Перекрестная ссылка на родственную заявку
[0001] Настоящая заявка испрашивает приоритет по предварительной патентной заявке США № 62/106969, поданной 23 января 2015 г. и озаглавленной «Устройства для размещения и удерживания стеклянных изделий», которая во всей своей полноте включается в настоящий документ посредством ссылки.
Уровень техники
[0002] Настоящее описание относится в целом к накопительным устройствам для удержания стеклянных изделий в течение обработки и, более конкретно, к накопительным устройствам для размещения стеклянных изделий в течение ионообменной обработки.
[0003] Исторически стекло используется в качестве предпочтительного материала для множества целей, включая упаковку для пищевых продуктов и напитков, упаковку для фармацевтических изделий, кухонную и лабораторную стеклянная посуда, а также окна или другие архитектурные элементы вследствие своей герметичности, оптической прозрачности и превосходной химической устойчивости по отношению к другим материалам.
[0004] Однако использование стекла для множества целей ограничивается механическими характеристиками стекла. В частности, проблему представляет собой бой стекла, особенно в упаковке для пищевых продуктов, напитков и фармацевтических изделий. Бой стекла может оказаться дорогостоящим в отраслях производства упаковок для пищевых продуктов, напитков и фармацевтических изделий, поскольку, например, бой стекла на фасовочной линии может потребовать, чтобы смежные неразбитые контейнеры были забракованы в качестве контейнеров, так как они могут содержать осколки разбитого контейнера. Бой стекла может также потребовать остановки или замедления фасовочной линии, что снижает производительность. Кроме того, некатастрофическое повреждение (то есть, стекло трескается, но не разбивается) может приводить к потере стерильности содержимого стеклянной упаковки или контейнера, что, в свою очередь, может приводить к дорогостоящим отзывам продукции.
[0005] Одной из основных причин боя стекла является появление дефектов на поверхности стекла, когда стекло находится в процессе обработки и/или в процессе последующей фасовки. Указанные дефекты могут появляться на поверхности стекла под воздействием большого количества факторов, включая контакт между соседними предметами стеклянной тары и контакт между стеклом и оборудованием, таким как транспортировочное и/или фасовочное оборудование. Независимо от причины, наличие указанных дефектов может, в конечном счете, приводить к бою стекла.
[0006] Таким образом, существует потребность в альтернативных устройствах для удержания стеклянных изделий в течение обработки в целях уменьшения боя стекла.
Сущность изобретения
