Область техники
Изобретение относится к области изготовления изделий из термопластических материалов и может быть использовано в радиолокации для изготовления водозащищенных радиопрозрачных экранов фазированных антенных решеток.
Уровень техники
Известен способ соединения объемных деталей из термопластических материалов, заключающейся в том, что нагреватель в виде металлической проволоки навивают на пруток, выполненный из того же материала, что и соединяемые детали. Пруток помещают между соединяемыми поверхностями деталей, по проволоке пропускают ток до размягчения прутка, после чего детали сдавливают (а.с. СССР №312762, кл. В29С 65/34, 1971). Недостатком известного способа является его сравнительная сложность реализации, заключающаяся в необходимости предварительной намотки проволоки на пруток, а в случае соединения сложных по конфигурации деталей в „подгонке,, прутка под форму создаваемого соединения.
Наиболее близким по своей технической сущности является способ соединения, заявка ЕПВ №0146775, В29С 65/34, 1989 г. Способ заключается в том, что на соединяемых поверхностях деталей размещают нагреватель в виде металлической плоской спирали, детали приводят в соприкосновение, а затем через нагреватель пропускают ток, сжимая детали. В результате размягчения термопласта и сжатия деталей происходит их неразъемное соединение. Недостатком известного способа является его сложность, заключающаяся в предварительном изготовлении плоской спирали под конкретные конструкции соединяемых деталей и затруднения, связанные с размещением нагревателя по контуру соединяемых поверхностей, а также невозможностью соединить детали больших размеров, например, полотна экрана для антенны из фторопластовой лакоткани с низкой теплопроводностью, имеющие габаритные размеры несколько метров. Известно, что фторопластовая лакотканнь выдерживает высокотемпературное воздействие, устойчива к химическим средам, обладает низкой смачиваемостью и неудовлетворительной адгезией к клеящим веществам.
Сущность изобретения
Техническим результатом предложенного изобретения является повышение технологичности способа соединения отдельных частей высокотемпературной фторопластовой лакоткани на стеклотканевой основе водозащищенного радиопрозрачного полотна экрана фазированной антенной решетки радиолокационной станции, увеличение надежности водонепроницаемого соединения и расширение области применения способа.
Для достижения указанного результата предложено нагрев соединяемых внахлестку отдельных частей фторопластовой лакоткани на стеклотканевой основе осуществлять одновременно двумя независимыми стационарными нагревателями снизу и сверху свариваемого полотна экрана антенны. Верхний и нижний нагреватели снабжены термодатчиками и терморегуляторами, позволяющими плавно регулировать и поддерживать заданную температуру их нагрева. Температура нижнего нагревателя поддерживается в пределах 395±5°C. Температура верхнего нагревателя поддерживается в пределах 430±5°C. Нижний нагреватель выполнен в виде металлической плиты из материала с высокой теплопроводностью, например, из меди или алюминия. Участок соединяемых частей фторопластовой лакоткани размещается на нижнем нагревателе, который служит одновременно опорой для лакоткани при давлении на нее верхнего нагревателя. Верхний нагреватель с полированной нижней гранью выполнен в виде цилиндра или параллелепипеда, который давит на соединяемый участок фторопластовой лакоткани с усилием 8±1 кг/см2. Время сварки фторопластовой лакоткани толщиной 0,5 мм в одной точке не более 20 с. Перемещение верхнего нагревателя по соединяемому участку производится со скоростью не более 1 см/с. Верхний и нижний нагреватели имеют возможность перемещаться по трем осям координат X, Y, Z. Для равномерной сварки фторопластовой лакоткани по всей поверхности соединения верхний нагреватель перемещается в продольном и поперечном направлении за несколько проходов, проходя все участки последовательно и с перекрытием ширины следа верхнего нагревателя не менее чем на 3 мм. Для достижения качественной сварки число проходов верхнего нагревателя по одному и тому же соединяемому участку производится до тех пор, пока не проявится структура стеклотканевой основы на поверхности фторопластовой лакоткани.
