УРОВЕНЬ ТЕХНИКИ
[0001] При соединении частей с использованием сварки трением с перемешиванием зачастую могут быть выполнены пересекающиеся сварные соединения. Для каждого сварного соединения формируется отверстие в месте, в котором сварочный инструмент выходит из основного материала. Отверстия выхода сварного соединения в целом не желательны, особенно когда последующее сварное соединение пересекает отверстие. В частности, сварка по отверстию может вызывать пустоты в сварной точке, тем самым снижая прочность соединения и создавая поверхностные дефекты вследствие объемной недостаточности материала в сварном соединении. Были предложены различные подходы для заполнения отверстий выходов сварных соединений. Например, клинья, имеющие многоугольные поперечные сечения, могут быть вставлены в отверстия с помощью ударов и молотков. Однако этот процесс является трудоемким и лишь незначительно эффективным, так как многоугольная форма поперечного сечения клиньев создает пустоты при установке клиньев в основной материал. Кроме того, вставленные клинья могут быть вытолкнуты из отверстий в течение последующей сварки. Использование в качестве альтернативы расширения отверстий и запрессовывания в них цилиндрических элементов неблагоприятно увеличивает общее время производственного цикла.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0002] Соответственно, были бы полезны изделия и способы заполнения отверстий в объектах, предназначенные для решения проблем, указанных в приведенном выше описании.
