Изобретение относится к измерительной технике, в частности к микрометрическим приборам для измерения наружных размеров. Оно может быть использовано при измерении размеров изделий сложной конфигурации в машиностроении, а также при измерении размеров зерен зерновых и бобовых культур в сельском хозяйстве.
Известен микрометр [1, черт. 5] типа МГ для измерения перемещений, который состоит из микрометрического винта, стебля барабана, трещотки (фрикциона). Недостатком данного микрометра является то, что с его помощью можно измерять только линейные перемещения, а измерять диаметры деталей типа «вал» или расстояния между наружными поверхностями невозможно.
Наиболее близким по технической сущности к предлагаемому изобретению является гладкий микрометр типа МК [1, черт. 1]. Данный микрометр конструктивно предназначен преимущественно для измерения диаметров гладких валов, а также для измерения расстояний между параллельно расположенными плоскими поверхностями. Микрометры данного типа благодаря простоте и удобству пользования получили широкое распространение, как в мелкосерийном, так и крупносерийном производстве, а также в быту. При измерении диаметров валов, а также расстояния между параллельно расположенными плоскими поверхностями микрометр не требует специального базирования относительно измеряемых поверхностей, то есть, измерительные пятки в процессе измерения сами правильно базируются относительно измеряемых поверхностей. На производстве часто возникает необходимость измерения расстояния между различными вершинами изделий сложной конфигурации. В этом случае возникает проблема правильного базирования вершин изделия, расстояние между которыми необходимо измерять. При измерении расстояния между вершинами изделий сложной конфигурации эти вершины должны располагаться на общей оси измерительных пяток. Так как измерительные поверхности пяток микрометра представляют параллельно расположенные плоские поверхности определенного диаметра, то при существующей конструкции микрометра визуально расположить вершины на общей оси микрометра практически невозможно, что приводит к увеличению погрешности результатов измерения.
Таким образом, проблема заключается в том, что при измерении расстояний между вершинами изделий сложной конфигурации, с помощью серийно выпускаемых конструкций и широко распространенных гладких микрометров типа МК сложно базировать изделие относительно пяток микрометра, что приводит к большим погрешностям результатов измерений. Поэтому, конструкцию гладких микрометров типа МК необходимо усовершенствовать таким образом, чтобы была возможность расположить вершины изделия сложной конфигурации, между которыми измеряется расстояние, на общей оси пяток микрометра и тем самым повысить точность результатов измерения. Такая ситуация может возникнуть не только с изделиями машиностроения, но и при измерении размеров зерновых и бобовых культур [2], например, длины зерна ржи, пшеницы, овса и других культур.
Целью изобретения является разработка конструкции гладкого микрометра типа МК, позволяющего точно базировать изделие сложной конфигурации, а также зерна зернобобовых культур относительно пяток микрометра, у которого измеряется расстояние между двумя вершинами и тем самым повысить точность результатов измерения.
