Ссылки на сопутствующие заявки
[0001] В настоящей заявке испрашивается приоритет по предварительной заявке на патент США №62/035,798, поданной 11 августа 2014 года под названием "Устройства магазина для удержания изделий из стекла во время обработки", все содержание которой включено в настоящее описание путем отсылки.
Описание известного уровня техники
[0002] Настоящее описание относится по существу к устройствам магазина для удержания изделий из стекла во время обработки и, более конкретно, к устройствам магазина для удержания изделий из стекла во время ионообменной обработки.
[0003] Исторически во многих случаях стекло, благодаря его герметичности, оптической прозрачности, и прекрасной химической стойкости относительно других материалов, применялось как предпочтительный материал, например, для упаковки пищевых продуктов и напитков, для упаковки лекарств, для изготовления кухонной и лабораторной посуды, а также окон и других архитектурных элементов.
[0004] Однако, применение стекла во многих случаях ограничено его механическими свойствами. В частности, проблемой является его хрупкость, особенно в области упаковки пищевых продуктов, напитков и лекарств. Эта хрупкость может приводить к высоким издержкам в пищевой и фармацевтической промышленности, поскольку, например, бой на линии наполнения может потребовать отбраковки соседних контейнеров, поскольку они могут содержать осколки разбившегося контейнера. Бой может также потребовать замедления или остановки линии наполнения, что снижает производительность. Далее, не-катастрофическое разбивание (когда стекло трескается, но не бьется) может привести к потере стерильности содержимого стеклянной упаковки или контейнера, что в свою очередь может привести к дорогостоящим отзывам продукции.
[0005] Одной ключевой причиной боя стекла является наличие дефектов поверхности стекла, когда стекло обрабатывается и/или во время последующего заполнения. Эти дефекты могут возникать на поверхности стекла по множеству причин, включая контакт между соседними стеклянными изделиями и контакт между стеклом и оборудованием, например, подъемно-транспортным и/или заполняющим оборудованием. Независимо от причины, наличие дефектов в итоге может привести к бою стекла.
[0006] Соответственно, имеется потребность в альтернативных устройствах для удержания стеклянных изделий во время обработки для исключения боя стекла.
Краткое описание изобретения
[0007] Согласно одному варианту устройство для удержания и сохранения стеклянных изделий во время обработки может содержать множество держателей изделий для приема стеклянных изделий. Каждый держатель изделий из множества держателей изделий может содержать удержать удерживающее тело, содержащее проволочную спираль, окружающую объем, в который вставляется стеклянное изделие. Самый нижний виток проволочной спирали имеет диаметр витка меньше, чем диаметр витков остальной части удерживающего тела так, чтобы нижний виток спирали являлся упором для стеклянного изделия в удерживающем теле. Удерживающее тело может содержать распорную спираль, отходящую от удерживающего тела под упором для стеклянного изделия. Каждый из множества держателей изделий может быть установлен в соответствующем отверстии в раме основания так, чтобы удерживающее тело каждого держателя изделий находилось над верхней поверхностью рамы основания а распорная спираль каждого держателя изделий находилась ниже дна рамы основания.
[0008] В другом варианте узел для удержания и сохранения изделий во время обработки может содержать первое устройство магазина, содержащее первое множество держателей изделий для приема изделий, в котором каждый держатель изделий первого множества держателей изделий содержит удерживающее тело, содержащее проволочную спираль, окружающую объем, в который вставляется стеклянное изделие, в котором нижний виток проволочной спирали образует упор для стеклянного изделия в удерживающем теле. Каждый держатель стеклянного изделия первого множества держателей изделий также содержит распорную спираль, отходящую от удерживающего тела под упором для изделий. Первое устройство магазина также содержит первую раму основания, содержащую множество отверстий, проходящих сквозь первую раму основания. Каждый из первого множества держателей изделий расположен в соответствующем отверстии так, что удерживающее тело и распорная спираль каждого держателя изделий расположены на противоположных сторонах рамы основания. Узел также содержит второе устройство магазина, содержащее второе множество держателей изделий, в котором каждый держатель изделий второго множества держателей изделий содержит удерживающее тело, содержащее проволочную спираль, окружающую объем, в который вставляется стеклянное изделие, при этом нижний виток проволочной спирали образует упор для стеклянного изделия в удерживающем теле. Каждый держатель изделий второго множества держателей изделий также содержит распорную спираль, отходящую от удерживающего тела под упором для изделий. Второе устройство магазина также содержит вторую раму основания, содержащую множество отверстий, проходящих сквозь вторую раму основания. Каждый из второго множества держателей изделий расположен в соответствующем отверстии во второй раме основания так, что удерживающее тело и распорная спираль каждого держателя изделий расположены на противоположных сторонах второй рамы основания. Второй магазин расположен сверху первого магазина и отнесен от него так, что распорная спираль каждого держателя изделий второго множества держателей изделий расположена над объемом для приема стеклянных изделий соответствующего держателя изделий первого множества держателей изделий.
[0009] Дополнительные признаки и преимущества устройства для удержания и сохранения стеклянных изделий во время обработки, описываемое в настоящем документе, будут описаны в нижеследующем подробном описании, и частично, будут очевидны специалистам из этого описания или поняты лицами, реализующими настоящее изобретение, из нижеследующего подробного описания, формулы изобретения и приложенных чертежей.
[0010] Следует понимать, что вышеприведенное общее описание и нижеследующее подробное описание описывают различные варианты и предназначены для создания общего представления или основы для понимания природы и характера заявленного изобретения. Приложенные чертежи предназначены для создания дополнительного понимания различных вариантов и являются частью настоящего описания. Чертежи иллюстрируют различные варианты, описываемые в настоящем документе и, вместе с описанием, служат для пояснения принципов и работы заявленного изобретения.
Краткое описание чертежей
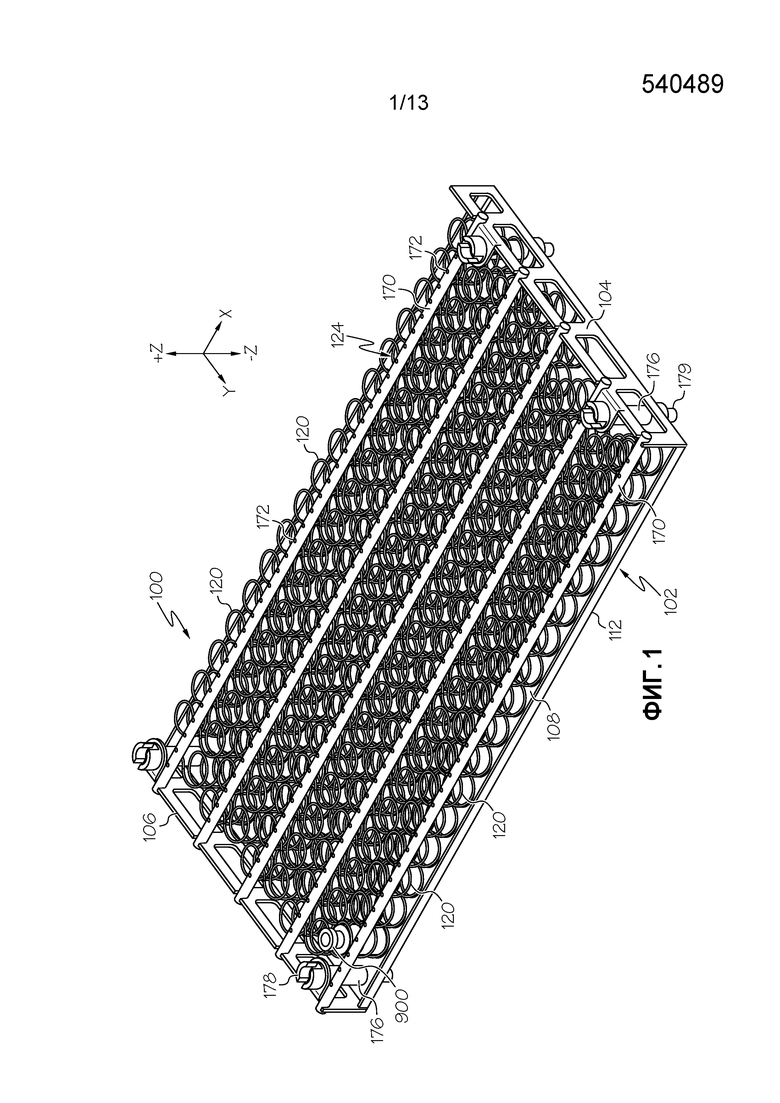
[0011] Фиг. 1 - схематическое представление устройства магазина для удержания и сохранения стеклянных изделий по время обработки по одному или более варианту изобретения.
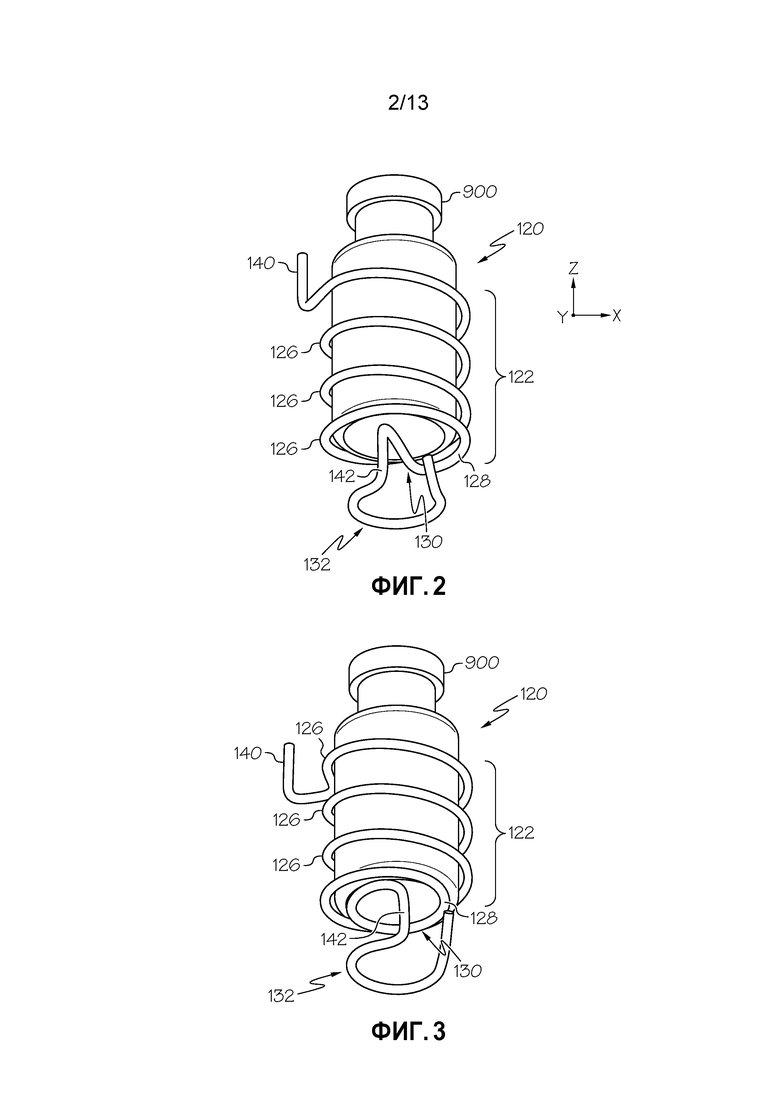
[0012] Фиг. 2 - схематическое представление одного варианта держателя изделий для применения в устройстве магазина по фиг. 1.
[0013] Фиг. 3 - схематическое представление другого варианта держателя изделий для применения в устройстве магазина по фиг. 1.
