Область техники, к которой относится изобретение
Настоящее изобретение относится в целом к сварке металлических частей и более конкретно к сварке титановых листов. Еще более конкретно настоящее изобретение относится к сварке титановых листов методом сварки трением с перемешиванием.
Уровень техники
Формование - это процесс изготовления компонента из материалов, таких как металл, пластмассы и/или другие подходящие материалы. Компонент может быть частью или узлом, например, летательного аппарата. Сверхпластическое формование представляет собой один из типов формования, при котором осуществляется такой нагрев материала, что он становится сверхпластичным. Сверхпластичностью является свойство материала удлиняться равномерно более чем на 100% от исходной длины материала. Такое равномерное удлинение материала снижает степень поперечного сужения при растяжении по сравнению с неравномерным удлинением.
Сужение возникает, когда материал деформируется таким образом, что в части материала могут создаваться непропорциональные значительные напряжения. В результате, при деформации эта часть материала может иметь меньшую толщину по сравнению с другими частями материала. В этих примерах деформация представляет собой удлинение. Сужение может приводить к нарушениям целостности, таким как трещины и сколы в материале.
В случае металлов сверхпластическое формование включает помещение металлического листа между секцией матрицы и секцией крышки. Этот металлический лист может также указываться как заготовка. Для секций матриц, используемых в настоящее время, одного металлического листа может быть недостаточно для изготовления компонента. Для таких секций матриц может осуществляться сварка нескольких металлических листов для получения заготовки. Несколько металлических листов могут быть соединены между собой методом сварки трением с перемешиванием.
Для сварки трением с перемешиванием края двух металлических листов совмещают, т.е. помещают рядом друг с другом. Для соединения краев металлических листов к ним подводят тепловую и механическую энергию. Эта подводимая энергия приводит к тому, что в частях металлических листов формируется непрерывная зона металла, соединяющая два металлических листа. Эту зону можно назвать литой зоной шва. Такой тип сварки не вызывает плавления металла и исключает тепловые деформации, связанные с плавлением.
Обычно секция матрицы имеет форму компонента. Заготовка принимает форму матрицы под действием сжатого газа. Сжатый газ может подаваться через секцию крышки. Секция матрицы может быть нагрета до температуры, которая изменяет механические свойства, усталостные характеристики и/или другие характеристики металла и сварных частей заготовки.
Поэтому существует потребность в способе и устройстве, в которых устраняется одна или несколько вышеуказанных проблем, а также и другие возможные проблемы.
Раскрытие изобретения
В основу настоящего изобретения была положена задача преодоления вышеупомянутых недостатков существующих технических решений с помощью способа изготовления компонента путем сварки нескольких металлических листов для получения заготовки с несколькими литыми зонами швов, помещения заготовки между секцией матрицы и секцией крышки, нагрева секции матрицы для нагрева заготовки и подачи сжатого газа между секцией крышки и секцией матрицы для вдавливания заготовки в форму секции матрицы с целью формования компонента. Литые зоны швов имеют требуемую относительную толщину после формования компонента, составляющую примерно от 1,1 примерно до 1,25, благодаря чему металлические листы и полученный компонент имеют несколько по существу одинаковых характеристик.
Один из предпочтительных вариантов осуществления настоящего изобретения представляет собой сварочную машину, содержащую опорную плиту, палец и охлаждающий элемент, причем палец вращается вокруг своей оси, при этом совершает поступательное движение в направлении, перпендикулярном оси вращения, и прикладывает направленное вниз усилие к накладке и стыковому соединению для сварки первой и второй металлических частей с формированием литой зоны шва, которая имеет требуемую относительную толщину после сверхпластического формования, составляющую примерно от 1,1 примерно до 1,25, причем первая металлическая часть, вторая металлическая часть и литая зона шва имеют несколько характеристик, являющихся после сверхпластического формования по существу одинаковыми.
Другой предпочтительный вариант представляет собой способ изготовления компонента, включающий: выполнение соединения металлических листов сваркой трением с перемешиванием при требуемой температуре с образованием заготовки, имеющей литую зону шва; и использование процесса сверхпластического формования для получения компонента из заготовки, причем литая зона шва имеет требуемую относительную толщину после сверхпластического формования, составляющую примерно от 1,1 примерно до 1,25, литая зона шва и металлические листы, соединенные сваркой трением с перемешиванием, имеют практически постоянную скорость деформации, величина которой составляет примерно от 1×10-2 дюйма на дюйм в секунду примерно до 5×10-6 дюймов на дюйм в секунду, и имеют несколько характеристик, которые после сверхпластического формования являются по существу одинаковыми.
