Область техники
[0001] Настоящее изобретение относится к печи для горячего высушивания краски и к способу горячего высушивания краски.
Уровень техники
[0002] Для целей повышения производительности и регулируемости цвета кузова на технологической линии для нанесения покрытия для кузовов транспортного средства, выполняются различные процессы, к примеру, процессы для электроосаждаемого покрытия (грунтовочного покрытия), промежуточного покрытия и верхнего покрытия, а также антикоррозийная обработка в состоянии, в котором закрывающиеся части, такие как двери и капоты, присоединяются к основным кузовным каркасам. В процессах для промежуточного покрытия и верхнего покрытия, кузов транспортного средства в качестве объекта, на который должно наноситься покрытие, размещается на транспортировочной тележке, подвергается нанесению краски при транспортировке в камере для нанесения покрытия из краски и переносится в печь для горячего высушивания краски для горячего высушивания влажного покровного слоя. Печь для горячего высушивания краски, используемая на технологической линии для нанесения покрытия, имеет такую конфигурацию, в которой модуль печи туннельной формы содержит канал подачи воздуха для горячего воздуха, и горячий воздух выдувается на весь кузов транспортного средства, который транспортируется в модуле печи, чтобы высушивать при нагреве влажный покровный слой (см. публикацию JP 2004-50021 A).
Документы предшествующего уровня техники
[0003] Патентный документ: JP 2004-50021 A
Задачи, решаемые изобретением
[0004] Отверждаемая при сушке краска используется для кузовов транспортного средства. Стандарт гарантии качества для отвержденного покровного слоя представляет собой, например, выдержку при 140°C в течение 20 минут для краски промежуточного покрытия и краски верхнего покрытия. Тем не менее, в традиционной печи для горячего высушивания краски, горячий воздух с меньшей вероятностью распространяется в обход в узкие участки, к примеру, в узкие участки вокруг петель дверей, вследствие конструкции кузова транспортного средства по сравнению с внешними частями кузова, которые легко обдувать горячим воздухом. Таким образом, к сожалению, узкие участки не могут легко удовлетворять вышеописанному стандарту гарантии качества, такому как выдержка при 140°C в течение 20 минут.
[0005] Проблема, которая должна разрешаться посредством настоящего изобретения, заключается в том, чтобы создать печь для горячего высушивания краски и способ горячего высушивания краски, которые могут удовлетворять состоянию горячего высушивания для влажного покровного слоя для всего кузова транспортного средства.
Средство решения задач
[0006] Настоящее изобретение разрешает вышеуказанную проблему посредством предоставления модуля печи с областью точечного горячего высушивания, в которой горячий воздух выдувается главным образом в направлении узкого участка кузова транспортного средства, чтобы локально высушивать при нагреве покровный слой, нанесенный на узкий участок.
Преимущества изобретения
[0007] Согласно настоящему изобретению, горячий воздух выдувается локально в направлении узкого участка кузова транспортного средства, и предварительно определенное состояние горячего высушивания в силу этого может удовлетворяться даже для влажного покровного слоя, нанесенного на узкий участок.
Краткое описание чертежей
[0008] Фиг. 1A является общей блок-схемой последовательности операций, иллюстрирующей пример технологической линии для нанесения покрытия, к которой применяются один или более вариантов осуществления печи и способа горячего высушивания краски согласно настоящему изобретению.
Фиг. 1B является общей блок-схемой последовательности операций, иллюстрирующей другой пример технологической линии для нанесения покрытия, к которой применяются один или более вариантов осуществления печи и способа горячего высушивания краски согласно настоящему изобретению.
Фиг. 2A является видом сбоку в вертикальном сечении, иллюстрирующим состояние, в котором кузов транспортного средства согласно одному или более вариантов осуществления настоящего изобретения погружается на транспортировочную тележку.
Фиг. 2B является видом спереди в вертикальном сечении передней двери кузова транспортного средства согласно одному или более вариантов осуществления настоящего изобретения при просмотре из внутренней стороны.
Фиг. 2C является видом спереди в вертикальном сечении задней двери кузова транспортного средства согласно одному или более вариантов осуществления настоящего изобретения при просмотре из внутренней стороны.
Фиг. 2D является видом в поперечном сечении по линии 2D-2D с фиг. 2A, т.е. видом в поперечном сечении, иллюстрирующим пример узкого участка, включающего в себя переднюю стойку, переднюю дверь и петлю.
Фиг. 2E является видом в поперечном сечении по линии 2E-2E с фиг. 2A, т.е. видом в поперечном сечении, иллюстрирующим пример узкого участка, включающего в себя среднюю стойку, заднюю дверь и петлю.
Фиг. 2F является покомпонентным видом в перспективе, иллюстрирующим пример петель с фиг. 2B и фиг. 2C.
Фиг. 2G является видом состояния, в котором передняя дверь кузова транспортного средства согласно одному или более вариантов осуществления настоящего изобретения открыта, при просмотре сзади основного кузовного каркаса.
Фиг. 3A является видом сбоку в вертикальном сечении, иллюстрирующим схематичную конфигурацию печи для горячего высушивания краски верхнего покрытия согласно одному или более вариантов осуществления настоящего изобретения.
Фиг. 3B является видом сверху с фиг. 3A.
Фиг. 4A является видом в поперечном сечении по линии 4A-4A с фиг. 3A и фиг. 3B.
Фиг. 4B является видом в поперечном сечении по линии 4B-4B с фиг. 3A и фиг. 3B.
Фиг. 4C является видом в поперечном сечении, иллюстрирующим другой пример вторых каналов для выдувания горячего воздуха с фиг. 4A, т.е. видом в поперечном сечении по линии 4A-4A с фиг. 3A и фиг. 3B.
Фиг. 4D является видом сбоку в вертикальном сечении, иллюстрирующим направление выдувания горячего воздуха из вторых каналов для выдувания горячего воздуха во втором модуле печи с фиг. 3A и фиг. 3B.
Фиг. 4E является видом сверху, иллюстрирующим направление выдувания горячего воздуха из вторых каналов для выдувания горячего воздуха во втором модуле печи с фиг. 3A и фиг. 3B.
Фиг. 4F является набором из вида в перспективе и блок-схемы, иллюстрирующих пример второго канала для выдувания горячего воздуха с фиг. 4A.
Фиг. 4G является видом в поперечном сечении по линии 4G-4G с фиг. 4F.
Фиг. 4H является видом в поперечном сечении по линии 4H-4H с фиг. 4F.
Фиг. 5A является видом в перспективе, иллюстрирующим пример элемента поддержания открытого/закрытого состояния двери, используемого в печи для горячего высушивания краски верхнего покрытия согласно одному или более вариантов осуществления настоящего изобретения.
Фиг. 5B является видом сзади с фиг. 5A.
Фиг. 5C является видом сверху с фиг. 5A.
Фиг. 5D является покомпонентным видом в перспективе, иллюстрирующим соединительную часть элемента поддержания открытого/закрытого состояния двери, проиллюстрированного на фиг. 5A-5C.
Фиг. 6 является видом сверху, иллюстрирующим схематичную конфигурацию печи для горячего высушивания краски верхнего покрытия согласно другому варианту осуществления настоящего изобретения.
Фиг. 7 является видом сверху, иллюстрирующим схематичную конфигурацию печи для горячего высушивания краски верхнего покрытия согласно еще одному другому варианту осуществления настоящего изобретения.
Фиг. 8 является видом сверху, иллюстрирующим схематичную конфигурацию печи для горячего высушивания краски верхнего покрытия согласно еще одному другому варианту осуществления настоящего изобретения.
Наилучший способ осуществления изобретения
[0009] В дальнейшем в этом документе, описываются наилучшие режимы для осуществления настоящего изобретения со ссылкой на один или более вариантов осуществления, в которых печь для горячего высушивания краски и способ горячего высушивания краски настоящего изобретения применяются к печи 1 для горячего высушивания краски верхнего покрытия, но печь для горячего высушивания краски и способ горячего высушивания краски настоящего изобретения также могут применяться к печи для горячего высушивания краски промежуточного покрытия и печи для горячего высушивания краски для грунтовочного покрытия (печи для горячего высушивания электроосаждаемой краски) либо к печи для горячего высушивания краски промежуточного покрытия и краски верхнего покрытия, что описывается ниже, отличной от печи для горячего высушивания краски верхнего покрытия.
[0010] Печь 1 для горячего высушивания краски верхнего покрытия согласно одному или более вариантов осуществления настоящего изобретения представляет собой одно из устройств, которые составляют технологическую линию PL для нанесения покрытия. Печь 1 для горячего высушивания краски верхнего покрытия представляет собой устройство для горячего высушивания влажного покровного слоя, который наносится на кузовной каркас B (также называется "кузовом B транспортного средства"), погруженный в транспортировочную тележку 50 при транспортировке кузовного каркаса B. В нижеприведенном описании, сначала описывается общее представление производственной линии и технологической линии PL для нанесения покрытия для транспортных средств, а затем подробно описываются кузов B транспортного средства и печь 1 для горячего высушивания краски верхнего покрытия.
[0011] Производственная линия для транспортных средств состоит в основном из четырех линий: технологическая линия PRL прессования; технологическая линия WL сборки кузовного каркаса (также называется "сварочной технологической линией"); технологическая линия PL для нанесения покрытия; и технологическая линия ASL сборки компонентов транспортного средства (также называется "технологической линией комплектования"). На технологической линии PRL прессования, различные панели, которые составляют кузов B транспортного средства, прессуются, и каждая из них транспортируется в состоянии одного отпрессованного компонента на технологическую линию WL сборки кузовного каркаса. На технологической линии WL сборки кузовного каркаса, подузлы собираются для соответствующих мест кузова транспортного средства, таких как передняя часть кузова, центральная часть кузова днища, задняя часть кузова днища и боковые части кузова, и сварка выполняется для предварительно определенных частей собранной передней части кузова, центральной части кузова днища и задней части кузова днища, чтобы собирать нижнюю часть кузова, к которой привариваются боковые части кузова и панель крыши, чтобы собирать основной кузовной каркас B1 (который означает кузовной каркас за исключением закрывающихся частей). В завершение, предварительно собранные закрывающиеся части, такие как капот F, боковые двери D1 и D2 и крышка T багажника (или задняя дверь), присоединяются к основному кузовному каркасу B1 через петли H (что описывается ниже со ссылкой на фиг. 2F). После прохождения через технологическую линию PL для нанесения покрытия, кузовной каркас, готовый после нанесения покрытия, транспортируется на технологическую линию ASL сборки компонентов транспортного средства, на которой различные компоненты транспортного средства, такие как двигатель, трансмиссия, устройства подвески и внутренние компоненты, собираются в кузовной каркас.
[0012] Далее описывается общая конфигурация технологической линии PL для нанесения покрытия. Фиг. 1A и фиг. 1B являются общей блок-схемой последовательности операций, иллюстрирующей технологическую линию PL для нанесения покрытия, включающую в себя печь для горячего высушивания краски верхнего покрытия, к которой применяются печь и способ горячего высушивания краски согласно настоящему изобретению. Технологическая линия PL для нанесения покрытия по варианту осуществления, проиллюстрированная на фиг. 1A, представляет собой технологическую линию для нанесения покрытия с использованием способа нанесения трехслойного покрытия с тремя этапами горячего высушивания для нанесения грунтовочного покрытия, нанесения промежуточного покрытия и нанесения верхнего покрытия. Напротив, технологическая линия PL для нанесения покрытия по варианту осуществления, проиллюстрированная на фиг. 1B, представляет собой технологическую линию для нанесения покрытия с использованием способа нанесения трехслойного покрытия с двумя этапами горячего высушивания, в котором покрытие с помощью краски промежуточного покрытия и краски верхнего покрытия выполняется в состоянии окраски по влажному слою (в состоянии нанесения покрытия неотвержденного покровного слоя с помощью другой краски, здесь и в дальнейшем) в той же камере для нанесения покрытия, и промежуточный покровный слой и верхний покровный слой одновременно высушиваются при нагреве в той же печи для горячего высушивания краски. Таким образом, печь и способ горячего высушивания краски согласно настоящему изобретению могут применяться к обеим технологическим линиям для нанесения покрытия с помощью различных способов нанесения покрытия. Печь и способ горячего высушивания краски согласно настоящему изобретению также могут применяться к различным случаям посредством модификации части этого вида типичной технологической линии PL для нанесения покрытия. Такие случаи включают в себя случай способа нанесения четырехслойного покрытия, в котором способ нанесения трехслойного покрытия с тремя этапами горячего высушивания и способ нанесения трехслойного покрытия с двумя этапами горячего высушивания модифицируются, чтобы выполнять нанесение промежуточного покрытия два раза, и случай, в котором цвет верхнего покрытия представляет собой выборочный цвет кузова, такой как двухтоновый цвет. Нижеприведенное описание соответствует обеим технологическим линиям для нанесения покрытия по фиг. 1A и фиг. 1B. Общие признаки обозначаются посредством идентичных символов и описываются со ссылкой на технологическую линию для нанесения покрытия по фиг. 1A. Относительно различных признаков между технологическими линиями для нанесения покрытия по фиг. 1A и фиг. 1B, различие описывается со ссылкой на фиг. 1B.
[0013] Технологическая линия PL для нанесения покрытия по варианту осуществления, проиллюстрированная на фиг. 1A, содержит процесс P1 нанесения грунтовочного покрытия, процесс P2 нанесения герметика, процесс P3 нанесения промежуточного покрытия, процесс P4 влажной шлифовки, процесс P5 нанесения верхнего покрытия и процесс P6 окончательной проверки. Напротив, технологическая линия PL для нанесения покрытия по варианту осуществления, проиллюстрированная на фиг. 1B, содержит процесс P1 нанесения грунтовочного покрытия, процесс P2 нанесения герметика, процесс P7 нанесения промежуточного и верхнего покрытия и процесс P6 окончательной проверки. Таким образом, на технологической линии PL для нанесения покрытия по фиг. 1B, два процесса из процесса P31 нанесения покрытия из краски промежуточного покрытия и процесса P51 нанесения покрытия из краски верхнего покрытия, проиллюстрированные на фиг. 1A, выполняются в одном процессе из процесса P71 нанесения покрытия из краски промежуточного покрытия и краски верхнего покрытия по фиг. 1B, и аналогично, процесс P32 горячего высушивания краски промежуточного покрытия и процесс P52 горячего высушивания краски верхнего покрытия, проиллюстрированные на фиг. 1A, выполняются в одном процессе из процесса P72 горячего высушивания краски промежуточного покрытия и краски верхнего покрытия по фиг. 1B. Ниже описывается процесс P7 нанесения промежуточного и верхнего покрытия по фиг. 1B.
[0014] Как проиллюстрировано на фиг. 1A и фиг. 1B, процесс P1 нанесения грунтовочного покрытия содержит процесс P11 предварительной обработки для электроосаждаемого покрытия, процесс P12 нанесения покрытия из электроосаждаемой краски, и процесс P13 горячего высушивания электроосаждаемой краски. В процессе P11 предварительной обработки для электроосаждаемого покрытия, кузова B транспортного средства (неокрашенные кузова), которые переносятся из транспортировочной тележки технологической линии WL сборки кузовного каркаса в подвесной кронштейн (не проиллюстрирован) с использованием подъемника D/L с механизмом опускания, последовательно транспортируются по конвейеру посредством подвесного конвейера с предварительно определенным шагом на предварительно определенной скорости транспортировки. Ниже описывается конструкция кузова B транспортного средства.
[0015] Хотя не проиллюстрировано, процесс P11 предварительной обработки для электроосаждаемого покрытия, содержит процесс обезжиривания, процесс промывки водой, процесс предварительной подготовки поверхности, процесс образования химического конверсионного слоя, процесс промывки водой и процесс слива воды. На технологической линии PRL прессования и технологической линии WL сборки кузовного каркаса, масло и пыль после прессования, к примеру, железный порошок вследствие сварки, прилипают к кузову B транспортного средства. Следовательно, когда кузов B транспортного средства переносится на технологическую линию PL для нанесения покрытия, процесс обезжиривания и процесс промывки водой используются для того, чтобы промывать и удалять такое масло и пыль. В процессе предварительной подготовки поверхности, компоненты предварительной подготовки поверхности адсорбируются на поверхность кузова B транспортного средства, чтобы за счет этого увеличивать число начальных точек реакции в последующем процессе образования химического конверсионного слоя. Адсорбированные компоненты предварительной подготовки поверхности выступают в качестве ядер кристаллов покровного слоя, чтобы ускорять реакцию пленкообразования. В процессе образования химического конверсионного слоя, кузов B транспортного средства погружается в жидкость химической конверсионной обработки, такую как раствор фосфата цинка, с тем чтобы образовывать химический конверсионный слой на поверхности кузова B транспортного средства. В процессе промывки водой и процессе слива воды, кузов B транспортного средства промывается водой и затем сушится.
[0016] В процессе P12 нанесения покрытия из электроосаждаемой краски, кузова B транспортного средства, предварительно обрабатываемые в процессе P11 предварительной обработки для электроосаждаемого покрытия, последовательно транспортируются по конвейеру посредством подвесного конвейера с предварительно определенным шагом на предварительно определенной скорости транспортировки. Каждый кузов B транспортного средства затем погружается в лодкообразную ванну для электроосаждения, которая заполнена электроосаждаемой краской, и высокое напряжение прикладывается между множеством электродных пластин, предоставленных в ванне для электроосаждения, и кузовом B транспортного средства (конкретно, подвесным кронштейном, имеющим электропроводность). Это обеспечивает возможность образования на поверхности кузова B транспортного средства электроосаждаемого покровного слоя вследствие электрофоретического действия электроосаждаемой краски. Примеры электроосаждаемой краски, включают в себя термореактивную краску, первичная смола которой представляет собой эпоксидную смолу, к примеру, полиаминовую смолу. Для антикоррозийного свойства, предпочтительно использовать катионную электроосаждаемую краску, в качестве электроосаждаемой краски, причем в этом случае высокое напряжение для положительного электрода прикладывается к стороне электроосаждаемой краски, но также может использоваться анионная электроосаждаемая краска. Когда используется анионная электроосаждаемая краска, высокое напряжение для положительного электрода прикладывается к стороне кузова B транспортного средства.