[0007] Согласно одному варианту осуществления, в устройстве могут удерживаться и сохраняться стеклянные изделия в течение обработки. Устройство может содержать несущую раму, включающую нижнюю опорную пластину и множество держателей изделий, расположенных на нижней опорной пластине. Каждый держатель изделий изделий из множества держателей изделий может содержать множество удерживающих элементов, образованных из проволочных сегментов и определяющих пространство для приема изделий между ними. Каждый удерживающий элемент может содержать одну или несколько деталей, представляющих собой основной соединительный стержень, взаимодействующий с нижней опорной пластиной, гнездовой сегмент, соприкасающийся с основным соединительным стержнем и расположенный выше и по существу параллельно по отношению к нижней опорной пластине, сегмент корпуса, прикрепленный к гнездовому сегменту и отходящий от нижней опорной пластины, удерживающий сегмент, прикрепленный к сегменту корпуса, и рычажный сегмент, прикрепленный к удерживающему сегменту. Гнездовые сегменты удерживающих элементов могут образовывать гнездо для изделий, расположенное выше и по существу параллельно по отношению к нижней опорной пластине.
[0008] Согласно другому варианту осуществления, узел может удерживать и сохранять стеклянные изделия. Узел может содержать множество накопительных устройств. Каждое накопительное устройство может содержать несущую раму, включающую нижнюю опорную пластину и множество держателей изделий, расположенных на нижней опорной пластине. Каждый держатель изделий из множества держателей изделий может содержать множество удерживающих элементов, образованных из проволочных сегментов и определяющих пространство для приема изделий. Каждый удерживающий элемент может содержать основной соединительный стержень, взаимодействующий с нижней опорной пластиной, гнездовой сегмент, соприкасающийся с основным соединительным стержнем и расположенный выше и по существу параллельно по отношению к нижней опорной пластине, сегмент корпуса, прикрепленный к гнездовому сегменту и отходящий от нижней опорной пластины, удерживающий сегмент, прикрепленный к сегменту корпуса, и рычажный сегмент, прикрепленный к удерживающему сегменту. Гнездовые сегменты удерживающих элементов могут образовывать гнездо для изделий, расположенное выше и по существу параллельно по отношению к нижней опорной пластине.
[0009] Дополнительные отличительные признаки и преимущества устройств для удержания и сохранения стеклянных изделий, описанные в настоящем документе, представлены в приведенном ниже подробном описании и частично будут очевидны для специалистов в данной области техники из данного описания или будут поняты посредством практической реализации вариантов осуществления, описанных в настоящем документе, включая приведенное ниже подробное описание, формулу изобретения, а также прилагаемые чертежи.