[0003] Один пример настоящего изобретения относится к изделию для заполнения отверстия в объекте. Изделие содержит вставку, имеющую корпус, первый выступ и второй выступ. Первый выступ расположен в контакте с корпусом и проходит от корпуса. Второй выступ расположен в контакте с первым выступом и проходит от первого выступа и корпуса. Второй выступ выполнен с возможностью деформации по направлению к корпусу при установке вставки в отверстие. Эта деформация второго выступа посредством поворота и перемещения приводит к закреплению вставки в отверстии и затвердеванию вставки в отверстии.
[0004] Один пример настоящего изобретения относится к способу сварки объекта трением с перемешиванием. Способ содержит выполнение первого сварного соединения трением с перемешиванием вдоль первой траектории сварного соединения, имеющей выход, с отверстием, сформированным в объекте на выходе. Способ также включает установку вставки в отверстие. Вставка затвердевает в отверстии и посредством поворота и перемещения закрепляется в отверстии при установке. Способ также содержит выполнение второго сварного соединения трением с перемешиванием вдоль второй траектории сварного соединения, пересекающей отверстие, которое содержит вставку, установленную в нем. Вставку по меньшей мере частично расходуют во втором сварном соединении трением с перемешиванием.
[0005] Один пример настоящего изобретения относится к способу установки вставки в отверстие в объекте. Способ содержит обеспечение вставки, имеющей корпус, первый выступ и второй выступ. Первый выступ находится в контакте с корпусом и проходит от корпуса. Второй выступ находится в контакте с первым выступом и проходит от первого выступа и корпуса. Способ также включает установку вставки в отверстие для затвердевания вставки в отверстии и закрепления посредством поворота и перемещения вставки в отверстии.