Способ разрезания плазморезом стальной круглой трубы вдоль продольной оси, конструкция усиления башни круглого сечения и элемент усиления.
Изобретение относится к области строительства, а именно к капитальному ремонту и реконструкции стальных строительных конструкций зданий и сооружений трубчатого сечения.
Уровень техники
Аналогами изобретения являются способы разрезания стальных труб вдоль продольной оси для изготовления прорезей (например, под установку на трубах приборов и креплений).
При выполнении прорезей (длиной до 1000 мм) могут быть применены: фреза, шлифовальная машинка с отрезным диском, газопламенная резка, плазменная резка и т.п.Технология резки труб вдоль продольной оси на части длиной до 12 м не применялась и в литературе не описана.
Например, из уровня техники ((http://umdplus.ru/informacziya/plazmennaya-rezka-trub) известен нашедший широкое потребление способ плазменной резки труб квадратного сечения с максимальной длиной до 3,3 метра, которые в процессе резки не подвержены деформации настолько, насколько этому подвержены трубы круглого сечения.
Из уровня техники известен способ резки труб круглого сечения лазером. Однако в этом случае потребитель сталкивается с рядом ограничений, а именно:
1. Максимальная длина обрабатываемых труб должна составлять 6000 мм (6 метров).
2. Максимальная длина готового изделия должна быть не более 3000 мм (3 метров).
3. Максимальная длина готового изделия при увеличенном варианте исполнения может быть до 6000 мм (6 метров).
Сущность изобретения.
Усиление несущих металлоконструкций трубчатого сечения с использованием в качестве элементов усиления частей стальных труб, полученных при их разрезании вдоль продольной оси на сегменты сталкивается с проблемой изготовления элементов усиления.
Основная задача состояла в определении технологии разрезания стальных труб вдоль продольной оси, которая обеспечивает геометрическую неизменяемость частей трубы после окончания процесса резки.
Техническим результатом является отсутствие деформации и геометрической неизменяемости полученного в процессе изготовления сегмента трубы длиной до 12 метров, полученного при разрезании плазморезом стальной круглой трубы вдоль продольной оси.
Также техническим результатом является то, использование полученных таким образом сегментов трубы как элементов усиления типа скорлупы для формирования составного сечения позволяет увеличить площадь сечения стержня укрепляемой конструкции, несущая способность которой в результате этого увеличивается не менее чем на 30%.
Основным признаком изобретения, характеризующим способ решения проблемы разрезания стальных труб вдоль продольной оси (длиной до 12 м), является подбор технологических параметров выполнения плазменной резки, которые обеспечивают геометрическую неизменяемость частей трубы после процесса резки. Подбор технологических параметров (ток, скорость резания, длина реза) выполняется индивидуально для каждого диаметра и толщин стальных труб.
Сущность изобретения состоит в разработке технологии выполнения резов вдоль продольной оси, обеспечивающей геометрическую неизменяемость частей трубы после процесса резки. Размеры прорезей определяются на опытном образце: подбор предельной длины продольных прорезей должен обеспечить изменение диаметра трубы в пределах допуска - не более 0,5 мм при замере посередине прорези.