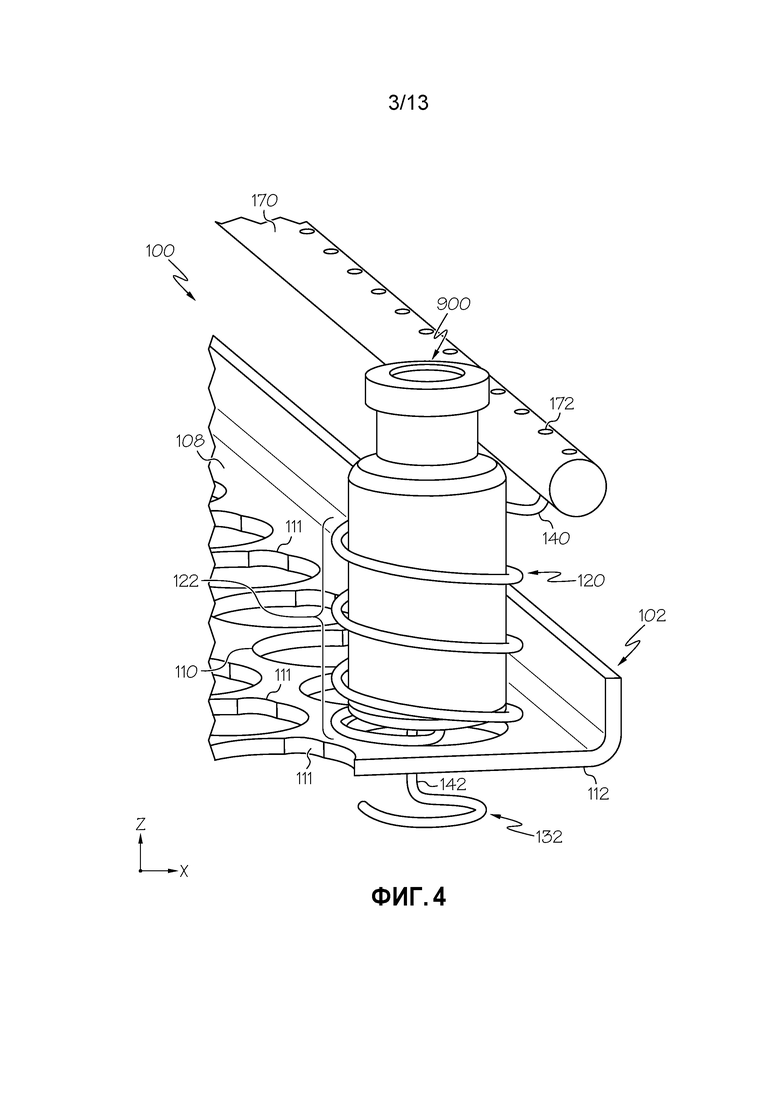
[0014] Фиг. 4 - схематическое представление зацепления держателя изделий с рамой основания и опорной пластиной по одному или более варианту настоящего изобретения.
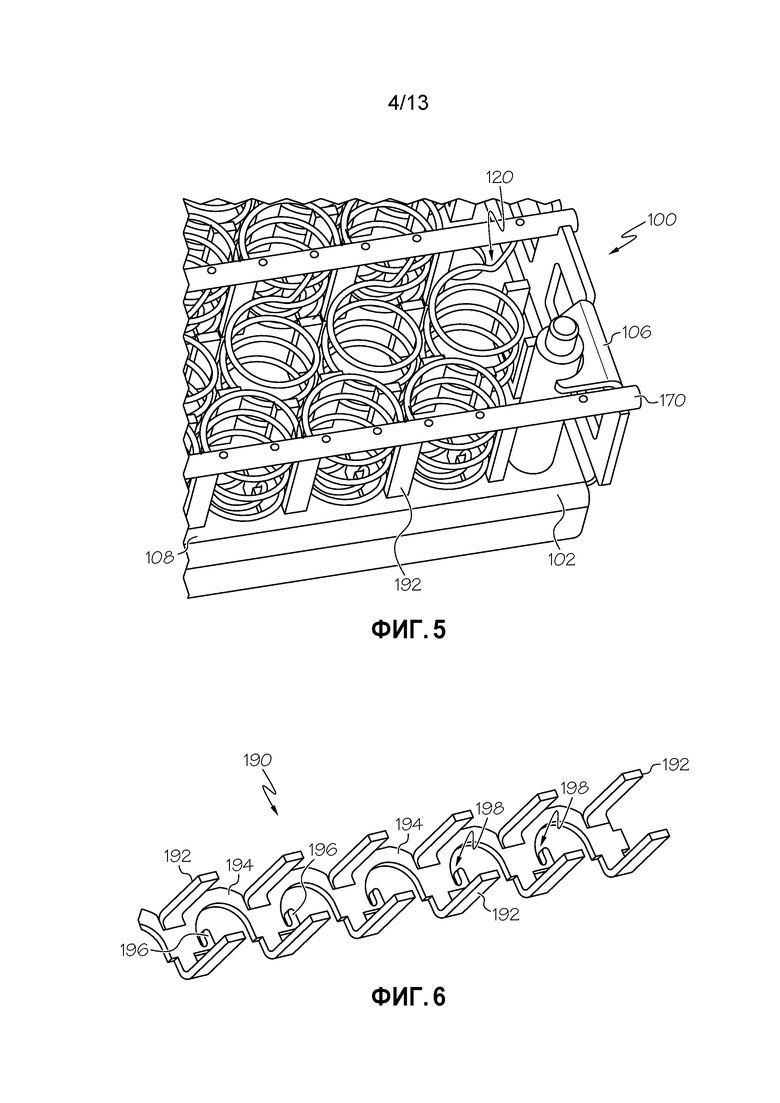
[0015] Фиг. 5 - схематический вид в изометрии устройства магазина с запирающей пластиной по одному или более варианту настоящего изобретения.
[0016] Фиг. 6 - схематическое представление запирающей пластины для применения в устройстве магазина по одному или более варианту настоящего изобретения.
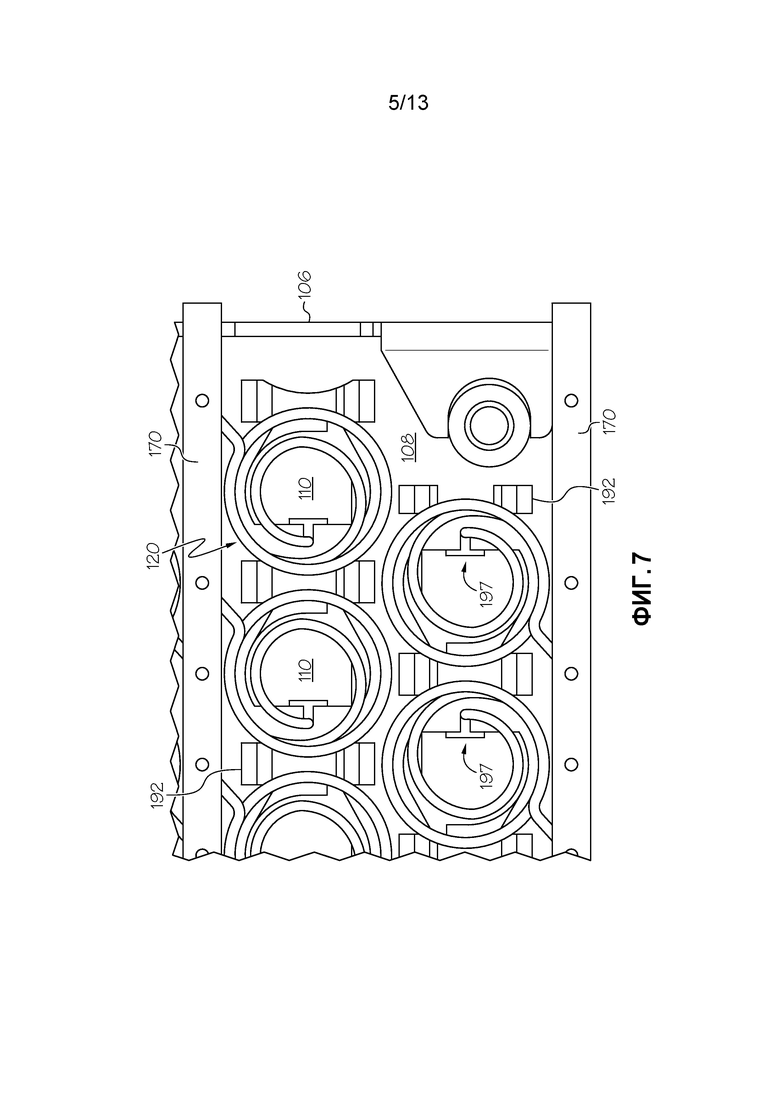
[0017] Фиг. 7 - схематический вид сверху устройства магазина с запирающей пластиной по одному или более варианту настоящего изобретения.
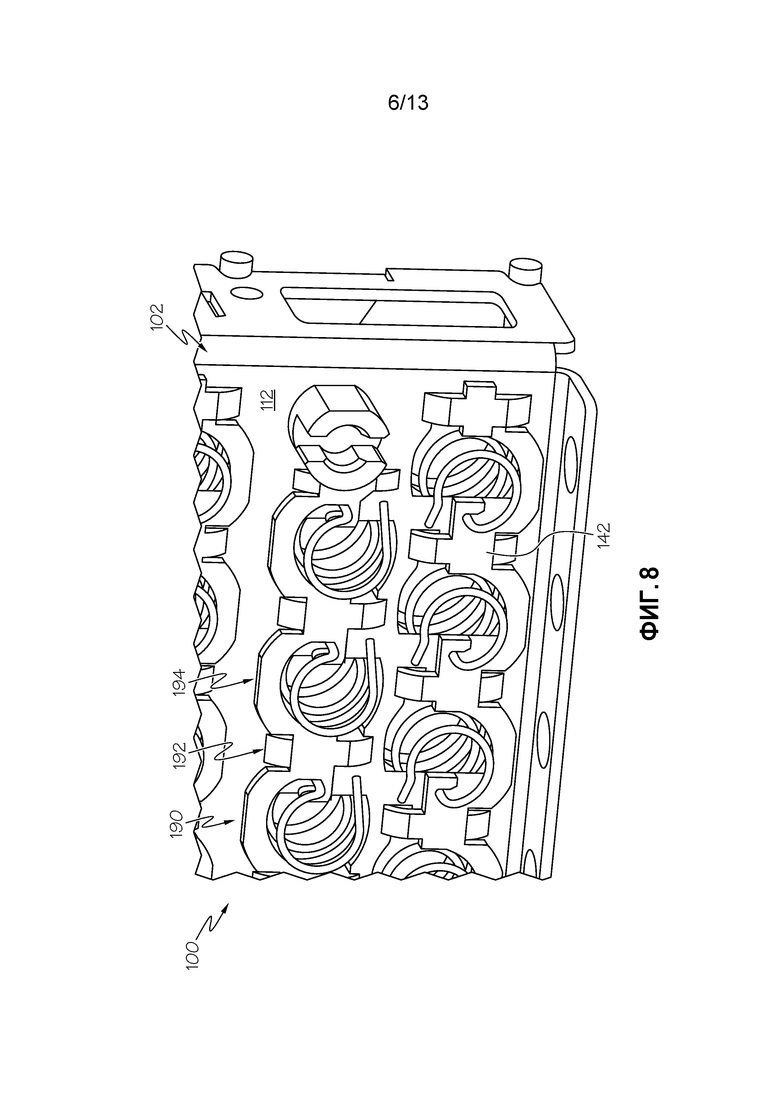
[0018] Фиг. 8 - схематический вид снизу в изометрии устройства магазина с запирающей пластиной по одному или более варианту настоящего изобретения.
