поднимается выше определенной высоты, детектор посылает сигнал контроллеру 99, так что двигатель, регулирующий рулон 6, вызывает вращение рулона 6, чтобы отмотать застежку-молнию 4 на дополнительную длину. Отматывание застежки-молнии 4 на дополнительную длину приводит к опусканию вниз бруса 37 каретки. После того, как брус 37 каретки достиг минимальной высоты, контроллеру 99 направляется другой сигнал, чтобы остановить вращение и отматывание застежки-молнии 4. Этот цикл постоянно повторяют во время работы устройства 110.
Способ также включает стадию прохождения полосы застежки-молнии 4 через первую петлю 61 регулирования натяжения. Первая петля 61 регулирования натяжения расположена ниже по потоку от механизма 80 плавающего ролика. Первая петля 61 регулирования натяжения установлена для создания минимального натяжения, необходимого для поддержания застежки-молнии 4 прямой и предотвращения запутывания. Обеспечен утяжеленный диск 54, и застежку-молнию 4 пропускают под утяжеленным диском 54. Утяжеленный диск 54 выполнен с возможностью перемещения в направлении вверх и вниз под действием силы тяжести, чтобы обеспечить постоянное натяжение на застежке-молнии 4. Застежка-молния 4 и утяжеленный диск 54 находятся в коробке 60 петли. Датчик 81 обеспечивает обратную связь с контроллером 99, чтобы удержать застежку-молнию 4 внутри коробки 60 петли.
Также на фиг. 1 можно видеть, как застежка-молния 4 проходит вокруг направляющего ролика 51 и в прижим 75 между направляющими роликами 52 и 53. После прижима 75 застежка-молния входит в коробку 60 петли и проходит вокруг утяжеленного диска 54.
Как можно понять при сравнении петли 61 натяжения с механизмом 80 плавающего ролика, в петле 61 натяжения отсутствуют вращающиеся рычаги или ползуны, которые создают силу трения, влияющую на натяжение застежки-молнии 4. Это способствует достижению лучшего регулирования натяжения, чем в механизме 80 плавающего ролика.
Устройство 110 и способ включают операцию отматывания полимерной пленки 3 от рулона 5 пленки. Пленка 3 имеет регулярные метки. Эти метки предназначены для указания линий разделения, где будут осуществлять боковое сваривание и резку для получения отдельных мешков или пакетов. Метки 70 нанесены с регулярным шагом Р. В общем, величина шага Р является постоянной на протяжении всего рулона пленки 3, но точность размещения меток 70 может варьироваться в пределах рулона 5.
Пленку 3 продвигают к сварочной станции 10. По ходу ее продвижения установлен детектор 72 меток для обнаружения меток 70 на пленке 3. Детектор 72 меток посылает сигнал контроллеру 99 для указания того, что обнаружена метка 70.
После того, как на пленке 3 обнаружена метка 70, пленку 3 направляют вокруг треугольной доски 7, чтобы сложить ее в нужную форму. Как правило, это включает формование пленки 3 для придания ей U-образной формы, с получением противоположных полос со складкой между этими противоположными полосами. На открытой стороне сложенной пленки 3 имеется место, где будет установлена застежка-молния 4.
Как указано выше, детектор 72 меток посылает сигнал контроллеру 99, который фиксирует положение прижима 75. Прижим 75 имеет регулирование сервоприводом и имеет вращательный кодировщик для отслеживания положения пленки 3. После того, как обнаружена метка 70, пробивают отверстие или делают прокол 71 в застежке-молнии 4 на перфораторе 57 отверстий. Перфоратор 57 отверстий находится ниже по потоку от первой петли 61 регулирования натяжения. На фиг. 2 показана застежка-молния 4 с регулярными отверстиями 71 в ней, разделенными расстоянием Р2 и взаимно соединяемыми элементами 97.