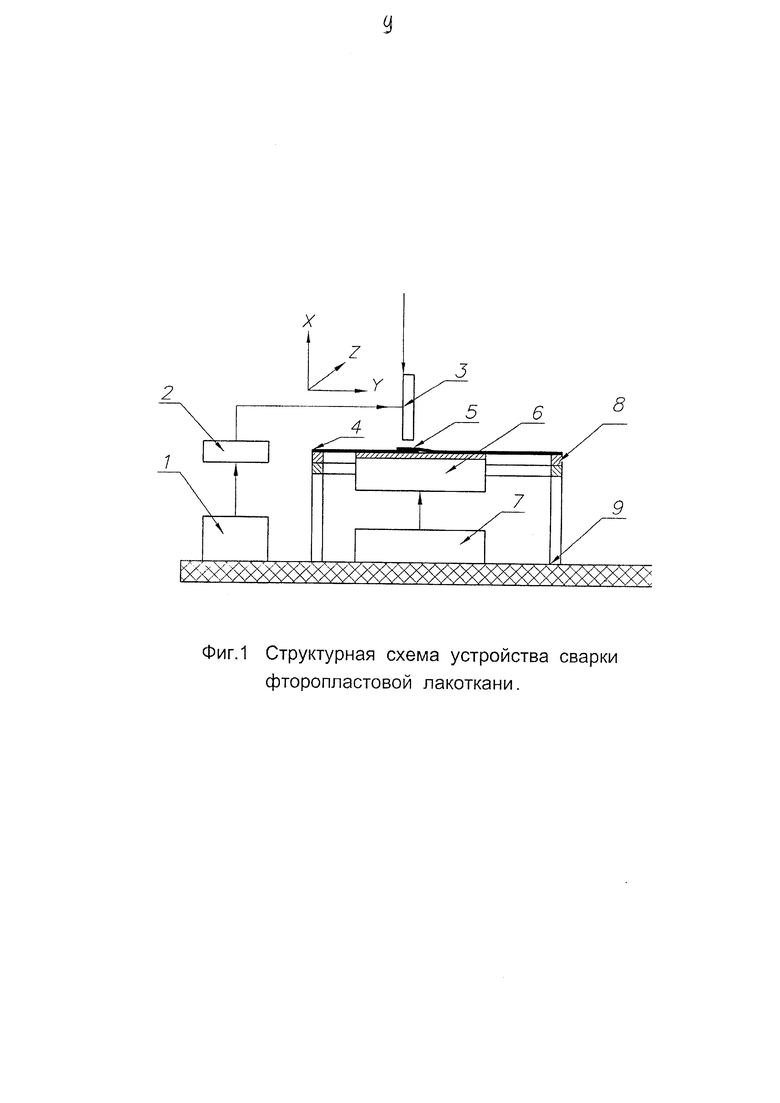
Сущность предлагаемого изобретения поясняется фиг.1, на которой представлена структурная схема устройства сварки фторопластовой лакоткани.
На фиг.1 изображены:
1 - источник питания верхнего нагревателя,
2 - терморегулятор верхнего нагревателя,
3 - верхний нагреватель
4 - фторопластовая лакоткань,
5 - участок соединяемой фторопластовой лакоткани,
6 - нижний нагреватель с терморегулятором,
7 - источник питания нижнего нагревателя,
8 - металлическая рама экрана для крепления полотна,
9 - стол для размещения экрана.
Сведения, подтверждающие возможность осуществления изобретения.
Способ соединения фторопластовой лакоткани поясняется с помощью структурной схемы, представленной на фиг.1.
Соединяемые внахлестку участки фторопластовой лакоткани 4 и 5 размещаются на металлической плите нижнего нагревателя 6 с терморегулятором. Питание нижнего нагревателя осуществляется от источника питания 7. Температура нижнего нагревателя устанавливается и поддерживается в пределах 395±5°C. Температура верхнего нагревателя 3 устанавливается и поддерживается с помощью источника питания 1 и терморегулятора 2 в пределах 430±5°C. После достижения заданной температуры, верхний нагреватель опускается на соединяемый участок полотна под давлением 8±1 кг/см2 и перемещается по полотну со скоростью не более 1 см/с.
Сварка лакоткани происходит в диапазоне температур 394÷400°C. Превышение градиента температуры верхнего нагревателя над температурой сварки фторопластовой лакоткани выбрано для сокращения времени процесса сварки и повышения производительности труда. При перемещении верхнего нагревателя по полотну экрана он оставляет след в виде потемнения цвета фторопластовой лакоткани. Для равномерной сварки полотна по всей поверхности и обеспечения влагонепроницаемости, перемещение верхнего нагревателя осуществляется в продольном и поперечном направлении за несколько проходов. Все участки необходимо проходить последовательно с перекрытием следа верхнего нагревателя не менее чем на 3 мм. Время сварки фторопластовой лакоткани толщиной 0,5 мм при заданной температуре верхнего нагревателя в одной точке не должно превышать более 20 с, так как структура фторопластовой лакоткани начинает изменяться. Для достижения качественной сварки число проходов верхнего нагревателя по одному и тому же соединяемому участку производится до тех пор, пока не проявится структура стеклотканевой основы на поверхности фторопластовой лакоткани. При выполнении указанных режимов процесса сварки испытания показали, что две ленты фторопластовой лакоткани шириной 1 см, толщиной 0,5 мм и площадью сварного шва 1 см2 выдерживают нагрузку на разрыв 44 кг. Необходимо отметить, что при увеличении нагрузки на разрыв рвется не сварной шов, а сама лакоткань вне шва. Сваренное полотно экрана из фторопластовой лакоткани крепится на металлической раме 8. Стол 9 служит для размещения экрана при проведении процесса сварки полотна.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ КРУПНОГАБАРИТНОГО РАДИОПРОЗРАЧНОГО УКРЫТИЯ (ЭКРАНА) СОТОВОЙ МОДУЛЬНОЙ ФАЗИРОВАННОЙ АНТЕННОЙ РЕШЕТКИ | 2017 |
|
RU2681425C1 |
| Способ соединения поверхностей изделий из фторопластовой стеклоткани | 2023 |
|
RU2830676C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ | 2013 |
|
RU2536360C1 |
| ДВУХПОЛЯРИЗАЦИОННАЯ ВИБРАТОРНАЯ АНТЕННАЯ РЕШЕТКА ВЫСОКОЙ ЗАВОДСКОЙ ГОТОВНОСТИ МЕТРОВОГО ДИАПАЗОНА С ШИРОКОУГОЛЬНЫМ СКАНИРОВАНИЕМ И СПОСОБ ЕЕ НАСТРОЙКИ | 2006 |