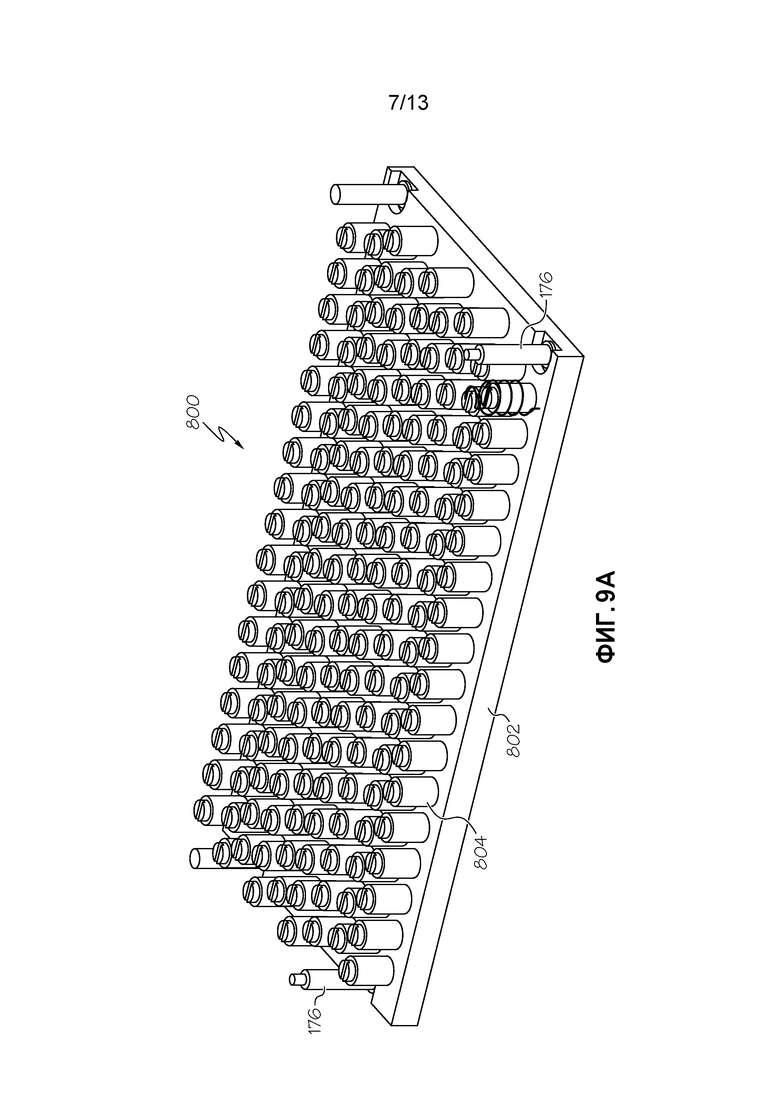
[0019] Фиг. 9А - схематическое представление сборочного приспособления для устройства магазина по одному или более варианту настоящего изобретения.
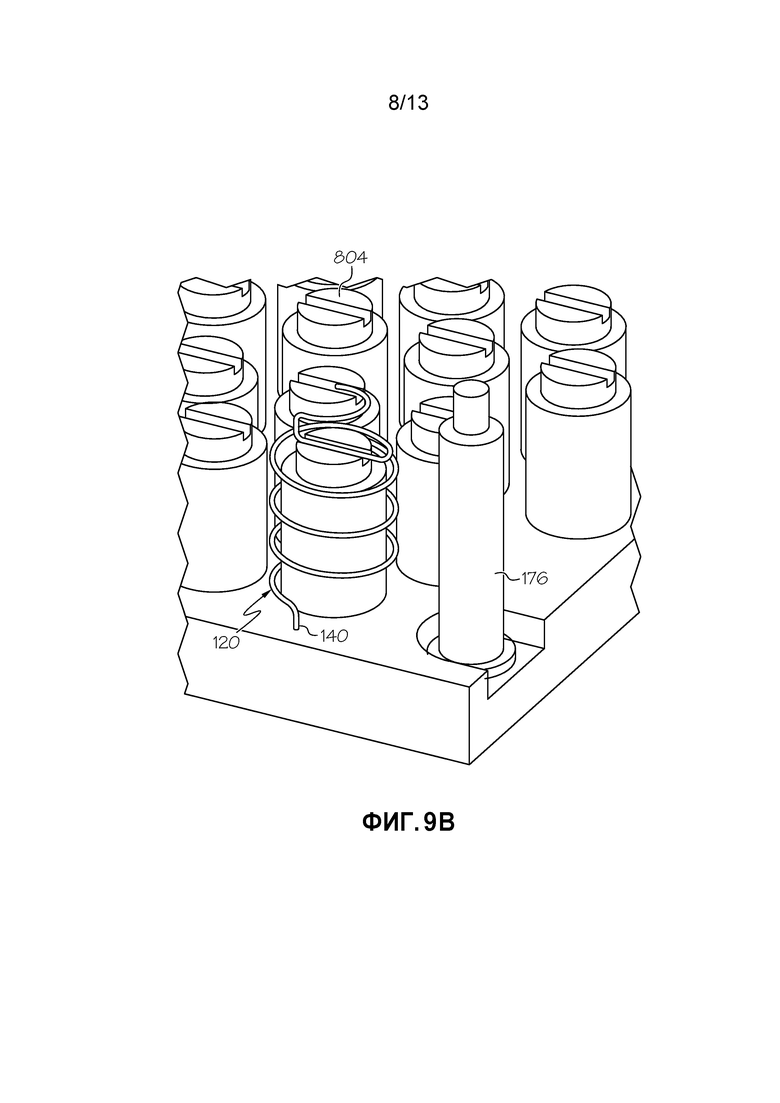
[0020] Фиг. 9В - схематический вид в увеличенном масштабе держателя изделий, расположенного на позиционирующем пальце сборочного приспособления по фиг. 9А.
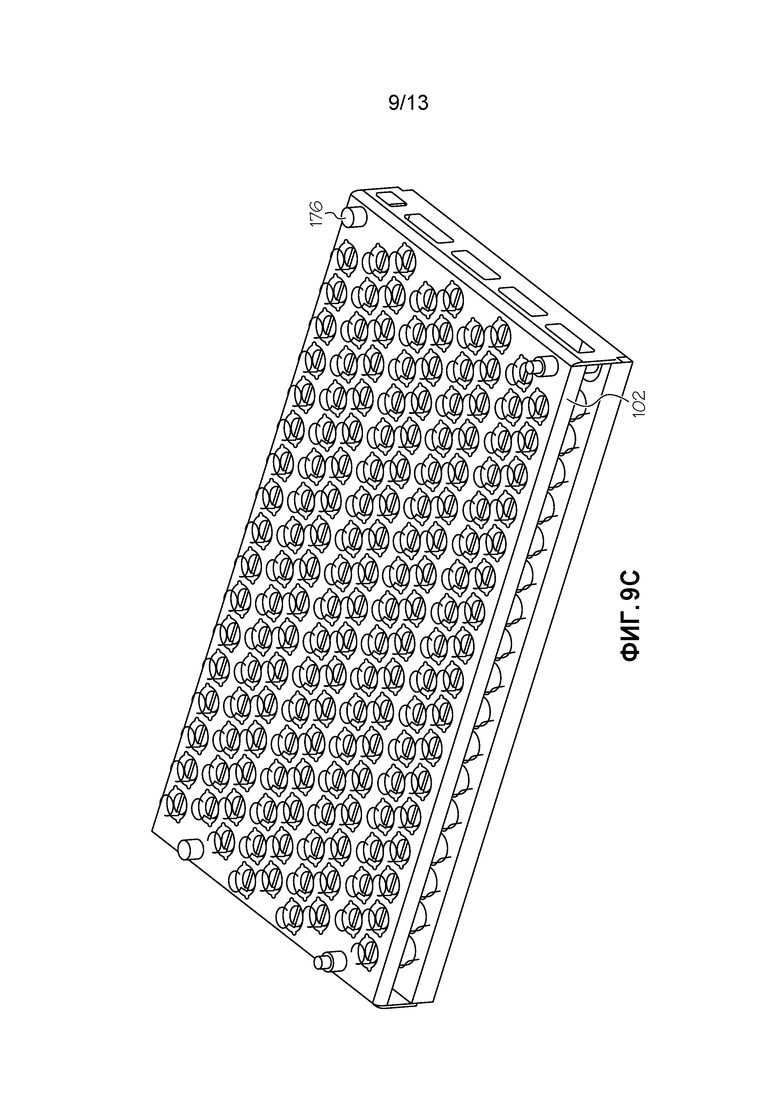
[0021] Фиг. 9С - схематическое представление рамы основания устройства магазина, установленной на позиционирующие пальцы сборочного приспособления по фиг. 9А.
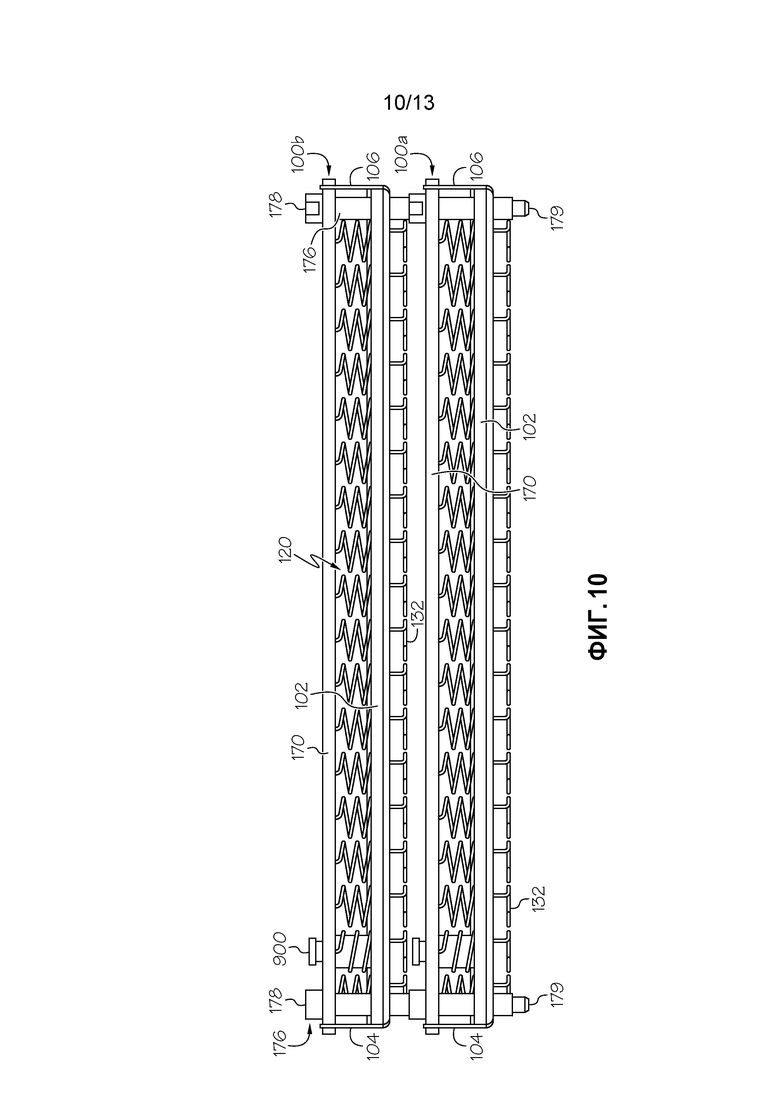
[0022] Фиг. 10 - схематический вид сбоку пары устройств магазина, установленных один поверх другого с опорными ножками, которые разносят устройства магазина друг от друга.
