Область техники
Изобретение относится к резьбовым трубам и муфтам для таких труб, используемых, например, в нефтяной и газовой промышленности. Например, труба может иметь ниппельную часть с наружной резьбой, которую вставляют в гнездо с одного конца муфты, при этом труба и муфта соединены посредством резьбы. Муфта может иметь второе гнездо для другой трубы с другой ниппельной частью, так что две трубы соединяют посредством муфты.
Уровень техники
В патентном документе US 4623173 описано винтовое соединение для нефтяных труб. Основная уплотнительная часть имеет уплотнительный участок выпуклый в осевом направлении на конце охватываемого резьбового элемента, и уплотнительный участок, сужающийся с внутренней стороны охватывающего резьбового элемента, а крайняя точка наружной резьбы, упирается в концевую часть ограничителя, выполненного на внутренней стороне охватывающего резьбового элемента.
В патентном документе US 7334821 описано резьбовое трубчатое соединение с охватываемым резьбовым элементом и охватывающим резьбовым элементом. Охватываемый резьбовой элемент имеет наружную резьбу и свободный конец с краем без резьбы между резьбой и свободным концом. Охватывающий резьбовой элемент имеет внутреннюю коническую резьбу, а также участок без резьбы между внутренней резьбой и выступом. Охватывающий резьбовой элемент содержит кольцевую осевую контактную поверхность. После полного ввинчивания наружной резьбы во внутреннюю резьбу свободный конец упирается в кольцевую осевую контактную поверхность, с которой в радиальном направлении сталкиваются другие опорные поверхности и находятся под давлением контакта металл-металл, чтобы обеспечить уплотняющую поверхность металл-металл.
Таким образом, в патентном документе US 7334821 на передней поверхности свободного конца охватываемого резьбового элемента выполнена другая контактная поверхность, а на кромке на осевом расстоянии от конца резьбы расположена одна поверхность кромочного уплотнения. Кромка между дальней осевой контактной поверхностью и единственной поверхностью кромочного уплотнения содержит дополнительно приспособление, имеющее окружную поверхность, обращенную к охватывающему резьбовому элементу, который находится на удалении от поверхности кромочного уплотнения.
Раскрытие изобретения
Во время свинчивания соединения резьбовой трубы, имеющей ниппельную часть, с резьбовой трубой в виде муфты с гнездом, выполняют следующие этапы:
(1) ниппельную часть трубы вставляют в муфту до тех пор, пока не произойдет контакт по резьбе;
(2) затем ниппельную часть ввинчивают в гнездо до тех пор, пока уплотнительная поверхность ниппельной части не коснется уплотнительной поверхности муфты, определяя положение «ручной затяжки»;
(3) ниппельную часть дополнительно ввинчивают в гнездо до тех пор, пока её конец, так называемый упорный торец, не вступит в контакт с соответствующим упорным торцом гнезда, определяя положение «прилегания упорных торцов», причем этот дополнительный поворот из положения «ручной затяжки» в положение «прилегания упорных торцов» обеспечивает посадку с натягом между уплотнениями ниппельной части и гнезда; и
(4) ниппельную часть дополнительно затягивают, прикладывая дополнительный момент затяжки для получения конечного свинченного положения, называемого «сильно затянутым».
Расстояние между упорными торцами ниппельной части и гнезда, когда соединение находится в положении «ручной затяжки», называется «зазором», причем этот зазор устраняют, когда достигают положения «прилегания упорных торцов». Большой зазор может быть проблемой, так как при устранении зазора уплотнительные поверхности контактируют друг с другом. Большой поворот из-за большого зазора может привести к истиранию уплотнительных поверхностей, нарушая уплотнение.
Для улучшения уплотнения может быть желательным увеличение расстояния от точки максимального контактного напряжения в уплотнении до конца ниппельной части.
Задача изобретения заключается в создании уплотнения с точкой максимального контактного напряжения, расположенной достаточно далеко от конца ниппельной части, ограничивая при этом величину зазора. Альтернативная или дополнительная задача заключается в создания простого в изготовлении соединения.
Поставленные задачи решаются в резьбовом соединении, содержащем первую трубу с ниппельной частью, имеющей наружную резьбу, кольцевую внешнюю вогнутую поверхность и упорный торец на свободном конце, при этом кольцевая вогнутая внешняя поверхность включает в себя уплотнительную поверхность и отходящее от нее до упорного торца продолжение; и вторую трубу с гнездом, имеющим внутреннюю резьбу для взаимодействия с наружной резьбой ниппельной части, кольцевую внутреннюю поверхность и упорный торец, при этом кольцевая внутренняя поверхность имеет проходящую радиально внутрь уплотнительную поверхность. Уплотнительная поверхность ниппельной части контактирует с уплотнительной поверхностью гнезда, образуя уплотнение, расположенное на расстоянии от свободного конца первой трубы, когда упорные торцы ниппельной части и гнезда контактируют друг с другом, а указанное продолжение остается проходящим от этого уплотнения до упорного торца ниппельной части.
