Область техники
[0001] Настоящее изобретение относится к печи для горячей сушки краски и способу горячей сушки краски.
Уровень техники
[0002] В целях повышения эффективности и возможности регулировки цвета кузова на технологической линии нанесения покрытия для кузовов транспортных средств выполняются различные процессы, например, процессы нанесения электроосаждаемого покрытия (нижнего покрытия), промежуточного покрытия и верхнего покрытия и антикоррозийная обработка, в состоянии, в котором закрывающие части, например, двери и капоты прикреплены к основным корпусам кузовов. В процессах нанесения промежуточного покрытия и верхнего покрытия кузов транспортного средства в качестве покрываемого объекта помещается на транспортировочную тележку, обрабатывается краской при перемещении в камере для нанесения краски и перемещается в печь для горячей сушки краски для горячей сушки влажной покровной пленки. Печь для горячей сушки краски, используемая на технологической линии нанесения покрытия, выполнена так, что туннельный корпус печи обеспечен каналом подачи воздуха для горячего воздуха, и горячий воздух выпускается на весь кузов транспортного средства, который перемещается в корпусе печи, для горячей сушки влажной покровной пленки (см. публикацию JP 2004-50021 A).
Документ известного уровня техники
[0003] Публикация: JP 2004-50021 A
Проблемы, на решение которых направлено изобретение
[0004] Для кузовов транспортных средств используется отверждаемая краска горячей сушки. Стандарт гарантии качества для отвержденной покровной пленки, например, представляет собой выдерживание при температуре 140°C 20 минут для краски промежуточного покрытия и краски верхнего покрытия. Однако в традиционной печи для горячей сушки краски горячий воздух с малой вероятностью может проходить вокруг узких участков, например, вокруг шарниров дверей, из-за конструкции кузова транспортного средства, которая легче обдувается горячим воздухом по сравнению с внешними частями кузова. Таким образом, к сожалению, узкие участки могут не удовлетворять вышеописанному стандарту гарантии качества, например, выдерживанию при 140°C×20 минут.
[0005] Проблема, на решение которой направлено настоящее изобретение, заключается в обеспечении печи для горячей сушки краски и способа горячей сушки краски, которые способны удовлетворять условию горячей сушки влажной покровной пленки по всему кузову транспортного средства.
Средство для решения проблем
[0006] Настоящее изобретение решает вышеуказанную проблему путем обеспечения печи для горячей сушки краски, которая выполняет горячую сушку влажной покровной пленки, нанесенной на кузов транспортного средства, при перемещении кузова транспортного средства. Кузов транспортного средства содержит основной корпус кузова, к которому посредством шарниров прикреплены боковые двери. Печь для горячей сушки краски содержит корпус печи, который состоит из первого корпуса печи и второго корпуса печи. Первый корпус печи имеет поперечную ширину, соответствующую ширине кузова транспортного средства в состоянии закрытых боковых дверей. Второй корпус печи имеет большую ширину, чем поперечная ширина первого корпуса печи. Ширина второго корпуса печи соответствует ширине кузова транспортного средства в состоянии открытых боковых дверей.
Эффект изобретения
[0007] В соответствии с настоящим изобретением во втором корпусе печи боковые двери открыты, и в этом состоянии горячий воздух может выдуваться на влажные покровные пленки, нанесенные на основной корпус кузова и боковые двери вблизи шарниров, что удовлетворяет заданному условию горячей сушки. Кроме того, поскольку первый корпус печи имеет поперечную ширину, соответствующую ширине кузова транспортного средства в состоянии закрытых боковых дверей, и эта поперечная ширина меньше ширины второго корпуса печи, можно предотвратить излишнее увеличение объема печи в целом и предотвратить нежелательное ухудшение тепловой эффективности.
Краткое описание чертежей
[0008] Фиг. 1A представляет собой общую технологическую схему, иллюстрирующую пример технологической линии нанесения покрытия, на которой применены один или более вариантов выполнения печи для горячей сушки краски и способа горячей сушки краски в соответствии с настоящим изобретением.
Фиг. 1B представляет собой общую технологическую схему, иллюстрирующую другой пример технологической линии нанесения покрытия, на которой применены один или более вариантов выполнения печи для горячей сушки краски и способа горячей сушки краски в соответствии с настоящим изобретением.
Фиг. 2A представляет собой вид сбоку, иллюстрирующий состояние, в котором кузов транспортного средства в соответствии с одним или более вариантами выполнения настоящего изобретения загружен на транспортировочную тележку.
Фиг. 2B представляет собой вид спереди передней двери кузова транспортного средства в соответствии с одним или более вариантами выполнения настоящего изобретения, если смотреть с внутренней стороны.
Фиг. 2C представляет собой вид спереди задней двери кузова транспортного средства в соответствии с одним или более вариантами выполнения настоящего изобретения, если смотреть с внутренней стороны.
Фиг. 2D представляет собой вид в разрезе по линии 2D-2D с Фиг. 2A, то есть вид в разрезе, иллюстрирующий пример узкого участка, включающего в себя переднюю стойку, переднюю дверь и шарнир.
Фиг. 2E представляет собой вид в разрезе по линии 2E-2E с Фиг. 2A, то есть вид в разрезе, иллюстрирующий пример узкого участка, включающего в себя центральную стойку, заднюю дверь и шарнир.
Фиг. 2F представляет собой разобранный вид в перспективе, иллюстрирующий пример шарниров с Фиг. 2B и Фиг. 2C.
Фиг. 2G представляет собой вид состояния, в котором передняя дверь кузова транспортного средства в соответствии с одним или более вариантами выполнения настоящего изобретения открыта, если смотреть сзади основного корпуса кузова.
Фиг. 3A представляет собой вид сбоку, иллюстрирующий схематическую конфигурацию печи для горячей сушки краски верхнего покрытия в соответствии с одним или более вариантами выполнения настоящего изобретения.
Фиг. 3B представляет собой вид в плане Фиг. 3A.
Фиг. 4A представляет собой вид в разрезе по линии 4A-4A с Фиг. 3A и Фиг. 3B.
Фиг. 4B представляет собой вид в разрезе по линии 4B-4B с Фиг. 3A и Фиг. 3B.
Фиг. 4C представляет собой вид в плане, иллюстрирующий направления выпуска из первых отверстий выпуска горячего воздуха с Фиг. 4A.
Фиг. 5A представляет собой вид в перспективе, иллюстрирующий пример элемента удержания дверей открытыми/закрытыми, используемый в печи для горячей сушки краски верхнего покрытия в соответствии с одним или более вариантами выполнения настоящего изобретения.
Фиг. 5B представляет собой вид сзади Фиг. 5A.
Фиг. 5C представляет собой вид в плане Фиг. 5A.
Фиг. 5D представляет собой разобранный вид в перспективе, иллюстрирующий соединительную часть элемента удержания дверей открытыми/закрытыми, проиллюстрированного на Фиг. 5A-Фиг. 5C.
Фиг. 6 представляет собой вид в плане, иллюстрирующий схематическую конфигурацию печи для горячей сушки краски верхнего покрытия в соответствии с другим вариантом выполнения настоящего изобретения.
Фиг. 7 представляет собой вид в плане, иллюстрирующий схематическую конфигурацию печи для горячей сушки краски верхнего покрытия в соответствии с еще одним вариантом выполнения настоящего изобретения.
Варианты осуществления изобретения
[0009] Далее наилучшие варианты осуществления настоящего изобретения будут описаны со ссылкой на один или более вариантов выполнения, в которых печь для горячей сушки краски и способ горячей сушки краски в соответствии с настоящим изобретением применены в отношении печи 1 для горячей сушки краски верхнего покрытия, но печь для горячей сушки краски и способ горячей сушки краски в соответствии с настоящим изобретением также могут быть применены в отношении печи для горячей сушки краски промежуточного покрытия и печи для горячей сушки краски нижнего покрытия (печи для горячей сушки электроосаждаемой краски) или в отношении печи для горячей сушки краски промежуточного покрытия и верхнего покрытия, которая будет описана ниже, отличной от печи для горячей сушки краски верхнего покрытия.
[0010] Печь 1 для горячей сушки краски верхнего покрытия в соответствии с одним или более вариантами выполнения настоящего изобретения представляет собой одно из устройств, которые составляют технологическую линию PL нанесения покрытия. Печь 1 для горячей сушки краски верхнего покрытия представляет собой устройство для горячей сушки верхней покровной пленки, которая нанесена на корпус B кузова (также называемый «кузов B транспортного средства»), загруженный на транспортировочную тележку 50, при перемещении корпуса B кузова. В следующем далее описании сначала будет описан общий вид производственной линии и технологической линии PL нанесения покрытия для транспортных средств, а затем будет подробно описан кузов B транспортного средства и печь 1 для горячей сушки краски верхнего покрытия.
[0011] Производственная линия для транспортных средств главным образом состоит из четырех линий: технологическая линия PRL прессования; технологическая линия WL сборки корпуса кузова (также называемая «технологическая линия сварки»); технологическая линия PL нанесения покрытия; и технологическая линия ASL сборки компонентов транспортного средства (также называемая «технологическая линия оснащения»). На технологической линии PRL прессования путем прессования формируются различные панели, которые составляют кузов B транспортного средства, и каждая из них передается в состоянии отдельного прессованного компонента на технологическую линию WL сборки корпуса кузова. На технологической линии WL сборки корпуса кузова собираются подузлы для соответственных сторон кузова транспортного средства, например, передний корпус, центральный корпус пола, задний корпус пола и боковые корпуса, и выполняется сварка заданных частей собранного переднего корпуса, центрального корпуса пола и заднего корпуса пола для сборки нижнего корпуса, к которому привариваются боковые корпуса и панель крыши для сборки основного корпуса B1 кузова (который относится к корпусу кузова без закрывающих частей). Наконец, предварительно собранные закрывающие части, например, капот F, боковые двери D1 и D2 и крышка T багажника (или задняя дверь), крепятся к основному корпусу B1 кузова посредством шарниров H (которые будут описаны ниже со ссылкой на Фиг. 2F). После прохождения технологической линии PL нанесения покрытия покрытый корпус кузова передается на технологическую линию ASL сборки компонентов транспортного средства, на которой различные компоненты транспортного средства, например, двигатель, коробка передач, устройства подвески и внутренние компоненты, собираются с корпусом кузова.
[0012] Далее будет описана общая конфигурация технологической линии PL нанесения покрытия. Каждая из Фиг. 1A и Фиг. 1B представляет собой общую технологическую схему, иллюстрирующую технологическую линию PL нанесения покрытия, включающую в себя печь для горячей сушки краски верхнего покрытия, в отношении которой применены печь для горячей сушки краски и способ горячей сушки краски в соответствии с настоящим изобретением. Технологическая линия PL нанесения покрытия в соответствии с вариантом выполнения, проиллюстрированным на Фиг. 1A, представляет собой технологическую линию нанесения покрытия с использованием способа нанесения трехслойного покрытия с тремя операциями горячей сушки для нижнего покрытия, промежуточного покрытия и верхнего покрытия. В отличие от этого технологическая линия PL нанесения покрытия в соответствии с вариантом выполнения, проиллюстрированным на Фиг. 1B, представляет собой технологическую линию нанесения покрытия с использованием способа нанесения трехслойного покрытия с двумя операциями горячей сушки, в котором нанесение краски промежуточного покрытия и краски верхнего покрытия выполняется в соответствии с условием «влажное на влажное» (здесь и далее условие покрытия неотвержденной покровной пленки другой краской) в одной камере для нанесения покрытия, и промежуточная покровная пленка и верхняя покровная пленка одновременно подвергаются горячей сушке в одной печи для горячей сушки краски. Таким образом, печь для горячей сушки краски и способ горячей сушки краски в соответствии с настоящим изобретением могут быть применены в отношении обеих технологических линий нанесения покрытия с разными способами нанесения покрытия. Печь для горячей сушки краски и способ горячей сушки краски в соответствии с настоящим изобретением также могут быть применены в различных случаях путем модификации участка этой типичной технологической линии PL нанесения покрытия. Такие случаи включают в себя случай способа нанесения четырехслойного покрытия с тремя операциями горячей сушки, в котором способ нанесения трехслойного покрытия с тремя операциями горячей сушки и способ нанесения трехслойного покрытия с двумя операциями горячей сушки модифицированы для выполнения двойного промежуточного покрытия, и случай, в котором цвет верхнего покрытия представляет собой дополнительный цвет кузова, например, цвет с двумя оттенками. Следующее далее описание соответствует обеим технологическим линиям нанесения покрытия, показанным на Фиг. 1A и Фиг. 1B. Общие признаки обозначены одинаковыми символами и будут описаны со ссылкой на технологическую линию нанесения покрытия, показанную на Фиг. 1A. Что касается разных признаков технологических линий нанесения покрытия, показанных на Фиг. 1A и Фиг. 1B, различие будет описано со ссылкой на Фиг. 1B.
[0013] Технологическая линия PL нанесения покрытия в соответствии с вариантом выполнения, проиллюстрированным на Фиг. 1A, содержит процесс P1 нанесения нижнего покрытия, процесс P2 уплотнения, процесс P3 нанесения промежуточного покрытия, процесс P4 влажного шлифования, процесс P5 нанесения верхнего покрытия и процесс P6 окончательного контроля. В отличие от этого технологическая линия PL нанесения покрытия в соответствии с вариантом выполнения, проиллюстрированным на Фиг. 1B, содержит процесс P1 нанесения нижнего покрытия, процесс P2 уплотнения, процесс P7 нанесения промежуточного покрытия и верхнего покрытия и процесс P6 окончательного контроля. То есть на технологической линии PL нанесения покрытия, показанной на Фиг. 1B, два процесса из процесса P31 нанесения краски промежуточного покрытия и процесса P51 нанесения краски верхнего покрытия, проиллюстрированных на Фиг. 1A, выполняются в одном процессе P71 нанесения краски промежуточного покрытия и краски верхнего покрытия, показанном на Фиг. 1B, и подобным образом процесс P32 горячей сушки краски промежуточного покрытия и процесс P52 горячей сушки краски верхнего покрытия, проиллюстрированные на Фиг. 1A, выполняются в одном процессе P72 горячей сушки краски промежуточного покрытия и краски верхнего покрытия, показанном на Фиг. 1B. Процесс P7 нанесения промежуточного покрытия и верхнего покрытия, показанный на Фиг. 1B, будет описан позже.
