Предлагаемая технология относится к области изготовления электроакустических преобразователей (ЭАП), применяемых в гидроакустике, на основе пьезоактивной пленки из поливинилиденфторида (ПВДФ).
Чувствительные элементы на основе пьезокерамических материалов используются при создании гидроакустических антенн с 1940-х годов до настоящего времени благодаря высоким значениям их чувствительности и электрической емкости. Однако, современные тенденции развития гидроакустической аппаратуры требуют увеличения числа приемных элементов апертуры антенных систем, установленных на корпусе кораблей, что приводит к увеличению габаритов и массы гидроакустических антенн и увеличению акустической заметности их носителей. На этом фоне представляется целесообразным создание гидроакустических антенн с использованием электроакустических преобразователей на основе пленок ПВДФ, что помимо улучшения массогабаритных характеристик, позволит уменьшить восприимчивость антенн к гидродинамическим помехам благодаря возможности сплошного заполнения их площади активным материалом. Немаловажным является тот факт, что по своим физико-механическим характеристикам пьезоактивная пленка из ПВДФ обеспечивает лучшее согласование с водной средой по сравнению с пьезокерамическими материалами [Charles Н. Sherman, John L. Butter, «Transducers and arrays for underwater sound» Springer, pp. 183-184, pp. 309-312, 2007].
Предлагаемый способ распространяется на изготовление чувствительных элементов ЭАП, представляющих собой пакет пьезоактивных пленок ПВДФ, соединенных электрически. Количество пленок в пакете определяется исходя из требований к его акустической чувствительности и электрической емкости.
Известен способ изготовления матричных емкостных датчиков давления включающий нанесение на поверхность пленок липкого вязкого клея, их закладку между двумя слоями антиадгезионной бумаги, формирование пакета пленок и его выдержку под давлением 20-30 кгс/см2 в течение 120-160 мин при 150-170°С [Патент 1605725].
К недостаткам известного способа относится необходимость использования антиадгезионной бумаги для защиты нанесенного на поверхность пленок липкого вязкого клея, что делает его нетехнологичным для изготовления пакетов из большого количества пленок, а также их точное расположение при укладке в пакет вследствие невозможности смещения пленок в пакете. Также недостатком известного способа является необходимость обеспечения значительного давления, что требует использования для изготовления пакетов прессов с возможностью нагревания рабочих плит и не может гарантировать отсутствие воздушных включений в клеевых соединениях пакетов пленок большой площади, необходимость длительного нагревания при прессовании пакетов для отверждения клеевых слоев существенно уменьшает продуктивность процесса их изготовления.
Основной задачей предлагаемого изобретения является изготовление чувствительного элемента (ЧЭ) ЭАП в виде пакетов из пьезоактивной пленки ПВДФ с металлическим покрытием с тонкими клеевыми соединениями без воздушных включений, без короблений и складок пленок, при точном расположении пленок в пакете и их электрическом контакте.
Техническим результатом изобретения является обеспечение воспроизводимости объемной чувствительности ЧЭ в виде пакетов из пьезоактивной пленки ПВДФ и ЭАП на их основе.
Для решения поставленной задачи в способ изготовления чувствительного элемента электроакустического преобразователя на основе пьезоактивной пленки ПВДФ с токопроводящим покрытием, включающий нанесение на поверхность двух пьезоактивных пленок липкого слоя эпоксидной клеевой композиции, введены новые признаки, а именно: на склеиваемые поверхности пьезоактивных пленок ПВДФ точечно наносят токопроводящий клей, скрепляют свободные от липкого слоя эпоксидной клеевой композиции поверхности склеиваемых пленок с перфорированными поверхностями основания и подвижной плиты устройства для склейки ЧЭ ЭАП, причем основание и подвижная плита выполнены полыми. С помощью вакуума, создаваемого в основании и подвижной плите, сближают основание и подвижную плиту до образования контакта между склеиваемыми пьезоактивными пленками ПВДФ и получают пакет из двух склеенных пьезоактивных пленок ПВДФ, повторяют процедуру склеивания для двух уже склеенных пакетов и далее повторяют эту процедуру для попарно склеиваемых пакетов до получения ЧЭ ЭАП из требуемого количества пьезоактивных пленок ПВДФ, после чего активный элемент ЭАП вакуумируют при одновременном механическом давлении на его поверхность.
Наилучший результат достигается, если для склеивания пьезоактивных пленок ПВДФ с токопроводящим покрытием используют вязкую эпоксидную композицию с растворителем, которую напыляют на поверхность пьезоактивных пленок ПВДФ с образованием на их поверхности липкого слоя после удаления растворителя.