Преимущественно непрерывно вогнутая внешняя поверхность ниппельной части является единственной поверхностью, с которой может взаимодействовать внутренняя поверхность гнезда для образования уплотнения, при этом уплотнение может быть образовано с максимальным контактным напряжением на расстоянии от конца ниппельной части и с небольшим зазором. Истирание можно уменьшить, сохранив при этом отличное уплотнение. Также можно избавиться от высоких требований к точности, необходимой для отдельных известных поверхностей, упростив тем самым как изготовление, так и свинчивание.
Кроме того, резьбовое соединение может обладать следующими особенностями, которые могут быть использованы как по отдельности, так и в комбинации:
уплотнительная поверхность ниппельной части проходит по радиусу внутрь и по направлению к свободному концу, причем указанное продолжение на свободном конце изогнуто радиально наружу;
упорный торец ниппельной части и/или гнезда имеет V-образное поперечное сечение;
наружная резьба ниппельной части является двухзаходной;
первая труба представляет собой трубку, а вторая труба является муфтой, имеющей второе гнездо, аналогичное первому, на втором своем конце;
в сильно затянутом положении в точке максимального контактного напряжения касательная к проходящей по радиусу уплотнительной поверхности гнезда и проходящей по радиусу уплотнительной поверхности ниппельной части образует с продольной осью первой и второй труб угол от 5 до 15°;
расстояние от края ниппельной части (на ее поверхности) до точки максимального контактного напряжения в уплотнении предпочтительно составляет от 0,5 до 1,5 дюймов, предпочтительнее, 1 дюйм.
Изобретение также относится к способу свинчивания резьбового соединения, содержащего первую трубу с ниппельной частью, имеющей наружную резьбу, кольцевую вогнутую внешнюю поверхность и упорный торец на свободном конце, при этом кольцевая вогнутая внешняя поверхность включает в себя уплотнительную поверхность и отходящее от нее до упорного торца ниппельной части продолжение; и вторую трубу с гнездом, имеющим внутреннюю резьбу, кольцевую внутреннюю поверхность и упорный торец, при этом кольцевая внутренняя поверхность имеет проходящую радиально внутрь уплотнительную поверхность. Способ включает в себя этапы, на которых: вставляют первую трубу во вторую трубу до тех пор, пока наружная резьба ниппельной части не войдет в контакт с внутренней резьбой гнезда; ввинчивают первую трубу во вторую трубу посредством наружной резьбы ниппельной части и внутренней резьбы гнезда до тех пор, пока внешняя поверхность ниппельной части не войдет в контакт с внутренней поверхностью гнезда, при этом упорный торец ниппельной части расположен на расстоянии от упорного торца гнезда, образуя зазор между ними; дополнительно ввинчивают первую трубу во вторую трубу до тех пор, пока упорный торец ниппельной части не коснется упорного торца гнезда, образуя положение прилегания этих упорных торцов, при этом уплотнительная поверхность ниппельной части контактирует с уплотнительной поверхностью гнезда, создавая уплотнение, которое в указанном положении прилегания расположено на расстоянии от свободного конца упорных торцов; и еще дальше ввинчивают первую трубу во вторую трубу после достижения положения прилегания упорных торцов для обеспечения свинченного положения.
Способ может включать в себя следующие дополнительные особенности, которые могут быть использованы как по отдельности, так и в комбинации:
число оборотов на этапе дополнительного ввинчивания меньше 0,5;
зазор составляет от 0,02 до 0,25 дюйма;
уплотнительная поверхность ниппельной части проходит по радиусу внутрь и по направлению к свободному концу, причем указанное продолжение на свободном конце изогнуто радиально наружу;
упорный торец ниппельной части и/или гнезда имеет V-образное поперечное сечение;
наружная резьба ниппельной части является двухзаходной;
первая труба представляет собой трубку, а вторая труба является муфтой, имеющей второе гнездо, аналогичное первому, на втором своем конце.
Изобретение поясняется чертежами.