[0014] Как проиллюстрировано на Фиг. 1A и Фиг. 1B, процесс P1 нанесения нижнего покрытия содержит процесс предварительной обработки для электроосаждаемого покрытия P11, процесс P12 нанесения электроосаждаемой краски и процесс P13 горячей сушки электроосаждаемой краски. В процессе предварительной обработки для электроосаждаемого покрытия P11 кузова B транспортных средств (белые кузова), каждый из которых перемещается с транспортировочной тележки технологической линии WL сборки корпуса кузова на подвес (не проиллюстрирован) с использованием подъемника D/L, последовательно перемещаются подвесным конвейером с заданным шагом на заданной скорости перемещения. Конструкция кузова B транспортного средства будет описана позже.
[0015] Хотя не проиллюстрировано, процесс предварительной обработки для электроосаждаемого покрытия P11 содержит процесс обезжиривания, процесс промывки водой, процесс кондиционирования поверхности, процесс образования химической конверсионной пленки, процесс промывки водой и процесс удаления воды. На технологической линии PRL прессования и технологической линии WL сборки корпуса кузова прессовочное масло и пыль, например, железный порошок вследствие сварки, налипают на кузов B транспортного средства. В связи с этим при перемещении кузова B транспортного средства на технологическую линию PL нанесения покрытия для смывания и удаления такого масла и пыли используется процесс обезжиривания и процесс промывки водой. В процессе кондиционирования поверхности компоненты кондиционера поверхности адсорбируются на поверхность кузова B транспортного средства, что увеличивает число точек начала реакции в последующем процессе образования химической конверсионной пленки. Адсорбированные компоненты кондиционера поверхности действуют в качестве ядер кристаллов покровной пленки для ускорения реакции образования пленки. В процессе образования химической конверсионной пленки кузов B транспортного средства погружается в жидкость для химической конверсионной обработки, например, раствор фосфата цинка, для образования химической конверсионной пленки на поверхности кузова B транспортного средства. В процессе промывки водой и процессе удаления воды кузов B транспортного средства промывается водой, а затем просушивается.
[0016] В процессе P12 нанесения электроосаждаемой краски кузова B транспортных средств, предварительно обработанные в процессе предварительной обработки для электроосаждаемого покрытия P11, последовательно перемещаются подвесным конвейером с заданным шагом на заданной скорости перемещения. Затем каждый кузов B транспортного средства погружается в ладьевидную ванну для электроосаждения, которая наполнена электроосаждаемой краской, и между множеством электродных пластин, обеспеченных в ванне для электроосаждения, и кузовом B транспортного средства (в частности, подвесом, обладающим электропроводностью) подается высокое напряжение. Это обеспечивает образование электроосаждаемой покровной пленки на поверхности кузова B транспортного средства вследствие электрофоретического действия электроосаждаемой краски. Примеры электроосаждаемой краски включают в себя термореактивную краску, основная смола которой представляет собой эпоксидную смолу, например, полиаминную смолу. Для антикоррозийных свойств предпочтительно использование электроосаждаемой краски катионного типа в качестве электроосаждаемой краски, в таком случае высокое напряжение для положительного электрода подается на сторону электроосаждаемой краски, но также может быть использована электроосаждаемая краска анионного типа. При использовании электроосаждаемой краски анионного типа высокое напряжение для положительного электрода подается на сторону кузова B транспортного средства.
[0017] После выхода из ванны для электроосаждения процесса P12 нанесения электроосаждаемой краски кузов B транспортного средства перемещается к процессу промывки водой, в котором электроосаждаемая краска, нанесенная на кузов B транспортного средства, промывается с использованием промышленной воды и/или чистой воды. Во время этой операции электроосаждаемая краска, изъятая из ванны для электроосаждения, рекуперируется в процессе промывки водой. На этапе, завершаемом процессом промывки водой, на поверхности кузова B транспортного средства и в полых конструктивных частях кузова B транспортного средства образуется неподвергнутая горячей сушке электроосаждаемая покровная пленка, имеющая толщину около 10-35 мкм. После окончания процесса P12 нанесения электроосаждаемой краски кузов B транспортного средства, загруженный на подвес, перемещается на транспортировочную тележку 50 (которая будет описана позже со ссылкой на Фиг. 2A) с использованием подъемника D/L. Подъемник D/L, расположенный между процессом P12 нанесения электроосаждаемой краски и процессом P13 горячей сушки электроосаждаемой краски, проиллюстрированный на Фиг. 1A и Фиг. 1B, может быть расположен иным образом между процессом P13 горячей сушки электроосаждаемой краски и процессом P2 уплотнения, и в процессе P13 горячей сушки электроосаждаемой краски кузов транспортного средства может перемещаться, будучи загруженным на подвес.
[0018] В процессе P13 горячей сушки электроосаждаемой краски кузова B транспортных средств, загруженные на транспортировочные тележки, последовательно перемещаются напольным конвейером с заданным шагом на заданной скорости перемещения. Затем для каждого кузова B транспортного средства выполняется горячая сушка путем поддержания температуры 160°C-180°C в течение 15-30 минут, например, и, таким образом, на внутренней и внешней сторонах кузова B транспортного средства и полых конструктивных частях кузова B транспортного средства образуется подвергнутая горячей сушке электроосаждаемая покровная пленка, имеющая толщину 10-35 мкм. От процесса P13 горячей сушки электроосаждаемой краски до процесса P6 окончательного контроля транспортировочные тележки 50, нагруженные кузовами B транспортных средств, последовательно перемещаются с использованием напольного конвейера, но шаг перемещения и скорость перемещения транспортировочных тележек 50 в каждом процессе устанавливаются в соответствии с процессом. В связи с этим напольный конвейер состоит из множества конвейеров, и шаг перемещения и скорость перемещения в каждом процессе устанавливаются как заданные значения.
[0019] В настоящем описании и объеме охраны формулы изобретения термин «краска», например, электроосаждаемая краска, краска промежуточного покрытия и краска верхнего покрытия, относится к жидкому состоянию до нанесения на покрываемый объект, тогда как термин «покровная пленка», например, электроосаждаемая покровная пленка, промежуточная покровная пленка и верхняя покровная пленка, относится к пленкообразному, неподвергнутому горячей сушке (влажному) или подвергнутому горячей сушке состоянию после нанесения на покрываемый объект, и оба они таким образом различаются. В настоящем описании и объеме охраны формулы изобретения входная сторона и выходная сторона означают стороны со ссылкой на направление перемещения кузова B транспортного средства в качестве покрываемого объекта. В настоящем описании перемещение кузова B транспортного средства вперед означает перемещение кузова B транспортного средства вдоль оси продольного направления кузова транспортного средства в состоянии, в котором передняя часть кузова B транспортного средства находится с передней стороны в направлении перемещения, а задняя часть транспортного средства находится с задней стороны, тогда как перемещение кузова B транспортного средства назад означает перемещение кузова B транспортного средства вдоль оси продольного направления кузова транспортного средства наоборот, в состоянии, в котором задняя часть кузова B транспортного средства находится с передней стороны в направлении перемещения, а передняя часть транспортного средства находится с задней стороны. От процесса P1 нанесения нижнего покрытия до процесса P6 окончательного контроля в соответствии с одним или более вариантами выполнения настоящего изобретения кузов B транспортного средства может перемещаться вперед, а также может перемещаться назад.
[0020] В процессе P2 уплотнения (который включает в себя процесс нанесения покрытия на обратную сторону пола и процесс нанесения камнезащитного покрытия) кузов B транспортного средства с образованной с электроосаждаемой покровной пленкой перемещается, и уплотнительный материал из винилхлоридной смолы наносится на соединительные части стальных панелей и краевые части стальных панелей в целях защиты от коррозии или уплотнения. В процессе нанесения покрытия на обратную сторону пола на колесные арки и обратную сторону пола кузова B транспортного средства наносится стойкий к ударам камней материал на основе винилхлоридной смолы. В процессе нанесения камнезащитного покрытия на нижние участки внешней стороны кузова, например, боковые панели порогов, панели крыльев и двери, наносится стойкий к ударам камней материал на основе полиэфирной смолы или полиуретановой смолы. Уплотнительный материал и стойкий к ударам камней материал должны быть отверждены в специализированном процессе горячей сушки или в процессе P32 горячей сушки краски промежуточного покрытия, который будет описан ниже.
[0021] Процесс P3 нанесения промежуточного покрытия технологической линии PL нанесения покрытия, показанной на Фиг. 1A, содержит процесс P31 нанесения краски промежуточного покрытия и процесс P32 горячей сушки краски промежуточного покрытия. В процессе P31 нанесения краски промежуточного покрытия кузов B транспортного средства с образованной электроосаждаемой покровной пленкой перемещается в камеру для нанесения краски промежуточного покрытия, в которой краска для нанесения внутреннего покрытия наносится на внутренние части кузова транспортного средства, такие как двигательный отсек, внутренняя сторона капота и внутренняя сторона крышки багажника. Краска для нанесения внутреннего покрытия содержит красящий пигмент, соответствующий внешнему цвету кузова транспортного средства. Затем краска промежуточного покрытия наносится на внешние части кузова, такие как внешняя сторона капота, крыша, внешние стороны дверей и внешняя сторона крышки багажника (или внешняя сторона задней двери), в соответствии с условием «влажное на влажное» (т.е. без горячей сушки внутренней покровной пленки). В данном контексте внешние части кузова относятся к частям, которые видны снаружи транспортного средства после процесса оснащения, а внутренние части кузова относятся к частям, которые не видны снаружи готового транспортного средства.
[0022] В процесс P32 горячей сушки краски промежуточного покрытия технологической линии PL нанесения покрытия, показанной на Фиг. 1, кузов B транспортного средства перемещается в печь для горячей сушки краски промежуточного покрытия. Затем неподвергнутая горячей сушке промежуточная покровная пленка подвергается горячей сушке путем поддержания температуры 130°C-150°C в течение 15-30 минут, например, и на внешних частях кузова B транспортного средства образуется промежуточная покровная пленка, имеющая толщину 15-35 мкм. На внутренних частях кузова B транспортного средства также образуется внутренняя покровная пленка, имеющая толщину 15-30 мкм. Каждая из краски для нанесения внутреннего покрытия и краски промежуточного покрытия представляет собой термореактивную краску, основная смола которой представляет собой подходящую смолу, например, акриловую смолу, алкидную смолу и полиэфирную смолу, и может представлять собой любую из краски на водной основе и краски на основе органического растворителя.
[0023] В процессе P4 влажного шлифования технологической линии PL нанесения покрытия, показанной на Фиг. 1A, кузов B транспортного средства, обработанный в процессе P3 нанесения промежуточного покрытия и предыдущих процессах, перемещается, и поверхность промежуточной покровной пленки, образованной на кузове B транспортного средства, полируется с использованием чистой воды и полирующего агента. Это улучшает межфазную адгезию между промежуточной покровной пленкой и верхней покровной пленкой и улучшает гладкость (верхний слой покрытия и резкость изображения/глянец) верхней покровной пленки на внешних частях кузова. Процесс P4 влажного шлифования обеспечен процессом P41 сушки после влажного шлифования, в котором кузов B транспортного средства проходит через печь для удаления воды для осушения воды на кузове B транспортного средства.
[0024] Процесс P5 нанесения верхнего покрытия технологической линии PL нанесения покрытия, показанной на Фиг. 1A, содержит процесс P51 нанесения краски верхнего покрытия и процесс P52 горячей сушки краски верхнего покрытия. В процессе P51 нанесения краски верхнего покрытия кузов B транспортного средства, обработанный в процессе P4 влажного шлифования и процессе P41 сушки после влажного шлифования, перемещается. Затем в камере для нанесения краски верхнего покрытия базовая краска верхнего покрытия наносится на внешние части кузова B транспортного средства, и прозрачная краска верхнего покрытия наносится на базовую покровную пленку верхнего покрытия на внешних частях кузова B транспортного средства в соответствии с условием «влажное на влажное».
[0025] Каждая из базовой краски верхнего покрытия и прозрачной краски верхнего покрытия представляет собой краску, основная смола которой представляет собой подходящую смолу, например, акриловую смолу, алкидную смолу и полиэфирную смолу, и может представлять собой любую из краски на водной основе и краски на основе органического растворителя. Учитывая отделочные свойства, например, ориентацию яркого пигмента, базовая краска верхнего покрытия разбавляется до около 80% в качестве весового отношения для покрытия (содержание твердого вещества составляет около 20%-40%), тогда как прозрачная краска верхнего покрытия разбавляется до около 30% в качестве весового отношения для покрытия (содержание твердого вещества составляет около 70%-80%). Однако в общем примененное содержание твердого вещества базовой краски верхнего покрытия будет увеличиваться до 70% или более в процессе испарения (процесс схватывания, в котором растворитель естественным образом испаряется в камере) после нанесения.
[0026] Внешней цвет кузова B транспортного средства в соответствии с одним или более вариантами выполнения настоящего изобретения представляет собой металлический цвет кузова, который содержит различные яркие пигменты, например, алюминий и слюду, поэтому базовая краска верхнего покрытия и прозрачная краска верхнего покрытия наносятся на кузов B транспортного средства, но настоящее изобретение не ограничивается этим. Например, внешний цвет кузова B транспортного средства может представлять собой сплошной цвет кузова. Сплошной цвет кузова представляет собой цвет покрытия, который не содержит яркого пигмента. В этом случае базовая краска верхнего покрытия не применяется, и сплошная краска верхнего покрытия применяется в качестве замены прозрачной краски верхнего покрытия. Примеры такой сплошной краски верхнего покрытия включают в себя краски, основная смола которых является такой же, как и в базовой краске верхнего покрытия и прозрачной краске верхнего покрытия.
[0027] В процессе P52 горячей сушки краски верхнего покрытия в соответствии с одним или более вариантами выполнения настоящего изобретения кузов B транспортного средства, на который в камере для нанесения краски верхнего покрытия нанесена краска верхнего покрытия, перемещается в печь 1 для горячей сушки краски верхнего покрытия. В процессе P52 горячей сушки краски верхнего покрытия кузов B транспортного средства проходит через печь 1 для горячей сушки краски верхнего покрытия при заданном условии для образования подвергнутой горячей сушке верхней покровной пленки. Конкретная конфигурация печи 1 для горячей сушки краски верхнего покрытия и процесс P52 горячей сушки краски верхнего покрытия в соответствии с одним или более вариантами выполнения настоящего изобретения будут описаны позже.