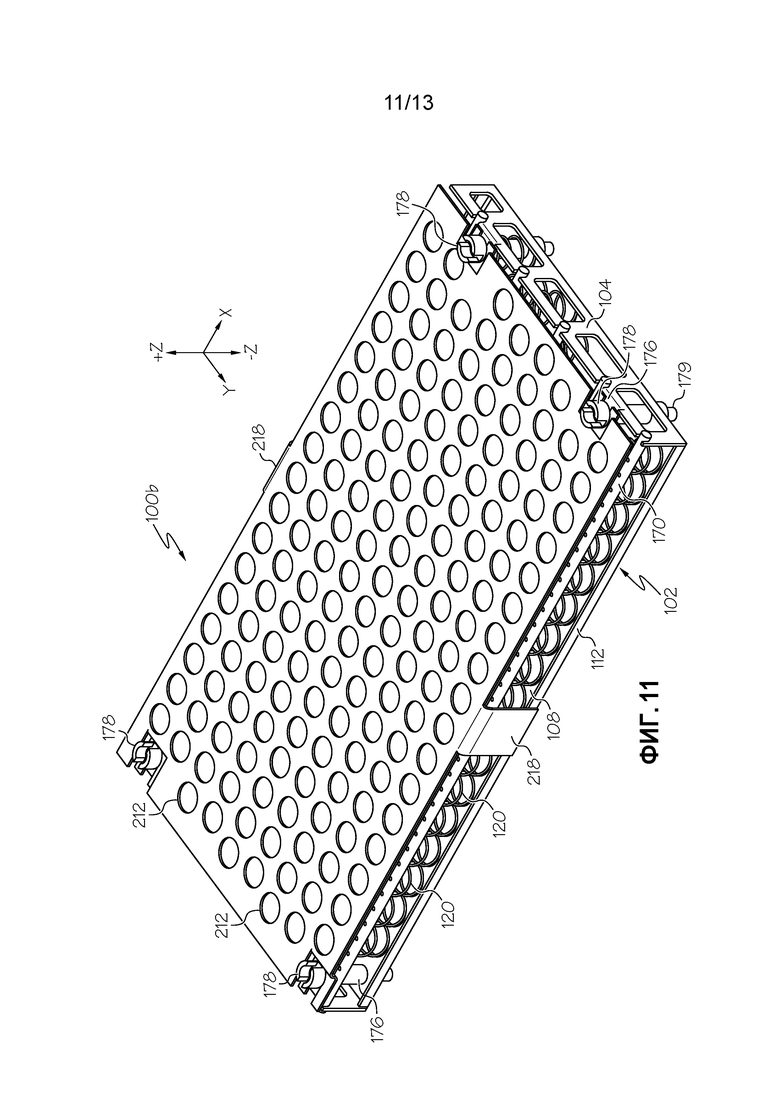
[0023] Фиг. 11 - схематическое представление устройства магазина с закрывающей пластиной, прикрепленной к ней по одному или более варианту настоящего изобретения.
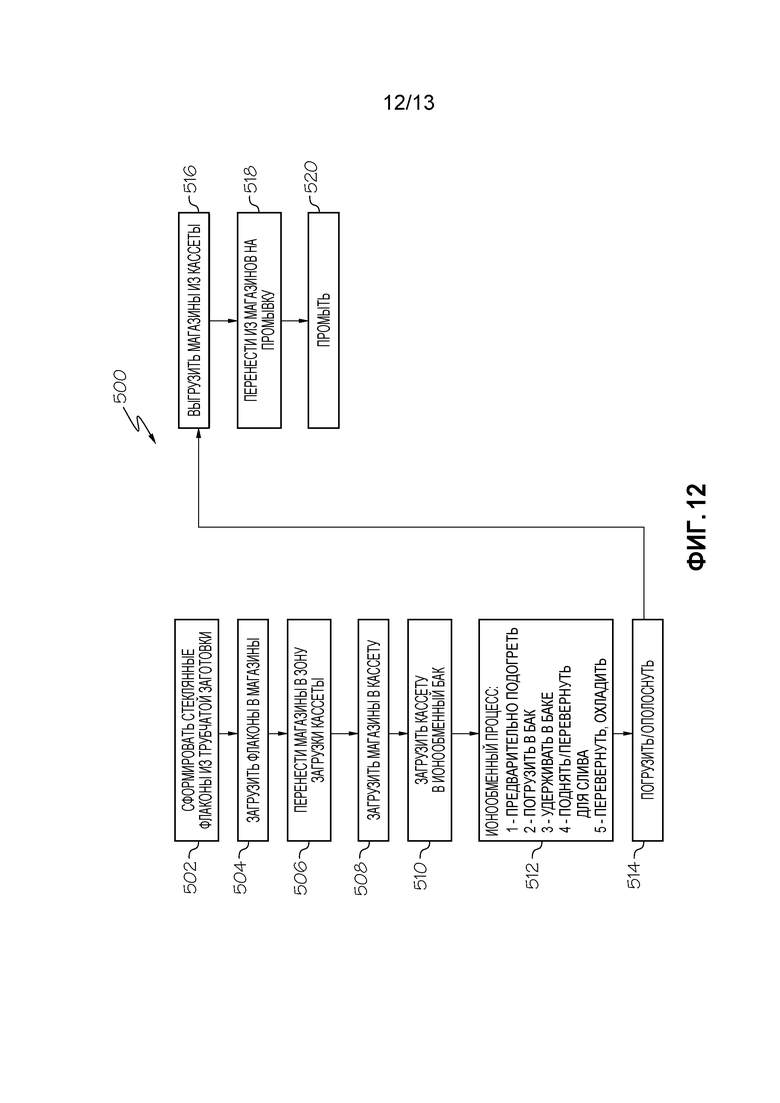
[0024] Фиг. 12 - диаграмма последовательности способа ионообменного упрочнения стеклянных изделий с устройствами магазина по настоящему изобретению.
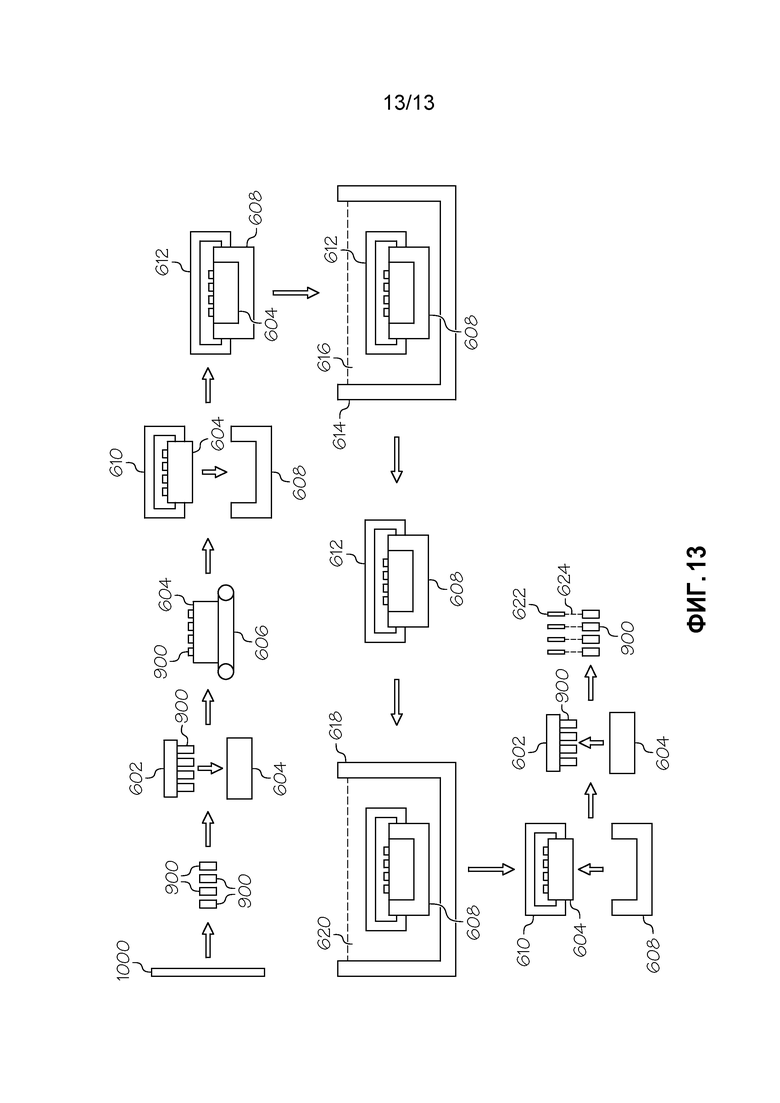
[0025] Фиг. 13 - схематическое представление этапов способа по фиг. 12.
Описание вариантов
[0026] Далее следует подробное описание вариантов устройств магазина для удержания и сохранения стеклянных изделий во время обработки, примеры которых показаны на приложенных чертежах. Где это возможно, на всех чертежах для обозначения одинаковых или подобных деталей используются одни и те же ссылочные позиции. Один вариант устройства для удержания и сохранения стеклянных изделий во время обработки схематически показан на фиг. 1. Устройство магазина по существу содержит множество держателей изделий для приема стеклянных изделий. Каждый держатель изделий из множества держателей изделий может содержать удерживающее тело, содержащее проволочную спираль, окружающую объем для приема стеклянного изделия. Самый нижний виток проволочной спирали имеет диаметр меньше, чем диаметр витков остальной части удерживающего тела так, что нижний виток проволочной спирали образует упор для стеклянного изделия в удерживающем теле. Удерживающее тело может содержать распорную спираль, отходящую от удерживающего тела под упор для стеклянного изделия. Рама основания может содержать множество отверстий, проходящих сквозь эту раму. Каждый из множества держателей изделий может быть расположен в соответствующем отверстии в раме основания так, чтобы удерживающее тело каждого держателя изделий находилось над верхней поверхностью рамы основания, а распорная спираль каждого держателя изделий находилась под нижней поверхностью рамы основания. Далее следует более подробное описание разных вариантов устройств для удержания и сохранения стеклянных изделий во время обработки с конкретными ссылками на приложенные чертежи.
[0027] Как указано выше, бой стеклянных изделий во время обработки и/или заполнения является источником потери продукции и может привести к неэффективности процесса и повышению издержек. Упрочнение стеклянных изделий может помочь уменьшить бой. Стеклянные изделия можно упрочнять разными способами, включая химическую и термическую закалку. Например, химическая закалка может применяться для упрочнения стеклянных изделий за счет введения в поверхность стеклянных изделий слоя сжимающих напряжений. Сжимающие напряжения создаются путем погружения стеклянных изделий в расплав соли. Когда ионы в стекле заменяются относительно более крупными ионами из расплава соли, на поверхности стекла образуются сжимающие напряжения. Во время химической закалки стеклянными изделиями, такими как стеклянные контейнеры, можно механически манипулировать для заполнения стеклянных изделий расплавом соли и для удаления расплава соли из них.
[0028] Хотя химическая закалка повышает прочность стеклянных изделий, механические манипуляции стеклянными изделиями во время процесса упрочнения могут привести к образованию трещиноподобных дефектов на поверхности стекла. Например, контакт между стеклянными изделиями и приспособлениями, применяемыми для удержания стеклянных изделий во время обработки, может привести к образованию трещиноподобных дефектов в стекле, особенно когда стеклянные изделия и приспособления первоначально погружаются в ванну с расплавом соли и/или когда приспособления и стеклянные изделия извлекают из ванны с расплавом соли и переворачивают для удаления расплава соли из стеклянных изделий.
[0029] Более конкретно, перед погружением в ванну с расплавом соли стеклянные изделия сначала помещают в удерживающее приспособление. Это приспособление предназначено для удержания множества контейнеров и может содержать множество лотков контейнеров, установленных один поверх другого. Каждый контейнер по существу находится в индивидуальном гнезде и удерживается на месте фланцем, расположенным над горловиной или вершиной стеклянного изделия. Когда приспособление со стеклянными изделиями погружают в ванну с расплавом соли, стеклянные изделия сначала имеют положительную плавучесть, что заставляет стеклянные изделия всплывать вверх, создавая контакт между стеклянными изделиями и фланцами. Дополнительно, когда стеклянные изделия всплывают, может возникнуть контакт между вершиной стеклянных изделий и дном лотка, установленного поверх стеклянных изделий. Этот контакт между стеклянными изделиями и дном лотка, установленного поверх стеклянных изделий, может быть еще одним источником трещиноподобных дефектов.
[0030] Более того, после завершения ионообменного процесса приспособление и стеклянные изделия извлекают из ванны с расплавом соли и приспособление переворачивают, чтобы вылить из внутреннего объема стеклянных изделий содержащийся в них расплав соли. Когда приспособление перевернуто, стеклянные изделия могут резко столкнуться с фланцем, расположенным около горловины или вершины стеклянных изделий. Такое тупое сильное соударение между стеклянным изделием и фланцем может привести к образованию трещиноподобных дефектов на поверхности стекла.