[0017] После выхода из ванны для электроосаждения процесса P12 нанесения покрытия из электроосаждаемой краски, кузов B транспортного средства транспортируется в процесс промывки водой, в котором электроосаждаемая краска, прилипшая к кузову B транспортного средства, смывается с использованием технической воды и/или чистой воды. В ходе этой операции, электроосаждаемая краска, переносимая из ванны для электроосаждения, восстанавливается в процессе промывки водой. На стадии после завершения процесса промывки водой невысушенный электроосаждаемый покровный слой, имеющий толщину приблизительно в 10-35 мкм, образуется на поверхности кузова B транспортного средства и в полых конструктивных частях кузова B транспортного средства. После завершения процесса P12 нанесения покрытия из электроосаждаемой краски, кузов B транспортного средства, погруженный в подвесной кронштейн, переносится на транспортировочную тележку 50 (что описывается ниже со ссылкой на фиг. 2A) с использованием подъемника D/L с механизмом опускания. Подъемник D/L с механизмом опускания, расположенный между процессом P12 нанесения покрытия из электроосаждаемой краски, и процессом P13 горячего высушивания электроосаждаемой краски, проиллюстрированными на фиг. 1A и фиг. 1B, иначе может располагаться между процессом P13 горячего высушивания электроосаждаемой краски, и процессом P2 нанесения герметика, и в процессе P13 горячего высушивания электроосаждаемой краски, кузов транспортного средства может транспортироваться по конвейеру в состоянии погрузки на подвесной кронштейн.
[0018] В процессе P13 горячего высушивания электроосаждаемой краски, кузова B транспортного средства, погруженные на транспортировочные тележки, последовательно транспортируются по конвейеру посредством напольного конвейера с предварительно определенным шагом на предварительно определенной скорости транспортировки. Затем для каждого кузова B транспортного средства, горячее высушивание выполняется посредством поддержания температуры в 160-180°C, например, в течение 15-30 минут, и высушенный электроосаждаемый покровный слой, имеющий толщину в 10-35 мкм, за счет этого образуется на внутренней части и внешней части кузова B транспортного средства и в полых конструктивных частях кузова B транспортного средства. Из процесса P13 горячего высушивания электроосаждаемой краски в процесс P6 окончательной проверки транспортировочные тележки 50 с погруженными кузовами B транспортного средства последовательно транспортируются по конвейеру с использованием напольного конвейера, но шаг транспортировки и скорость транспортировки транспортировочных тележек 50 в каждом процессе надлежащим образом задаются для процесса. Напольный конвейер, следовательно, состоит из множества конвейеров, и шаг транспортировки и скорость транспортировки в каждом процессе задаются в качестве предварительно определенных значений.
[0019] В настоящем описании и в объеме формулы изобретения, "краска", к примеру, электроосаждаемая краска, краска промежуточного покрытия и краска верхнего покрытия означают жидкое состояние перед нанесением на объект, на который должно наноситься покрытие, в то время как "покровный слой", к примеру, электроосаждаемый покровный слой, промежуточный покровный слой и верхний покровный слой означают пленкообразное, невысушенное (влажное) или высушенное состояние после нанесения на объект, на который должно наноситься покрытие, и они различаются таким способом. В настоящем описании и в объеме формулы изобретения, сторона выше по ходу и сторона ниже по ходу означают стороны со ссылкой на направление транспортировки кузова B транспортного средства в качестве объекта, на который должно наноситься покрытие. В настоящем описании, транспортировка кузова B транспортного средства вперед означает транспортировку кузова B транспортного средства вдоль оси в продольном направлении кузова транспортного средства в состоянии, в котором передняя часть транспортного средства для кузова B транспортного средства позиционируется на передней стороне в направлении транспортировки, а задняя часть транспортного средства позиционируется на задней стороне, тогда как транспортировка кузова B транспортного средства назад означает транспортировку кузова B транспортного средства вдоль оси в продольном направлении кузова транспортного средства, наоборот, в состоянии, в котором задняя часть транспортного средства для кузова B транспортного средства позиционируется на передней стороне в направлении транспортировки, а передняя часть транспортного средства позиционируется на задней стороне. В процессе P1 нанесения грунтовочного покрытия - процессе P6 окончательной проверки согласно одному или более вариантов осуществления настоящего изобретения, кузов B транспортного средства может транспортироваться по конвейеру вперед или также может транспортироваться по конвейеру назад.
[0020] В процессе P2 нанесения герметика (который включает в себя процесс нанесения покрытия на заднюю часть днища и процесс нанесения покрытия для защиты от камней), кузов B транспортного средства с образованным электроосаждаемым покровным слоем транспортируется, и герметизирующий материал из винилхлоридной смолы наносится на соединительные части стальных панелей и краевые части стальных панелей для целей антикоррозийной или герметизирующей обработки. В процессе нанесения покрытия на заднюю часть днища, материал для защиты от ударов камней на основе винилхлоридной смолы наносится на надколесные дуги и заднюю часть днища кузова B транспортного средства. В процессе нанесения покрытия для защиты от камней, материал для защиты от ударов камней из полиэфирной смолы или полиуретановой смолы наносится на нижние участки внешней части кузова, такие как панели брусьев боковин платформы кузова, панели крыльев и двери. Этот герметизирующий материал и материал для защиты от ударов камней должны отверждаться в выделенном процессе горячего высушивания или в процессе P32 горячего высушивания краски промежуточного покрытия, которые описываются ниже.
[0021] Процесс P3 нанесения промежуточного покрытия технологической линии PL для нанесения покрытия по фиг. 1A содержит процесс P31 нанесения покрытия из краски промежуточного покрытия и процесс P32 горячего высушивания краски промежуточного покрытия. В процессе P31 нанесения покрытия из краски промежуточного покрытия, кузов B транспортного средства с образованным электроосаждаемым покровным слоем транспортируется в камеру для нанесения покрытия из краски промежуточного покрытия, в которой краска для покрытия внутренних частей наносится на внутренние части кузова для кузова транспортного средства, такие как отсек для двигателя, внутренняя часть капота и внутренняя часть крышки багажника. Краска для покрытия внутренних частей содержит красящий пигмент, соответствующий внешнему цвету кузова транспортного средства. Затем краска промежуточного покрытия наносится на внешние части кузова, такие как наружная часть капота, крыша, наружные части дверей и наружная часть крышки багажника (или наружная часть задней двери), в состоянии окраски по влажному слою (т.е. без горячего высушивания покровного слоя внутренних частей). При использовании в данном документе, внешние части кузова означают части, которые являются видимыми снаружи транспортного средства, готового после процесса комплектования, и внутренние части кузова означают части, которые являются невидимыми снаружи готового транспортного средства.
[0022] В процессе P32 горячего высушивания краски промежуточного покрытия технологической линии PL для нанесения покрытия по фиг. 1, кузов B транспортного средства транспортируется в печь для горячего высушивания краски промежуточного покрытия. Затем невысушенный промежуточный покровный слой высушивается при нагреве посредством поддержания температуры в 130-150°C, например, в течение 15-30 минут, и промежуточный покровный слой, имеющий толщину в 15-35 мкм, образуется на внешних частях кузова для кузова B транспортного средства. Покровный слой внутренних частей, имеющий толщину в 15-30 мкм, также образуется на внутренних частях кузова для кузова B транспортного средства. Каждая из краски для покрытия внутренних частей и краски промежуточного покрытия представляет собой термореактивную краску, первичная смола которой представляет собой соответствующую смолу, к примеру, акриловую смолу, алкидную смолу и полиэфирную смолу, и может представлять собой любое из водной краски и краски на основе органического растворителя.
[0023] В процессе P4 влажной шлифовки технологической линии PL для нанесения покрытия по фиг. 1A, кузов B транспортного средства, готовый после процесса P3 нанесения промежуточного покрытия и предыдущих процессов, транспортируется, и поверхность промежуточного покровного слоя, образованного на кузове B транспортного средства, полируется с использованием чистой воды и полирующего агента. Это улучшает межфазную адгезию между промежуточным покровным слоем и верхним покровным слоем и повышает гладкость (поверхностный слой и визуальную четкость/блеск) верхнего покровного слоя на внешних частях кузова. Процесс P4 влажной шлифовки содержит процесс P41 сушки после влажной шлифовки, в котором кузов B транспортного средства проходит через печь для слива воды, чтобы за счет этого осушать воду, остающуюся на кузове B транспортного средства.
[0024] Процесс P5 нанесения верхнего покрытия технологической линии PL для нанесения покрытия по фиг. 1A содержит процесс P51 нанесения покрытия из краски верхнего покрытия и процесс P52 горячего высушивания краски верхнего покрытия. В процессе P51 нанесения покрытия из краски верхнего покрытия, кузов B транспортного средства, готовый после процесса P4 влажной шлифовки и процесса P41 сушки после влажной шлифовки, транспортируется. Затем в камере для нанесения покрытия из краски верхнего покрытия, базовая краска верхнего покрытия наносится на внешние части кузова для кузова B транспортного средства, и прозрачная краска верхнего покрытия наносится на базовый покровный слой верхнего покрытия на внешних частях кузова для кузова B транспортного средства в состоянии окраски по влажному слою.
[0025] Каждая из базовой краски верхнего покрытия и прозрачной краски верхнего покрытия представляет собой краску, первичная смола которой представляет собой соответствующую смолу, к примеру, акриловую смолу, алкидную смолу и полиэфирную смолу, и может представлять собой любое из водной краски и краски на основе органического растворителя. С учетом свойства чистовой обработки, такого как ориентация яркого пигмента, базовая краска верхнего покрытия растворяется приблизительно на 80% в качестве весового соотношения для нанесения покрытия (содержание твердых веществ составляет приблизительно 20-40%), тогда как прозрачная краска верхнего покрытия растворяется приблизительно на 30% в качестве весового соотношения для нанесения покрытия (содержание твердых веществ составляет приблизительно 70-80%). Тем не менее, в общем, применяемое содержание твердых веществ базовой краски верхнего покрытия должно увеличиваться до 70% или более в процессе выдержки покрытия (в процессе застывания, в котором растворитель естественно испаряется в камере) после применения.
[0026] Внешний цвет кузова для кузова B транспортного средства согласно одному или более вариантов осуществления настоящего изобретения представляет собой маталлизированный цвет кузова, который содержит различные яркие пигменты, такие как алюминий и слюда, так что базовая краска верхнего покрытия и прозрачная краска верхнего покрытия наносятся на кузов B транспортного средства, но настоящее изобретение не ограничено этим. Например, внешний цвет кузова для кузова B транспортного средства может представлять собой сплошной цвет кузова. Сплошной цвет кузова представляет собой покровный материал, который не содержит яркий пигмент. В этом случае, базовая краска верхнего покрытия не наносится, и сплошная краска верхнего покрытия наносится в качестве замены для прозрачной краски верхнего покрытия. Примеры такой сплошной краски верхнего покрытия включают в себя краски, первичная смола которых является идентичной первичной смоле базовой краски верхнего покрытия и прозрачной краски верхнего покрытия.
[0027] В процессе P52 горячего высушивания краски верхнего покрытия согласно одному или более вариантов осуществления настоящего изобретения, кузов B транспортного средства, на который наносится краска верхнего покрытия в камере для нанесения покрытия из краски верхнего покрытия, транспортируется в печь 1 для горячего высушивания краски верхнего покрытия. В процессе P52 горячего высушивания краски верхнего покрытия, кузов B транспортного средства проходит через печь 1 для горячего высушивания краски верхнего покрытия в предварительно определенном состоянии, чтобы за счет этого образовывать высушенный верхний покровный слой. Ниже описывается конкретная конфигурация печи 1 для горячего высушивания краски верхнего покрытия и процесса P52 горячего высушивания краски верхнего покрытия согласно одному или более вариантов осуществления настоящего изобретения.
[0028] Толщина базового покровного слоя верхнего покрытия, например, составляет 10-20 мкм, и толщина бесцветного покровного слоя верхнего покрытия, например, составляет 15-30 мкм. Когда внешний цвет кузова представляет собой сплошной цвет кузова, толщина сплошного покровного слоя верхнего покрытия, например, составляет 15-35 мкм. В итоге, кузов транспортного средства после завершения всех вышеуказанных процессов (кузов транспортного средства, готовый после нанесения покрытия) транспортируется в процесс P6 окончательной проверки, в котором выполняются различные тесты для оценки свойств, таких как внешний вид и визуальная четкость покровного слоя.
[0029] С другой стороны, технологическая линия PL для нанесения покрытия, проиллюстрированная на фиг. 1B, включает в себя процесс P7 нанесения промежуточного и верхнего покрытия, который предоставляется в качестве замены для процесса P3 нанесения промежуточного покрытия, процесс P4 влажной шлифовки (включающий в себя процесс P41 сушки после влажной шлифовки) и процесс P5 нанесения верхнего покрытия технологической линии PL для нанесения покрытия, проиллюстрированной на фиг. 1A. Процесс P7 нанесения промежуточного и верхнего покрытия этого варианта осуществления содержит процесс P71 нанесения покрытия из краски промежуточного покрытия и краски верхнего покрытия и процесс P72 горячего высушивания краски промежуточного покрытия и краски верхнего покрытия.
[0030] В процессе P71 нанесения покрытия из краски промежуточного покрытия и краски верхнего покрытия технологической линии PL для нанесения покрытия, проиллюстрированной на фиг. 1B, кузов B транспортного средства с образованным электроосаждаемым покровным слоем транспортируется в камеру для нанесения покрытия из краски промежуточного покрытия и краски верхнего покрытия, которая включает в себя первую половину зоны и вторую половину зоны. В первой половине зоны, краска для покрытия внутренних частей наносится на внутренние части кузова для кузова транспортного средства, такие как отсек для двигателя, внутренняя часть капота и внутренняя часть крышки багажника. Краска для покрытия внутренних частей содержит красящий пигмент, соответствующий внешнему цвету кузова транспортного средства. Затем краска промежуточного покрытия наносится на внешние части кузова, такие как наружная часть капота, крыша, наружные части дверей и наружная часть крышки багажника (или наружная часть задней двери), в состоянии окраски по влажному слою (т.е. без горячего высушивания покровного слоя внутренних частей). Затем аналогично, во второй половине зоны камеры для нанесения покрытия из краски промежуточного покрытия и краски верхнего покрытия, базовая краска верхнего покрытия наносится на внешние части кузова для кузова B транспортного средства, и прозрачная краска верхнего покрытия наносится на базовый покровный слой верхнего покрытия на внешних частях кузова для кузова B транспортного средства в состоянии окраски по влажному слою. Таким образом, краска для покрытия внутренних частей, краска промежуточного покрытия, базовая краска и прозрачная краска верхнего покрытия наносятся в состоянии окраски по влажному слою и одновременно высушиваются при нагреве в одной печи для горячего высушивания краски верхнего покрытия. Чтобы подавлять дефекты от формирования пузырьков и ухудшение визуальной четкости вследствие двойного покрытия влажных покровных слоев, после того, как наносится краска промежуточного покрытия, и/или после того, как наносится базовая краска верхнего покрытия, процесс выдержки покрытия может предоставляться для увеличения значения нелетучести краски влажного покровного слоя, нанесенного на кузов B транспортного средства. Каждая из краски для покрытия внутренних частей, краски промежуточного покрытия, базовой краски и прозрачной краски верхнего покрытия, используемых в этом варианте осуществления, представляет собой термореактивную краску, первичная смола которой представляет собой соответствующую смолу, к примеру, акриловую смолу, алкидную смолу и полиэфирную смолу, используемые на технологической линии PL для нанесения покрытия, проиллюстрированной на фиг. 1A, и может представлять собой любое из водной краски и краски на основе органического растворителя.
[0031] Далее описывается пример кузова B транспортного средства, применяемого к технологической линии PL для нанесения покрытия согласно одному или более вариантов осуществления настоящего изобретения, со ссылкой на фиг. 2A-2G. Фиг. 2A является видом сбоку в вертикальном сечении, иллюстрирующим состояние, в котором кузов B транспортного средства согласно одному или более вариантов осуществления настоящего изобретения погружается на транспортировочную тележку 50, фиг. 2B является видом спереди в вертикальном сечении передней двери D1 кузова B транспортного средства согласно одному или более вариантов осуществления настоящего изобретения при просмотре из внутренней стороны, фиг. 2C является видом спереди в вертикальном сечении задней двери D2 кузова B транспортного средства согласно одному или более вариантов осуществления настоящего изобретения при просмотре из внутренней стороны, фиг. 2D является видом в поперечном сечении вдоль линии 2D-2D по фиг. 2A, т.е. видом в поперечном сечении, иллюстрирующим пример узкого участка N1, включающего в себя переднюю стойку B4, переднюю дверь D1 и петлю H1, фиг. 2E является видом в поперечном сечении вдоль линии 2E-2E по фиг. 2A, т.е. видом в поперечном сечении, иллюстрирующим пример узкого участка N2, включающего в себя среднюю стойку B5, заднюю дверь D2 и петлю H2, фиг. 2F является покомпонентным видом в перспективе, иллюстрирующим пример петель H1 и H2 по фиг. 2B и фиг. 2C, а фиг. 2G является видом состояния, в котором передняя дверь D1 кузова B транспортного средства согласно одному или более вариантов осуществления настоящего изобретения открыта, при просмотре сзади основного кузовного каркаса.
[0032] Как проиллюстрировано на фиг. 2A, кузов B транспортного средства согласно одному или более вариантов осуществления настоящего изобретения содержит основной кузовной каркас B1 и закрывающиеся части, которые включают в себя капот F, передние двери D1, задние двери D2 и крышку T багажника. Обе боковых поверхности основного кузовного каркаса B1 формируются с частью B2 проема для передней двери и частью B3 проема для задней двери. Часть B2 проема для передней двери представляет собой проем, который задается посредством передней стойки B4, средней стойки B5, продольной направляющей B8 крыши и бруса B9 боковины платформы кузова для основного кузовного каркаса B1. Часть B3 проема для задней двери представляет собой проем, который задается посредством средней стойки B5, задней стойки B10, продольной направляющей B8 крыши и бруса B9 боковины платформы кузова для основного кузовного каркаса B1. В дальнейшем в этом документе, часть B2 проема для передней двери и часть B3 проема для задней двери также называются "частями B2 и B3 проемов для дверей" в собирательном термине. Крышка T багажника, проиллюстрированная в качестве закрывающейся части, может представлять собой заднюю дверь в зависимости от типа транспортного средства для кузова B транспортного средства.
[0033] Кузов B транспортного средства согласно одному или более вариантов осуществления настоящего изобретения представляет собой транспортное средство типа четырехдверного седана, как проиллюстрировано, и боковые двери D на каждой стороне в силу этого предоставляются в качестве передней двери D1 и задней двери D2. В случае двухдверного седана или двухдверного автомобиля-купе, каждая сторона имеет переднюю дверь D1 и часть B2 проема для передней двери и не имеет задней двери D2 и части B3 проема для задней двери. В одном или более вариантов осуществления настоящего изобретения, передняя дверь D1 выполнена с возможностью соответствовать части B2 проема для передней двери, а задняя дверь D2 выполнена с возможностью соответствовать части B3 проема для задней двери. В этом случае, боковые двери D, которые включают в себя передние двери D1 и задние двери D2, соответствуют примеру боковых дверей согласно настоящему изобретению. В случаях вышеописанного двухдверного седана и двухдверного автомобиля-купе, передние двери D1 соответствуют примеру боковых дверей согласно настоящему изобретению.