[0028] Толщина базовой покровной пленки верхнего покрытия составляет, например, 10-20 мкм, а толщина прозрачной покровной пленки верхнего покрытия составляет, например, 15-30 мкм. Если внешний цвет кузова является сплошным цветом кузова, толщина сплошной покровной пленки верхнего покрытия составляет, например, 15-35 мкм. Наконец, кузов транспортного средства, обработанный во всех вышеуказанных процессах (кузов транспортного средства с готовым покрытием), перемещается к процессу P6 окончательного контроля, в котором проводятся различные испытания для оценки свойств, например, внешнего вида и резкости изображения покровной пленки.
[0029] С другой стороны, технологическая линия PL нанесения покрытия, проиллюстрированная на Фиг. 1B, включает в себя процесс P7 нанесения промежуточного покрытия и верхнего покрытия, который обеспечен в качестве замены процесса P3 нанесения промежуточного покрытия, процесса P4 влажного шлифования (включающего в себя процесс P41 сушки после влажного шлифования) и процесса P5 нанесения верхнего покрытия технологической линии PL нанесения покрытия, проиллюстрированной на Фиг. 1A. Процесс P7 нанесения промежуточного покрытия и верхнего покрытия этого варианта выполнения содержит процесс P71 нанесения краски промежуточного покрытия и краски верхнего покрытия и процесс P72 горячей сушки краски промежуточного покрытия и краски верхнего покрытия.
[0030] В процессе P71 нанесения краски промежуточного покрытия и краски верхнего покрытия технологической линии PL нанесения покрытия, проиллюстрированной на Фиг. 1B, кузов B транспортного средства с образованной электроосаждаемой покровной пленкой перемещается в камеру для нанесения краски промежуточного покрытия и краски верхнего покрытия, которая включает в себя зону первой половины и зону второй половины. В зоне первой половины на внутренние части кузова транспортного средства, такие как двигательный отсек, внутренняя сторона капота и внутренняя сторона крышки багажника, наносится краска для нанесения внутреннего покрытия. Краска для нанесения внутреннего покрытия содержит красящий пигмент, соответствующий внешнему цвету кузова транспортного средства. Затем краска промежуточного покрытия наносится на внешние части кузова, такие как внешняя сторона капота, крыша, внешние стороны дверей и внешняя сторона крышки багажника (или внешняя сторона задней двери) в соответствии с условием «влажное на влажное» (т.е. без горячей сушки внутренней покровной пленки). Затем подобным образом в зоне второй половины камеры для нанесения краски промежуточного покрытия и краски верхнего покрытия, базовая краска верхнего покрытия наносится на внешние части кузова B транспортного средства, и прозрачная краска верхнего покрытия наносится на базовую покровную пленку верхнего покрытия на внешних частях кузова B транспортного средства в соответствии с условием «влажное на влажное». То есть краска для нанесения внутреннего покрытия, краска промежуточного покрытия, базовая краска и прозрачная краска верхнего покрытия наносятся в соответствии с условием «влажное на влажное» и одновременно подвергаются горячей сушке в одной печи для горячей сушки краски верхнего покрытия. Для предотвращения проблем образования пузырьков и ухудшения резкости изображение из-за двойного нанесения влажных покровных пленок после нанесения краски промежуточного покрытия и/или после нанесения базовой краски верхнего покрытия может быть обеспечен процесс испарения для увеличения значения нелетучести влажной покровной пленки, нанесенной на кузов B транспортного средства. Каждая из краски для нанесения внутреннего покрытия, краски промежуточного покрытия, базовой краски и прозрачной краски верхнего покрытия, используемых в этом варианте выполнения, представляет собой термореактивную краску, основная смола которой представляет собой подходящую смолу, например, акриловую смолу, алкидную смолу и полиэфирную смолу, которые используются на технологической линии PL нанесения покрытия, проиллюстрированной на Фиг. 1A, и может представлять собой любую из краски на водной основе и краски на основе органического растворителя.
[0031] Далее пример кузова B транспортного средства, применяемого на технологической линии PL нанесения покрытия в соответствии с одним или более вариантами выполнения настоящего изобретения, будет описан со ссылкой на Фиг. 2A-Фиг. 2G. Фиг. 2A представляет собой вид сбоку, иллюстрирующий состояние, в котором кузов B транспортного средства в соответствии с одним или более вариантами выполнения настоящего изобретения загружен на транспортировочную тележку 50, Фиг. 2B представляет собой вид спереди передней двери D1 кузова B транспортного средства в соответствии с одним или более вариантами выполнения настоящего изобретения, если смотреть с внутренней стороны, Фиг. 2C представляет собой вид спереди задней двери D2 кузова B транспортного средства в соответствии с одним или более вариантами выполнения настоящего изобретения, если смотреть с внутренней стороны, Фиг. 2D представляет собой вид в разрезе вдоль линии 2D-2D на Фиг. 2A, то есть вид в разрезе, иллюстрирующий пример узкого участка N1, включающего в себя переднюю стойку B4, переднюю дверь D1 и шарнир H1, Фиг. 2E представляет собой вид в разрезе вдоль линии 2E-2E на Фиг. 2A, то есть вид в разрезе, иллюстрирующий пример узкого участка N2, включающего в себя центральную стойку B5, заднюю дверь D2 и шарнир H2, Фиг. 2F представляет собой разобранный вид в перспективе, иллюстрирующий пример шарниров H1 и H2, показанных на Фиг. 2B и Фиг. 2C, и Фиг. 2G представляет собой вид состояния, в котором передняя дверь D1 кузова B транспортного средства в соответствии с одним или более вариантами выполнения настоящего изобретения открыта, если смотреть сзади основного корпуса кузова.
[0032] Как проиллюстрировано на Фиг. 2A, кузов B транспортного средства в соответствии с одним или более вариантами выполнения настоящего изобретения содержит основной корпус B1 кузова и закрывающие части, которые включают в себя капот F, передние двери D1, задние двери D2 и крышку T багажника. Обе боковые поверхности основного корпуса B1 кузова обеспечены проемной частью B2 передней двери и проемной частью B3 задней двери. Проемная часть B2 передней двери представляет собой проем, который образован передней стойкой B4, центральной стойкой B5, боковой балкой B8 крыши и боковым порогом B9 основного корпуса B1 кузова. Проемная часть B3 задней двери представляет собой проем, который образован центральной стойкой B5, задней стойкой B10, боковой балкой B8 крыши и боковым порогом B9 основного корпуса B1 кузова. Далее проемная часть B2 передней двери и проемная часть B3 задней двери также называются собирательным термином «проемные части B2 и B3 дверей». Крышка T багажника, проиллюстрированная в качестве закрывающей части, может представлять собой заднюю дверь в зависимости от типа кузова B транспортного средства.
[0033] Кузов B транспортного средства в соответствии с одним или более вариантами выполнения настоящего изобретения представляет собой тип кузова транспортного средства четырехдверный седан, как проиллюстрировано, и в связи с этим с каждой стороны обеспечены боковые двери D в качестве передней двери D1 и задней двери D2. В случае двухдверного седана или двухдверного купе каждая сторона содержит переднюю дверь D1 и проемную часть B2 передней двери и не содержит заднюю дверь D2 и проемную часть B3 задней двери. В одном или более вариантах выполнения настоящего изобретения передняя дверь D1 выполнена в соответствии с проемной частью B2 передней двери, а задняя дверь D2 выполнена в соответствии с проемной частью B3 задней двери. В этом случае боковые двери D, которые включают в себя передние двери D1 и задние двери D2, соответствуют примеру боковых дверей в соответствии с настоящим изобретением. В вышеописанных случаях двухдверного седана и двухдверного купе передние двери D1 соответствуют примеру боковых дверей в соответствии с настоящим изобретением.
[0034] Как проиллюстрировано на Фиг. 2B и Фиг. 2D, передняя дверь D1 обеспечена двумя шарнирами H1 в верхнем и нижнем положениях переднего края передней двери D1 (передняя сторона кузова B транспортного средства). Как проиллюстрировано на Фиг. 2C и Фиг. 2E, задняя дверь D2 обеспечена двумя шарнирами H2 в верхнем и нижнем положениях переднего края задней двери D2 (передняя сторона кузова B транспортного средства). Шарниры H1 и H2, которые предназначены для крепления с возможностью открывания и закрывания передних дверей D1 и задних дверей D2 к основному корпусу B1 кузова, в некоторой степени различны по форме, но базовая конструкция является одинаковой. В связи с этим на Фиг. 2F проиллюстрирован один из шарниров H1, а иллюстрация шарниров H2 опущена с указанием соответствующих ссылочных позиций в скобках.
[0035] Как проиллюстрировано на Фиг. 2F, шарнир H1 имеет два шарнирных кронштейна H11 и H12 и шарнирный штифт H13. Шарнирный кронштейн H12 прикреплен болтами (не проиллюстрированы) к внутренней панели передней двери D1, при этом шарнирный кронштейн H11 прикреплен болтами (не проиллюстрированы) к передней стойке B4 основного корпуса B1 кузова. Шарнирный штифт H13 вставлен в четыре отверстия двух шарнирных кронштейнов H11 и H12 и закреплен путем сплющивания или запрессовки. Это обеспечивает соединение шарнирных кронштейнов H11 и H12 друг с другом с возможностью вращения вокруг шарнирного штифта H13.
[0036] На технологической линии WL сборки корпуса кузова подузел каждого шарнира H1 предварительно собирается так, чтобы шарнирный штифт H13 был вставлен в четыре отверстия двух шарнирных кронштейнов H11 и H12 и закреплен путем сплющивания или запрессовки, и подузел перемещается к завершающему процессу. Перед креплением передней двери D1 к основному корпусу B1 кузова один шарнирный кронштейн H11 подузла каждого шарнира H1 крепится болтами к передней двери D1, которая затем позиционируется относительно проемной части B2 передней двери основного корпуса B1 кузова с использованием сборочного приспособления и т.п., а другой шарнирный кронштейн H12 крепится болтами к передней стойке B4. Это обеспечивает возможность поворотного перемещения передней двери D1 вокруг шарнирных штифтов H13, и, следовательно, передняя дверь D1 может открываться и закрываться.
[0037] Подобным образом шарнир H2 имеет два шарнирных кронштейна H21 и H22 и шарнирный штифт H23, которые обозначены на Фиг. 2F ссылочными позициями в скобках. Шарнирный кронштейн H21 прикреплен болтами (не проиллюстрированы) к задней двери D2, при этом шарнирный кронштейн H22 прикреплен болтами (не проиллюстрированы) к центральной стойке B5 основного корпуса B1 кузова. Шарнирный штифт H23 вставлен в отверстия двух шарнирных кронштейнов H21 и H22 и закреплен путем сплющивания или запрессовки. Это обеспечивает соединение шарнирных кронштейнов H21 и H22 друг с другом с возможностью вращения вокруг шарнирного штифта H23. То есть задняя дверь D2 может поворотно перемещаться вокруг шарнирных штифтов H23, тем самым открываясь и закрываясь. Далее шарниры H1 и H2 будут называться собирательным термином «шарниры H».
[0038] Как проиллюстрировано на Фиг. 2D, Фиг. 2E и Фиг. 2G, кузов B транспортного средства в соответствии с одним или более вариантами выполнения настоящего изобретения обеспечен узкими участками N1 и N2 с небольшим пространством между основным корпусом B1 кузова и боковыми дверями D. В частности, как проиллюстрировано на Фиг. 2D и Фиг. 2G, узкий участок N1 с небольшим пространством образован вблизи передней стойки B4 основного корпуса B1 кузова и шарниров H1 передней двери D1, при этом, как проиллюстрировано на Фиг. 2E, узкий участок N2 с небольшим пространством образован вблизи центральной стойки B5 основного корпуса B1 кузова и шарниров H2 задней двери D2. В частности, горячий воздух из печи 1 для горячей сушки краски может с трудом попадать в области вблизи шарниров H1 и H2, поскольку они препятствуют горячему воздуху независимо от открытого или закрытого состояния передней двери D1 и задней двери D2, и области вблизи шарниров H1 и H2 могут с трудом нагреваться по сравнению с внешними частями кузова B транспортного средства по структурной причине. Таким образом, области вблизи шарниров H1 и H2 представляют собой участки, в которых сложно поддерживать заданную температуру в качестве стандарта гарантии качества для покровной пленки в течение заданного времени или дольше. Перекрестные метки «x», проиллюстрированные на Фиг. 2D и Фиг. 2E, показывают области верхнего покрытия (покрытые поверхности узких участков), а ссылочные символы WS показывают уплотнители, прикрепленные к боковым дверям D1 и D2 для уплотнения пространства между боковыми дверями D1 и D2 и проемными частями B2 и B3 дверей. В частности, покрытые области от уплотнителей до внешней стороны представляют собой участки, которые очень подвержены коррозионной среде и требуют качественного покрытия, например, межфазной адгезии покровной пленки, в дополнение к качеству внешнего вида.
[0039] Снова обратимся к Фиг. 2A, вышеописанный кузов B транспортного средства перемещается от процесса P13 горячей сушки электроосаждаемой краски к процессу P6 окончательного контроля на Фиг. 1A и Фиг. 1B, будучи загруженным на транспортировочную тележку 50. Транспортировочная тележка 50 в соответствии с одним или более вариантами выполнения настоящего изобретения изготовлена в виде прямоугольного несущего корпуса на виде в плане и имеет основание 51, состоящее из достаточно жесткого корпуса для поддержания кузова B транспортного средства, четыре колеса 54, обеспеченные на нижней поверхности основания 51, и два передних крепления 52 и два задних крепления 53, обеспеченные на верхней поверхности основания 51. Правое и левое передние крепления 52 поддерживают правую и левую передние нижние части B6 (например, элементы передней стороны) кузова B транспортного средства соответственно, а правое и левое задние крепления 53 поддерживают правую и левую задние нижние части B7 (например, элементы задней стороны) кузова B транспортного средства соответственно. Эти четыре крепления 52 и 53 горизонтально поддерживают кузов B транспортного средства. Четыре колеса 54 вращаются вдоль рельс 41, которые находятся с правой и левой сторон конвейера 40. Как описано выше, в одном или более вариантах выполнения настоящего изобретения кузов B транспортного средства может перемещаться вперед или также может перемещаться назад в части или во всех процессах технологической линии PL нанесения покрытия.