[0031] В большинстве случаев трещиноподобные дефекты являются поверхностными и не содержатся в слое поверхностного сжимающего напряжения, созданном в стекле. Это поверхностное сжимающее напряжение предотвращает перерастание трещиноподобных дефектов в трещины. Однако в экстремальных случаях трещиноподобные дефекты могут проходить сквозь слой поверхностного сжимающего напряжения, что может приводить к разрушению стеклянных изделий.
[0032] Дополнительно, приспособление, применяемое для удержания и сохранения стеклянных изделий во время ионообменной обработки, типично изготовлено из металлических материалов, чтобы противостоять высоким температурам в ванне расплава соли. Такие приспособления могут иметь высокую теплоемкость, что может вредно влиять на ионообменный процесс, изменяя температуру ванны с расплавом соли. Такое приспособление также имеет большую площадь поверхности, что увеличивает контакт между приспособлением и расплавом соли, что может привести к диффузии ионов из расплава соли в приспособление, снижая характеристики процесса.
[0033] Устройства магазина для удержания и сохранения стеклянных изделий во время обработки, описываемые в настоящем документе, предотвращают возникновение трещиноподобных дефектов в находящихся в них стеклянных изделиях. Устройства магазина, описываемые в настоящем документе, также имеют относительно низкую теплоемкость и площадь поверхности, что подавляет снижение характеристик ионообменного процесса, когда устройство магазина применяется для упрочнения содержащихся в нем стеклянных изделий путем обмена ионами.
[0034] Следует понимать, что термин "обработка", используемый в настоящем описании, включает обработку стеклянных изделий, находящихся в устройстве магазина, а также транспортировку стеклянных изделий, содержащихся в устройствах магазина.
[0035] На фиг. 1 схематически показан один вариант устройства 100 магазина для удержания и сохранения стеклянных изделий во время обработки. Устройство 100 магазина по существу содержит рамы 102 основания, к которой прикреплено множество держателей 120 изделий. Держатели 120 изделий по существу определяют и окружают объем 124 для приема стеклянных изделий, в которое может вставляться и удерживаться во время обработки стеклянное изделие 900, например, стеклянный контейнер и т.п. Рама 102 основания по существу изготовлена из материала, способного выдерживать повышенные температуры, например, температуры, существующие в ванне с расплавом соли во время ионообменного процесса. В описываемых вариантах рама 102 основания изготовлена из металлического материала, например, нержавеющей стали серии 300 (304, 316, 316L) никеля или сплавов на основе никеля. Рама 102 основания содержит множество отверстий 110 (показанных на фиг. 4). Держатели 120 изделий расположены в соответствующих отверстиях так, что часть каждого держателя 120 изделий находилась под нижней поверхностью 112 рамы 102 основания, а часть каждого держателя 120 изделий находилась выше верхней поверхности 108 рамы 102 основания, как более подробно будет описано ниже.
[0036] Рама 102 основания может иметь боковые опоры 104, 106, расположенные на противоположных концах рамы 102 основания в направлении длины (т.е., направление +/-Х в системе координат, показанной на фиг. 1). Боковые опоры 104, 106 по существу проходят над верхней поверхностью 108 рамы 102 основания. Например, в некоторых вариантах боковые опоры 104Ю 106 могут быть по существу перпендикулярны к верхней поверхности 108 рамы 102 основания. Однако следует понимать, что боковые опоры 104, 106 не обязательно должны быть перпендикулярны к верхней поверхности 108 рамы 102 основания. Например, боковые опоры 104, 106 могут быть ориентированы под углом меньше или больше 90° к верхней поверхности 108 рамы 102 основания, если боковые опоры 104, 106 по существу проходят выше верхней поверхности 108 (т.е., в направлении +Z в системе координат, показанной на фиг.1). Боковые опоры 104, 106 могут быть изготовлены интегрально с рамой 102 основания, или прикреплены к раме 102 основания известным крепежными средствами, включая, помимо прочего, механические крепежные средства, сварку и т.д.
[0037] В описываемых вариантах боковые опоры 104, 106 применяются для поддержки множества опорных стержней 170, расположенных над верхней поверхностью 108 рамы 102 основания. Опорные стержни 170 применяются для фиксации и стабилизации держателей 120 изделий. В варианте устройства 100 магазина, показанном на фиг. 1, концы опорных стержней 170 могут быть вставлены в пазы, сформированные в боковых опорах 104, 106 и прикреплены к боковым опорам 104, 106 сваркой. Однако в альтернативных вариантах опорные стержни 170 могут быть прикреплены к боковым опорам 104, 106 механическими крепежными элементами, такими как винты и/или болты. Опорные стержни 170 могут быть изготовлены из материала, который выдерживает высокие температуры. Например, в описываемом варианте опорные стержни 170 могут быть изготовлены из металлического материала, например, нержавеющей стели серии 300 (304, 316, 316L), никеля или сплавов на основе никеля.
[0038] Как показано на фиг. 1-3, держатели 120 изделий сформированы из проволочной спирали, которая имеет множество витков 126 разного диаметра так, чтобы каждый держатель 120 стеклянного изделия имел удерживающее тело 122 и распорную спираль 132. Изготовления держателей 120 изделий из проволочной спирали снижает общее количество материала в устройстве 100 магазина, что, в свою очередь, снижает и теплоемкость, и площадь поверхности устройства 100 магазина, что улучшает характеристики ионообменной обработки. Дополнительно, изготовление держателей 120 и проволочной спирали создает открытую структуру типа корзины, которая позволяет расплаву соли из ванны с расплавом соли, легко контактировать со всеми поверхностями стеклянного контейнера, когда устройство 100 магазина погружено, а также позволяет расплаву соли легко стекать с устройства 100 магазина после его извлечения из ванны с расплавом соли. Кроме того, изготовление держателей 120 изделий из проволочной спирали позволяет держателям иметь некоторую податливость, которая ограничивает величину силы, прилагаемой к стеклянным изделиям, и снижает вероятность образования трещиноподобных дефектов стекла. В описываемом варианте держатели 120 изделий изготовлены из проволочной заготовки, не имеющей углов и/или кромок, которые могут создавать трещиноподобные дефекты в стекле. В частности, держатели 120 изделий изготовлены их проволочной заготовки, имеющей по существу круглое или овальное радиальное сечение. Хотя для изготовления держателей 120 изделий можно использовать проволочную заготовку разных диаметров, диаметр проволочной заготовки по существу равен менее 5 мм, например, менее 2,5 мм, менее 2,0 мм, менее 1,3 мм или даже менее прибл. 1 мм. В описываемых вариантах держатели стеклянных изделий изготовлены из проволочной заготовки, которая пригодна для применения при повышенных температурах. Например, держатели стеклянных изделий могут быть изготовлены из металлического материала, такого, как, например, нержавеющая сталь серии 300 (304, 316, 316L), никель или сплавы на основе никеля. В описываемых вариантах проволочной заготовке придана требуемая форма с помощью станка для гибки проволоки с ЧПУ или подобного устройства для придания проволочной заготовке требуемой формы.
[0039] Как было отмечено выше, держатели 120 проволочных изделий содержат удерживающее тело 122, сформированное из части проволочной спирали. Проволочная спираль удерживающего тела 122 сформирована так, что соседние витки 126 проволочной спирали разнесены друг от друга в осевом направлении (т.е. в направлении +/-Z) держателя 120 изделий. Таким образом, проволочная спираль удерживающего тела 122 определяет и окружает объем для приема стеклянных изделий, в котором можно размещать стеклянные изделия. Держатели 120 изделий, показанные на фиг. 2 и 3, показаны вместе со стеклянным изделием 900, вставленным в этот объем для приема стеклянных изделий. В описываемых вариантах диаметр витков 126 (т.е., внутренний диаметр витков) проволочной спирали, которая образует удерживающее тело 122, немного превышает наружный диаметр стеклянного изделия 900 так, что стеклянное изделие 900 можно легко вставить в объем для приема стеклянных изделий и извлечь из него, без трения с наружной поверхностью стеклянного изделия 900 в результате контакта с витками.
[0040] Нижняя часть удерживающего тела 122 содержит упор 130 для стеклянных изделий, который отходит от проволочной спирали, образующей удерживающее тело 122. Упор 130 для стеклянных изделий действует как седло в принимающем стеклянные изделия объеме удерживающего тела 122, на которое опирается стеклянное изделие 900, установленное в этот принимающий стеклянные изделия объем. В вариантах упор 130 для стеклянных изделий сформирован путем придания формы нижнему витку 128 проволочной спирали, образующей удерживающее тело 122 так, чтобы диаметр намотки нижнего витка 128 был меньше, чем диаметр намотки витков 126 в остальной части удерживающего тела 122. Например, в варианте держателя стеклянных изделий, показанном на фиг. 2, диаметр намотки нижнего витка 128 уменьшен относительно предыдущего витка 126. В этом варианте по меньшей мере часть нижнего витка 128 может быть по существу линейной и проходить, по меньшей мере частично, поперек области, окруженной предыдущим витком 126 удерживающего тела 122, как показано на фиг. 2. Альтернативно, диаметр намотки по меньшей мере части нижнего витка 128 может постепенно уменьшаться относительно предшествующего витка 126 так, что нижний виток 128 расположен внутри области, охватываемой предыдущим витком 126 удерживающего тела 122, как показано на фиг. 3. Формирование нижнего витка 128 так, чтобы диаметр намотки по меньшей мере части нижнего витка 128 уменьшался, образует упор 130 для стеклянных изделий с увеличенной площадью контакта, тем самым распределяя силу контакта между держателем 120 изделий и стеклянным изделием 900 по большей площади.
[0041] Верхняя часть удерживающего тела 122 далее содержит удерживающий хвостовик 140, который отходит от проволочной спирали образующей удерживающее тело 122. Удерживающий хвостовик 140 выполнен с возможностью зацепления с соответствующим отверстием 172 (фиг. 1 и 4), выполненным в опорном стержне 170. В описываемых вариантах удерживающий хвостовик 140 проходит от проволочной спирали, образующей удерживающее тело 122 по существу в вертикальном направлении (т.е., в направлении +Z в системе координат, показанной на фиг. 2 и 3). Однако следует понимать, что в альтернативных вариантах удерживающий хвостовик 140 может быть ориентирован под углом к вертикали. Зацепление удерживающего хвостовика 140 держателя 120 изделий с опорным стержнем 170 способствует стабилизации держателя 120 изделий на раме 102 основания и сохранению интервалов между соседними держателями стеклянных изделий. Удерживающий хвостовик 140 может быть приварен к опорному стержню на вершине опорного стержня для дополнительной стабилизации держателя 120 изделий. Сохранение относительных интервалов между соседними держателями стеклянных изделий также способствует автоматизированной загрузке стеклянных изделий 900 в принимающий стеклянные изделия объем каждого держателя 120 изделий.
[0042] Как показано на фиг. 1-3, каждый держатель 120 изделий также содержит распорную спираль 132, которая отходит от нижней части удерживающего тела 122. В вариантах распорная спираль 132 имеет диаметр намотки меньший или равный диаметру намотки витков 126 проволочной спирали удерживающего тела 122. Распорная спираль 132 отнесена от удерживающего тела 122 распорным хвостовиком 142, который отходит от нижнего витка 128 спирали. В описываемых вариантах распорный хвостовик 142 по существу проходит в вертикальном направлении (т.е., в направлении +Z системы координат, показанной на фиг. 2 и 3). Однако следует понимать, что в альтернативных вариантах распорный хвостовик 142 может проходить под углом к вертикали. Как более подробно будет описано ниже, распорная спираль действует как пружинная подушка, которая замедляет и останавливает продвижение стеклянных изделий из соседнего устройства магазина в направлении нижней части этого устройства магазина, тем самым предотвращая повреждение стеклянных изделий.