[0034] Как проиллюстрировано на фиг. 2B и фиг. 2D, передняя дверь D1 содержит две петли H1 в верхней и нижней позициях переднего края передней двери D1 (передней стороны кузова B транспортного средства). Как проиллюстрировано на фиг. 2C и фиг. 2E, задняя дверь D2 содержит две петли H2 в верхней и нижней позициях переднего края задней двери D2 (передней стороны кузова B транспортного средства). Петли H1 и H2, которые служат для присоединения передних дверей D1 и задних дверей D2 к основному кузовному каркасу B1 с возможностью открытия и закрытия, в некоторой степени отличаются по форме, но базовая конструкция является идентичной. Одна из петель H1 в силу этого проиллюстрирована на фиг. 2F, и иллюстрация петель H2 опускается посредством обозначения соответствующих ссылок с номерами в круглых скобках.
[0035] Как проиллюстрировано на фиг. 2F, петля H1 имеет два кронштейна H11 и H12 петли и стержень H13 петли. Кронштейн H12 петли присоединяется к внутренней панели передней двери D1 через болты (не проиллюстрированы), тогда как кронштейн H11 петли присоединяется к передней стойке B4 основного кузовного каркаса B1 через болты (не проиллюстрированы). Стержень H13 петли вставляется в четыре отверстия двух кронштейнов H11 и H12 петли и закрепляется посредством штамповки или запрессовки. Это обеспечивает возможность соединения кронштейнов H11 и H12 петли между собой вращающимся способом вокруг стержня H13 петли.
[0036] На технологической линии WL сборки кузовного каркаса, подузел каждой петли H1 предварительно собирается, так что стержень H13 петли вставляется в четыре отверстия двух кронштейнов H11 и H12 петли и закрепляется посредством штамповки или запрессовки, и подузел переносится в конечный процесс. До того, как передняя дверь D1 присоединяется к основному кузовному каркасу B1, один кронштейн H11 петли подузла каждой петли H1 скрепляется болтами с передней дверью D1, которая затем позиционируется относительно части B2 проема для передней двери основного кузовного каркаса B1 с использованием зажимного приспособления и т.п., и другой кронштейн H12 петли скрепляется болтами с передней стойкой B4. Это обеспечивает возможность шарнирного перемещения передней двери D1 вокруг стержней H13 петли, и передняя дверь D1 за счет этого может открываться и закрываться.
[0037] Аналогично, петля H2 имеет два кронштейна H21 и H22 петли и стержень H23 петли, как обозначено посредством ссылок с номерами в круглых скобках по фиг. 2F. Кронштейн H21 петли присоединяется к задней двери D2 через болты (не проиллюстрированы), в то время как петля H22 присоединяется к средней стойке B5 основного кузовного каркаса B1 через болты (не проиллюстрированы). Стержень H23 петли вставляется в отверстия двух кронштейнов H21 и H22 петли и закрепляется посредством штамповки или запрессовки. Это обеспечивает возможность соединения кронштейнов H21 и H22 петли между собой вращающимся способом вокруг стержня H23 петли. Таким образом, задняя дверь D2 может перемещаться шарнирно вокруг стержней H23 петли, чтобы за счет этого быть открываемой и закрываемой. В дальнейшем в этом документе, петли H1 и H2 называются "петлями H" в собирательном термине.
[0038] Как проиллюстрировано на фиг. 2D, фиг. 2E и фиг. 2G, кузов B транспортного средства согласно одному или более вариантов осуществления настоящего изобретения формируется с узкими участками N1 и N2 с небольшим пространством между основным кузовным каркасом B1 и боковыми дверями D. В частности, как проиллюстрировано на фиг. 2D и фиг. 2G, узкий участок N1 с небольшим пространством формируется в окрестностях передней стойки B4 основного кузовного каркаса B1 и петель H1 для передней двери D1, при этом, как проиллюстрировано на фиг. 2E, узкий участок N2 с небольшим пространством формируется в окрестностях средней стойки B5 основного кузовного каркаса B1 и петель H2 для задней двери D2. В частности, горячий воздух из печи 1 для горячего высушивания краски не может легко входить в окрестности петель H1 и H2, поскольку они перегораживают горячий воздух независимо от открытого или закрытого состояния передней двери D1 и задней двери D2, и окрестности петель H1 и H2 не могут быть легко нагреты вследствие конструктивной причины по сравнению с внешними частями кузова для кузова B транспортного средства. Окрестности петель H1 и H2 в силу этого представляют собой места, в которых предварительно определенную температуру в качестве стандарта гарантии качества для покровного слоя затруднительно поддерживать в течение предварительно определенного времени или более. Знаки "x" креста, проиллюстрированные на фиг. 2D и фиг. 2E, представляют области нанесения верхнего покрытия (покрытые поверхности узких участков), и ссылочные обозначения WS представляют уплотнители, которые должны присоединяться к боковым дверям D1 и D2 для уплотнения между боковыми дверями D1 и D2 и частями B2 и B3 проемов для дверей. В частности, покрытые области от уплотнителей до внешней части представляют собой места, которые в значительной степени подвержены воздействию коррозии и требовательны к качеству нанесения покрытия, к примеру, межфазной адгезии покровного слоя, в дополнение к качеству внешнего вида.
[0039] Снова ссылаясь на фиг. 2A, вышеописанный кузов B транспортного средства транспортируется из процесса P13 горячего высушивания электроосаждаемой краски в процесс P6 окончательной проверки по фиг. 1A и фиг. 1B в состоянии погрузки на транспортировочную тележку 50. Транспортировочная тележка 50 согласно одному или более вариантов осуществления настоящего изобретения осуществлена в качестве модуля с прямоугольной рамой при виде сверху и имеет основание 51, состоящее из жесткого модуля, которое является достаточным для того, чтобы поддерживать кузов B транспортного средства, четыре колеса 54, предоставленные на нижней поверхности основания 51, и два передних крепления 52 и два задних крепления 53, предоставленные на верхней поверхности основания 51. Правое и левое передние крепления 52 поддерживают правую и левую передние нижние части B6 кузова (к примеру, передние боковые элементы) кузова B транспортного средства, соответственно, и правое и левое задние крепления 53 поддерживают правую и левую задние нижние части B7 кузова (к примеру, элементы задней стороны) кузова B транспортного средства, соответственно. Эти четыре крепления 52 и 53 горизонтально поддерживают кузов B транспортного средства. Четыре колеса 54 вращаются вдоль направляющих 41, которые проложены справа и слева от конвейера 40. Как описано выше, в одном или более вариантов осуществления настоящего изобретения, кузов B транспортного средства может транспортироваться по конвейеру вперед или также может транспортироваться по конвейеру назад по частям или по всем процессам технологической линии PL для нанесения покрытия.
[0040] Далее описывается печь 1 для горячего высушивания краски верхнего покрытия согласно одному или более вариантов осуществления настоящего изобретения. Фиг. 3A является видом сбоку в вертикальном сечении, иллюстрирующим схематичную конфигурацию печи для горячего высушивания краски верхнего покрытия согласно одному или более вариантов осуществления настоящего изобретения, фиг. 3B является его видом сверху, фиг. 4A является видом в поперечном сечении вдоль линии 4A-4A по фиг. 3A и фиг. 3B, а фиг. 4B является видом в поперечном сечении вдоль линии 4B-4B по фиг. 3A и фиг. 3B.
[0041] Как проиллюстрировано на фиг. 3A, фиг. 3B, фиг. 4A и фиг. 4B, печь 1 для горячего высушивания краски верхнего покрытия согласно одному или более вариантов осуществления настоящего изобретения содержит модуль 10 печи, устройство 20 подачи горячего воздуха и вытяжной вентилятор 30. Как проиллюстрировано в виде сбоку в вертикальном сечении по фиг. 3A, модуль 10 печи согласно одному или более вариантов осуществления настоящего изобретения представляет собой холмообразную печь для горячего высушивания, которая включает в себя поднимающийся участок 11 на входной стороне, опускающийся участок 13 на выходной стороне и участок 12 поднятого пола между поднимающимся участком 11 и опускающимся участком 13. Из другого аспекта, как проиллюстрировано в видах в поперечном сечении по фиг. 4A и фиг. 4B, модуль 10 печи представляет собой прямоугольную печь для горячего высушивания, которая имеет поверхность 14 потолка, пару поверхностей 15 и 15 боковых стенок справа и слева и поверхность 16 пола. В альтернативном варианте осуществления, модуль 10 печи может быть сконфигурирован как плоская печь. В виде сбоку в вертикальном сечении по фиг. 3A и в виде сверху по фиг. 3B, левая сторона представляет зону застывания верхнего покрытия на конце камеры для нанесения покрытия из краски верхнего покрытия и входную сторону модуля 10 печи, в то время как правая сторона представляет выходную сторону модуля 10 печи. Кузова B транспортного средства, погруженные на транспортировочные тележки 50, транспортируются по конвейеру вперед слева направо от фиг. 3A и фиг. 3B. Таким образом, кузова B транспортного средства, транспортированные в печи 1 для горячего высушивания краски верхнего покрытия согласно одному или более вариантов осуществления настоящего изобретения, транспортируются по конвейеру влево, как проиллюстрировано на фиг. 2A.
[0042] Поверхность 16 пола участка 12 поднятого пола модуля 10 печи имеет высоту, приблизительно идентичную высоте верхнего торцевого края отверстия входа модуля 10 печи и высоте верхнего торцевого края отверстия выхода модуля 10 печи. Вследствие этой конструкции, может предотвращаться выход наружу горячего воздуха, подаваемого в участок 12 поднятого пола, из модуля 10 печи через вход или выход. На поверхности 16 пола модуля 10 печи, конвейер 40 проложен вдоль направления прохождения модуля 10 печи. Конвейер 40 транспортирует транспортировочные тележки 50, на которые погружаются кузова B транспортного средства.
[0043] Устройство 20 подачи горячего воздуха представляет собой оборудование для подачи сформированного горячего воздуха в участок 12 поднятого пола модуля 10 печи и, как проиллюстрировано на фиг. 4A и 4B, содержит вентилятор 21 подачи воздуха, фильтр 22 подачи воздуха, горелку 23, каналы 24 подачи воздуха и первые каналы 25 для выдувания горячего воздуха и вторые каналы 26 для выдувания горячего воздуха. Вентилятор 21 подачи воздуха представляет собой оборудование для подачи всасываемого воздуха снаружи в участок 12 поднятого пола модуля 10 печи. Фильтр 22 подачи воздуха, который соединяется с впускной стороной вентилятора 21 подачи воздуха, фильтрует всасываемый воздух снаружи, чтобы отделять пыль и т.п. Это обеспечивает возможность вентилятору 21 подачи воздуха всасывать чистый воздух. Горелка 23, которая соединяется с выпускной стороной вентилятора 21 подачи воздуха, нагревает воздух, выпускаемый из вентилятора 21 подачи воздуха, до предварительно определенной температуры. Это обеспечивает возможность подачи всасываемого воздуха в качестве сильных струй горячего воздуха в участок 12 поднятого пола модуля 10 печи.
[0044] Как проиллюстрировано на фиг. 4A и фиг. 4B, каналы 24 подачи воздуха размещаются вдоль направления транспортировки кузовов B транспортного средства на поверхности 14 потолка и на поверхностях 15 и 15 правой и левой боковых стенок модуля 10 печи. В одном или более вариантов осуществления настоящего изобретения, участок 12 поднятого пола представляет собой область существенного нагрева. Как проиллюстрировано на фиг. 3A и фиг. 3B, участок 12 поднятого пола, который представляет собой область существенного нагрева печи 1 для горячего высушивания краски верхнего покрытия, состоит из первого модуля 121 печи, предоставленного на стороне ниже по ходу, и второго модуля 122 печи, предоставленного на стороне выше по ходу. Первый модуль 121 печи имеет поперечную ширину W3, соответствующую ширине W1 кузова для кузова B транспортного средства в состоянии, в котором передние двери D1 и задние двери D2 закрыты (в строгом смысле, в состоянии, в котором двери имеют небольшую степень открытия до такой степени, что внутренние части двери и подъемные оконные рамы двери не находятся в контакте с частями B2 и B3 проемов для дверей). С другой стороны, второй модуль 122 печи имеет поперечную ширину W4, соответствующую ширине W2 кузова для кузова B транспортного средства в состоянии, в котором передние двери D1 и задние двери D2 открыты (в состоянии, в котором двери полностью открыты или имеют степень открытия, близкую к полностью открытому состоянию). Поперечная ширина W4 превышает поперечную ширину W3 первого модуля 121 печи (W3<W4). При использовании в данном документе, поперечная ширина первого модуля 121 печи и второго модуля 122 печи означает расстояние между внутренними частями поверхностей 15 и 15 противостоящих боковых стенок, т.е. размер по ширине, имеющий пространство до такой степени, что кузову B транспортного средства не создаются помехи.
[0045] Как проиллюстрировано при виде сверху по фиг. 3B, в участке 12 поднятого пола согласно одному или более вариантов осуществления настоящего изобретения, боковые поверхности, соединяемые между концевыми частями поверхностей 15 боковых стенок первого модуля 121 печи и концевыми частями поверхностей 15 боковых стенок второго модуля 122 печи, предоставляются в качестве поверхностей 123 наклонных стенок, которые имеют уменьшающиеся размеры от второго модуля 122 печи к первому модулю 121 печи. Это стимулирует плавный поток горячего воздуха через соединительный участок между первым модулем 121 печи и вторым модулем 122 печи и может предотвращать пребывание горячего воздуха в них. Как проиллюстрировано на фиг. 3B, боковые поверхности, соединяемые между концевыми частями поверхностей 15 боковых стенок второго модуля 122 печи и концевыми частями поверхностей боковых стенок поднимающегося участка 11 на входной стороне, также предоставляются в качестве поверхностей 123 наклонных стенок, которые имеют уменьшающиеся размеры от второго модуля 122 печи к поднимающемуся участку 11, но это может опускаться по мере необходимости.
[0046] Участок 12 поднятого пола согласно одному или более вариантов осуществления настоящего изобретения составляет область существенного нагрева. Как проиллюстрировано на фиг. 3A и фиг. 3B, второй модуль 122 печи составляет область существенного повышения температуры, которая главным образом повышает температуру покрытых поверхностей узких участков N1 и N2 кузова B транспортного средства, и последующий первый модуль 121 печи составляет область повышения температуры и поддержания температуры внешних частей, которая повышает температуру внешних частей кузова для кузова B транспортного средства и поддерживает температуру всего кузова B транспортного средства. По этим причинам, второй модуль 122 печи содержит вторые каналы 26 для выдувания горячего воздуха, как проиллюстрировано на фиг. 4A, в то время как первый модуль 121 печи содержит первые каналы 25 для выдувания горячего воздуха, как проиллюстрировано на фиг. 4B. В альтернативном варианте осуществления, каналы 24 подачи воздуха второго модуля 122 печи, который содержит вторые каналы 26 для выдувания горячего воздуха, как проиллюстрировано на фиг. 4A, и каналы 24 подачи воздуха первого модуля 121 печи, который содержит первые каналы 25 для выдувания горячего воздуха, как проиллюстрировано на фиг. 4B, могут быть изолированы друг от друга, и вентилятор 21 подачи воздуха, фильтр 22 подачи воздуха и горелка 23 могут предоставляться для каждой изолированной области, с тем чтобы управлять температурой и расходом горячего воздуха, который должен подаваться в изолированные области.
[0047] Первые каналы 25 для выдувания горячего воздуха, проиллюстрированные на фиг. 4B, состоят из множества прямоугольных щелей (отверстий), которые формируются с предварительно определенными интервалами вдоль направления прохождения каналов 24 подачи воздуха, размещаемых в участке 12 поднятого пола модуля 10 печи, и пластин для направления выдувания, которые могут предоставляться в щелях по мере необходимости. Первые каналы 25 для выдувания горячего воздуха предоставляются таким образом, что соответствующие отверстия щелей или соответствующие пластины для направления выдувания направлены в среднюю часть модуля 10 печи, т.е. в кузов B транспортного средства. Первые каналы 25 для выдувания горячего воздуха в силу этого размещаются таким образом, что когда кузов B транспортного средства проходит перед первыми каналами 25 для выдувания горячего воздуха, отверстия или пластины для направления выдувания ориентированы к внешним частям кузова, таким как передние крылья B11, боковые двери D, брусья B9 боковины платформы кузова и задние крылья B12, для кузова B транспортного средства. Первые каналы 25 для выдувания горячего воздуха, предоставленные на поверхности 14 потолка, размещаются таким образом, что когда кузов B транспортного средства проходит перед первыми каналами 25 для выдувания горячего воздуха, отверстия или пластины для направления выдувания ориентированы к внешним частям кузова, таким как капот F, крыша B13 и крышка T багажника, для кузова B транспортного средства. Первые каналы 25 для выдувания горячего воздуха, сконфигурированные так, как указано выше, выполняют обдувание горячим воздухом всего кузова B транспортного средства, чтобы повышать и поддерживать температуру всего кузова B транспортного средства, включающего в себя внешние части кузова.
[0048] Напротив, вторые каналы 26 для выдувания горячего воздуха, предоставленные во втором модуле 122 печи, располагаются, как проиллюстрировано на фиг. 4A, в верхних частях и нижних частях каналов 24 и 24 подачи воздуха поверхностей 15 и 15 правой и левой боковых стенок второго модуля 122 печи. Передняя часть каждого второго канала 26 для выдувания горячего воздуха выполнена с возможностью включать в себя направляющие части, которые представляют собой один тип пластин для направления выдувания, и вторые каналы 26 для выдувания горячего воздуха, предоставленные на верхней стороне, открыты к стороне выше по ходу и под углом вниз, в то время как вторые каналы 26 для выдувания горячего воздуха, предоставленные на нижней стороне, открыты к стороне выше по ходу и под углом вверх. Следовательно, эти вторые каналы 26 для выдувания горячего воздуха предоставляются таким образом, что когда кузов B транспортного средства проходит перед вторыми каналами 26 для выдувания горячего воздуха, отверстия ориентированы к покрытым поверхностям узких участков N1 и N2 в окрестностях петель H, которые присоединяют боковые двери D к основному кузовному каркасу B1.