[0040] Далее будет описана печь 1 для горячей сушки краски верхнего покрытия в соответствии с одним или более вариантами выполнения настоящего изобретения. Фиг. 3A представляет собой вид сбоку, иллюстрирующий схематическую конфигурацию печи для горячей сушки краски верхнего покрытия в соответствии с одним или более вариантами выполнения настоящего изобретения, Фиг. 3B представляет собой ее вид в плане, Фиг. 4A представляет собой вид в разрезе вдоль линии 4A-4A на Фиг. 3A и Фиг. 3B, и Фиг. 4B представляет собой вид в разрезе вдоль линии 4B-4B на Фиг. 3A и Фиг. 3B.
[0041] Как проиллюстрировано на Фиг. 3A, Фиг. 3B, Фиг. 4A и Фиг. 4B, печь 1 для горячей сушки краски верхнего покрытия в соответствии с одним или более вариантами выполнения настоящего изобретения содержит корпус 10 печи, устройство 20 подачи горячего воздуха и устройство 30 отвода воздуха. Как проиллюстрировано на виде сбоку, показанном на Фиг. 3A, корпус 10 печи в соответствии с одним или более вариантами выполнения настоящего изобретения представляет собой холмообразную печь для горячей сушки, которая включает в себя участок 11 подъема с входной стороны, участок 13 спуска с выходной стороны и участок 12 приподнятого пола между участком 11 подъема и участком 13 спуска. С другой стороны, как проиллюстрировано на видах в разрезе на Фиг. 4A и Фиг. 4B, корпус 10 печи представляет собой прямоугольную печь для горячей сушки, которая имеет поверхность 14 потолка, пару боковых поверхностей 15 и 15 стенок справа и слева и поверхность 16 пола. На виде сбоку на Фиг. 3A и виде в плане на Фиг. 3B левая сторона показывает зону схватывания верхнего покрытия в конце камеры для нанесения краски верхнего покрытия и входную сторону корпуса 10 печи, тогда как правая сторона показывает выходную сторону корпуса 10 печи. Кузова B транспортных средств, загруженные на транспортировочные тележки 50, перемещаются вперед слева направо на Фиг. 3A и Фиг. 3B. То есть кузова B транспортных средств, перемещаемые в печи 1 для горячей сушки краски верхнего покрытия в соответствии с одним или более вариантами выполнения настоящего изобретения, перемещаются влево, как проиллюстрировано на Фиг. 2A.
[0042] Поверхность 16 пола участка 12 приподнятого пола корпуса 10 печи имеет приблизительно такую же высоту, что и открытый верхний концевой край входа корпуса 10 печи и открытый верхний концевой край выхода корпуса 10 печи. Благодаря такой конструкции может быть предотвращено просачивание горячего воздуха, подаваемого в участок 12 приподнятого пола, наружу корпуса 10 печи через вход или выход. На поверхности 16 пола корпуса 10 печи вдоль направления продолжения корпуса 10 печи установлен конвейер 40. Конвейер 40 перемещает транспортировочные тележки 50, на которые загружены кузова B транспортных средств.
[0043] Устройство 20 подачи горячего воздуха представляет собой оборудование для подачи производимого горячего воздуха в участок 12 приподнятого пола корпуса 10 печи, и, как проиллюстрировано на Фиг. 4A и Фиг. 4B, содержит вентилятор 21 подачи воздуха, фильтр 22 подачи воздуха, горелку 23, каналы 24 подачи воздуха, первые отверстия 25 выпуска горячего воздуха и вторые отверстия 26 выпуска горячего воздуха. Вентилятор 21 подачи воздуха представляет собой оборудование для подачи входящего воздуха снаружи в участок 12 приподнятого пола корпуса 10 печи. Фильтр 22 подачи воздуха, который присоединен к впускной стороне вентилятора 21 подачи воздуха, фильтрует входящий снаружи воздух для удаления пыли и т.п. Это позволяет вентилятору 21 подачи воздуха всасывать чистый воздух. Горелка 23, которая присоединена к выпускной стороне вентилятора 21 подачи воздуха, нагревает воздух, выпускаемый из вентилятора 21 подачи воздуха, до заданной температуры. Это обеспечивает подачу входящего воздуха в участок 12 приподнятого пола корпуса 10 печи в виде струй горячего воздуха.
[0044] Как проиллюстрировано на Фиг. 4A и Фиг. 4B, каналы 24 подачи воздуха расположены вдоль направления перемещения кузовов B транспортных средств на поверхности 14 потолка и на правой и левой боковых поверхностях 15 и 15 стенок корпуса 10 печи. В одном или более вариантах выполнения настоящего изобретения участок 12 приподнятого пола представляет собой область существенного нагрева. Каждое из первых отверстий 25 выпуска горячего воздуха и вторых отверстий 26 выпуска горячего воздуха состоит из множества прямоугольных щелей (отверстий), которые образованы с заданными интервалами вдоль направления продолжения каналов 24 подачи воздуха, расположенных в участке 12 приподнятого пола корпуса 10 печи, и пластин направления воздушного потока, которые при необходимости могут быть обеспечены на щелях. Первые отверстия 25 выпуска горячего воздуха и вторые отверстия 26 выпуска горячего воздуха обеспечены так, чтобы соответственные отверстия щелей или соответственные пластины направления воздушного потока были направлены на среднюю часть или заданные участки (вышеописанные покрытые поверхности узких участков N1 и N2) корпуса 10 печи. Это обеспечивает направление горячего воздуха, подаваемого из вентилятора 21 подачи воздуха, на заданные участки кузова B транспортного средства, который перемещается в корпусе 10 печи.
[0045] Как проиллюстрировано на Фиг. 3A и Фиг. 3B, участок 12 приподнятого пола, который представляет собой область существенного нагрева печи 1 для горячей сушки краски верхнего покрытия, состоит из первого корпуса 121 печи, обеспеченного на выходной стороне, и второго корпуса 122 печи, обеспеченного на входной стороне. Первый корпус 121 печи имеет поперечную ширину W3, соответствующую ширине W1 кузова B транспортного средства в состоянии, в котором передние двери D1 и задние двери D2 закрыты (в строгом смысле, состояние, в котором двери имеют малую степень открытия, чтобы внутренние части дверей и оконные рамы дверей не контактировали с проемными частями B2 и B3 дверей). С другой стороны, второй корпус 122 печи имеет поперечную ширину W4, соответствующую ширине W2 кузова B транспортного средства в состоянии, в котором передние двери D1 и задние двери D2 открыты (состояние, в котором двери полностью открыты или имеют степень открытия, близкую к полностью открытому состоянию). Поперечная ширина W4 больше поперечной ширины W3 первого корпуса 121 печи (W3<W4). В данном контексте поперечная ширина первого корпуса 121 печи и второго корпуса 122 печи означает расстояние между внутренними сторонами противоположных боковых поверхностей 15 и 15 стенок, то есть размер по ширине, имеющий такое пространство, чтобы не задевать кузов B транспортного средства.
[0046] Как проиллюстрировано на виде в плане на Фиг. 3B, в участке 12 приподнятого пола в соответствии с одним или более вариантами выполнения настоящего изобретения боковые поверхности, соединяющие концевые части боковых поверхностей 15 стенок первого корпуса 121 печи и концевые части боковых поверхностей 15 стенок второго корпуса 122 печи обеспечены в виде косых поверхностей 123 стенок, которые имеют размеры, уменьшающиеся в направлении от второго корпуса 122 печи к первому корпусу 121 печи. Это способствует плавному потоку горячего воздуха через соединительный участок между первым корпусом 121 печи и вторым корпусом 122 печи и может предотвращать скапливание горячего воздуха в нем. Как проиллюстрировано на Фиг. 3B, боковые поверхности, соединяющие концевые части боковых поверхностей 15 стенок второго корпуса 122 печи и концевые части боковых поверхностей стенок участка 11 подъема с входной стороны также обеспечены в виде косых поверхностей 123 стенок, которые имеют размеры, уменьшающиеся в направлении от второго корпуса 122 печи к участку 11 подъема, но при необходимости они могут быть опущены.
[0047] Участок 12 приподнятого пола в соответствии с одним или более вариантами выполнения настоящего изобретения представляет собой область существенного нагрева. Как проиллюстрировано на Фиг. 3A и Фиг. 3B, второй корпус 122 печи представляет собой область существенного повышения температуры, в которой повышается температура кузовов B транспортных средств, а последующий первый корпус 121 печи представляет собой область поддержания температуры, в которой поддерживается температура кузовов B транспортных средств. По этим причинам второй корпус 122 печи обеспечен первыми отверстиями 25 выпуска горячего воздуха и вторыми отверстиями 26 выпуска горячего воздуха, как проиллюстрировано на Фиг. 4A, тогда как первый корпус 121 печи обеспечен только первыми отверстиями 25 выпуска горячего воздуха, как проиллюстрировано на Фиг. 4B. В альтернативном варианте выполнения каналы 24 подачи воздуха области повышения температуры второго корпуса 122 печи, который обеспечен первыми отверстиями 25 выпуска горячего воздуха и вторыми отверстиями 26 выпуска горячего воздуха, как проиллюстрировано на Фиг. 4A, и каналы 24 подачи воздуха области поддержания температуры первого корпуса 121 печи, который обеспечен только первыми отверстиями 25 выпуска горячего воздуха, как проиллюстрировано на Фиг. 4B, могут быть изолированы друг от друга, и вентилятор 21 подачи воздуха, фильтр 22 подачи воздуха и горелка 23 могут быть обеспечены для каждой изолированной области для регулировки температуры и расхода потока горячего воздуха, подаваемого в изолированные области.
[0048] Как проиллюстрировано на Фиг. 4A, вторые отверстия 26 выпуска горячего воздуха, обеспеченные во втором корпусе 122 печи, расположены на верхних частях и нижних частях каналов 24 и 24 подачи воздуха и на правой и левой боковых поверхностях 15 и 15 стенок второго корпуса 122 печи. Передняя часть каждого второго отверстия 26 выпуска горячего воздуха может быть выполнена с возможностью включать в себя направляющие части, которые представляют один тип пластин направления воздушного потока. Вторые отверстия 26 выпуска горячего воздуха, обеспеченные на верхней стороне, открыты по направлению к входной стороне и под наклоном вниз, тогда как вторые отверстия 26 выпуска горячего воздуха, обеспеченные на нижней стороне, открыты по направлению к входной стороне и под наклоном вверх. Следовательно, вторые отверстия 26 выпуска горячего воздуха обеспечены так, что при прохождении кузова B транспортного средства перед вторыми отверстиями 26 выпуска горячего воздуха отверстия ориентированы по направлению к окрашенным поверхностям узких участков N1 и N2 вблизи шарниров H, которые крепят боковые двери D к основному корпусу B1 кузова.
[0049] Таким образом, вторые отверстия 26 выпуска горячего воздуха открыты по направлению к входной стороне. В связи с этим во втором корпусе 122 печи горячий воздух может легко выпускаться по направлению к областям вблизи шарниров H кузова B транспортного средства, который перемещается в состоянии открытых боковых дверей D. В дополнение, поскольку вторые отверстия 26 выпуска горячего воздуха обеспечены на верхних частях и нижних частях боковых поверхностей 15 и 15 стенок, горячий воздух из вторых отверстий 26 выпуска горячего воздуха, обеспеченных на верхних частях, выпускается главным образом на верхнюю сторону областей вблизи шарниров H, тогда как горячий воздух из вторых отверстий 26 выпуска горячего воздуха, обеспеченных на нижних частях, выпускается главным образом на нижнюю сторону областей вблизи шарниров H. Таким образом, покрытые поверхности узких участков N1 и N2 вблизи шарниров H могут быть подвергнуты равномерной горячей сушке.
[0050] Второй корпус 122 печи участка 12 приподнятого пола также действует в качестве области повышения температуры корпуса 10 печи, и в связи с этим предпочтительно обеспечение первых отверстий 25 выпуска горячего воздуха на соответственных каналах 24 и 24 подачи воздуха поверхности 14 потолка и боковых поверхностей 15 стенок. Что касается первых отверстий 25 выпуска горячего воздуха, обеспеченных на каналах 24 подачи воздуха боковых поверхностей 15 стенок, предпочтительно образование направляющих частей с таким углом выпуска, что, как проиллюстрировано полыми стрелками на Фиг. 4C, горячий воздух выпускается непосредственно на открытые передние двери D1 и задние двери D2 кузова B транспортного средства, который перемещается вперед. Это позволяет повышение не только температуры покрытых поверхностей узких участков N1 и N2 вблизи шарниров H, но также температуры внешних частей кузова, включающих в себя боковые двери D1 и D2.
[0051] В отличие от этого первый корпус 121 печи предпочтительно обеспечен только первыми отверстиями 25 выпуска горячего воздуха, как проиллюстрировано на Фиг. 4B, на каналах 24 и 24 подачи воздуха поверхности 14 потолка и боковых поверхностей 15 стенок. Первые отверстия 25 выпуска горячего воздуха, обеспеченные на правой и левой боковых поверхностях 15 и 15 стенок первого корпуса 121 печи, расположены так, что при прохождении кузова B транспортного средства перед первыми отверстиями 25 выпуска горячего воздуха, отверстия или пластины направления воздушного потока ориентированы по направлению к внешним частям кузова, таким как передние крылья B11, боковые двери D, боковые пороги B9 и задние крылья B12 кузова B транспортного средства. Первые отверстия 25 выпуска горячего воздуха, обеспеченные на поверхности 14 потолка, расположены так, что при прохождении кузова B транспортного средства перед первыми отверстиями 25 выпуска горячего воздуха, отверстия или пластины направления воздушного потока ориентированы по направлению к внешним частям кузова, таким как капот F, крыша B13 и крышка T багажника кузова B транспортного средства. Первые отверстия 25 выпуска горячего воздуха, выполненные как указано выше, выпускают горячий воздух на весь кузов B транспортного средства для поддержания температуры, которая повысилась при прохождении через второй корпус 122 печи, всего кузова B транспортного средства, включая внешние части кузова.