После пропускания застежки-молнии 4 через стадию пробивки отверстий, застежку-молнию 4 перемещают на вторую петлю 62 регулирования натяжения. Вторая петля 62 регулирования натяжения способствует обеспечению того, что застежку-молнию 4, в которой было пробито отверстие 71, поддерживают при минимальном натяжении, таким образом, что застежка-молния 4 является прямой и не запутанной. Вторая петля 62 регулирования натяжения также позволяет остановить застежку-молнию там, где необходимо для активации перфоратора 57 отверстий. Перед второй петлей 62 натяжения установлен снабженный приводом прижим 76 для ввода пробитой застежки-молнии 4 в коробку 63 петли. Прижим 76 включает пару роликов 58, 59.
Прижим 76 работает с повторяемой последовательностью продвижения и задержки. Контроллер 99 регулирует прижим 76, и во время движения как части этой последовательности прижим 76 проходит заданное расстояние, как правило, близкое или равное расстоянию шага Р (фиг. 2). Расстояние, которое проходит прижим 76 при заданном движении, будет меняться, когда система вносит коррективы для совмещения метки 70 с обнаруженным отверстием 71. Прижим 76 останавливается при задержке между периодами движения для обеспечения активации перфоратора 57 отверстий.
Вторая петля 62 регулирования натяжения выполнена аналогично первой петле 61 регулирования натяжения. Утяжеленный диск 64 движется вверх и вниз под действием силы тяжести, и пробитую застежку-молнию 4 пропускают под утяжеленным диском 64. Диск 64 обеспечивает поддерживание пробитой застежки-молнии 4 при постоянном натяжении. Детектор 82 отслеживает уровень пробитой застежки-молнии 4 в коробке 63 петли, и его используют в качестве указания того, что для сохранения петли необходимо запустить прижим 76. Обе коробки 60 и 63 петель открыты в нижней части.
После прохождения через вторую петлю 62 регулирования натяжения пробитая застежка-молния 4 проходит через направляющую 78 и вокруг направляющего ролика 79.
Детектор 73 отверстий установлен ниже по потоку от второй петли 62 регулирования натяжения, и в данном воплощении, ниже по потоку от направляющей 78 и ролика 79. Детектор 73 отверстий обнаруживает отверстие или прокол 71 в застежке-молнии 4. После того, как метка 70 обнаружена детектором 72 меток, положение пленочного прижима 75 зафиксировано контроллером 99. Затем детектор 73 отверстий обнаруживает отверстие 71, и контроллер 99 фиксирует это положение пленочного прижима 75. Контроллер 99 способен рассчитать расстояние между меткой 70 и обнаруженным отверстием 71. Контроллер 99 сравнивает это расстояние с целевым значением, которое было введено оператором в контроллер 99. Если сравниваемые расстояния не равны, контроллер 99 корректирует длину указанного расстояния с помощью прижима 76 так, чтобы они стали равными. Если сравниваемые расстояния равны, но отверстие 71 не совмещено с меткой 70, то оператор способен выполнить стадию калибровки устройства 110 и обеспечить коррекцию. Коррекция может быть выполнена путем корректировки целевого значения, введенного в контроллер 99.
Благодаря наличию детектора 72 меток и детектора 73 отверстий, в дополнение к контроллеру 99, который получает данные о положении обоих мест, а затем автоматически регулирует расстояние между отверстиями 71, изменяя указанное расстояние от прижима 76, обеспечиваются преимущества. Преимущества включают возможность точного выравнивания отверстий 71 в застежке-молнии 4 с метками 70 на пленке, несмотря на изменения в натяжении на застежке-молнии 4 на рулоне 6, изменения в натяжении пленки 3, или изменения в расстоянии между отпечатанными метками 70 на пленке 3.
Способ включает стадию подачи полосы застежки-молнии 4 к сварочной станции 10, с одновременной подачей пленки 3 к сварочной станции 10 с той же скоростью, что у полосы застежки-молнии 4. Сварочная станция 10 находится ниже по потоку от второй петли 62 регулирования натяжения и детектора 73 отверстий, а также находится ниже по потоку от детектора 72 меток.
Хотя застежка-молния 4 периодически останавливается для пробивки отверстий 71, накопление достаточной длины застежки-молнии 4 в механизме 80 плавающего ролика и петлях 61, 62 регулирования натяжения позволяет осуществлять непрерывную подачу застежки-молнии 4 на сварочную станцию 10 с той же фактической скоростью, что подача пленки 3. Отверстия 71 в застежке-молнии 4 выровнены с метками 70 на пленке, при минимальном напряжении в застежке-молнии 4, так что после изготовления мешка образуются минимальное количество морщин.