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0006] Таким образом, описав в общих чертах примеры настоящего изобретения, ссылка теперь будет сделана на сопроводительные чертежи, которые не обязательно вычерчены в масштабе, и на которых одинаковые ссылочные знаки обозначают одинаковые или подобные части на всех видах, и на которых:
[0007] На фиг. 1 изображена блок-схема изделия для заполнения отверстия в объекте;
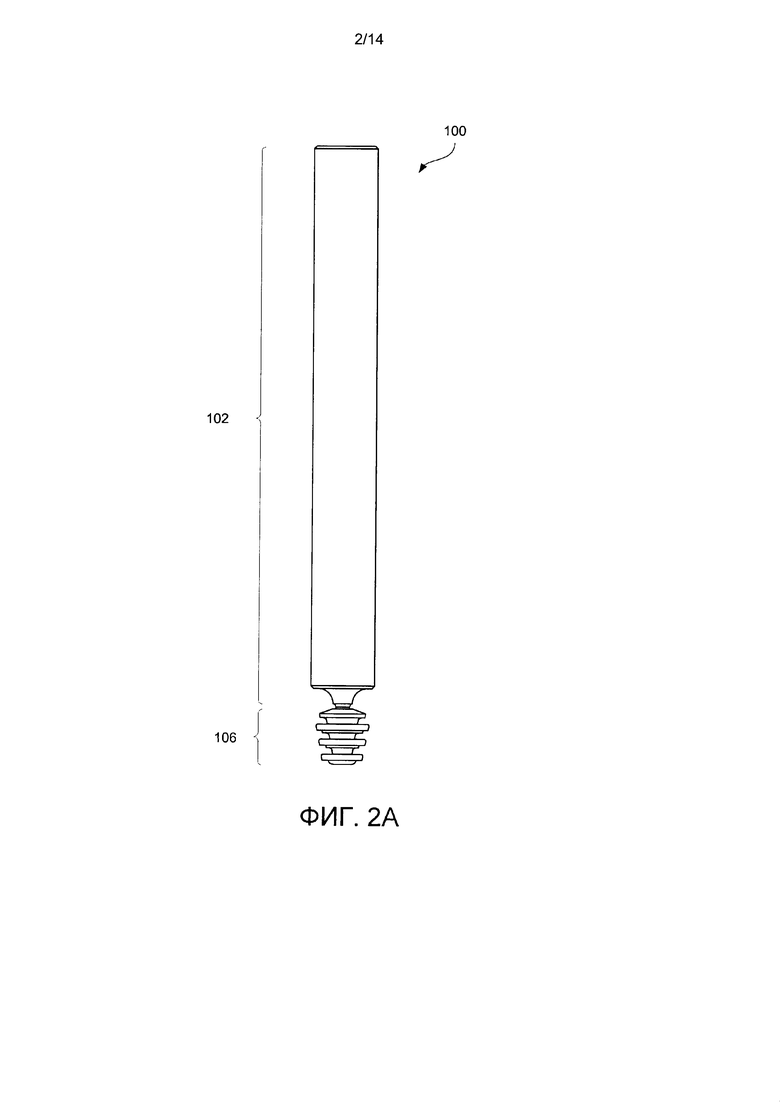
[0008] На фиг. 2А изображен вид сбоку изделия с фиг. 1;
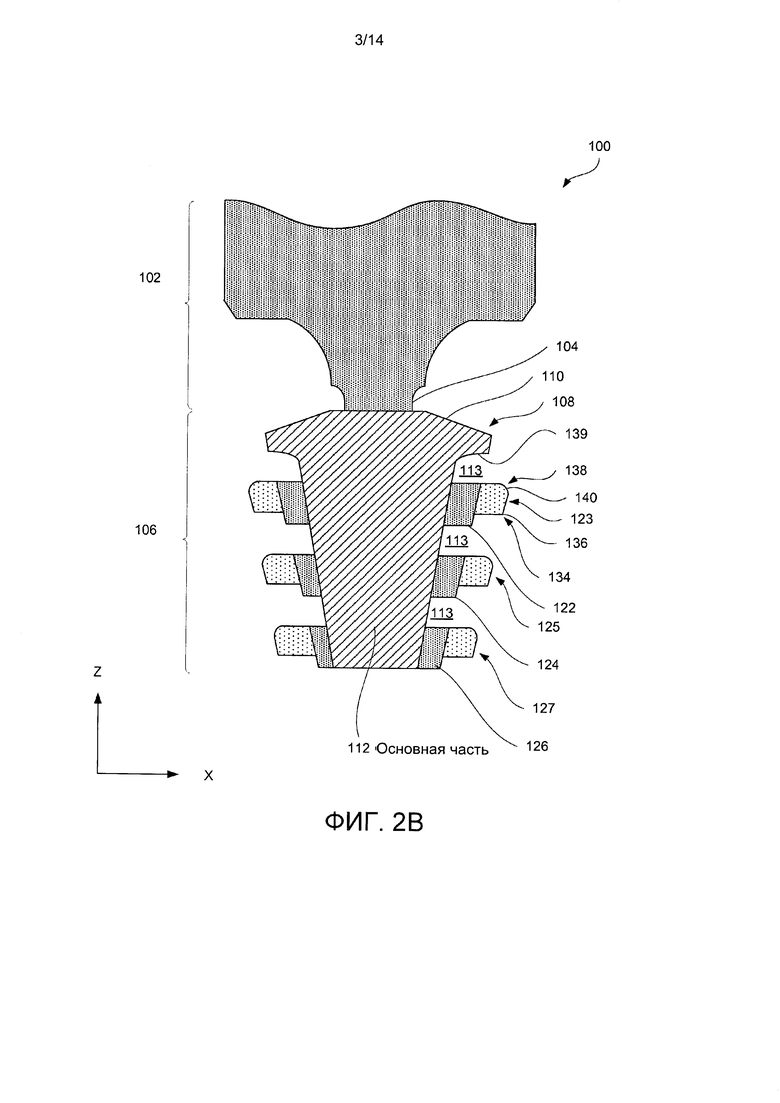
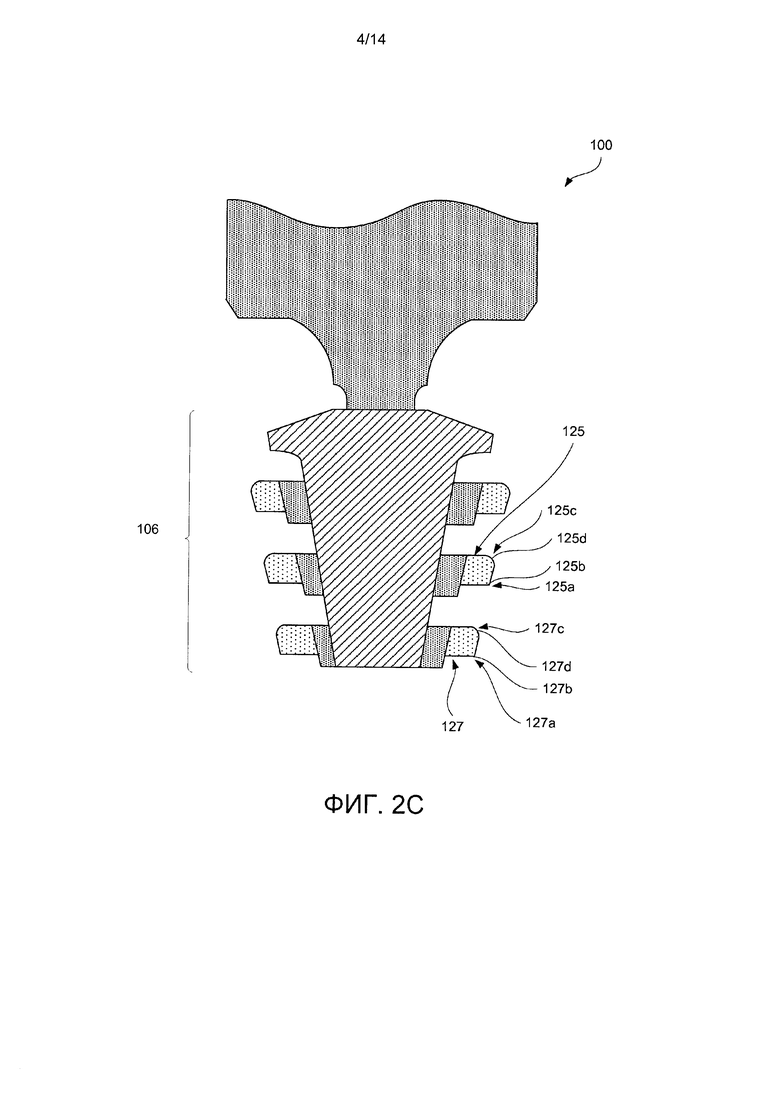
[0009] На фиг. 2В и 2С изображены виды в разрезе части изделия с фиг. 2А;
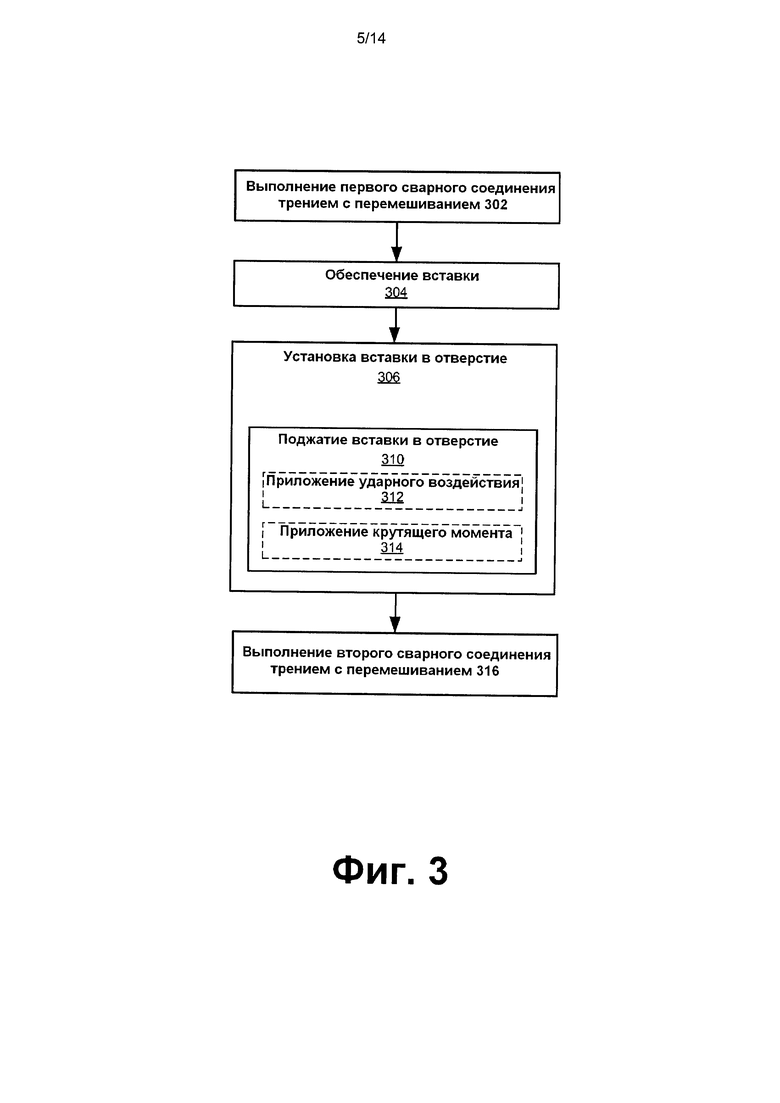
[0010] На фиг. 3 изображена карта технологического процесса, соответствующая способу заполнения отверстия в объекте или заполнения отверстия в объекте и сварки объекта трением с перемешиванием;
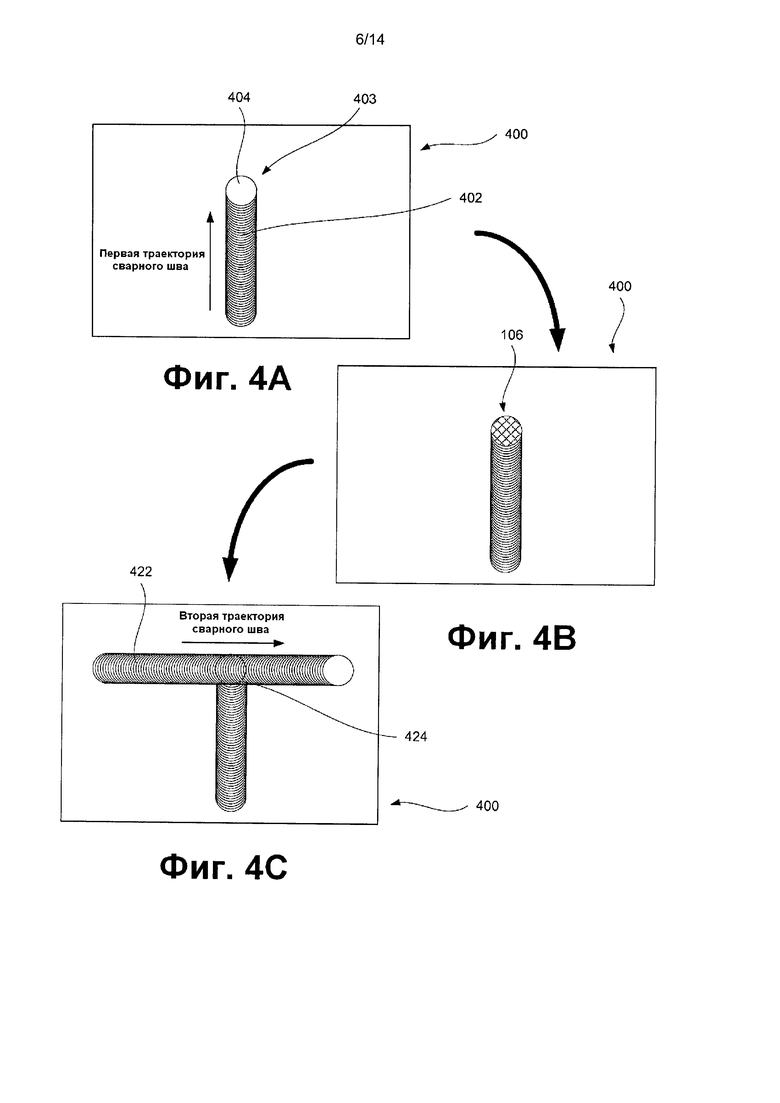
[0011] На фиг. 4А показан схематический вид сверху, изображающий отверстие, сформированное в объекте первым сварным соединением трением с перемешиванием;
[0012] На фиг. 4В изображен схематический вид сверху объекта, показанного на фиг. 4А, со вставкой с фиг. 1, установленной в отверстии;
[0013] На фиг. 4С изображен схематический вид сверху объекта, показанного на фиг. 4В, после выполнения второго сварного соединения трением с перемешиванием через вставку;
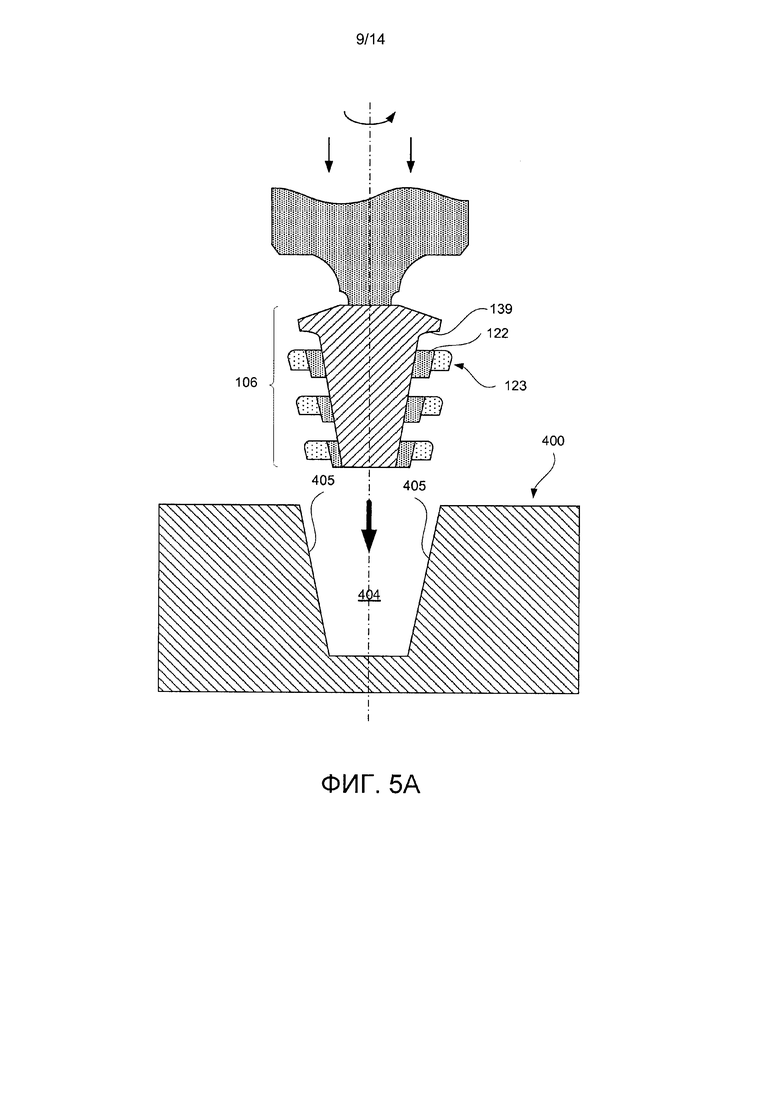
[0014] На фиг. 5А изображен вид в разрезе части изделия, показанного на фиг. 2А, до установки его вставки в отверстие в объекте;
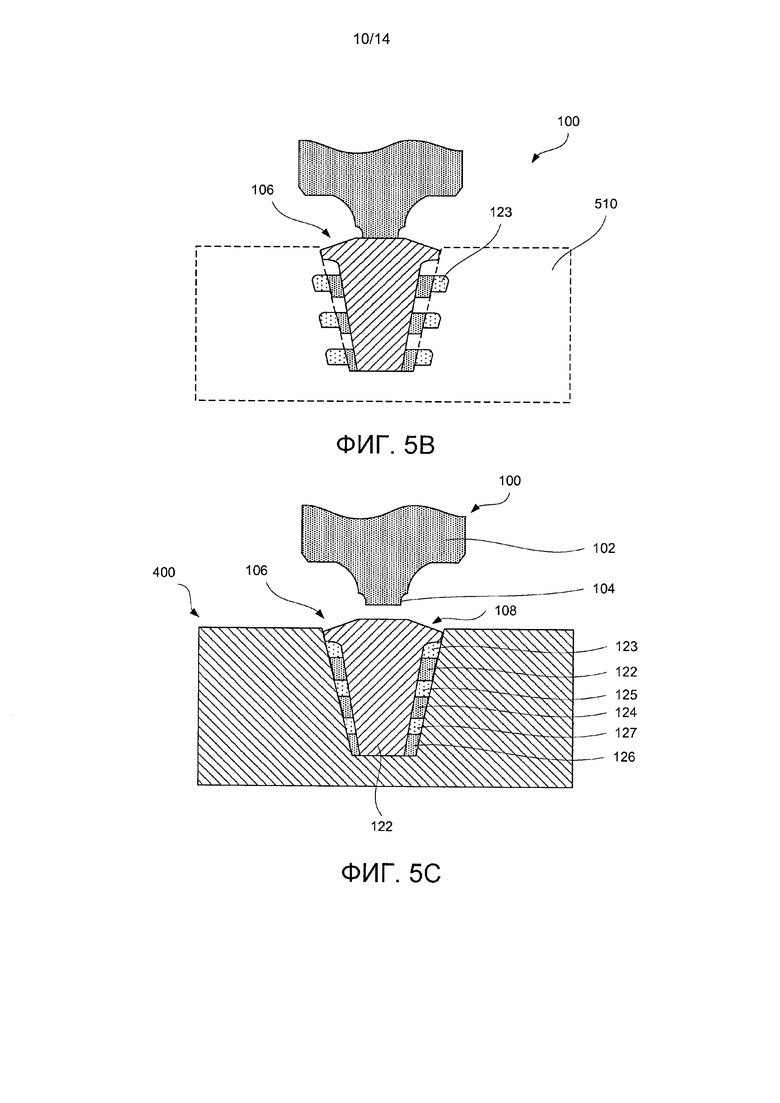
[0015] На фиг. 5В изображен вид в разрезе вставки, показанной на фиг. 5А, наложенный на действительный контур объекта;