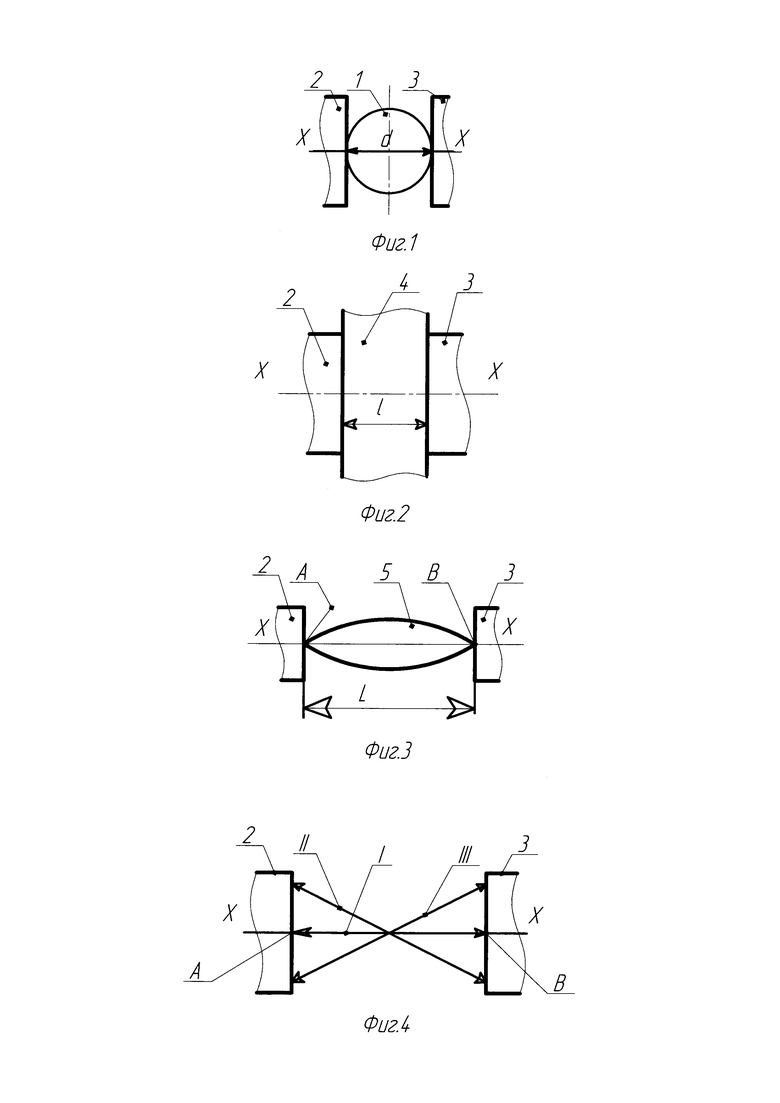
На фиг. 1 показана схема измерения диаметра гладкого вала с помощью серийно выпускаемых микрометров типа МК и приняты следующие обозначения: 1 - деталь (вал), у которого измеряется диаметр; 2 - пятка микрометра; 3 - пятка микрометрического винта микрометра; d - диаметр; X-X - общая ось пяток микрометра.
На фиг. 2 показана схема измерения расстояния между параллельно расположенными плоскостями изделия с помощью серийно выпускаемых микрометров типа МК и приняты следующие обозначения: 4 - изделие, у которого измеряется расстояние между параллельно расположенными плоскостями; l - расстояние между параллельно расположенными плоскостями. Остальные обозначения те же, что и на фиг. 1.
На фиг. 3 показана схема измерения длины изделия сложной конфигурации и приняты следующие обозначения: 5 - изделие сложной конфигурации; L - измеряемая длина (расстояние между точками (вершинами) А и В). Остальные обозначения те же, что и на фиг. 1.
На фиг. 4 показана схема возможных вариантов расположения точек (вершин) А и В между пятками микрометра: позиция I - правильное расположение (базирование) точек А и В относительно пяток микрометра, то есть, точки А и В лежат на общей оси X-X пяток микрометра; позиции II и III - неправильное расположение (базирование) точек А и В относительно пяток микрометра, то есть, точки А и В не лежат на общей оси X-X. остальные обозначения те же самые, что и на предыдущих фигурах.