[0010] Следует понимать, что вышеприведенное общее описание и последующее подробное описание представляют различные варианты осуществления и предназначаются в целях обеспечения обзора или основы для понимания природы и характера предмета заявленного изобретения. Прилагаемые чертежи предназначены для обеспечения дополнительного понимания различных вариантов осуществления, и включаются в настоящее описание в качестве его неотъемлемой части. Чертежи иллюстрируют различные варианты осуществления, описанные в настоящем документе, и вместе с описанием служат для разъяснения принципов и работы предмета заявленного изобретения.
Краткое описание чертежей
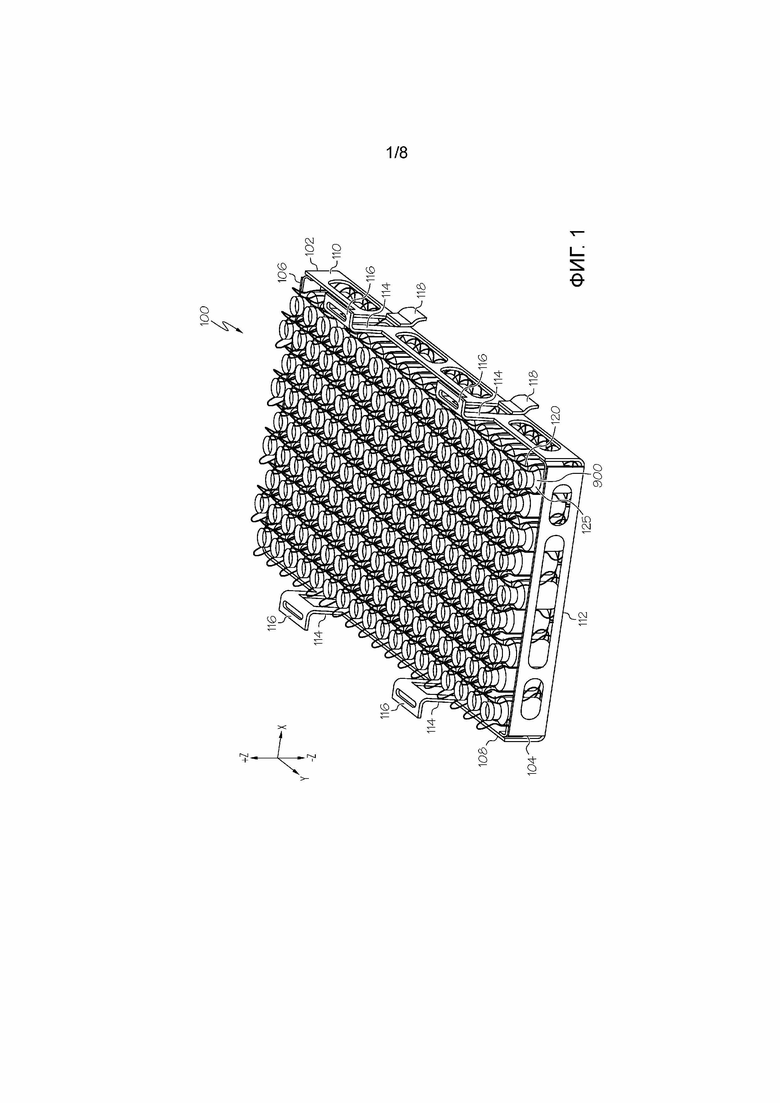
[0011] Фиг. 1 схематически иллюстрирует вид в перспективе накопительного устройства, загруженного стеклянными изделиями, согласно одному или нескольким вариантам осуществления, представленным и описанным в настоящем документе;
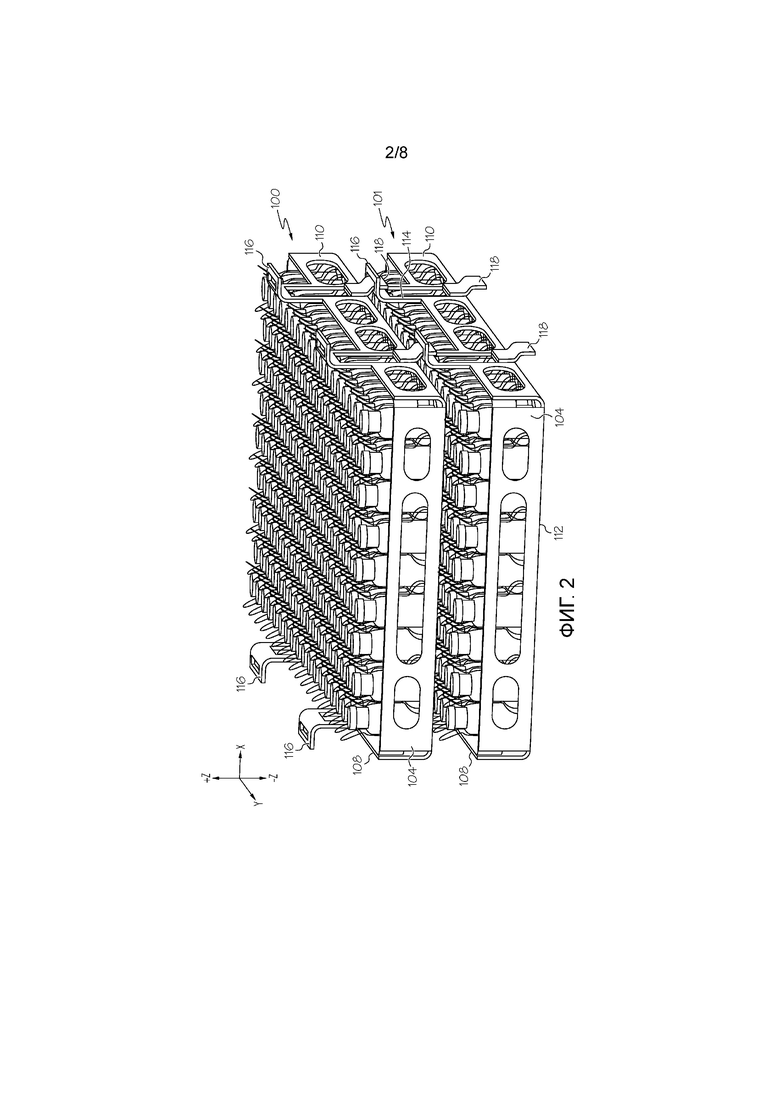
[0012] фиг. 2 схематически иллюстрирует вид в перспективе расположенных друг над другом накопительных устройств, загруженных стеклянными изделиями, согласно одному или нескольким вариантам осуществления, представленным и описанным в настоящем документе;
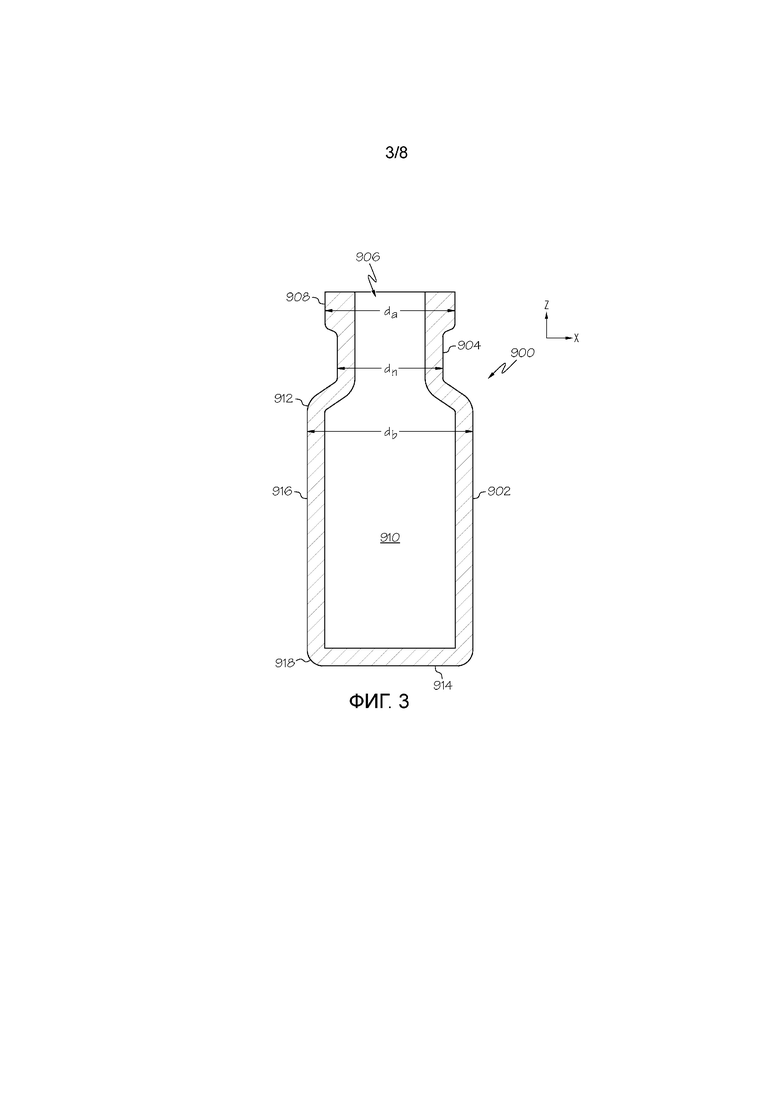
[0013] фиг. 3 схематически иллюстрирует изображение поперечного сечения стеклянного изделия согласно одному или нескольким вариантам осуществления, представленным и описанным в настоящем документе;
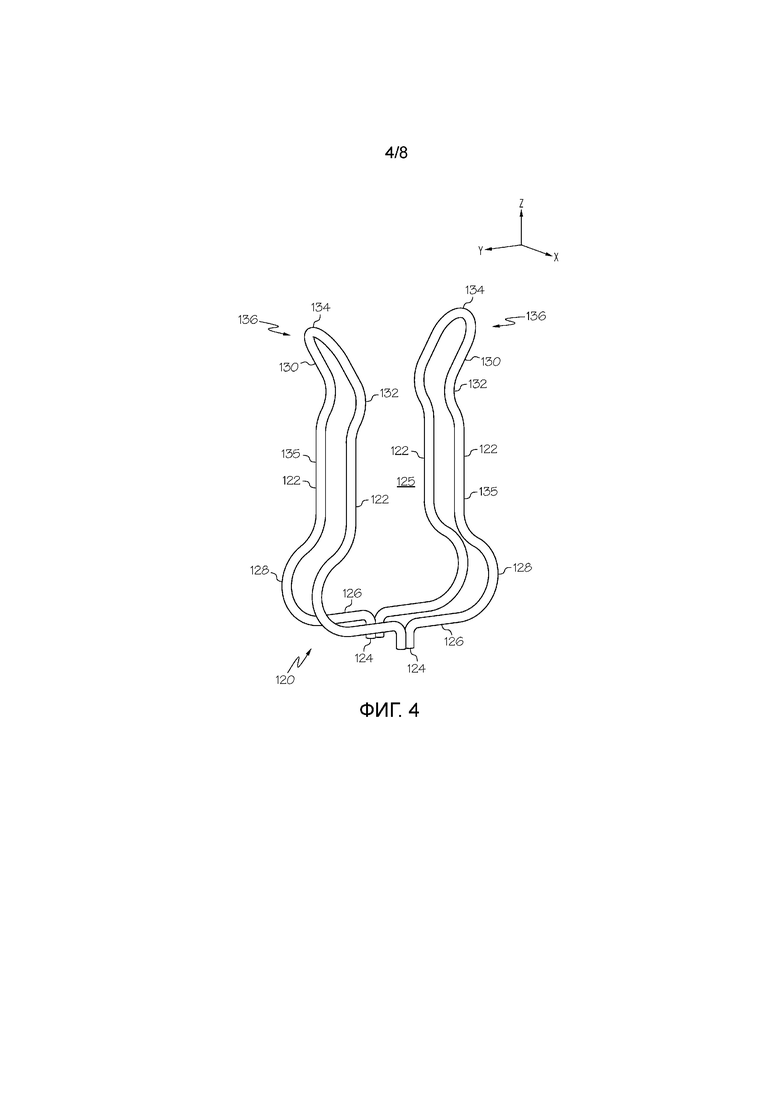
[0014] фиг. 4 схематически иллюстрирует вид в перспективе держателя изделий в незагруженном состоянии согласно одному или нескольким вариантам осуществления, представленным и описанным в настоящем документе;
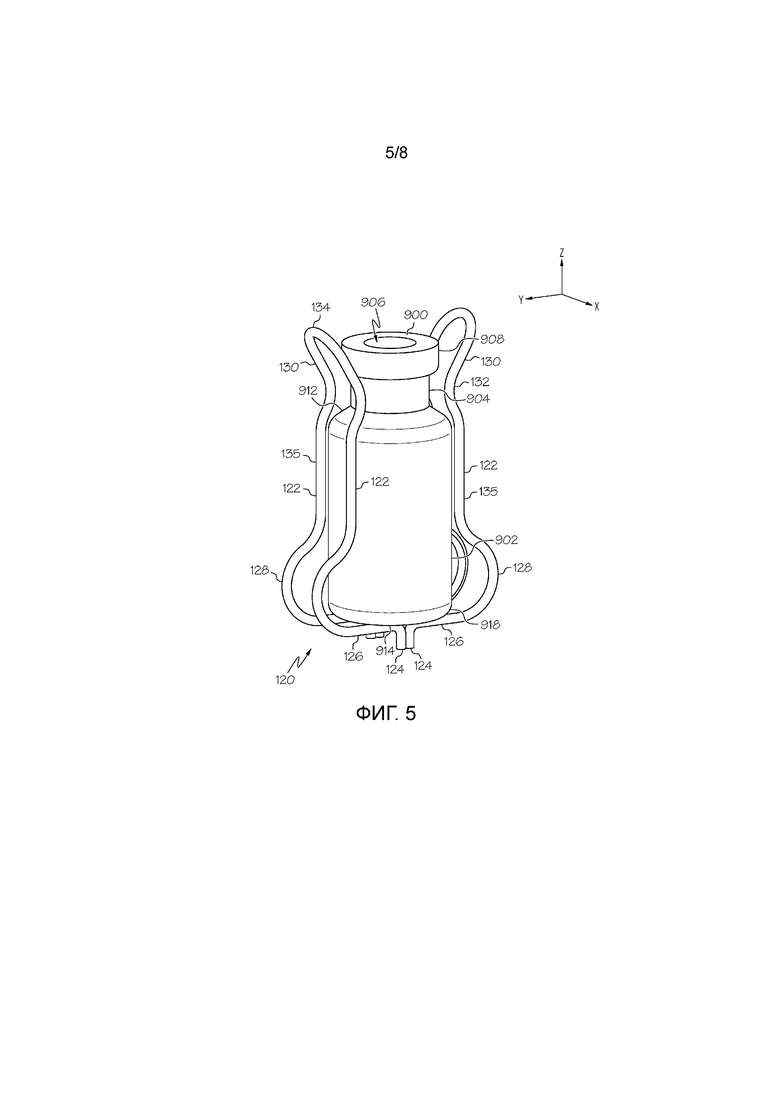
[0015] фиг. 5 схематически иллюстрирует вид в перспективе держателя изделий в загруженном состоянии согласно одному или нескольким вариантам осуществления, представленным и описанным в настоящем документе;
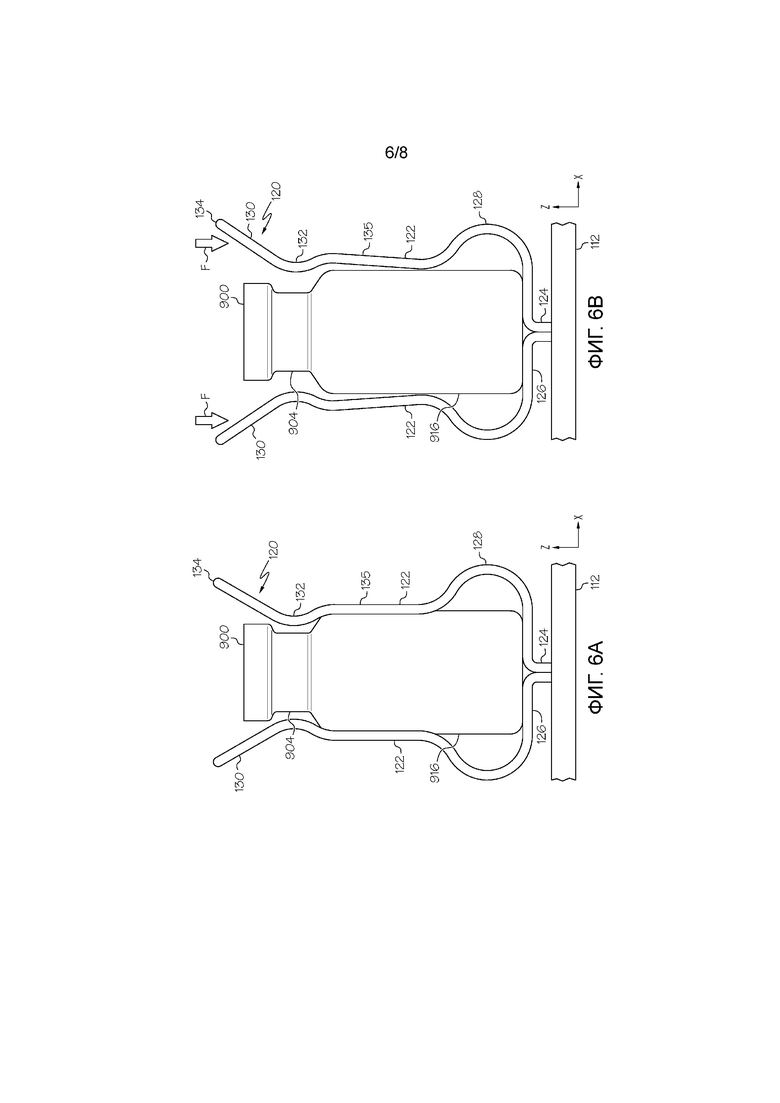
[0016] фиг. 6A схематически иллюстрирует перспективный вид сбоку держателя изделий в положении удерживания согласно одному или нескольким вариантам осуществления, представленным и описанным в настоящем документе;
[0017] фиг. 6B схематически иллюстрирует перспективный вид сбоку держателя изделий в открытом положении, согласно одному или нескольким вариантам осуществления, представленным и описанным в настоящем документе;
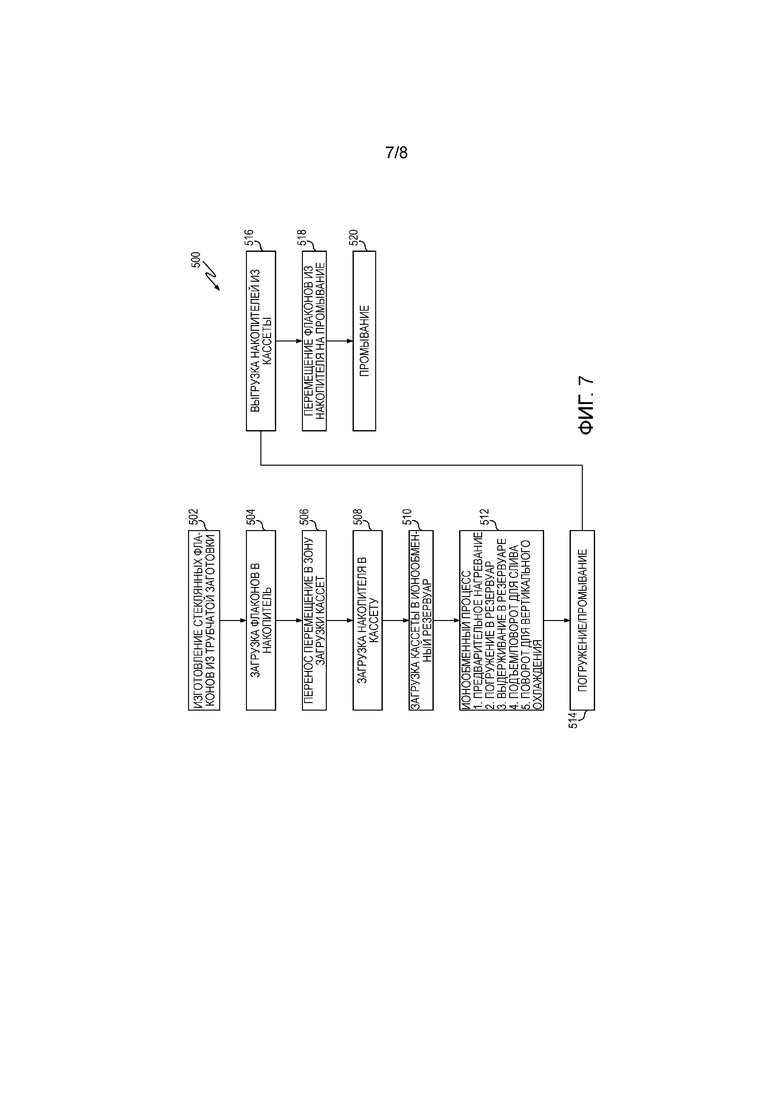
[0018] фиг. 7 представляет собой блок-схему способа ионообменного упрочнения стеклянных изделий в накопительном устройстве согласно одному или нескольким вариантам осуществления, представленным и описанным в настоящем документе; и
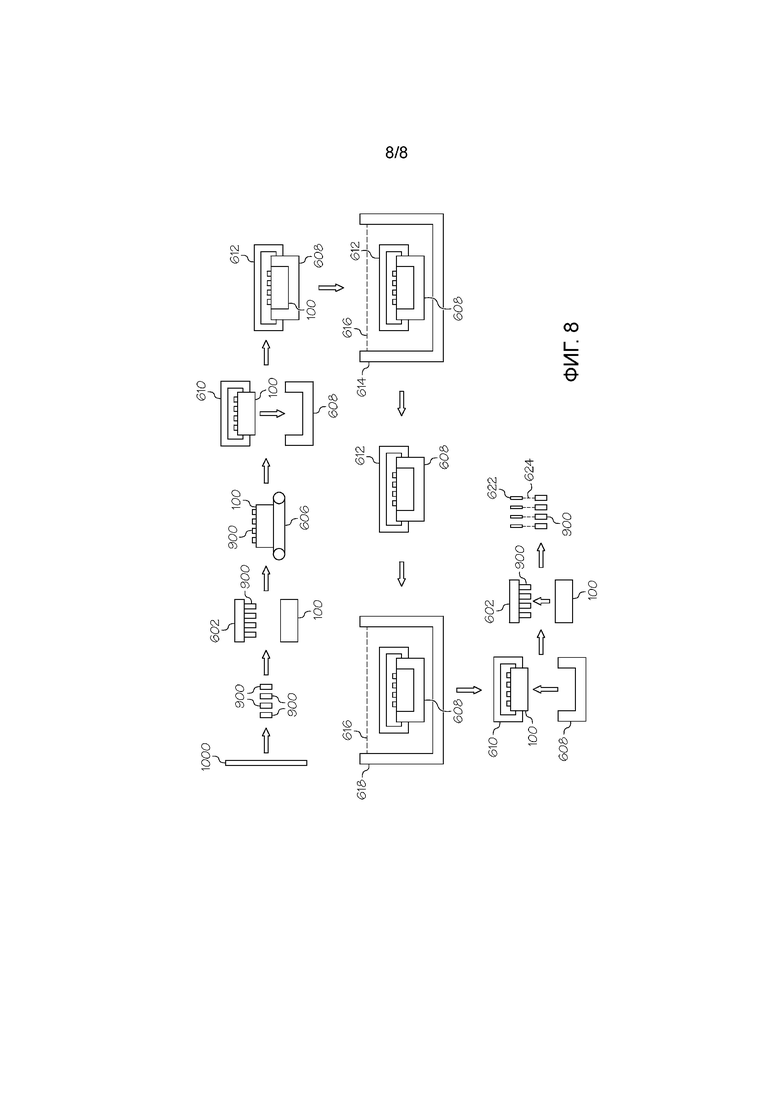
[0019] фиг. 8 схематически иллюстрирует этапы способа по фиг. 7 согласно одному или нескольким вариантам осуществления, представленным и описанным в настоящем документе.
Описание вариантов осуществления