[0016] На фиг. 5С изображен вид в разрезе изделия с фиг. 1, со вставкой, установленной в отверстии на фиг. 5А, и вторым выступом вставки, деформированным по направлению к ее корпусу;
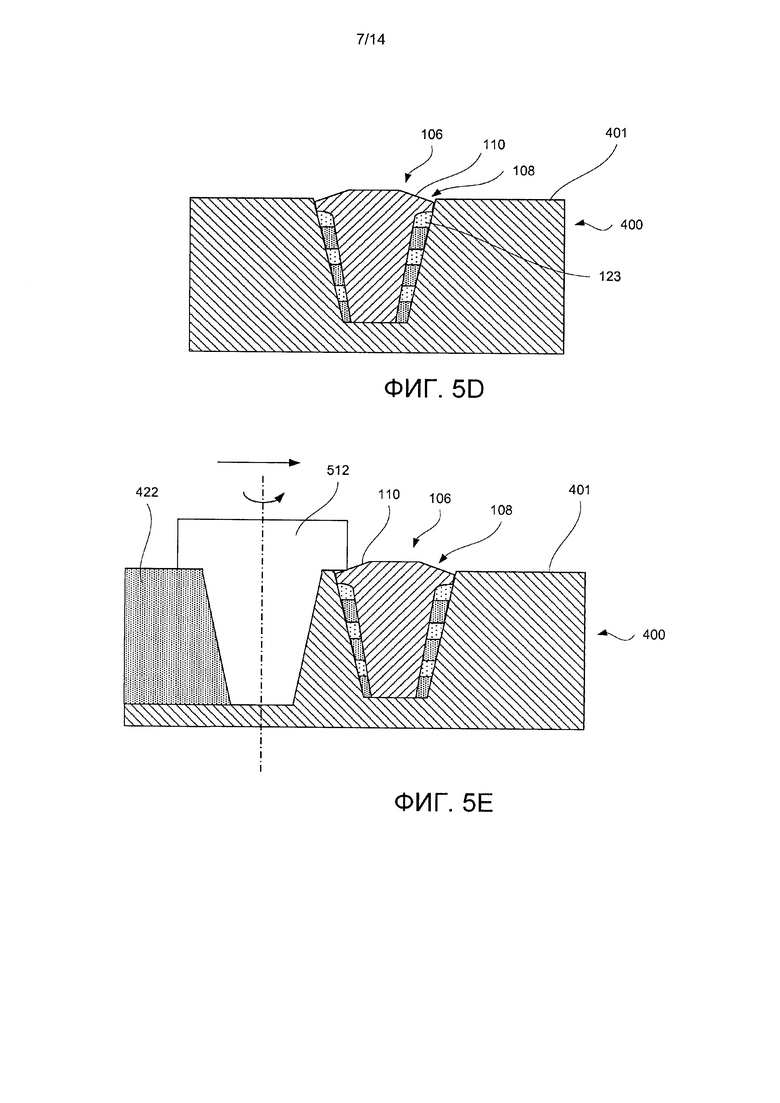
[0017] На фиг. 5D изображен вид в разрезе вставки, показанной на фиг. 5С, установленной в отверстии, с стержнем, отсоединенным от вставки;
[0018] На фиг. 5Е изображен вид в разрезе вставки, показанной на фиг. 5D, установленной в отверстии, с зацеплением заднего конца вставки сварочным инструментом для сварки трением с перемешиванием;
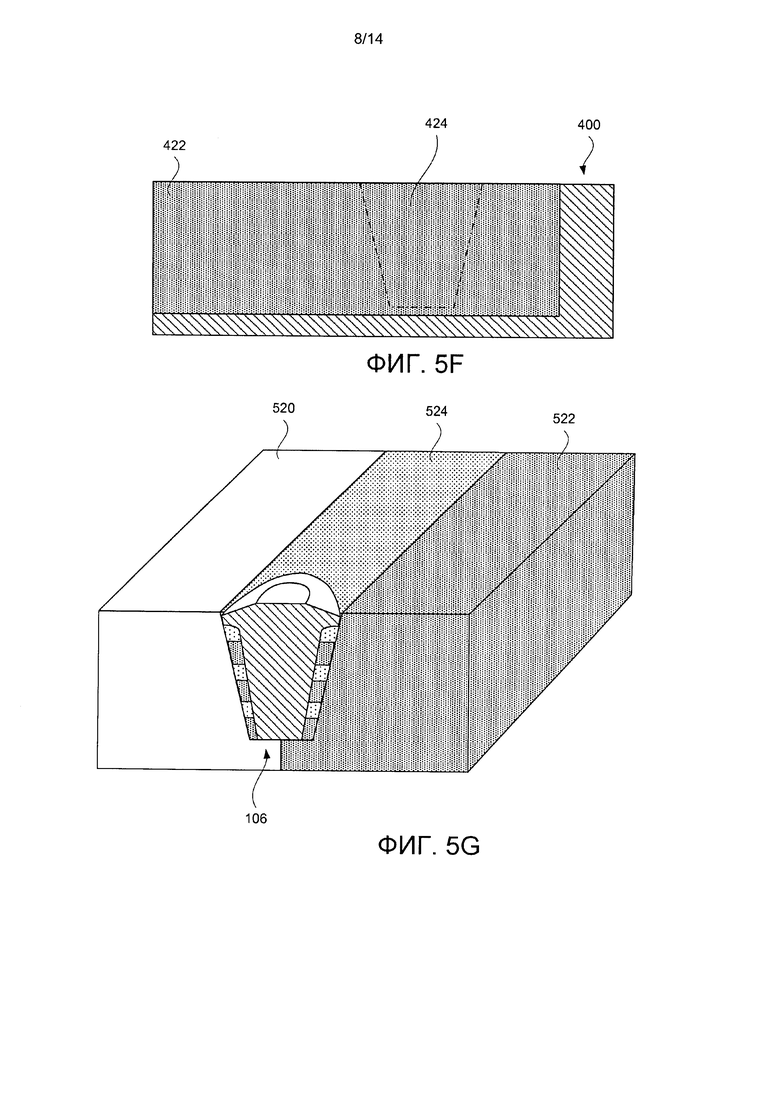
[0019] На фиг. 5F изображен вид в разрезе объекта, показанного на фиг. 5Е, со вставкой, расходуемой во втором сварном соединении трением с перемешиванием;
[0020] На фиг. 5G изображено сечение в перспективе вставки, показанной на фиг. 2А, установленной в отверстии, сформированном при сварке вместе двух объектов трением с перемешиванием;
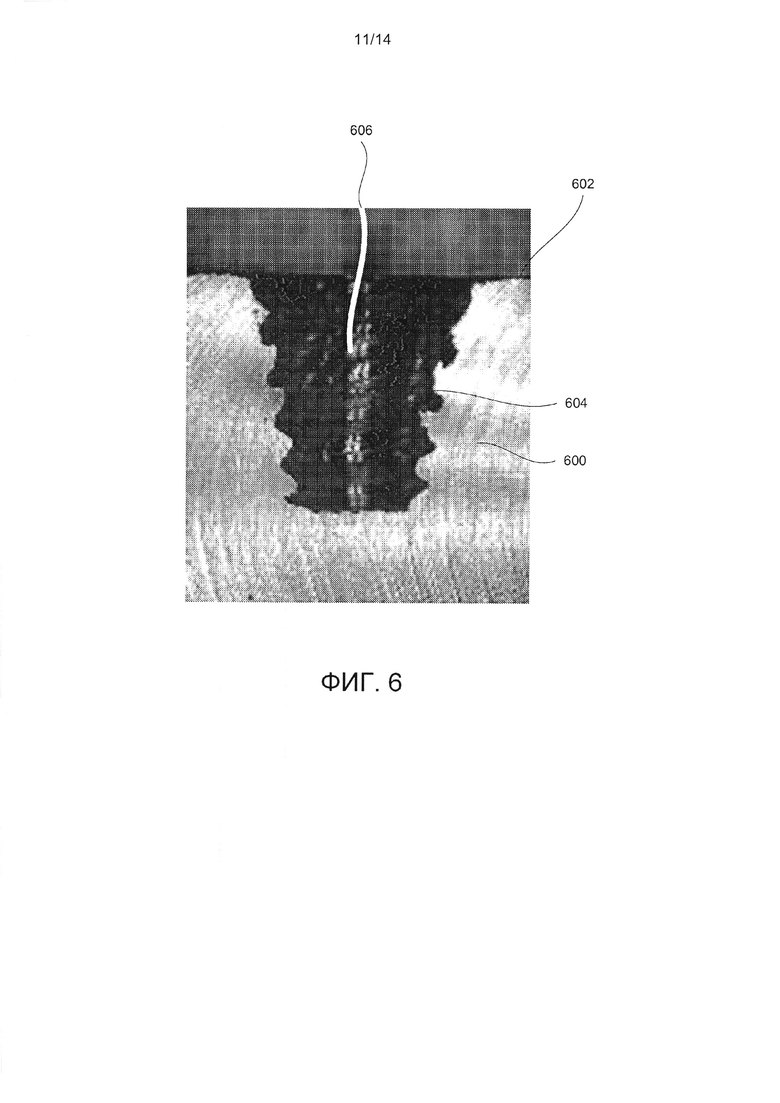
[0021] На фиг. 6 изображен фотоснимок сечения отверстия, созданного сварочным инструментом для сварки трением с перемешиванием;
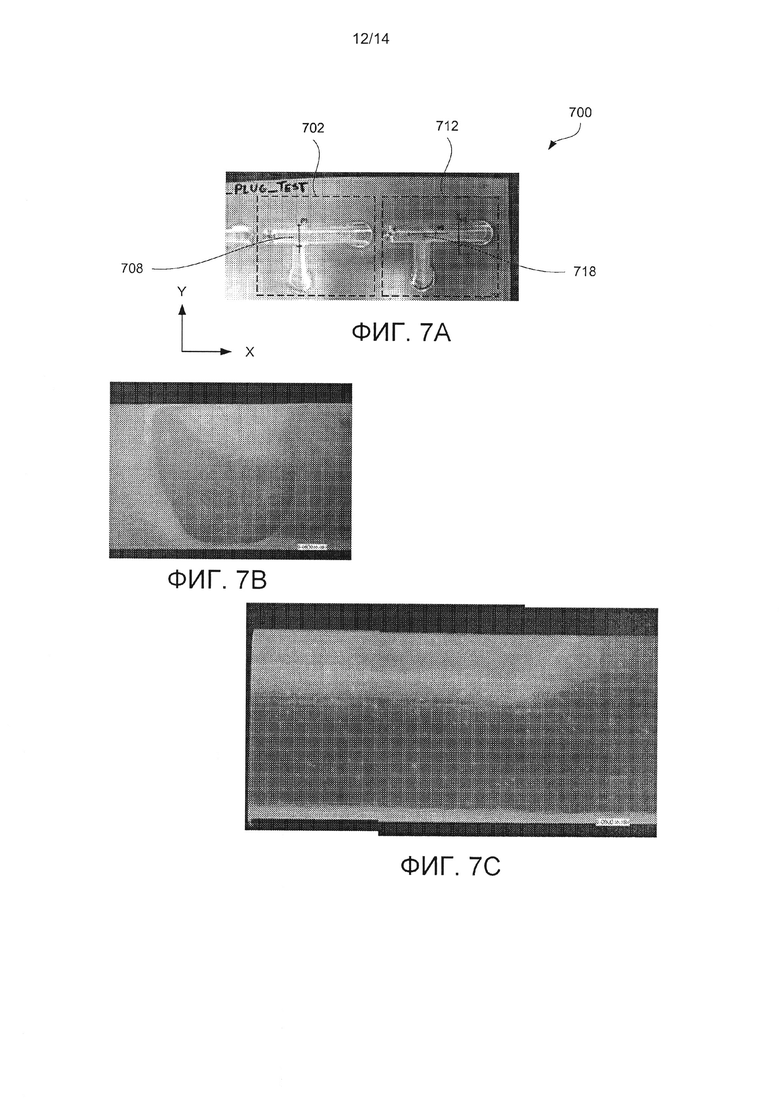
[0022] На фиг. 7А изображен фотоснимок верхней поверхности объекта, имеющей два набора пересекающихся сварных соединений трением с перемешиванием, причем каждое пересечение содержит расходуемую вставку;
[0023] На фиг. 7В и 7С изображены фотоснимки сечений объекта по фиг. 7А, иллюстрирующие расходуемые вставки;
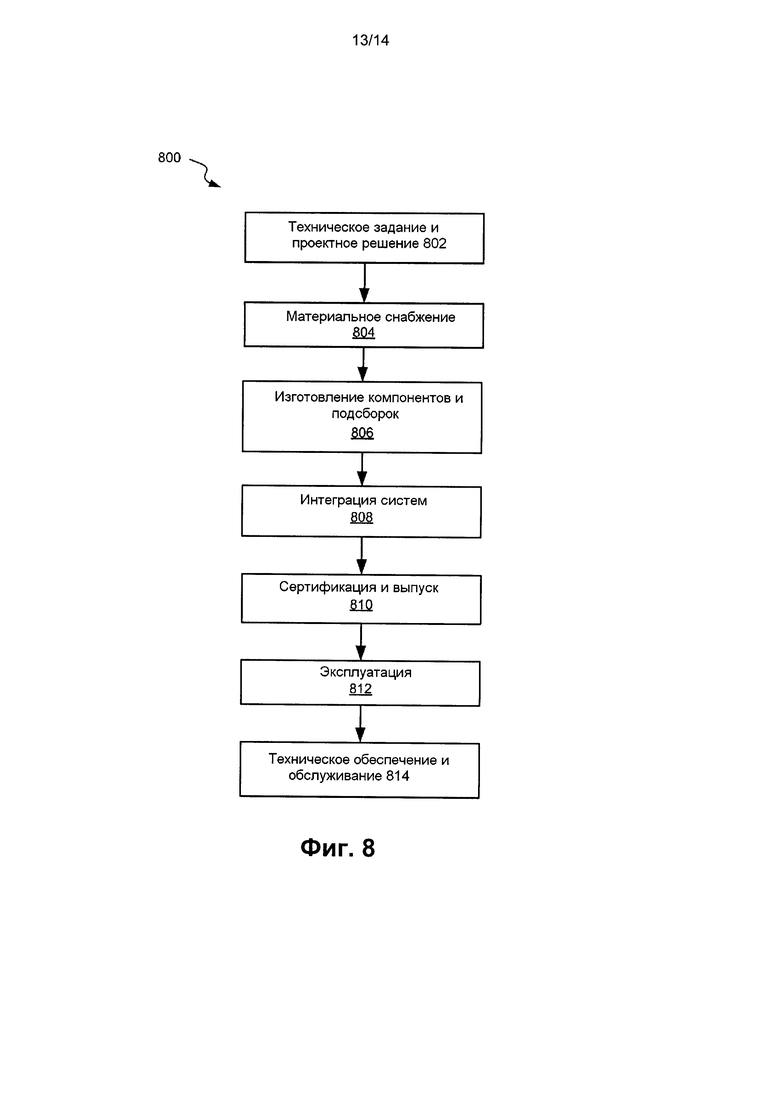
[0024] На фиг. 8 изображена блок-схема методики производства и эксплуатации летательного аппарата;
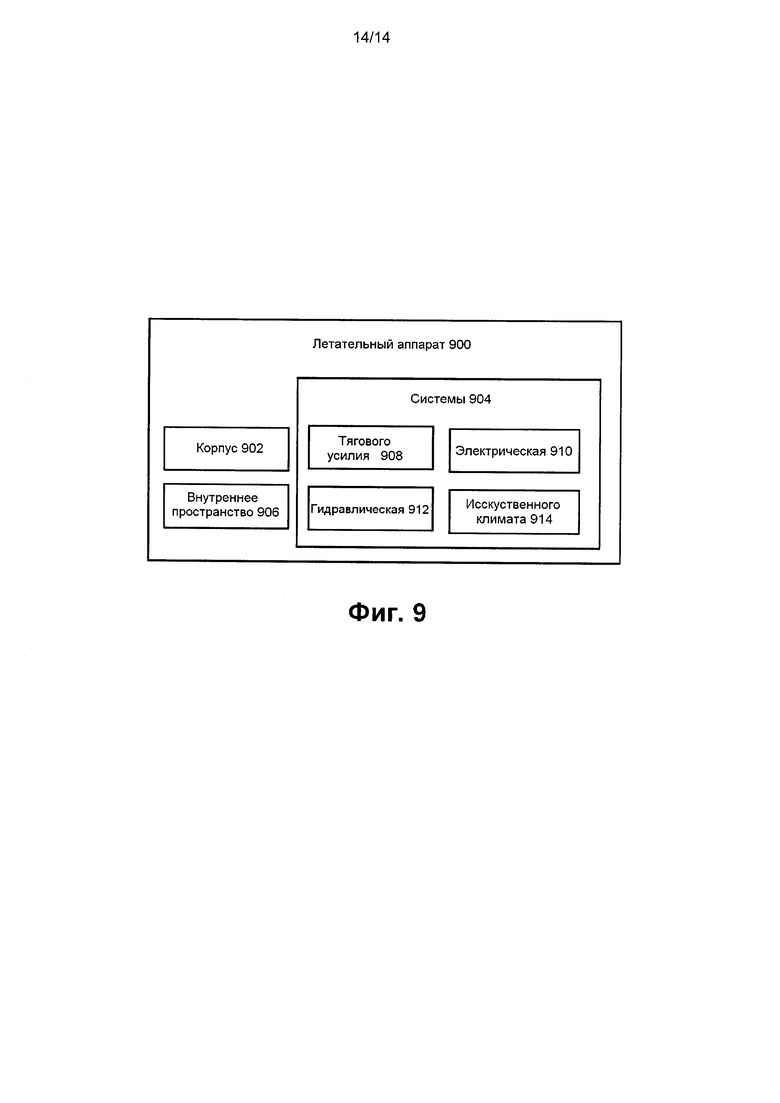
[0025] На фиг. 9 изображена блок-схема летательного аппарата.