[0049] Таким образом, вторые каналы 26 для выдувания горячего воздуха открыты к стороне выше по ходу. В силу этого, во втором модуле 122 печи может легко выполняться обдувание горячим воздухом к окрестностям петель H кузова B транспортного средства, который транспортируется в состоянии, в котором боковые двери D открыты. Помимо этого, поскольку вторые каналы 26 для выдувания горячего воздуха предоставляются в верхних частях и нижних частях поверхностей 15 и 15 боковых стенок, горячий воздух из вторых каналов 26 для выдувания горячего воздуха, предоставленных в верхних частях, выдувается в основном для верхней стороны окрестностей петель H, тогда как горячий воздух из вторых каналов 26 для выдувания горячего воздуха, предоставленных в нижних частях, выдувается в основном для нижней стороны окрестностей петель H. Покрытые поверхности узких участков N1 и N2 в окрестностях петель H за счет этого могут равномерно высушиваться при нагреве.
[0050] Во втором модуле 122 печи участка 12 поднятого пола согласно одному или более вариантов осуществления настоящего изобретения, предпочтительно предоставлять каналы 24 и 24 подачи воздуха поверхности 14 потолка и поверхностей 15 боковых стенок только со вторыми каналами 26 для выдувания горячего воздуха, которые выполняют обдувание горячим воздухом окрестностей петель H кузова B транспортного средства. Это позволяет не только локально повышать температуру узких участков N1 и N2 в окрестностях петель H, но также и предотвращать прилипание пыли вокруг узких участков N1 и N2 к внешним частям кузова для кузова B транспортного средства.
[0051] В одном или более вариантов осуществления настоящего изобретения, вторые каналы 26 для выдувания горячего воздуха предоставляются, как проиллюстрировано на фиг. 4A, в верхних частях и нижних частях каналов 24 и 24 подачи воздуха поверхностей 15 и 15 правой и левой боковых стенок второго модуля 122 печи. В альтернативном варианте осуществления, как проиллюстрировано на фиг. 4C, поверхность 14 потолка и поверхность 16 пола второго модуля 122 печи могут содержать каналы 24 и 24 подачи воздуха, и вторые каналы 26 для выдувания горячего воздуха могут располагаться в этих каналах 24 и 24 подачи воздуха. Ниже описывается конфигурация для обеспечения переменности направления выдувания горячего воздуха из вторых каналов 26 для выдувания горячего воздуха и его управления.
[0052] Хотя не ограничено конкретным образом, в первом модуле 121 печи и втором модуле 122 печи, количество тепла горячего воздуха, обдувание которым выполняется из вторых каналов 26 для выдувания горячего воздуха, предпочтительно задается большим количества тепла горячего воздуха, обдувание которым выполняется из первых каналов 25 для выдувания горячего воздуха. В одном или более вариантов осуществления настоящего изобретения, скорость потока горячего воздуха, обдувание которым выполняется из вторых каналов 26 для выдувания горячего воздуха, задана выше скорости потока горячего воздуха, обдувание которым выполняется из первых каналов 25 для выдувания горячего воздуха, чтобы за счет этого задавать большим количество тепла горячего воздуха, обдувание которым выполняется из вторых каналов 26 для выдувания горячего воздуха. В частности, предпочтительно, чтобы скорость потока горячего воздуха, обдувание которым выполняется из первых каналов 25 для выдувания горячего воздуха, проиллюстрированных на фиг. 4B, составляла приблизительно 3 м/с в окрестностях покрытых поверхностей внешних частей кузова для кузова B транспортного средства, в то время как скорость потока горячего воздуха, обдувание которым выполняется из вторых каналов 26 для выдувания горячего воздуха, проиллюстрированных на фиг. 4A и фиг. 4C, задавалась равной приблизительно 10 м/с.
[0053] Вытяжной вентилятор 30 представляет собой оборудование для выпуска испаренного растворителя в модуле 10 печи наружу из системы, как проиллюстрировано на фиг. 4A или 4C и 4B, и содержит вентилятор 31 выпуска воздуха, фильтр 32 выпуска воздуха, каналы 33 выпуска воздуха и каналы 34 впуска воздуха. Вентилятор 31 выпуска воздуха представляет собой устройство, которое всасывает горячий воздух в модуле 10 печи и выпускает горячий воздух наружу из системы или обеспечивает циркуляцию горячего воздуха в первичную сторону устройства 20 подачи горячего воздуха и функции, чтобы удалять пыль и т.п. и регулировать давление горячего воздуха в модуле 10 печи. Фильтр 32 выпуска воздуха предоставляется на выпускной стороне вентилятора 31 выпуска воздуха. Горячий воздух всасывается посредством вентилятора 31 выпуска воздуха и проходит через фильтр 32 выпуска воздуха таким образом, что он выпускается наружу из системы или возвращается в устройство 20 подачи горячего воздуха. Каналы 33 выпуска воздуха предоставляются вдоль направления транспортировки кузова B транспортного средства на поверхностях 15 и 15 правой и левой боковых стенок модуля 10 печи. Каналы 34 впуска воздуха состоят из щелей, которые формируются с предварительно определенными интервалами в каналах 33 выпуска воздуха, расположенных в модуле 10 печи.
[0054] Далее описывается конфигурация для обеспечения переменности направления выдувания горячего воздуха из вторых каналов 26 для выдувания горячего воздуха согласно одному или более вариантов осуществления настоящего изобретения и его управления. Фиг. 4F является набором из вида в перспективе и блок-схемы, иллюстрирующих пример вторых каналов 26 для выдувания горячего воздуха по фиг. 4A или фиг. 4C, фиг. 4G является видом в поперечном сечении вдоль линии 4G-4G по фиг. 4F, а фиг. 4H является видом в поперечном сечении вдоль линии 4H-4H по фиг. 4F. Фиг. 4D является видом сбоку в вертикальном сечении, иллюстрирующим направление выдувания горячего воздуха из вторых каналов 26 для выдувания горячего воздуха во втором модуле 122 печи по фиг. 3A и фиг. 3B, а фиг. 4E является видом сверху, иллюстрирующим направление выдувания горячего воздуха из вторых каналов 26 для выдувания горячего воздуха во втором модуле 122 печи по фиг. 3A и фиг. 3B.
[0055] Как проиллюстрировано на фиг. 4F, вторые каналы 26 для выдувания горячего воздуха согласно одному или более вариантов осуществления настоящего изобретения содержат канал 261 для выдувания, который выполняет выдувание горячего воздуха из канала 24 подачи воздуха, подпорку 263, которая поддерживает канал 261 для выдувания через крестовидный карданный шарнир 262, и основание 264, которое поддерживает канал 261 для выдувания и подпорку 263. Канал 261 для выдувания имеет форму, в которой, как проиллюстрировано на фиг. 4G, трубчатый элемент предоставляется в середине полусферического элемента. Канал 261 для выдувания и подпорка 263 содержат крестовидный карданный шарнир 262, как проиллюстрировано на фиг. 4G и фиг. 4H, который имеет два осевых модуля 262a и 262b. Оба конца одного осевого модуля 262a закрепляются на полусферическом участке канала 261 для выдувания, как проиллюстрировано на фиг. 4G, в то время как середина осевого модуля 262a закрепляется на другом осевом модуле 262b, как проиллюстрировано на фиг. 4H. Другой осевой модуль 262b поддерживается посредством подпорки 263 вращающимся способом. Основание 264 закрепляется относительно канала 24 подачи воздуха, и подпорка 263 предоставляется таким образом, что она стоит вертикально из основания 264 вращающимся способом.
[0056] Как проиллюстрировано на фиг. 4G, вторые каналы 26 для выдувания горячего воздуха согласно одному или более вариантов осуществления настоящего изобретения имеют первый приводной механизм 265, который вращает подпорку 263 в горизонтальной плоскости относительно основания 264, и второй приводной механизм 266, который вращает канал 261 для выдувания в вертикальной плоскости относительно подпорки 263. Первый приводной механизм 265 может состоять из трансмиссионного механизма, такого как червячное колесо и червячная шестерня, и актуатора. Второй приводной механизм 266 может состоять из актуатора, закрепленного на подпорке 263, и обязательные компоненты. Первый приводной механизм 265 и второй приводной механизм 266 работают за счет управляющих сигналов из контроллера 267, как проиллюстрировано в правой части фиг. 4F.
[0057] Когда контроллер 267 принимает сигнал, который указывает то, что кузов B транспортного средства достигает предварительно определенной позиции, и сигнал, который представляет тип транспортного средства для кузова B транспортного средства, контроллер 267 управляет первым приводным механизмом 265 и вторым приводным механизмом 266 таким образом, что направление обдувания канала 261 для выдувания является подходящим для типа транспортного средства для кузова B транспортного средства. Например, различные типы кузовов B транспортного средства протекают на технологической линии PL для нанесения покрытия согласно одному или более вариантов осуществления настоящего изобретения, и они отличаются по ширине кузова, высоте кузова, позициям петель для боковых дверей относительно транспортировочных тележек 50. С другой стороны, каждый кузов B транспортного средства оснащен узлом связи управления производством, в который записаны различные технические условия на изделие для кузова. В силу этого контроллер 267 определяет тип транспортного средства для каждого кузова B транспортного средства на входе печи 1 для горячего высушивания краски верхнего покрытия, например, и управляет первым приводным механизмом 265 и вторым приводным механизмом 266, чтобы регулировать позицию канала 261 для выдувания таким образом, что горячий воздух выдувается к позициям петель, которые могут представлять собой узкий участок N1 и N2. Сигнал конвейера, указываемый на правосторонней блок-схеме по фиг. 4F, представляет собой сигнал датчика позиции напольного конвейера, который транспортирует кузова B транспортного средства, и синхронизация с этим сигналом конвейера позволяет повышать точность относительных позиций кузовов B транспортного средства и второго канала 26 для выдувания горячего воздуха. Вариант осуществления второго канала 26 для выдувания горячего воздуха, проиллюстрированного на фиг. 4F-4H, является просто примером канала точечного обдувания согласно настоящему изобретению, и достаточно того, что канал точечного обдувания имеет конфигурацию, которая позволяет варьировать направление выдувания горячего воздуха в соответствии с типом транспортного средства.
[0058] Далее в качестве примера описываются элемент 60 поддержания открытого/закрытого состояния двери и механизм 70 открытия/закрытия двери. Элемент 60 поддержания открытого/закрытого состояния двери выполнен с возможностью поддерживать боковые двери D1 и D2 в состоянии закрытия в поднимающемся участке 11 на входной стороне, поддерживать боковые двери D1 и D2 в состоянии открытия во втором модуле 122 печи и поддерживать боковые двери D1 и D2 снова в состоянии закрытия в первом модуле 121 печи. Механизм 70 открытия/закрытия двери выполнен с возможностью открывать и закрывать боковые двери D1 и D2 с использованием элемента 60 поддержания открытого/закрытого состояния двери. Фиг. 5A является видом в перспективе, иллюстрирующим пример элемента 60 поддержания открытого/закрытого состояния двери, используемого в печи 1 для горячего высушивания краски верхнего покрытия согласно одному или более вариантов осуществления настоящего изобретения, фиг. 5B является видом сзади по фиг. 5A, фиг. 5C является видом сверху по фиг. 5A, а фиг. 5D является покомпонентным видом в перспективе, иллюстрирующим соединительную часть 64 элемента 60 поддержания открытого/закрытого состояния двери, проиллюстрированного на фиг. 5A-5C. Относительно существенных признаков печи и способа горячего высушивания краски согласно настоящему изобретению, достаточно того, что боковые двери D могут поддерживаться в состоянии открытия и в состоянии закрытия, и в силу этого средство для реализации этого не ограничено следующими признаками элемента 60 поддержания открытого/закрытого состояния двери.
[0059] Как проиллюстрировано на фиг. 5A-5C, элемент 60 поддержания открытого/закрытого состояния двери согласно одному или более вариантов осуществления настоящего изобретения содержит фиксирующую раму 61, присоединяемую к двери, фиксирующую раму 62, присоединяемую к кузову, рабочий шток 63, закрепленный на фиксирующей раме 61, и соединительную часть 64, которая соединяет фиксирующую раму 61 и фиксирующую раму 62 с возможностью открытия и закрытия.
[0060] Фиксирующая рама 61, присоединяемая к двери, состоит из круглого штока или трубки, изготовленной из металла, и имеет базовую концевую часть 612 и концевую часть 611 верхушки. Базовая концевая часть 612 закрепляется на соединительной части 64, что описывается ниже, посредством сварки, штамповки в горячем виде и т.п. Концевая часть 611 верхушки складывается в предварительно определенную форму, с тем чтобы допускать зацепление с рабочим отверстием D11 внутренней панели боковой двери D1. Рабочий шток 63 закрепляется на фиксирующей раме 61 посредством сварки и т.п. и идет в часть отверстия окна боковой двери D. Рабочий шток 63 предоставляется для управления элементом 60 поддержания открытого/закрытого состояния двери с использованием механизма 70 открытия/закрытия двери, который описывается ниже.
[0061] Фиксирующая рама 62, присоединяемая к кузову, выполнена с возможностью включать в себя раму 621, вращающийся модуль 622 и модуль 622 регулирования вращения. Рама 621 состоит из круглого штока или трубки, изготовленной из металла, и имеет базовый конец и конец верхушки. Базовый конец закрепляется на соединительной части 64, что описывается ниже, посредством сварки, штамповки в горячем виде и т.п. Конец верхушки присоединяется к вращающемуся модулю 622. Вращающийся модуль 622, который поддерживает раму 621, имеет нижний конец, который вставляется в отверстие, сформированное во внутренней панели бруса B9 боковины платформы кузова. Модуль 622 регулирования вращения, который поддерживает вращающийся модуль 622 вращающимся способом, размещен на брусе B9 боковины платформы кузова части B2 проема для двери. Таким образом, как проиллюстрировано на фиг. 5A-5C, модуль 622 регулирования вращения состоит из изогнутого под углом материала, имеющего Г-образное поперечное сечение и размещенного на верхней поверхности бруса B9 боковины платформы кузова, чтобы за счет этого регулировать собственное вращение. Напротив, вращающийся модуль 622 поддерживается посредством модуля 622 регулирования вращения вращающимся способом, и нижний конец вращающегося модуля 622 вставляется в отверстие, сформированное во внутренней панели бруса B9 боковины платформы кузова. Когда рама 621 перемещается в соответствии с операцией открытия/закрытия боковой двери D, вращающийся модуль 622 вращается соответствующим образом.
[0062] Как проиллюстрировано на фиг. 5D, соединительная часть 64 содержит закрепленную часть 641, вращающуюся часть 642, кулачковый диск 643, защелку 644 регулирования обратного вращения, вращательный вал 645, поворотный вал 646 и спиральную пружину 647 кручения. Один конец закрепленной части 641 присоединяется посредством сварки, штамповки в горячем виде и т.п. к базовой концевой части 612 фиксирующей рамы 61, присоединяемой к двери. Вращающаяся часть 642 присоединяется посредством сварки, штамповки в горячем виде и т.п. к концевой части рамы 621 фиксирующей рамы 62, присоединяемой к кузову. Вращающаяся часть 642 поддерживается с возможностью вращения посредством закрепленной части 641 через вращательный вал 645, т.е. поддерживается посредством закрепленной части 641, с тем чтобы допускать относительное вращение вокруг вращательного вала 645 относительно закрепленной части 641.
[0063] В дальнейшем в этом документе, направление вращения вращающейся части 642, проиллюстрированной на фиг. 5C, в направлении R, в котором относительный угол θ открытия вращающейся части 642 в закрепленной части 641 уменьшается, т.е. в направлении закрытия боковой двери D называется "направлением R положительного вращения" вращающейся части 642. С другой стороны, направление вращения вращающейся части 642 в противоположном направлении L, в котором относительный угол θ открытия вращающейся части 642 увеличивается, т.е. в направлении открытия боковой двери D называется "направлением L отрицательного вращения" вращающейся части 642.
[0064] Закрепленная часть 641 содержит пару приблизительно круглых дисков 641a и 641a с направляющими втулками вала, которые обращены друг к другу таким образом, что они имеют определенное пространство, тогда как вращающаяся часть 642 содержит пару храповых дисков 642a и 642a, которые обращены друг к другу таким образом, что они имеют определенное пространство. Наружные краевые части храповых дисков 642a и 642a формируются с множеством (двумя в этом примере) храповых зубьев 642b, которые размещаются рядом с предварительно определенным шагом. Эти храповые зубья 642b формируются с возможностью иметь определенный шаг, который обеспечивает возможность зацепления вращающейся части 642 с защелкой 644 регулирования обратного вращения, так что угол θ открытия вращающейся части 642 в закрепленную часть 641 может принимать множество угловых позиций между углом в состоянии закрытия боковой двери D и углом в состоянии открытия боковой двери D. В одном или более вариантов осуществления настоящего изобретения, число храповых зубьев 642b на каждой стороне, т.е. число этапов, на которых может регулироваться угол θ открытия вращающейся части 642 (угол открытия боковой двери D), не ограничено конкретным образом. Например, один или более этапов могут предоставляться между смежными этапами.
[0065] Вращающаяся часть 642 предоставляется как единое целое с первой примыкающей частью 642c и второй примыкающей частью 642d, которые входят в контакт с первой выступающей частью 643a и второй выступающей частью 643b кулачкового диска 643, соответственно. Первая примыкающая часть 642c и вторая примыкающая часть 642d предоставляются на верхней и нижней концевых частях вращающейся части 642 между храповыми дисками 642a и 642a. Как проиллюстрировано на фиг. 5D, храповые диски 642a и 642a вращающейся части 642 располагаются между дисками 641a и 641a с направляющими втулками вала закрепленной части 641, и в этом состоянии, вращательный вал 645, состоящий из заклепки, вставляется в соответствующие отверстия для вала, предоставленные в центральных частях дисков 641a и 641a с направляющими втулками вала и в центральных частях храповых дисков 642a и 642a, и закрепляется в них, с тем чтобы не опускаться. Это обеспечивает возможность поддержки с возможностью вращения вращающейся части 642 посредством вращательного вала 645 относительно закрепленной части 641. Дополнительно, кулачковый диск 643 располагается между храповыми дисками 642a и 642a вращающейся части 642, и в этом состоянии, вращательный вал 645 вставляется в отверстие для вала, предоставленное в центральной части кулачкового диска 643. Это обеспечивает возможность поддержки с возможностью вращения кулачкового диска 643, такого как вращающаяся часть 642, посредством вращательного вала 645 относительно закрепленной части 641.
