Изобретение относится к очистке теплообменных труб аппаратов воздушного охлаждения компрессорных станций магистральных газопроводов.
На компрессорных станциях в качестве средств охлаждения газа используются аппараты воздушного охлаждения (АВО), состоящие из теплообменных секций, коллектора и вентилятора с электродвигателем. Наружные оребренные поверхности аппаратов воздушного охлаждения подвергаются загрязнению органическими и неорганическими частицами, которые ухудшают теплообменные свойства АВО, уменьшая площадь теплообмена оребренных труб. В результате этого снижается интенсивность охлаждения нагретого при компремировании газа, что увеличивает энергозатраты.
Известен способ очистки теплообменных труб аппаратов воздушного охлаждения компрессорных станций магистральных газопроводов, включающий продувку осевших на трубы частиц воздухом под давлением после предварительного снятия крупных отложений с нижних рядов теплообменных труб с помощью скребков (Патент РФ №2302912 С2, дата приоритета 28.02.2005, дата публикации 20.07.2007, авторы: Кудакаев СМ. и др., RU).
Недостатками известного аналога являются трудоемкость процесса и опасность повреждения оребрения теплообменных труб, обусловленные использованием скребков и ручного труда.
Известен способ очистки наружной поверхности из алюминия и алюминиевых сплавов аппаратов воздушного охлаждения, осуществляемый в три этапа, включающий на первом и третьем этапах струйную промывку поверхности нагретой водой или смесью воды с водяным паром при давлении струи 20-150 бар, а на втором этапе -струйную обработку поверхности 0,25-1,5% водным раствором нагретого кислотного моющего средства, с давлением струи 20-150 бар и выдержкой в течение 10-30 минут (Патент РФ №2520839 С1, дата приоритета 20.11.2012, дата публикации 27.06.2014, автор Басаков Е.И., RU).
Недостатком известного способа очистки является его высокая трудоемкость, обусловленная осуществлением струйной промывки в три этапа с использованием моющего средства на основе кислот.
В качестве прототипа принят известный способ очистки с помощью оборудования автоматизированной очистки АВО, являющийся наиболее близким к заявляемому способу, включающий подачу очистителя в виде пара в вертикальном направлении на оребренные теплообменные трубы аппарата воздушного охлаждения, при этом подачу очистителя осуществляют с помощью установленных под теплообменными секциями очистительных секций, содержащих трубы с распылительными форсунками, объединенные коллектором (Акулов К.А. Очистка аппаратов воздушного охлаждения газа / К.А. Акулов, В.В. Голик, Т.Г. Пономарева // Фундаментальные исследования - 2015. - №12-3. - с. 453-456, прототип).
Недостаток прототипа заключается в низкой эффективности очистки, обусловленной размещением очистительных секций только снизу под теплообменными секциями, что не сможет обеспечить очистку верхних и нижних поверхностей оребренных труб дальше второго ряда, при этом возможно также смачивание или спекание находящихся там загрязнений, что приведет еще к большему ухудшению режима работы АВО.
Технической проблемой является повышение безопасности и эффективности очистки оребренных труб АВО компрессорных станций магистральных газопроводов.
Технический результат от использования изобретения заключается в повышении эффективности способа очистки за счет подачи очистителя в двух направлениях и установки максимально возможного давления струи, в поддержании температурного баланса газа во всех рядах теплообменных труб и всесторонней очистке наружной поверхности оребренных труб.
Для решения технической проблемы и достижения технического результата предложен способ очистки наружной поверхности теплообменных труб аппаратов воздушного охлаждения, включающий подачу очистителя в вертикальном направлении на оребренные теплообменные трубы аппарата воздушного охлаждения с помощью очистительной секции, содержащей трубы с распылительными форсунками. Новым является то, что осуществляют дополнительную подачу очистителя в горизонтальном направлении с помощью дополнительной очистительной секции, установленной вертикально вдоль длинной стороны теплообменной секции аппарата воздушного охлаждения, перпендикулярно соединительным трубным решеткам.
Согласно изобретению, способ в частности характеризуется тем, что через дополнительную очистительную секцию осуществляют дифференцированное по температуре нагрева регулирование степени увлажнения воздуха по рядам оребренных теплообменных труб аппарата воздушного охлаждения с помощью управляемых форсунок, установленных на трубах дополнительной очистительной секции.