Краткое описание чертежей
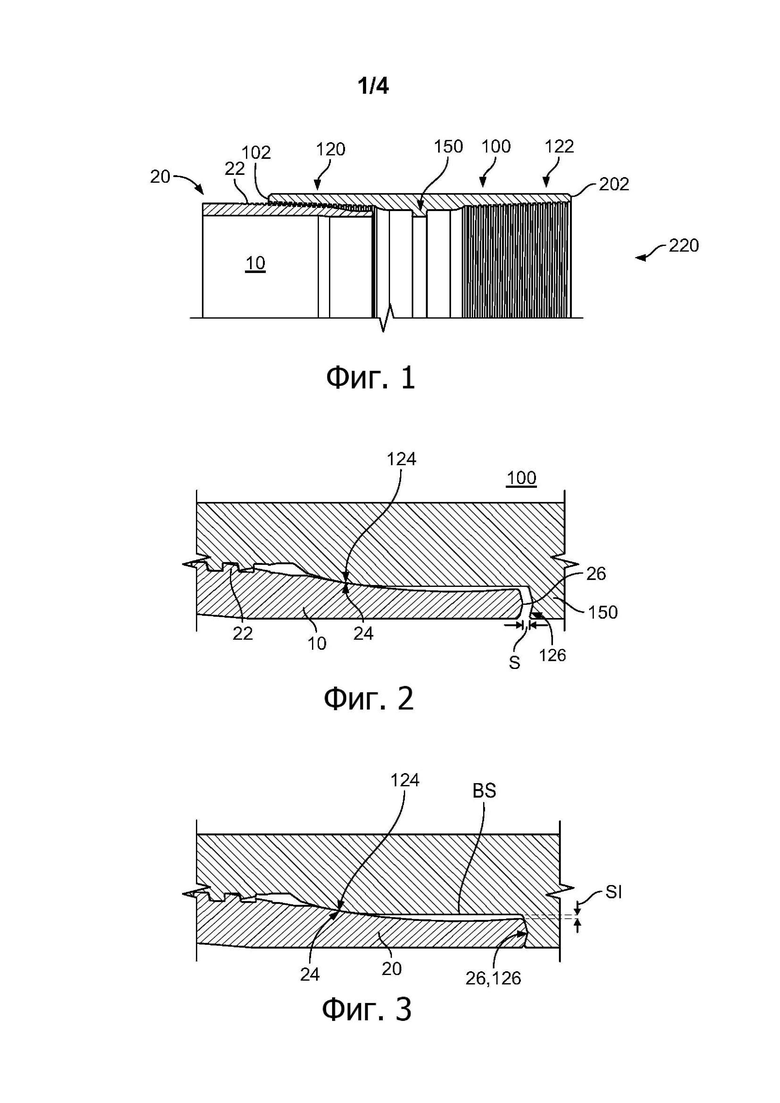
На фиг. 1 показан первый вариант выполнения соединения, в котором ниппельная часть нефтяной трубы с наружной резьбой введена в гнездо муфты;
на фиг. 2 - соединение нефтяной трубы 10 с муфтой 100 на втором этапе свинчивания, положение при затяжке вручную;
на фиг. 3 - третий этап свинчивания, положение прижатия упорных торцов;
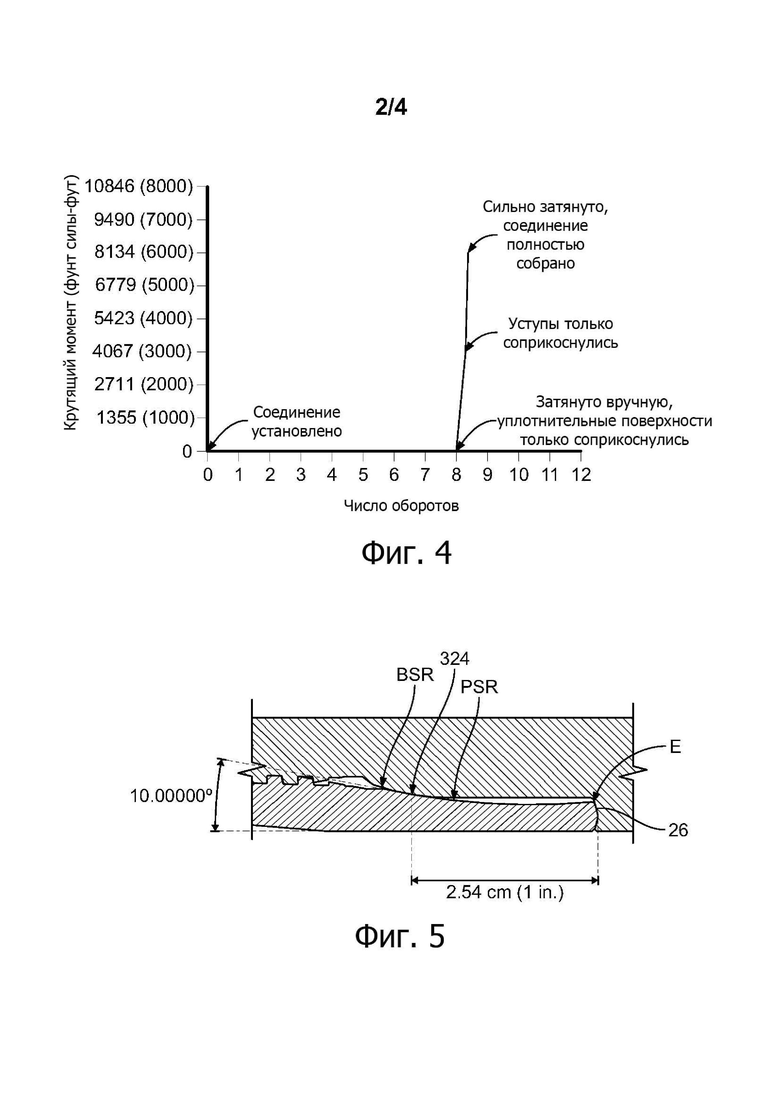
на фиг. 4 - график изменения крутящего момента, прикладываемого к соединению при свинчивании;
на фиг. 5 - область уплотнения, показанная на фиг. 3, вид в увеличенном масштабе;
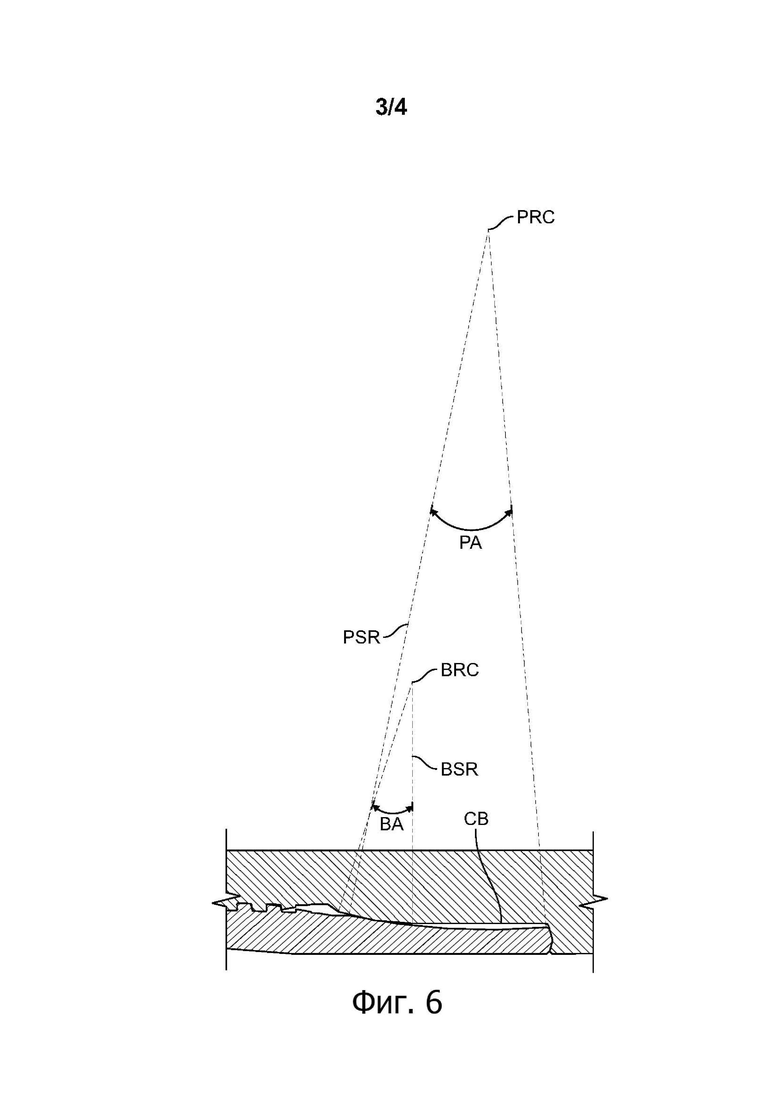
на фиг. 6 схематично показана проходящие по радиусу области уплотнений ниппельной части и муфты;
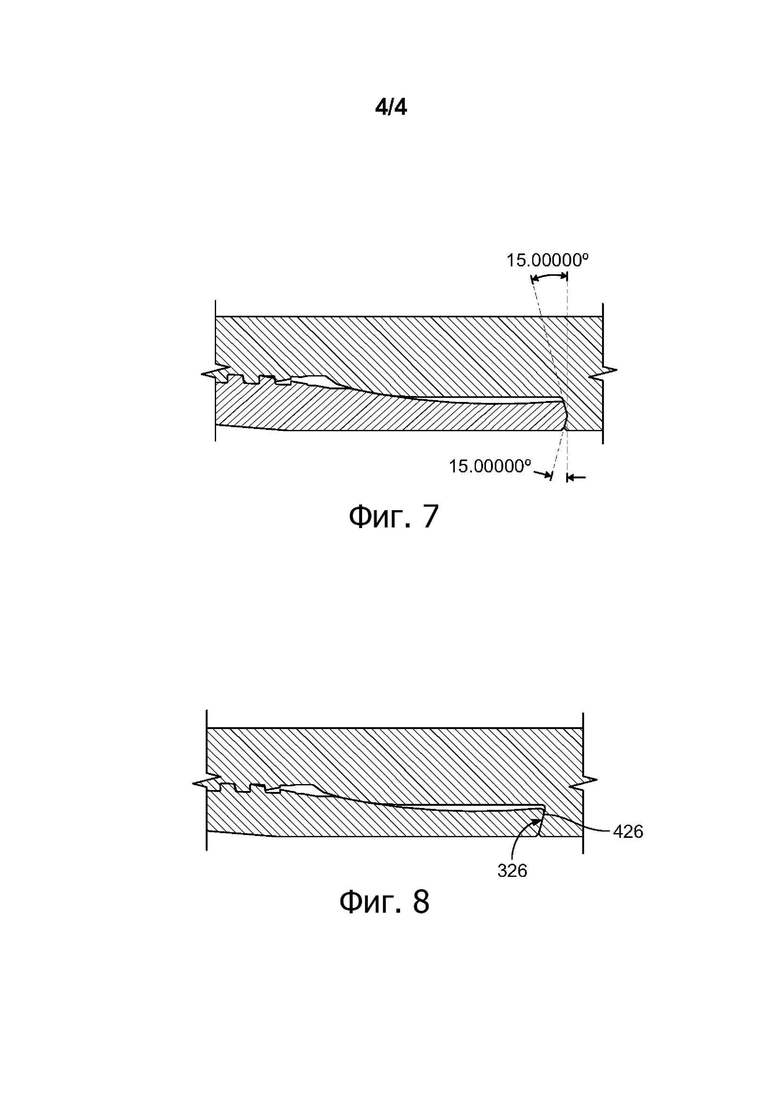
на фиг. 7 подробно показан упорный торец, показанный на фиг. 1 - 6;
на фиг. 8 - соединение по второму варианту его выполнения.
Осуществление изобретения
На фиг. 1 показана нефтяная труба 10 и муфта 100 на первом этапе, т.