[0020] Далее будут подробно представлены варианты осуществления накопительных устройств для удержания и сохранения стеклянных изделий в течение обработки, примеры которых проиллюстрированы на прилагаемых чертежах. Насколько это возможно, одинаковые ссылочные позиции будут использоваться на всех чертежах для обозначения одинаковых или аналогичных частей. Устройство для удержания и сохранения стеклянных изделий в течение обработки согласно одному варианту осуществления схематически проиллюстрировано на фиг. 1. Накопительное устройство в целом включает основная рама, включающая нижнюю опорную пластину и множество держателей изделий, расположенных на нижней опорной плите. Каждый держатель изделий из множества держателей изделий может содержать множество удерживающих элементов, образованных из проволочных сегментов и определяющих пространство, в который вставляются изделия. Согласно некоторым вариантам осуществления, каждый удерживающий элемент может включать одну или несколько деталей, представляющих собой основной соединительный стержень, взаимодействующий с нижней опорной пластиной, гнездовой сегмент, соприкасающийся с основным соединительным стержнем и расположенный выше и по существу параллельно по отношению к нижней опорной пластине, сегмент корпуса, прикрепленный к гнездовому сегменту и отходящий от нижней опорной пластины, удерживающий сегмент, прикрепленный к сегменту корпуса, и/или рычажный сегмент, прикрепленный к удерживающему сегменту. Гнездовые сегменты удерживающих элементов могут образовывать гнездо для изделий, расположенное выше и по существу параллельно по отношению к нижней опорной пластине.
[0021] Устройства для удержания и удерживания стеклянных изделий в течение обработки согласно различным вариантам осуществления будут описаны более подробно в настоящем документе со ссылкой на прилагаемые чертежи.
[0022] Как отмечено в настоящем документе, бой стеклянных изделий в течение обработки и/или фасовки представляет собой источник потери продукта и может приводить к неэффективности процесса и увеличению расходов. Упрочнение стеклянных изделий может способствовать уменьшению боя. Стеклянные изделия можно упрочнять разными способами, включая химическую и термическую закалку. Например, химическая закалка может использоваться для упрочнения стеклянных изделий за счет введения в поверхность стеклянных изделий слоя сжимающих напряжений. Сжимающие напряжения создаются посредством погружения стеклянных изделий в ванну с расплавленной солью. Когда ионы в стекле замещаются относительно более крупными ионами из расплавленной соли, на поверхности стекла образуются сжимающие напряжения. Во время химической закалки стеклянными изделиями, такими как стеклянные контейнеры, можно механически манипулировать для заполнения стеклянных изделий расплавом соли и для удаления расплава соли из них.