Поставленная задача решается с помощью устройства, реализующего предложенный способ. Устройство содержит основание с направляющими стержнями и подвижную плиту, выполненную с возможностью перемещения по направляющим стержням. В устройстве новым является то, что основание и плита выполнены полыми, снабжены штуцерами для вакуумирования, их рабочие поверхности перфорированы и на рабочую поверхность основания нанесена полимерная накладка, имеющая сквозную перфорацию, совпадающую с перфорацией рабочей поверхности основания, при этом поверхности пьезоактивных пленок ПВДФ свободные от липкого слоя эпоксидной клеевой композиции, соединены с перфорированными поверхностями основания и полимерной накладки подвижной плиты путем создания в основании и в подвижной плите вакуума, при этом на перфорированные поверхности подвижной плиты и полимерной накладки нанесена разметка.
Суть изобретения состоит в том, что разработан новый технологичный способ изготовления ЧЭ ЭАП в виде пакетов из пьезоактивных пленок ПВДФ, а также устройство для их склейки, которые благодаря использования вакуума в совокупности с остальными заявленными признаками позволяют просто и точно соединять в пакет тонкие пьезоактивные пленки ПВДФ с липким слоем и обеспечить электрический контакт пьезоактивных пленок ПВДФ с металлическим покрытием и отсутствие в клеевом слое воздушных включений.
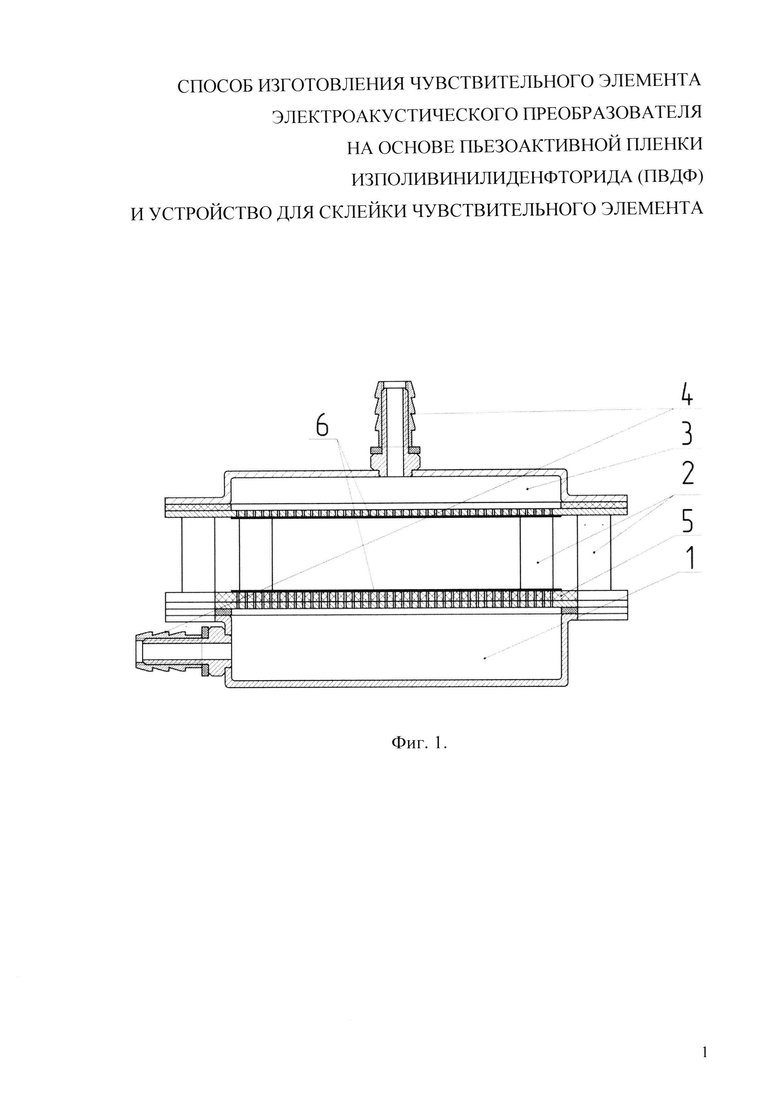
Сущность изобретения поясняется на фиг. 1, где представлено заявленное устройство, реализующее склейку пьезоактивных пленок ПВДФ.