[0066] Защелка 644 регулирования обратного вращения, которая регулирует обратное вращение вращающейся части 642 (направление открытия боковой двери D), располагается между дисками 641a и 641a с направляющими втулками вала закрепленной части 641, и в этом состоянии, поворотный вал 646, состоящий из заклепки, вставляется в отверстия для вала, предоставленные в дисках 641a и 641a с направляющими втулками вала, и в отверстие для вала, предоставленное в защелке 644 регулирования обратного вращения, и закрепляется в них, с тем чтобы не опускаться. Это обеспечивает возможность шарнирной поддержки защелки 644 регулирования обратного вращения посредством поворотного вала 646 относительно закрепленной части 641. Конец верхушки защелки 644 регулирования обратного вращения формируется с двумя фрагментами 644a и 644a защелки, которые могут зацепляться с храповыми зубьями 642b храповых дисков 642a и 642a. Защелка 644 регулирования обратного вращения вращающимся образом смещается посредством спиральной пружины 647 кручения, присоединяемой к поворотному валу 646 в направлении по часовой стрелке, т.е. в направлении зацепления с храповыми зубьями 642b и 642b.
[0067] Когда защелка 644 регулирования обратного вращения поворачивается вокруг поворотного вала 646 в направлении по часовой стрелке по фиг. 5D, фрагменты 644a и 644a защелки одновременно зацепляются с двумя смежными храповыми зубьями 642b и 642b идентичного этапа, чтобы за счет этого регулировать вращение вращающейся части 642 в направлении L отрицательного вращения (т.е. в направлении обратного вращения или в направлении открытия боковой двери D). С другой стороны, когда защелка 644 регулирования обратного вращения поворачивается в направлении против часовой стрелки, фрагменты 644a и 644a защелки одновременно расцепляются от храповых зубьев 642b и 642b, чтобы за счет этого обеспечивать возможность вращения вращающейся части 642 в направлении L отрицательного вращения (т.е. в направлении обратного вращения или в направлении открытия боковой двери D). Таким образом, в состоянии, в котором фрагменты 644a защелки для защелки 644 регулирования обратного вращения зацепляются с храповыми зубьями 642b, вращение вращающейся части 642 в направлении L отрицательного вращения (в направлении открытия боковой двери D) регулируется, как описано выше, но при попытке вращать вращающуюся часть 642 из этого состояния в направлении R положительного вращения (в направлении закрытия боковой двери D), храповые зубья 642b прижимают фрагменты 644a защелки против силы смещения спиральной пружины 647 кручения в направлении расцепления, чтобы за счет этого прекращать зацепление между фрагментами 644a защелки и храповыми зубьями 642b.
[0068] Как проиллюстрировано на фиг. 5D, приблизительно половина наружной краевой части кулачкового диска 643, на стороне, обращенной к защелке 644 регулирования обратного вращения, содержит первую выступающую часть 643a и вторую выступающую часть 643b, которые входят в контакт, соответственно, с первой примыкающей частью 642c и второй примыкающей частью 642d вращающейся части 642, краевую утопленную часть 643c для предоставления возможности зацепления фрагментов 644a защелки с храповыми зубьями 642b, краевую выступающую часть 643d, имеющую немного более дугообразную форму по сравнению с храповыми дисками 642a, с тем чтобы регулировать зацепление фрагментов 644a защелки с храповыми зубьями 642b, и направляющую часть 643e, сформированную таким образом, что она является наклонной от краевой утопленной части 643c к краевой выступающей части 643d.
[0069] В соединительной части 64, сконфигурированной вышеуказанным способом, в состоянии, в котором вращающаяся часть 642 открыта относительно закрепленной части 641, как проиллюстрировано на фиг. 5D, фрагменты 644a защелки для защелки 644 регулирования обратного вращения расположены в краевой утопленной части 643c кулачкового диска 643, и защелка 644 регулирования обратного вращения за счет этого смещается посредством силы смещения спиральной пружины 647 кручения в направлении зацепления, чтобы зацеплять фрагменты 644a защелки с храповыми зубьями 642b. Это регулирует вращение вращающейся части 642 в направлении, в котором угол θ открытия вращающейся части 642 увеличивается, т.е. в направлении L отрицательного вращения (в направлении открытия боковой двери D). Когда вращающаяся часть 642 вращается из этого состояния в направлении, в котором угол θ открытия уменьшается, т.е. в направлении R положительного вращения (в направлении закрытия боковой двери D), храповые зубья 642b прижимают фрагменты 644a защелки против силы смещения спиральной пружины 647 кручения в направлении расцепления, так что фрагменты 644a защелки перехватывают управление вместо храповых зубьев 642b и затем зацепляются со следующими храповыми зубьями 642b вследствие силы смещения спиральной пружины 647 кручения. Это регулирует вращение вращающейся части 642 снова в направлении L отрицательного вращения (в направлении открытия боковой двери D). Таким образом, фрагменты 644a защелки для защелки 644 регулирования обратного вращения последовательно перемещаются между двумя парами храповых зубьев 642b, чтобы за счет этого обеспечивать возможность вращения вращающейся части 642 в направлении положительного вращения (положительного вращения в направлении закрытия боковой двери D), тогда как с другой стороны, фрагменты 644a защелки зацепляются с храповыми зубьями 642b, чтобы за счет этого регулировать вращение вращающейся части 642 в направлении L отрицательного вращения (отрицательное вращение в направлении открытия боковой двери D). Другими словами, посредством удерживания рабочего штока 63 элемента 60 поддержания открытого/закрытого состояния двери, чтобы прижимать его в направлении закрытия боковой двери D, боковая дверь D переходит в закрытое состояние из открытого состояния.
[0070] В соединительной части 64 согласно одному или более вариантов осуществления настоящего изобретения, операция для того, чтобы отменять регулирование вращения вращающейся части 642 в направлении L отрицательного вращения (в направлении открытия боковой двери D), т.е. операция отмены регулирования для обратного вращения, выполняется следующим образом. Во-первых, вращающаяся часть 642 вращается в основном в положительном направлении (в направлении закрытия боковой двери D) до тех пор, пока угол θ открытия вращающейся части 642 не станет меньше предварительно определенного угла отмены регулирования. В ходе этой операции положительного вращения, первая примыкающая часть 642c вращающейся части 642 входит в контакт с первой выступающей частью 643a кулачкового диска 643, чтобы вращать кулачковый диск 643 вместе с вращающейся частью 642 в положительном направлении. В соответствии с этой операцией положительного вращения, фрагменты 644a защелки для защелки 644 регулирования обратного вращения прижимаются против силы смещения спиральной пружины 647 кручения в направлении расцепления вдоль направляющей части 643e кулачкового диска 643, чтобы за счет этого переходить в состояние движения по краевой выступающей части 643d. Таким образом, поддерживается состояние, в котором прекращается зацепление фрагментов 644a защелки с храповыми зубьями 642b, т.е. поддерживается состояние, в котором отменяется регулирование вращения вращающейся части 642 в направлении L отрицательного вращения (в направлении открытия боковой двери D). Следовательно, это состояние обеспечивает возможность вращения вращающейся части 642 в направлении L отрицательного вращения. Затем когда вращающаяся часть 642 вращается в отрицательном направлении в то время, когда регулирование вращения вращающейся части 642 в направлении L отрицательного вращения отменяется, вторая примыкающая часть 642d вращающейся части 642 входит в контакт со второй выступающей частью 643b кулачкового диска 643, чтобы вращать кулачковый диск 643 вместе с вращающейся частью 642 в отрицательном направлении. Когда вращающаяся часть 642 вращается до тех пор, пока угол θ открытия не достигнет максимального угла открытия, вторая примыкающая часть 642d вращающейся части 642 прижимает вторую выступающую часть 643b кулачкового диска 643, чтобы вращать кулачковый диск 643 в отрицательном направлении. Посредством этой операции, фрагменты 644a защелки для защелки 644 регулирования обратного вращения проходят из краевой выступающей части 643d кулачкового диска 643 через направляющую часть 643e таким образом, что они расположены внутри краевой утопленной части 643c. Это обеспечивает возможность зацепления фрагментов 644a защелки с храповыми зубьями 642b, чтобы за счет этого регулировать вращение вращающейся части 642 в направлении L отрицательного вращения (в направлении открытия боковой двери D).
[0071] Вкратце, во втором модуле 122 печи, проиллюстрированном на фиг. 3B и фиг. 4A (или фиг. 4C), боковые двери D1 и D2 находятся в состоянии полного открытия или открытия с углом, близким к углу в полностью открытом состоянии, и это состояние соответствует случаю, в котором угол θ соединительной части 64 элемента 60 поддержания открытого/закрытого состояния двери является большим. Напротив, в первом модуле 121 печи, проиллюстрированном на фиг. 3B и фиг. 4B, боковые двери D1 и D2 находятся в состоянии незначительного открытия с углом, близким к углу в полностью закрытом состоянии, и это состояние соответствует случаю, в котором угол θ соединительной части 64 элемента 60 поддержания открытого/закрытого состояния двери является небольшим. В поднимающемся участке 11 в левой стороне фиг. 3B, боковые двери D1 и D2 находятся в состоянии незначительного открытия с углом, близким к углу в полностью закрытом состоянии, так что вращение в направлении в полностью открытое состояние регулируется. Когда боковые двери D1 и D2 перемещаются из этого состояния дальше в направлении их закрытия (в направлении уменьшения θ), регулирование обратного вращения соединительной части 64 отменяется, как описано выше. После этого, когда, из этого состояния, боковые двери D1 и D2 открыты в направлении в полностью открытое состояние (в направлении увеличения θ), боковые двери D1 и D2 переводятся и поддерживаются в состоянии полного открытия или открытия с углом, близким к углу в полностью открытом состоянии. Напротив, во втором модуле 122 печи по фиг. 3B, боковые двери D1 и D2 находятся в состоянии полного открытия или открытия с углом, близким к углу в полностью открытом состоянии, так что вращение соединительной части 64 разрешается в направлении положительного вращения, как описано выше. Следовательно, когда боковые двери D1 и D2 закрыты на конце второго модуля 122 печи, боковые двери D1 и D2 просто прижимаются в направлении их закрытия, чтобы за счет этого переводиться и поддерживаться в состоянии незначительного открытия с углом, близким к углу в полностью закрытом состоянии.
[0072] Чтобы выполнять такую операцию открытия и операцию закрытия для боковых дверей D1 и D2, как проиллюстрировано на фиг. 3B, механизм 70 открытия/закрытия двери предоставляется в распределенной форме справа и слева от начала и конца второго модуля 122 печи. Механизм 70 открытия/закрытия двери согласно одному или более вариантов осуществления настоящего изобретения включает в себя механизмы 71 открытия двери, которые располагаются в начале второго модуля 122 печи (или могут располагаться на конце предыдущего поднимающегося участка 11), механизмы 72 закрытия двери, которые располагаются на конце второго модуля 122 печи, и предельные выключатели и т.п. (не проиллюстрированы), которые обнаруживают то, что кузова B транспортного средства достигают механизмов 71 открытия двери и механизмов 72 закрытия двери.
[0073] Как проиллюстрировано на фиг. 5B, каждый механизм 71 открытия двери выполнен с возможностью включать в себя рычаг 711, который удерживает рабочий шток 63 элемента 60 поддержания открытого/закрытого состояния двери (рычаг 711 имеет на конце верхушки манипулятор 713 для удерживания рабочего штока 63), и узел 712 привода, который приводит в действие рычаг 711 назад и вперед. Как описано выше, когда боковые двери D1 и D2 открыты из закрытого состояния, боковые двери D1 и D2 сразу перемещаются в направлении закрытия боковых дверей D1 и D2 и затем перемещаются в направлении своего открытия. В силу этого достаточно того, что узел 712 привода может управлять рычагом 711 таким образом, чтобы выполнять эту операцию. После того, как предельные выключатели и т.п. обнаруживают то, что кузов B транспортного средства достигает предварительно определенной позиции относительно механизмов 71 открытия двери, узел 712 привода управляет рычагом 711 таким образом, что он перемещается вперед, удерживает рабочий шток 63, перемещается вперед в направлении закрытия, перемещается назад в полностью открытое состояние или в состояние со степенью открытия, близкой к степени открытия в полностью открытом состоянии, прекращает удерживание рабочего штока 63 и перемещается назад в исходную позицию. Такая работа узла 712 привода может осуществляться с использованием робота или выделенного устройства приведения в действие.
[0074] С другой стороны, каждый механизм 72 закрытия двери выполнен с возможностью включать в себя, как обозначено посредством ссылок с номерами в круглых скобках на фиг. 5B, рычаг 721, который удерживает рабочий шток 63 элемента 60 поддержания открытого/закрытого состояния двери (рычаг 721 имеет на конце верхушки манипулятор 723 для удерживания рабочего штока 63), и узел 722 привода, который приводит в действие рычаг 721 назад и вперед. Как описано выше, когда боковые двери D1 и D2 закрыты из открытого состояния, достаточно, если боковые двери D1 и D2 просто перемещаются из открытого состояния в направлении закрытия боковых дверей D1 и D2. В силу этого достаточно того, что узел 722 привода может управлять рычагом 721 таким образом, чтобы выполнять эту операцию. После того, как предельные выключатели и т.п. обнаруживают то, что кузов B транспортного средства достигает предварительно определенной позиции относительно механизмов 72 закрытия двери, узел 722 привода управляет рычагом 721 таким образом, что он перемещается вперед, удерживает рабочий шток 63, перемещается вперед в направлении закрытия до степени открытия, близкой к степени открытия в полностью закрытом состоянии, прекращает удерживание рабочего штока 63 и перемещается назад в исходную позицию. Такая работа узла 722 привода может осуществляться с использованием робота или выделенного устройства приведения в действие.
[0075] Фиг. 6 является видом сверху, иллюстрирующим схематичную конфигурацию печи для горячего высушивания краски верхнего покрытия согласно другому варианту осуществления настоящего изобретения. Поперечное сечение вдоль линии 4A-4A на фиг. 6 имеет конструкцию, идентичную конструкции, проиллюстрированной на фиг. 4A, и поперечное сечение вдоль линии 4B-4B на фиг. 6 имеет конструкцию, идентичную конструкции, проиллюстрированной на фиг. 4B. В вышеописанной печи 1 для горячего высушивания краски верхнего покрытия, проиллюстрированной на фиг. 3A и фиг. 3B согласно одному или более вариантов осуществления настоящего изобретения, второй модуль 122 печи предоставляется на начальном конце на стороне выше по ходу участка 12 поднятого пола, но для печи для горячего высушивания краски верхнего покрытия согласно настоящему изобретению достаточно, если второй модуль 122 печи предоставляется, по меньшей мере, в любом местоположении участка 12 поднятого пола. Например, печь 1 для горячего высушивания краски верхнего покрытия согласно другому варианту осуществления, проиллюстрированная на фиг. 6, является примером, в котором первый модуль 121 печи предоставляется на начальном конце на стороне выше по ходу участка 12 поднятого пола, и второй модуль 122 печи предоставляется после первого модуля 121 печи. Также в такой печи 1 для горячего высушивания краски верхнего покрытия согласно другому варианту осуществления, горячее высушивание в состоянии открытия боковых дверей D и горячее высушивание в состоянии закрытия боковых дверей D может быть реализовано аналогично печи 1 для горячего высушивания краски верхнего покрытия, проиллюстрированной на фиг. 3A и фиг. 3B. Фиг. 7 иллюстрирует пример печи 1 для горячего высушивания краски верхнего покрытия согласно еще одному другому варианту осуществления, в котором первый модуль 121 печи предоставляется на стороне выше по ходу участка 12 поднятого пола, и второй модуль 122 печи предоставляется на стороне ниже по ходу. Также в такой печи 1 для горячего высушивания краски верхнего покрытия согласно еще одному другому варианту осуществления, горячее высушивание в состоянии открытия боковых дверей D и горячее высушивание в состоянии закрытия боковых дверей D может быть реализовано аналогично печи 1 для горячего высушивания краски верхнего покрытия, проиллюстрированной на фиг. 3A и фиг. 3B. Фиг. 8 иллюстрирует пример печи 1 для горячего высушивания краски верхнего покрытия согласно еще одному другому варианту осуществления, в котором весь участок 12 поднятого пола представляет собой второй модуль 122 печи с большой шириной, область повышения температуры на стороне выше по ходу содержит вторые каналы 26 для выдувания горячего воздуха, проиллюстрированные на фиг. 4A или фиг. 4C, и внешняя область повышения температуры и поддержания температуры на стороне ниже по ходу содержит первые каналы 25 для выдувания горячего воздуха, проиллюстрированные на фиг. 4B. Также в такой печи 1 для горячего высушивания краски верхнего покрытия согласно еще одному другому варианту осуществления, горячее высушивание в состоянии открытия боковых дверей D может быть реализовано аналогично печи 1 для горячего высушивания краски верхнего покрытия, проиллюстрированной на фиг. 3A и фиг. 3B.
[0076] Печь 1 для горячего высушивания краски верхнего покрытия и способ горячего высушивания краски верхнего покрытия согласно одному или более вариантов осуществления настоящего изобретения имеют следующую работу и преимущества:
(1) В большинстве случаев, кузов B транспортного средства выполнен с возможностью включать в себя место, которое легко подвергается воздействию горячего потока, и место, которое не подвергается легко воздействию горячего потока. Например, даже когда кузова транспортного средства транспортируются по конвейеру в печь 1 для горячего высушивания краски верхнего покрытия в состоянии закрытия боковых дверей D, горячий воздух с меньшей вероятностью распространяется в обход в узкие участки N1 и N2 в окрестностях петель H1 и H2 боковых дверей D. Напротив, внешние части кузова, к примеру, наружные панели боковых дверей D могут непосредственно обдуваться горячим воздухом и в силу этого легко нагреваются. По этим причинам, если состояние застывания для температуры горячего воздуха, время прохождения и т.п. в печи 1 для горячего высушивания краски верхнего покрытия адаптированы к покрытым поверхностям узких участков N1 и N2, которые не могут легко нагреваться, то не только внешние части кузова, которые могут легко нагреваться, в значительной степени выходят за рамки стандарта гарантии качества, так что они потребляют энергию без необходимости, но также и избыточное горячее высушивание может возникать в некоторых случаях, что еще более ухудшает качество нанесения покрытия. С другой стороны, если состояние застывания для температуры горячего воздуха, время прохождения и т.п. в печи 1 для горячего высушивания краски верхнего покрытия адаптированы для внешних частей кузова, которые могут легко нагреваться, состояние горячего высушивания для покровных слоев узких участков N1 и N2 не удовлетворяет стандарту гарантии качества, что приводит к так называемому плохому горячему высушиванию и ухудшению свойств покровного слоя, и отслоение покровного слоя возможно возникает. Согласно одному или более вариантов осуществления настоящего изобретения, во втором модуле 17 печи, в котором кузова транспортного средства транспортируются по конвейеру в состоянии открытия боковых дверей D, горячий воздух выдувается локально по направлению к покрытым поверхностям узких участков N1 и N2, которые относительно сложно нагревать, чтобы за счет этого обеспечивать возможность однородного состояния горячего высушивания по всей области покровного слоя кузова B транспортного средства, и не только повышается качество покровного слоя, но также и может достигаться энергосбережение. Кроме того, первый модуль 121 печи имеет небольшую ширину печи, и полное пространство для модуля 10 печи за счет этого может минимизироваться.
