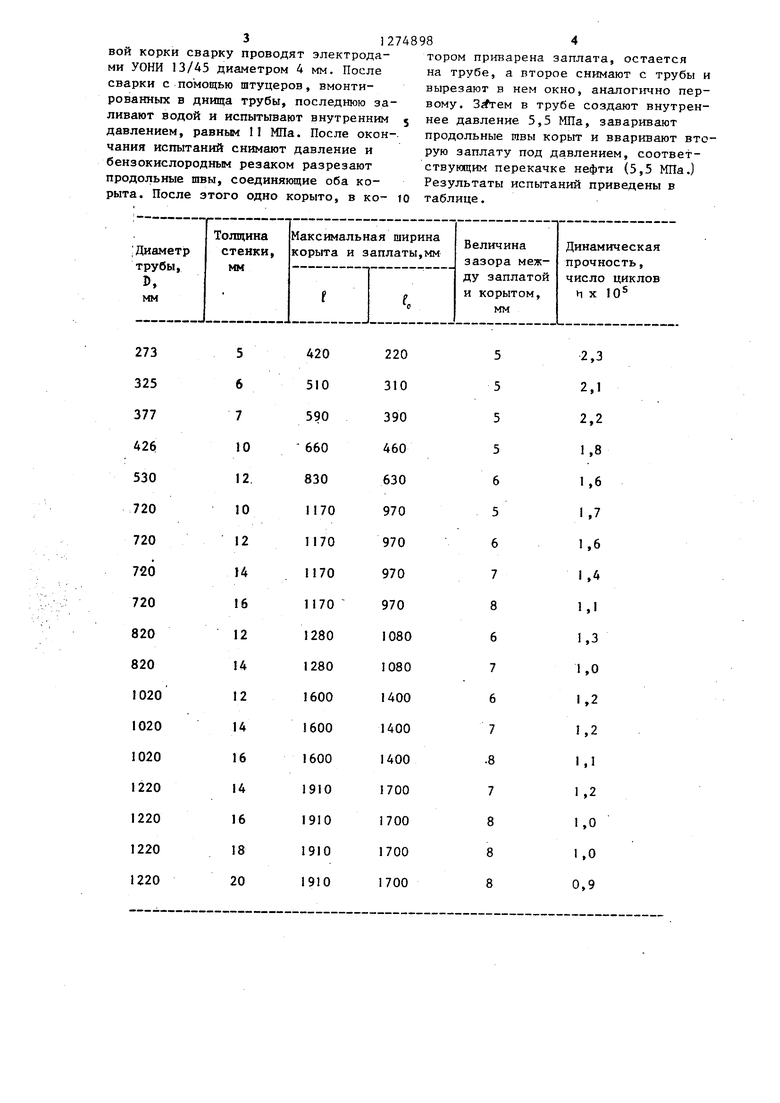
Изобретение относится к способам ремонта стенок трубопроводов различ ного назначения и в частности, может быть использовано при ремонте магистральных трубопроводов, нефтеи газопроводонд водоводов, очистных сооружений и трубопроводов других назначений, проложенных под водой, земле и над землей Целью изобретения является расши рение технологических возможностей за счет увеличения площади ремонтируемого участка со сквозным дефектом и повьпиение динамической прочности сварного соединения. На фиг,I показана схема ремонта трубопровода по предлагаемому спосо бу; на фиг,2 - вид А на фиг.. Для ремонта дефектного участка трубопровода из трубы, внутренний длиаматр которой равен диаметру трубопровода, вырезают накладв:у в виде двух корыт 2. В одном из них вырезают окно, соответствующее площади дефектного участка. Внутрен1-1юю кромку окна скашивают под углом 30-35°.. Вырезанную из окна заплату 3 подрезают по периметру та что зазор между ней и корытом составляет С/,4-1,0 толщины стенки.тру бопровода, и раздельшают под таким же углом. Корыго 2 с окном монтируют на трубопроводе так, что дефектный участок находится; к центре прихватывают к трубе. Затем монтируют второе такое же корыто и.-гЕриваривают его продольными швами к первому с противоположной стороны. Заплату 3 вставляют в окн так, что зазор между заплатой 3 и к рытом 2 равномерен. Затем заплату 3 плотно прижимают к трубопроводу, используя для этого технологнч.еские хомуты, наружные центраторы юти дру гие приспособления. После сборки за лату 3 коротки -1-и швами привар1 ва1от по периметру к трубе и внутрен:ним кромкам окна корыта 2. Минимальным размером заплаты счи тают максимальную величину„разрешен ную для приварки внехлестку, равную 250x300 мм Максимальный размер зап латы, привариваемой предлагаемым сп собом, равен 1 1 - 200 мм,, где Р- ширина корыта. Линейная-длина заплаты вдоль оси трубы максимально равна L., L 400 мм, где L - длина . трубы. Ука982ванные 400 мм должны распределяться следующим образом: по 100 мм от края корыта до кольцевого шва со следующей трубой и по 00 мм от края окна до внешней кромки корыта. При этом, длина заплаты должна быть не менее чем на 200 мм меньше длины коПриварка заплаты