Устройство для склейки (фиг. 1) включает основание 1, на котором установлены направляющие стержни 2, по которым перемещается подвижная плита 3. Плита и основание представляют собой полые конструкции с перфорированной рабочей поверхностью. Крепление пьезоактивных пленок ПВДФ 6 к перфорированным поверхностям основания 1 и подвижной плиты 3 осуществляется посредством создания в них вакуума. Для подключения к вакуумной линии в основании и подвижной плите предусмотрены штуцеры 4. Для распределения давления при прижатии пьезоактивных пленок ПВДФ 6 к рабочей поверхности основания 1 предусмотрена перфорированная полиуретановая накладка 5. На перфорированные поверхности подвижной плиты 3 и полиуретановой накладки 5 нанесена разметка в виде диагонального креста для точного позиционирования пленок 6 в устройстве. За счет наличия в устройстве направляющих стержней 2, по которым перемещается верхняя плита с закрепленным на ней по разметке пленки 6 и строгому соответствию разметки на основании и подвижной плите достигается точное центрирование пленок в пакете.
Способ изготовления ЧЭ ЭАП в виде пакетов из пьезоактивных пленок ПВДФ реализуется следующим образом.
На одну из поверхностей пьезоактивных пленок ПВДФ наносят слой вязкой эпоксидной клеевой композиции и точки токопроводящего клея для обеспечения последовательного электрического контакта пленок. Места нанесения токопроводящего клея при нанесении эпоксидной композиции защищают металлическими трафаретами.
Для склеивания пленок ПВДФ с токопроводящим покрытием применяется двухкомпонентная клеевая композиция на основе эпоксидно-диановой смолы. Для снижения вязкости композиции в ее составе используется низко-кипящий растворитель. Метод нанесения композиции на поверхность ЧЭ - напыление при низком давлении (2-3 бар).
Пьезоактивные пленки ПВДФ 6 после нанесения эпоксидной клеевой композиции сушат при нормальных условиях до полного удаления низкокипящего растворителя.
Сборку пакета из пленок 6 с нанесенным клеевым слоем производят с помощью устройства представленного на фиг. 1.
Сборка пакета осуществляется в следующем порядке.
Пленку 6 с нанесенным на одну сторону клеевым слоем укладывают на полиуретановую накладку 5 согласно разметке таким образом, чтобы полиуретановой накладки 5 касалась сторона пленки без клеевого слоя, после чего в полости основания 1 с помощью вакуумного насоса (на фиг. 1 не показан), подключенного к штуцеру 4 создают разряжение, способствующее выравниванию пленки и ее надежному креплению на перфорированной поверхности. Аналогичным образом пьезоактивную пленку 6 укладывают и закрепляют на поверхности подвижной плиты 3. Подвижную плиту 3 устанавливают между направляющими стержнями 2 перфорированной поверхностью вниз и опускают на основание. Аналогично операции повторяют для пленок, склеенных попарно, в четыре слоя и т.д. до формирования пакета с необходимым количеством пленок.
Удаление воздуха из клеевых соединений пакета осуществляется до отверждения клеевых соединений при его вакуумировании при механическом давлении на поверхность пакета. Собранный пакет из пьезоактивных пленок ПВДФ укладывают между двух металлических пластин. Для лучшего распределения давления по поверхностям пакета между пакетом и пластинами укладывают прокладки из эластомера. Необходимое при вакуумировании механическое давление на пакет (0,1-0,2 кг/см2) обеспечивается за счет веса верхней металлической пластины. Процесс вакуумирования ведут до остаточного давления 2,5 мБар, после чего вакуум снимают, пакет с металлическими пластинами вынимают из вакуумной камеры, отверждение клеевых соединений пакета проводят при механическом давлении 1-2 кг/см2.