Другой предпочтительный вариант представляет собой способ изготовления, включающий: выполнение соединения сваркой титановых листов с образованием заготовки, имеющей литые зоны швов; помещение заготовки между секцией матрицы и секцией крышки, причем секцию матрицы нагревают для нагрева заготовки; подачу сжатого газа в пространство между секцией крышки и секцией матрицы для вдавливания заготовки в форму секции матрицы с целью формования компонента, причем литые зоны швов имеют требуемую относительную толщину, составляющую примерно от 1,1 примерно до 1,25, благодаря чему титановые листы и сформованный компонент имеют несколько примерно одинаковых характеристик.
Другой предпочтительный вариант представляет собой способ изготовления титановой конструкции, включающий: выполнение соединения титановых листов сваркой трением с перемешиванием для формирования заготовки, имеющей литую зону шва, которая имеет заданную сверхпластичность; и формование титановой конструкции из заготовки, причем при формовании титановой конструкции литая зона шва удлиняется меньше по сравнению с другими частями заготовки на величину, составляющую примерно от 1% примерно до 25%.
Особенности, функции и преимущества могут быть обеспечены независимо в различных вариантах осуществления настоящего изобретения или же могут быть объединены в других вариантах, подробности которых изложены далее в настоящем описании со ссылками на прилагаемые чертежи.
Краткое описание чертежей
В нижеприведенном описании раскрывается объект изобретения и варианты его осуществления со ссылками на прилагаемые чертежи, которые являются неотъемлемой частью описания и на которых показано:
на фиг.1 - структурная схема производственной среды, в которой используется формование и сварка трением с перемешиванием в соответствии с предпочтительным вариантом осуществления изобретения;
на фиг.2 - общий вид летательного аппарата в соответствии с предпочтительным вариантом;
на фиг.3 - вид в перспективе турбореактивного двигателя в соответствии с предпочтительным вариантом;
на фиг.4 - структурная схема производственной среды в соответствии с предпочтительным вариантом;
на фиг.5 - вид части производственной среды в соответствии с предпочтительным вариантом;
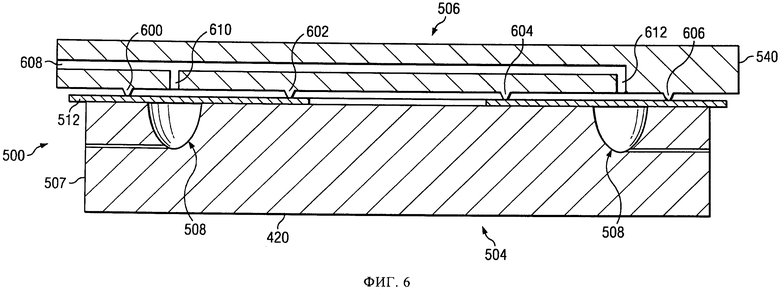
на фиг.6 - вид сечения заготовки, расположенной между секцией матрицы и секцией крышки в соответствии с предпочтительным вариантом;
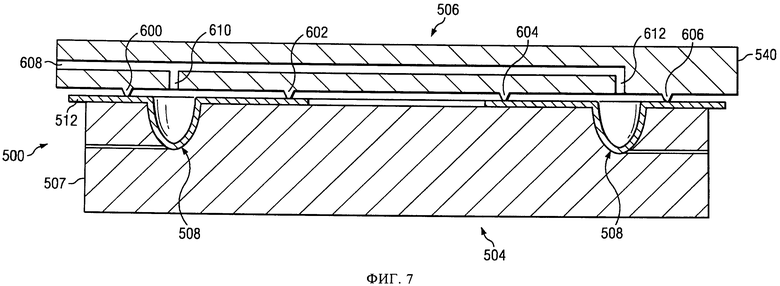
на фиг.7 - вид сечения заготовки, впрессованной в углубления секции матрицы в соответствии с предпочтительным вариантом;
на фиг.8 - вид стыкового соединения с накладкой в соответствии с предпочтительным вариантом;
на фиг.9 - вид сварочного устройства в соответствии с предпочтительным вариантом;
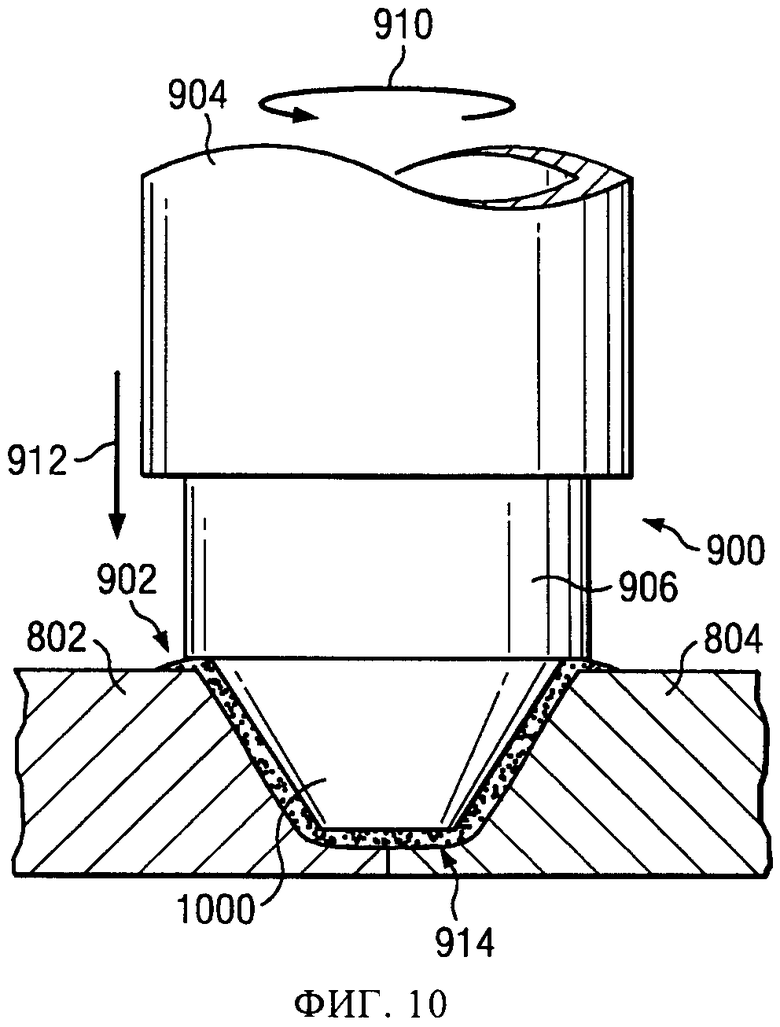
на фиг.10 - вид сечения шва в соответствии с предпочтительным вариантом;
на фиг.11 - вид испытываемого образца в соответствии с предпочтительным вариантом;
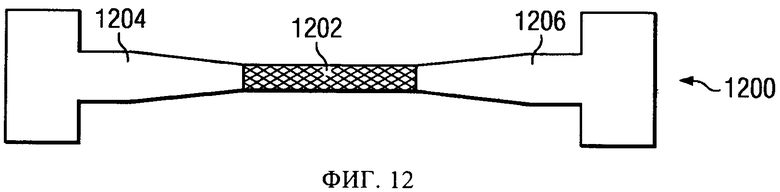
на фиг.12 - вид испытываемого образца в соответствии с предпочтительным вариантом;
на фиг.13 - вид испытываемого образца в соответствии с предпочтительным вариантом;
на фиг.14 - график относительной толщины в соответствии с предпочтительным вариантом;
на фиг.15 - график зависимости показателей тепловыделения от относительной толщины для испытываемого образца в соответствии с предпочтительным вариантом;
на фиг.16 - блок-схема алгоритма осуществления способа изготовления компонента в соответствии с предпочтительным вариантом;
на фиг.17 - блок-схема алгоритма проведения испытаний образца в соответствии с предпочтительным вариантом;
на фиг.18 - блок-схема алгоритма определения параметров для способа сварки трением с перемешиванием в соответствии с предпочтительным вариантом;
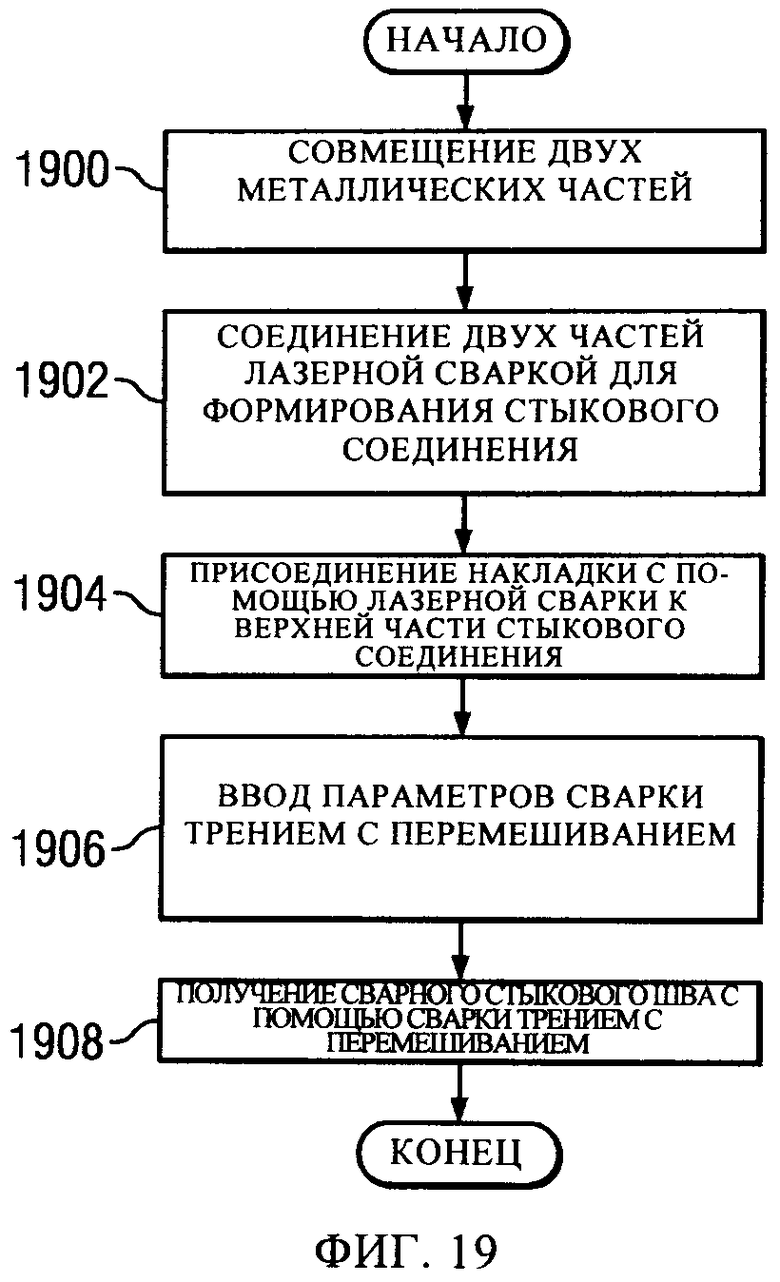
на фиг.19 - блок-схема алгоритма осуществления способа сварки трением с перемешиванием в соответствии с предпочтительным вариантом;
на фиг.20 - блок-схема алгоритма выполнения завершающих операций в соответствии с предпочтительным вариантом;
на фиг.21 - таблица результатов испытаний в соответствии с предпочтительным вариантом;
на фиг.22 - таблица результатов испытаний в соответствии с предпочтительным вариантом;
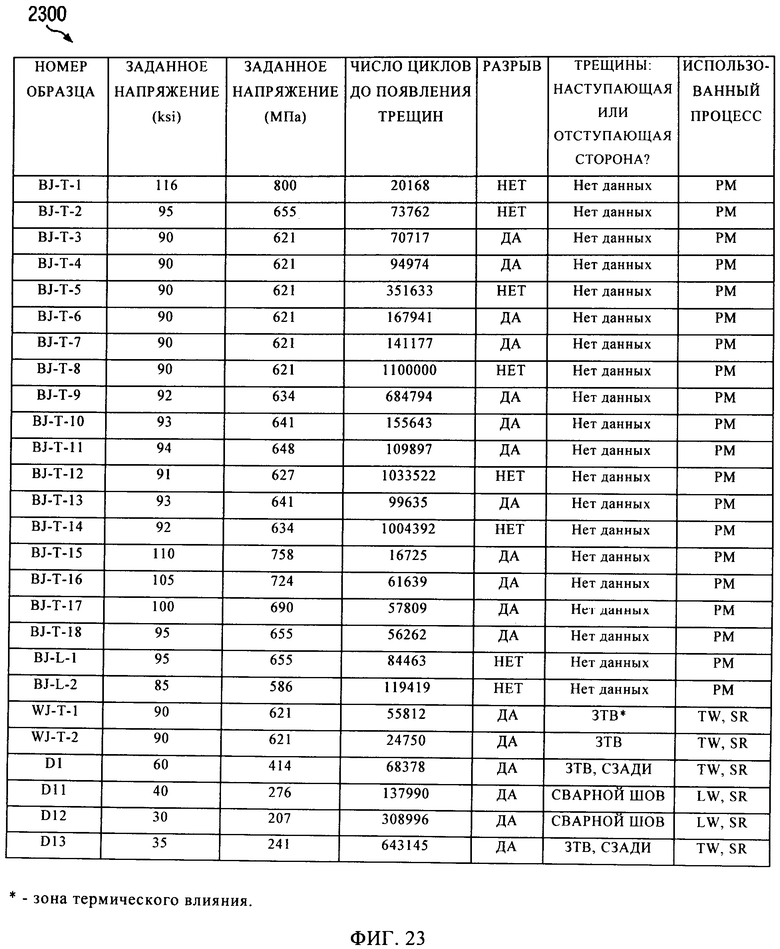
на фиг.23 - таблица результатов испытаний в соответствии с предпочтительным вариантом;
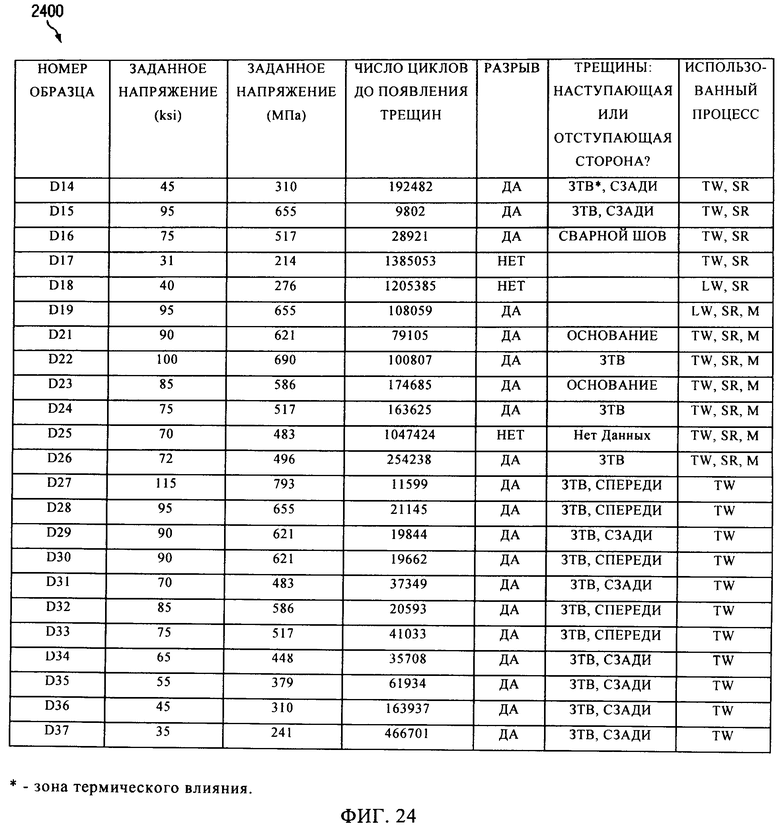
на фиг.24 - таблица результатов испытаний в соответствии с предпочтительным вариантом;
на фиг.25 - таблица результатов испытаний в соответствии с предпочтительным вариантом.
