Изобретение относится к вентиляционной технике и, в частности, рассматривает конструкцию вентиляционной решетки - напольной, потолочной или настенной для плоских поверхностей или применяемой для перекрытия технологических проемов, выполненных на дугообразных поверхностях.
В настоящее время принцип модульного построения решеток используется в переливных решетках, применяемых для бассейнов в качестве стоков воды. Такие решетки состоят из отдельных базовых унифицированных по размеру и по форме элементов, которые последовательно соединяются друг с другом, образуя решетку требуемой длины. Эти базовые элементы имеют одинаковый размер по ширине, что требует выполнения стока точно соответствующей этим элементам ширины.
Для решеток для воздуховодов принцип их модульного построения не применяется. Традиционно, либо технологический проем воздуховода делается под размер решетки, либо решетку изготавливают под размер технологического проема. При этом решетки выполняются по общепринятой технологии: формируется рамка, в которую вставляют пластинки и к которой эти пластинки прикрепляются, либо решетку рамочной конструкции формируют литьем из полимерного материала. Но такие решетки не используются для специальных проемов с размерами, отличными от типоразмеров, которые выпускаются компаниями-производителями. Именно для таких проемов, не только выполненных на плоской поверхности, но и на выпуклых поверхностях, выполнение решеток представляет собой сложность, обусловленную тем, что при массовом производстве стандартизированных по размеру решеток, такие решетки приходится изготавливать вручную.
Известно устройство для создания решеток для воздуховодов, представляющее собой две пластины, в каждой из которых выполнены дистантно расположенные прорези, используемые для установки в них концевых частей других пластин, формирующих решетку (RU 116215, F41H 5/00, F41H 7/00, опубл. 20.05.2012 г.). Данное решение выбрано в качестве прототипа по формальным признакам, как отражающее уровень техники.
Этому решению присущи все ранее описанные недостатки уровня техники.
Настоящее изобретение направлено на достижение технического результата, заключающегося в упрощении конструкции воздуховодной решетки для обеспечения ее сборки на месте расположения подлежащего перекрытию технологического проема независимо от размеров этого проема.
Указанный технический результат достигается тем, что в решетке для воздуховодов содержащей две боковые стенки, между которыми расположены на расстоянии друг от друга пластины, закрепленные в этих стенках, каждая боковая стенка выполнена из соединенных последовательно друг с другом модульных элементов, каждый из которых представляет собой параллелепипедной формы тело, в котором выполнен открытый паз Т-образной формы, широкая часть которого расположена в теле, а узкая по ширине часть выведена на одну боковую сторону, при этом на одной боковой стороне тела выполнен круглый в поперечном сечении выступ, протянутый по длине этой стороны вдоль Т-образной формы паза и связанный с этой боковой стороной перемычкой толщина которой меньше диаметра выступа, а на противоположной боковой стороне в теле выполнено ответное форме выступа углубление, протянутое по длине этой стороны вдоль Т-образной формы паза для размещения в нем выступа другого присоединяемого тела, при этом пластины выполнены с поперечным сечением по крайней мере на части своей высоты, повторяющим форму поперечного сечения паза, и концевыми частями вставлены в пазы тел боковых стенок.
При этом для обеспечения возможности поворота относительно присоединяемого тела при размещении выступа в его углублении боковая стенка со стороны углубления может быть выполнена скошенной в сторону Т-образной формы паза. А Т-образной формы паз может быть закрыт пластиной с одной его торцевой стороны.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретным примером исполнения, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения требуемого технического результата.