|
RU2333579C1 |
| Антенный обтекатель | 2017 |
|
RU2659586C1 |
| Антенный обтекатель | 2017 |
|
RU2644621C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ | 2013 |
|
RU2536339C1 |
| УНИФИЦИРОВАННЫЙ АНТЕННЫЙ МОДУЛЬ | 2008 |
|
RU2356136C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МОНТАЖА НАТЯЖНОГО ПОЛОТНА ИЗ ПЛЕНОЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2513603C1 |
| Антенно-фидерное устройство СДВ, ДВ, СВ диапазонов | 2022 |
|
RU2792830C1 |
Изобретение относится к способам изготовления водонепроницаемых радиопрозрачных экранов фазированных антенных решеток радиолокационных станций из фторопластовой лакоткани на стеклотканевой основе. Способ включает нагрев соединяемых участков полотна и последующее их сдавливание. Нагрев осуществляют двумя нагревателями сверху и снизу свариваемого полотна. Нижний нагреватель выполнен в виде опорной плиты с высокой теплопроводностью, температура которой поддерживается в пределах 395±5˚С. Температура верхнего нагревателя, выполненного в виде цилиндра или параллелепипеда из меди с полированной нижней гранью, поддерживается в пределах 430±5˚С. Верхний нагреватель давит на соединяемые участки с усилием 8±1 кг/см2, а скорость его перемещения не более 1 см/с. Изобретение обеспечивает технологичный, надежный и экономичный способ соединения высокотемпературной, высокопрочной, химически устойчивой к агрессивным средам фторопластовой лакоткани. 1 ил.
.
Способ изготовления защитного водонепроницаемого экрана антенны из фторопластовой лакоткани на стеклотканевой основе, отличающийся тем, что он включает нагрев соединяемых участков полотна из фторопластовой лакоткани на стеклотканевой основе и последующее их сдавливание, причем нагрев соединяемых участков полотна осуществляется одновременно двумя нагревателями с плавной регулировкой и поддержанием температуры сверху и снизу свариваемого полотна, при этом нижний нагреватель выполнен в виде опорной плиты с высокой теплопроводностью, температура которой поддерживается в пределах 395±5°С, и одновременно служащей основанием для размещения на ней соединяемых участков полотна из лакоткани, а верхний нагреватель выполнен в виде цилиндра или параллелепипеда из меди с полированной нижней гранью, температура которого поддерживается в пределах 430±5°С, который давит на соединяемые участки фторопластовой лакоткани с усилием 8±1 кг/см2, а для обеспечения равномерной сварки фторопластовой лакоткани по всей поверхности перемещение верхнего нагревателя осуществляют со скоростью не более 1 см/с в продольном и поперечном направлении за несколько проходов, проходя все участки последовательно и с перекрытием ширины следа верхнего нагревателя не менее чем на 3 мм, причем число проходов верхнего нагревателя по одному и тому же участку производится до тех пор, пока не проявится структура стеклотканевой основы на поверхности фторопластовой лакоткани.
| Устройство для контактно-тепловой сварки полимерных материалов | 1983 |
|
SU1147589A1 |
| ДОМКРАТ ДЛЯ ПЕРЕКАТКИ ВАГОНОВ | 1924 |
|
SU1041A1 |
| Устройство для двусторонней контактной тепловой сварки полимерных материалов | 1990 |
|
SU1722861A1 |
| ТЕРМОСВАРИВАЮЩИЕСЯ ПОЛИМЕРНЫЕ ПЛЕНКИ, СПОСОБЫ ТЕПЛОВОЙ СВАРКИ И ТЕРМОСВАРОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2173262C2 |
| US 6719867 B1, 13.04.2004 | |||
| EP 0959526 A2, 24.11.1999. | |||