е. во вставленном положении. Нефтяная труба 10 имеет ниппельную часть 20, включающую в себя участок 22 наружной резьбы, уплотнительную поверхность 24 и упорный торец 26 на свободном конце. Муфта 100 имеет два гнезда 120 и 220. Каждое гнездо имеет резьбовой участок 122, уплотнительную поверхность 124 и упорный торец 126 на направленном радиально внутрь выступе 150. Муфта 100 имеет два свободных конца 102 и 202.
На фиг. 2 показано соединение нефтяной трубы 10 и муфты 100 на втором этапе свинчивания, в положении затяжки вручную, в котором уплотнительная поверхность 24 ниппельной части и уплотнительная поверхность 124 гнезда соприкоснулись. В положении ручной затяжки между упорным торцом 26 ниппельной части и упорным торцом 126 гнезда имеется зазор S. В этом варианте выполнения соединения зазор S в этой точке составляет примерно 0,060 дюйма, хотя может меняться в широких пределах в зависимости от заданного взаимодействия уплотнений и углов уплотнения.
На фиг. 3 показан третий этап свинчивания, на котором упорные торцы 26 и 126 прилегают друг к другу, когда они только коснулись друг друга до того, как к ним будет приложено какое-либо усилие дополнительного ввинчивания. Предпочтительно зазор S устраняется менее чем за 0,5 оборота. В положении прилегания упорных торцов уплотнительные поверхности 24 и 124 прижаты друг к другу путем ввинчивания ниппельной части в гнездо до тех пор, пока упорные торцы 26 и 126 не войдут в контакт друг с другом. Из-за соответствующих углов уплотнительных поверхностей 24 и 124 эти поверхности были радиально удалены на величину люфта уплотнения, предусмотренного в соединении, чтобы получить существенное контактное давление для образования герметичного уплотнения. Между концом ниппельной части 20 и поверхностью BS в радиальном направлении имеется зазор S1.
Четвертый и последний этап свинчивания представляет собой затягивание с усилием. Во время этого этапа к упорным торцам 26 и 126 прикладывают дополнительный крутящий момент, при этом происходит очень маленький дополнительный поворот, примерно 0,01 оборота в показанном варианте выполнения. Предпочтительно, резьба 22 является двухзаходной, что дополнительно сокращает повреждение поверхности. Поскольку происходит очень небольшое дополнительное вращение, то соединение по существу выглядит так же, как в положении прилегания упорных торцов, показанном на фиг. 3.