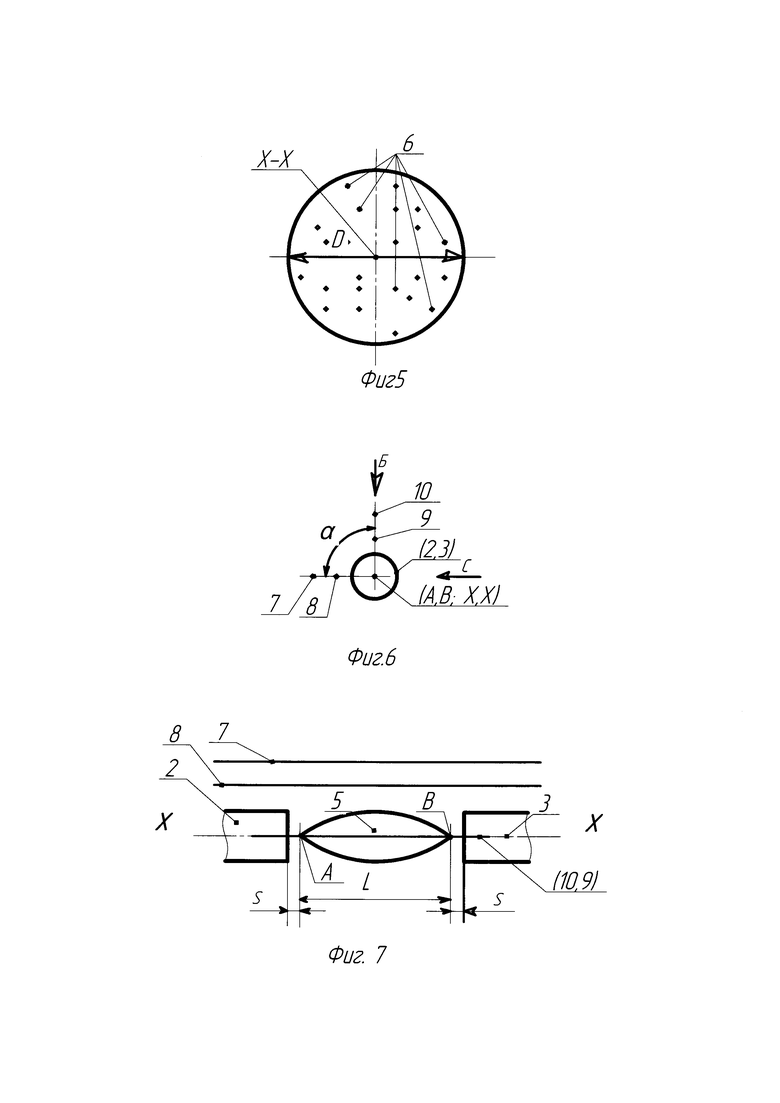
На фиг. 5 показана возможная область расположения точек А и В в процессе измерения на плоской измерительной поверхности пяток 2 и 3 микрометра, ограниченная окружностью диаметра пяток: 6 - множество точек возможного расположения точек А и В вершин измеряемого изделия; Х-X - общая ось пяток микрометра в виде точки на плоской измерительной поверхности; D - диаметр пяток.
На фиг. 6 показана схема расположения визирных проволочек относительно общей оси X-X пяток микрометра и где приняты следующие обозначения: 7 - дальняя горизонтальная визирная проволочка; 8 - ближняя горизонтальная визирная проволочка; 9 - нижняя вертикальная визирная проволочка; 10 - верхняя вертикальная визирная проволочка; (2, 3) - пятки микрометра по фиг. 1; (А, В) - вершины детали сложной конфигурации по фиг. 3; (Х-X) - общая ось пяток микрометра; α - угол между вертикальным и горизонтальным плоскостями базирования; стрелки А и С - направления взгляда в процессе базирования изделия соответственно в вертикальном и перпендикулярном плоскостях.
На фиг. 7 (вид сверху) показана схема базирования в горизонтальной плоскости изделия 5 сложной конфигурации относительно пяток 2 и 3 микрометра при измерении расстояния между точками (вершинами) А и В и приняты следующие обозначения: 7 - дальняя горизонтальная визирная проволочка; 8 - ближняя горизонтальная визирная проволочка, (визирные проволочки 7 и 8 параллельны между собой и параллельны общей оси Х-X пяток микрометра и расположены на горизонтальной плоскости); 9 - нижняя вертикальная визирная проволочка; 10 - верхняя вертикальная визирная проволочка, (визирные проволочки 9 и 10 параллельны между собой и параллельны общей оси X-X пяток микрометра и расположены на вертикальной плоскости); S - зазор между точками (вершинами) A и В изделия 5 в процессе ориентации изделия относительно пяток 2 и 3 микрометра. Остальные обозначения те же, что и на фиг. 3.