Осуществление изобретения
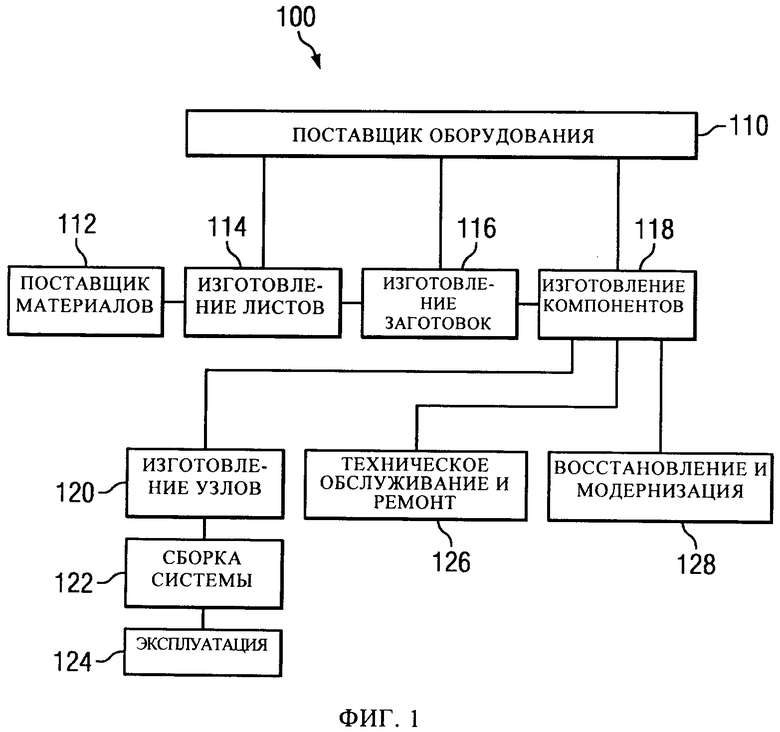
На фиг.1 приведена структурная схема производственной среды в соответствии с предпочтительным вариантом осуществления изобретения. В этом иллюстративном примере производственная среда 100 используется для изготовления компонентов, таких как, например, части, узлы, части летательного аппарата, подвески, части обшивки, панели, лонжероны, шпангоуты и/или другие подходящие компоненты. Поставщик 110 оборудования обеспечивает оборудование, и поставщик 112 материалов обеспечивает материалы для использования в производственной среде 100. В этом иллюстративном примере поставщик 110 оборудования поставляет оборудование, которое должно использоваться на стадии 114 изготовления листов, на стадии 116 изготовления заготовок и на стадии 118 изготовления компонентов. Поставщик 112 материалов поставляет материалы, такие как металл, который должен использоваться на стадии 114 изготовления листов.
На стадии 114 изготовления листов из металла, поставляемого поставщиком 112, формируются металлические листы. Такие листы затем используются на стадии 116 изготовления заготовок. В этом иллюстративном примере на стадии 116 изготовления заготовок формируются заготовки, состоящие из нескольких металлических листов, полученных на стадии 114 изготовления листов. Например, стадия 116 изготовления заготовок может включать сварку трением с перемешиванием для формирования заготовки. Указание "несколько", относящееся к объектам, означает один или несколько объектов. Например, несколько вариантов устройства означает один или несколько вариантов.
Заготовка используется на стадии 118 изготовления компонентов для формования компонента. Компонент может быть, например, панелью обшивки летательного аппарата. Компонент может использоваться для формирования узла летательного аппарата на стадии 120 изготовления узлов. Узел может быть, например, фюзеляжем летательного аппарата. Узел используется на стадии 122 компоновки системы. Например, когда системой является летательный аппарат, узел может устанавливаться на летательном аппарате на стадии 122 компоновки системы. Затем система вводится в эксплуатацию на стадии 124 эксплуатации.
В некоторых вариантах компонент, сформированный на стадии 118 изготовления компонентов, может использоваться на стадии 126 эксплуатации и ремонта и/или на стадии 128 восстановления (модернизации).
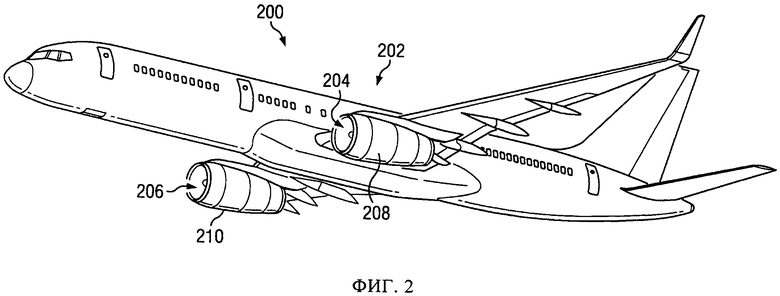
На фиг.2 приведен общий вид летательного аппарата в соответствии с предпочтительным вариантом осуществления изобретения. В этом примере летательный аппарат 200 представляет собой реактивный самолет 202. Такой самолет 202 представляет собой комплекс, компоненты которого могут быть получены с использованием производственной среды 100 фиг.1. Например, компоненты кожухов турбореактивных двигателей 204 и 206 реактивного самолета 202 могут быть изготовлены в производственной среде 100. Эти кожухи имеют форму гондолы 208 для двигателя 204 и гондолы 210 для двигателя 206.
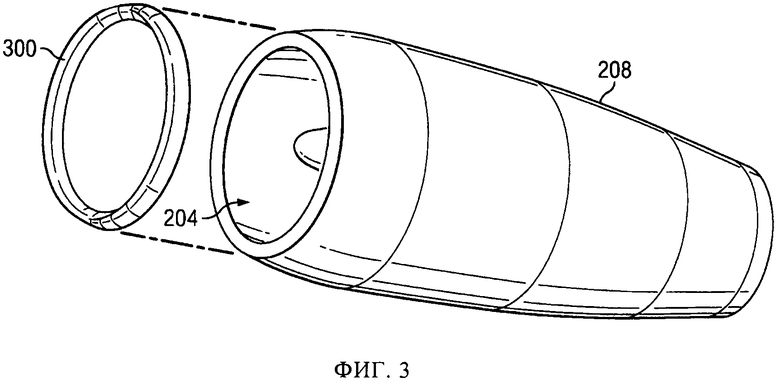
На фиг.3 приведен вид в перспективе турбореактивного двигателя в соответствии с предпочтительным вариантом. В этом иллюстративном примере турбореактивный двигатель 204 фиг.2 изображен с гондолой (мотогондолой) 208. Как показано, гондола 208 содержит носок 300. Этот носок 300 представляет собой переднюю кромку гондолы 208. В этом иллюстративном примере носок 300 изготовлен из металла. Носок 300 является примером компонента, который может быть сформирован на стадии 118 изготовления компонентов в производственной среде 100 фиг.1.
В различных предпочтительных вариантах осуществления изобретения принимаются во внимание и учитываются различные соображения. Прежде всего учитывается, что компонент, сформированный из нескольких частей, может иметь худшие характеристики по сравнению с компонентом, сформированным из одной части. Например, в ряде современных гондол двигателей носки формируются из нескольких частей, изготовленных из алюминия, которые прикрепляются друг к другу с помощью крепежных элементов. Эти крепежные элементы и швы между соединенными частями могут создавать неровности на поверхности носка. Такие неровности могут создавать нежелательный турбулентный поток воздуха на поверхности носка в полете самолета. Эта нежелательная турбулентность может создавать дополнительное сопротивление, которое приводит к повышению расхода топлива двигателями самолета.
В различных предпочтительных вариантах учитывается то, что носок, сформированный из одной части, может обеспечивать существенно более ламинарный характер воздушного потока, обтекающего носок, по сравнению с вариантом носка, состоящего из нескольких частей. Кроме того, в различных предпочтительных вариантах учитывается то, что для формирования носка может использоваться одна цельная часть из алюминия. Однако в других предпочтительных вариантах учитывается то, что более высоким температурам лучше противостоит титан.
Кроме того, титан имеет и другие свойства, подходящие для его использования в аэрокосмических системах, например меньший вес, более высокую прочность и коррозионную стойкость, совместимость с композиционными материалами, подходящий коэффициент теплового расширения и возможность формирования частей из титана с использованием процесса формования. В различных предпочтительных вариантах также учитывается то, что использование титана для изготовления крупноразмерных компонентов может ограничиваться размерами выпускаемых титановых листов. В настоящее время выпускаются титановые листы, максимальные размеры которых составляют примерно 1,2 м на примерно 3,6 м. В конкретных примерах для носка гондолы двигателя может иметь диаметр, превышающий 10 м. В различных предпочтительных вариантах учитывается то, что одного титанового листа может быть недостаточно для формирования такого крупноразмерного носка.