На фиг. 4 показан график зависимости крутящего момента, прикладываемого к соединению при свинчивании муфты с трубой, от оборотов. В начале отсчета ниппельная часть 20 вставлена в гнездо 120, как на фиг. 1. В этой точке ниппельная часть 20 всего лишь находится в гнезде 120, при этом не сделано ни одного оборота. После установки соединения ниппельную часть 20 ввинчивают в гнездо 120. В показанном варианте это ввинчивание занимает около 8 оборотов до появления уплотнительного контакта. Во время этих начальных оборотов крутящего момента не возникает, так как в течение этого времени резьба заходит свободно. Примерно после 8 оборотов уплотнительные поверхности 24, 124 входят в контакт, занимая положение ручной затяжки. Как только уплотнительные поверхности 24, 124 вошли в контакт, начинает быстро расти крутящий момент. Рост крутящего момента вызван тем, что уплотнительные поверхности 24, 124 заклиниваются между собой. Величина роста крутящего момента зависит от трения, жесткости ниппельной части и гнезда вокруг зоны уплотнения, величины заедания резьбы, если оно имеет место, и величины люфта в местах уплотнения. Крутящий момент продолжает расти с приблизительно постоянной скоростью до тех пор, пока упорные торцы 26 и 126 не войдут в контакт. Как только упорные торцы 26 и 126 входят в контакт, прикладывают дополнительный крутящий момент до тех пор, пока не будет достигнут заданный крутящий момент при затяжке с усилием. После того, как упорные торцы входят в контакт друг с другом, крутящий момент растет очень быстро при очень небольшом дополнительном повороте соединения, при этом требуемый конечный момент при свинчивании можно получить всего примерно за 0,01 оборота. Для установки конечного крутящего момента при сборке можно применять моментомер или программу для приводного трубного ключа.
На фиг. 5 в увеличенном масштабе показана зона уплотнения, представленная на фиг. 3, с радиусом PSR уплотнения ниппельной части и радиусом BSR уплотнения гнезда. В этом варианте выполнения радиус уплотнения гнезда составляет 1,63826 дюйма, а радиус уплотнения ниппельной части равен 4,75 дюйма. Угол касательной линии к проходящей по радиусу уплотнительной поверхности в точке 324 максимального контактного напряжения в сильно затянутом состоянии составляет примерно 10°, и в предпочтительных вариантах выполнения он может варьироваться от 5 до 15°. Этот угол оказывает влияние на уплотнение во время воздействия осевых нагрузок и сгибания, а также оказывает влияние на уплотнение из-за истирания во время сборки. Длина от края Е ниппельной части (на поверхности конца с наружной резьбой) до точки максимального контактного напряжения уплотнения предпочтительно составляет около 1,0 дюйма. Предпочтительно эта длина составляет от 0,5 до 1,5 дюймов. При длине менее 0,5 дюйма контактное напряжение уплотнения начинает снижаться, а при длине более 1,5 дюймов оказывает небольшой дополнительный эффект на контакт уплотнения.
Точки 324 и Е, а также расстояние между ними, определяют радиус PSR уплотнения ниппельной части. Величина радиуса ниппельной части, в основном, определяется геометрией ее края. Следует отметить, что уплотнительный контакт не является точкой, а распределен по длине. В вышеуказанном примере точка уплотнительного контакта представляет собой точку максимального контактного напряжения, которая для двух контактирующих дугообразных поверхностей расположена приблизительно в центре длины контакта.
Уплотнение гнезда в этой конструкции имеет радиус 1,63826 дюйма. Радиус уплотнения гнезда, в конечном счете, определен распределением контактного напряжения, требуемого между двумя уплотнительными поверхностями.
Распределение контактного напряжения уплотнения соединения, в общем, является функцией:
- жесткости ниппельной части;
- жесткости гнезда;
- люфта между двумя уплотнительными поверхностями; и
- формой уплотнительных поверхностей.
Если радиус ниппельной части сделать больше, либо радиус гнезда сделать меньше, то длина контакта уменьшится, и пиковое контактное напряжение увеличится, если при этом остальную геометрию соединения оставить приблизительно такой же. При увеличении пикового контактного напряжения увеличится герметизирующая способность соединения, а также увеличится вероятность того, что уплотнение будет истираться во время сборки, что нежелательно. Наоборот, при уменьшении пикового контактного напряжения герметизирующая способность соединения уменьшится, но при этом сокращается вероятность истирания уплотнения во время сборки, что желательно. Таким образом, необходимо поддерживать баланс, чтобы сделать уплотнение, которое будет герметичным и не позволит истираться во время свинчивания. Так как уплотнение ниппельной части, в основном, определяется ее геометрией, то радиус уплотнения гнезда следует спроектировать так, чтобы достичь оптимального распределения контактного напряжения для данного радиуса уплотнения ниппельной части. Поскольку соединение предназначено для различной толщины стенок трубы, то радиус уплотнения гнезда выбирают так, чтобы поддерживать оптимальные критерии проектирования уплотнений.
На фиг. 5 показана небольшая скругленная область на крае Е ниппельной части. Эта скругленная область соединяет проходящую по радиусу PSR уплотнения ниппельную часть с поверхностью упорного торца 26. Эта область также может представлять собой скос или ломаный край. Острый край нежелателен, так как из-за этого могут образовываться заусенцы, которые создадут проблемы безопасности для персонала, проверяющего ниппельную часть, и заусенцы могут отломиться и застрять между уплотнительными поверхностями во время свинчивания и нарушить уплотнение.