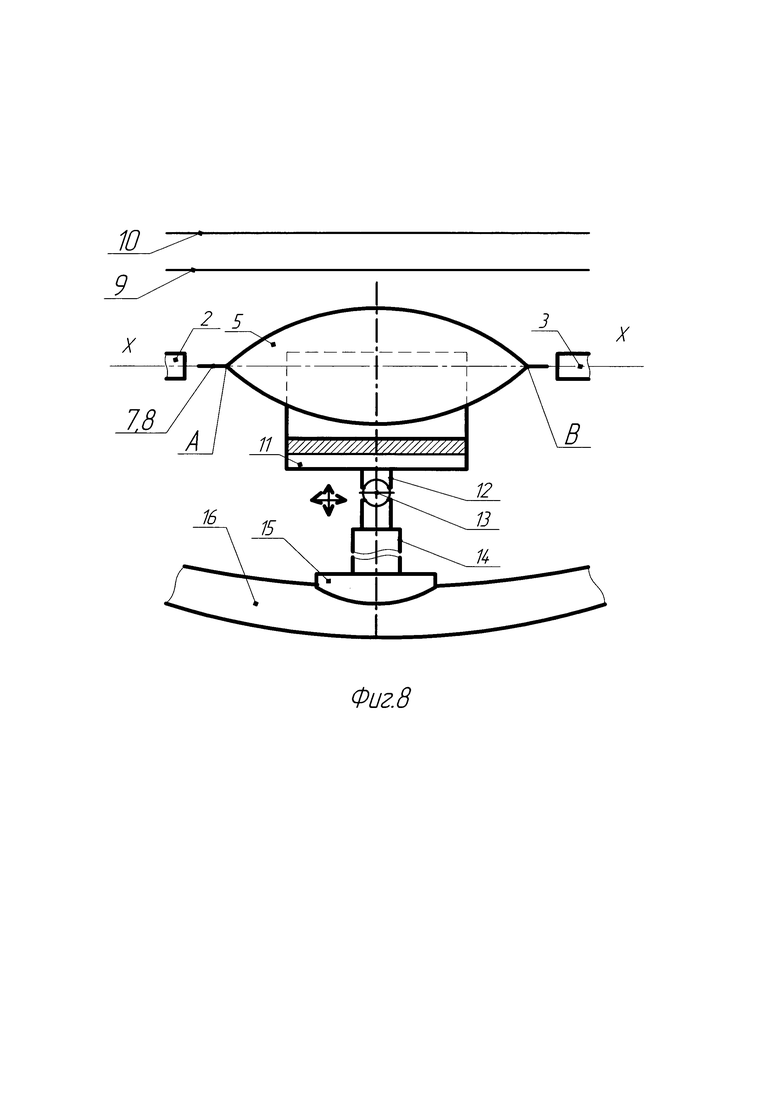
На фиг. 8. (вид спереди) показана схема базирования в вертикальной плоскости изделия 5 сложной конфигурации перед измерением относительно пяток 2 и 3 микрометра и приняты следующие обозначения: 11 - призма для изделия, 12 - стойка верхняя, 13 - шарнир, 14 - стойка нижняя, 15 - паз крепежный, 16 - скоба микрометра, остальные обозначения те же, что и на фиг. 7. Стрелками показаны возможные направления перемещения базируемого изделия 5 в процессе его базирования относительно пяток микрометра.