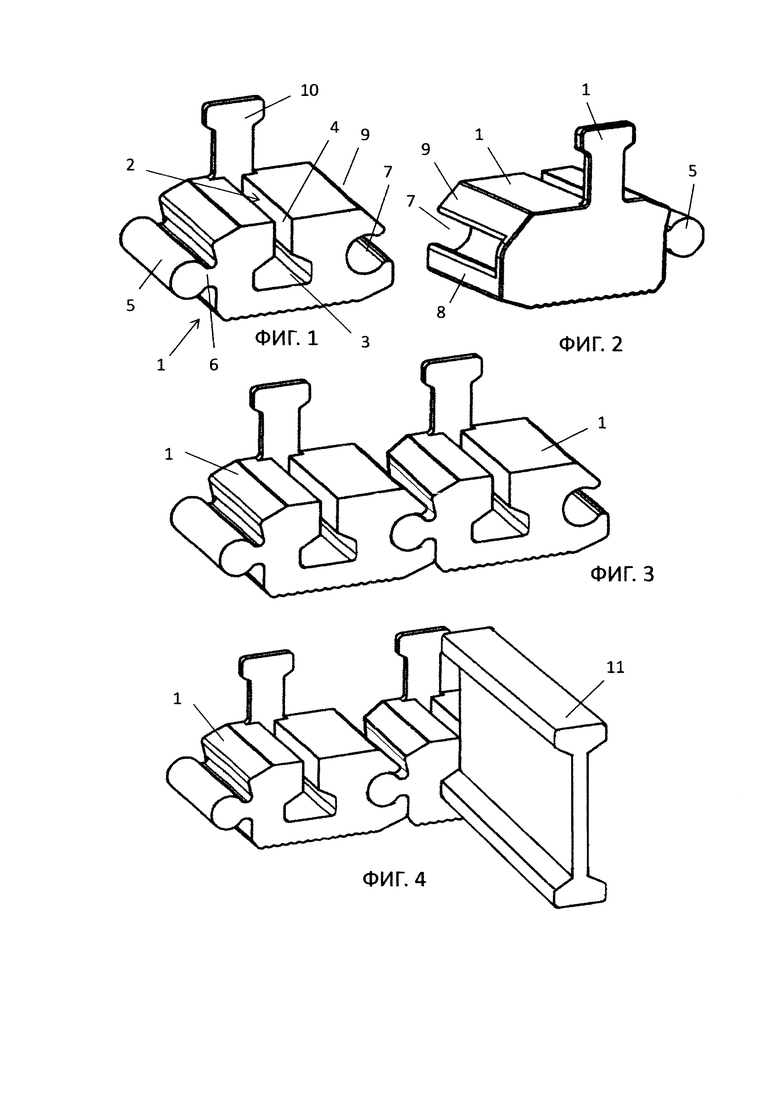
На фиг. 1 - конструкция устройства для образования решетки, вид с одной стороны;
фиг. 2 - то же, что на фиг. 1, вид с другой стороны;
фиг. 3 - соединение между собой базовых элементов для образования боковой стенки;
фиг. 4 - расположение образующих решетку пластин в базовых элементах боковых стенок.
Согласно настоящего изобретения рассматривается конструкция решетки для воздуховодов, в которой применен модульный принцип создания боковых стенок за счет использования базовых элементов для изготовления боковых силовых частей решетки.
В общем случае решетка для воздуховодов содержит две боковые стенки, между которыми расположены на расстоянии друг от друга пластины, закрепленные в этих стенках. Каждая боковая стенка выполнена из соединенных последовательно друг с другом модульных элементов.
Модульный элемент (фиг. 1 и 2) для создания решеток для воздуховодов представляет собой параллелепипедной формы тело 1, в котором выполнен открытый паз 2 Т-образной формы, широкая часть 3 которого расположена в теле, а узкая по ширине часть 4 выведена на одну боковую сторону. На одной боковой стороне тела выполнен круглой в поперечном сечении выступ 5, протянутый по длине этой стороны вдоль Т-образной формы паза и связанный с этой боковой стороной перемычкой 6, толщина которой меньше диаметра выступа, а на противоположной боковой стороне в теле выполнено ответное форме выступа 5 углубление 7, протянутое по длине этой стороны вдоль Т-образной формы паза для размещения в нем выступа присоединяемого такого же по конструкции тела.