Для изготовления такого носка может использоваться заготовка, изготовленная из нескольких титановых листов.
Далее в различных предпочтительных вариантах учитывается то, что характеристики компонента, сформированного из нескольких металлических листов, могут зависеть от сварки этих листов. Например, сварка нескольких листов может влиять на свойства полученной заготовки в зонах сварки.
В различных предпочтительных вариантах учитывается то, что сварка сверхпластичных материалов, используемых для формования заготовки, может приводить к нежелательным результатам, когда заготовка используется в процессе сверхпластического формования. Например, сварка плавлением сверхпластичных металлов может вызывать повышенные напряжения, возникающие в основном материале в зонах, прилегающих к литой зоне шва, по сравнению с этой литой зоной шва. Такие напряжения в исходном материале могут приводить к преждевременному сужению заготовки.
В различных предпочтительных вариантах также учитывается то, что после сварки металлических листов для формирования заготовки ряд характеристик основного материала в заготовке и в литой зоне шва могут существенно различаться после сварки и/или после сверхпластического формования. Например, при использовании современных способов сварки трением с перемешиванием может снижаться прочность материала в литой зоне шва по сравнению с прочностью основного материала в заготовке. Кроме того, материал в литой зоне шва может иметь ухудшенные усталостные характеристики по сравнению с основным материалом.
В различных предпочтительных вариантах также учитывается то, что литая зона шва может иметь гранулометрический состав материала, который отличается от гранулометрического состава основного материала. Разница в гранулометрическом составе материала может ухудшать характеристики компонента, сформованного из заготовки с использованием процесса сверхпластического формования. В различных предпочтительных вариантах также учитывается то, что может быть необходимо получать компоненты, которые имеют примерно такие же характеристики, что и металлические листы, соединенные сваркой до осуществления процесса сверхпластического формования, и после него.
В различных предпочтительных вариантах обеспечивается способ и устройство для формирования заготовки из титана. В одном из предпочтительных вариантов осуществления изобретения обеспечивается получение компонента путем сварки нескольких металлических листов для получения заготовки с несколькими литыми зонами швов, помещения заготовки между секцией матрицы и секцией крышки, нагрева секции матрицы для нагрева заготовки и подачи сжатого газа между секцией крышки и секцией матрицы для вдавливания заготовки в углубления секции матрицы с целью формования компонента. Ряд литых зон швов имеет необходимую относительную толщину примерно от 1,1 примерно до 1,25, благодаря чему металлические листы и полученный компонент имеют ряд характеристик, которые будут практически одинаковыми.
На фиг.4 приведена структурная схема производственной среды в соответствии с предпочтительным вариантом осуществления изобретения. В этих иллюстративных примерах производственная среда 400 может быть примером одного из вариантов части производственной среды 100 фиг.1, используемой на стадии 114 изготовления листов, на стадии 116 изготовления заготовок и на стадии 118 изготовления компонентов. Кроме того, производственная среда 400 может использоваться для изготовления компонентов для системы, такой как самолет 200, изображенный на фиг.2. В частности, производственная среда 400 может использоваться для изготовления носка 300 для гондолы 208 фиг.3.
Производственная среда включает материалы 402, группу машин 404 и вычислительную систему 406. В этом иллюстративном примере материалы 402 включают титан 408, пальцы 410, материалы 412 для прессования, материалы 414 для завершающих операций и/или другие подходящие материалы. Пальцы 410 могут быть, например, перемешивающими пальцами, используемые в машинах для сварки трением с перемешиванием. В этих примерах материалы 402 могут поставляться поставщиком 112 материалов, указанным на фиг.1. Титан 408 используется для формирования титановых листов 416. Пальцы 410 для сварки трением с перемешиванием, материалы 412 для прессования, а также материалы 414 для выполнения завершающих операций используются для получения заготовок 418 из листов 416.
В других предпочтительных вариантах могут использоваться и другие металлы. Например, материалы 402 могут включать по меньшей мере один из следующих материалов: металлический сплав, алюминий, титан, магний, сталь, алюминиевые сплавы, титановые сплавы, сплавы магния и алюминия, сплавы алюминия и лития, сплавы никель-хром-железо, сплавы никеля и стали, суперсплавы и/или другие подходящие металлы и их сплавы.
В этих иллюстративных примерах из материалов 402 с использованием машин 404 получают листы 416 и заготовку 418. Также машины 404 используются для формования компонента 419 с использованием заготовки 418. Компонент 419 может быть, например, носком 300 гондолы двигателя (фиг.3). В других иллюстративных примерах компонент 419 может быть панелью обшивки, лонжероном, шпангоутом или другим подходящим типом компонентов.
Машины 404 могут быть, например, сварочными машинами 420, формующими машинами 422, устройствами 424 чистовой обработки и испытательным оборудованием 426. Машины 404 - это пример оборудования, которое может поставляться поставщиком 110 оборудования (фиг.1). Как указано в этих примерах, управление машинами 404 осуществляется вычислительной системой 406.
В этом иллюстративном примере вычислительная машина 406 может состоять из нескольких компьютеров. Кроме того, вычислительная система 406 может содержать программное обеспечение 428 и базу 430 данных. Программное обеспечение 428 может содержать программы 432 расчета сварочных операций, программы 434 управления процессом сварки, программы 436 выполнения завершающих операций, программы 439 управления формованием и программы 440 проведения испытаний. Программы 432 расчета сварочных операций и программы 434 управления процессом сварки выполняются в вычислительной системе 406 для управления сваркой листов 416 с использованием сварочных машин 420.
В рассматриваемом примере программы 436 выполнения завершающих операций обеспечивают управление завершающими операциями на заготовке 418 с помощью устройств 424 чистовой обработки. Программы 418 расчета штамповочных форм и программы 439 управления процессом формования обеспечивают управление формовочными машинами 422, которые формуют компонент 419 из заготовки 418. Программы 440 проведения испытаний обеспечивают управление проведением испытаний заготовки 418 и компонента 419 с помощью испытательного оборудования 426.
В этом иллюстративном примере в базе 430 данных хранится информация, используемая программами 428 для управления машинами 404. Эта информация может содержать, например, данные, команды, сообщения, параметры для машин 404, указания по безопасности работ и/или другие подходящие виды информации. Параметры машин 404 могут включать, например, толщину листов 416, размер зерна титана 408, скорость шпинделя (в об/мин) сварочных машин 420, скорость подачи для сварочных машин 420 и/или другие подходящие параметры.
Следует иметь в виду, что схема производственной среды 400, приведенная на фиг.4, не накладывает какие-либо физические или структурные ограничения на возможные варианты ее осуществления. Могут использоваться и другие компоненты в дополнение и/или в качестве замены компонентов, указанных на схеме. Некоторые компоненты могут быть необязательными для некоторых предпочтительных вариантов. Кроме того, блоки приведены для указания некоторых функциональных компонентов. Один или несколько таких блоков могут быть объединены и/или разбиты на несколько блоков при осуществлении различных предпочтительных вариантов.
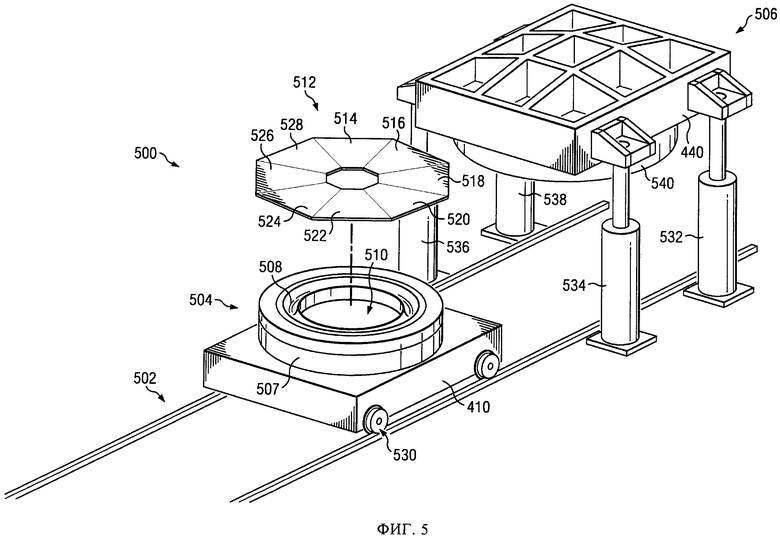
На фиг.5 приведен вид части производственной среды в соответствии с предпочтительным вариантом осуществления изобретения. В рассматриваемом иллюстративном примере производственная среда 500 представляет собой один из вариантов осуществления изобретения производственной среды 400 (фиг.4). В производственной среде 500 процесс формования используется для получения носка, такого как носок 300 гондолы двигателя (фиг.3). Процесс формования может представлять собой процесс сверхпластического формования.
В этом иллюстративном примере производственная среда 500 включает рельсовую систему 502, секцию 504 матрицы и секцию 506 крышки. Секция 504 матрицы содержит основание 507 и матрицу 508, имеющую форму 510. Форма 510 может быть формой носка, которую необходимо сформовать. Как показано в этом примере, в углубление матрицы 508 вводится заготовка 512. Заготовка 512 состоит из нескольких титановых листов. Заготовка содержит титановый лист 514, титановый лист 516, титановый лист 518, титановый лист 520, титановый лист 522, титановый лист 524, титановый лист 526 и титановый лист 528. В других иллюстративных примерах для формования заготовки 512 может использоваться и другое количество титановых листов.
Как можно видеть, титановые листы 514-528 имеют специальные формы. В данном случае титановые листы 514-528 имеют такие формы, чтобы при составлении их вместе, они формировали широкое кольцо для получения заготовки 512. В этих иллюстративных примерах специальные формы титановых листов 514-528 могут быть получены разрезанием стандартных листов, так чтобы по меньшей мере примерно 75% площади разрезаемых листов были использованы для титановых листов 514-528.