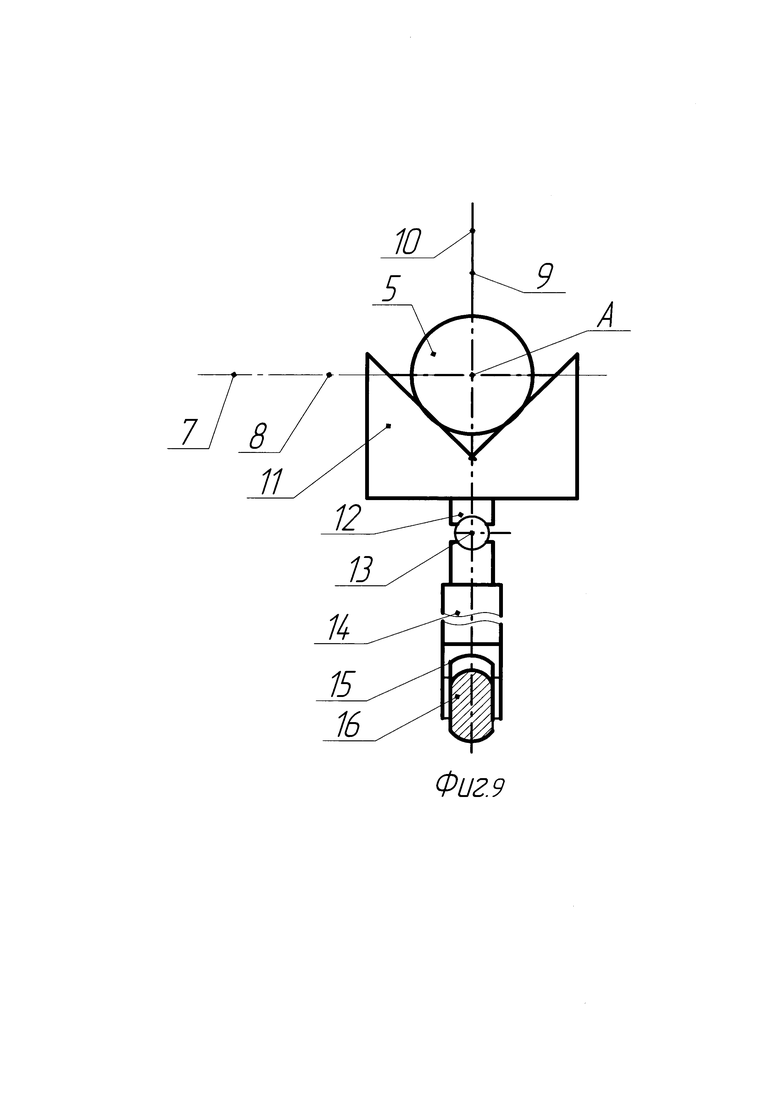
На фиг. 9 показан вид слева по фиг. 8 позволяющий иметь более полное представление о конструкции микрометра предложенной конструкции, обозначения те же что и на фиг. 8.