[0023] Хотя химическая закалка улучшает прочность стеклянных изделий, механические операции со стеклянными изделиями в течение процесса упрочнения могут приводить к образованию дефектов на поверхности стекла. Например, контакт между стеклянными изделиями и креплением, применяемым для удерживания стеклянных изделий в течение обработки, может привести к образованию дефектов в стекле, в особенности, когда стеклянные изделия и крепление первоначально погружаются в ванну с расплавленной солью, и/или когда крепление и стеклянные изделия извлекаются из ванны с расплавленной солью и поворачиваются для удаления расплавленной соли из стеклянных изделий. В частности, когда стеклянные изделия погружаются, они могут оказаться плавучими и, таким образом, выталкиваться вверх по отношению к креплению. Кроме того, после завершения ионообменного процесса, крепление и стеклянные изделия извлекаются из ванны с расплавленной солью, и крепление поворачивается для удаления из стеклянных изделий расплавленной соли, содержащейся во внутреннем объеме стеклянных изделий. Поскольку крепление вращается, стеклянные изделия могут резко сталкиваться с креплением. Такое тупое сильное соударение между стеклянными изделиями и креплением может привести к появлению дефектов на поверхности стекла.
[0024] В большинстве случаев дефекты являются поверхностными и содержатся в слое поверхностного сжимающего напряжения, индуцированного в стекле. Указанное поверхностное сжимающее напряжение предотвращает рост дефектов и их превращение в трещины. Однако в исключительных случаях дефекты могут проходить через слой поверхностного сжимающего напряжения, что может приводить к бою стеклянных изделий.
[0025] Кроме того, крепление, используемое для удержания и сохранения стеклянных изделий в течение ионообменной обработки, как правило, изготавливается из металлических материалов, чтобы быть способным выдерживать высокие температуры ванны с расплавленной солью. Такое крепление может иметь высокую теплоемкость, что может неблагоприятно воздействовать на ионообменный процесс, изменяя температуру ванны с расплавленной солью. Кроме того, крепление обычно имеет большую площадь поверхности, что увеличивает контакт между креплением и расплавленной солью, что может вызывать диффузию ионов из расплавленной соли в крепление, ухудшая характеристики обработки.
[0026] Накопительные устройства для удержания и сохранения стеклянных изделий в течение обработки, которые описаны в настоящем документе, уменьшают появление дефектов в удерживаемых в них стеклянных изделиях. Накопительные устройства, описанные в настоящем документе, также имеют относительно низкую теплоемкость и площадь поверхности, что уменьшает ухудшение ионообменных характеристик, когда накопительные устройства используются для упрочнения содержащихся в них стеклянных изделий посредством ионного обмена.
[0027] На фиг. 1схематически проиллюстрирован один вариант осуществления накопительного устройства 100 для удержания и сохранения стеклянных изделий 900 в течение обработки. Накопительное устройство 100 в целом содержит несущую раму 102, к которой прикреплено множество держателей 120 изделий. Держатели 120 изделий в целом определяют пространство 125 для приема стеклянных изделий, в который может вставляться и удерживаться во время обработки стеклянное изделие 900, например, стеклянный контейнер. Несущая рама 102, как правило, изготавливается из материала, способного выдерживать повышенные температуры, такие как температуры, существующие в ванне с расплавленной солью в течение ионообменного процесса. Согласно вариантам осуществления, которые описаны в настоящем документе, несущая рама 102 изготовлена из металлического материала, такого как нержавеющая сталь или другого подобного металла или металлического сплава, который является устойчивым к коррозии при контакте с солевой ванной.
[0028] Несущая рама 102, как правило, включает нижнюю опорную пластину 112 и может также включать боковые элементы 104, 106, 108, 110. Нижняя опорная пластина 112 может иметь форму лотка (обычно прямоугольной формы, как показано на фиг. 1) и поддерживать множество держателей 120 изделий, которые проходят от верхней поверхности нижней опорной пластины 112. Боковые элементы 104, 106, 108, 110 могут располагаться на краях несущей рамы 102. Например, для имеющей прямоугольную форму нижней опорной пластины 112, как показано на фиг. 1, боковые элементы 104 и 106 являются противоположными друг другу в продольном направлении (т.е. в направлении +/- Y координатных осей, как показано на фиг. 1) и боковые элементы 108, 110 являются противоположными друг другу в поперечном направлении (т.е. в направлении +/- X координатных осей, как показано на фиг. 1). Боковые элементы 104, 106, 108, 110, как правило, проходят выше нижней опорной пластины 112. Например, согласно некоторым вариантам осуществления, боковые элементы 104, 106, 108, 110 могут быть, как правило, перпендикулярны по отношению к нижней опорной пластине 112. Однако следует понимать, что боковые элементы 104, 106, 108, 110 не обязательно должны быть перпендикулярны по отношению к нижней опорной пластине 112. Например, боковые элементы 104, 106, 108, 110 могут располагаться под углом, составляющим менее чем или более чем 90 градусов по отношению к нижней опорной пластине 112, при условии, что боковые элементы 104, 106, 108, 110, как правило, проходят выше нижней опорной пластины 112 (т.е. в направлении +Z координатных осей, показанных на фиг. 1). Боковые элементы 104, 106, 108, 110 могут изготавливаться как одно целое с нижней опорной пластиной 112 или прикрепляться к нижней опорной пластине 112 с использованием традиционных технологий крепления, включая, в том числе, механические крепежные средства, сварку и т.д.
[0029] Далее рассмотрим фиг. 1 и 2, согласно вариантам осуществления, которые описаны в настоящем документе, один или несколько боковых элементов 104, 106, 108, 110 могут иметь компоненты для вертикальной сборки 114, которые позволяют двум или более накопительным устройствам 100 располагаться друг над другом. Например, на фиг. 1 и 2 компоненты для вертикальной сборки 114 выступают из верхней и нижней поверхностей боковых элементов 108, 110. Каждый из компонентов для вертикальной сборки 114 может содержать приемный элемент 116 и язычок 118. Согласно варианту осуществления, который представлен на фиг. 1 и 2, язычки 118 выступают из нижней части боковых элементов 108, 110 и приемные элементы 116 выступают из верхней части боковых элементов 108 и 110. Язычки 118 первого накопительного устройства 100 могут вставляться в приемные элементы 116 второго накопительного устройства 101. Например, язычки 118 выступают в направлении -Z и входят в приемный элемент 116 нижнего накопительного устройства 100, где приемный элемент выступает в направлении +Z по отношению к нижнему накопительному устройству 100. Язычки 118 и приемные элементы 116 могут быть выполнены совместно с возможностью обеспечения вертикальной сборки двух или более накопительных устройств 100, 101. В такой конфигурации расположенные друг над другом два накопительных устройства 100 могут разделяться открытым пространством таким образом, что верхние поверхности держателей 120 изделий нижнего накопительного устройства 101 не вступают в контакт с нижней опорной пластиной 112 верхнего накопительного устройства 100.
[0030] Боковые элементы 104, 106, 108, 110 могут обеспечивать свободное движение используемых для обработки жидкостей, таких как расплавленная соль, из ионообменной ванны, которые вступают в непосредственный контакт со стеклянным изделием 900, удерживаемым в накопительном устройстве 100. Например, боковые элементы 104, 106, 108, 110 могут иметь меньшую высоту, чем высота стеклянных изделий 900, или в боковых элементах 104, 106, 108, 110 могут присутствовать отверстия.
[0031] Согласно одному варианту осуществления, каждый держатель 120 изделий может иметь такие формы и размеры, чтобы надежно удерживать стеклянные изделия 900, имеющие форму флаконов. Согласно такому варианту осуществления, как представлено на фиг. 3, стеклянные изделия 900 могут, как правило, включать секцию корпуса 902, секцию горлышка 904 выше секции корпуса 902 и отверстие 906. Секция корпуса 902 по существу окружает внутренний объем 910 стеклянных изделий 900 с нижней секцией 914 и боковыми стенками 916. Секция горлышка 904, как правило, соединяет секцию корпуса 902 с отверстием 906. Отверстие 906 может быть окружено бортиком 908. Секция корпуса 902 может иметь изогнутый нижний край 918 и изогнутую область 912, прилегающую к секции горлышка 904. Как правило, секция горлышка 904, секция корпуса 902 и бортик 908 могут иметь обычную круглую форму поперечного сечения, причем каждая деталь имеет наружный диаметр. Согласно одному варианту осуществления, диаметр бортика (dc) больше диаметра секции горлышка (dn), и диаметр секции корпуса (nb) больше диаметра муфты (dc). Хотя некоторые варианты осуществления накопительного устройства, описанные в настоящем документе, подходят для того, чтобы удерживать стеклянные изделия, имеющие форму флакона, следует понимать, что другие варианты осуществления, предусмотренные в настоящем документе, подходят для того, чтобы удерживать стеклянные изделия, такие как контейнеры разнообразных форм.