На фиг. 6 схематично показаны уплотнительные области ниппельной части и гнезда, выполненные с радиусами PSR и BSR, соответственно. Протяженность этих областей может существенно меняться, особенно в гнезде, не оказывая влияния на изобретение. В изобретении показана проходящая по радиусу область гнезда, проходящая от касательной к ней прямой расточки CB. Область уплотнения гнезда может проходить по радиусу до пересечения с расточкой по острым углом или до перехода между радиусом и расточкой. В этом примере угол PA, образующий проходящую по радиусу ниппельную часть, составляет 16,29°, а угол BA, образующий проходящее по радиусу гнездо, составляет 17,95°. Местоположения центров радиусов не особенно важно, и на этой фигуре они показаны не точно. Показанная на фиг. 6 схема, хотя и является довольно точной, предназначена только для пояснения.
Как показано на фиг. 7, в варианте выполнения соединения в соответствии с фиг. 1 - 5 упорный торец имеет V-образную форму. V-образный упорный торец не позволяет сдвигать ниппельную часть вверх в угол гнезда, захватывая его. Нижняя часть V-образного упорного торца также не позволяет воздействующему внешнему давлению толкать ниппельную часть внутрь и ослаблять уплотнение. Таким образом, V-образный упорный торец захватывает другой упорный торец и не позволяет ему перемещаться в каком-либо направлении, как радиально внутрь, так и наружу. Верхний и нижний участки V-образного упорного торца расположены под углом 15° к линии, перпендикулярной оси трубы. Этот угол может существенно меняться (может быть равен от 5 до 30°), при этом угол может быть неодинаковым для обеих частей гнезда и ниппельной части. Кроме того, место, в котором встречаются две части не обязательно должно быть в центре упорного торца, как показано. Нижняя часть может быть длиннее, и она будет такой во многих конструкциях.
На фиг. 8 показан второй, менее предпочтительный вариант выполнения соединения, без V-образного упорного торца, при этом упорный торец 326 ниппельной части наклонен внутрь, чтобы контактировать с упорным торцом 426 гнезда.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ УПОРНОЕ СОЕДИНЕНИЕ КЛАССА ПРЕМИУМ | 2018 |
|
RU2728642C1 |
| РЕЗЬБОВОЕ УПОРНОЕ СОЕДИНЕНИЕ КЛАССА ПРЕМИУМ | 2018 |
|
RU2753544C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ | 2011 |
|
RU2522756C1 |
| Резьбовое соединение нефтяных труб | 1977 |
|
SU993829A3 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ) И СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ЭТИХ ТРУБ (ВАРИАНТЫ) | 2004 |
|
RU2256767C1 |
| Резьбовое замковое коническое соединение бурильных труб и способ увеличения его несущей способности и ресурса работы | 2019 |
|
RU2728105C1 |
| МУФТОВЫЙ ПРЕДОХРАНИТЕЛЬ ДЛЯ РЕЗЬБОВОГО ЗАМКА ДЛЯ ТРУБ | 2013 |
|
RU2569413C1 |
| Двухупорное резьбовое соединение бурильных труб | 2020 |
|
RU2744965C1 |
| РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2604461C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТОЛСТОСТЕННЫХ ТРУБНЫХ ИЗДЕЛИЙ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА | 2014 |
|
RU2637783C1 |
Группа изобретений относится к резьбовым трубам и муфтам для таких труб. Технический результат – создание уплотнения с точкой максимального контактного напряжения, расположенной достаточно далеко от конца ниппельной части, ограничивая при этом величину зазора. Резьбовое соединение содержит первую трубу с ниппельной частью, имеющей наружную резьбу, кольцевую внешнюю вогнутую поверхность и упорный торец на свободном конце, вторую трубу с гнездом, имеющим внутреннюю резьбу для взаимодействия с наружной резьбой ниппельной части, кольцевую внутреннюю поверхность и упорный торец. При этом кольцевая вогнутая внешняя поверхность включает в себя уплотнительную поверхность и отходящее от нее до упорного торца продолжение. Кольцевая внутренняя поверхность имеет проходящую радиально внутрь уплотнительную поверхность, контактирующую с уплотнительной поверхностью ниппельной части, образуя уплотнение, расположенное на расстоянии от свободного конца первой трубы, когда упорные торцы ниппельной части и гнезда контактируют друг с другом, а указанное продолжение остается проходящим от этого уплотнения до упорного торца ниппельной части. 2 н. и 9 з.п. ф-лы, 8 ил.