Сущность изобретения заключается в следующем. В процессе измерения диаметра детали 1 типа «вал» (фиг. 1) измеряемый диаметр d должен лежать на общей оси Х-X пяток 2 и 3 микрометра. Для существующих конструкций микрометров типа МК базирование вала относительно общей оси пяток микрометра это не представляет сложности, так как пятки микрометра представляют плоские поверхности определенного диаметра D (фиг. 5). Базирование изделия 4 (фиг. 2) относительно пяток 2 и 3 микрометра при измерении расстояния l между двумя параллельно расположенными поверхностями также не представляет сложности. То есть, микрометры типа МК изначально проектировались и изготавливаются для измерения размеров типовых изделий машиностроения, таких как типа «вал», расстояния между параллельно расположенными поверхностями изделий и т.п. При этом, базирование измеряемого изделия между пятками микрометра не представляет сложности по причине изначальной приспособленности «друг к другу» для измерения, как конструкции самого микрометра, так и формы измеряемых изделий. Сложность появляется при измерении размеров деталей сложной конфигурации (фиг. 3) - эта сложность базирования (расположения) точек А и В (вершин) изделия 5 сложной конфигурации между пятками 2 и 3 микрометра, то есть, сложность базирования точек А и В на общей оси Х-Х в процессе измерения с микрометрами типа МК серийно выпускаемой конструкции. Такую форму могут иметь не только изделия машиностроения, например, имеют зерна зерновых и бобовых культур, ржи, пшеницы, овса и др., для измерения их длины, также рекомендуется применять микрометры типа МК [2]. На фиг. 4 указаны возможные варианты расположения точек А и В (вершин) изделия 5 при измерении расстояния между ними обычным серийным микрометром типа МК. Правильное расположение (базирование) точек А и В указано позицией I, то есть, точки А и В лежат на общей оси Х-X. Позиции II и III - неправильное расположение (базирование) точек А и В в процессе измерения относительно общей оси пяток Х- X, то есть, точки А и В не лежат на общей оси Х-Х, что приводит к появлению погрешности измерения размера L (фиг. 3). При базировании измеряемого изделия сложной конфигурации при применении серийно выпускаемых микрометров типа МК расположение вершин А и 8 изделия 5 относительно общей оси X-X и на плоской измерительной поверхности пяток имеет случайный характер и ограничивается окружностью диаметра пяток D, что видно на фиг. 5. Чем дальше располагаются в процессе измерения точки (вершины) А и В от общей оси Х-Х (на. фиг. 5 они показаны в виде точек 6), тем больше погрешность результатов измерения расстояния l (фиг. 3). Наличие горизонтальных визирных проволочек 7 и 8 (фиг. 6) позволяет ориентировать изделие 5 относительно общей оси X-X пяток микрометра в вертикальной плоскости, а вертикальные визирные проволочки 9 и 10 позволяют ориентировать изделие 5 относительно общей оси Х-Х пяток микрометра в горизонтальной плоскости. Визирные проволочки 7 и 8, 9 и 10 закреплены на скобе 16 микрометра (фиг. 8) в области расположения пяток, параллельны общей оси Х- Х пяток микрометра и находятся в двух перпендикулярных плоскостях. Призма 11 (фиг. 8) для установления изделия 5 закреплено на верхней стойке 12, который телескопически установлен в нижнюю стойку 14 и имеет возможность перемещаться в вертикальном направлении и фиксироваться в нужном положении по высоте. Верхняя стойка имеет шарнирную часть 13, которая позволяет ориентировать изделие 5 относительно пяток 2 и 3 микрометра в пространстве. Изделие 5 можно просто расположить в призме 11 или же закрепить неподвижно. Таким образом, конструктивно призма может перемещаться вверх и вниз в вертикальной плоскости и влево и вправо в горизонтальной плоскости, что на фиг. 8 обозначено стрелками. На фиг. 9 показан вид слева предложенного микрометра, что позволяет более подробно понять сущность и конструкцию предложенного микрометра. Конструктивно призма 11, стойки 12 и 14, шарнир 13, паз крепежный 15 а также механизм перемещения ложе в горизонтальном и вертикальном направлениях могут быть выполнены в разных конструктивных исполнениях, поэтому на фигурах детально не показаны.