Способ дополнительно включает сваривание полосы застежки-молнии 4 с пленкой 3. Стадию сваривания проводят в то время, как отверстие 71 выровнено с меткой 70.
Во время стадии сваривания полоса застежки-молнии 4 зажата между двумя противоположными стенками пленки 3, и нагретые сварочные планки передают тепло пленке 3 и застежке-молнии 4. В данном воплощении имеется три пары противоположных нагревательных сварочных планок, обозначенных 11а и 11b; 12а и 12b; и 13а и 13b. Сварочные планки 11а, 12а и 13а выдвигают и втягивают путем активации воздушных цилиндров 14, 15 и 16. Воздушными цилиндрами 14, 15, 16 управляют с помощью электропневматических регуляторов, которые точно регулируют давление сваривания. Контроллер 99 подает сигналы к воздушным цилиндрам 14, 15, 16 с целью выдвижения и втягивания сварочных планок 11а, 12а и 13а.
Сварочные планки 11b, 12b и 13b установлены на электрических приводах 17, 18, 19 стержневого типа, которые точно регулируют степень выдвижения и втягивания. Все сварочные планки 11, 12, 13 включают электрические нагреватели и термопары для регулирования температуры сварочных планок с помощью программируемого контроллера, имеющего интерфейс оператора.
Сваривание застежки-молнии 4 с пленкой 3 осуществляют путем выдвижения нагревательных сварочных планок 11, 12, 13 к движущейся пленке 3 и прикладывания давления к тефлоновым ремням 21, 22, расположенным между пленкой 3 и противоположными сварочными планками. Ремни 21, 22 непрерывно вращаются в своих соответствующих петлях. Ремни 21, 22 двигаются синхронно с пленкой 3 и застежкой-молнией 4 и находятся в контакте с противоположными краями пленки 3.
В зависимости от линейной скорости пленки 3, для сваривания активируют выбранное количество сварочных планок. То есть, можно использовать только один набор противоположных сварочных планок, два набора противоположных сварочных планок или все три набора противоположных сварочных планок. При более низких скоростях пленки может быть активирована только одна пара противоположных сварочных планок. При промежуточных скоростях пленки могут быть активированы два набора сварочных планок. При самой высокой скорости могут быть активированы все три комплекта сварочных планок. Это дает преимущества в том, что впустую тратится меньше пленки 3 и застежки-молнии 4, так как происходит меньше случаев перегрева или недостаточного нагрева.
Как можно понимать из вышеуказанного, при наличии независимого регулирования отдельных наборов противоположных сварочных планок, любые не сваренные вместе пленка 3 и застежка-молния 4, расположенные между сварочными планками 11а и 11b и 13а 13b, которые не были сварены вместе во время нормальных остановок линии, будут полностью сварены во время запуска процесса. Во время запуска процесса сварочные планки 11а и 11b выдвигают к движущийся пленке 3, и они оказывают давление на тефлоновые ремни 21 и 22, сваривая вместе пленку 3 и застежку-молнию 4. В это же время контроллер 99 дает сигнал сварочным планкам 13а и 13b осуществить выдвижение к движущейся пленке 3 и оказать давление на тефлоновые ремни 21 и 22, сваривая вместе пленку 3 и застежку-молнию 4. В зависимости от линейной скорости пленки 3 контроллер 99 втягивает планки 13а и 13b, так чтобы не перегревать пленку 3 и застежку-молнию 4. Сварочные планки 11а и 11b остаются в выдвинутом положении для сваривания вместе пленки 3 и застежки-молнии 4. Эта операция полезна для сокращения или во многих случаях устранения израсходованных впустую пленки 3 и застежки-молнии 4, не сваренных вместе и отбракованных находящимся ниже по потоку оборудованием для обработки.