[0077] (2) Относительно вторых каналов 26 для выдувания горячего воздуха согласно одному или более вариантов осуществления настоящего изобретения, когда контроллер 267 принимает сигнал, который указывает то, что кузов B транспортного средства достигает предварительно определенной позиции, и сигнал, который представляет тип транспортного средства для кузова B транспортного средства, контроллер 267 управляет первым приводным механизмом 265 и вторым приводным механизмом 266 таким образом, что направление обдувания канала 261 для выдувания является подходящим для типа транспортного средства для кузова B транспортного средства. Это обеспечивает возможность ориентации горячего воздуха, обдувание которым выполняется из каждого второго канала 26 для выдувания горячего воздуха, в позициях петель, определенных посредством типа транспортного средства, как проиллюстрировано на фиг. 4D и фиг. 4E, и в силу этого обеспечивается то, что состояние горячего высушивания для покрытых поверхностей узких участков N1 и N2 может проще удовлетворяться.
[0078] (3) Второй модуль 122 печи согласно одному или более вариантов осуществления настоящего изобретения содержит только вторые каналы 26 для выдувания горячего воздуха, которые выполняют обдувание горячим воздухом окрестностей петель H кузовов B транспортного средства. Это позволяет не только локально повышать температуру покрытых поверхностей узких участков N1 и N2 в окрестностях петель H, но также и предотвращать прилипание пыли вокруг узких участков N1 и N2 к внешним частям кузова кузовов B транспортного средства.
[0079] (4) Согласно одному или более вариантов осуществления настоящего изобретения, как проиллюстрировано на фиг. 3A, фиг. 3B, фиг. 6 и фиг. 7, боковые поверхности, соединяемые между концевыми частями поверхностей 15 боковых стенок первого модуля 121 печи и концевыми частями поверхностей 15 боковых стенок второго модуля 122 печи, предоставляются в качестве поверхностей 123 наклонных стенок, которые имеют уменьшающиеся размеры от второго модуля 122 печи к первому модулю 121 печи. В силу этого, это может обеспечивать плавность потока горячего воздуха, сформированного в первом модуле 121 печи и втором модуле 122 печи, и подавлять неравномерное температурное распределение вследствие горячего воздуха, остающегося в граничной части между первым модулем 121 печи и вторым модулем 122 печи.
[0080] Вышеуказанное устройство 20 подачи горячего воздуха соответствует блоку подачи горячего воздуха настоящего изобретения, и вторые каналы 26 для выдувания горячего воздуха соответствуют каналу точечного обдувания настоящего изобретения.
Перечень ссылочных позиций
[0081] PRL - технологическая линия прессования
WL - технологическая линия сборки кузовного каркаса (сварочная технологическая линия)
ASL - технологическая линия сборки компонентов транспортного средства (технологическая линия комплектования)
PL - технологическая линия для нанесения покрытия
P1 - процесс нанесения грунтовочного покрытия (процесс нанесения электроосаждаемого покрытия)
P11 - процесс предварительной обработки для электроосаждаемого покрытия
P12 - процесс нанесения покрытия из электроосаждаемой краски
P13 - процесс горячего высушивания электроосаждаемой краски
P2 - процесс нанесения герметика
P3 - процесс нанесения промежуточного покрытия
P31 - процесс нанесения покрытия из краски промежуточного покрытия
P32 - процесс горячего высушивания краски промежуточного покрытия
P4 - процесс влажной шлифовки
P41 - процесс сушки после влажной шлифовки
P5 - процесс нанесения верхнего покрытия
P51 - процесс нанесения покрытия из краски верхнего покрытия
P52 - процесс горячего высушивания краски верхнего покрытия
P6 - процесс окончательной проверки
P7 - процесс нанесения промежуточного и верхнего покрытия
P71 - процесс нанесения покрытия из краски промежуточного покрытия и краски верхнего покрытия
P72 - процесс горячего высушивания краски промежуточного покрытия и краски верхнего покрытия
D/L - подъемник с механизмом опускания
B - кузовной каркас (объект, на который должно наноситься покрытие)
B1 - основной кузовной каркас
B2 - часть проема для передней двери
B3 - часть проема для задней двери
B4 - передняя стойка
B5 - средняя стойка
B6 - передняя нижняя часть кузова
B7 - задняя нижняя часть кузова
B8 - продольная направляющая крыши
B9 - брус боковины платформы кузова
B10 - задняя стойка
B11 - переднее крыло
B12 - заднее крыло
B13 - крыша
F - капот (капот)
T - крышка багажника
D - боковая дверь
D1 - передняя дверь
H1 (H) -петля
H11, H12 - кронштейн петли
H13 - стержень петли
D2 - задняя дверь
H2 (H) -петля
H21, H22 - кронштейн петли
H23 - стержень петли
N1, N2 - узкий участок