Измерение длины L детали 5 (фиг. 7) с помощью предложенного микрометра осуществляется в следующей последовательности. Микрометр устанавливают в вертикальном положении (общая ось пяток Х-Х при этом находиться горизонтально). Устанавливают измеряемое изделие 5 в призме 11 (фиг. 8). При этом изделие 5 может быть закреплено неподвижно относительно призмы 11 или же просто установлено, то есть имеет возможность перемещаться относительно призмы 11. Это зависит от размеров и конфигурации изделия. При этом вершины А и В изделия 5 (фиг. 7) должны выходить за края призмы 11 это позволяет обеспечивать зазор S между вершинами изделия и пятками микрометра (фиг. 7). При этом, (фиг. 7) пятки 2 и 3 микрометра должны быть разведены настолько, чтобы между вершинами А и В и соответственно пятками микрометра 2 и 3 образовался зазор S. Перемещают призму 11 в вертикальном направлении вверх или вниз, перемещая верхнюю стойку 12 относительно нижней стойки 14 до уровня, пока один из вершин А или В не окажется на общей оси Х-Х. То есть, при этом горизонтальные визирные проволочки 7 и 8, а также один из вершин А или В и общая ось Х-Х должны находиться на одной горизонтальной плоскости. Данная процедура контролируется визуально по стрелке С (фиг. 6) С помощью шарнира 13 устанавливают другую вершину изделия на общую ось Х-Х Таким образом, изделие в вертикальной плоскости ориентировано перпендикулярно относительно пяток 2 и 3 микрометра. При этом, визирные проволочки 7 и 8, общая ось Х-Х пяток микрометра и вершины А и В изделия 5 располагаются на одной горизонтальной плоскости. Ориентируясь визуально по стрелке Б (фиг. 6) вертикальной визирными проволочками 9 и 10 устанавливают вершины А и В в горизонтальной плоскости на общую ось Х-Х. Так как пятки микрометра относительно его скобы располагаются несимметрично, то после базирования изделия по вертикали и горизонтали призму перемещают влево до контакта вершины А изделия 5 измерительной плоскостью пятки 2. На этом правильное базирование изделия 5 относительно пяток 2 и 3 микрометра завершается. Дальше осуществляют измерение размера изделия сложной конфигурации путем вращения микрометрического винта микрометра за трещотку (фрикцион) по обычной схеме. В зависимости от габаритных размеров и удобства настройки, имеется возможность регулирования расстояния между визирными проволочками и их расстояние относительно общей оси X-X пяток микрометра.
Технический эффект заключается в повышении точности измерения размеров деталей сложной конфигурации, применяемых в машиностроении и размеров зерен зерновых и зернобобовых культур за счет точного базирования измеряемого объекта относительно пяток микрометра путем конструктивного усовершенствования серийно выпускаемых гладких микрометров типа МК.
Источники информации
1. ГОСТ 6507-90 Микрометры. Технические условия.
2. Федорова Р.А. Биохимические особенности свойства зерна / Учебно-методическое пособие, Университет ИТМО, СПб., 2016.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ ПОВЕРКИ И КАЛИБРОВКИ ЦИФРОВЫХ НИВЕЛИРОВ И ШТРИХКОДОВЫХ РЕЕК | 2009 |
|
RU2419766C1 |
| Способ испытания фильтрующего элемента масла автотракторных двигателей на герметичность | 2021 |
|
RU2763962C1 |