[0026] В блок-схеме(ах), указанной в приведенном выше описании, сплошные линии, соединяющие различные элементы и/или компоненты, могут представлять собой механические, электрические, гидравлические, оптические, электромагнитные и другие соединения и/или их комбинации. В контексте настоящего описания термин «соединенный» означает связанный непосредственно, а также опосредовано. Например, элемент А может быть непосредственно связан с элементом Б, или может быть опосредовано связан с ним, например, через другой элемент С. Кроме того, могут иметь места соединения, отличные от соединений, изображенных на блок-схеме(ах). Пунктирные линии, если таковые имеются, соединяющие различные элементы и/или компоненты, представляют собой подобные по функции соединения, и цели соединениям, представленным сплошными линиями; хотя соединения, представленные пунктирными линиями, выполнены выборочно или касаются альтернативных или дополнительных аспектов настоящего изобретения. Подобным образом, любые элементы и/или компоненты, представленные пунктирными линиями, указывают на альтернативные или дополнительные аспекты настоящего изобретения. Элементы, относящиеся к окружающей среде, если таковые имеются, представлены пунктирными линиями.
ПОДРОБНОЕ ОПИСАНИЕ
[0027] В приведенном ниже описании сформулированы многочисленные характерные подробности для обеспечения полного понимания представленных принципов. Представленные принципы могут быть осуществлены без использования каких-либо или всех этих характерных подробностей. В других случаях общеизвестные операции процесса не были описаны подробно во избежание чрезмерного затенения описанных принципов. Несмотря на то, что некоторые принципы будут описаны совместно с конкретными примерами, тем не менее, будет понятно, что данные примеры не предназначены для ограничения.
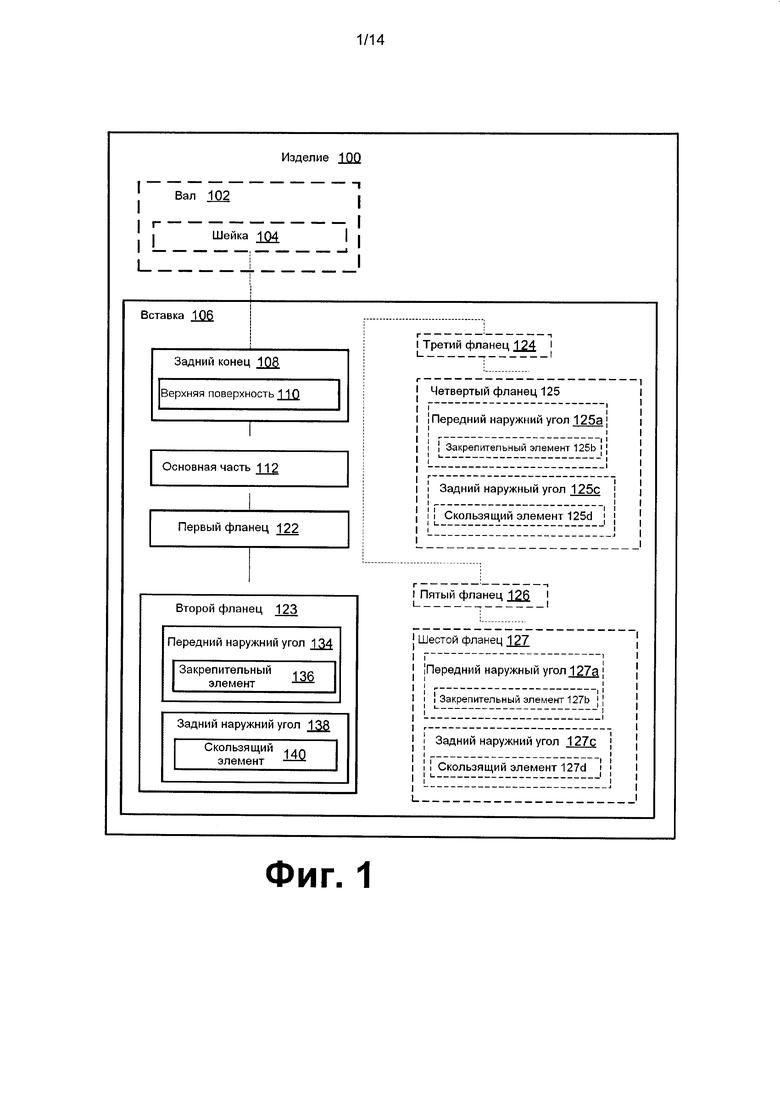
[0028] Согласно, например, фиг. 1, 2А, 2В и 5А один пример настоящего изобретения относится к изделию 100 для заполнения отверстия 404 (фиг. 5А) в объекте 400. Изделие 100 содержит вставку 106, имеющую корпус 112, первый выступ 122 и второй выступ 123. Согласно, например, фиг. 2В первый выступ 122 находится в контакте с корпусом 112 и проходит от корпуса 112. Второй выступ 123 находится в контакте с первым выступом 122 и проходит от первого выступа 122 и корпуса 112. Второй выступ 123 выполнен с возможностью деформации по направлению к корпусу 112 при установке вставки 106 в отверстие 404. Эта деформация второго выступа 123 посредством поворота и перемещения приводит к закреплению вставки 106 в отверстии 404 и к затвердеванию вставки 106 в отверстии 404. Деформация второго выступа 123 раскрыта в приведенном ниже описании, например, согласно фиг. 5А-5С. В некоторых примерах первый выступ 122 может оставаться в целом нетронутым в течение деформации второго выступа 123. Первый выступ 122 и корпус 112 могут определять границы по меньшей мере части зазора 113 для приема второго выступа 123 в течение его деформации.
[0029] Например, согласно фиг. 2А в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, изделие 100 также содержит стержень 102, непрочно соединенный со вставкой 106. Стержень 102 отсоединяется от вставки 106 в течение установки вставки 106 в отверстие 404, что дополнительно пояснено в приведенном ниже описании согласно фиг. 5С и 5D. Например, стержень 102 может содержать узкую шейку 104, соединяющую стержень 102 со вставкой 106.
[0030] Согласно фиг. 2В в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, вставка 106 содержит задний конец 108. Часть заднего конца 108 выполнена с возможностью выступа над поверхностью 401 (фиг. 5D) объекта 400, когда вставка 106 установлена в отверстие 404 (фиг. 5А). В частности, на фиг. 5D изображена вставка 106, установленная в отверстии 404 с частью заднего конца 108 или, более конкретно, с частью задней поверхности 110, проходящей над поверхностью 401 объекта 400.
[0031] Снова согласно фиг. 2В в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, изделие 100 может также содержать третий выступ 124 и четвертый выступ 125. Третий выступ 124 находится в контакте с корпусом 112 и проходит от корпуса 112. Четвертый выступ 125 находится в контакте с третьим выступом 124 и проходит от третьего выступа 124 и корпуса 112. Четвертый выступ 125 выполнен с возможностью деформации по направлению к корпусу 112 и к первому выступу 122 при установке вставки 106 в отверстие 404, например, как показано на фиг. 5С. Аналогично деформации второго выступа 123 деформация четвертого выступа 125 посредством поворота и перемещения приводит к закреплению вставки 106 в отверстии 404 и к затвердеванию вставки 106 в отверстии 404. Зазор 113 между первым выступом 122 и третьим выступом 124 может иметь одинаковый размер (например, объем) с размером (например, объемом) четвертого выступа 125 для вмещения деформации четвертого выступа 125 в зазор в течение установки вставки 106 в отверстие 404. После установки третий выступ 124 может остаться в целом нетронутым аналогично первому выступу 122.
[0032] Первый выступ 122 и второй выступ 123 вставки 106 формируют места расположение выступов. При наличии дополнительных мест расположений выступов, таких как третий выступ 124 и четвертый выступ 125, указанные в приведенном выше описании, один выступ в каждом из мест расположения может быть принят в соответствующий зазор 113 подобно второму выступу 123 и четвертому выступу 125. Вставка 106 может содержать, например, один, два, три, четыре, пять мест расположения выступов, и так далее. Например, на фиг. 2В изображена вставка 106, имеющая три таких места расположения вдоль корпуса 112. Первое место расположения сформировано первым выступом 122 и вторым выступом 123, второе место расположения сформировано третьим выступом 124 и четвертым выступом 125, и третье место расположения сформировано пятым выступом 126 и шестым выступом 127. Смежные выступы, расположенные в контакте с корпусом 112, например, первый выступ 122 и третий выступ 124, могут определять границу по меньшей мере части зазора 113 для приема, например, четвертого выступа 125 в течение его деформации, вызванной в результате установки вставки 106 в отверстие 404. Каждое дополнительное место расположения выступов дополнительно посредством поворота и перемещения закрепляет вставку 106 в отверстие 404. По всей длине вставки 106 может быть распределено множество мест расположения выступов, обеспечивая фрикционное сопряжение с объектом 400 в различных положениях. Кроме того, для данной длины вставки 106 (в целом соответствующей глубине отверстия 404), увеличение числа мест расположений выступов обеспечивает возможность использования меньших выступов, которые могут легче деформироваться.