Заготовку 512 помещают на секцию 504 матрицы. Эта секция 504 матрицы перемещается по рельсовой системе 502 в направлении секции 506 крышки с использованием системы 530 колес секции 504 матрицы. Секцию 504 матрицы перемещают, пока заготовка 512 не окажется под секцией 506 крышки. Секция 506 крышки может быть опущена на заготовку 512 с использованием гидравлических подъемных устройств 532, 534, 536 и 538. В этом иллюстративном примере секция 506 крышки может быть опущена таким образом, что на заготовку 512 ложится пресс 540. Когда пресс 540 ложится на заготовку 512, через пресс 540 может быть подан сжатый воздух, так что заготовка 512 вдавливается в матрицу 508 секции 502 матрицы. Заготовка 512 вдавливается в матрицу 508, таким образом, что заготовка 513 принимает форму 510 формуемого носка.
На фиг.6 приведен вид сечения заготовки, расположенной между секцией матрицы и секцией крышки в соответствии с предпочтительным вариантом. В этом иллюстративном примере заготовка 512 лежит на основании 507 секции матрицы 504. Пресс 540 расположен над заготовкой 512 и лежит на ее верхней поверхности. Пресс 540 имеет опоры 600, 602, 604 и 606, которые опираются на поверхность заготовки 512.
В этом иллюстративном примере через канал 608 пресса 540 может быть подан сжатый газ. Этот сжатый газ может поступать к верхней поверхности заготовки 512 через отверстия 610 и 612 пресса 540. Сжатый газ может использоваться для вдавливания заготовки 512 в матрицу 508 секции 504 матрицы.
На фиг.7 приведен вид сечения заготовки, вдавленной в углубления секции матрицы, в соответствии с предпочтительным вариантом. В этом иллюстративном примере секция 504 матрицы может быть нагрета. Действие тепла, излучаемого секцией 504 матрицы, и сжатого газа, входящего через отверстия 610 и 612, обеспечивают вдавливание заготовки 512 в матрицу 508 секции 504 матрицы. Как показано на фигурах, заготовка 512 может быть вдавлена в матрицу 508 для формирования носка 700.
На фиг.8 приведен вид стыкового соединения в соответствии с предпочтительным вариантом осуществления изобретения. В этом иллюстративном примере стыковой шов 800 формируется соединением титанового листа 802 и титанового листа 804 на опорной плите 806. Это соединение титановых листов 802 и 804 может быть выполнено с использованием лазерной сварки. Кроме того, при выполнении лазерной сварки на стыковой шов 800 может быть помещена вспомогательная накладка 808.
На фиг.9 приведен вид сварочного устройства в соответствии с предпочтительным вариантом осуществления изобретения. В этом иллюстративном примере используется сварочное устройство 900 для формирования сварного шва на стыковом соединении 800. Сварочное устройство 900 в этом иллюстративном примере формирует сварной шов 902 с использование сварки трением с перемешиванием. Сварочное устройство 900 содержит инструмент 904 и перемешивающий палец 906.
Как показано в этом примере, сварочное устройство 900 перемещается вдоль стыкового соединения 800 в направлении стрелки 908. Кроме того, в процессе движения сварочного устройства 900 перемешивающий палец 906 вращается в направлении стрелки 910. Сварочное устройство 900 создает усилие 912 при движении устройства и вращении перемешивающего пальца 906.
Сварочное устройство 900 осуществляет сварку титановых листов 802 и 804 вместе с накладкой 808, и при этом образуется литая зона 914 шва. Эта литая зона 914 шва формируется в результате перемешивания частей титановых листов 802 и 804 при вдавливании сварочного устройства 900 в стыковое соединение 800. На поверхности 918 шва 902 формируются риски 916 по мере формирования литой зоны 914 шва. Как показано на фигуре 9, риски 916 могут иметь круговую форму, обусловленную вращением перемешивающего пальца 906.
Накладка 808, привариваемая лазером к стыковому соединению 800, обеспечивает толщину литой зоны 914 шва, которая после выполнения сварки по стыковому соединению 800 по существу равна толщине частей титановых листов 802 и 804, не подвергнутых сварке.
На фиг.10 приведен вид поперечного сечения шва в соответствии с предпочтительным вариантом осуществления изобретения. В этом иллюстративном примере кончик 1000 перемешивающего пальца 906 сварочного устройства 900 перемешивает части титановых листов 802 и 804 для формирования литой зоны 914 шва.
Взаимодействие между кончиком 1000 перемешивающего пальца 906 и частей титановых листов 802 и 804 вызывает выделение теплоты трения при вращении перемешивающего пальца 906 и опускании приспособления 900 с усилием 912. Теплота трения размягчает части титановых листов 802 и 804 возле кончика 1000 перемешивающего пальца 906. Это размягчение обеспечивает формирование литой зоны 914 шва. В этом иллюстративном примере температура литой зоны 914 шва не превышает точки плавления титановых листов 802 и 804. Таким образом, может быть снижено или вообще исключено образование пор и возможность теплового растрескивания литой зоны 914 шва.
На фиг.11-13 приведены виды испытываемых образцов в соответствии с предпочтительным вариантом осуществления изобретения. В этих иллюстративных примерах испытываемые образцы формируются методом сварки трением с перемешиванием для сварного соединения двух частей из титана. Сварка трением с перемешиванием формирует в каждом испытываемом образце литую зону шва. Группа параметров, задаваемая для сварки трением с перемешиванием, определяет характеристики сверхпластичности литой зоны шва. Каждый испытываемый образец вытягивают с использованием процесса сверхпластического формования для определения сверхпластической деформации образца. Сверхпластическую деформацию литой зоны шва по сравнению с основным материалом испытываемого образца можно определить путем вычисления относительной толщины в соответствии со следующим уравнением:
Относительная толщина=(ep)/(ew)
где eр - толщина основного материала после его удлинения в состоянии сверхпластичности, и ew - толщина литой зоны шва после ее удлинения в состоянии сверхпластичности.
Как показано на фиг.11, испытываемый образец 1100 имеет литую зону 1102 шва, часть 1104 и часть 1106. Части 1104 и 1106 представляют собой части испытываемого образца 1100, которые содержат основной материал испытываемого образца 1100, которым в настоящем примере является титан.
Параметры, задаваемые для формирования литой зоны 1102 шва, выбираются таким образом, чтобы она имела меньшую толщину по сравнению с толщиной частей 1104 и 1106. Иными словами, сверхпластическая деформация в литой зоне 1102 шва больше, чем в частях 1104 и 1106.
Как показано на фиг.12, испытываемый образец 1200 имеет литую зону 1202 шва, часть 1204 и часть 1206. Части 1204 и 1206 содержат основной материал испытываемого образца 1200, которым в настоящем примере является титан.
Параметры, заданные для сварки трением с перемешиванием, выбираются таким образом, чтобы формируемая литая зона 1202 шва имела меньшую толщину по сравнению с толщиной частей 1204 и 1206. Иными словами, части 1204 и 1206 подвергаются более высокой сверхпластической деформации по сравнению с литой зоной 1202 шва.
Как показано на фиг.13, испытываемый образец 1300 имеет литую зону 1302 шва, часть 1304 и часть 1306. Части 1304 и 1306 содержат основной материал испытываемого образца 1200, которым в настоящем примере является титан.
Параметры, заданные для сварки трением с перемешиванием, выбираются таким образом, чтобы формируемая литая зона 1302 шва и части 1304, 1306 имели примерно одинаковую толщину. Иными словами, сверхпластическая деформация частей 1304 и 1306 будет примерно такой же, как и сверхпластическая деформация литой зоны 1302 шва. Кроме того, литая зона 1302 шва, части 1304 и 1306 удлиняются одинаково по всей длине испытываемого образца 1300, так что части 1304 и 1306 имеют практически одну и ту же толщину по всей длине.
В этом иллюстративном примере может быть получена величина относительной толщины, равная примерно 1,0. Относительная толщина, равная примерно 1,0, означает, что основной материал испытываемого образца 1300 и литая зона 1302 шва имеют после удлинения практически одинаковую толщину.
При использовании заготовки в процессе формования величина относительной толщины предпочтительно составляет примерно от 1,1 примерно до 1,25. Если величина относительной толщины находится в указанном диапазоне, то литая зона шва может иметь толщину, которая после удлинения превышает толщину основного материала на величину, составляющую от 1% до 25%. При такой относительной толщине после удлинения ряд характеристик литой зоны шва и исходного материала будут практически одинаковыми. Такие характеристики могут включать, например, прочность, усталостные характеристики, изломостойкость, коррозионную стойкость, ударную прочность, гранулометрический состав и/или другие подходящие характеристики.
Гранулометрический состав материала может включать по меньшей мере один из следующих параметров: размеры зерна, ориентация зерна, плотность зерна материала и/или другие подходящие характеристики зерен.
В различных предпочтительных вариантах сверхпластическая деформация литой зоны шва может определяться процессом сварки, используемым для формирования литой зоны шва. Например, в случае сварки трением с перемешиванием сверхпластическая деформация литой зоны шва может быть уменьшена увеличением скорости вращения шпинделя и скорости подачи устройства для сварки трением с перемешиванием. В различных предпочтительных вариантах скорость сверхпластической деформации заготовки составляет примерно от 1×10-2 дюйма на дюйм в секунду примерно до 5×10-6 дюймов на дюйм в секунду.
Параметры процесса сварки трением с перемешиванием могут быть выбраны для получения заданной величины сверхпластической деформации для литой зоны шва. Для этого может регулироваться относительная температура, возникающей в литой зоне шва в процессе сварки трением с перемешиванием. Кроме того, в качестве одного из параметров может использоваться показатель тепловыделения. Показатель тепловыделения определяется по формуле:
Показатель тепловыделения=(N)2/(fr),
где N - скорость вращения шпинделя в об/мин, и fr - скорость подачи в мм/сек.