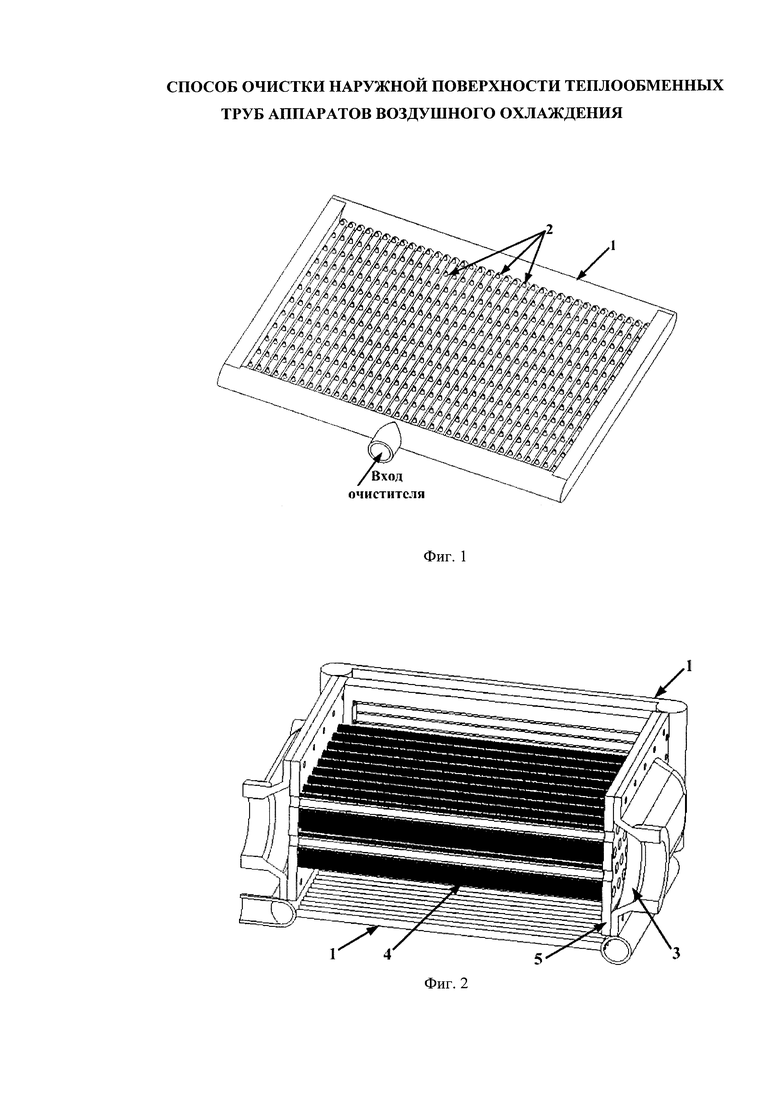
На фиг. 1 схематично показана очистительная секция из труб с форсунками, используемая для очистки АВО, общий вид; на фиг. 2 - конструкция теплообменной секции АВО с установленными под ней и вдоль длинной стороны очистительными секциями.
Для реализации способа и осуществления качественной и безопасной очистки наружных поверхностей АВО используют очистительные секции 1, содержащие трубы с распылительными форсунками 2 (фиг. 1). Очистительные секции 1 устанавливают снизу под теплообменными секциями 3 АВО с оребренными теплообменными трубами 4 и вдоль длинной стороны теплообменной секции, перпендикулярно соединительным трубным решеткам 5, как показано на фиг. 2. Расположение очистительных секций 1 снизу и сбоку позволяет производить подачу очистителя, например, воды под давлением как в вертикальном, так и в горизонтальном направлениях, причем, поочередно или одновременно. Кроме того, на всех трубах боковой очистительной секции установлена запорно-регулирующая арматура для осуществления регулирования и контроля с помощью управляемых форсунок степени увлажнения воздуха по рядам оребренных теплообменных труб 4 АВО (условно не показано).
В качестве очистителя в предлагаемом способе используется горячая вода или пар. При этом вода из системы водоснабжения подогревается в теплообменнике теплом выхлопных газов газотурбинного или газопоршневого перекачивающего агрегата. Получившийся пар или горячая вода через систему трубопроводов подается в очистительные секции 1 и через распылительные форсунки 2 омывает оребренные теплообменные трубы 4 с двух сторон снизу и сбоку в вертикальном и в горизонтальном направлениях, либо поочередно, либо одновременно. В процессе двухсторонней обработки повышается эффективность и качество очистки оребренных теплообменных труб 4, причем, данная процедура очистки производится без остановки АВО, что также свидетельствует об эффективности предлагаемой технологии очистки. Вместе с тем, при реализации способа имеется возможность выбора параметров чистки и ее периодичности с помощью программы, в зависимости от параметров АВО, температуры газа, окружающей среды и т.д.