W1 - ширина кузова в состоянии закрытия боковых дверей
W2 - ширина кузова в состоянии открытия боковых дверей
1 - печь для горячего высушивания краски верхнего покрытия
10 - модуль печи
11 - поднимающийся участок на входной стороне
12 - участок поднятого пола
121 - первый модуль печи
122 - второй модуль печи
123 - поверхность наклонной стенки
13 - опускающийся участок на выходной стороне
14 - поверхность потолка
15 - поверхность боковой стенки
16 - поверхность пола
20 - устройство подачи горячего воздуха
21 - вентилятор подачи воздуха
22 - фильтр подачи воздуха
23 - горелка
24 - канал подачи воздуха
25 - первый канал для выдувания горячего воздуха
26 - второй канал для выдувания горячего воздуха
261 - канал для выдувания
262, 262a, 262b - карданный шарнир, осевой модуль
263 - подпорка
264 - основание
265 - первый приводной механизм
266 - второй приводной механизм
267 - контроллер
30 - вытяжной вентилятор
31 - вентилятор выпуска воздуха
32 - фильтр выпуска воздуха
33 - канал выпуска воздуха
34 - канал впуска воздуха
40 - конвейер
41 - направляющая
50 - транспортировочная тележка
51 - основание
52 - переднее крепление
53 - заднее крепление
54 - колесо
60 - элемент поддержания открытого/закрытого состояния двери
61 - фиксирующая рама, присоединенная к двери
611 - базовая концевая часть
612 - концевая часть верхушки
62 - фиксирующая рама, присоединенная к кузову
621 - рама
622 - вращающийся модуль
623 - модуль регулирования вращения
63 - рабочий шток
64 - соединительная часть
641 - закрепленная часть
641a - диск с направляющими втулками вала
642 - вращающаяся часть
642a - храповой диск
642b - храповой зуб
642c - первая примыкающая часть
642d - вторая примыкающая часть
643 - кулачковый диск
643a - первая выступающая часть
643b - вторая выступающая часть
643c - краевая утопленная часть
643d - краевая выступающая часть
643e - направляющая часть
644 - защелка регулирования обратного вращения
644a - фрагмент защелки
645 - вращательный вал
646 - поворотный вал
647 - спиральная пружина кручения
70 - механизм открытия/закрытия двери
71 - механизм открытия двери
711 - рычаг
712 - узел привода
713 - манипулятор
72 - механизм закрытия двери
721 - рычаг
722 - узел привода
723 - манипулятор
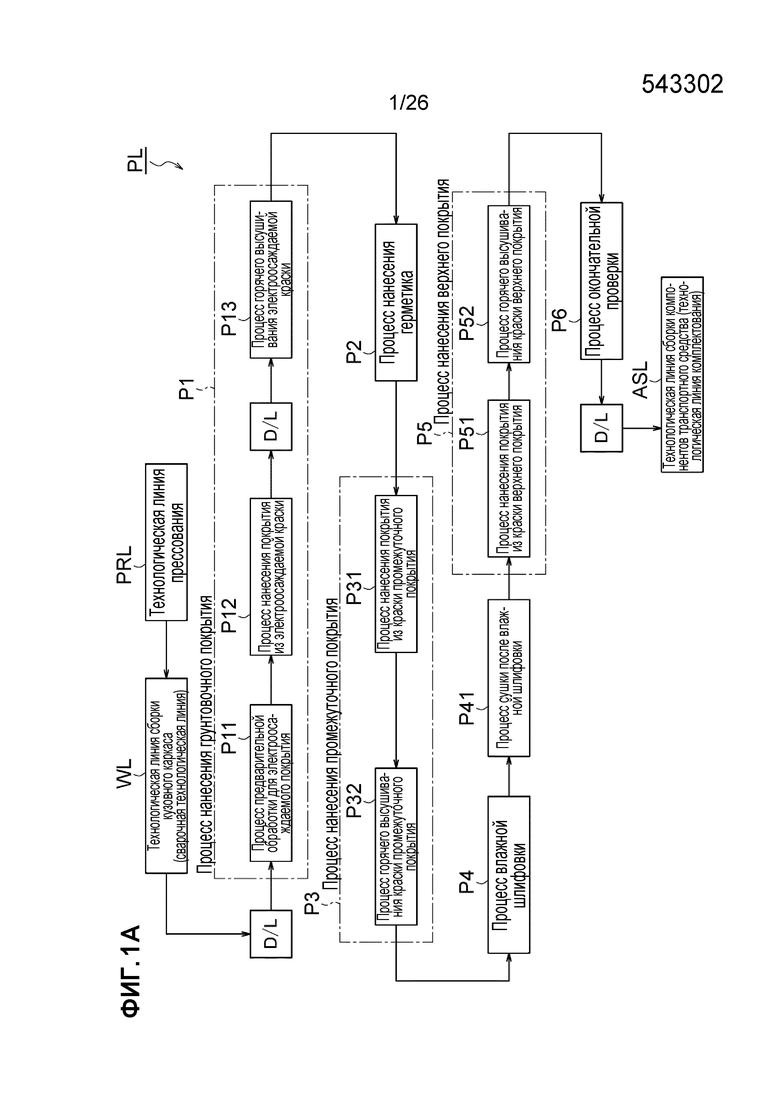
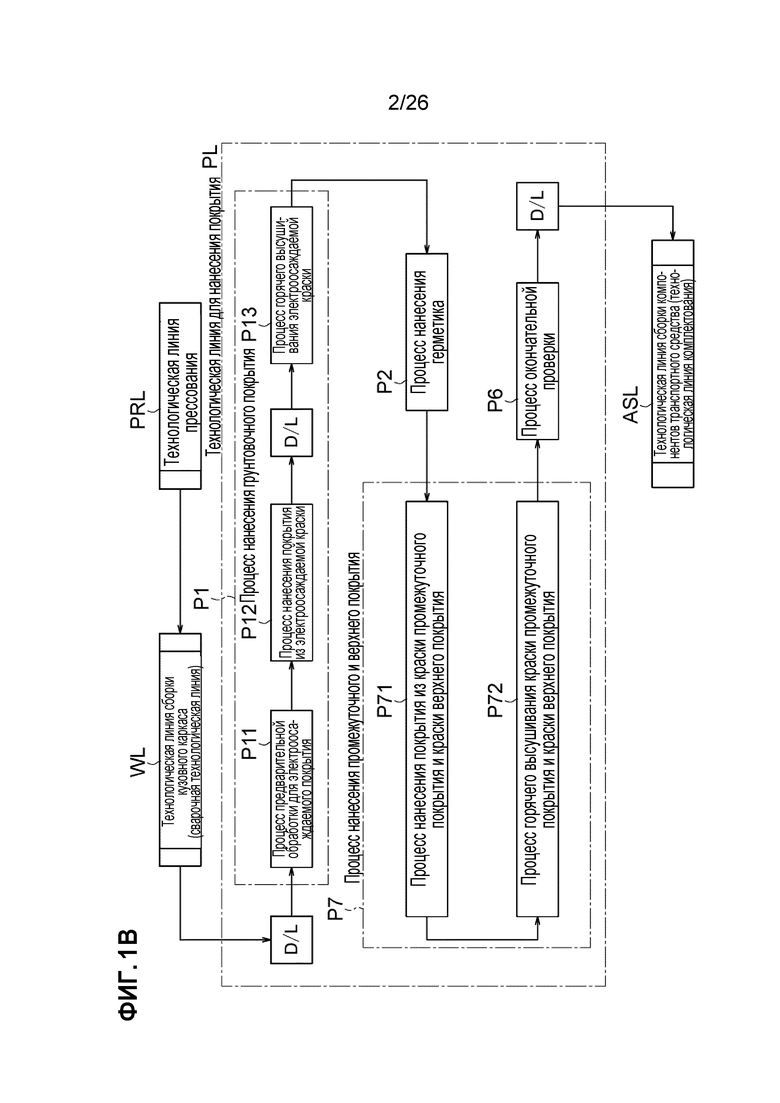
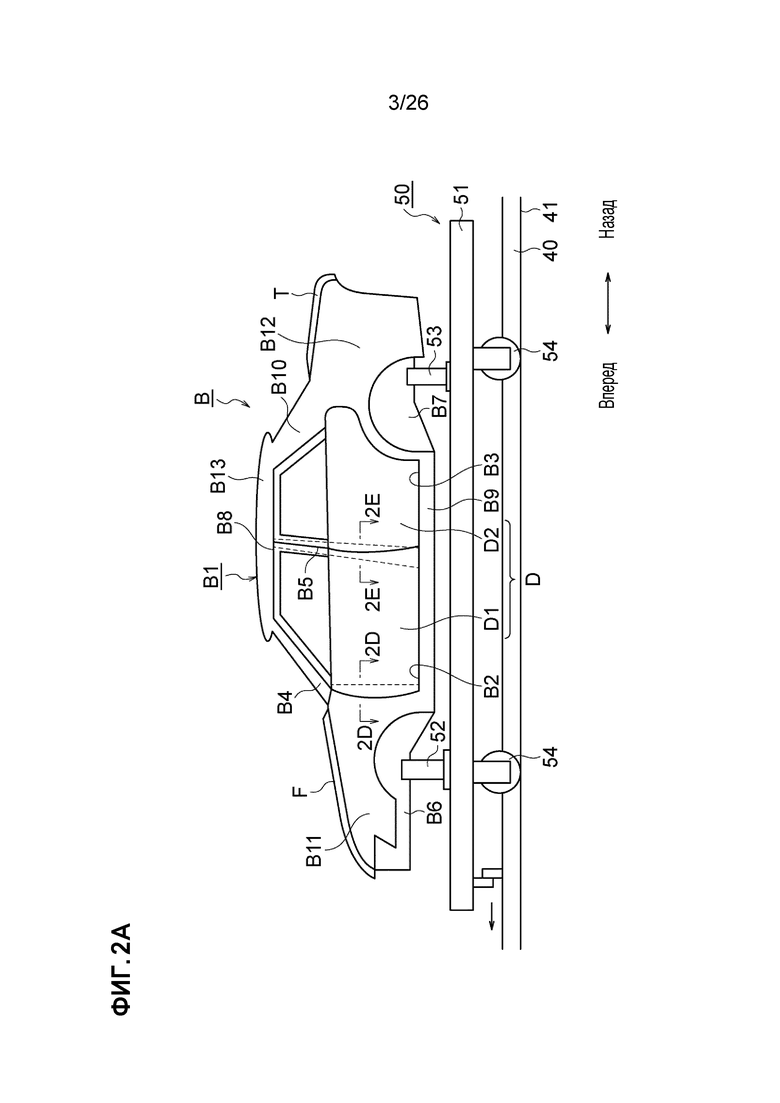


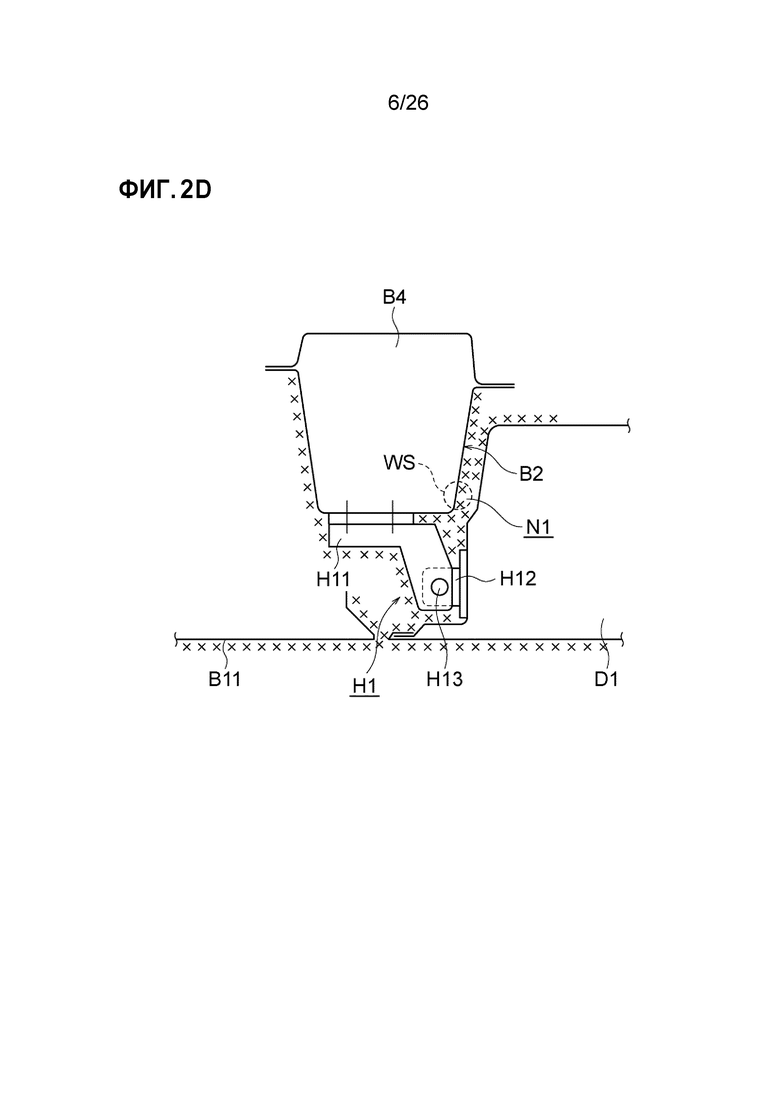
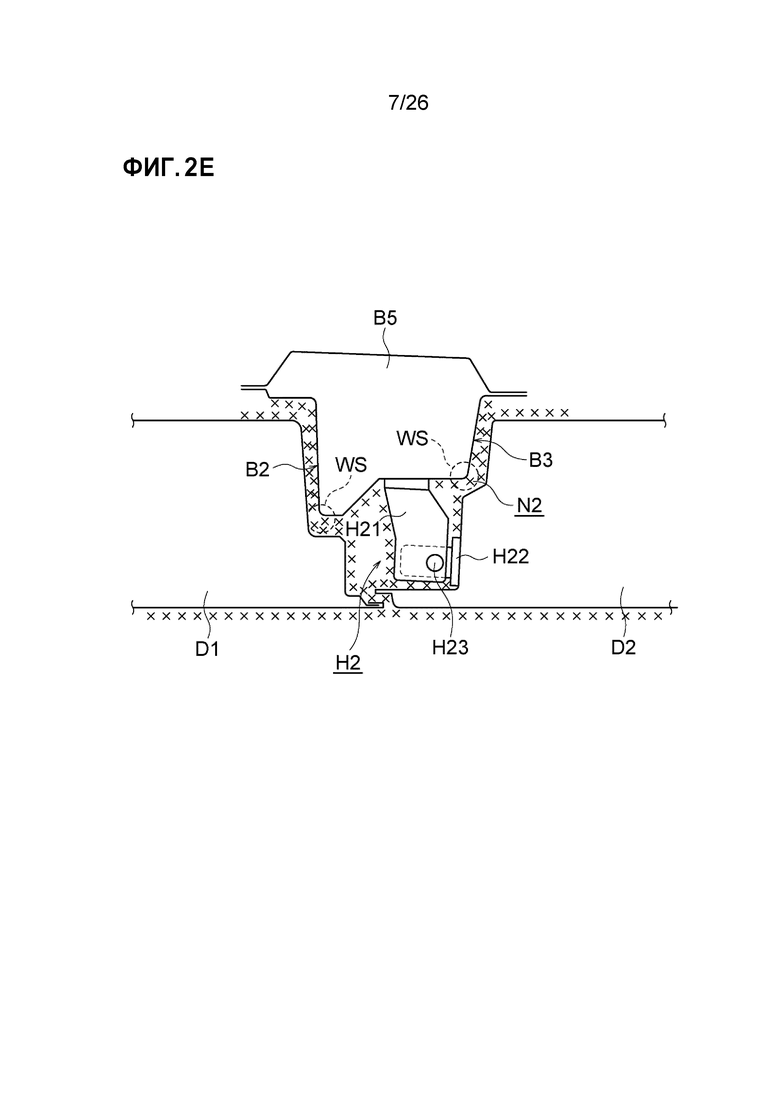
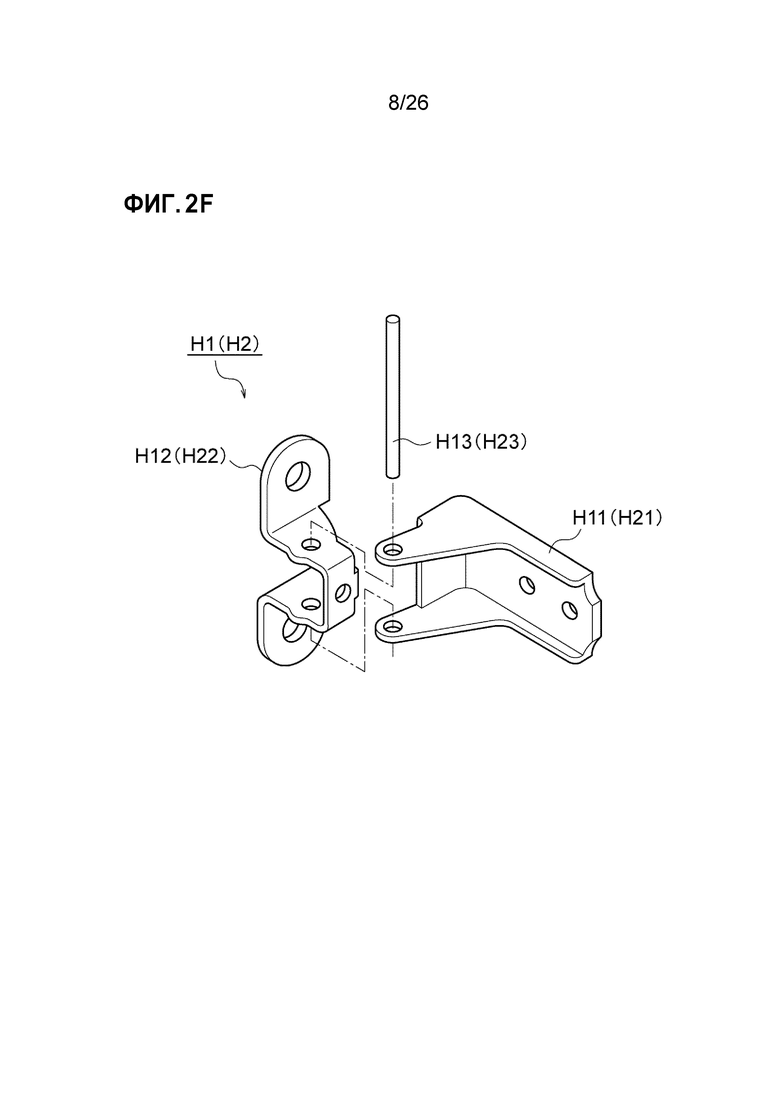
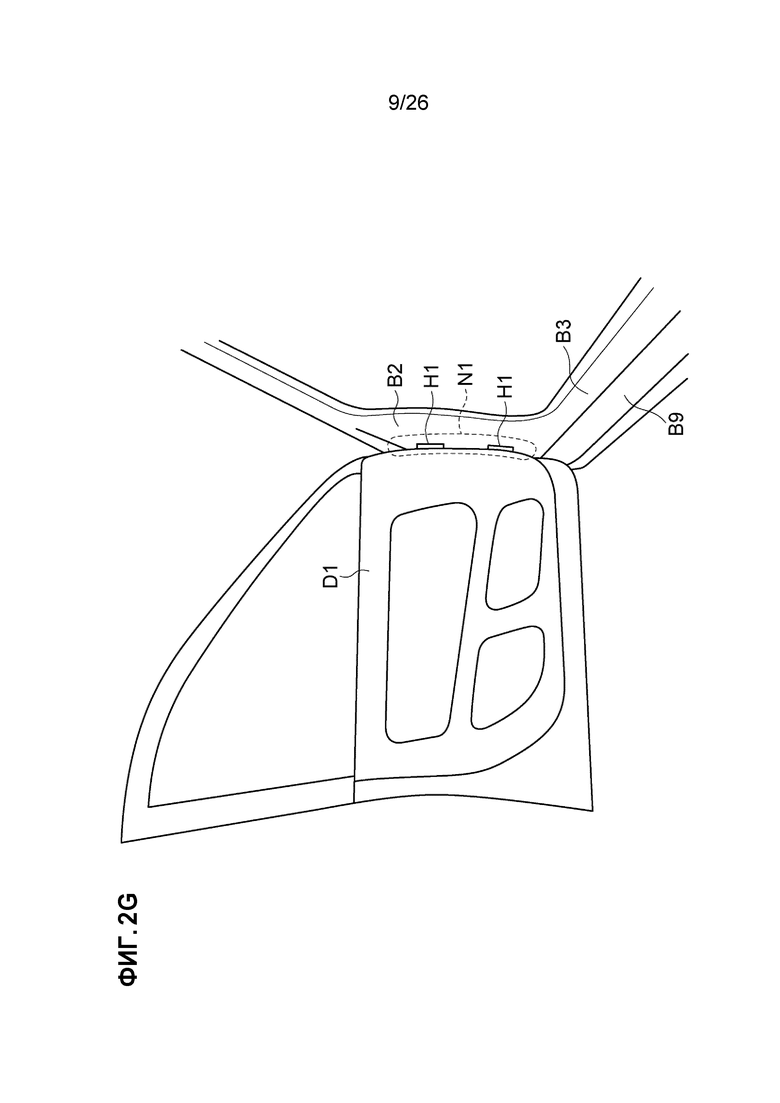
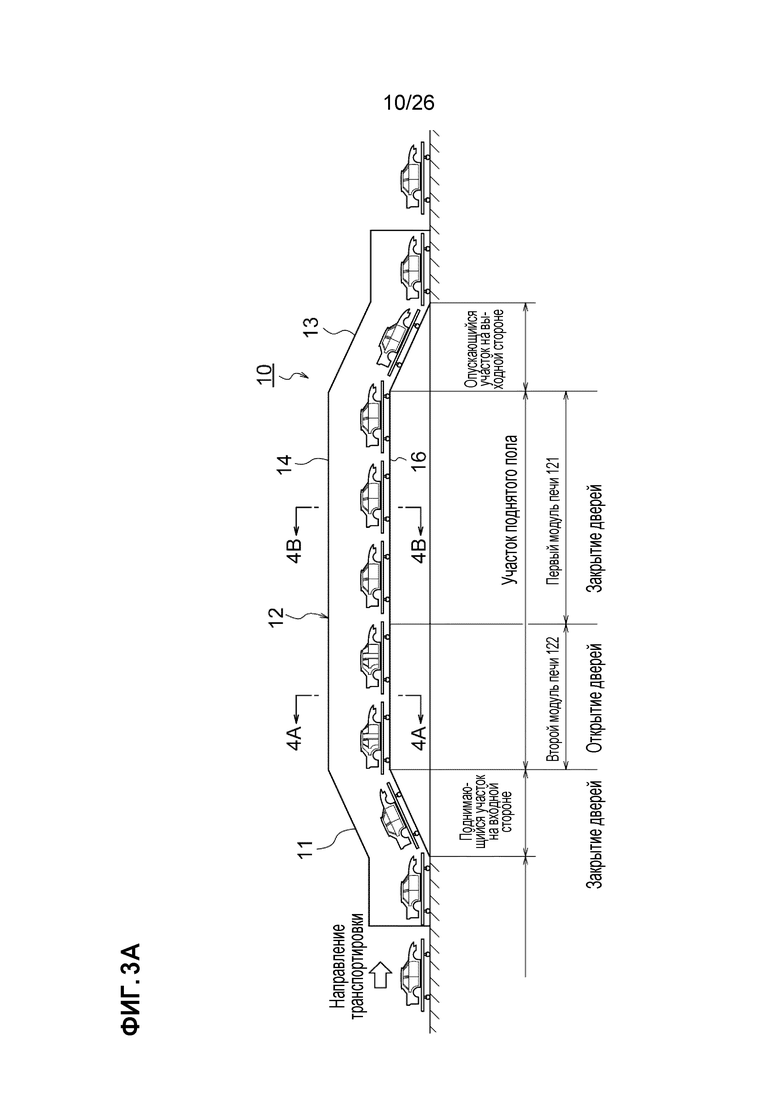
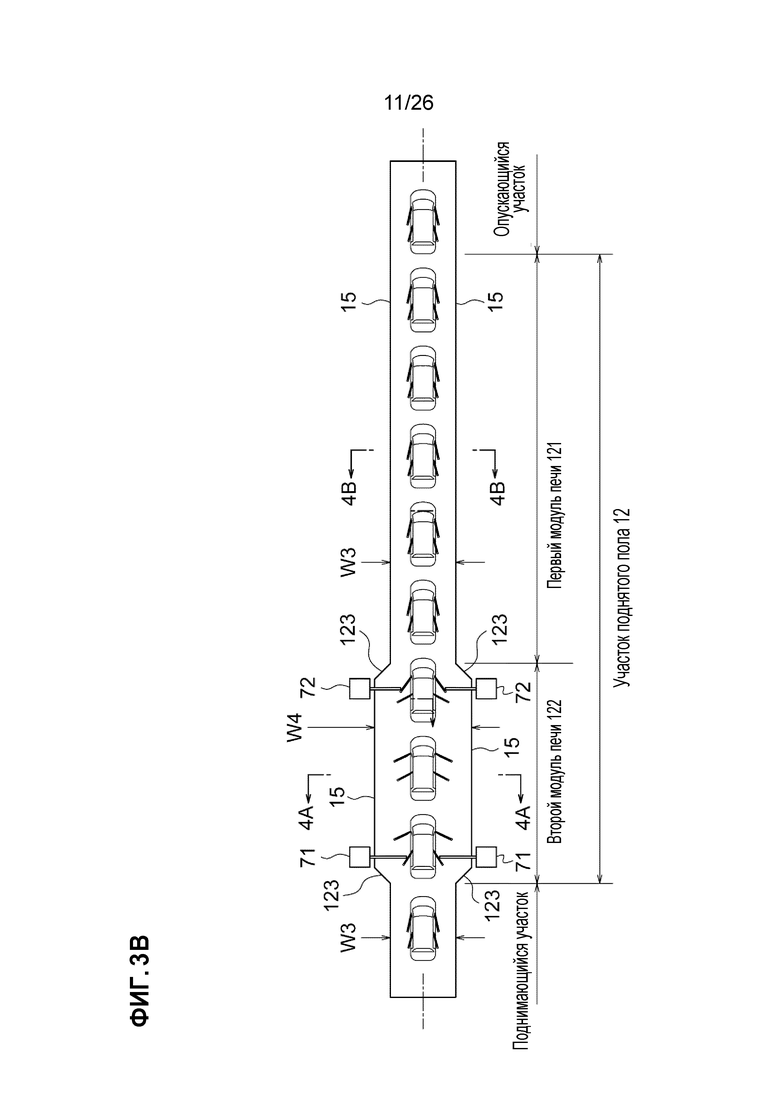





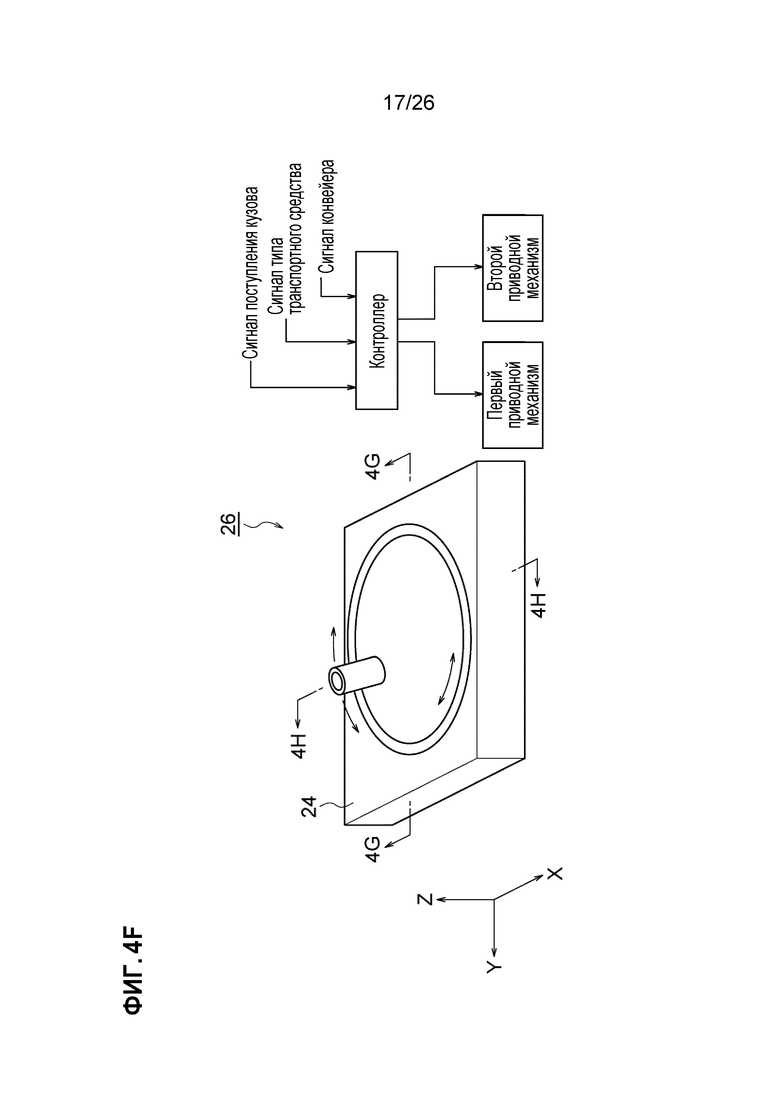
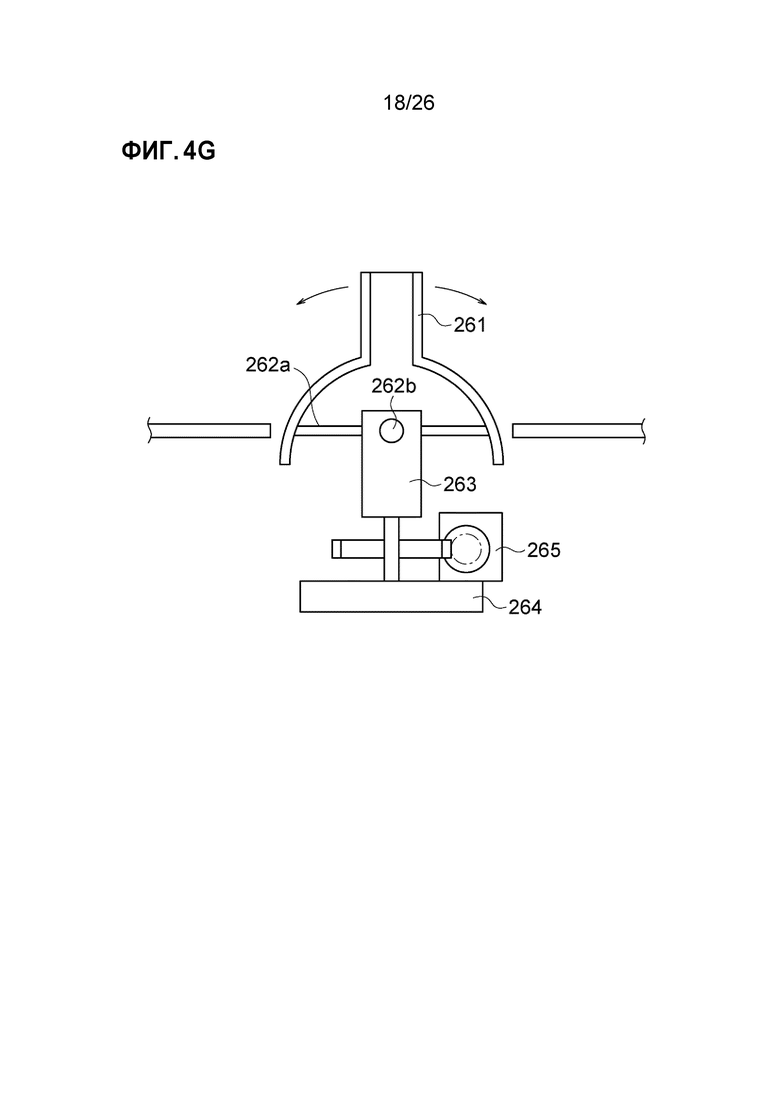
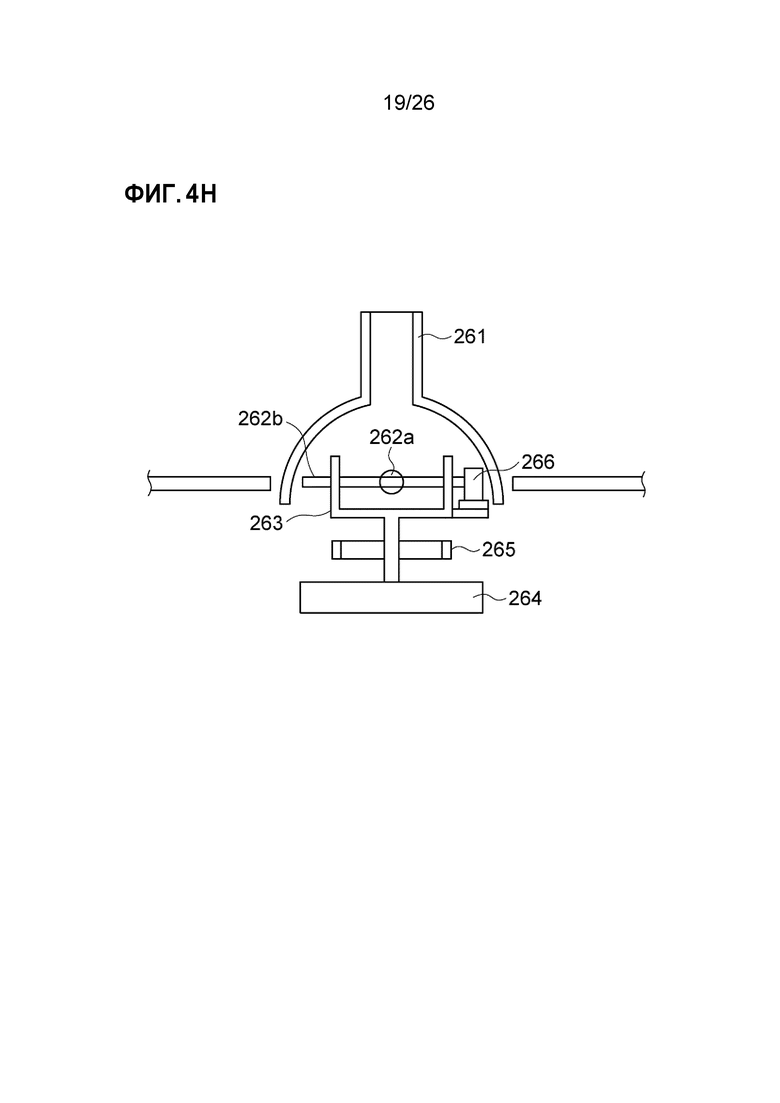
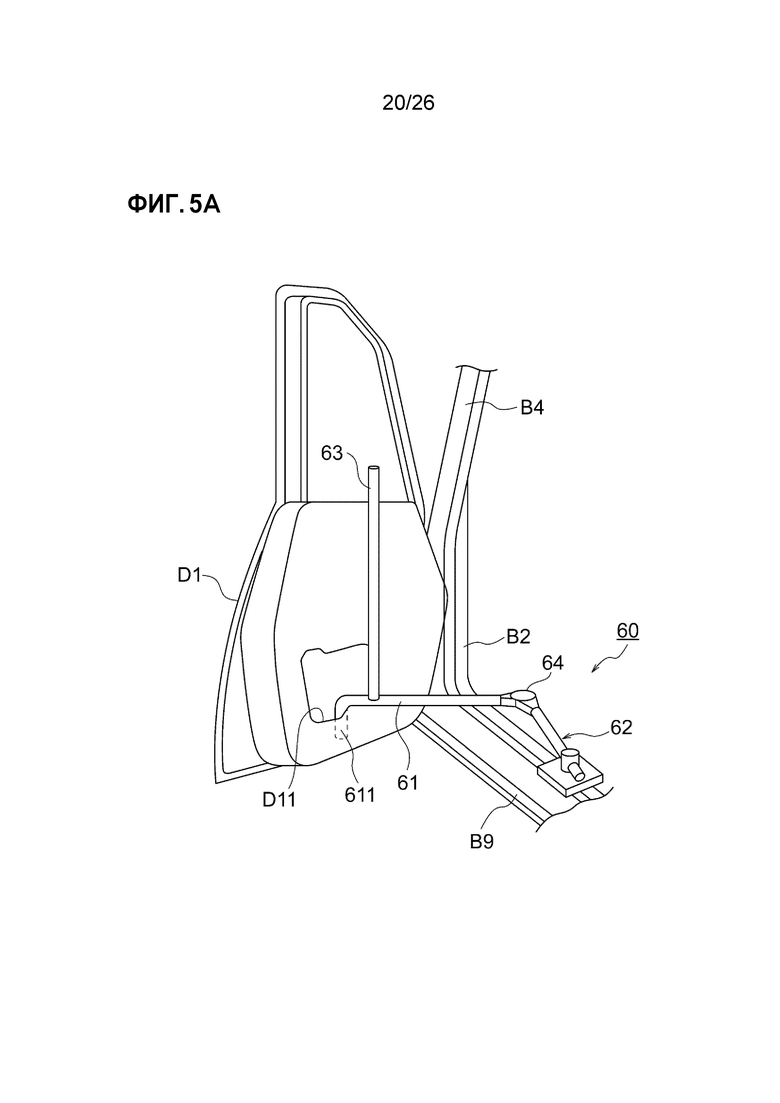


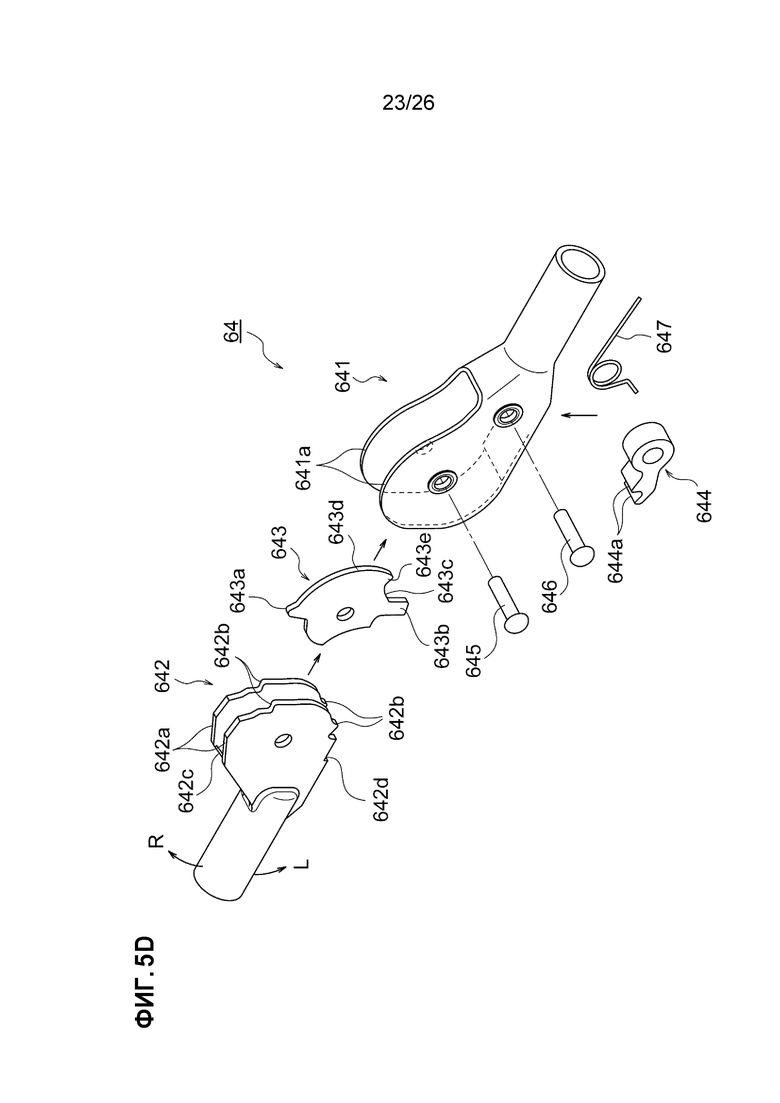


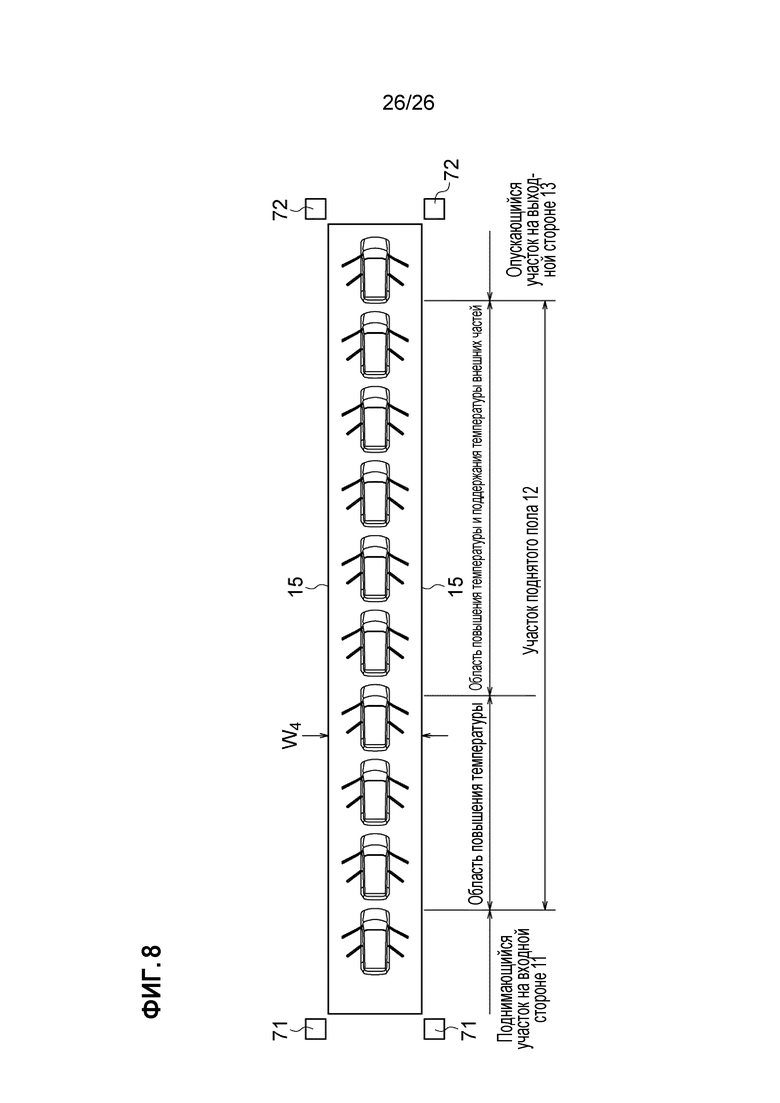
Изобретение относится к печи для горячего высушивания краски и способу горячего высушивания краски. Печь для горячего высушивания краски содержит модуль печи, в котором транспортируется кузов транспортного средства. Кузов имеет основной кузовной каркас, к которому посредством петли прикрепляется закрывающаяся часть. Кузов включает в себя внешнюю часть кузова и покрытую поверхность основного кузовного каркаса и закрывающейся части около петли. Блок подачи горячего воздуха обеспечивает высушивание путем нагрева влажного покровного слоя, нанесенного на внешнюю часть кузова и покрытую поверхность. Модуль печи включает в себя область точечного горячего высушивания только по направлению к покрытой поверхности в состоянии открытия закрывающейся части, чтобы локально высушивать при нагреве покровный слой, нанесенный на покрытую поверхность. Изобретение должно обеспечить высушивание краски для всего кузова транспортного средства. 2 н. и 8 з.п. ф-лы, 8 ил.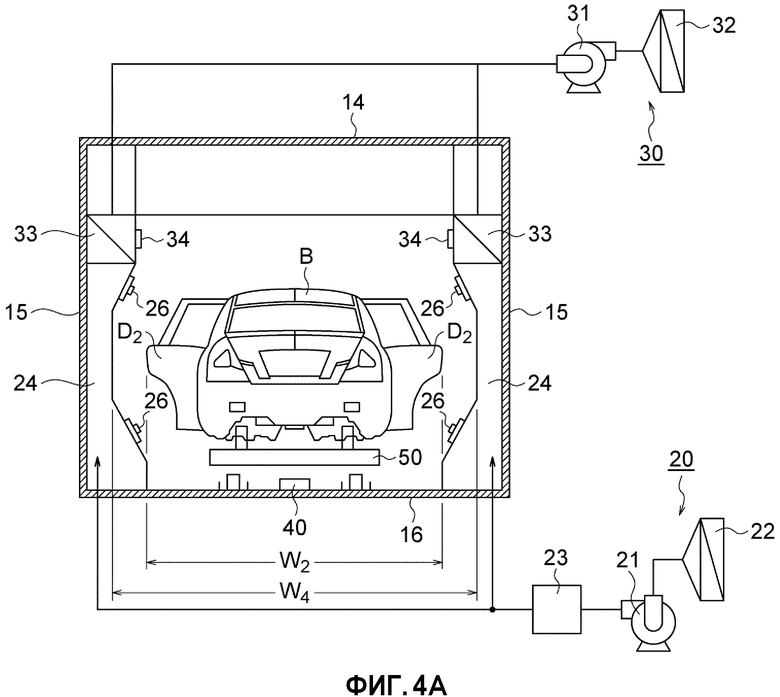
1. Печь для горячего высушивания краски, содержащая:
модуль печи, в котором транспортируется кузов транспортного средства, причем кузов транспортного средства имеет основной кузовной каркас, к которому посредством петли прикрепляется закрывающаяся часть, при этом кузов транспортного средства включает в себя внешнюю часть кузова и покрытую поверхность основного кузовного каркаса и закрывающейся части около петли; и
блок подачи горячего воздуха, выполненный с возможностью подачи горячего воздуха в модуль печи, чтобы высушивать при нагреве влажный покровный слой, нанесенный на внешнюю часть кузова и покрытую поверхность,
причем модуль печи включает в себя область точечного горячего высушивания, в которой горячий воздух выдувается только по направлению к покрытой поверхности, в состоянии открытия закрывающейся части, чтобы локально высушивать при нагреве покровный слой, нанесенный на покрытую поверхность.