[0032] Далее рассмотрим фиг. 4 и 5, где каждый из держателей 120 изделий включает удерживающие элементы 122, которые располагаются так, чтобы определять пространство125 для приема изделий, в котором может находиться стеклянное изделие 900. Удерживающие элементы 122 представляют собой отдельные независимые конструкции, расположенные на противоположных сторонах пространства 125 для приема изделий, таким образом, что удерживающие элементы 122 могут быть расположены на любой стороне стеклянного изделия 900, которое находится в пространстве 125 для приема изделий, и в результате этого стеклянное изделие 900 удерживается в пространстве 125 для приема изделий. Согласно вариантам осуществления, которые описаны в настоящем документе, удерживающие элементы 122 образованы из формованных проволочных сегментов. При использовании в настоящем документе термин «проволочный сегмент» описывает форму удерживающего элемента 122 и не ограничивает материал проволочного сегмента. Образование удерживающих элементов 122 из проволочных сегментов уменьшает общее количество материала в накопительном устройстве 100, что, в свою очередь, уменьшает как теплоемкость, так и площадь поверхности накопительного устройства 100, в результате чего улучшаются ионообменные характеристики. Кроме того, образование удерживающих элементов 122 из одного или нескольких проволочных сегментов создает подобную корзине открытую конструкцию, которая позволяет расплавленной соли из ванны с расплавленной солью легко взаимодействовать со всеми поверхностями стеклянного изделия, при погружении накопительного устройства 100, и при этом также позволяет накопительному устройству 100 легко освобождаться от расплавленной соли при извлечении из ванны с расплавленной солью.
[0033] Согласно вариантам осуществления, которые описаны в настоящем документе, удерживающие элементы 122 образуются из проволочной заготовки, у которой отсутствуют углы и/или края, которые могут создавать дефекты в стекле. В частности, удерживающие элементы 122 образуются из проволочной заготовки, которая имеет практически круглое или овальное радиальное поперечное сечение. Хотя могут использоваться разнообразные диаметры проволочной заготовки для образования удерживающих элементов 122, диаметр проволочной заготовки составляет, как правило, менее чем приблизительно 5 мм, в том числе менее чем приблизительно 2,5 мм, менее чем приблизительно 2,0 мм, менее чем приблизительно 1,3 мм, или даже составляет менее чем или равняется приблизительно 1 мм. Согласно вариантам осуществления, которые описаны в настоящем документе, держатели 120 изделий образуются из проволочной заготовки, которая является подходящей для использования при повышенных температурах. Например, держатели 120 изделий могут быть изготовлены из, без ограничения, инконеля, сплава хастеллой и других родственных сплавов-нимоников, жаропрочных/совместимых с коррозионной средой стальных сплавов разнообразных сортов или других аналогичных материалов, которые могут изготавливаться в форме проволоки или тонкой полоски, являются нечувствительными или проявляют ограниченную чувствительность по отношению к среде в ванне с расплавленной солью и способны сохранять свойства отпуска пружины после повторных термических циклов. Согласно вариантам осуществления, которые описаны в настоящем документе, проволочная заготовка приобретает требуемую форму с использованием имеющей числовое программное управление (ЧПУ) машины для гибки проволоки или аналогичного устройства для придания требуемой формы проволочной заготовке. Аналогичная геометрическая форма может быть достигнута посредством процесса, который включает штамповку тонкой листовой заготовки и использование формообразующих штампов для создания удерживающего пространства.
[0034] Как правило, удерживающие элементы 122 располагаются таким образом, что они образуют пространство 125 для приема изделий, где стеклянное изделие 900 может надежно располагаться в течение обработки. Согласно одному варианту осуществления, как представлено на фиг. 4, каждый удерживающий элемент 122 включает основной соединительный стержень 124, гнездовой сегмент 126, сегмент корпуса 135, удерживающий сегмент 132, нижний сегмент 128 и рычажный сегмент 130. Удерживающие элементы 122 могут прикрепляться к другим удерживающим элементам 122 посредством соединительного сегмента 134, такого как петлевой проволочный сегмент. Два удерживающих элемента 122 могут прикрепляться посредством соединительного сегмента 134 с образованием пары удерживающих элементов 136.
[0035] Как представлено на фиг. 4 и 5, удерживающие элементы 122 прикрепляются друг к другу с образованием пар удерживающих элементов 136. Согласно одному варианту осуществления, каждый держатель 120 изделий включает четыре удерживающих элемента 122, которые образуют две пары удерживающих элементов 136, где пары удерживающих элементов 136 являются линейно симметричными по отношению друг к другу. Соединительные сегменты 134 прикрепляют удерживающие элементы 122 друг к другу, причем, согласно одному варианту осуществления, два прикрепленных удерживающих элемента 122 и соединительный сегмент 134 изготавливаются как одно целое из одного проволочного сегмента. Пары удерживающих элементов 136 могут находиться на противоположных сторонах пространства 125 для приема изделий, где могут удерживаться стеклянные изделия 900. Следует понимать, что держатели 120 изделий, описанные в настоящем документе, не ограничиваются теми, которые включают соединенные удерживающие элементы 122. Кроме того, согласно другим вариантам осуществления, могут использоваться различные числа удерживающих элементов 122, которые прикрепляются или не прикрепляются друг к другу.
[0036] Далее рассмотрим фиг. 3-5, где основной соединительный стержень 124 может быть расположен вблизи нижней секции 914 удерживаемого стеклянного изделия 900. Основной соединительный стержень 124 может поддерживать другие части удерживающего элемента 122 и может прикрепляться к несущей раме 102, таким образом, что он соединяется с нижней опорной пластиной 112. Основной соединительный стержень 124, как правило, может выступать из нижней опорной пластины 112, ниже пространства для удержания посуды 125. Согласно одному варианту осуществления, основной соединительный стержень 124 образует угол, составляющий приблизительно 90°, с нижней опорной пластиной 112.
[0037] Основной соединительный стержень 124 прикрепляется к гнездовому сегменту 126. Гнездовой сегмент 126 может соприкасаться с основным соединительным стержнем 124 и располагаться выше и по существу параллельно по отношению к нижней опорной пластине 112. По существу, гнездовой сегмент 126 может находиться на расстоянии от нижней опорной пластины 112. Гнездовые сегменты 126, как правило, образуют гнездо для изделий, расположенное выше и по существу параллельно по отношению к нижней опорной пластине 112. Гнездо для изделий может определять дно пространства125 для приема изделий. Расстояние между нижней опорной пластиной может быть достаточным, чтобы обеспечивать поток текучей среды ниже удерживаемого стеклянного изделия 900, таким образом, что нижняя секция 914 стеклянного изделия, удерживаемого в пространстве 125 для приема изделий, может вступать в контакт с текучей средой. Согласно одному варианту осуществления, гнездовые сегменты 126 соседних удерживающих элементов 122 являются параллельными, таким образом, что они образуют плоскую поверхность.
[0038] Гнездовой сегмент 126 может прикрепляться к нижнему сегменту 128 удерживающего элемента 122. Нижний сегмент 128 может иметь такую форму, что он образует выступающую область в пространстве 125 для приема изделий. Диаметр пространства для приема изделий, ограниченный нижним сегментом, может быть больше диаметра пространства для приема изделий, ограниченного сегментом корпуса. Например, нижний сегмент 128 может иметь выпуклую форму по отношению к пространству 125 для принятия изделий. Нижний сегмент 128 может быть изготовлен таким образом, что он предотвращает контакт с нижним краем 918 стеклянного изделия 900, удерживаемого в пространстве 125 для приема изделий. Может оказаться желательным предотвращение контакта держателей 120 изделий с нижним краем 918 стеклянного изделия 900, потому что царапины или другие повреждения на нижнем крае 918, которые могут быть вызваны контактом с держателями 120 изделий в этой области, могут быть нежелательными по отношению к другим областям стеклянных изделий 900, потому что нижний край 918 стеклянного изделия 900 может представлять собой область высокого напряжения, когда к стеклянному изделию 900 прилагается вертикальное давление. Однако согласно некоторым вариантам осуществления, гнездовой сегмент 126 может быть прикреплен непосредственно к сегменту корпуса 135.