После того, как пленка 3 и застежка-молния 4 прошли обработку в сварочной станции 10, их подают к устройству для производства мешков для заполнения продуктом и для окончательного сваривания мешка. Поскольку отверстия 71 удаляют взаимно соединенные элементы застежки-молнии 71 на разделительных линиях между мешками, количество тепла, необходимое для окончательного сваривания, ниже по сравнению с исполнением, когда отверстия 71 не были выполнены.
Как можно понять из вышеуказанного, первая и вторая петли 61, 62 регулирования натяжения помогают подавать застежку-молнию 4 с минимальным натяжением во время прикрепления застежки-молнии 4 к пленке 3, обеспечивая при этом точное совмещение отверстий 71 с метками 70 на пленке. Это приводит к получению отдельных мешков, не имеющих морщин. Минимальное натяжение представляет собой натяжение менее 0,8 фунтов (менее 363,2 г), и, как правило, от 0,05 фунтов до 0,7 фунтов (между 22,7 г и 317,8 г). Во многих предпочтительных системах и способах натяжение составляет менее 0,2 фунтов (менее 90,8 г), действительно часто менее 0,15 фунтов (менее 68,1 г). В одном примере системы натяжение составляет примерно 0,1 фунт (45,4 г).
В данный способ могут быть внесены изменения, которые по-прежнему приводят к получению вышеуказанных преимуществ. Например, вместо механизма плавающего ролика и двух петель регулирования натяжения можно использовать три петли регулирования натяжения. Кроме того, можно использовать только одну петлю регулирования натяжения.
Вышеуказанное описание представляет собой пример реализации принципов изобретения. С использованием этих принципов могут быть осуществлены многие воплощения.
Способ и устройство для прикрепления застежки-молнии к полимерной пленке с использованием минимального натяжения на застежке-молнии включает обеспечение первой и второй петель регулирования натяжения, детектора меток, а также перфоратора отверстий, запрограммированного на пробивание отверстия в застежке-молнии при обнаружении метки. Застежку-молнию и пленку подают на сварочную станцию с одной и той же скоростью, и отверстие застежки-молнии совмещают с меткой на пленке, что обеспечивает сваривание полосы застежки-молнии с пленкой. Изобретение направлено на повышение плавности регулировки натяжения полосы застежки-молнии, в результате этого получаются пакеты, в которых предотвращается морщинистость и деформирование пленки. 3 н. и 17 з.п. ф-лы, 2 ил.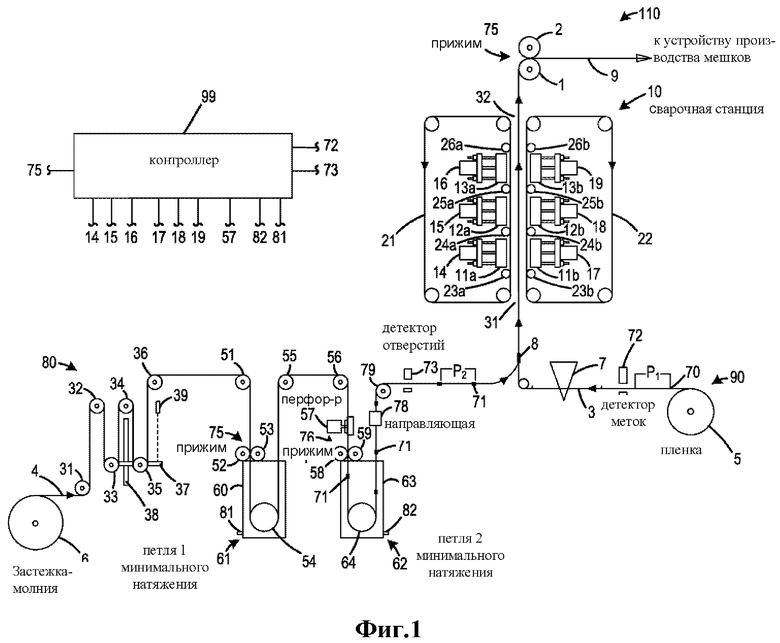
1. Способ прикрепления застежки-молнии (4) к полимерной пленке (3) с использованием минимального натяжения на застежке-молнии, включающий:
a) отматывание непрерывной полосы пластмассовой застежки-молнии (4) от рулона (6) застежки-молнии (4);
b) отматывание полимерной пленки (3) от рулона (5) пленки, причем полимерная пленка (3) имеет регулярные метки;
c) пропускание полосы застежки-молнии (4) через механизм регулирования натяжения;
d) пропускание полосы застежки-молнии (4) через первую петлю (61) регулирования натяжения;
e) продвижение пленки (3) к сварочной станции (10) и мимо детектора (72) меток для обнаружения метки (70) на пленке (3);
f) после обнаружения метки (70) на пленке (3), пробивание отверстия (71) в полосе застежки-молнии (4) при обнаружении метки (70) на пленке (3);
g) пропускание полосы застежки-молнии (4) с пробитым отверстием (71) через вторую петлю (62) регулирования натяжения;
h) подачу полосы застежки-молнии (4) на сварочную станцию (10) при одновременной подаче пленки (3) на сварочную станцию (10) с той же скоростью, что и скорость полосы застежки-молнии (4);
i) совмещение отверстия (71) в полосе застежки-молнии (4) с меткой (70) на пленке (3); и
j) сваривание полосы застежки-молнии (4) с пленкой (3).