Предлагаемый способ позволяет повысить эффективность и обезопасить очистку наружных поверхностей теплообменных оребренных труб аппаратов воздушного охлаждения газа на компрессорных станциях, повысить технико-экономическую эффективность транспорта газа за счет снижения энергозатрат.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ПРОМЫВКИ ОРЕБРЕННОЙ ПОВЕРХНОСТИ ТЕПЛООБМЕННЫХ ТРУБ АППАРАТОВ ВОЗДУШНОГО ОХЛАЖДЕНИЯ | 2022 |
|
RU2791788C1 |
| СПОСОБ ОЧИСТКИ НАРУЖНОЙ ТЕПЛООБМЕННОЙ ПОВЕРХНОСТИ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ | 2024 |
|
RU2837411C1 |
| СПОСОБ ОЧИСТКИ ТЕПЛООБМЕННЫХ ТРУБ АППАРАТОВ ВОЗДУШНОГО ОХЛАЖДЕНИЯ КОМПРЕССОРНЫХ СТАНЦИЙ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ | 2005 |
|
RU2302912C2 |
| АППАРАТ ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА | 2012 |
|
RU2518708C1 |
| ДОЖИМНАЯ КОМПРЕССОРНАЯ СТАНЦИЯ ГАЗОПРОВОДА | 2004 |
|
RU2279012C2 |
| ЛИНЕЙНАЯ КОМПРЕССОРНАЯ СТАНЦИЯ | 2004 |
|
RU2279011C2 |
| КОМПРЕССОРНАЯ СТАНЦИЯ ГАЗОПРОВОДА | 2004 |
|
RU2277671C2 |
| ГОЛОВНАЯ КОМПРЕССОРНАЯ СТАНЦИЯ ГАЗОПРОВОДА | 2004 |
|
RU2278317C2 |
| КОМПРЕССОРНАЯ СТАНЦИЯ ГАЗОПРОВОДА | 2004 |
|
RU2279013C2 |
| КОМПРЕССОРНАЯ СТАНЦИЯ ГАЗОПРОВОДА | 2004 |
|
RU2277670C2 |
Изобретение относится к очистке теплообменных труб аппаратов воздушного охлаждения компрессорных станций магистральных газопроводов. Технический результат заключается в повышении эффективности способа очистки за счет подачи очистителя в двух направлениях и установки максимально возможного давления струи, поддержании температурного баланса газа во всех рядах теплообменных труб и всесторонней очистке наружной поверхности оребренных труб. Способ очистки наружной поверхности теплообменных труб аппаратов воздушного охлаждения включает подачу очистителя в вертикальном направлении на оребренные теплообменные трубы аппарата воздушного охлаждения с помощью очистительной секции, содержащей трубы с распылительными форсунками. С помощью дополнительной очистительной секции, установленной вертикально вдоль длинной стороны теплообменной секции аппарата, осуществляют подачу очистителя в горизонтальном направлении, перпендикулярно соединительным трубным решеткам. Через дополнительную очистительную секцию также осуществляют дифференцированное по температуре нагрева регулирование степени увлажнения воздуха по рядам оребренных теплообменных труб аппарата воздушного охлаждения с помощью управляемых форсунок, установленных на трубах дополнительной очистительной секции. 1 з.п. ф-лы, 2 ил.
1. Способ очистки наружной поверхности теплообменных труб аппаратов воздушного охлаждения, включающий подачу очистителя в вертикальном направлении на оребренные теплообменные трубы аппарата воздушного охлаждения с помощью очистительной секции, содержащей трубы с распылительными форсунками, отличающийся тем, что осуществляют дополнительную подачу очистителя в горизонтальном направлении с помощью дополнительной очистительной секции, установленной вертикально вдоль длинной стороны теплообменной секции аппарата воздушного охлаждения, перпендикулярно соединительным трубным решеткам.
2. Способ по п. 1, отличающийся тем, что через дополнительную очистительную секцию осуществляют дифференцированное по температуре нагрева регулирование степени увлажнения воздуха по рядам оребренных теплообменных труб аппарата воздушного охлаждения с помощью управляемых форсунок, установленных на трубах дополнительной очистительной секции.
| АКУЛОВ К.А | |||
| и др | |||
| Очистка аппаратов воздушного охлаждения газов, ж-л ФУНДАМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ, М., ИД "Академия Естествознания", 2015, N 12-3, с.453-456 | |||
| СПОСОБ ОЧИСТКИ ТЕПЛООБМЕННЫХ ТРУБ АППАРАТОВ ВОЗДУШНОГО ОХЛАЖДЕНИЯ КОМПРЕССОРНЫХ СТАНЦИЙ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ | 2005 |
|
RU2302912C2 |
| CN 106091801 A, 09.11.2016 | |||
| CN 201242395 Y, 20.05.2009 | |||
| CN 206794287 U, 26.12.2017. | |||