толщиной 6 мм к трубе и корыту той же толщины требует зазора между заплатой и накладкой равного одной толщине стенки трубы, так как меньший зазор приводит к несплавлению наплавленного металла со стенкой трубы. С увеличением толщины стенки трубопровода зазор необходимо уменьшить до 0,4 толщины стенки трубы с тем, стобы не перерасходовать наплавленньА металл, что приводит к образованию значительных .усадочных напряжений. Например, при сварке трубы толщиной 12 мм зазор устанавливают равным 6 мм. Ширина шва должна равняться толщине стенки трубы или быть близкой к этой величине, чтобы шов бып равнопрочнь1м основному металлу. После наложения швов полость под заплатой оказьшается герметизированной, а шов сплошной по всему периметру заплаты. Приварка сквозных заплат увеличенного размера позволяет избегать нахлесточных соединений и переводить нахлесточные соединения в стыковые, свариваемые на остающейся подкладке, которой является ремонтируемая труба. Лабораторные испытания приварки заплат показали, что образцы труб обладают высокой динамической прочностью (см.таблицу). Пример. Проводят лабораторные испытания приварки заплат на трубе диаметром 530x10 мм длийой 3000 мм. Корыта вырезают из трубы диаметром 630x10 Miyi и подгибают их по наружному размеру трубы. В трубе просверливают отверстие диаметром 16 мм, иммитирующее свищ. Заплату максимальных размеров для этого отрезка трубы 630x2400 мм вырезают ;. из одного корыта. Подрезают ее по контуру для получения зазора по всему периметру не менее 6 мм. Затем монтируют на трубе оба корыта, сваривают продольные ивы без проплавления трубы и в окно вставляют заплату. После прихватки и зачистки шлако312748984
вой корки сварку проводят электрода-тором приварена заплата, остается
ми УОНИ 13/45 диаметром 4 мм. Послена трубе, а второе снимают с трубы и
сварки с помощью штуцеров, вмонти-вырезают в нем окно, аналогично перрованных в днища трубы, последнюю за-вому. в трубе создают внутренливают водой и испытывают внутренним jнее давление 5,5 МПа, заваривают
давлением, равным 11 МПа. После окон-.продольные швы корыт и вваривают вточания испытаний снимают давление ирую заплату под давлением, соответбензокислородным резаком разрезаютствующим перекачке нефти (5,5 МПа.)