[0033] В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, корпус 112 может иметь форму усеченного конуса. Кроме того, совместная конусность внутренних выступов, например, первого выступа 122, третьего выступа 124 и любого другого выступа, расположенного в контакте с корпусом 112, может быть по существу одинаковой с конусностью отверстия. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, четвертый выступ 125 имеет меньший диаметр, чем диаметр второго выступа 123. Следует отметить, что второй выступ 123 расположен ближе к заднему концу 108 вставки 106, чем четвертый выступ 125. Этот тип вставки 106 может быть использован для конических отверстий. В целом, объем каждого внешнего выступа, например, второго выступа 123, четвертого выступа 125 и любого другого выступа, не расположенного в непосредственном контакте с корпусом 112, может соответствовать или, более конкретно, может быть по существу равным объему соответствующего зазора 113, выполненного с возможностью приема такого выступа. Такое соответствие объемов обеспечивает возможность достижения полного закрепления вставки 106 в отверстии 404 после установки вставки в отверстие. Кроме того, разность между внешним и внутренним радиусами каждого внешнего выступа, которая может упоминаться как длина выступа, может не превышать высоту соответствующего зазора, выполненного с возможностью приема такого выступа для обеспечения точной посадки выступа в зазор в течение закрепления вставки 106 в отверстии 404. Например, если длина внешнего выступа больше, чем высота зазора, внешний выступ скорее может перекрыть зазор, а не вместиться в зазор.
[0034] В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, корпус 112, первый выступ 122 и второй выступ 123 формирует единую структуру. Например, корпус 112, первый выступ 122 и второй выступ 123 могут быть получены посредством механической обработки единой части основного материала.
[0035] В другом аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, корпус 112, первый выступ 122 и второй выступ 123 могут быть изготовлены в виде отдельных компонентов и затем собраны вместе. Например, первый выступ 122 может быть прикреплен с возможностью отсоединения к корпусу 112, например, с применением местной посадки с натягом. Аналогичным образом второй выступ 123 может быть прикреплен с возможностью отсоединения к первому выступу 122. В некоторых аспектах сборка вставки 106 выполнена для приспособления установки вставки 106 в отверстие 404 заданного размера, и выступы выбираются на основании размера отверстия 404. Другими словами, изделие 100 может быть обеспечено в виде комплекта с переменной конфигурацией множества компонентов. В одном аспекте изделие 100 может быть обеспечено множеством первых выступов, имеющих различные размеры, и/или множеством вторых выступов, имеющих различные размеры, для размещения в отверстиях различного размера.
[0036] В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, корпус 112, первый выступ 122 и второй выступ 123 изготовлены из одинакового материала. Например, корпус 112, первый выступ 122 и второй выступ 123 могут быть изготовлены из алюминия, титана, стали, бронзы, меди, свинца, пластика или любых других материалов, подходящих для сварки трением с перемешиванием. В некоторых аспектах материал, использованный для корпуса 112, первого выступа 122 и второго выступа 123, одинаковый с материалом объекта 400, содержащего отверстие 404 для приема вставки 106.
[0037] В качестве альтернативы в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, второй выступ 123 может быть выполнен из материала, отличного от материала первого выступа 122. Например, второй выступ 123 может быть сделан из материала более мягкого, чем материал первого выступа 122, тем самым обеспечивая возможность деформации второго выступа 123 и одновременно поддерживая структуру первого выступа 122 по существу нетронутой. Подобным образом корпус 112 может быть сделан из материала, отличного от материала первого выступа 122 и/или второго выступа 123.
[0038] Снова согласно фиг. 2В в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, второй выступ 123 содержит скользящий элемент 140, сформированный на заднем внешнем угле 138 второго выступа 123. Скользящий элемент способствует закреплению второго выступа 123 в зазоре 113 в течение установки вставки 106 в отверстие 404 путем снижения трения между задним внешним углом 138 второго выступа 123 и другими поверхностями, например, поверхностями вставки 106. Например, в течение установки вставки 106 в отверстие 404 согласно изображению на фиг. 5А задний внешний угол 138 может входить в контакт с передней поверхностью 139 заднего конца 108 вставки. В одном аспекте скользящий элемент 140 может быть реализован в виде радиуса угла 138 и закругления на углу 138.
[0039] В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, второй выступ 123 содержит закрепительный элемент 136, сформированный на переднем внешнем угле 134 второго выступа 123. Закрепительный элемент 136 выполнен с возможностью вхождения в контакт с поверхностью внутренней стенки отверстия 404 (фиг. 5А) в течение введения в него вставки 106. После зацепления с поверхностью отверстия 404 закрепительный элемент 136 способствует деформации второго выступа 123 от направления введения вставки 106 в отверстие 404 и по направлению к корпусу 112 вставки в зазор 113. В одном аспекте закрепительный элемент может представлять собой кромку при вершине, сформированную двумя пересекающимися поверхностями второго выступа 123.
[0040] Согласно, например, фиг. 1 и 2С четвертый выступ 125 может содержать скользящий элемент 125d, сформированный на заднем внешнем угле 125с четвертого выступа 125. Четвертый выступ 125 может также содержать закрепительный элемент 125b, сформированный на переднем внешнем угле 125а четвертого выступа 125. Аналогичным образом шестой выступ 127 может содержать скользящий элемент 127d, сформированный на заднем внешнем угле 127с шестого выступа 127. Шестой выступ 127 может также содержать закрепительный элемент 127b, сформированный на переднем внешнем угле 127а шестого выступа 127. Подобным образом, любой другой внешний выступ, такой как второй выступ 123, может содержать скользящий элемент, сформированный на его заднем внешнем угле, и/или закрепительный элемент, сформированный на его переднем внешнем угле.
[0041] В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, выступы, такие как первый выступ 122 и второй выступ 123, имеют кольцеобразную форму или спиральную форму. На фиг. 2В изображены первый выступ 122 и второй выступ 123 кольцеобразной формы. В частности, первый выступ 122 и второй выступ 123 симметричны относительно продольной оси отверстия 404 (фиг. 5А). Вставка 106, имеющая кольцеобразные выступы, может быть установлена в отверстие 404 путем поджатия (линейно продвижения и/или поворота) вставки 106 в отверстие 404 (фиг. 5А). Вставка 106, имеющая спиральные выступы, может быть установлена в отверстие 404 путем линейного продвижения вставки 106 в отверстие 404 и/или путем поворота вставки 106 вокруг продольной оси отверстия 404. Например, вставка 106 может иметь спиральные выступы, которые соответствуют спиральному витку в выходном отверстии сварного соединения.
[0042] Настоящее изобретение и чертеж (и), описывающие операции способа (ов), изложенного в настоящем описании, не должны интерпретироваться как обязательно определяющие последовательность, в которой должны быть выполнены операции. Не смотря на то, что показан один примерный порядок, тем не менее, следует понимать, что последовательность операций может быть изменена, когда это целесообразно. Кроме того, в некоторых аспектах настоящего изобретения не все операции, указанные в настоящем описании, необходимы для выполнения.
[0043] Согласно фиг. 3 один пример настоящего изобретения относится к способу установки вставки 106 в отверстие 404 в объекте 400 (фиг. 5А). Способ установки вставки 106 может быть частью способа сварки трением с перемешиванием объекта 400, раскрытого в приведенном ниже описании, или может представлять собой отдельный способ, который не содержит одну или обе операций сварки трением с перемешиванием, описанных ниже. Способ установки вставки 106 может содержать обеспечение вставки 106, имеющей корпус 112, первый выступ 122 и второй выступ 123 (операция 304). Согласно приведенному выше описанию первый выступ 122 находится в контакте с корпусом 112 и проходит от корпуса 112. Второй выступ 123 находится в контакте с первым выступом 122 и проходит от первого выступа 122 и корпуса 112. Способ включает установку вставки 106 в отверстие 404 (операция 306) для затвердевания вставки 106 в отверстии 404 и закрепления посредством поворота и перемещения вставки 106 в отверстии 404. Установка вставки 106 в отверстие 404 может содержать поджатие вставки 106 в отверстие 404, тем самым деформируя второй выступ 123 по направлению к корпусу 112 (операция 310).
[0044] В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, второй выступ 123 содержит закрепительный элемент 136 на переднем внешнем углу 134 второго выступа 123. По мере поджатия вставки 106 в отверстие 404, закрепительный элемент 136 зацепляется со стенкой 405 отверстия 404, вызывая деформацию второго выступа 123 по направлению к корпусу 112. Различные аспекты закрепительного элемента 136, указаны в приведенном выше описании.
[0045] В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, второй выступ 123 содержит скользящий элемент 140 на заднем внешнем угле 138 второго выступа 123. По мере поджатия вставки 106 в отверстие 404 скользящий элемент 140 обеспечивает возможность деформации второго выступа 123 по направлению к корпусу 112 путем снижения трения между вторым выступом 123 и другими элементами вставки 106. Различные аспекты скользящего элемента 140 приведены в представленном выше описании.
[0046] Согласно приведенному выше описанию затвердевание вставки 106 в отверстии 404 может содержать деформацию второго выступа 123 по направлению к корпусу 112. В некоторых аспектах в течение операция 306 может быть деформирован по меньшей мере один дополнительный внешний выступ. Вставка 106 может по существу полностью заполнять отверстие 404 и, предпочтительно, не оставляет по существу пустот в отверстии 404 после установки в нем вставки 106. На фиг. 5D показан вид в разрезе вставки 106, установленной в отверстии 404. Отверстие 404 может быть создано, например, в течение операции сварки трением с перемешиванием, что дополнительно раскрыто в приведенном ниже описании со ссылкой на фиг. 4А-4С.