В этих иллюстративных примерах вычисленные величины показателя тепловыделения используются для понимания количества тепла, выделяемого в результате трения в процессе сварки трением с перемешиванием. Полученные величины показателя тепловыделения могут быть промасштабированы, чтобы их можно было нанести на график. Изменения скорости шпинделя могут сильнее влиять на количество тепловой энергии, выделяющейся при сварке трением с перемешиванием, по сравнению с изменениями скорости подачи.
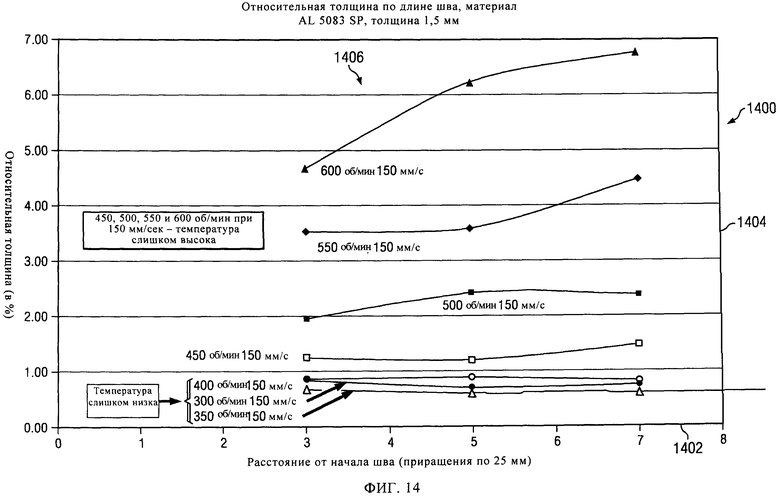
На фиг.14 приведено графическое представление относительной толщины в соответствии с предпочтительным вариантом осуществления изобретения. В этом иллюстративном примере на графике 1400 приведены зависимости отношения толщины основного материала испытываемого образца к толщине его литой зоны шва. В этом иллюстративном примере основным материалом может быть алюминиевый сплав 5083-SP. Кроме того, литая зона шва может быть сформирована с использованием процесса сварки трением с перемешиванием.
На графике 1400 показаны кривые изменения относительной толщины для испытываемого образца по его длине. По горизонтальной оси 1402 откладывается расстояние от точки начала процесса сварки, формирующей литую зону шва. По вертикальной оси 1404 откладываются величины относительной толщины. Зависимости 1406 приводятся для постоянной скорости подачи, равной примерно 150 мм/сек, и разных скоростей вращения шпинделя.
Каждая из зависимостей 1406 содержит три точки замера на расстояниях примерно 75 мм, примерно 125 мм и примерно 175 мм от начала процесса сварки.
При величине относительной толщины порядка 1,0 обеспечивается требуемая скорость сверхпластической деформации литой зоны шва. График 1400 может использоваться для определения величин скорости вращения шпинделя и скорости подачи, которые обеспечивают величину относительной толщины порядка 1,0. Величину относительной толщины порядка 1,0 можно получить для скорости подачи примерно 150 мм/сек и скорости вращения шпинделя примерно 420 об/мин.
Как можно видеть на графике 1400, при увеличении скорости вращения шпинделя скорость сверхпластической деформации уменьшается. По мере увеличения скорости вращения шпинделя количество тепла, выделяющегося в процессе сварки трением с перемешиванием, может увеличивать температуру внутри литой зоны шва. Эта увеличенная температура может снижать сверхпластичность литой зоны шва.
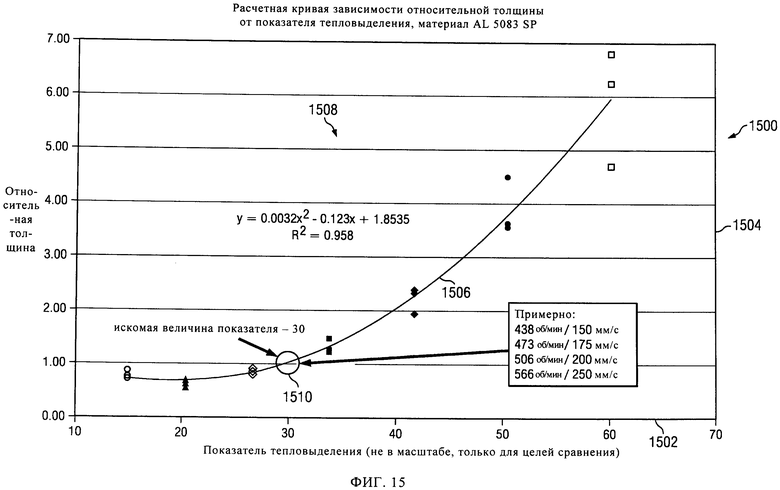
На фиг.15 приведено графическое представление зависимости показателя тепловыделения от относительной толщины для испытываемого образца в соответствии с предпочтительным вариантом. В этом иллюстративном примере график 1500 содержит горизонтальную ось 1502 и вертикальную ось 1504. По горизонтальной оси 1502 откладываются величины показателя тепловыделения, и по вертикальной оси 1504 откладываются величины относительной толщины. Величина относительной толщины определяется по вышеприведенной формуле.
В этом иллюстративном примере кривая 1506 наилучшим образом аппроксимирует на графике 1500 полученные точки 1508. Как показано точкой 1510, показатель тепловыделения, равный примерно 30, может обеспечивать необходимую величину относительной толщины, равную примерно 1,0. Используя величину показателя тепловыделения, равную примерно 30, можно вычислить величины скорости вращения шпинделя и скорость подачи. Эти величины могут использоваться для регулирования процесса сварки трением с перемешиванием с целью получения необходимой скорости сверхпластической деформации в литой зоне шва.
В различных предпочтительных вариантах необходимая скорость сверхпластической деформации в литой зоне шва составляет примерно от 1×10-2 дюйма на дюйм в секунду примерно до 5×10-6 дюймов на дюйм в секунду. Литая зона шва с таким типом сверхпластичности имеет толщину, которая превышает толщину основного материала после сверхпластического формования на 1-25%. Дополнительная толщина литой зоны шва гарантирует, что она не станет тонкой в процессе сверхпластического формования.
Кроме того, в различных предпочтительных вариантах процесс сварки трением с перемешиванием может быть отрегулирован таким образом, чтобы литая зона шва и основной материал имели примерно одинаковый гранулометрический состав. Например, при использовании титана с тонким зерном для формирования заготовки процесс сварки трением с перемешиванием может быть подобран таким образом, чтобы формируемая литая зона шва и основной материал (титан) имели примерно одинаковый гранулометрический состав. Путем обеспечения примерно одинакового гранулометрического состава литой зоны шва и основного титана может быть получена необходимая сверхпластичность заготовки.
Кроме того, когда литая зона шва и основной материал имеют сходный гранулометрический состав, процесс сверхпластического формования, используемый для получения заготовки, может осуществляться при температурах примерно от 1425°F примерно до 1450°F.
В некоторых предпочтительных вариантах процесс формования может осуществляться при температурах примерно от 1300°F примерно до 1750°F.
На фиг.16 приведена блок-схема алгоритма осуществления способа изготовления компонента в соответствии с предпочтительным вариантом.
Способ, блок-схема которого приведена на фиг.16, может быть осуществлен в производственной среде 400 (фиг.4).
Способ начинается сваркой титановых листов с образованием заготовки, имеющей литые зоны швов (стадия 1600). Литые зоны швов могут быть сформированы в зонах титановых листов, соединенных на стадии сварки. Затем заготовку помещают между секцией матрицы и секцией крышки (стадия 1602). Секция матрицы может быть подогреваемой для обеспечения подогрева заготовки до температуры, составляющей примерно от 1300°F примерно до 1750°F.
Затем в пространство между секцией матрицы и секцией крышки подается сжатый газ для вдавливания заготовки в матрицу для формования компонента (стадия 1604). Стадии 1602 и 1604 могут включать процесс сверхпластического формования. На стадии 1604 заготовка может быть вдавлена в матрицу, так что заготовка удлиняется в режиме сверхпластической деформации.
Кроме того, сварка на стадии 1600 может быть выполнена таким образом, что для заготовки может быть получена расчетная относительная толщина примерно от 1,1 примерно до 1,25 в результате формования в режиме сверхпластичности. В этих иллюстративных примерах относительная толщина представляет собой отношение толщины основного материала к толщине литой зоны шва.