продольные швы, соединяющие оба ко-Результаты испытаний приведены в
рыта. После этого одно корыто, в ко- ютаблице.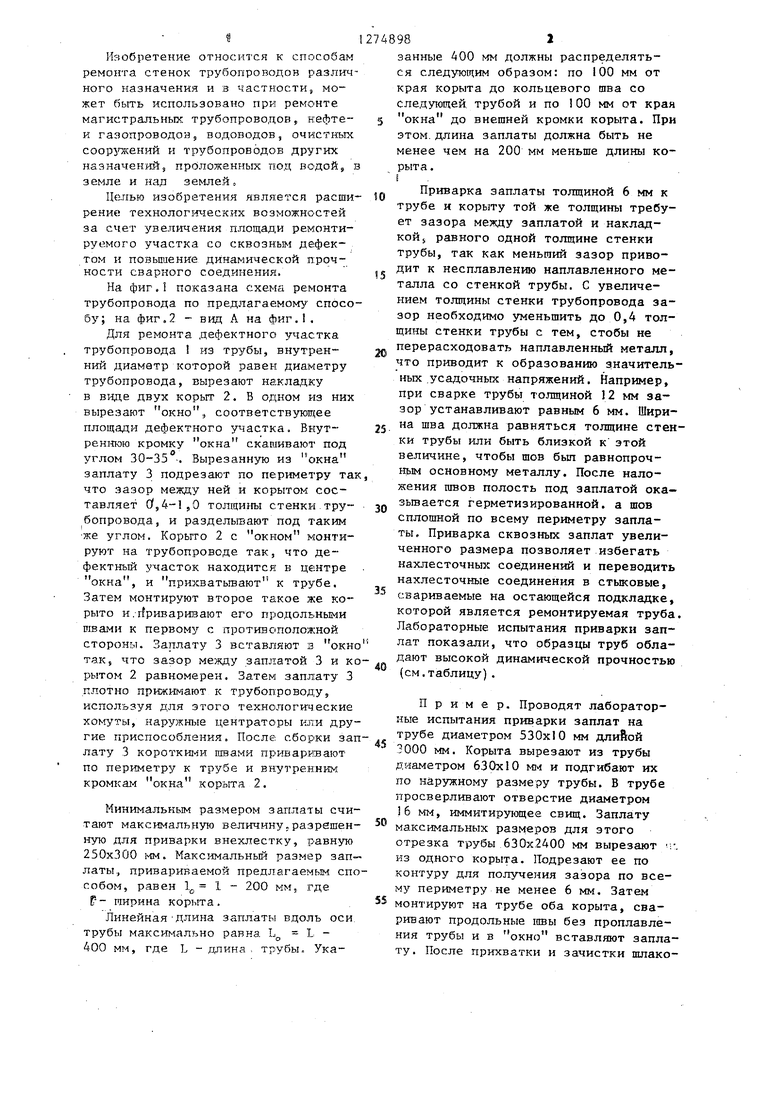
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта трубопроводов | 1987 |
|
SU1511041A1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| Способ ремонта емкости | 1986 |
|
SU1419845A1 |
| СПОСОБ РЕМОНТА ВМЯТИН НА СОСУДАХ | 2016 |
|
RU2640512C2 |
| Способ ремонта трубопровода | 1990 |
|
SU1766639A1 |
| Способ подготовки под сварку нахлесточного соединения | 1986 |
|
SU1389969A1 |
| СПОСОБ РЕМОНТА МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2002 |
|
RU2198340C1 |
| Способ ремонта емкостей | 1986 |
|
SU1360952A1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ГАЗОПРОВОДА С ЛОКАЛЬНЫМ СКВОЗНЫМ ДЕФЕКТОМ БЕЗ ПРЕКРАЩЕНИЯ ПОДАЧИ ГАЗА | 2017 |
|
RU2698537C2 |
| СПОСОБ МОНТАЖА УСИЛИВАЮЩЕЙ МУФТЫ НА ДЕФЕКТНЫЙ СТЫК ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2000 |
|
RU2165345C1 |
Изобретение относится к области ремонта, в частности, действующих трубопроводов и может быть использовано при ремонте магистральных, нефте- и газопроводов. Изобретение позволяет, увеличить площадь ремонтируемого участка трубопровода со сквозными дефектами за счет увеличения размера основного элемента в виде заплаты 
| Технология заварки коррозионных язв металла труб нефтепроводов, находящихся под давлением перекачиваемой нефти до 2,0 МПа | |||
| - Временная инструкция, Киев-Льйов, 1980, с,2-3 | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Авторское свидетельство СССР № 1092860, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