[0052] Без особых ограничений в первом корпусе 121 печи и втором корпусе 122 печи количество тепла горячего воздуха, выпускаемого из вторых отверстий 26 выпуска горячего воздуха, предпочтительно установлено больше, чем количество тепла горячего воздуха, выпускаемого из первых отверстий 25 выпуска горячего воздуха. В одном или более вариантах выполнения настоящего изобретения скорость потока горячего воздуха, выпускаемого из вторых отверстий 26 выпуска горячего воздуха, больше скорости потока горячего воздуха, выпускаемого из первых отверстий 25 выпуска горячего воздуха, для установки большего количества тепла горячего воздуха, выпускаемого из вторых отверстий 26 выпуска горячего воздуха. В частности, предпочтительно, что скорость потока горячего воздуха, выпускаемого из первых отверстий 25 выпуска горячего воздуха, проиллюстрированных на Фиг. 4A и Фиг. 4B, составляет около 3 м/с вблизи покрытых поверхностей внешних частей кузова B транспортного средства, тогда как скорость потока горячего воздуха, выпускаемого из вторых отверстий 26 выпуска горячего воздуха, установлена на значении около 10 м/с.
[0053] Устройство 30 отвода воздуха представляет собой оборудование для отвода испаряемого растворителя в корпусе 10 печи наружу системы, как проиллюстрировано на Фиг. 4A и Фиг. 4B, и содержит вентилятор 31 отвода воздуха, фильтр 32 отвода воздуха, каналы 33 отвода воздуха и отверстия 34 впуска воздуха. Вентилятор 31 отвода воздуха представляет собой устройство, которое всасывает горячий воздух в корпусе 10 печи и отводит горячий воздух наружу системы или направляет горячий воздух на основную сторону устройства 20 подачи горячего воздуха, и функционирует для удаления пыли и т.п. и регулировки давления горячего воздуха в корпусе 10 печи. Фильтр 32 отвода воздуха обеспечен на выпускной стороне вентилятора 31 отвода воздуха. Горячий воздух всасывается вентилятором 31 отвода воздуха и проходит через фильтр 32 отвода воздуха для выпуска наружу системы или возврата в устройство 20 подачи горячего воздуха. Каналы 33 отвода воздуха обеспечены вдоль направления перемещения кузова B транспортного средства на правой и левой боковых поверхностях 15 и 15 стенок корпуса 10 печи. Отверстия 34 впуска воздуха состоят из щелей, которые образованы с заданными интервалами на каналах 33 отвода воздуха, расположенных в корпусе 10 печи.
[0054] Далее в качестве примера будут описаны элемент 60 удержания дверей открытыми/закрытыми и механизм 70 открывания/закрывания дверей. Элемент 60 удержания дверей открытыми/закрытыми выполнен с возможностью удержания боковых дверей D1 и D2 в закрытом состоянии в участке 11 подъема на входной стороне, удержания боковых дверей D1 и D2 в открытом состоянии во втором корпусе 122 печи и удержания боковых дверей D1 и D2 снова в закрытом состоянии в первом корпусе 121 печи. Механизм 70 открывания/закрывания дверей выполнен с возможностью открывания и закрывания боковых дверей D1 и D2 с использованием элемента 60 удержания дверей открытыми/закрытыми. Фиг. 5A представляет собой вид в перспективе, иллюстрирующий пример элемента 60 удержания дверей открытыми/закрытыми, используемого в печи 1 для горячей сушки краски верхнего покрытия в соответствии с одним или более вариантами выполнения настоящего изобретения, Фиг. 5B представляет собой вид сзади Фиг. 5A, Фиг. 5C представляет собой вид в плане Фиг. 5A, и Фиг. 5D представляет собой разобранный вид в перспективе, иллюстрирующий соединительную часть 64 элемента 60 удержания дверей открытыми/закрытыми, проиллюстрированного на Фиг. 5A-Фиг. 5C. Что касается существенных признаков печи для горячей сушки краски и способа горячей сушки краски в соответствии с настоящим изобретением, достаточно, чтобы боковые двери D могли удерживаться в открытом состоянии и в закрытом состоянии, и в связи с этим средство реализации этого не ограничивается следующими далее признаками элемента 60 удержания дверей открытыми/закрытыми.
[0055] Как проиллюстрировано на Фиг. 5A-Фиг. 5C, элемент 60 удержания дверей открытыми/закрытыми в соответствии с одним или более вариантами выполнения настоящего изобретения содержит фиксирующую раму 61, прикрепленную к двери, фиксирующую раму 62, прикрепленную к кузову, рабочий стержень 63, прикрепленный к фиксирующей раме 61, и соединительную часть 64, которая соединяет фиксирующую раму 61 и фиксирующую раму 62 с возможностью открывания и закрывания.
[0056] Фиксирующая рама 61, прикрепленная к двери, состоит из круглого стержня или трубы, выполненной из металла, и имеет основную концевую часть 612 и свободную концевую часть 611. Основная концевая часть 612 прикреплена к соединительной части 64, которая будет описана позже, путем сварки, сплющивания или т.п. Свободная концевая часть 611 согнута в заданную форму так, чтобы иметь возможность зацепления с рабочим отверстием D11 внутренней панели боковой двери D1. Рабочий стержень 63 прикреплен к фиксирующей раме 61 путем сварки или т.п. и продолжается до оконного проема боковой двери D. Рабочий стержень 63 обеспечен для управления элементом 60 удержания дверей открытыми/закрытыми с использованием механизма 70 открывания/закрывания дверей, который будет описан позже.
[0057] Фиксирующая рама 62, прикрепленная к кузову, выполнена с возможностью включать в себя раму 621, вращательный корпус 622 и корпус 623 регулируемого вращения. Рама 621 состоит из круглого стержня или трубы, выполненной из металла, и имеет основной конец и свободный конец. Основной конец прикреплен к соединительной части 64, которая будет описана позже, путем сварки, сплющивания или т.п. Свободный конец прикреплен к вращательному корпусу 622. Вращательный корпус 622, который поддерживает раму 621, имеет нижний конец, который вставлен в отверстие, образованное на внутренней панели бокового порога B9. Корпус 623 регулируемого вращения, который поддерживает вращательный корпус 622 с возможностью вращения, размещен на боковом пороге B9 проемной части B2 двери. То есть, как проиллюстрировано на Фиг. 5A-Фиг. 5C, корпус 623 регулируемого вращения состоит из углового материала, имеющего L-образное сечение и размещенного на верхней поверхности бокового порога B9 для регулировки собственного вращения. В отличие от этого вращательный корпус 622 поддерживается корпусом 623 регулируемого вращения с возможностью вращения, и нижний конец вращательного корпуса 622 вставлен в отверстие, образованное на внутренней панели бокового порога B9. При перемещении рамы 621 в соответствии с операцией открывания/закрывания боковой двери D вращательный корпус 622 вращается соответственным образом.
[0058] Как проиллюстрировано на Фиг. 5D, соединительная часть 64 содержит неподвижную часть 641, вращательную часть 642, кулачковую пластину 643, собачку 644 регулировки обратного вращения, вращательный вал 645, поворотный вал 646 и торсионную винтовую пружину 647. Один конец неподвижной части 641 прикреплен путем сварки, сплющивания или т.п. к основной концевой части 612 фиксирующей рамы 61, прикрепленной к двери. Вращательная часть 642 прикреплена путем сварки, сплющивания или т.п. к концевой части рамы 621 фиксирующей рамы 62, прикрепленной к кузову. Вращательная часть 642 поддерживается с возможностью вращения неподвижной частью 641 посредством вращательного вала 645, то есть поддерживается неподвижной частью 641 так, чтобы иметь возможность относительного вращения вокруг вращательного вала 645 относительно неподвижной части 641.
[0059] Далее направление вращения вращательной части 642, проиллюстрированное на Фиг. 5C в направлении R, в котором относительный угол θ открытия вращательной части 642 относительно неподвижной части 641 уменьшается, то есть направление закрывания боковой двери D, будет называться «положительное направление R вращения» вращательной части 642. С другой стороны, направление вращения вращательной части 642 в противоположном направлении L, в котором относительный угол θ открытия вращательной части 642 увеличивается, то есть направление открывания боковой двери D, будет называться «отрицательное направление L вращения» вращательной части 642.
[0060] Неподвижная часть 641 обеспечена парой приблизительно круглых пластин 641a и 641a с втулками для вала, которые обращены друг к другу для образования определенного пространства, при этом вращательная часть 642 обеспечена парой храповых пластин 642a и 642a, которые обращены друг к другу для образования определенного пространства. Каждая из внешних краевых частей храповых пластин 642a и 642a обеспечена множеством (два в этом примере) храповых зубцов 642b, которые расположены друг за другом с заданным шагом. Эти храповые зубцы 642b образованы с определенным шагом, который позволяет зацепление вращательной части 642 с собачкой 644 регулировки обратного вращения так, что угол θ открытия вращательной части 642 относительно неподвижной части 641 может принимать множество угловых положений между углом в состоянии закрытой боковой двери D и углом в состоянии открытой боковой двери D. В одном или более вариантах выполнения настоящего изобретения количество храповых зубцов 642b на каждой стороне, то есть количество ступеней регулировки угла θ открытия вращательной части 642 (угол открытия боковой двери D), особо не ограничено. Например, между смежными ступенями могут быть обеспечены одна или более ступеней.
[0061] Вращательная часть 642 выполнена за одно целое с первой упорной частью 642c и второй упорной частью 642d, которые входят в контакт с первой выступающей частью 643a и второй выступающей частью 643b кулачковой пластины 643 соответственно. Первая упорная часть 642c и вторая упорная часть 642d обеспечены на обеих верхней и нижней концевых частях вращательной части 642 между храповыми пластинами 642a и 642a. Как проиллюстрировано на Фиг. 5D, храповые пластины 642a и 642a вращательной части 642 расположены между пластинами 641a и 641a с втулками для вала неподвижной части 641, и в этом состоянии вращательный вал 645, состоящий из заклепки, вставляется в соответственные отверстия для вала, обеспеченные в центральной части пластин 641a и 641a с втулками для вала и центральной части храповых пластин 642a и 642a, и крепится к ним так, чтобы не выпадать. Это позволяет поддерживание вращательной части 642 вращательным валом 645 с возможностью вращения относительно неподвижной части 641. Дополнительно между храповыми пластинами 642a и 642a вращательной части 642 расположена кулачковая пластина 643, и в этом состоянии вращательный вал 645 вставляется в отверстие для вала, обеспеченное в центральной части кулачковой пластины 643. Это позволяет поддерживание кулачковой пластины 643 вращательным валом 645 с возможностью вращения относительно неподвижной части 641, подобно вращательной части 642.
[0062] Собачка 644 регулировки обратного вращения, которая регулирует обратное вращение вращательной части 642 (направление открывания боковой двери D), расположена между пластинами 641a и 641a с втулками для вала неподвижной части 641, и в этом состоянии поворотный вал 646, состоящий из заклепки, вставляется в отверстия для вала, обеспеченные в пластинах 641a и 641a с втулками для вала, и отверстие для вала, обеспеченное в собачке 644 регулировки обратного вращения, и крепится к ним так, чтобы не выпадать. Это позволяет поддержание собачки 644 регулировки обратного вращения поворотным валом 646 с возможностью поворота относительно неподвижной части 641. Свободный конец собачки 644 регулировки обратного вращения обеспечен двумя элементами 644a и 644a собачки, которые могут зацепляться с храповыми зубцами 642b храповых пластин 642a и 642a. Собачка 644 регулировки обратного вращения вращательно смещается торсионной винтовой пружиной 647, прикрепленной к поворотному валу 646, в направлении по часовой стрелке, то есть в направлении зацепления с храповыми зубцами 642b и 642b.
[0063] При повороте собачки 644 регулировки обратного вращения вокруг поворотного вала 646 в направлении по часовой стрелке на Фиг. 5D элементы 644a и 644a собачки одновременно зацепляются с двумя смежными храповыми зубцами 642b и 642b одной ступени для регулировки вращения вращательной части 642 в отрицательном направлении L вращения (т.е. направлении обратного вращения или направлении открывания боковой двери D). С другой стороны, при повороте собачки 644 регулировки обратного вращения в направлении против часовой стрелки элементы 644a и 644a собачки одновременно высвобождаются из храповых зубцов 642b и 642b, тем самым позволяя вращение вращательной части 642 в отрицательном направлении L вращения (т.е. направлении обратного вращения или направлении открывания боковой двери D). Таким образом, в состоянии, в котором элементы 644a собачки 644 регулировки обратного вращения зацеплены храповыми зубцами 642b, вращение вращательной части 642 в отрицательном направлении L вращения (направление открывания боковой двери D) регулируется, как описано выше, но при попытке вращения вращательной части 642 из этого состояния в положительном направлении R вращения (направление закрывания боковой двери D) храповые зубцы 642b толкают элементы 644a собачки против смещающего усилия торсионной винтовой пружины 647 в направлении освобождения, тем самым освобождая зацепление между элементами 644a собачки и храповыми зубцами 642b.
[0064] Как проиллюстрировано на Фиг. 5D, приблизительно половина внешней краевой части кулачковой пластины 643 со стороны, обращенной к собачке 644 регулировки обратного вращения, обеспечена первой выступающей частью 643a и второй выступающей частью 643b, которые вступают в контакт с первой упорной частью 642c и второй упорной частью 642d вращательной части 642 соответственно, краевой углубленной частью 643c для обеспечения зацепления элементов 644a собачки с храповыми зубцами 642b, краевой выступающей частью 643d, образованной в форме немного большей дуги, чем храповые пластины 642a, чтобы регулировать зацепление элементов 644a собачки с храповыми зубцами 642b, и направляющей частью 643e, образованной под наклоном от краевой углубленной части 643c до краевой выступающей части 643d.