[0039] Нижний сегмент 128 может быть прикреплен к сегменту корпуса 135 удерживающего элемента 122. Сегмент корпуса 135 может отходить от нижней опорной пластины 112 и, согласно одному варианту осуществления, может быть по существу перпендикулярным по отношению к нижней опорной пластине 112. Как представлено на фиг. 5, сегмент корпуса 135 может быть практически прямым и проходить по контуру боковой стенки 916 стеклянного изделия 900, которое удерживается в пространстве 125 для приема изделий. Сегмент корпуса 135 может образовывать подобную корзине или клетке конфигурацию, которая ограничивает движение стеклянного изделия 900 в горизонтальном направлении, определяемом направлением плоскости X-Y.
[0040] Сегмент корпуса 135 прикрепляется к удерживающему сегменту 132 удерживающего элемента 122. Удерживающий сегмент 132 может, как правило, иметь такую форму, чтобы образовывать углубленную область в пространстве 125 для приема изделий. Диаметр пространства для прима изделий, ограниченного удерживающим сегментом 132, может быть меньше диаметра пространства для приема изделий, ограниченного сегментом корпуса 135. Например, углубленная область может быть углубленной по отношению стеклянному изделию 900, которое удерживается в пространстве 125 для приема изделий. Удерживающий сегмент 132 может иметь вогнутую форму по отношению к пространству 125 для приема изделий. Например, удерживающий сегмент 132 может иметь контур, соответствующий форме секции горлышка 904 и изогнутой области 912 в верхней части секции корпуса 902 удерживаемого стеклянного изделия 900. Расстояние между удерживающими сегментами 132 каждого удерживающего элемента 122 может быть меньше диаметра секции горлышка 904 удерживаемого стеклянного изделия 900. По существу, стеклянные изделия 900 удерживаются держателями 120 изделий в пространстве 125 для приема изделий таким образом, что стеклянные изделия 900 ограничены в вертикальном движении, определяемом направлением оси Z. Например, когда стеклянное изделие 900 поворачивается вверх дном по отношению к своему положению на фиг. 5, удерживающий сегмент 132 вступает в контакт с изогнутой областью 912 секции корпуса 902 стеклянного изделия 900 и удерживается в пространстве 125 для приема изделий.
[0041] Удерживающий сегмент 132 может быть прикреплен к рычажному сегменту 130. Рычажная секция может, как правило, отходить от нижней опорной пластины 112, и рычажные сегменты 130 противоположных удерживающих элементов 122 могут отходить друг от друга. Любые два рычажных сегмента 130 могут соединяться посредством соединительного сегмента 134 с образованием пары удерживающих элементов 136.
[0042] Далее рассмотрим фиг. 6A и 6B, где держатель 120 изделий может переходить между открытым положением (представленным на фиг. 6B) и положением удерживания (представленным на фиг. 6A). В открытом положении пространство 125 для приема изделий увеличивается, и стеклянные изделия 900 могут свободно входить в из держатель 120 изделий и выходить из него. В положении удерживания пространство для удержания посуды 125 уменьшается, и стеклянное изделие 900 надежно удерживается держателем120 изделий, как описано выше. Например, когда держатель 120 изделий находится в положении удерживания, расстояние между удерживающими сегментами 132 противоположного удерживающего элемента 122 составляет менее чем диаметр секции корпуса 902 удерживаемого стеклянного изделия 900. По существу, стеклянные изделия 900 удерживаются держателями 120 изделий таким образом, что стеклянные изделия 900 ограничены в вертикальном движении. Однако в открытом положении расстояние между удерживающими сегментами 132 противоположных удерживающих элементов 122 составляет более чем диаметр секции корпуса 902 удерживаемого стеклянного изделия 900. Таким образом, в открытом положении стеклянные изделия 900 не закреплены в отношении восходящего вертикального движения (в направлении оси Z).
[0043] Согласно одному варианту осуществления, форма держателя 120 изделий может обеспечивать переход между открытым положением и положением удерживания посредством приложения направленной вниз вертикальной силы (показано стрелкой, обозначенной буквой «F» на фиг. 6B). В такой конфигурации удерживающие элементы 122 могут быть изготовлены из материала, способного к упругой деформации при приложении к нему направленной вниз силы. По существу, держатель 120 изделий может переводиться в открытое состояние при приложении направленной вниз силы к удерживающим элементам 122. Держатель изделий может самостоятельно переводиться обратно в положение удерживания, когда указанная сила исчезает. Согласно еще одному варианту осуществления, держатель120 изделий может самостоятельно оставаться в открытом состоянии и может переводиться в состояние удерживания, когда на держатель 120 изделий воздействует сила. Например, контакт на держателе 120 изделий посредством элемента накопительного устройства 100, расположенного выше держателя изделий, может переводить рычаг держателя 120 изделий в положение удерживания. Например, согласно одному варианту осуществления, может использоваться приспособление, которое открывает один или несколько держателей 120 изделий. Данное приспособление может включать механические фиксирующие элементы, которые прикрепляют приспособление к накопительному устройству 100 в точном соответствии с рядами держателей 120 изделий. После фиксации на месте каждое приспособление имеет клиновидные элементы, которые вступают в контакт с рычажным сегментом 130 и раздвигают рычажные сегменты 130 до состояния, в котором удерживающие сегменты 132 располагаются на достаточном расстоянии друг от друга для размещения стеклянного изделия 900.
[0044] Согласно одному варианту осуществления, рычажный сегмент 130 удерживающего элемента 122, который находится выше удерживающего сегмента 132, не является параллельным по отношению к сегменту корпуса 135. Этот имеющий «диагональную» форму рычажный сегмент 130 вблизи верхней поверхности держателя120 изделий создает направленную вниз силу F, которая переводит в открытое положение удерживающие элементы 122, где удерживающие сегменты 132 удерживающих элементов 122 отходят друг от друга, позволяя секции корпуса 902 стеклянного изделия 900, находящегося в пространстве 125 для приема изделий, свободно перемещаться относительно удерживающих сегментов 132. В нижнем сегменте 128 удерживающего элемента 122 может возникать упругая деформация. Например, форма нижнего сегмента 128 может обеспечивать упругую деформацию, которая допускает горизонтальное движение (в направлении оси Y) удерживающего сегмента 132 при приложении направленной вниз силы к соединительному сегменту 134.
[0045] Далее рассмотрим в совокупности фиг. 1, 2, 7 и 8, где стеклянные изделия 900 могут подвергаться упрочнению посредством ионного обмена, находясь при этом в держателях 120 изделий накопительных устройств 100. Фиг. 6 представляет собой блок-схему 500 способа упрочнения стеклянных изделий 900 посредством ионного обмена, и фиг. 7 схематически иллюстрирует процесс, описанный в блок-схеме. На первой стадии 502 стеклянная трубчатая заготовка 1000, изготовленная из подходящей для ионного обмена стеклянной композиции, подвергается первоначальному превращению в стеклянные изделия 900 (в частности, стеклянные флаконы согласно проиллюстрированному варианту осуществления) с использованием традиционных технологий формования и фасонирования. На стадии 504 стеклянные изделия 900 загружаются в накопительные устройства 100 с использованием механического загрузчика 602 накопителей. Загрузчик 602 накопителей может представлять собой механическое захватное устройство, такие как зажимное или аналогичное устройство, которое способно одновременно захватывать множество стеклянных изделий 900. В качестве альтернативы, в захватном устройстве может использоваться вакуумная система для захвата стеклянных изделий 900. Загрузчик 602 накопителей может быть соединен с роботом-манипулятором или другим аналогичным устройством, способным перемещать загрузчик 602 накопителей к стеклянным изделиям 900 и накопительному устройству 100. Загрузчик 603 накопителей помещает отдельные стеклянные изделия 900 в пространство 125 для приема изделий каждого держателя 120 изделий. Загрузчик 603 накопителей может своим действием прилагать направленную вниз силу, чтобы переводить держатели 120 изделий в открытую конфигурацию для загрузки.