2. Печь для горячего высушивания краски по п. 1, в которой модуль печи включает в себя область поддержания температуры, в которой горячий воздух выдувается на весь кузов транспортного средства, чтобы высушивать при нагреве покровный слой, нанесенный на кузов транспортного средства.
3. Печь для горячего высушивания краски по п. 2, в которой область точечного горячего высушивания расположена на входной стороне модуля печи, а область поддержания температуры расположена на стороне ниже по ходу относительно области точечного горячего высушивания.
4. Печь для горячего высушивания краски по любому из пп. 1-3, в которой:
кузов транспортного средства транспортируется в состоянии открытия закрывающейся части, по меньшей мере, в области точечного горячего высушивания, и
блок подачи горячего воздуха включает в себя канал точечного обдувания, выполненный с возможностью обдувания горячим воздухом влажного покровного слоя, нанесенного на покрытую поверхность около петли в состоянии открытия закрывающейся части.
5. Печь для горячего высушивания краски по п. 4, в которой кузова транспортного средства для различных типов транспортных средств транспортируются по конвейеру, при этом:
блок подачи горячего воздуха включает в себя приводной механизм, выполненный с возможностью варьирования направления выдувания горячего воздуха в направлении покрытой поверхности, и
печь для горячего высушивания краски дополнительно содержит:
детектор типов транспортных средств, выполненный с возможностью определения типа транспортного средства для кузова транспортного средства, который достигает области точечного горячего высушивания; и
контроллер, выполненный с возможностью выдачи управляющего сигнала в приводной механизм в соответствии с типом транспортного средства, определенным посредством детекторов типов транспортных средств, и управления направлением выдувания горячего воздуха из канала точечного обдувания.
6. Способ горячего высушивания краски, при котором:
подготавливают печь для горячего высушивания краски, содержащую модуль печи и блок подачи горячего воздуха, причем блок подачи горячего воздуха подает горячий воздух в модуль печи; и
высушивают при нагреве влажный покровный слой, нанесенный на кузов транспортного средства при транспортировке кузова транспортного средства, при этом кузов транспортного средства имеет основной кузовной каркас, к которому посредством петли прикрепляется закрывающаяся часть, причем кузов транспортного средства включает в себя внешнюю часть кузова и покрытую поверхность основного кузовного каркаса и закрывающейся части около петли,
при этом горячее высушивание влажного покровного слоя, нанесенного на кузов транспортного средства, включает обдувание горячим воздухом только по направлению к покрытой поверхности, в состоянии открытия закрывающейся части, чтобы локально высушивать при нагреве покровный слой, нанесенный на покрытую поверхность.
7. Способ горячего высушивания краски по п. 6, включающий процесс поддержания температуры, на котором выполняют обдувание горячим воздухом всего кузова транспортного средства, чтобы высушивать при нагреве покровный слой, нанесенный на кузов транспортного средства.
8. Способ горячего высушивания краски по п. 7, при котором покровный слой, нанесенный на покрытую поверхность, локально высушивают при нагреве на стороне выше по ходу относительно процесса поддержания температуры.
9. Способ горячего высушивания краски по любому из пп. 6-8, при котором: по меньшей мере, когда покровный слой, нанесенный на покрытую поверхность, локально высушивается при нагреве, кузов транспортного средства транспортируют в состоянии открытия закрывающейся части и горячий воздух выдувают по направлению к влажному покровному слою, нанесенному на покрытую поверхность около петли в состоянии открытия закрывающейся части.
10. Способ горячего высушивания краски по любому из пп. 6-8, при котором:
по конвейеру транспортируют кузова транспортных средств для различных типов транспортных средств и,
когда покровный слой, нанесенный на покрытую поверхность, локально высушивается при нагреве в процессе, направлением выдувания горячего воздуха из блока подачи горячего воздуха управляют в соответствии с типом транспортного средства для кузова транспортного средства, который достигает процесса, и выполняют обдувание горячим воздухом в направлении покрытой поверхности.
| US 7181864 B1, 27.02.2007 | |||
| JP 56046975 A, 28.04.1981 | |||
| УСТАНОВКА ДЛЯ СУШКИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 2012 |
|
RU2491999C1 |
| RU 94029755 A1, 27.06.1996. | |||