Для обеспечения возможности поворота относительно присоединяемого тела при размещении выступа в его углублении боковая стенка со стороны углубления выполнена скошенной (поз. 8 и 9) в сторону Т-образной формы паза. Если обеспече6рие поворота не является необходимым, то сторона, на которой выполнено углубление 7, может быть плоской. В этом случае при соединении между собой двух базовых элементов (выступ 5 одного элемента вставляется в углубление 7 другого элемента, как это показано на фиг. 3) смежно расположенные стенки двух базовых элементов находятся в непосредственном контакте или расположены на небольшом друг от друга расстоянии, при котором элементы не могут поворачиваться относительно друг друга. При наличии скосов на стенке, где имеется углубление, один базовый элемент имеет возможность поворота относительно другого в диапазоне угла скоса.
Т-образной формы паз может быть закрыт пластиной 10 с одной его торцевой стороны. Эта пластина 10 служит так же для ограничения перемещения элементов решетки.
Тело 1 может быть выполнено из полимерного материла или технической резины. В зависимости от требований к решеткам базовый элемент может обладать быть упругодеформируемым для обеспечения защемления пластин 11 в части 4 паза, образующий решетчатое поле.
Для создания решетки сначала образуют заданной длины (по габаритам двух противоположно расположенных сторон технологического проема) две боковые части (боковые стенки), каждая из которых состоит из набора базовых элементов. Каждую такую часть образуют путем соединения между собой базовых элементов. Каждые два смежно расположенных базовых элемента соединяются между собой следующим образом: выступ 5 одного базового элемента вставляют в углубление 7 другого базового элемента и т.д., пока не будет достигнута требуемая длина каждой части. После этого в каждый паз 2 вставляют пластину, имеющую поперечное сечение в той части, которая располагается в теле 1 базового элемента, которое повторяет поперечное сечение паза 2. В примере по фиг. 1 паз 2 имеет форму поперечного сечения в виде двутавра. Суть формы сечения паза 2 не является главной особенностью базового элемента. Главное, что в этом пазе есть две части, отличающиеся по ширине и более широкая часть паза располагается в теле. Это условие обеспечивает удержание пластины 11 в теле 1 и ее фиксацию. Сечение паза 2 может быть трапецеидальным с расположением меньшего основание на поверхности тела 1, или усеченного треугольника, или Г-образным. Пластины выполнены с поперечным сечением по крайней мере на части своей высоты, повторяющим форму поперечного сечения паза, и концевыми частями вставлены в пазы тел боковых стенок. Если тело выполнено из недеформируемого материала, то пластины 11 выполняются с возможностью установки в паз 2 по свободной посадке. Посоле установки всех пластин и с учетом наличия зазоров в соединениях и в связи с некоторой потерей геометрической формы самой решетки происходит заклинивание пластин 11 в пазах 2, что исключает распадание решетки на составные части. Если же тело 1 выполнено из технической резины, обладающей достаточной жесткостью при наличии упругой деформируемости, то пластины 2 вставляются с натягом и заклиниваются за счет сил упругости стенок паза и сил трения между материалами тела 1 и пластины 11.
После установки пластин в одну боковую сторону на другие концы пластин одевается другая боковая стенка, так же собранная из базовых элементов. Из-за того, что выступы и углубления выполнены длиной равной ширине боковой стороны тела 1, то есть обладают повышенной длиной, то такое соединение становится неразборным, а боковая часть не имеет возможности изгибаться в направлении, совпадающем с направлением выступов 5. Изгибность остается только в рамках скосов или зазоров между смежными стенками, но именно это позволяет боковые стенки укладывать на неровные поверхности или на дугообразную поверхность (например, на технологический проем на трубе).
Настоящее изобретение промышленно применимо и может использоваться для модульного построения решеток для воздуховодов для проемов любых габаритных размеров. При этом появляется возможность сборки решетки на месте размещения технологического проема и в полном соответствии с размерами этого проема.