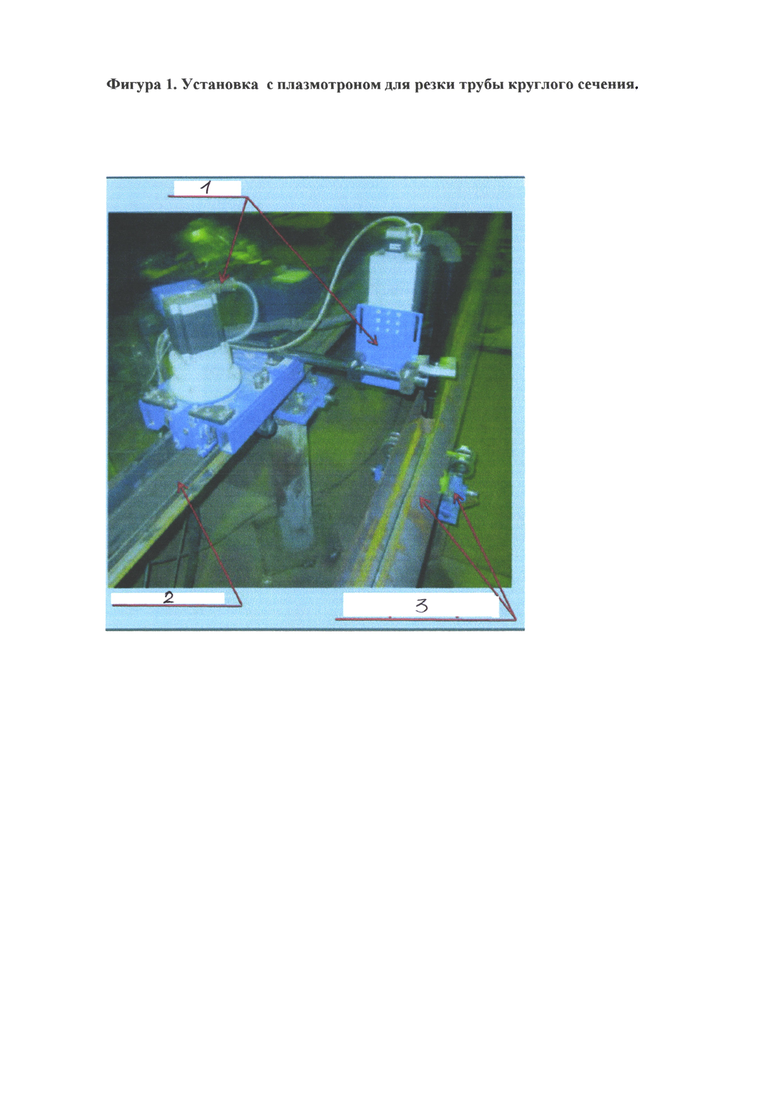
Согласно разработанной Программе на испытательном стенде (фигура 1) проведены экспериментальные резы трубы ∅133×5 мм вдоль продольной оси, во время которых определены геометрические размеры прорезей и технологические параметры оборудования (сила тока, давление плазмообразующего газа, скорость резания), обеспечивающие их требуемую точность.
Резка трубы ∅133×5 мм на сегменты производилась плазмотроном (фигура 1) воздушного охлаждения на токах от 90 до 120А. В качестве плазмообразующего газа использован воздух давлением от 0,5 до 0,6 МПа. Резка производилась щелевым способом длиной прорезей 800, 1200, 1600 и 2000 мм на разных токах и с разной скоростью.
Выполнен расчет параметров оборудования и разработаны основные геометрические характеристики стенда для плазменной резки стальных труб (фигура 1). Для выполнения резов труба укладывается на роликовые вращатели, имеющие систему регулировки по высоте для разных диаметров труб. Торец трубы закрепляется в трехкулачковом патроне.
Суммируя все вышеуказанные признаки сущность заявленной группы изобретений заключается в следующем.
Один объектом изобретения является способ разрезания плазморезом стальной круглой трубы длиной до 12 метров вдоль продольной оси для получения продольного сегмента трубы, обеспечивающий геометрическую неизменяемость и отсутствие деформации полученных после окончания процесса резки сегментов трубы. Способ заключается в том, что трубу укладывают на роликовые вращатели, имеющие систему регулировки по высоте для разных диаметров труб, а торец трубы закрепляется в трехкулачковом патроне, затем производят разрезание трубы на продольные сегменты плазморезом воздушного охлаждения на токах от 90 до 120А. В плазморезе в качестве плазмообразующего газа используют воздух с давлением от 0,5 до 0,6 Мпа, причем плазморез состоит из двух частей, жестко фиксированных друг с другом по-горизонтали. Одна из частей плазмореза установлена на горизонтальной направляющей, расположенной параллельно стальной круглой трубе, что позволяет двигать вторую часть плазмореза, разрезающую стальную круглую трубу, вдоль продольной оси стальной круглой трубы на фиксированном расстоянии, обеспечивая ровный продольный срез трубы по всей длине.
Вторым объектом изобретения является конструкция для усиления башни круглого сечения, включающая, по меньшей мере, один элемент для усиления. Элемент для усиления представляет собой сегмент стальной круглой трубы длиной до 12 метров, изготовленный вышеуказанным способом. Элемент для усиления располагают параллельно поверхности башни круглого сечения с внешней стороны и фиксируют на поверхности башни, по меньшей мере, одним хомутом.
Третьим объектом изобретения является элемент для усиления, который включен в конструкцию для усиления башни круглого сечения, изготовленный вышеуказанным способом продольной резки стальной круглой трубы, представляющий собой сегмент стальной круглой трубы длиной до 12 метров.