Предлагаемым способом удалось получить пакеты из 16 пьезоактивных пленок ПВДФ без короблений и воздушных включений в клеевых соединениях, при точном взаимном расположении пленок ПВДФ в пакете, а также ЭАП на их основе с воспроизводимой объемной чувствительностью, из чего следует, что заявленный технический результат достигнут.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ЭЛЕКТРОАКУСТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 2013 |
|
RU2554591C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ЭЛЕКТРОАКУСТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 2024 |
|
RU2838438C1 |
| СПОСОБ СБОРКИ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2012 |
|
RU2492549C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2011 |
|
RU2483493C2 |
| Клеевая композиция для полистирола | 1984 |
|
SU1219629A1 |
| СПОСОБ РЕМОНТА ВЫСОКОНАГРУЖЕННЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2039655C1 |
| ЕМКОСТНЫЙ ДАТЧИК ДАВЛЕНИЯ И СПОСОБ ЕГО СБОРКИ | 1996 |
|
RU2116636C1 |
| Способ крепления пар потенциальных электродов к чувствительному элементу датчика холла | 1978 |
|
SU790039A1 |
| Способ склеивания фторопластовой стеклоткани с поверхностью изделия | 2021 |
|
RU2777642C1 |
| МНОГОСЛОЙНЫЙ КЛЕЕВОЙ МАТЕРИАЛ | 2012 |
|
RU2506296C2 |
Изобретение относится к области изготовления электроакустических преобразователей. Способ изготовления чувствительного элемента на основе пьезоактивной пленки ПВДФ с токопроводящим покрытием включает нанесение на поверхность двух пьезоактивных пленок липкого слоя эпоксидной клеевой композиции, в котором на склеиваемые поверхности пьезоактивных пленок поливинилиденфторида точечно наносят токопроводящий клей, скрепляют свободные от липкого слоя эпоксидной клеевой композиции поверхности склеиваемых пленок с перфорированными поверхностями основания и подвижной плиты специального устройства для склейки ЧЭ ЭАП. С помощью вакуума, создаваемого в основании и подвижной плите, пленки скрепляют с перфорированными поверхностями, после чего сближают основание и подвижную плиту до образования контакта между склеиваемыми пьезоактивными пленками ПВДФ и получают пакет из двух склеенных пьезоактивных пленок ПВДФ, повторяют процедуру склейвания для двух уже склеенных пакетов и далее повторяют эту процедуру для попарно склеиваемых пакетов до получения ЧЭ ЭАП из требуемого количества пьезоактивных пленок ПВДФ, после чего активный элемент ЭАП вакуумируют при одновременном механическом давлении на его поверхность. Технический результат – повышение воспроизводимости объемной чувствительности преобразователя. 2 н. и 1 з.п. ф-лы, 1 ил.
1. Способ изготовления чувствительного элемента электроакустического преобразователя (ЭАП) на основе пьезоактивной пленки поливинилиденфторида (ПВДФ) с токопроводящим покрытием, включающий нанесение на поверхность двух пьезоактивных пленок липкого слоя эпоксидной клеевой композиции, характеризующийся тем, что на склеиваемые поверхности пьезоактивных пленок ПВДФ точечно наносят токопроводящий клей, скрепляют свободные от липкого слоя эпоксидной клеевой композиции поверхности склеиваемых пленок с перфорированными поверхностями основания и подвижной плиты устройства для склейки чувствительного элемента ЭАП, выполненных полыми; с помощью вакуума, создаваемого в основании и подвижной плите, сближают основание и подвижную плиту до образования контакта между склеиваемыми пьезоактивными пленками ПВДФ и получают пакет из двух склеенных пьезоактивных пленок ПВДФ, повторяют процедуру склеивания для двух уже склеенных пакетов и далее повторяют эту процедуру для попарно склеиваемых пакетов до получения чувствительного элемента ЭАП из требуемого количества пьезоактивных пленок ПВДФ, после чего активный элемент ЭАП вакуумируют при одновременном механическом давлении на его поверхность.
2. Способ по п. 1, отличающийся тем, что для склеивания пьезоактивных пленок ПВДФ с токопроводящим покрытием используют вязкую эпоксидную композицию с растворителем, которую напыляют на поверхность пьезоактивных пленок ПВДФ с образованием на их поверхности липкого слоя после удаления растворителя.
3. Устройство для склейки чувствительного элемента ЭАП, содержащее основание с направляющимися стержнями и подвижную плиту, выполненную с возможностью перемещения по направляющим стержням, причем в устройстве основание и плита выполнены полыми, снабжены штуцерами для вакуумирования, их рабочие поверхности перфорированы и на рабочую поверхность основания нанесена полимерная накладка, имеющая сквозную перфорацию, совпадающую с перфорацией рабочей поверхности основания, при этом поверхности пьезоактивных пленок ПВДФ, свободные от липкого слоя эпоксидной клеевой композиции, соединены с перфорированными поверхностями основания и полимерной накладки подвижной плиты путем создания в основании и в подвижной плите вакуума, при этом на перфорированные поверхности подвижной плиты и полимерной накладки нанесена разметка.
| US 20060284350 A1, 21.12.2006 | |||
| KR 100424857 B1, 16.03.2004 | |||
| JP 2012158075 A, 23.08.2012 | |||
| JP 2010174577 A, 12.08.2010 | |||
| JP 8323847 A, 10.12.1996 | |||
| JP 2000218682 A, 08.08.2000 | |||
| JP 2006334801 A, 14.12.2006 | |||
| WO 2014020874 A1, 06.02.2014 | |||
| US 4636348 A1, 13.01.1987 | |||
| US 3539416 A1, 10.11.1970 | |||
| US 3537138 A1, 03.11.1970 | |||
| US 5427732 A1, 27.06.1995 | |||
| US 5108529 A1, 28.04.1992 | |||
| US 20170151747 A1, 01.06.2017. |