[0043] На фиг. 4 схематически показана часть устройства 100 магазина. Как показано на фиг. 4, когда держатель 120 изделий расположен в отверстии 110 рамы 102 основания, часть держателя 120 изделий расположена ниже нижней поверхности 112 рамы 102 основания, а часть держателя 120 изделий расположена выше верхней поверхности 108 рамы 102 основания. Более конкретно, держатель 120 изделий расположен в отверстии 110 так, чтобы по меньшей мере часть удерживающего тела 122 располагалась на верхней поверхности 102 рамы 102 основания или выше нее, а распорная спираль 132 расположена под нижней поверхностью 112 рамы 102 основания. Например, в варианте, показанном на фиг. 4, держатель 120 изделий расположен в отверстии 110 так, что удерживающее тело 122 находится над верхней поверхностью 108 рамы 102, так, что распорный хвостовик 142 проходит сквозь отверстие 110 и распорная спираль 132 расположена под нижней поверхностью 112 рамы 102 основания и отнесена от нее. В этом конкретном варианте удерживающее тело 122 прикреплено к раме 102 основания, например, сваркой и т.п., а удерживающий хвостовик 140 находится в зацеплении с соответствующим отверстие 172, выполненным в опорном стержне 170, тем самым фиксируя положение держателя 120 изделий относительно рамы основания. В описываемых вариантах отверстие 110 содержит боковые каналы 111, которые могут применяться для облегчения крепления держателей 120 изделий к раме 102 основания.
[0044] Ссылаясь на фиг. 1 и 10, в описываемых вариантах устройство 100 магазина может содержать по меньшей мере одну стойку 176, отходящую по меньшей мере от одой из верхней поверхности и нижней поверхности рамы 102 основания. Устройство 100 магазина, показанное на фиг. 1, содержит множество стоек 176, расположенных рядом с концами рамы 102 основания в направлении длины рамы основания (т.е., в направлении +/-Х системы координат, показанной на фиг. 1). Однако следует понимать, что стойки могут отходить и от верхней поверхности е108, и от нижней поверхности 112 рамы 102 основания. Стойки 176 используются для установки множества устройств 100 магазина в пакет одно на другом, сохраняя интервал между соседними рамами основания устройств магазина, как показано на фиг. 10, где устройство 100b магазина установлено поверх устройства 100а магазина. Например, в одном варианте стойки 176 могут проходить сквозь раму 1-2 основания и каждая стойка 176 содержит гнездо 178 на одном конце стойки 176, и штырь 179 на другом конце стойки 176. В варианте, показанном на фиг. 1, каждая стойка содержит гнездо 178 на верхнем конце стойки и штырь 179 на нижнем конце стойки 176. Однако следует понимать, что в других вариантах верхний коней стойки может содержать штырь 179, а нижний конец стойки может содержать гнездо 178. Гнездо 178 имеет такие размер и форму, чтобы принимать соответствующий штырь стойки соседнего устройства магазина, например, устройства магазина, установленного сверху или снизу, в зависимости от конфигурации стойки 176, тем самым поддерживая требуемый интервал между ними и предотвращая относительное движение в поперечном направлении (т.е., движение в плоскости Х-У в системе координат, показанной на фиг. 1). В вариантах стойки 176 имеют такой размер, чтобы интервал между рамой основания, устройства магазина, расположенного сверху, и рамой основания устройства магазина, расположенного снизу, был больше, чем высота удерживающего тела держателей стеклянных изделий от верхней поверхности рамы основания нижнего устройства магазина. Например, в одном варианте интервал между верхней поверхностью рамы основания нижнего устройства магазина и нижней поверхностью рамы основания верхнего устройства магазина за вычетом расстояния, на которое распорные спирали выступают из нижней поверхности рамы основания верхнего устройства магазина, больше или равно высоте удерживающего тела каждого держателя стеклянных изделий от верхней поверхности рамы основания нижнего устройства магазина, как показано на фиг. 10. Такой размер стоек 176 позволяет устанавливать стеклянные изделия в держатели 120 без непосредственного контакта стеклянных изделий с распорными спиралями верхнего устройства магазина, тем самым предотвращая трение распорных спиралей о стекло. В вариантах стойки могут быть изготовлены из металлического материала, например, нержавеющей стали серии 300 (304, 316, 316L) никеля или сплавов на основе никеля.
[0045] Как показано на фиг. 5 и 7, в некоторых вариантах устройство 100 магазина также может содержать множество опорных ножек 192, расположенных между соседними держателями 120 изделий. В вариантах опорные ножки 192 проходят от верхней поверхности 108 рамы 102 основания и могут быть по существу перпендикулярны к верхней поверхности 108 рамы 102 основания. Опорные ножки 192 отнесены от держателей 120 изделий и образуют подобную клетке структуру вокруг держателей 120 изделий. Это позволяет держателям 120 изделий оставаться гибкими и податливыми, в то же время предотвращая пластическую деформацию держателей в результате ненадлежащего обращения.
[0046] Как показано на фиг. 5 и 6, в вариантах опорные ножки 192 являются частью запирающей пластины 190, которая прикреплена к раме 102 основания устройства 100 магазина. В вариантах запирающая пластина 190 состоит из множества сегментов 194, которые, в вариантах, могут иметь круглую или полукруглую форму, как показано на фиг. 6. Каждый из сегментов 194 по существу соответствует отверстию 110 в раме 102 основания устройства 100 магазина. Следует понимать, что опорные ножки 192 расположены между соседними сегментами 194 запирающей пластины 190. Каждый сегмент 194 запирающей пластины 190 далее может содержать палец 196, который выступает в область, окруженную этим сегментом. В вариантах палец 196 имеет такую форму, чтобы сформировать запирающий паз 198 между пальцем 196 и сегментом 194. Запирающий паз 198 по существу имеет направление, которое, в настоящем описании относится к направлению длинной оси паза. В варианте запирающей пластины 190, показанном на фиг. 6, пальцы 197 имеют по существу L-образную форму и отходят от сегментов 194 так, чтобы между длинной ветвью литеры "L" и сегментом 194 образовался запирающий паз 198. Однако следует понимать, что предусмотрены и возможны и другие конфигурации пальца 196. В описываемых вариантах запирающие пазы 198 по существу имеют такой размер, чтобы принимать часть соответствующего держателя 120 изделий. В вариантах запирающая пластина может быть изготовлена из металлического материала, например, из нержавеющей стали серии 300 (304, 316, 316L) никеля или сплавов на основе никеля.
[0047] Как показано на фиг. 5-8, запирающая пластина 190 может быть прикреплена к нижней поверхности 112 рамы 102 основания, например, сваркой или крепежными элементами так, чтобы сегменты 194 по существу совпали с соответствующими отверстиями 110 рамы 102 основания, а опорные ножки 192 располагались в отверстиях (не показаны) в раме 102 основания, чтобы эти опорные ножки 192 выступали из верхней поверхности 108 рамы основания, как описано выше. В описываемых вариантах устройства 100 магазина, в которых применяются запирающие пластины 190, каждое отверстие в раме 102 основания содержит базовый паз 197. Каждый базовый паз 197 по существу имеет направление, которое в настоящем описании относится к направлению длинной оси паза. Как и запирающие пазы 198, базовые пазы 197 по существу имеют размер, позволяющий принимать часть соответствующего держателя 120 изделий и, более конкретно, распорный хвостовик 142 держателя изделий, который соединяет распорную спираль 132 с удерживающим телом 122. Когда запирающая пластина 190 установлена на раме 102 основания и сегменты 194 совмещены с соответствующими отверстиями 110 в раме 102 основания, запирающие пазы 198 и соответствующие базовые пазы 197 совпадают и направления запирающих пазов 198 смещены по окружности относительно направления соответствующих базовых пазов 197. Например, в вариантах, направление запирающих пазов 198 смещено по окружности относительно направления базовых пазов 197 на угол, больше 0° и меньше 180°. Такая ориентация между запирающими пазами 197 и базовыми пазами 197 запирает распорные хвостовики 142 держателей 120 изделий, находящиеся в зацеплении и с запирающими пазами 198, и с соответствующими базовыми пазами 197, в положении на раме 102 основания, тем самым закрепляя держатели 120 изделий на раме 102 основания и препятствуя расцеплению держателей 120 изделий и рамы 102 основания.
[0048] На фиг. 9А-9С схематически показан один вариант сборочного приспособления 800 для сборки устройства магазина, например, устройства 100 магазина, показанного на фиг. 1. Сборочное приспособление 800 содержит основание 802, к которому прикреплено множество позиционирующих пальцев 804. Позиционирующие пальцы 804 имеют размеры, позволяющие им входить в объем для приема стеклянных изделий держателей изделий, и разнесены друг от друга так, чтобы соответствовать отверстиям в раме 102 основания устройства магазина. В вариантах основание 802 далее содержит отверстия для приема стоек 176 на концах основания 802 и отверстия для приема удерживающего хвостовика 140 каждого держателя 120 изделий. В вариантах позиционирующие пальцы 804 далее могут содержать позы для приема упоров 130 для изделий держателей 120 изделий. Эти отверстия и пазы позволяют точно ориентировать стойки 176 и держатели 120 изделий во время сборки.
[0049] При эксплуатации сначала держатели 120 изделий устанавливают на позиционирующие пальцы 804 и ориентируют так, чтобы удерживающий хвостовик 140 каждого держателя изделий находился в зацеплении с соответствующим отверстием в основании 802, чтобы правильно ориентировать держатель 120 изделий, как показано на фиг. 9А и 9В. Аналогично, стойки 176 вводят в зацепление с соответствующими отверстиями в основании 802. После этого раму 102 основания устанавливают на сборочное приспособление так, чтобы позиционирующие пальцы 804 вошли в отверстия 120 в раме 102 основания, как показано на фиг. 9С, а стойки 176 вошли в соответствующие отверстия в раме 102 основания. Когда рама основания находится в такой ориентации, распорные спирали держателей 120 изделий расположены рядом с нижней поверхностью рамы основания. Затем держатели 120 изделий и стойки 176 приваривают к раме 102 основания. В одном варианте держатели 120 изделий могут быть приварены к раме 102 основания в боковых каналах 111, проходящих от отверстий 110 в раме 102 основания (фиг. 4). Когда держатели 120 изделий приварены, раму основания с прикрепленными держателями 120 изделий и стойками 176 снимают со сборочного приспособления и к раме 102 основания крепят опорные стержни (фиг. 1) так, чтобы удерживающие хвостовики 140 держателей 120 изделий находились в зацеплении с соответствующими отверстиями в опорных стержнях. В другом варианте в основании 802 могут быть прорезаны канавки для приема опорных стержней. Удерживающие хвостовики затем можно поместить непосредственно в опорные стержни, а концы опорных стержней приварить к раме основания, прежде чем снимать сборку с приспособления.
[0050] Как показано на фиг. 10 и 11, в вариантах, верхнее устройство 100b магазина пакета магазинов далее может содержать закрывающую пластину 210, расположенную сверху устройства магазина. Закрывающая пластина 210 удерживает стеклянные изделий в держателях изделий верхнего устройства 100b магазина, когда пакетом устройств магазина манипулируют на разных этапах процесса обработки, например, при ионообменной обработке, промывке, споласкивании и т.п. Закрывающая пластина 210 изготовлена из материала, способного выдерживать многократные циклы высокой температуры, например, температур, применяемых при обычной ионообменной операции (т.е., температур, превышающих 300°С) без потери механической целостности. Например, в вариантах, закрывающая пластина 210 может быть изготовлена из материала нержавеющей стали серии 300 (304, 316, 316L) никеля или сплавов на основе никеля.
[0051] В вариантах закрывающая пластина 210 сконструирована так, чтобы минимизировать теплоемкость. Например, в вариантах, закрывающая пластина 210 может быть изготовлена из тонких листов материала так, чтобы закрывающая крышка 210 имела толщину меньшую или равную 1,27 мм или даже меньшую или равную 0,762 мм. В других вариантах зарывающая пластина 210может быть изготовлена из тонкого листа материала так, чтобы закрывающая крышка имела толщину меньшую или равную 0,508 мм или даже меньшую или равную 0,381 мм. Формирование закрывающей пластины 210 из тонкого листа материала снижает общую теплоемкость устройств 100 магазина и в то же время обеспечивает структурную жесткость устройства 100 магазина.