Перечень фигур чертежей и иных материалов
Для лучшего уяснения иллюстрации по реализации заявленного изобретения.
На фигуре 1 проиллюстрирована установка с плазмотроном для резки трубы круглого сечения, включаюшая плазморез (поз. 1), состоящий из двух частей, жестко соедниненных друг с другом, одна из которых располжена на направляющей раме (поз. 2), другая используется непосредственно для продольной резки трубы (поз. 3).
На фигуре 2 проиллюстрирована полученная в результате разрезания плазмотроном заготовка, представляющая собой сегмент круглой трубы заданного размера.
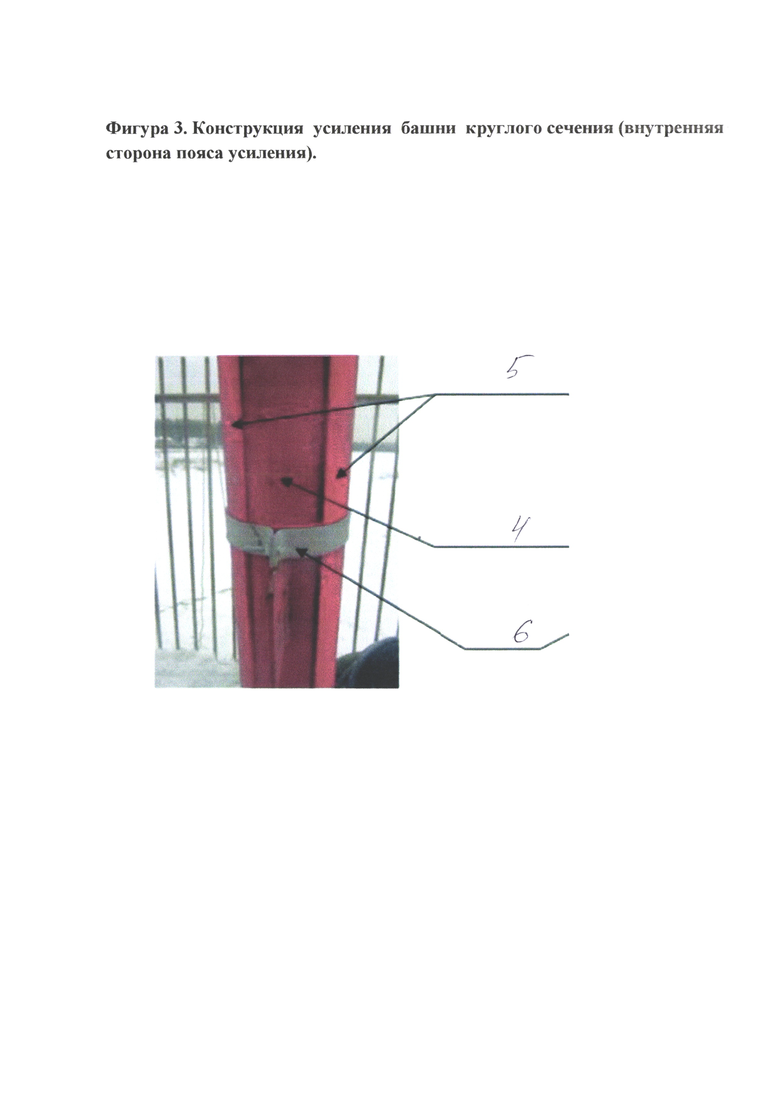
На фигуре 3 проиллюстрированно применение заготовки, полученной в результате продольной резки круглой трубы плазмотроном, для усиления конструкции пояса башни (поз. 4) (внутренняя сторона пояса), где показано сама конструкция усиления, усиливаемая конструкция башни (поз. 5) и хомут (поз. 6), обеспечивающий неподвижное сопряжение этих элементов.