| Устройство для проверки коленчатых валов | 1983 |
|
SU1128112A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВЕРТИКАЛЬНОСТИ НА СОСУДЕ | 2013 |
|
RU2644086C2 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ИЗМЕРИТЕЛЬНОГО ПРИБОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2383862C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЕРЕДНЕГО УГЛА В ТОРЦОВОМ СЕЧЕНИИ ОСЕВЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2012 |
|
RU2520936C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЕРЕДНЕГО УГЛА В ТОРЦОВОМ СЕЧЕНИИ КОНЦЕВЫХ ФРЕЗ | 2012 |
|
RU2521198C1 |
| СТЕНД ДЛЯ ПОВЕРКИ И КАЛИБРОВКИ ШТРИХ-КОДОВЫХ РЕЕК | 2012 |
|
RU2500987C1 |
| Устройство для измерения поперечных отклонений точек объектов | 1983 |
|
SU1154528A1 |
| СПОСОБ ИЗМЕРЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ С ПОМОЩЬЮ ГЛАДКОГО МИКРОМЕТРА | 2011 |
|
RU2463550C1 |
Изобретение относится к микрометрическим приборам для измерения наружных размеров. Гладкий микрометр содержит две пары параллельно расположенных горизонтальных и вертикальных визирных проволочек, которые закреплены на скобе микрометра и параллельны общей оси пяток микрометра и служат для базирования измеряемого объекта. Микрометр снабжен подвижной призмой для расположения измеряемого объекта, имеющей возможность изменять положение в пространстве за счет закрепления ее на телескопическом устройстве с шарниром. Телескопическое устройство закреплено с помощью захвата на скобе микрометра и имеет возможность изменять расстояние призмы относительно общей оси пяток микрометра. Шарнир, расположенный на верхней стойке телескопического устройства, позволяет изменять положение призмы с установленным на призме измеряемым изделием в пространстве и точно базировать изделие относительно общей оси пяток микрометра. Ось телескопического устройства расположена перпендикулярно к общей оси пяток микрометра. Технический эффект заключается в повышении точности измерения размеров деталей сложной конфигурации, применяемых в машиностроении, и размеров зерен зерновых и зернобобовых культур за счет точного базирования измеряемого изделия относительно пяток микрометра. 9 ил.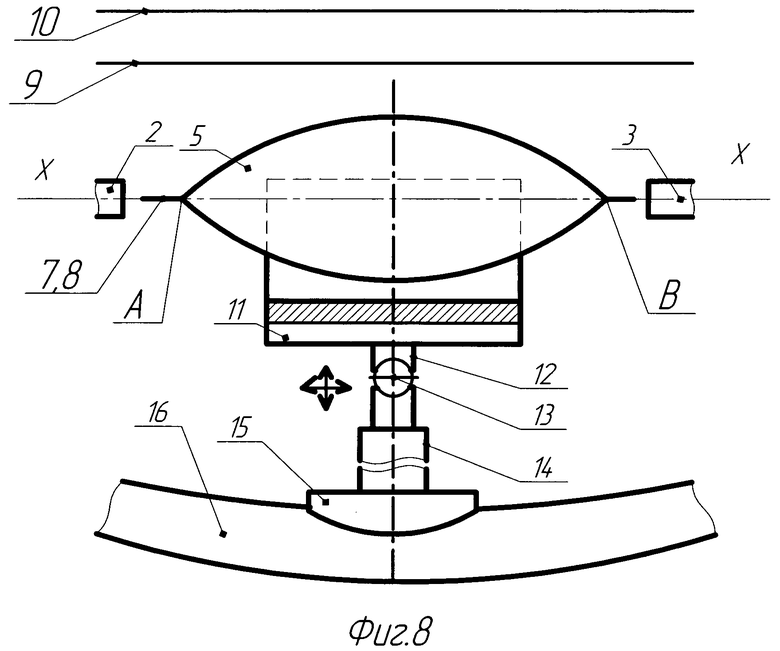
Микрометр для выполнения наружных измерений, состоящий из скобы, пятки, микрометрического винта, стопора, стебля, барабана микрометрического винта и трещотки (фрикциона), отличающийся тем, что дополнительно содержит две пары параллельных между собой и расположенных соответственно в горизонтальной и вертикальной плоскостях визирных проволочек, которые параллельны общей оси пяток микрометра, имеют возможность изменения расстояния между ними и относительно общей оси пяток микрометра, также содержащий подвижную призму с возможностью изменения положения в пространстве и установленную на верхней стойке телескопического устройства, закрепленного на скобе микрометра и имеющего возможность перемещаться вместе с призмой в горизонтальном направлении, причем ширина призмы меньше, чем расстояние между вершинами измеряемого изделия.
| CN 205482654 U, 17.08.2016 | |||
| US 7543507 B2, 09.06.2009 | |||
| Рычажный микрометр | 1989 |
|
SU1677484A1 |
| CN 206339159 U, 18.07.2017 | |||
| US 4132001 A1, 02.01.1979 | |||
| US 3111766 A1, 26.11.1963. | |||