[0052] Закрывающая пластина 210 может содержать множество отверстий 212, которые проходят сквозь толщину закрывающей пластины 210. Отверстия 212 позволяют текучей среде, такой как расплав соли и/или вода, проходить сквозь закрывающую пластину 21- и попадать в стеклянные изделия, расположенные в держателях 120 изделий, когда устройство 100b магазина погружено в текучую среду. Отверстия 212 также позволяют текучей среде быстро вытекать из устройства 100b магазина, когда устройство 100b магазина извлечено из текучей среды. Дополнительно, отверстия снижают теплоемкость устройства 100b магазина, снижая тепловое влияние устройства 100 магазина на ванну для ионообменного процесса, когда оно опущено в эту ванну. В вариантах отверстия 212 могут иметь одинаковый размер и форму, и располагаться регулярно на поверхности закрывающей пластины 210. В некоторых других вариантах отверстия могут иметь разные размеры и/или разную форму.
[0053] В некоторых вариантах закрывающая пластина 210 может содержать множество позиционирующих каналов 214. Эти позиционирующие каналы 214 могут быть расположены так, чтобы входить в зацепление с гнездами 178 стоек 176, чтобы правильно ориентировать закрывающую пластину 210 на устройстве 100b магазина. Закрывающая пластина 210 также может содержать крепежную защелку 218, которая находится в зацеплении с устройством 100b магазина для удержания закрывающей пластины 210 сверху на устройстве 100 магазина. В вариантах крепежная защелка 218 может быть упруго деформируемой и восстанавливающей форму защелкой, прикрепленной к закрывающей пластине 210 или выполненной интегрально с ней. Крепежная защелка 218 может входить в зацепление с рамой 102 основания устройства магазина, как показано на фиг. 11, или, альтернативно, с опорными стержнями.
[0054] Со ссылками на фиг. 1 и 10-13, на фиг. 12 приведена диаграмма 500 последовательности способа упрочнения стеклянных изделий путем ионообмена, а на фиг. 13 схематически показан процесс, описанный в диаграмме последовательности. На первом этапе 502, из стеклянной трубчатой заготовки 1000, изготовленной из стекла, состав которого допускает ионообмен, сначала формируют стеклянные изделия 900 (более конкретно, в показанном примере - стеклянные флаконы), известными способами формования. На этапе 504 стеклянные изделия 900устанавливают в устройство 100 магазина, используя механический загрузчик 602 магазина. Загрузчик 602 магазина может быть устройством механического захвата, таким как захват и т.п., который выполнен с возможностью одновременно захватывать множество стеклянных изделий. Альтернативно, в захватывающем устройстве для захвата стеклянных изделий 900 может применяться вакуумная система. Загрузчик 602 магазина может быть соединен с роботизированной рукой или другим подобным устройством, способным позиционировать загрузчик 602 магазина относительно стеклянных изделий 900 и устройства 100 магазина. Загрузчик 602 магазина позиционирует отдельные стеклянные изделия 900 в принимающий изделия объем в каждом держателе 120 изделий так, что стеклянные изделия находятся в удерживающем теле 122, опираясь на упор 130 держателя 120 изделий.
[0055] На следующем этапе 506 устройство 100 с загруженными в него стеклянными изделиями 900 переносят механическим транспортером, например, ленточным транспортером 606, мостовым краном и т.п., в зону загрузки кассеты. Затем, на этапе 508 множество устройств 100 кассет (показано лишь одно) загружают в кассету 608. Хотя на фиг. 13 показано лишь одно устройство 100 магазина, следует понимать, что кассета 608 сконструирована так, чтобы удерживать множество устройств магазина, чтобы одновременно обрабатывать большое количество стеклянных изделий. Каждое устройство 100 магазина позиционируется в кассете 608 с помощью загрузчика 610 кассеты. Загрузчик 610 кассеты может быть соединен с роботизированной рукой или другим подобным устройством, выполненным с возможностью позиционировать загрузчик 610 кассеты относительно кассеты 608 и устройств 100 магазина. Альтернативно, множество устройств магазина можно вручную укладывать одно на другое и вручную загружать в кассету. Термин кассета, используемый в настоящем описании, относится к каркасу, в который загружают уложенные одно на другое устройства магазина. Кассета по существу удерживает уложенные одно на другое устройства магазина вместе, когда они проходят через разные технологические этапы, такие как ионообменная ванна, споласкивание, промывка и т.д. Когда множество устройств 100 магазина уложено в кассету 608, устройства 100 магазина расположены так, что распорные спирали 132 верхнего устройства магазина расположены непосредственно над каждым стеклянным изделием 900, находящимся в нижнем устройстве магазина.
[0056] На следующем этапе 510 кассету 608 с устройствами 100 магазина и стеклянными изделиями 900 переносят на ионообменную станцию и загружают в ионообменный бак 614 для химического упрочнения стеклянных изделий 900. Кассету 608 переносят на ионообменную станцию с помощью устройства 612 для транспортировки кассет. Устройство 612 для транспортировки кассет может быть механическим захватывающим устройством, таким как захват и пр. которое выполнено с возможностью захватывать кассету 608. Альтернативно, в захватывающем устройстве можно применять вакуумную систему для захвата кассеты 608. Устройство 612 для транспортировки кассет и прикрепленная к нему кассета 608 могут автоматически транспортироваться из зоны загрузки кассеты на ионообменную станцию по подвесному пути, например, портальным краном и т.п. Альтернативно, устройство 612 для транспортировки кассет и прикрепленная к нему кассета 608 могут транспортироваться из зоны загрузки кассет на ионообменную станцию роботизированной рукой. В еще одном варианте устройство 612 для транспортировки кассет и прикрепленная кассета 608 могут транспортироваться из зоны загрузки кассет на ионообменную станцию транспортером и, после этого, переноситься с транспортера в ионообменный бак 614 роботизированной рукой или кран-балкой.
[0057] Когда устройство 612 для транспортировки кассет и прикрепленная кассета 608 находятся на ионообменной станции, кассету 608 и находящиеся в ней стеклянные изделия можно факультативно предварительно подогреть до температуры, превышающей комнатную температуру и меньшей или равной температуре ванны расплава соли в ионообменном баке. Например, стеклянные изделия можно подогревать до температуры 300°С-500°С. Однако следует понимать, что этап предварительного подогрева является необязательным, благодаря относительно небольшой теплоемкости описываемых устройств 100 магазина.
[0058] Ионообменный бак 614 содержит ванну расплава соли 616, например, расплава соли щелочного металла, например KNO3, NaNO3, и/или их комбинации. В одном варианте ванна расплава соли содержит 100% KNO3, которая поддерживается при температуре выше или равной 350°С и ниже или равной 500°С. Однако, следует понимать, что можно применять ванны расплава соли щелочного металла разных другие составов и/или температур для содействия обмену ионов в стеклянных изделиях.
[0059] На этапе 512 стеклянный изделия 900 проходят ионообменное упрочнение в ионообменном баке 614. Более конкретно, стеклянные изделия погружают в расплав соли и удерживают в нем в течение времени, достаточного для достижения требуемого сжимающего напряжения и глубины слоя в стеклянных изделиях 900. Когда стеклянные изделия 900 погружены, эти стеклянные изделия сначала имеют положительную плавучесть, когда воздух выходит из внутреннего объема стеклянных изделий и замещается расплавом соли. Когда стеклянные изделия всплывают благодаря положительной плавучести, вершина каждого изделия входит в контакт с круглой поверхностью распорной спирали 132 верхнего устройства магазина тем самым предотвращая контакт с нижней поверхностью верхнего устройства магазина и уменьшая повреждения стеклянных изделий. Дополнительно, подобная корзине открытая структура держателей 120 изделий позволяет расплаву соли контактировать со всеми поверхностями стеклянных изделий, улучшая равномерность сжимающих напряжений, возникающих на поверхности стеклянных изделий.
[0060] В одном варианте стеклянные изделия 900 могут удерживаться ионообменном баке 614 в течение времени, достаточного для получения глубины слоя до прибл. 100 мкм со сжимающим напряжением прибл. 200 МПа или даже 250 МПа. В вариантах стеклянные изделия могут удерживать в ионообменном баке 614 в течение времени, достаточного для получения глубины слоя до прибл. 100 мкм со сжимающим напряжением по меньшей мере 300 МПа или даже 350 МПа. Период удержания может быть менее 30 часов или даже менее 20 часов. Однако следует понимать, что период времени, в течение которого стеклянные изделия выдерживают в баке 614, может меняться в зависимости от состава стеклянного контейнера, состава ванны расплава соли 616, температуры ванны расплава соли 616, и требуемой глубины слоя и требуемого сжимающего напряжения.
[0061] После упрочнения стеклянных изделий 900 ионообменом, кассету 608 и стеклянные изделия 900 извлекают из ионообменного бака 614 с помощью устройства 612 для транспортировки кассет в сочетании с роботизированной рукой или кран-балкой. Во время извлечения из ионообменного бака 614, подобная корзине открытая структура держателей 120 изделий устройства 100 магазина позволяет расплаву соли, находящемуся внутри устройства магазина, легко вытечь из каждого устройства магазина. После того, как кассета 608 будет извлечена из ионообменного бака 614, кассету 608 и стеклянные изделия 900 подвешивают над ионообменным баком 614 и кассету 608 переворачивают вокруг горизонтальной оси так, чтобы любой расплав соли, оставшийся в стеклянных изделиях 900, вытек обратно в ионообменный бак 614. Когда кассета 608 повернута, стеклянное изделие 900 скользит в удерживающем теле 122 каждого держателя 120 изделий к нижней поверхности устройства магазина, расположенного сверху. Тупой силовой контакт стеклянных изделий 900 с нижней поверхностью расположенного сверху устройства магазина предотвращается распорными спиралями 132 устройства магазина, расположенного сверху. Распорные спирали 132 работают как пружинные подушки, которые замедляют и останавливают скольжение стеклянных изделий 900, тем самым уменьшая повреждения стеклянных изделий, вызванных тупым силовым контактом. После этого кассету 608 переворачивают обратно в начальное положение и стеклянным изделиям дают остыть перед ополаскиванием.
[0062] Кассету 608 и стеклянные изделия затем транспортируют на станцию ополаскивания с помощью устройства 612 для транспортировки кассет. Эта транспортировка может осуществляться роботизированной рукой или кран-балкой, как описано выше, или, альтернативно, автоматическим транспортером, например, ленточным транспортером и т.п. На следующем этапе 514 кассету 608 и стеклянные изделия 900 опускают в бак 618 для ополаскивания, содержащий ванну 620 с водой, чтобы удалить любые остатки соли с поверхностей стеклянных изделий 900. Кассету 608 и стеклянные изделия 900 можно опустить в бак 618 ополаскивания с помощью роботизированной руки, кран-балки, или подобного устройства, которое соединено с устройством 612 для транспортировки кассет. Стеклянные изделия при погружении в бак 618 для ополаскивания сначала имеют положительную плавучесть. Однако, когда стеклянные изделия всплывают, вершина каждого изделия вступает в контакт с круглой поверхностью распорной спирали 132 расположенного сверху устройства магазина, тем самым предотвращая контакт с нижней стороной расположенного сверху устройства магазина и уменьшая повреждения стеклянных изделий.