[0047] На фиг. 5А изображена вставка 106 и объект 400 до установки вставки 106 в отверстие 404. Согласно фиг. 5В очевидно, что радиальные размеры по меньшей мере одного внешнего выступа, такого как второй выступ 123, превышают размеры соответствующей части(ей) отверстия 404. Специалистам в данной области техники будет понятно, что на фиг. 5В изображен предположительный вид в разрезе наложения между внешними выступами (например, второй выступ 123) вставки 106 и воображаемого профиля 510 изделия.
[0048] Соответственно введение вставки 106 в отверстие 404 в течение операции 310 вызывает деформацию по меньшей мере одного внешнего выступа, например второго выступа 123, обеспечивая возможность полной запрессовки вставки 106 в отверстие 404. Согласно фиг. 5С внешний выступ(ы) деформированы в имеющийся зазор(ы). Например, второй выступ 123 может затвердевать в зазоре между первым выступом 122 и задним концом 108. Аналогичным образом четвертый выступ 125 может затвердевать в зазоре между первым выступом 122 и третьим выступом 124. Дополнительные внешние выступы могут быть деформированы в зазоры, сформированные между соответствующими смежными внутренними выступами. В течение установки вставки 106 в отверстие 404 может возникать некоторая деформация объекта 400, внутренних выступов (например, выступов 122, 124 и 126) и корпуса 112.
[0049] Согласно в целом фиг, 3 один пример настоящего изобретения относится к способу сварки трением с перемешиванием объекта 400 (фиг. 5Е). Способ содержит выполнение первого сварного соединения 402 трением с перемешиванием (фиг. 4А) вдоль первой траектории сварного соединения, имеющей выход 403 (операция 302). Первое сварное соединение 402 трением с перемешиванием вызывает формирование отверстия 404 в объекте 400 у выхода 403 траектории сварного соединения. Способ также содержит установку вставки 106 (фиг. 4В) в отверстие 404 (операция 306). Вставка 106 затвердевает в отверстии 404 и закреплена посредством поворота и перемещения в отверстии 404 при установке. Способ также содержит выполнение второго сварного соединения 422 трением с перемешиванием (фиг. 4С) вдоль второй траектории сварного соединения, пересекающей отверстие 404, которое содержит вставку 106 установленную в указанном отверстии (операция 316). Установленная вставка 106 выполнена с возможностью по меньшей мере частичного расходования во втором сварном соединении 422 трением с перемешиванием.
[0050] Теперь каждая из этих операций будет описана более подробно. На фиг. 4А схематично изображен вид сверху объекта 400, показывающий первое сварное соединение 402 трением с перемешиванием и отверстие 404. Отверстие 404 формируется в конечной точке первого сварного соединения 402 трением с перемешиванием по мере выхода сварочного инструмента из объекта 400. На фиг. 5А изображен вид в разрезе отверстия 404. В общем, отверстие 404 может измениться по размеру и профилю в зависимости от конструкции сварочного инструмента и от толщины и типа сварки. Например, сварочный инструмент иметь коническую резьбу, обуславливающую неровность на боковых стенках отверстия 404. Однако не все сварочные инструменты имеют данную особенность.
[0051] На фиг. 4В схематично изображен вид сверху объекта 400, показывающий вставку 106, установленную в отверстии 404. Вид в разрезе вставки 106, установленной в отверстие 404 изображен на фиг. 5D. Другой вид вставки 106, установленной в отверстие 404, показан на фиг. 5G. В частности, на фиг. 5G показан перспективный вид в разрезе двух объектов 520 и 522, сваренных вместе трением с перемешиванием и соединенных сварным соединением 524, со вставкой 106, установленной в отверстии 404, созданном сварным соединением 524. Объекты 520 и 522 могут быть сделаны из одинаковых или различных материалов. Сварное соединение 524 сформировано посредством объединения (перемешивания) пластифицированного материала обоих объектов 520 и 522.
[0052] На фиг. 4С схематично изображен вид сверху объекта 400, показывающий примерное второе сварное соединение 422, выполненное трением с перемешиванием со вставкой 106 (представленной в виде элемента 424), по меньшей мере частично израсходованной в нем. На фиг. 5F вид в разрезе сварного соединения 422, выполненного трением с перемешиванием, со вставкой 106 (представленной в виде элемента 424) по меньшей мере частично израсходованной в нем. Предпочтительно вставка 106 по существу полностью встроена в сварное соединение 424.
[0053] В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, установка вставки 106 в отверстие 404 содержит поджатие вставки 106 в отверстие 404 в течение операции 310.
[0054] В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, поджатие вставки 106 в отверстие 404 содержит применение ударного воздействия к вставке 106 (блок 312 на фиг. 3) и/или приложение крутящего момента к вставке 106 (блок 314 на фиг. 3). Ударное воздействие может быть приложено к стержню 102, непрочно соединенному со вставкой 106. Такое ударное воздействие может отсоединить стержень 102 от вставки 106, например, согласно изображению на фиг. 5С. Подобным образом крутящий момент, приложенный к вставке, может отсоединить стержень 102 от вставки 106. На фиг. 5D изображена вставка 106 без стержня 102.
[0055] В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, вставка 106 может быть закреплена в отверстии 404 путем деформации выступа 123 вставки 106 по направлению к корпусу 112 вставки 106. Например, выступ 123 может быть деформирован путем поджатия вставки 106 в отверстие 404 (операция 310). Согласно приведенному выше описанию вставка 106 может содержать по меньшей мере один внешний выступ, такой как второй выступ 123.
[0056] В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, вставка 106 затвердевает в отверстии 404 по существу без пустот. Деформация по меньшей мере одного внешнего выступа по направлению к корпусу вставки 106 заполняет зазоры 113 между внутренними выступами (фиг. 2В). По сути, после установки вставки 106 в отверстие 404 в объекте 400 между вставкой 106 и объектом 400 пустоты отсутствуют.
[0057] В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть заявленного изобретения по любому из предыдущих и/или последующих примеров и аспектов, вставка 106 содержит задний конец 108. По меньшей мере часть заднего конца 108 выступает от отверстия 404 над поверхностью 401 объекта 400, когда вставка 106 установлена в отверстии 404, например, согласно изображению на фиг. 5D и 5Е. Задний конец 108 поджат в отверстие 404 сварочным инструментом 512 для сварки трением с перемешиванием в течение выполнения второго сварного соединения 422 трением с перемешиванием, например, согласно изображению на фиг. 5Е, на котором представлен вид в разрезе установленной вставки 106, показывающий зацепление задней поверхности 110 заднего конца 108 с помощью сварочного инструмента 512 для сварки трением с перемешиванием. Посредством данного зацепления вставка 106 поджимается в отверстие 404, тем самым обеспечивая пластицирование вставки и смешивание ее с исходным материалом объекта 400. Клиновидная форма задней поверхности 110 облегчает начальное зацепление заднего конца 108 вставки 106 с помощью сварочного инструмента 512 для выполнения сварки трением с перемешиванием. В некоторых аспектах для обеспечения плавного начального зацепления заднего конца 108 с помощью сварочного инструмента для сварки трением с перемешиванием, часть задней поверхности 110 может проступать ниже поверхности 401 объекта 400.
Результаты эксперимента
[0058] На фиг. 6 изображен фотоснимок сечения отверстия 606, расположенного в пределах объекта 600 и созданного сваркой трением с перемешиванием. Для справки, верхняя поверхность объекта 600 определена в качестве элемента 602, тогда как боковые стенки, определяющие отверстие 606, идентифицированы в виде элемента 604. Отверстие 606 изображено имеющим конусность. Кроме того, отверстие 606 имеет ориентированные по спирали ребра на боковых стенках 604, которые могут быть созданы в результате поворота сварочного инструмента в момент извлечения инструмента из объекта 600.
[0059] На фиг. 7А показан фотоснимок верхней поверхности объекта 700, имеющей два набора 702 и 712 перекрывающихся сварных соединений, причем каждое из перекрытий 708 и 718 содержит израсходованную вставку. Поперечное сечение перекрытия 708 было выполнено в направлении Y, и его результат представлен на фиг. 7В. Поперечное сечение перекрытия 718 было выполнено в направлении X, и его результат представлен на фиг. 7С. На фиг. 7В и 7С изображено полное заполнение перекрытий 708 и 718 и отсутствие пустот в этих областях.
Примеры, связанные с летательным аппаратом
[0060] Теперь будут описаны способ 800 изготовления и эксплуатации летательного аппарата, показанный на фиг. 8, и летательный аппарат 900, показанный на фиг. 9, для лучшего пояснения различных особенностей процессов и систем, представленных в настоящем описании. В течение подготовки производства способ 800 изготовления и эксплуатации летательного аппарата может содержать формирование технического задания и проектирование 802 летательного аппарата и материальное снабжение 804. Этап производства содержит изготовление 806 компонентов и подсборок и интеграцию 808 систем летательного аппарата. В дальнейшем летательный аппарат может быть подвержен сертификации и поставке 810 для ввода в эксплуатацию 812. При эксплуатировании клиентом для летательного аппарата предусмотрен график регулярного технического обеспечения и обслуживания 814 (который может также содержать изменение, реконфигурацию, восстановление и так далее). Несмотря на то, что примеры, представленные в настоящем описании, в целом относятся к техническому обслуживанию коммерческого летательного аппарата, тем не менее, данные примеры могут быть осуществлены на других стадиях способа 800 изготовления и эксплуатации летательного аппарата.
[0061] Каждый из процессов способа 800 может быть осуществлен или выполнен системотехническим предприятием, третьей стороной и/или оператором (например, потребителем). В контексте данного описания системотехническое предприятие может содержать, без ограничения, любое число производителей авиационной техники и субподрядчиков крупных систем; третья сторона может содержать, например, без ограничения, любое число оптовых фирм, субподрядчиков и поставщиков; а оператором может быть авиалиния, лизинговая компания, военная организация, обслуживающая организация и т.п.
[0062] Согласно фиг. 9 летательный аппарат 900, созданный способом 800 изготовления и эксплуатации летательного аппарата, может содержать корпус 902, внутреннее пространство 906 и множество систем 904 и внутренние пространство 906. Примеры систем 904 содержат по меньшей мере одну двигательную установку 908, электрическую систему 910, гидравлическую систему 912 и систему 914 искусственного климата. В этом примере может содержаться любое количество других систем. Не смотря на то, что показан пример летательного аппарата, принципы настоящего изобретения могут быть применены к другим отраслям промышленности, таким как автомобильная промышленность.