[0065] В соединительной части 64, выполненной, как описано выше, в состоянии, в котором вращательная часть 642 открыта относительно неподвижной части 641, как проиллюстрировано на Фиг. 5D, элементы 644a собачки 644 регулировки обратного вращения расположены в краевой углубленной части 643c кулачковой пластины 643, и в связи с этим собачка 644 регулировки обратного вращения смещается смещающим усилием торсионной винтовой пружины 647 в направлении зацепления для зацепления элементов 644a собачки с храповыми зубцами 642b. Это регулирует вращение вращательной части 642 в направлении увеличения угла θ открытия вращательной части 642, то есть в отрицательном направлении L вращения (направлении открывания боковой двери D). При вращении вращательной части 642 из этого состояния в направлении уменьшения угла θ открытия, то есть в положительном направлении R вращения (направлении закрывания боковой двери D), храповые зубцы 642b толкают элементы 644a собачки против смещающего усилия торсионной винтовой пружины 647 в направлении освобождения так, что элементы 644a собачки соскакивают с храповых зубцов 642b и затем зацепляются со следующими храповыми зубцами 642b за счет смещающего усилия винтовой пружины 647. Это снова регулирует вращение вращательной части 642 в отрицательном направлении L вращения (направление открывания боковой двери D). Таким образом, элементы 644a собачки 644 регулировки обратного вращения последовательно перемещаются между двумя парами храповых зубцов 642b, тем самым позволяя вращение вращательной части 642 в положительном направлении R вращения (положительное вращение в направлении закрывания боковой двери D), а с другой стороны, элементы 644a собачки зацепляются с храповыми зубцами 642b, тем самым регулируя вращение вращательной части 642 в отрицательном направлении L вращения (отрицательное вращение в направлении открывания боковой двери D). Другими словами, путем захвата рабочего стержня 63 элемента 60 удержания дверей открытыми/закрытыми для толкания его в направлении закрывания боковой двери D, можно перемещать боковую дверь D из открытого состояния в закрытое состояние.
[0066] В соединительной части 64 в соответствии с одним или более вариантами выполнения настоящего изобретения операция отмены регулировки вращения вращательной части 642 в отрицательном направлении L вращения (направлении открывания боковой двери D), то есть операция отмены регулировки обратного вращения, выполняется следующим образом. Сначала вращательная часть 642 существенно поворачивается в положительном направлении (направление закрывания боковой двери D) до тех пор, пока угол θ открытия вращательной части 642 не станет меньше заданного угла отмены регулировки. В ходе этой операции положительного вращения первая упорная часть 642c вращательной части 642 вступает в контакт с первой выступающей частью 643a кулачковой пластины 643 для вращения кулачковой пластины 643 вместе с вращательной частью 642 в положительном направлении. В соответствии с этой операцией положительного вращения элементы 644a собачки 644 регулировки обратного вращения толкаются против смещающего усилия торсионной винтовой пружины 647 в направлении освобождения вдоль направляющей части 643e кулачковой пластины 643, тем самым приходя в состояние движения на краевой выступающей части 643d. Таким образом, поддерживается состояние освобождения зацепления элементов 644a собачки с храповыми зубцами 642b, то есть поддерживается состояние отмены регулировки вращения вращательной части 642 в отрицательном направлении L вращения (направление открывания боковой двери D). Следовательно, это состояние позволяет вращение вращательной части 642 в отрицательном направлении L вращения. Затем при вращении вращательной части 642 в отрицательном направлении во время отмены регулировки вращения вращательной части 642 в отрицательном направлении L вращения, вторая упорная часть 642d вращательной части 642 вступает в контакт со второй выступающей частью 643b кулачковой пластины 643 для вращения кулачковой пластины 643 вместе с вращательной частью 642 в отрицательном направлении. При вращении вращательной части 642 до тех пор, пока угол θ открытия не станет максимальным углом открытия, вторая упорная часть 642d вращательной части 642 толкает вторую выступающую часть 643b кулачковой пластины 643 для вращения кулачковой пластины 643 в отрицательном направлении. Посредством этой операции элементы 644a собачки 644 регулировки обратного вращения проходят от краевой выступающей части 643d кулачковой пластины 643 по направляющей части 643e для размещения в краевой углубленной части 643c. Это позволяет зацепление элементов 644a собачки с храповыми зубцами 642b, тем самым регулируя вращение вращательной части 642 в отрицательном направлении L вращения (направлении открывания боковой двери D).
[0067] Короче говоря, во втором корпусе 122 печи, проиллюстрированном на Фиг. 3B и Фиг. 4A, боковые двери D1 и D2 находятся в полностью открытом состоянии или открытом состоянии с углом, близким к углу полностью открытого состояния, и это состояние соответствует случаю, в котором угол θ соединительной части 64 элемента 60 удержания дверей открытыми/закрытыми является большим. В отличие от этого в первом корпусе 121 печи, проиллюстрированном на Фиг. 3B и Фиг. 4B, боковые двери D1 и D2 находятся в слегка приоткрытом состоянии с углом, близким к углу полностью закрытого состояния, и это состояние соответствует случаю, в котором угол θ соединительной части 64 элемента 60 удержания дверей открытыми/закрытыми является небольшим. В участке 11 подъема с левой стороны на Фиг. 3B боковые двери D1 и D2 находятся в слегка приоткрытом состоянии с углом, близким к углу полностью закрытого состояния, поэтому вращение в направлении полностью открытого состояния регулируется. При перемещении боковых дверей D1 и D2 из этого состояния дальше в направлении их закрывания (направление уменьшения угла θ) регулировка обратного вращения соединительной части 64 отменяется, как описано выше. Затем при открывании боковых дверей D1 и D2 из этого состояния в направлении полностью открытого состояния (направление увеличение угла θ) боковые двери D1 и D2 приводятся и поддерживаются в полностью открытом состоянии или открытом состоянии с углом, близким к углу полностью открытого состояния. В отличие от этого во втором корпусе 122 печи на Фиг. 3B боковые двери D1 и D2 находятся в полностью открытом состоянии или открытом состоянии с углом, близким к углу полностью открытого состояния, поэтому вращение соединительной части 64 в положительном направлении вращения разрешено, как описано выше. В связи с этим при закрывании боковых дверей D1 и D2 в конце второго корпуса 122 печи боковые двери D1 и D2 просто толкаются в направлении их закрывания, тем самым переходя и поддерживаясь в слегка приоткрытом состоянии с углом, близким к углу полностью закрытого состояния.
[0068] Для выполнения такой операции открывания и операции закрывания боковых дверей D1 и D2, как проиллюстрировано на Фиг. 3B, обеспечен механизм 70 открывания/закрывания дверей в распределенном порядке справа и слева от начала и конца второго корпуса 122 печи. Механизм 70 открывания/закрывания дверей в соответствии с одним или более вариантами выполнения настоящего изобретения включает в себя механизмы 71 открывания дверей, которые расположены в начале второго корпуса 122 печи (или могут быть расположены в конце предыдущего участка 11 подъема), механизмы 72 закрывания дверей, которые расположены в конце второго корпуса 122 печи, и ограничительные переключатели или т.п. (не проиллюстрированы), которые обнаруживают достижение кузовами B транспортных средств механизмов 71 открывания дверей и механизмов 72 закрывания дверей.
[0069] Как проиллюстрировано на Фиг. 5B, каждый механизм 71 открывания дверей выполнен с возможностью включать в себя рычаг 711, который захватывает рабочий стержень 63 элемента 60 удержания дверей открытыми/закрытыми (рычаг 711 имеет на его свободном конце руку 713 для захвата рабочего стержня 63), и приводной блок 712, который приводит рычаг 711 в движение назад и вперед. Как описано выше, при открывании боковых дверей D1 и D2 из закрытого состояния боковые двери D1 и D2 слегка перемещаются в направлении закрывания боковых дверей D1 и D2 и затем перемещаются в направлении их открывания. В связи с этим достаточно, чтобы приводной блок 712 мог управлять рычагом 711 для выполнения этой операции. После обнаружения ограничительными переключателями или т.п. достижения кузовом B транспортного средства заданного положения относительно механизмов 71 открывания дверей, приводной блок 712 управляет рычагом 711 для перемещения вперед, захвата рабочего стержня 63, перемещения вперед в направлении закрывания, перемещения назад в полностью открытое состояние или состояние со степенью открытия, близкой к полностью открытому состоянию, освобождения захвата рабочего стержня 63 и перемещения назад в исходное положение. Такая работа приводного блока 712 может быть достигнута с использованием робота или специализированного приводного устройства.
[0070] С другой стороны, каждый механизм 72 закрывания дверей выполнен с возможностью включать в себя, как обозначено ссылочными позициями в скобках на Фиг. 5B, рычаг 721, который захватывает рабочий стержень 63 элемента 60 удержания дверей открытыми/закрытыми (рычаг 721 имеет на его свободном конце руку 723 для захвата рабочего стержня 63), и приводной блок 722, который приводит рычаг 721 в движение назад и вперед. Как описано выше, при закрывании боковых дверей D1 и D2 из открытого состояния достаточно простого перемещения боковых дверей D1 и D2 из открытого состояния в направлении закрывания боковых дверей D1 и D2. В связи с этим достаточно, чтобы приводной блок 722 мог управлять рычагом 721 для выполнения этой операции. После обнаружения ограничительными переключателями или т.п. достижения кузовом B транспортного средства заданного положения относительно механизмов 72 закрывания дверей, приводной блок 722 управляет рычагом 721 для перемещения вперед, захвата рабочего стержня 63, перемещения вперед в направлении закрывания до степени открытия, близкой к полностью закрытому состоянию, освобождения захвата рабочего стержня 63 и перемещения назад в исходное положение. Такая работа приводного блока 722 может быть достигнута с использованием робота или специализированного приводного устройства.
[0071] Фиг. 6 представляет собой вид в плане, иллюстрирующий схематическую конфигурацию печи для горячей сушки краски верхнего покрытия в соответствии с другим вариантом выполнения настоящего изобретения. Разрез вдоль линии 4A-4A на Фиг. 6 имеет такую же структуру, что и проиллюстрированная на Фиг. 4A, а разрез вдоль линии 4B-4B на Фиг. 6 имеет такую же структуру, что и проиллюстрированная на Фиг. 4B. В вышеописанной печи 1 для горячей сушки краски верхнего покрытия, проиллюстрированной на Фиг. 3A и Фиг. 3B, в соответствии с одним или более вариантами выполнения настоящего изобретения второй корпус 122 печи обеспечен в начале участка 12 приподнятого пола с входной стороны, но для печи для горячей сушки краски верхнего покрытия в соответствии с настоящим изобретением достаточно, чтобы второй корпус 122 печи был обеспечен по меньшей мере в любом месте участка 12 приподнятого пола. Например, печь 1 для горячей сушки краски верхнего покрытия в соответствии с другим вариантом выполнения, проиллюстрированным на Фиг. 6, представляет собой пример, в котором первый корпус 121 печи обеспечен в начале участка 12 приподнятого пола с входной стороны, а второй корпус 122 печи обеспечен после первого корпуса 121 печи. Также в такой печи 1 для горячей сушки краски верхнего покрытия в соответствии с другим вариантом выполнения горячая сушка в состоянии открытых боковых дверей D и горячая сушка в состоянии закрытых боковых дверей D может быть реализована, как в печи 1 для горячей сушки краски верхнего покрытия, проиллюстрированной на Фиг. 3A и Фиг. 3B. Фиг. 7 иллюстрирует пример печи 1 для горячей сушки краски верхнего покрытия в соответствии с еще одним вариантом выполнения, в котором первый корпус 121 печи обеспечен с входной стороны участка 12 приподнятого пола, а второй корпус 122 печи обеспечен с выходной стороны. Также в такой печи 1 для горячей сушки краски верхнего покрытия в соответствии с еще одним вариантом выполнения горячая сушка в состоянии открытых боковых дверей D и горячая сушка в состоянии закрытых боковых дверей D может быть реализована, как в печи 1 для горячей сушки краски верхнего покрытия, проиллюстрированной на Фиг. 3A и Фиг. 3B.
[0072] Печь 1 для горячей сушки краски верхнего покрытия и способ горячей сушки краски верхнего покрытия в соответствии с одним или более вариантами выполнения настоящего изобретения имеют следующие действия и эффекты:
(1) В большинстве случаев кузов B транспортного средства выполнен с возможностью включать в себя участок, который легко подвергается воздействию горячего воздуха, и участок, который с трудом подвергается воздействию горячего воздуха. Например, даже при перемещении кузовов B транспортных средств в печь 1 для горячей сушки краски верхнего покрытия в состоянии закрытых боковых дверей D горячий воздух с малой вероятностью пройдет вокруг узких участков N1 и N2 вблизи шарниров H1 и H2 боковых дверей D. В отличие от этого внешние части кузова, например, внешние панели боковых дверей D, могут непосредственно обдуваться горячим воздухом и, следовательно, легко нагреваться. По этим причинам, если условие настроек температуры горячего воздуха, времени прохождения и т.п. в печи 1 для горячей сушки краски верхнего покрытия адаптировано к узким участкам N1 и N2, которые нагреваются с трудом, не только внешние части кузова, которые могут быть легко нагреты, будут выходить за пределы стандарта гарантии качества, в значительной степени потребляя излишнюю энергию, но в некоторых случаях также может происходить пересушивание, ухудшающее качество покрытия. С другой стороны, если условие настроек температуры горячего воздуха, времени прохождения и т.п. в печи 1 для горячей сушки краски верхнего покрытия адаптировано к внешним частям кузова, которые могут быть легко нагреты, условие горячей сушки покровных пленок узких участков N1 и N2 не будет соответствовать стандарту гарантии качества, приводя к так называемой плохой просушке, и может происходить ухудшение свойств покровной пленки и отслаивание покровной пленки. В соответствии с одним или более вариантами выполнения настоящего изобретения во втором корпусе 122 печи, в котором кузова транспортных средств перемещаются в состоянии открытых боковых дверей D, горячий воздух локально выпускается на покрытые поверхности узких участков N1 и N2, нагрев которых является относительно сложным, тем самым обеспечивая равномерное условие горячей сушки по всей площади покровной пленки кузова B транспортного средства, не только повышая качество покровной пленки, на также достигая экономии энергии. Кроме того, первый корпус 121 печи имеет небольшую ширину печи, и в связи с этим общее пространство для корпуса 10 печи может быть минимизировано.