[0063] Кассета 608 и стеклянные изделия 900 затем извлекают из бака 618 для ополаскивания, подвешивают над баком 618 для ополаскивания и кассету 608 переворачивают вокруг горизонтальной оси, чтобы ополаскивающая вода, остающаяся в стеклянных изделиях 900, вытекла обратно в бак 618 для ополаскивания. Когда кассета 608 переворачивается, стеклянное изделие скользить в удерживающем теле 122 каждого держателя 120 изделий к нижней поверхности верхнего устройства магазина. Распорные спирали 132 верхнего устройства магазина предотвращают тупой силовой контакт стеклянных изделий 900 с нижней поверхностью верхнего устройства магазина. Распорные спирали действуют как пружинные подушки, которые замедляют и останавливают скольжение стеклянных изделий 900, тем самым уменьшая повреждения стеклянных изделий в результате тупого силового контакта. В некоторых вариантах операция ополаскивания может выполняться многократно, прежде чем кассета 608 и стеклянные изделия будут перемещены на следующую технологическую станцию.
[0064] В одном конкретном варианте кассета 608 и стеклянные изделия 900 погружают в ванну с водой по меньшей мере дважды. Например, кассету 608 можно погружать в первую ванную с водой, а затем - во вторую, другую ванну с водой, чтобы гарантировано удалить все соли щелочных металлов с поверхности стеклянного изделия. Воду из первой ванны можно направлять на установки по обработке воды или на испаритель.
[0065] На следующем этапе 516 устройства 100 магазина извлекают из кассеты 608 с помощью загрузчика 610 кассеты. Затем, на этапе 518, стеклянные изделия 900 выгружают из устройств 100 кассеты с помощью загрузчика 602 магазина и транспортируют на промывочную станцию. На этапе 520 стеклянные изделия промывают струей деионизированной воды 624, подаваемой из форсунки 622. Струя деионизированной воды 624 может быть смешана со сжатым воздухом.
[0066] Предпочтительно, на этапе 521 (не показан на фиг. 13) стеклянные изделия 900 транспортируют на станцию проверки, где стеклянные изделия проверяют на наличие трещиноподобных дефектов, грязи, обесцвечивания и пр.
[0067] Следует понимать, что описанные устройства магазина могут применяться для удержания и сохранения стеклянных изделий во время обработки. Формирования держателей изделий устройств магазина из открытых, подобных корзине проволочных спиралей снижает возникновение трещиноподобных дефектов в стеклянных изделиях, удерживаемых в таких устройствах магазина. Держатели изделий, сформированные таким способом, также уменьшают теплоемкость и площадь поверхности устройства магазина, что улучшает характеристики ионообменной обработки, когда устройства магазина применяются для упрочнения содержащихся в них стеклянных изделий ионообменом.
[0068] Хотя устройства магазина были показаны и описаны в применении к стеклянным контейнерам, таким как стеклянные флаконы, следует понимать, что устройства магазина могут применяться для удержания и сохранения стеклянных изделий другого типа, включая без ограничений, вакуумные контейнера Vacutainer®, картриджи, шприцы, ампулы, бутыли, колбы, пузырьки, трубки, мензурки, флаконы и т.п., включая стеклянные изделия округлой и не округлой формы.
[0069] Специалистам очевидно, что в описанные варианты можно внести различные изменения и модификации, не выходящие за пределы изобретательской идеи и объема изобретения. Поэтому описание охватывает все такие модификации и изменения разных вариантов описанного изобретения при условии, что такие изменения и модификации не выходят за пределы объема изобретения, определенного приложенной формулой и ее эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2016 |
|
RU2716546C2 |
| УСТРОЙСТВА ДЛЯ УДЕРЖАНИЯ И СОХРАНЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2699085C2 |
| УСТРОЙСТВА И СПОСОБЫ ДЛЯ ОБРАБОТКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2728636C2 |
| СТЕКЛЯННЫЕ ИЗДЕЛИЯ С АНТИФРИКЦИОННЫМИ ПОКРЫТИЯМИ | 2013 |
|
RU2641817C2 |
| УСТРОЙСТВО ДЛЯ УДЕРЖАНИЯ И СОХРАНЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2686795C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАРМАЦЕВТИЧЕСКОГО КОНТЕЙНЕРА | 2019 |
|
RU2733518C1 |
| ПОКРЫТАЯ ФАРМАЦЕВТИЧЕСКАЯ УПАКОВКА (ВАРИАНТЫ) | 2013 |
|
RU2671328C2 |
| ПОКРЫТАЯ ФАРМАЦЕВТИЧЕСКАЯ УПАКОВКА (ВАРИАНТЫ) | 2018 |
|
RU2708594C1 |
| СТЕКЛЯННЫЕ ИЗДЕЛИЯ, ИМЕЮЩИЕ ПОКРЫТИЯ, УСТОЙЧИВЫЕ К ПОВРЕЖДЕНИЯМ | 2019 |
|
RU2797675C2 |
| НАКОПИТЕЛЬНЫЕ УСТРОЙСТВА ДЛЯ УДЕРЖАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ ВО ВРЕМЯ ОБРАБОТКИ | 2015 |
|
RU2696716C2 |
Изобретение относится к устройству для удержания и сохранения стеклянных изделий в процессе их обработки. Устройство содержит множество держателей изделий для приема стеклянных изделий. Каждый держатель содержит удерживающее тело, содержащее проволочную спираль, окружающую объем для приема стеклянных изделий, в которой нижний виток проволочной спирали имеет диаметр намотки меньше, чем диаметр намотки витков остальной части удерживающего тела. Нижний виток проволочной спирали образует упор для изделий в удерживающем теле. Устройство также содержит распорную спираль, отходящую от удерживающего тела ниже упора для изделий, и раму основания. Рама содержит множество отверстий, проходящих сквозь раму основания, в которой каждый из множества держателей изделий расположен в соответствующем отверстии в раме основания так, что удерживающее тело каждого держателя изделий находится над верхней поверхностью рамы основания, а распорная спираль каждого держателя изделий находится под нижней поверхностью рамы основания. Технический результат – снижение дефектов на поверхности изделий в процессе их транспортировки. 2 н. и 13 з.п. ф-лы, 15 ил.
1. Устройство для удержания и сохранения стеклянных изделий во время обработки, содержащее:
множество держателей изделий для приема стеклянных изделий, при этом каждый держатель изделий из множества держателей изделий содержит:
- удерживающее тело, содержащее проволочную спираль, окружающую объем для приема стеклянных изделий, в которой нижний виток проволочной спирали имеет диаметр намотки меньше, чем диаметр намотки витков остальной части удерживающего тела, так что нижний виток проволочной спирали образует упор для изделий в удерживающем теле; и
- распорную спираль, отходящую от удерживающего тела ниже упора для изделий;
раму основания, содержащую множество отверстий, проходящих сквозь раму основания, в которой каждый из множества держателей изделий расположен в соответствующем отверстии в раме основания так, что удерживающее тело каждого держателя изделий находится над верхней поверхностью рамы основания, а распорная спираль каждого держателя изделий находится под нижней поверхностью рамы основания.
2. Устройство по п. 1, в котором соседние витки проволочной спирали разнесены друг от друга.
3. Устройство по п. 1, в котором по меньшей мере часть нижнего витка удерживающего тела выполнена по существу линейной и проходит по меньшей мере частично поперек площади, окруженной предыдущим витком удерживающего тела.
4. Устройство по п. 1, в котором диаметр намотки по меньшей мере части нижнего витка удерживающего тела постепенно уменьшается.
5. Устройство по п. 1, в котором диаметр намотки распорной спирали меньше, чем диаметр намотки витков по меньшей мере части удерживающего тела.
6. Устройство по п. 1, в котором проволочная спираль изготовлена из проволоки по существу круглого сечения.
7. Устройство по п. 1, в котором:
рама основания далее содержит множество опорных стержней, опирающихся на верхнюю поверхность рамы основания и проходящих поперек длины рамы основания, и
каждый держатель изделий из множества держателей изделий находится в зацеплении с одним из множества опорных стержней.
8. Устройство по п. 7, в котором каждый держатель изделий из множества держателей изделий содержит удерживающий хвостовик, отходящий от верхнего витка удерживающего тела, в котором удерживающий хвостовик находится в зацеплении с соответствующим отверстием в одном из множества опорных стержней.
9. Устройство по п. 1, далее содержащее множество опорных ножек, проходящих по существу перпендикулярно верхней поверхности рамы основания, в котором опорные ножки расположены между соседними держателями изделий.
10. Устройство по п. 9, в котором высота опорных ножек над верхней поверхностью рамы основания меньше или равна высоте удерживающего тела каждого из множества держателей изделий над верхней поверхностью рамы основания.
11. Устройство по п. 1, в котором
распорная спираль удерживающего тела каждого держателя изделий соединена с упором для изделий удерживающего тела каждого держателя изделий распорным хвостовиком;
каждое отверстие из множества отверстий в раме основания содержит базовый паз, проходящий сквозь раму основания, и
распорный хвостовик удерживающего тела каждого держателя изделий находится в зацеплении с соответствующим базовым пазом в раме основания.
12. Устройство по п. 11, также содержащее запирающую пластину, соединенную с по меньшей мере одной из верхней поверхности и нижней поверхности рамы основания, в котором:
запирающая пластина содержит множество запирающих пазов, соответствующих базовым пазам в раме основания, в котором направление запирающих пазов смещено по окружности относительно направления соответствующих базовых пазов, и
распорный хвостовик удерживающего тела каждого держателя изделий находится в зацеплении с соответствующим запирающим пазом в запирающей пластине, тем самым предотвращая расцепление держателя изделий и рамы основания.
13. Устройство по п. 12, в котором направление запирающего паза смещено по окружности относительно соответствующего базового паза на угол более 80° и менее или равный 180°.
14. Устройство по п. 1, также содержащее по меньшей мере одну стойку, отходящую от по меньшей мере одной из верхней поверхности и нижней поверхности рамы основания.
15. Узел для удержания и сохранения стеклянных изделий во время обработки, содержащий:
первое устройство магазина, содержащее:
первое множество держателей изделий для приема стеклянных изделий, в котором каждый держатель изделий первого множества держателей изделий содержит:
- удерживающее тело, содержащее проволочную спираль, окружающую объем для приема стеклянных изделий, в которой нижний виток проволочной спирали образует упор для изделий в удерживающем теле; и
- распорную спираль, отходящую от удерживающего тела ниже упора для изделий;
первую раму основания, содержащую множество отверстий, проходящих сквозь первую раму основания, в которой каждый из первого множества держателей изделий расположен в соответствующем отверстии в первой раме основания так, что удерживающее тело и распорная спираль каждого держателя изделий находятся на противоположных сторонах первой рамы основания;
второе устройство магазина, содержащее:
второе множество держателей изделий для приема стеклянных изделий, в котором каждый держатель изделий второго множества держателей изделий содержит:
- удерживающее тело, содержащее проволочную спираль, окружающую объем для приема стеклянных изделий, в которой нижний виток проволочной спирали образует упор для изделий в удерживающем теле; и
- распорную спираль, отходящую от удерживающего тела ниже упора для изделий; и
вторую раму основания, содержащую множество отверстий, проходящих сквозь вторую раму основания, в которой каждый из второго множества держателей изделий расположен в соответствующем отверстии во второй раме основания так, что удерживающее тело и распорная спираль каждого держателя изделий находятся на противоположных сторонах второй рамы основания, в котором второй магазин расположен поверх первого магазина и отнесен от него так, что распорная спираль каждого держателя изделий второго множества держателей изделий расположен над объемом для приема стеклянных изделий соответствующего держателя изделий первого множества держателей изделий.
| УНИВЕРСАЛЬНАЯ КАССЕТА | 1993 |
|
RU2074104C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ СТЕКЛА | 2006 |
|
RU2413686C2 |
| US 7152837 B1, 26.12.2006 | |||
| US 2945583 A1, 19.07.1960 | |||
| СПОСОБ МАРШРУТИЗАЦИИ СЕССИИ ОТ ВЫЗЫВАЮЩЕЙ СТОРОНЫ В ОБСЛУЖИВАЮЩЕЙ СЕТИ СВЯЗИ ВЫЗЫВАЮЩЕЙ СТОРОНЫ К ВЫЗЫВАЕМОЙ СТОРОНЕ | 2011 |
|
RU2550517C2 |