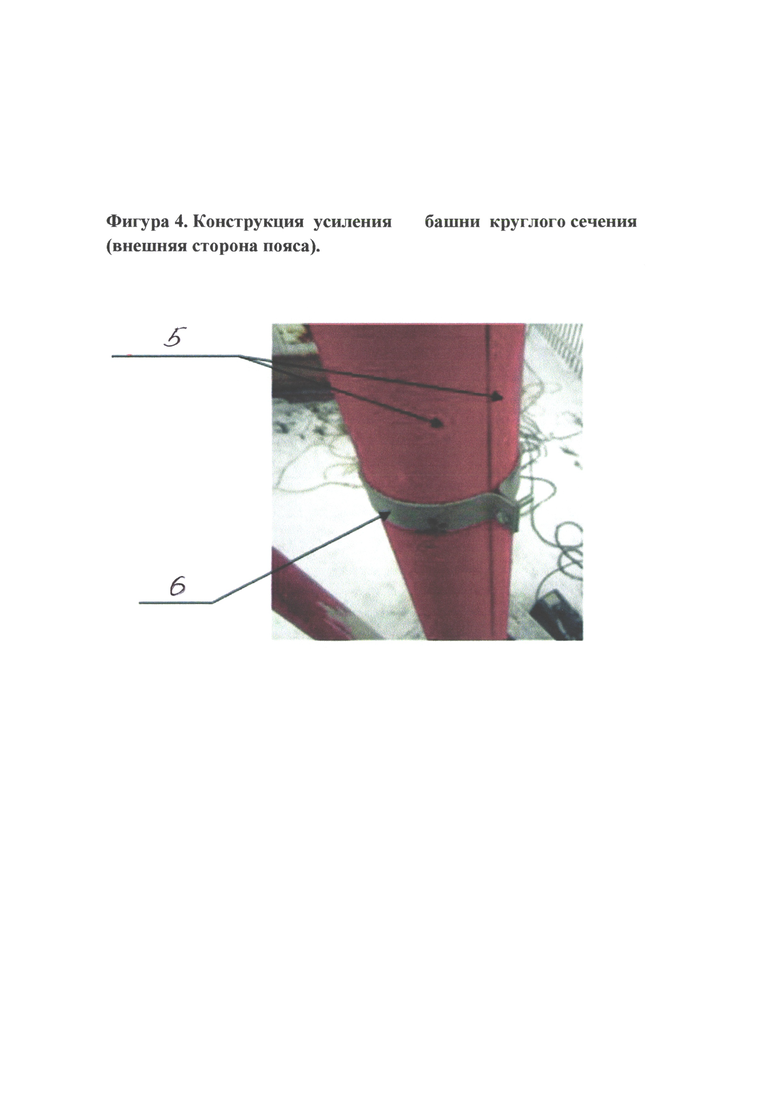
На фигуре 4 проиллюстрированно применение заготовки, полученной в результате продольной резки круглой трубы плазмотроном, для усиления конструкции пояса башни (внешняя сторона пояса), где показаны конструкции усиления(поз. 5), захватывающие в виде скорлупы усиливаемую конструкцию и хомут (поз. 6), обеспечивающий неподвижное сопряжение элементов.
На фигурах 3 и 4 наглядно проиллюстрировано использование полученных сегментов трубы в виде скорлуп, обеспечивающих таким образом усиление коонструкции башни.
На фигуре 5 проиллюстрирован вид в разрезе, с иллюстрацией расположения на внешней стороне башни круглого сечения (поз. 4) конструкции усиления в виде скорлупы (поз. 5).
Сведения, подтверждающие возможность реализации изобретения
Конструкции усиления (Фигура 2), изготовленные из труб, разрезанных плазморезом вдоль продольной оси на скорлупы (длиной до 12 м), применены при экспериментальной реконструкции решетчатой башни связи (Фигуры 3, 4 3) в деревне Кабаново Ногинского района Московской области (ноябрь 2016 г.).