[0073] (2) В соответствии с одним или более вариантами выполнения настоящего изобретения, как проиллюстрировано на Фиг. 3A, Фиг. 3B, Фиг. 6 и Фиг. 7, боковые поверхности, соединяющие концевые части боковых поверхностей 15 стенок первого корпуса 121 печи и концевые части боковых поверхностей 15 стенок второго корпуса 122 печи, обеспечены в виде косых поверхностей 123 стенок, которые имеют размеры, уменьшающиеся от второго корпуса 122 печи к первому корпусу 121 печи. Следовательно, это может обеспечивать плавный поток горячего воздуха, образуемого в первом корпусе 121 печи и втором корпусе 122 печи, и предотвращать неравномерное распределение температуры вследствие скопления горячего воздуха в пограничной части между первым корпусом 121 печи и вторым корпусом 122 печи.
[0074] (3) В соответствии с одним или более вариантами выполнения настоящего изобретения, как проиллюстрировано на Фиг. 3A, Фиг. 3B, Фиг. 6 и Фиг. 7, вторые отверстия 26 выпуска горячего воздуха во втором корпусе 122 печи локально выпускают горячий воздух на влажные покровные пленки, нанесенные на основной корпус B1 кузова и боковые двери D вблизи шарниров H1 и H2, в состоянии открытых боковых дверей D. Таким образом, заданное условие горячей сушки может быть удовлетворено.
[0075] (4) В соответствии с одним или более вариантами выполнения настоящего изобретения, как проиллюстрировано на Фиг. 3A, Фиг. 3B, Фиг. 6 и Фиг. 7, вторые отверстия 26 выпуска горячего воздуха во втором корпусе 122 печи выпускают горячий воздух на влажные покровные пленки, нанесенные на внешние части кузова транспортного средства, в состоянии открытых боковых дверей D. Таким образом, может быть нагрет весь кузов B транспортного средства.
[0076] Вышеуказанное устройство 20 подачи горячего воздуха соответствует устройству подачи горячего воздуха в соответствии с настоящим изобретением, вышеуказанные первые отверстия 25 выпуска горячего воздуха соответствуют выпускному отверстию, направленному на внешнюю часть кузова, в соответствии с настоящим изобретением, а вторые отверстия 26 выпуска горячего воздуха соответствуют точечному выпускному отверстию в соответствии с настоящим изобретением.
Перечень ссылочных позиций
[0077] PRL - Технологическая линия прессования
WL - Технологическая линия сборки корпуса кузова (Технологическая линия сварки)
ASL - Технологическая линия сборки компонентов транспортного средства (Технологическая линия оснащения)
PL - Технологическая линия нанесения покрытия
P1 - Процесс нанесения нижнего покрытия (Процесс нанесения электроосаждаемого покрытия)
P11 - Процесс предварительной обработки для электроосаждаемого покрытия
P12 - Процесс нанесения электроосаждаемой краски
P13 - Процесс горячей сушки электроосаждаемой краски
P2 - Процесс уплотнения
P3 - Процесс нанесения промежуточного покрытия
P31 - Процесс нанесения краски промежуточного покрытия
P32 - Процесс горячей сушки краски промежуточного покрытия
P4 - Процесс влажного шлифования
P41 - Процесс сушки после влажного шлифования
P5 - Процесс нанесения верхнего покрытия
P51 - Процесс нанесения краски верхнего покрытия
P52 - Процесс горячей сушки краски верхнего покрытия
P6 - Процесс окончательного контроля
P7 - Процесс нанесения промежуточного покрытия и верхнего покрытия
P71 - Процесс нанесения краски промежуточного покрытия и краски верхнего покрытия
P72 - Процесс горячей сушки краски промежуточного покрытия и краски верхнего покрытия
D/L - Подъемник
B - Корпус кузова (Покрываемый объект)
B1 - Основной корпус кузова
B2 - Проемная часть передней двери
B3 - Проемная часть задней двери
B4 - Передняя стойка
B5 - Центральная стойка
B6 - Передняя нижняя часть кузова
B7 - Задняя нижняя часть кузова
B8 - Боковая балка крыши
B9 - Боковой порог
B10 - Задняя стойка
B11 - Переднее крыло
B12 - Заднее крыло
B13 - Крыша
F - Капот (Крышка)
T - Крышка багажника
D - Боковая дверь
D1 - Передняя дверь
H1 (H) - Шарнир
H11, H12 - Шарнирный кронштейн
H13 - Шарнирный штифт
D2 - Задняя дверь
H2 (H) - Шарнир
H21, H22 - Шарнирный кронштейн
H23 - Шарнирный штифт
N1, N2 - Узкий участок
W1 - Ширина кузова в состоянии закрытых боковых дверей
W2 - Ширина кузова в состоянии открытых боковых дверей
1 - Печь для горячей сушки краски верхнего покрытия
10 - Корпус печи
11 - Участок подъема на входной стороне
12 - Участок приподнятого пола
121 - Первый корпус печи
122 - Второй корпус печи
123 - Косая поверхность стенки
13 - Участок спуска на выходной стороне
14 - Поверхность потолка
15 - Боковая поверхность стенки
16 - Поверхность пола
20 - Устройство подачи горячего воздуха
21 - Вентилятор подачи воздуха
22 - Фильтр подачи воздуха
23 - Горелка
24 - Канал подачи воздуха
25 - Первое отверстие выпуска горячего воздуха
26 - Второе отверстие выпуска горячего воздуха
30 - Устройство отвода воздуха
31 - Вентилятор отвода воздуха
32 - Фильтр отвода воздуха
33 - Канал отвода воздуха
34 - Отверстие впуска воздуха
40 - Конвейер
41 - Рельс
50 - Транспортировочная тележка
51 - Основание
52 - Переднее крепление
53 - Заднее крепление
54 - Колесо
60 - Элемент удержания дверей открытыми/закрытыми
61 - Фиксирующая рама, прикрепленная к двери
611 - Основная концевая часть
612 - Свободная концевая часть
62 - Фиксирующая рама, прикрепленная к кузову
621 - Рама
622 - Вращательный корпус
623 - Корпус регулируемого вращения
63 - Рабочий стержень
64 - Соединительная часть
641 - Неподвижная часть
641a - Пластина с втулками для вала
642 - Вращательная часть
642a - Храповая пластина
642b - Храповый зубец
642c - Первая упорная часть
642d - Вторая упорная часть
643 - Кулачковая пластина
643a - Первая выступающая часть
643b - Вторая выступающая часть
643c - Краевая углубленная часть
643d - Краевая выступающая часть
643e - Направляющая часть
644 - Собачка регулировки обратного вращения
644a - Элемент собачки
645 - Вращательный вал
646 - Поворотный вал
647 - Торсионная винтовая пружина
70 - Механизм открывания/закрывания дверей
71 - Механизм открывания дверей
711 - Рычаг
712 - Приводной блок
713 - Рука