Изобретение относится к вентиляционной технике. Решетка для воздуховодов содержит две боковые стенки, между которыми расположены на расстоянии друг от друга пластины, закрепленные в этих стенках. Каждая боковая стенка выполнена из соединенных последовательно друг с другом модульных элементов, каждый из которых представляет собой параллелепипедной формы тело, в котором выполнен открытый паз Т-образной формы, широкая часть которого расположена в теле, а узкая по ширине часть выведена на одну боковую сторону. На одной боковой стороне тела выполнен круглый в поперечном сечении выступ, протянутый по длине этой стороны вдоль Т-образной формы паза и связанный с этой боковой стороной перемычкой, толщина которой меньше диаметра выступа, а на противоположной боковой стороне в теле выполнено ответное форме выступа углубление, протянутое по длине этой стороны вдоль Т-образной формы паза для размещения в нем выступа другого присоединяемого тела. Пластины выполнены с поперечным сечением по крайней мере на части своей высоты, повторяющим форму поперечного сечения паза, и концевыми частями вставлены в пазы тел боковых стенок. Технический результат заключается в упрощении конструкции воздуховодной решетки для обеспечения ее сборки на месте расположения подлежащего перекрытию технологического проема независимо от размеров этого проема. 2 з.п. ф-лы, 4 ил.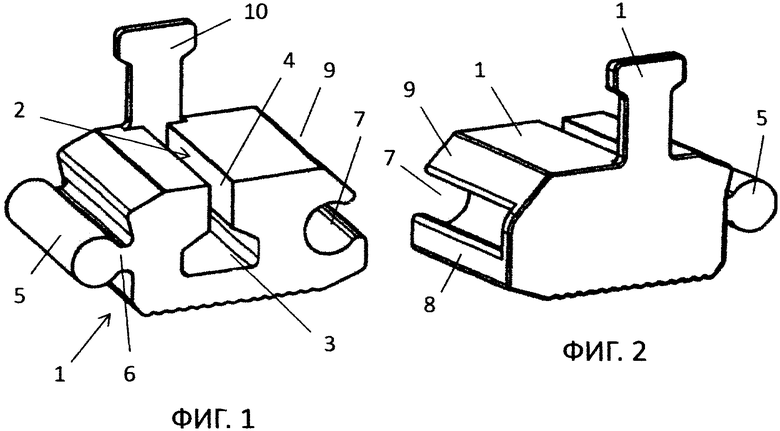
1. Решетка для воздуховодов, содержащая две боковые стенки, между которыми расположены на расстоянии друг от друга пластины, закрепленные в этих стенках, отличающаяся тем, что каждая боковая стенка выполнена из соединенных последовательно друг с другом модульных элементов, каждый из которых представляет собой параллелепипедной формы тело, в котором выполнен открытый паз Т-образной формы, широкая часть которого расположена в теле, а узкая по ширине часть выведена на одну боковую сторону, при этом на одной боковой стороне тела выполнен круглый в поперечном сечении выступ, протянутый по длине этой стороны вдоль Т-образной формы паза и связанный с этой боковой стороной перемычкой, толщина которой меньше диаметра выступа, а на противоположной боковой стороне в теле выполнено ответное форме выступа углубление, протянутое по длине этой стороны вдоль Т-образной формы паза для размещения в нем выступа другого присоединяемого тела, при этом пластины выполнены с поперечным сечением по крайней мере на части своей высоты, повторяющим форму поперечного сечения паза, и концевыми частями вставлены в пазы тел боковых стенок.
2. Решетка для воздуховодов по п. 1, отличающаяся тем, что для обеспечения возможности поворота относительно присоединяемого тела при размещении выступа в его углублении боковая стенка со стороны углубления выполнена скошенной в сторону Т-образной формы паза.
3. Решетка для воздуховодов по п. 1, отличающаяся тем, что Т-образной формы паз закрыт пластиной с одной его торцевой стороны.
| US 4089257 A, 16.05.1978 | |||
| СПОСОБ РАДИАЦИОННОГО МОНИТОРИНГА ЭКОСИСТЕМ ПО РАДИОАКТИВНОСТИ АТМОСФЕРНЫХ ОСАДКОВ, ОТБОРА И ПРИГОТОВЛЕНИЯ ПРОБ | 1999 |
|
RU2178159C2 |
| Способ хранения резинового материала | 1979 |
|
SU770832A1 |
| Тележка для перевозки и укладки навоев на ткацкий станок | 1977 |
|
SU655586A1 |
| US 2940376 A, 14.06.1960 | |||
| US 3877356 A, 15.04.1975 | |||
| Магнитоэлектрический зеркальный гальванометр | 1947 |
|
SU73450A1 |