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоская панель для стальных трубчатых мачт и призматических башен | 2017 |
|
RU2667243C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ТОЛСТОЛИСТОВОЙ ЗАГОТОВКИ ИЗ ТРУБ ГАЗО- И ВОДОПРОВОДОВ, ДЕМОНТИРОВАННЫХ ПРИ РЕНОВАЦИИ (ВАРИАНТЫ) | 2002 |
|
RU2237534C2 |
| УСТРОЙСТВО ДЛЯ ПРИСОЕДИНЕНИЯ НЕПОВОРОТНОЙ РАМЫ К РЕШЕТЧАТОЙ БАШНЕ БАШЕННОГО КРАНА | 1999 |
|
RU2244673C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ТОЛСТОЛИСТОВОЙ ЗАГОТОВКИ ИЗ ТРУБ ГАЗО- И ВОДОПРОВОДОВ, ДЕМОНТИРОВАННЫХ ПРИ РЕНОВАЦИИ | 2004 |
|
RU2281175C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ТОЛСТОЛИСТОВОЙ ЗАГОТОВКИ ИЗ ТРУБОПРОВОДОВ, ДЕМОНТИРОВАННЫХ ПРИ РЕНОВАЦИИ | 2006 |
|
RU2333063C2 |
| ПЛАЗМЕННАЯ УСТАНОВКА ДЛЯ НАПЫЛЕНИЯ ПОКРЫТИЙ (ВАРИАНТЫ) | 2006 |
|
RU2328096C1 |
| Устройство для группового запуска спутников и усиленный шпангоут | 2020 |
|
RU2725824C1 |
| Секционная решетчатая башня | 1984 |
|
SU1265277A1 |
| УСТАНОВКА ДЛЯ ОПЛАВЛЕНИЯ КРУГЛЫХ СЛИТКОВ | 1990 |
|
RU2024636C1 |
| ПЛАЗМОТРОН | 2006 |
|
RU2363119C2 |


Изобретение относится к способу разрезания плазморезом стальной круглой трубы длиной до 12 м вдоль продольной оси для получения продольного сегмента трубы, обеспечивающей геометрическую неизменяемость и отсутствие деформации полученных после окончания процесса резки сегментов трубы. Способ заключается в том, что трубу укладывают на роликовые вращатели, имеющие систему регулировки по высоте для разных диаметров труб, а торец трубы закрепляют в трехкулачковом патроне. Затем производят разрезание трубы на продольные сегменты плазморезом воздушного охлаждения на токах от 90 до 120А. В плазморезе в качестве плазмообразующего газа используют воздух с давлением от 0,5 до 0,6 МПа. Плазморез состоит из двух частей, жестко фиксированных друг с другом по горизонтали. Одна из частей плазмореза установлена на горизонтальной направляющей, расположенной параллельно стальной круглой трубе, что позволяет двигать вторую часть плазмореза, разрезающую стальную круглую трубу, вдоль продольной оси стальной круглой трубы на фиксированном расстоянии, обеспечивая ровный продольный рез трубы по всей длине. 4 н.п. ф-лы, 5 ил.
1. Способ получения продольного сегмента стальной трубы длиной до 12м, включающий разрезание плазморезом стальной круглой трубы длиной до 12м вдоль продольной оси, при котором трубу укладывают на роликовые вращатели, имеющие систему регулировки по высоте для разных диаметров труб, и торец трубы закрепляют в трехкулачковом патроне, затем производят разрезание трубы на продольные сегменты плазморезом воздушного охлаждения на токах от 90 до 120А, в качестве плазмообразующего газа используют воздух с давлением от 0,5 до 0,6 МПа, причем используют плазморез, состоящий из двух частей, фиксированных друг с другом по горизонтали, при этом одну из частей плазмореза устанавливают на горизонтальной направляющей, расположенной параллельно стальной трубе, а разрезание трубы вдоль продольной оси осуществляют посредством второй части плазмореза путем ее перемещения на фиксированном расстоянии.
2. Продольный сегмент стальной трубы длиной до 12 м, полученный способом по п. 1.
3. Конструкция для усиления пояса башни круглого сечения, содержащая по меньшей мере один элемент для усиления, отличающаяся тем, что элемент для усиления выполнен в виде продольного сегмента стальной трубы длиной до 12 м по п. 2, расположенного с внешней стороны башни и зафиксированного на ее поверхности по меньшей мере одним хомутом.
4. Элемент для усиления пояса башни круглого сечения, отличающийся тем, что он выполнен в виде продольного сегмента стальной трубы длиной до 12 м по п. 2 формулы.
| Способ нанесения клея на поверхность склеиваемых материалов и устройство для выполнения его | 1949 |
|
SU83207A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ НЕПОВОРОТНЫХ ТРУБ | 2005 |
|
RU2288825C1 |
| Способ плазменно-дуговой резки труб | 1975 |
|
SU554119A1 |
| АНТЕННАЯ СИСТЕМА ДЛЯ УСТАНОВКИ НА ПОЯСЕ БАШНИ | 1997 |
|
RU2121738C1 |
| УСТРОЙСТВО ДЛЯ ПРИСОЕДИНЕНИЯ НЕПОВОРОТНОЙ РАМЫ К РЕШЕТЧАТОЙ БАШНЕ БАШЕННОГО КРАНА | 1999 |
|
RU2244673C2 |
| 0 |
|
SU161077A1 | |
| Регулятор для торфяного транспортера | 1925 |
|
SU3133A1 |
| Способ ремонта трубопровода | 1985 |
|
SU1274898A1 |