72 - Механизм закрывания дверей
721 - Рычаг
722 - Приводной блок
723 - Рука
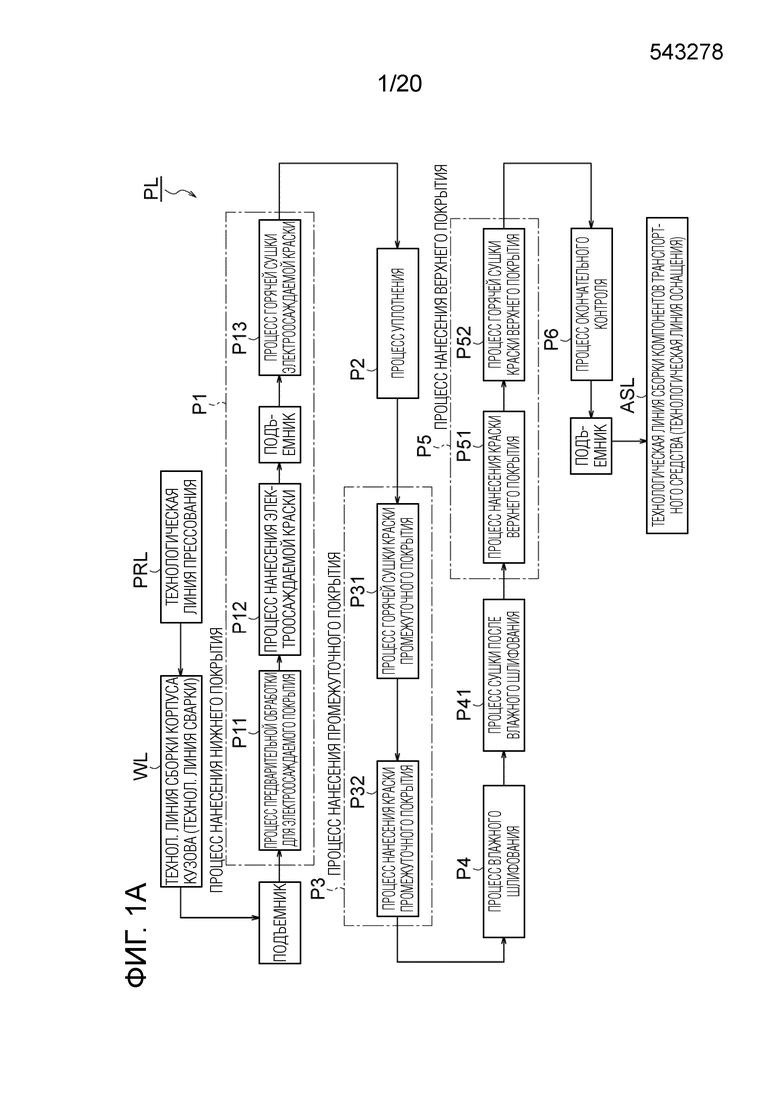



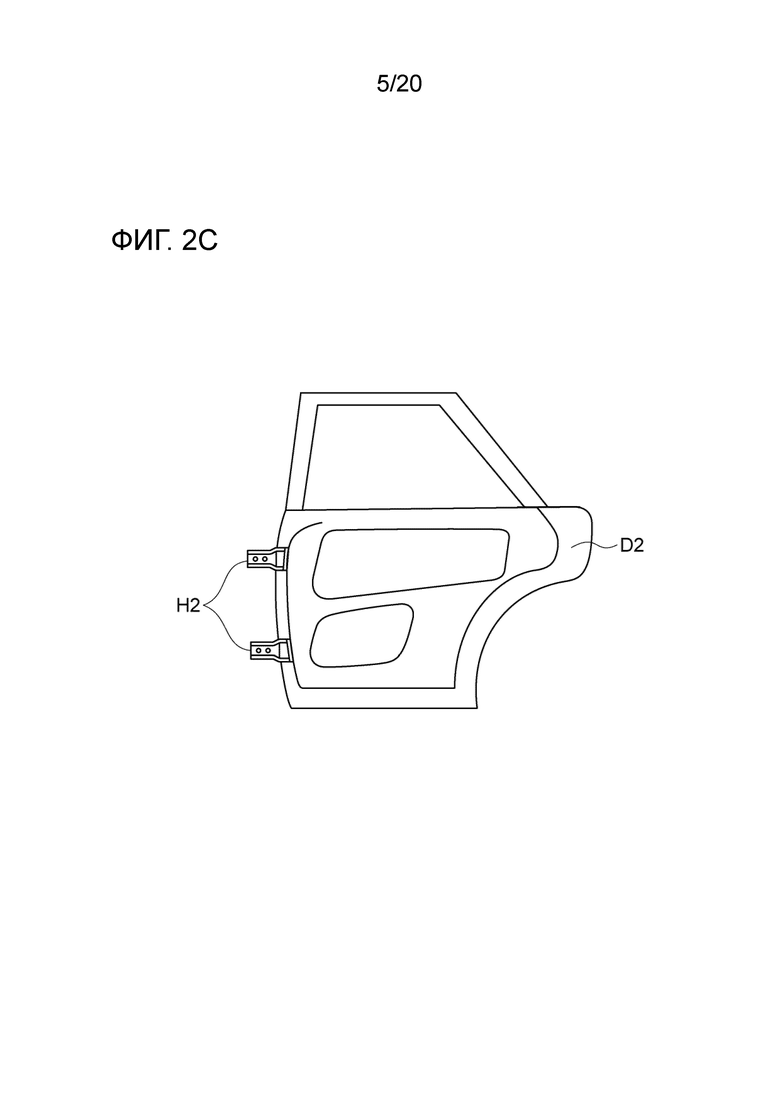
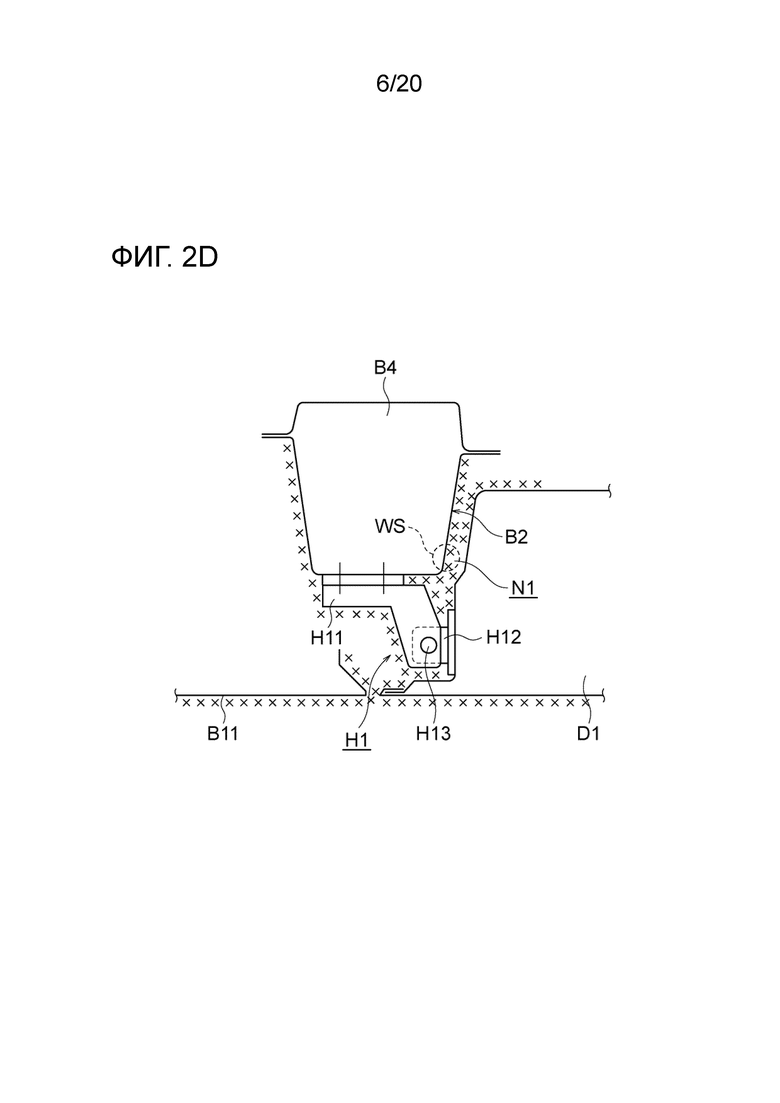
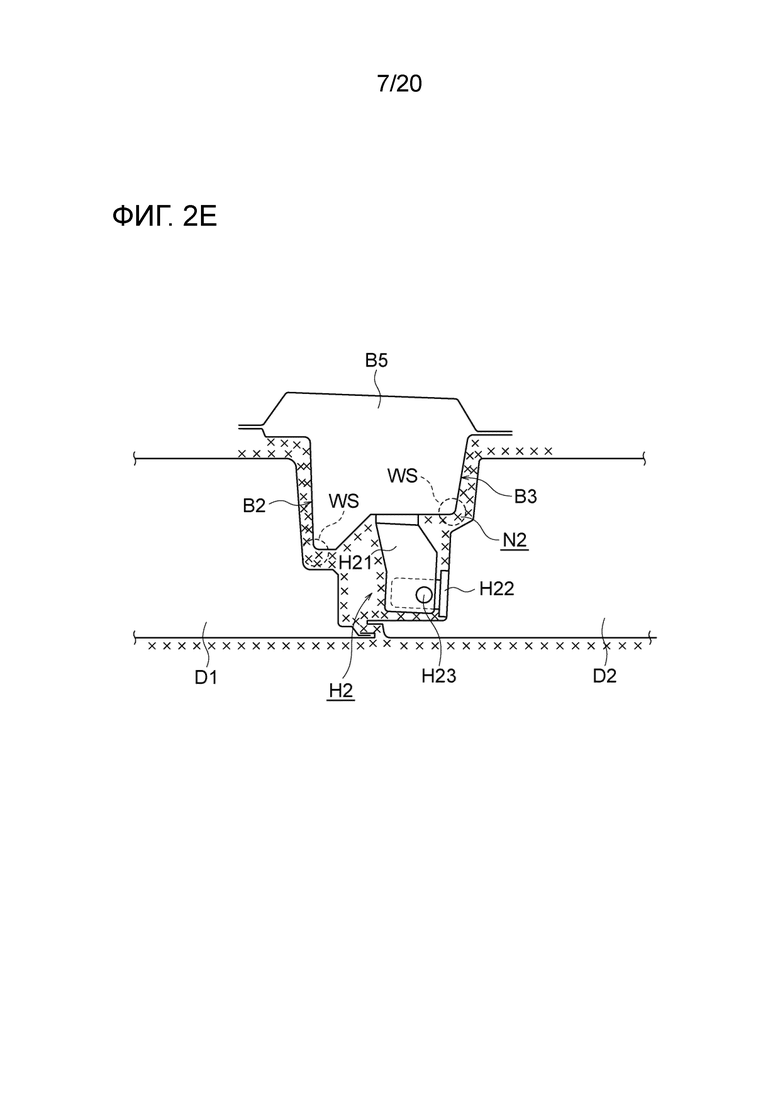

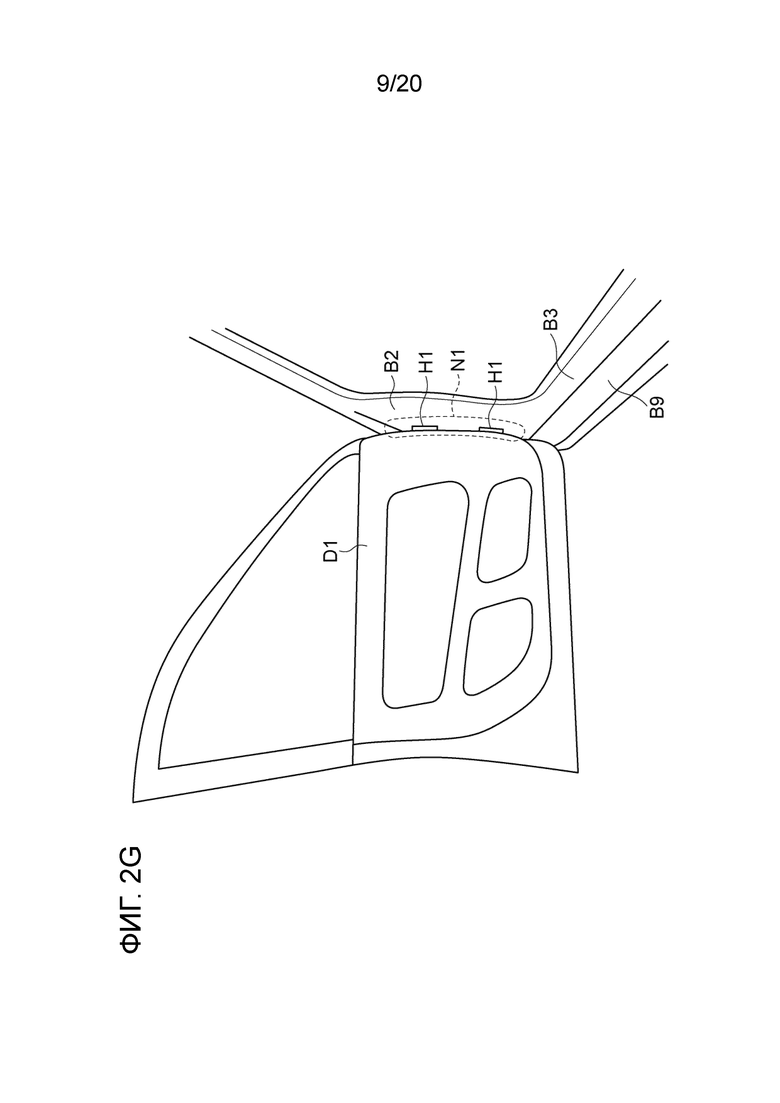





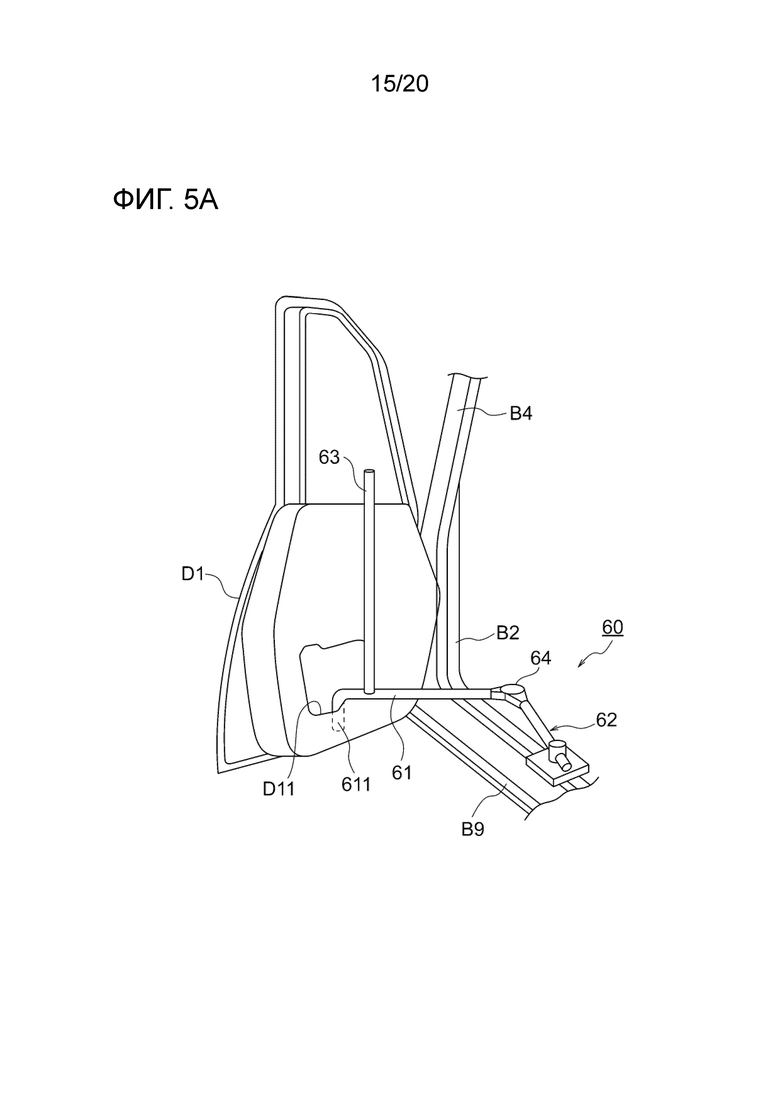





Печь (1) для горячей сушки краски при перемещении кузова (B) транспортного средства и способ горячей сушки краски. Кузов (B) транспортного средства имеет основной корпус (B1) кузова, к которому посредством шарниров (H1, H2) прикреплены боковые двери (D1, D2). Печь (1) для горячей сушки краски включает в себя корпус (10) печи и устройство (20) подачи горячего воздуха в корпус (10) печи. Корпус (10) печи включает в себя первый корпус (121) печи и второй корпус (122) печи. Первый корпус (121) печи имеет поперечную ширину (W3), соответствующую ширине (W1) кузова транспортного средства в состоянии закрытых боковых дверей. Второй корпус (122) печи имеет большую ширину (W4), чем поперечная ширина (W3) первого корпуса печи. Ширина (W4) второго корпуса (122) печи соответствует ширине (W2) кузова транспортного средства в состоянии открытых боковых дверей. Обеспечивается повышение качества сушки на узких участках в положении открытых боковых дверей. 2 н. и 9 з.п. ф-лы, 7 ил.
1. Печь для горячей сушки краски, содержащая:
корпус печи, в котором перемещается кузов транспортного средства, причем кузов транспортного средства имеет основной корпус кузова, к которому посредством шарниров прикреплены боковые двери; и
устройство подачи горячего воздуха, выполненное с возможностью подачи горячего воздуха в корпус печи для горячей сушки влажной покровной пленки, нанесенной на кузов транспортного средства,
при этом корпус печи содержит первый корпус печи и второй корпус печи,
причем первый корпус печи имеет поперечную ширину, соответствующую ширине кузова транспортного средства в состоянии закрытых боковых дверей, а
второй корпус печи имеет большую ширину, чем поперечная ширина первого корпуса печи, при этом ширина второго корпуса печи соответствует ширине кузова транспортного средства в состоянии открытых боковых дверей.
2. Печь для горячей сушки краски по п. 1, в которой боковые поверхности, соединяющие концевые части боковых поверхностей стенок первого корпуса печи и концевые части боковых поверхностей стенок второго корпуса печи, обеспечены в виде косых поверхностей стенок, которые имеют размеры, уменьшающиеся от второго корпуса печи к первому корпусу печи.
3. Печь для горячей сушки краски по п. 1 или 2, в которой устройство подачи горячего воздуха включает в себя точечное выпускное отверстие, которое выпускает горячий воздух во втором корпусе печи на влажную покровную пленку, нанесенную на основной корпус кузова и боковые двери вблизи шарниров.
4. Печь для горячей сушки краски по п. 3, в которой устройство подачи горячего воздуха включает в себя выпускное отверстие, направленное на внешнюю часть кузова, которое выпускает горячий воздух во втором корпусе печи на влажную покровную пленку, нанесенную на внешнюю часть кузова транспортного средства.
5. Печь для горячей сушки краски по п. 1 или 2, в которой
второй корпус печи обеспечен в области повышения температуры для повышения температуры кузова транспортного средства, а
первый корпус печи обеспечен в области поддержания температуры для поддержания температуры кузова транспортного средства.
6. Печь для горячей сушки краски по п. 1 или 2, в которой
входная часть второго корпуса печи обеспечена механизмом открывания дверей для открывания боковых дверей, а
выходная часть второго корпуса печи обеспечена механизмом закрывания дверей для закрывания боковых дверей.
7. Печь для горячей сушки краски по п. 6, в которой
элемент удержания дверей открытыми/закрытыми прикреплен к кузову транспортного средства для поддержания открытого состояния и закрытого состояния боковых дверей,
причем механизм открывания дверей управляет элементом удержания дверей открытыми/закрытыми для приведения боковых дверей в открытое состояние, а
механизм закрывания дверей управляет элементом удержания дверей открытыми/закрытыми для приведения боковых дверей в закрытое состояние.
8. Способ горячей сушки краски, при котором:
подготавливают печь для горячей сушки краски, содержащую корпус печи и устройство подачи горячего воздуха, причем корпус печи включает в себя первый корпус печи, имеющий относительно небольшую ширину печи, и второй корпус печи, имеющий относительно большую ширину печи, при этом ширина печи определена между противоположными боковыми поверхностями, причем устройство подачи горячего воздуха подает горячий воздух в корпус печи;
выполняют горячую сушку влажной покровной пленки, нанесенной на кузов транспортного средства, при перемещении кузова транспортного средства, при этом кузов транспортного средства имеет основной корпус кузова, к которому посредством шарниров прикреплены боковые двери; и
перемещают кузов транспортного средства в первом корпусе печи в состоянии закрытых боковых дверей и перемещают кузов транспортного средства во втором корпусе печи в состоянии открытых боковых дверей.
9. Способ горячей сушки краски по п. 8, при котором во втором корпусе печи горячий воздух выпускают на влажную покровную пленку, нанесенную на основной корпус кузова и боковые двери вблизи шарниров.
10. Способ горячей сушки краски по п. 9, при котором во втором корпусе печи горячий воздух выпускают на влажную покровную пленку, нанесенную на внешнюю часть кузова транспортного средства.
11. Способ горячей сушки краски по любому из пп. 8-10, при котором
повышают температуру кузова транспортного средства во втором корпусе печи, и
поддерживают температуру кузова транспортного средства в первом корпусе печи.
| JP 200070821 A, 07.03.2000 | |||
| JP 10249261 A, 22.09.1998 | |||
| JP 576822 A, 22.09.1998 | |||
| УСТАНОВКА ДЛЯ СУШКИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 2012 |
|
RU2491999C1 |
| RU 94029755 A1, 27.06.1996. | |||