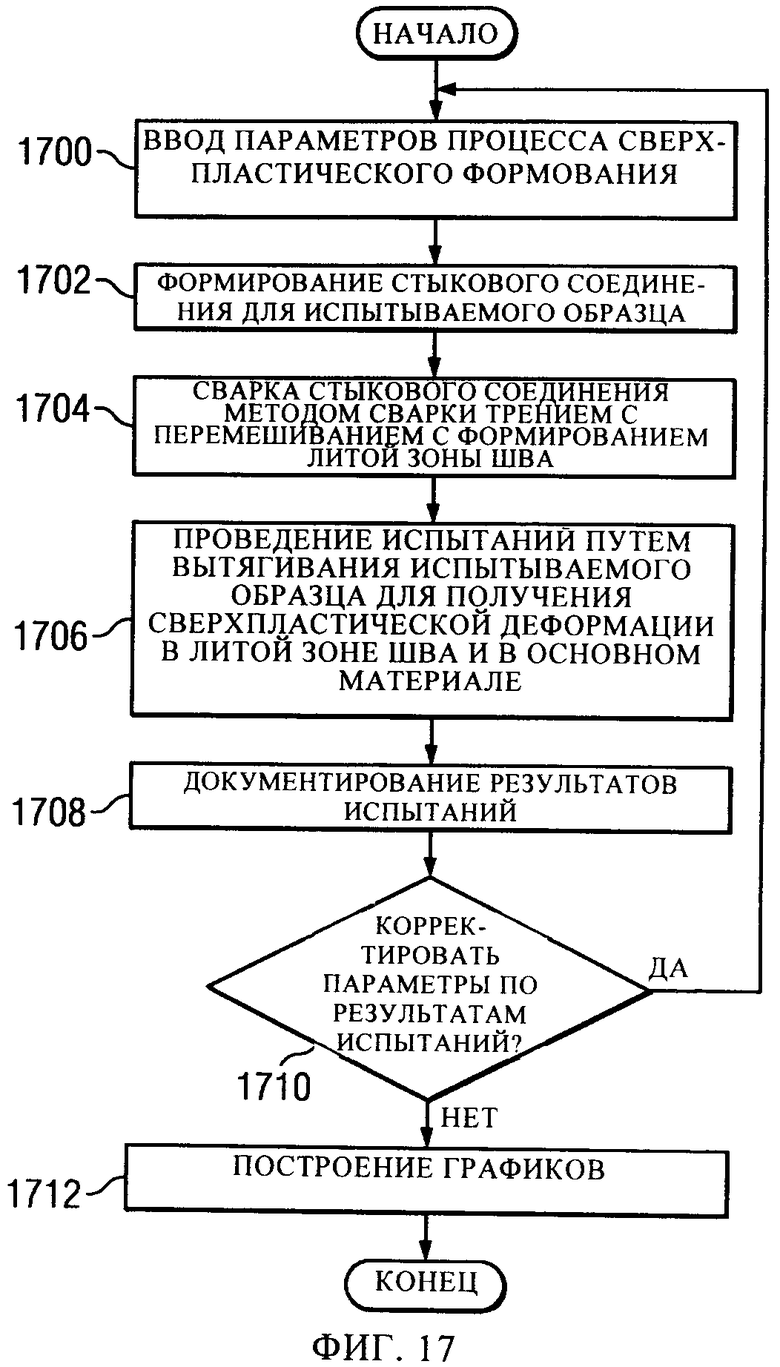
На фиг.17 приведена блок-схема алгоритма осуществления испытаний образца в соответствии с предпочтительным вариантом осуществления изобретения. Способ, блок-схема которого приведена на фиг.17, может быть осуществлен в производственной среде 400 с использованием испытательного оборудования 426 (фиг.4).
Алгоритм начинается вводом ряда параметров формования в режиме сверхпластичности (стадия 1700). Эти параметры могут быть проверены на испытываемом образце, так что процесс сверхпластического формования может регулироваться при формировании заготовки. Эти параметры могут включать, например, толщину, размеры зерен, усилие штамповки, скорость вращения шпинделя, скорость подачи, износ перемешивающего пальца, расход воды и/или другие подходящие параметры. Затем для испытываемого образца формируется стыковое соединение (стадия 1702). Затем осуществляют сварку трением с перемешиванием стыкового соединения для формирования литой зоны шва (стадия 1704). Затем осуществляют испытания путем вытягивания испытываемого образца для получения сверхпластической деформации литой зоны шва и основного материала испытываемого образца (стадия 1706).
Результаты испытаний документируются (стадия 1708). Затем на основе полученных результатов определяется необходимость корректировки параметров (стадия 1710). Если нет необходимости в корректировке параметров, то результаты оформляются в виде графиков (стадия 1712), и после этого выполнение алгоритма заканчивается. В противном случае следует возврат на стадию 1700.
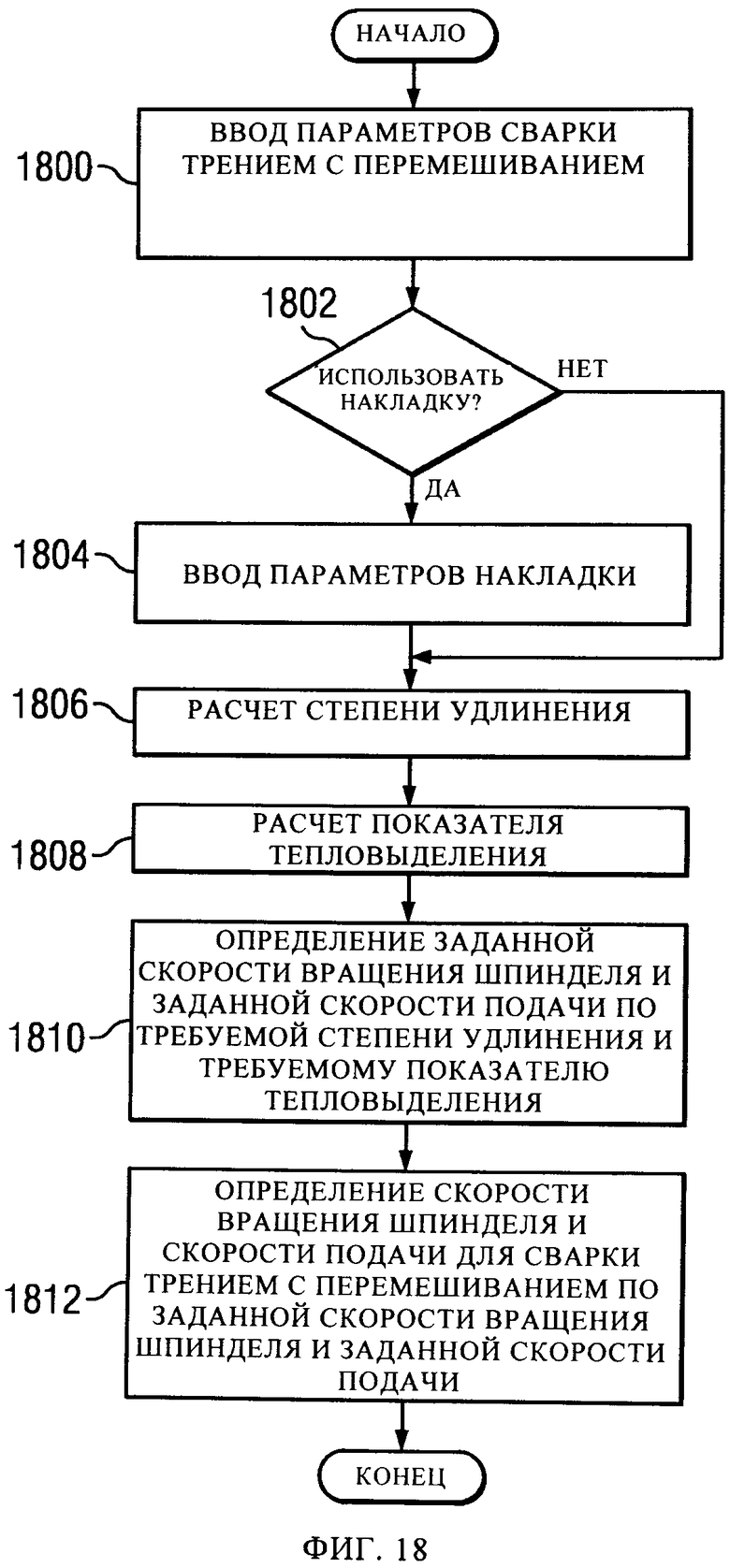
На фиг.18 представлена блок-схема алгоритма определения параметров для способа сварки трением с перемешиванием в соответствии с предпочтительным вариантом. В этом иллюстративном примере способ, блок-схема которого приведена на фиг.18, может быть осуществлен в производственной среде 400 (фиг.4).
Алгоритм начинается вводом ряда параметров процесса сварки трением с перемешиванием (стадия 1800). Эти параметры могут включать, например, толщину, размер зерен и/или другие подходящие параметры. Затем определяется необходимость использования накладки (стадия 1802). Если должна использоваться накладка, что вводятся параметры для накладки (стадия 1804). Эти параметры включают, например, толщину и размер зерен.
Затем по введенным параметрам определяется относительная толщина (стадия 1806) и показатель тепловыделения (стадия 1808). Стадии 1806 и 1808 могут быть выполнены путем обращения к базе данных, содержащей соответствующие величины. Затем по относительной толщине и показателю тепловыделения определяется необходимая скорость вращения шпинделя и скорость подачи (стадия 1810). Затем необходимые величины скорости вращения шпинделя и скорости подачи используются для определения скорости вращения шпинделя и скорости подачи для процесса сварки трением с перемешиванием (стадия 1812), после чего выполнение алгоритма заканчивается.
Если на стадии 1802 будет определено, что в использовании накладки нет необходимости, то далее выполняется вышеописанная стадия 1806.
На фиг.19 приведена блок-схема алгоритма осуществления сварки трением с перемешиванием в соответствии с предпочтительным вариантом осуществления изобретения. Способ, блок-схема которого приведена на фиг.19, может быть осуществлен в производственной среде 400 (фиг.4).
Способ начинается совмещение двух частей металла (стадия 1900). Затем осуществляют лазерную сварку двух частей металла для формирования стыкового соединения (стадия 1902). Лазерная сварка обеспечивает присоединение накладки к верхней части стыкового соединения (стадия 1904). После этого вводят ряд параметров процесса сварки трением с перемешиванием (стадия 1906). Такие параметры могут включать скорость вращения шпинделя (в об/мин), скорость подачи, износ перемешивающего пальца, давление и/или другие подходящие параметры. Затем осуществляют сварку трением с перемешиванием для формирования стыкового шва (стадия 1908), и на этом выполнение способа заканчивается.
На фиг.20 приведена блок-схема алгоритма осуществления способа выполнения завершающих операций в соответствии с предпочтительным вариантом осуществления изобретения. Способ, блок-схема которого приведена на фиг.20, может быть осуществлен в производственной среде 400 (фиг.4).