2. Способ по п. 1, в котором стадия пропускания полосы застежки-молнии (4) через механизм регулирования натяжения включает пропускание полосы застежки-молнии (4) через механизм (80) плавающего ролика.
3. Способ по п. 1 или 2, в котором стадия сваривания включает зажатие полосы застежки-молнии (4) между двумя стенками пленки (3) и использование нагретых сварочных планок (11а, 12а, 13а) для передачи тепла к полосе застежки-молнии (4) и пленке (3).
4. Способ по п. 3 и/или любому другому пункту, в котором стадия сваривания включает использование 3 комплектов противоположных сварочных планок (11а, 11b, 12а, 12b, 13а. 13b).
5. Способ по п. 3 и/или любому другому пункту, в котором стадия сваривания включает использование противоположных сварочных планок (11а, 11b, 12а, 12b, 13а, 13b), при этом первая из противоположных сварочных планок (11а, 12а, 13а) регулирует давление сваривания, а вторая из противоположных сварочных планок (11b, 12b, 13b) регулирует расстояние между сварочными планками.
6. Способ по п. 1 и/или любому другому пункту, дополнительно включающий:
a) обнаружение положения метки (70):
b) обнаружение положения отверстия (71);
c) сравнение расстояния между обнаруженной меткой (70) и обнаруженным отверстием (71) с заданным целевым значением; и
d) если расстояние не равно целевому значению, регулирование длины указанного расстояния таким образом, чтобы расстояние стало равным целевому значению.
7. Способ по п. 1 и/или любому другому пункту, в котором стадия пропускания полосы застежки-молнии (4) через первую петлю (61) регулирования натяжения включает проведение полосы застежки-молнии (4) под утяжеленным диском (54), выполненным с возможностью перемещения в направлении вверх и вниз под действием силы тяжести, для обеспечения постоянного натяжения полосы застежки-молнии (4).
8. Способ по п. 1 и/или любому другому пункту, в котором стадия пропускания полосы застежки-молнии (4) через вторую петлю (62) регулирования натяжения включает проведение полосы застежки-молнии (4) под утяжеленным диском (54), выполненным с возможностью перемещения в направлении вверх и вниз под действием силы тяжести, для обеспечения постоянного натяжения полосы застежки-молнии (4).
9. Способ по п. 1 и/или любому другому пункту, в котором после стадии обнаружения метки (70) на пленке (3) осуществляют складывание пленки (3).
10. Способ по п. 1 и/или любому другому пункту, в котором стадия сваривания включает использование множества наборов противоположных направляющих роликов (51, 52, 53) для направления положения полосы застежки-молнии (4) по отношению к пленке (3).