1. Резьбовое соединение, содержащее:
первую трубу с ниппельной частью, имеющей наружную резьбу, кольцевую внешнюю вогнутую поверхность и упорный торец на свободном конце, при этом кольцевая вогнутая внешняя поверхность включает в себя уплотнительную поверхность и отходящее от нее до упорного торца продолжение; и
вторую трубу с гнездом, имеющим внутреннюю резьбу для взаимодействия с наружной резьбой ниппельной части, кольцевую внутреннюю поверхность и упорный торец, при этом кольцевая внутренняя поверхность имеет проходящую радиально внутрь уплотнительную поверхность, контактирующую с уплотнительной поверхностью ниппельной части, образуя уплотнение, расположенное на расстоянии от свободного конца первой трубы, когда упорные торцы ниппельной части и гнезда контактируют друг с другом, а указанное продолжение остается проходящим от этого уплотнения до упорного торца ниппельной части.
2. Резьбовое соединение по п. 1, в котором уплотнительная поверхность гнезда является выпуклой и ее радиус кривизны меньше радиуса кривизны поверхности ниппельной части.
3. Резьбовое соединение по п. 1, в котором уплотнительная поверхность ниппельной части проходит по радиусу внутрь и по направлению к свободному концу, причем указанное продолжение на свободном конце изогнуто радиально наружу.
4. Резьбовое соединение по п. 1, в котором упорный торец ниппельной части и/или гнезда имеет V-образное поперечное сечение.
5. Резьбовое соединение по п. 1, в котором наружная резьба ниппельной части является двухзаходной.
6. Резьбовое соединение по п. 1, в котором первая труба представляет собой трубку, а вторая труба является муфтой, имеющей второе гнездо, аналогичное первому, на втором своем конце.
7. Резьбовое соединение по п. 1, в котором в сильно затянутом положении в точке максимального контактного напряжения касательная к проходящей по радиусу уплотнительной поверхности гнезда и проходящей по радиусу уплотнительной поверхности ниппельной части образует с продольной осью первой и второй труб угол от 5 до 15°.
8. Резьбовое соединение по п. 1, в котором расстояние от края ниппельной части до точки максимального контактного напряжения в уплотнении составляет от 0,5 до 1,5 дюймов.
9. Способ свинчивания резьбового соединения, содержащего первую трубу с ниппельной частью, имеющей наружную резьбу, кольцевую вогнутую внешнюю поверхность и упорный торец на свободном конце, при этом кольцевая вогнутая внешняя поверхность включает в себя уплотнительную поверхность и отходящее от нее до упорного торца ниппельной части продолжение; и вторую трубу с гнездом, имеющим внутреннюю резьбу, кольцевую внутреннюю поверхность и упорный торец, при этом кольцевая внутренняя поверхность имеет проходящую радиально внутрь уплотнительную поверхность; при этом способ включает в себя этапы, на которых:
вставляют первую трубу во вторую трубу до тех пор, пока наружная резьба ниппельной части не войдет в контакт с внутренней резьбой гнезда;
ввинчивают первую трубу во вторую трубу посредством наружной резьбы ниппельной части и внутренней резьбы гнезда до тех пор, пока внешняя поверхность ниппельной части не войдет в контакт с внутренней поверхностью гнезда, при этом упорный торец ниппельной части расположен на расстоянии от упорного торца гнезда, образуя зазор между ними;
дополнительно ввинчивают первую трубу во вторую трубу до тех пор, пока упорный торец ниппельной части не коснется упорного торца гнезда, образуя положение прилегания этих упорных торцов, при этом уплотнительная поверхность ниппельной части контактирует с уплотнительной поверхностью гнезда, создавая уплотнение, которое в указанном положении прилегания расположено на расстоянии от свободного конца упорных торцов; и
еще дальше ввинчивают первую трубу во вторую трубу после достижения положения прилегания упорных торцов для обеспечения свинченного положения.
10. Способ по п. 9, в котором число оборотов на этапе дополнительного ввинчивания меньше 0,5.
11. Способ по п. 10, в котором зазор составляет от 0,02 до 0,25 дюйма.
| EA 200800557 А1, 30.06.2008 | |||
| Чугунный секционный водогрейный котел для центрального отопления | 1934 |
|
SU42283A1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2008 |
|
RU2439416C1 |
| ИЗОЛИРОВАННОЕ РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ, УСТОЙЧИВОЕ К ПОСЛЕДОВАТЕЛЬНЫМ НАГРУЗКАМ ДАВЛЕНИЕМ | 2008 |
|
RU2471058C2 |
| EA 201170902 A1, 30.12.2011 | |||
| EA 201290969A1, 29.03.2013 | |||
| Комбинированный двигатель, работающий с одной стороны поршня внутренним горением, с другой стороны паром | 1931 |
|
SU27544A1 |
| US 3224799 A, 21.12.1965 | |||
| DE 4446806 C1, 30.05.1996. | |||