[0063] Устройство и способы, изложенные в настоящем описании, могут быть использованы в течение любой по меньшей мере одной из стадий способа 800 изготовления и эксплуатации летательного аппарата. Например, без ограничения, компоненты или подсборки, соответствующие изготовлению 806 компонентов и подсборок, могут быть изготовлены или произведены подобно компонентам или подсборкам, созданным при эксплуатации летательного аппарата.
[0064] Кроме того, различные особенности, представленные в настоящем описании, могут быть использованы в течение изготовления 806 компонентов и подсборок летательного аппарата, и/или в течение интеграции 808 систем, что может ускорить сборку или снизить стоимость летательного аппарата. В некоторых примерах данные особенности могут быть использованы при эксплуатации летательного аппарата, например, в течение технического обеспечения и обслуживания 814 летательного аппарата.
[0065] В настоящем описании раскрыты различные примеры и аспекты устройств и способов, которые содержат множество компонентов, элементов и функциональности. Следует понимать, что различные примеры и аспекты устройств и способов, раскрытых в настоящем описании, могут содержать любой из компонентов, элементов и функциональности любого из других примеров и аспектов устройств и способов, раскрытых в настоящем описании, в любой комбинации, и предполагается, что все такие возможности лежат в пределах сущности и объема настоящего изобретения.
[0066] Согласно преимуществам, представленным в приведенном выше описании и связанных чертежах, специалисту в данной области техники станет очевидно множество модификаций раскрытого изобретения. Поэтому, следует понимать, что настоящее изобретение не должно быть ограничено конкретными примерами и обеспеченными аспектами и что его модификации охвачены объемом приложенной формулы изобретения. Кроме того, хотя приведенное выше настоящее описание и связанные чертежи описывают определенные примерные комбинации элементов и/или функций, следует понимать, что различные комбинации элементов и/или функций могут быть реализованы, не отступая от объема приложенной формулы изобретения.
Изобретение может быть использовано при получении сваркой трением изделий с пересекающимися соединениями. Вставка (106) предназначена для заполнения отверстия (404), образованного в пересекающихся сварных соединениях при сварке трением с перемешиванием объекта (400). Корпус (112) имеет первый выступ (122) и второй выступ (123). Первый выступ (122) расположен в контакте с корпусом (112). Второй выступ (123) расположен в контакте с первым выступом (122) и выполнен с возможностью деформации по направлению к корпусу (112) при установке вставки (106) в отверстие (404) для ее закрепления посредством поворота и перемещения в отверстии (404) и консолидирования вставки (106) в отверстии (404). В соответствии со способом сварки трением с перемешиванием объекта (400) выполняют первый сварной шов (302) вдоль первой траектории сварного соединения с образованием отверстия (404) в зоне выхода сварочного инструмента. Затем устанавливают в него вставку (106) и консолидируют ее в отверстии посредством поворота и перемещения. Вставку (106) по меньшей мере частично расходуют во втором сварном соединении (422) при выполнении сварного шва вдоль второй траектории. 2 н. и 13 з.п. ф-лы, 9 фиг.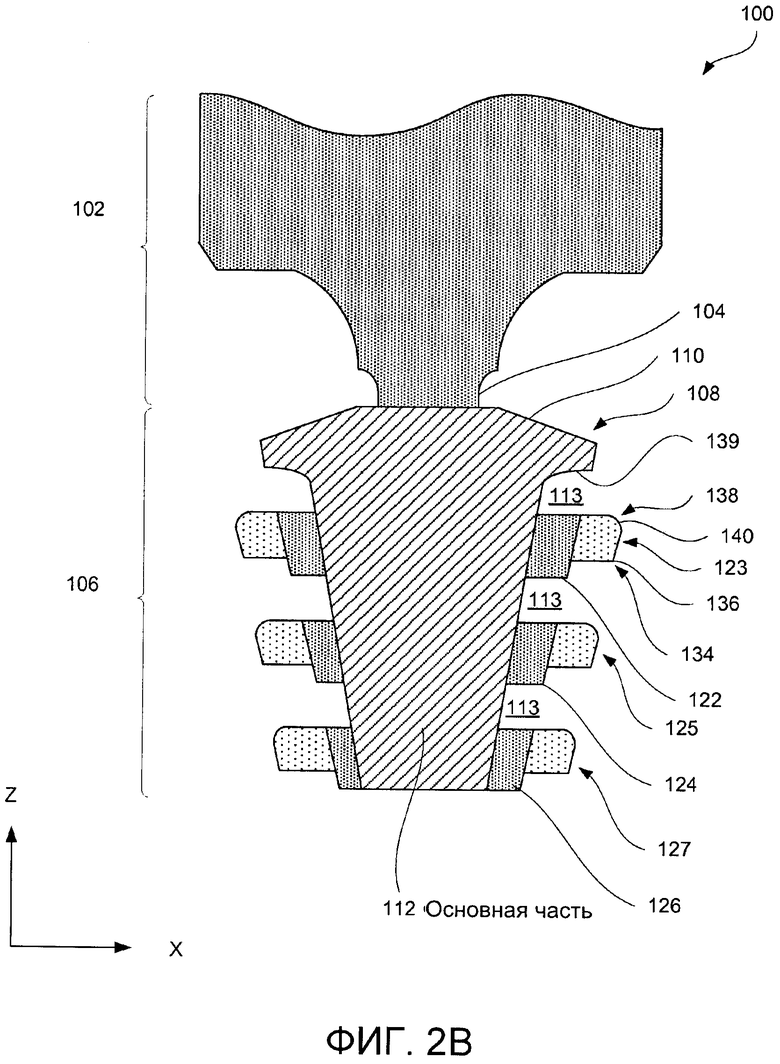
1. Вставка (106) для заполнения отверстия (404), образованного в пересекающихся сварных соединениях при сварке трением с перемешиванием объекта (400), содержащая:
корпус (112), первый выступ (122) и второй выступ (123), причем первый выступ (122) расположен в контакте с корпусом (112) и проходит от корпуса (112),
второй выступ (123) расположен в контакте с первым выступом (122) и проходит от первого выступа (122) и корпуса (112), при этом
второй выступ (123) выполнен с возможностью деформации по направлению к корпусу (112) при установке вставки (106) в отверстие (404) для закрепления вставки (106) посредством поворота и перемещения в отверстии (404) и консолидирования вставки (106) в отверстии (404).
2. Вставка (106) по п. 1, которая дополнительно содержит третий выступ (124) и четвертый выступ (125), причем
третий выступ (124) расположен в контакте с корпусом (112) с зазором относительно первого выступа (122) и проходит от корпуса (112),
четвертый выступ (125) расположен в контакте с третьим выступом (124) и проходит от третьего выступа (124) и корпуса (112), причем
четвертый выступ (125) выполнен с возможностью его деформации по направлению к корпусу (112) и к первому выступу (122) и заполнения упомянутого зазора при установке вставки (106) в отверстие (404) для ее закрепления посредством поворота и перемещения в отверстии (404) и консолидирования вставки в отверстии (404).
3. Вставка (106) по п. 1 или 2, в которой корпус (112), первый выступ (122) и второй выступ (123) формируют единую структуру.
4. Вставка (106) по п. 1 или 2, в которой первый выступ (122) прикреплен к корпусу (112) с возможностью отсоединения.
5. Вставка (106) по п. 1 или 2, в которой второй выступ (123) содержит скользящий элемент (140), сформированный на заднем внешнем угле (138) второго выступа (123).
6. Вставка (106) по п. 1 или 2, в которой второй выступ (123) содержит закрепительный элемент (136), сформированный на переднем внешнем угле (134) второго выступа (123).
7. Вставка (106) по п. 1 или 2, которая содержит задний конец (108), часть которого выступает над поверхностью (401) объекта (400) при установке вставки (106) в отверстие (404) объекта (400).
8. Вставка (106) по п. 1 или 2, которая снабжена непрочно соединенным с ней стержнем (102).
9. Способ сварки трением с перемешиванием объекта (400) с использованием вставки для заполнения отверстия, образованного в пересекающихся сварных соединениях, включающий:
- выполнение первого сварного шва (302) трением с перемешиванием вдоль первой траектории сварного соединения с образованием отверстия (404) в зоне выхода сварочного инструмента;
- установку вставки (106) в отверстие (404) и ее консолидирование в отверстии (404) посредством поворота и перемещения,
- выполнение второго сварного шва (316) трением с перемешиванием вдоль второй траектории сварного соединения, пересекающей отверстие (404), которое содержит установленную в нем вставку (106),
причем вставку (106) по меньшей мере частично расходуют во втором сварном соединении (422) трением с перемешиванием.
10. Способ по п. 9, в котором установку вставки (106) в отверстие (404) осуществляют путем ее поджатия.
11. Способ по п. 10, в котором поджатие вставки (106) в отверстии (404) осуществляют путем приложения к ней ударного воздействия.
12. Способ по п. 11, в котором ударное воздействие прикладывают к стержню (102), непрочно соединенному со вставкой (106), с обеспечением отсоединения стержня (102) от вставки (106).
13. Способ по п. 10, в котором поджатие вставки (106) в отверстии (404) осуществляют путем приложения к ней крутящего момента.
14. Способ по любому из пп. 9-13, в котором вставку (106) консолидируют в отверстии (404) посредством деформации ее выступа по направлению к корпусу (112) вставки (106).
15. Способ по любому из пп. 9-13, в котором:
вставка (106) имеет задний конец (108), по меньшей мере часть которого выступает из отверстия (404) над поверхностью (401) объекта (400) при установке вставки (106) в отверстии (404), причем
при выполнении второго сварного шва (422) задний конец (108) вставки поджимают в отверстие (404) сварочным инструментом, предназначенным для сварки трением с перемешиванием.
| US 5971252 А, 26.10.1999 | |||
| US 4091841 А, 30.05.1978 | |||
| DE 10201086791 A1, 23.05.2013 | |||
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ТАВРОВЫХ СОЕДИНЕНИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2418664C1 |