11. Устройство для прикрепления застежки-молнии (4) к полимерной пленке (3) с использованием минимального натяжения на застежке-молнии (4), включающее:
a) механизм регулирования натяжения для обеспечения по меньшей мере некоторого натяжения полосы застежки-молнии (4);
b) первую петлю (61) регулирования натяжения ниже по потоку от механизма (80) плавающего ролика;
c) детектор (72) меток, расположенный для обнаружения метки (70) на пленке (3);
d) перфоратор отверстий, расположенный ниже по потоку от первой петли (61) регулирования натяжения и запрограммированный на пробивание отверстия (71) в полосе застежки-молнии (4) при обнаружении метки (70) на пленке (3);
e) вторую петлю регулирования натяжения ниже по потоку от перфоратора отверстий (71); и
f) сварочную станцию (10), расположенную ниже по потоку от второй петли регулирования натяжения и детектора (72) меток и выполненную и размещенную для сваривания полосы застежки-молнии (4) с пленкой (3).
12. Устройство по п. 11 и/или любому другому пункту, в котором механизм регулирования натяжения включает механизм (80) плавающего ролика.
13. Устройство по п. 11 и/или любому другому пункту, в котором первая петля (61) регулирования натяжения включает утяжеленный диск (54), выполненный с возможностью перемещения в направлении вверх и вниз под действием силы тяжести.
14. Устройство по п. 11 и/или любому другому пункту, в котором вторая петля (62) регулирования натяжения включает утяжеленный диск (54), выполненный с возможностью перемещения в направлении вверх и вниз под действием силы тяжести.
15. Устройство по п. 11 и/или любому другому пункту, дополнительно включающее:
a) детектор (73) отверстий ниже по потоку от второй петли (62) регулирования натяжения и выше по потоку от сварочной станции (10); и
b) контроллер (99) для сравнения расстояния от обнаруженной метки (70) до фиксированного положения ниже по потоку от сварочной станции (10) и расстояния от обнаруженного отверстия (71) до фиксированного положения ниже по потоку от сварочной станции (10).
16. Устройство по п. 11 и/или любому другому пункту, в котором сварочная станция (10) включает по меньшей мере первый набор противоположных сварочных планок, причем первая из противоположных сварочных планок регулирует давление сваривания, а вторая из противоположных сварочных планок регулирует расстояние между сварочными планками.
17. Устройство по п. 16 и/или любому другому пункту, в котором сварочная станция (10) включает 3 комплекта противоположных сварочных планок.
18. Система для сваривания застежки-молнии с пленкой (3), включающая:
a) станцию рулона застежки-молнии и станцию рулона пленки (3), от которых отматывают застежку-молнию и пленку (3), соответственно;
b) механизм (80) плавающего ролика для натяжения застежки-молнии от станции рулона молнии;
c) петлю (61) минимального натяжения и прижим (75);
d) детектор (72) меток, перфоратор (57) и детектор (73) отверстий;
e) сварочную станцию (10); и
f) контроллер (99) для приема сигналов от детектора (72) меток и детектора (73) отверстий и передачи сигналов в прижим (75);
в которой прижим получает инструкции от контроллера (99) и осуществляет подачу застежки-молнии к петле (61) регулирования минимального натяжения так, что прижим (75) и петля (61) регулирования минимального натяжения работают в режиме продвижения и задержки таким образом, что застежку-молнию и пленку (3) подают в сварочную станцию (10) с одной и той же скоростью, и натяжение застежки-молнии при входе в сварочную станцию (10) составляет от 0,05 фунтов до 0,7 фунтов (от 22,7 г до 317,8 г).
19. Система по п. 18 и/или любому другому пункту, в которой натяжение застежки-молнии при входе в сварочную станцию (10) составляет менее 0,2 фунтов (менее 90,8 г).
20. Система по п. 18 и/или любому другому пункту, в которой натяжение застежки-молнии при входе на сварочную станцию (10) составляет примерно 0,1 фунт (45,4 г).
| US 2012289389 A1, 15.11.2012 | |||
| US 5906438 A, 25.05.1999 | |||
| US 5276950 A, 11.01.1994 | |||
| Способ прикрепления отделочных элементов к деталям швейных изделий | 1978 |
|
SU680717A1 |
| СПОСОБ СОЕДИНЕНИЯ ЗАСТЕЖКИ-МОЛНИИ И ЗАСТЕЖКА-МОЛНИЯ | 1997 |
|
RU2149575C1 |