Способ начинается определением присутствия заусенцев на заготовке, на которой была выполнена сварка трением с перемешиванием (стадия 2000). Если на заготовке имеются заусенцы, их сошлифовывают (стадия 2002). Затем определяется, имеются ли риски на поверхности литой зоны шва (стадия 2004). Если рисок нет, то выполнение способа заканчивается. В противном случае (если риски есть), их сошлифовывают (стадия 2006), и выполнение способа заканчивается. Если на стадии 2000 будет определено, что заусенцев нет, то далее выполняется вышеописанная стадия 2004.
На фиг.21-25 приведены Таблицы с результатами испытаний в соответствии с предпочтительным вариантом осуществления изобретения. Эти Таблицы содержат примеры результатов, которые могут быть получены на стадии 1706 проведения испытаний и документирования результатов на стадии 1708 (фиг.17).
На фигуре 21 приведена Таблица 2100 в соответствии с предпочтительным вариантом осуществления изобретения. На фигуре 22 приведена Таблица 2200 в соответствии с предпочтительным вариантом осуществления изобретения. На фигуре 23 приведена Таблица 2300 в соответствии с предпочтительным вариантом осуществления изобретения. На фигуре 24 приведена Таблица 2400 в соответствии с предпочтительным вариантом осуществления изобретения. На фигуре 25 приведена Таблица 2500 в соответствии с предпочтительным вариантом осуществления изобретения.
Описание различных предпочтительных вариантов было приведено в иллюстративных целях и не должно рассматриваться как исчерпывающее или ограничивающее изобретение этими вариантами в описанной форме. Специалистам в данной области техники будут ясны многие модификации и изменения этих вариантов.
Хотя различные предпочтительные варианты рассмотрены в описании в отношении летательного аппарата, однако другие предпочтительные варианты могут применяться в отношении других типов систем. Например, некоторые предпочтительные варианты могут быть применены в подвижной системе, в стационарной системе, в наземной конструкции, в надводной конструкции, в космической конструкции и/или на другом подходящем объекте. Более конкретно, различные предпочтительные варианты осуществления изобретения могут быть применены, например, на таких объектах, как подводные лодки, автобусы, транспортеры для личного состава, танки, поезда, автомобили, космические корабли, электростанции, плотины, промышленные предприятия, здания и/или другие подходящие объекты.
Кроме того, различные предпочтительные варианты могут обладать разными достоинствами по сравнению с другими предпочтительными вариантами. Вариант или варианты осуществления изобретения, рассмотренные в настоящем описании, выбраны и описаны, чтобы наилучшим образом объяснить принципы изобретения и его практические применения и чтобы дать возможность специалистам в данной области техники понять описание для различных вариантов с модификациями, обеспечивающими пригодность для конкретных применений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ СТРУКТУРЫ И ЯЧЕИСТАЯ СТРУКТУРА | 1989 |
|
RU2043805C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ СПЛАВОВ АЛЬФА-БЕТА-Ti-Al-V-Mo-Fe | 2012 |
|
RU2573158C2 |
| ТИТАНОВЫЙ УЗЕЛ ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ СВЕРХПЛАСТИЧЕСКИМ ФОРМОВАНИЕМ | 2006 |
|
RU2425724C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ | 2008 |
|
RU2380185C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2018427C1 |
| ЛИЦЕВАЯ ПЛАСТИНА ГОЛОВКИ КЛЮШКИ ДЛЯ ИГРЫ В ГОЛЬФ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2233683C1 |
| Способ изготовления многослойных панелей | 1990 |
|
SU1756073A1 |
| СИСТЕМА И СПОСОБ ДЛЯ ФОРМИРОВАНИЯ ПОДКРЕПЛЯЮЩЕГО ЭЛЕМЕНТА ЗА ОДНО ЦЕЛОЕ С МНОГОСЛОЙНЫМ МЕТАЛЛОВОЛОКНИСТЫМ ЛИСТОМ | 2009 |
|
RU2501710C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 1991 |
|
RU2024378C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2047408C1 |









Способ может быть использован при изготовлении титановых конструкций методом сварки трением с перемешиванием. Соединяют сваркой титановые листы (802, 804) с образованием заготовки, имеющей несколько литых зон швов (918). Помещают заготовку между секцией матрицы и секцией крышки. Секцию матрицы нагревают для нагрева заготовки. В пространство между секцией крышки и секцией матрицы подают сжатый газ для вдавливания заготовки в форму секции матрицы для формования компонента. Литые зоны швов имеют заданную относительную толщину после формования компонента, составляющую примерно от 1,1 примерно до 1,25, так что металлические листы и сформованный компонент имеют несколько характеристик, являющихся по существу одинаковыми. Упомянутые характеристики выбирают из группы, состоящей из прочности, усталостных характеристик, изломостойкости, коррозионной стойкости, ударной прочности и гранулометрического состава. За счет регулирования процесса сварки трением с перемешиванием обеспечивают выбор необходимой скорости сверхпластической деформации в литой зоне шва с сохранением заданной толщины упомянутой зоны в процессе формования. 13 з.п. ф-лы, 25 ил.
1. Способ изготовления компонента в виде сварной металлической конструкции, характеризующийся тем, что:
- соединяют сваркой трением с перемешиванием металлические листы с образованием заготовки, имеющей литые зоны швов, причем для заготовки получают расчетную относительную толщину, представляющую собой отношение толщины основного материала к толщине литой зоны шва и составляющую примерно от 1,1 примерно до 1,25, при формовании в режиме сверхпластичности;
- помещают заготовку между секцией матрицы и секцией крышки, причем секцию матрицы нагревают для нагрева заготовки;
- в пространство между секцией крышки и секцией матрицы подают сжатый газ с обеспечением вдавливания заготовки в форму секции матрицы для формования упомянутого компонента, причем после формования компонента литые зоны швов имеют требуемую относительную толщину, составляющую примерно от 1,1 примерно до 1,25, при этом величина нескольких характеристик для металлических листов и сформованного компонента является по существу одинаковой.
2. Способ по п.1, характеризующийся тем, что вышеуказанные характеристики выбирают из группы, состоящей из прочности, усталостных характеристик, изломостойкости, коррозионной стойкости, ударной прочности и гранулометрического состава.
3. Способ по п.1, характеризующийся тем, что металлические листы являются титановыми листами, а при нагреве заготовки секцией матрицы осуществляют нагрев и/или охлаждение заготовки до достижения ею температуры, составляющей примерно от 704°C (1300°F) примерно до 954°C (1750°F).
4. Способ по п.1, характеризующийся тем, что скорость деформации в процессе формования компонента составляет примерно от 1×10-2 сантиметра на сантиметр в секунду (1×10-2 дюйма на дюйм в секунду) примерно до 5×10-6 сантиметра на сантиметр в секунду (5×10-6 дюймов на дюйм в секунду).
5. Способ по п.1, характеризующийся тем, что части заготовки, не входящие в литые зоны швов, являются основным металлом металлических листов, при этом в процессе формования компонента основной металл удлиняется больше по сравнению с литыми зонами швов на величину, составляющую примерно от 1% примерно до 25%.
6. Способ по п.5, характеризующийся тем, что основной материал в заготовке и литые зоны швов имеют характеристики, которые после формования компонента являются по существу одинаковыми.
7. Способ по п.1, характеризующийся тем, что металлические листы выполнены по меньшей мере из одного из следующих металлических материалов: алюминий, титан, магний, сталь, алюминиевые сплавы, титановые сплавы, сплавы магния и алюминия, сплавы алюминия и лития, сплавы никель-хром-железо, сплавы никеля и стали, суперсплавы.
8. Способ по п.1, характеризующийся тем, что:
- путем сверхпластического формования получают из заготовки компонент, причем литая зона шва имеет упомянутую требуемую относительную толщину после сверхпластического формования, составляющую примерно от 1,1 примерно до 1,25, литую зону шва и металлические листы, соединенные сваркой трением с перемешиванием, деформируют со скоростью примерно от 1×10-2 сантиметра на сантиметр в секунду (1×10-2 дюйма на дюйм в секунду) примерно до 5×10-6 сантиметра на сантиметр в секунду (5×10-6 дюймов на дюйм в секунду), литая зона шва и металлические листы, соединенные сваркой трением с перемешиванием, имеют несколько характеристик, которые после сверхпластического формования являются по существу одинаковыми.
9. Способ по п.8, характеризующийся тем, что компонент является носком для гондолы реактивного двигателя.
10. Способ по п.9, характеризующийся тем, что формование компонента выполняют из титана с использованием процесса сверхпластического формования или процесса формования с использованием высокотемпературной ползучести.
11. Способ по п.9, характеризующийся тем, что внутри сформованного носка дополнительно устанавливают отдельную перегородку для направления нагретого воздуха, обеспечивающего защиту от обледенения, на переднюю кромку гондолы.
12. Способ по любому из пп.9-11, характеризующийся тем, что при формовании титанового компонента перед созданием стыкового соединения титановых листов методом сварки трением с перемешиванием к верхней стороне стыкового соединения с помощью сварки плавлением присоединяют накладку и впоследствии с верхней поверхности стыкового шва методом механической обработки удаляют излишки материала, так что стыковой шов перед сверхпластическим формованием или формованием с использованием высокотемпературной ползучести вначале имеет примерно такую же толщину и примерно такую же чистоту поверхности, что и основной листовой металл.
13. Способ по п.1, характеризующийся тем, что компонент выполняют из титана, причем сформованный компонент является заготовкой для передней кромки или конструктивного элемента для крыла, хвостового оперения или компонента управляющей поверхности летательного аппарата.
14. Способ по п.1, характеризующийся тем, что сегменты заготовки соединяют в отдельных местах лазерной сваркой перед выполнением сварки трением с перемешиванием для компенсации недостаточного проплавления сварного шва в нижней части стыкового соединения после выполнения сварки трением с перемешиванием и сверхпластического формования.
| US 7210611 B2, 01.05.2007 | |||
| RU 2004116119 А1, 27.02.2006 | |||
| ЕР 0507067 А, 07.10.1992 | |||
| US 6045028 A, 04.04.2000 |