[0046] На следующей стадии 506 накопительное устройство 100, загруженное стеклянными изделиями 900, перемещается с помощью механического конвейера, такого как ленточный конвейер 606, кран-балки или аналогичное устройства в зону загрузки кассеты. После этого, на стадии 508, множество накопительных устройств 100 (показано одно устройство) загружается в кассету 608. Хотя на фиг. 12 показано только одно накопительное устройство 100, следует понимать, что кассета 608 имеет такую конструкцию, в которой содержится множество накопительных устройств 100, таким образом, что может обрабатываться одновременно большое число стеклянных изделий 900. Каждое накопительное устройство 100 помещается в кассету 608 с помощью загрузчика 610 кассеты. Загрузчик 610 кассеты может представлять собой механическое захватное устройство, такое как зажимное или аналогичное устройство, которое способно одновременно захватывать одно или несколько накопительных устройств 100. В качестве альтернативы, в захватном устройстве может использоваться вакуумная система для захвата накопительных устройств 100. Загрузчик 610 кассеты может быть соединено с роботом-манипулятором или другим аналогичным устройством, способным перемещать загрузчик 610 кассеты к кассете 608 и накопительным устройствам 100.
[0047] На следующей стадии 510, кассета 608, содержащая накопительные устройства 100 и стеклянные изделия 900, переносится в ионообменную установку и загружается в ионообменный резервуар 614 для химического упрочнения стеклянных изделий 900. Кассета 608 переносится в ионообменную установку с помощью устройства 612 для транспортировки кассет. Устройство 612 для транспортировки кассет может представлять собой механическое захватное устройство, такое как зажимное или аналогичное устройство, которое способно захватывать кассету 608. В качестве альтернативы, в захватном устройство может использоваться вакуумная система для захвата кассеты 608. Устройство 612 для транспортировки кассет и прикрепленная кассета 608 могут автоматически перемещаться из зоны загрузки кассеты в ионообменную установку с помощью подвесной системы, такой как портальный кран или аналогичное устройство. В качестве альтернативы, устройство 612 для транспортировки кассет и прикрепленная кассета 608 могут перемещаться из области загрузки кассеты в ионообменную установку с помощью робота-манипулятора. Согласно следующему варианту осуществления, устройство 612 для транспортировки кассет и прикрепленная кассета 608 могут перемещаться из области загрузки кассеты в ионообменную установку с помощью конвейера и после этого переноситься с конвейера в ионообменный резервуар 614 с помощью робота-манипулятора или кран-балки.
[0048] Когда устройство 612 для транспортировки кассет и прикрепленная кассета 608 находятся в ионообменной установке, кассета 608 и содержащиеся в ней стеклянные изделия 900, могут необязательно предварительно нагреваться до погружения кассеты 608 и стеклянных изделий 900 в ионообменный резервуар 614. Согласно некоторым вариантам осуществления, кассета 608 может предварительно нагреваться до температуры, составляющей более чем комнатная температура и составляющей менее чем или равной температуре ванны с расплавленной солью в ионообменном резервуаре 614. Например, стеклянные изделия 900 могут предварительно нагреваться до температуры, составляющей приблизительно от 300°C до 500°C. Однако, следует понимать, что стадия предварительного нагревания является необязательной вследствие относительно низкой теплоемкости накопительных устройств 100, описанных в настоящем документе.
[0049] Ионообменный резервуар 614 содержит ванну с расплавленной солью 616, такой как расплавленная соль щелочного металла, такая как KNO3, NaNO3 и/или их сочетания. Согласно одному варианту осуществления, ванна с расплавленной солью содержит 100% KNO3, который поддерживается при температуре выше или равной 350°С и ниже или равной 500°С. Однако следует понимать, что ванны с расплавленными солями щелочных металлов, имеющие другие разнообразные составы и/или температуры, могут также использоваться, чтобы способствовать ионному обмену стеклянных изделий.
[0050] На стадии 512 стеклянные изделия 900 подвергаются ионообменному упрочнению в ионообменном резервуаре 614. В частности, стеклянные изделия погружаются в расплавленную соль и выдерживаются в ней в течение периода времени, достаточного для достижения требуемого сжимающего напряжения и глубины слоя в стеклянных изделиях 900. Когда стеклянные изделия 900 погружаются, стеклянные изделия сначала имеют положительную плавучесть, пока воздух выходит из внутреннего объема стеклянных изделий и заменяется расплавленной солью. Когда стеклянные изделия 900 всплывают вследствие положительной плавучести, стеклянные изделия удерживаются в вертикальном положении посредством удерживающих сегментов 132 держателей 120 изделий, которые находятся при этом в положении удерживания. Кроме того, подобная корзине открытая конструкция держателей 120 изделий позволяет расплавленной соли в ванне вступать в контакт со всеми поверхностями стеклянных изделий, улучшая равномерность сжимающих напряжений, возникающих на поверхности стеклянных изделий.
[0051] Согласно одному варианту осуществления, стеклянные изделия 900 могут выдерживаться в ионообменном резервуаре 614 в течение периода времени, достаточного для достижения глубины слоя до приблизительно 100 мкм со сжимающим напряжением, по меньшей мере, приблизительно 300 МПа или даже 350 МПа. Период выдерживания может быть менее 30 часов или даже менее 20 часов. Однако, следует понимать, что период времени, в течение которого стеклянные изделия выдерживаются в резервуаре 614, может изменяться в зависимости от состава стеклянного контейнера, состава ванны с расплавленной солью 616, температуры ванны с расплавленной солью 616, требуемой глубины слоя и требуемого сжимающего напряжения.
[0052] После ионообменного упрочнения стеклянных изделий 900 , кассета 608 и стеклянные изделия 900 извлекаются из ионообменного резервуара 614 с использованием устройства 612 для транспортировки кассет в сочетании с роботом-манипулятором или кран-балкой. Во время извлечения из ионообменного резервуара 614 подобная корзине открытая конструкция держателей 120 изделий накопительного устройства 100 позволяет расплавленной соли внутри накопительного устройства легко вытекать из каждого накопительного устройства. После того, как кассета 608 извлекается из ионообменного резервуара 614, кассета 608 и стеклянные изделия 900 подвешиваются над ионообменным резервуаром 614, и кассета 608 поворачивается вокруг горизонтальной оси таким образом, что любая расплавленная соль, оставшаяся в стеклянных изделиях 900, вытекает обратно в ионообменный резервуар 614. Когда кассета 608 поворачивается, стеклянные изделия 900 сохраняют свое положение в пространстве 125 для приема изделий посредством держателей 120 изделий. После этого кассета 608 поворачивается обратно в свое исходное положение, и стеклянным изделиям дают охладиться перед промыванием.
[0053] Кассета 608 и стеклянные изделия 900 затем перемещаются на промывочную установку посредством устройства 612 для транспортировки кассет. Это перемещение может осуществляться с помощью робота-манипулятора или кран-балки, как описано выше, или в качестве альтернативы, с помощью автоматического конвейера, такого как ленточный конвейер или подобное устройство. На следующей стадии 514 кассета 608 и стеклянные изделия 900 опускаются в промывочный резервуар 618, содержащий ванну с водой 620, для удаления любой избыточной соли с поверхностей стеклянных изделий 900. Кассета 608 и стеклянные изделия 900 могут опускаться в промывочный резервуар 618 с помощью робота-манипулятора, кран-балки или аналогичного устройства, которое соединено с устройством 612 для транспортировки кассет. Аналогично погружению в солевую ванну, стеклянные изделия сначала имеют положительную плавучесть при погружении в промывочный резервуар 618. Когда стеклянные изделия 900 всплывают вследствие положительной плавучести, эти стеклянные изделия удерживаются в вертикальном положении посредством удерживающих сегментов 132 держателей 120 изделий, которые находятся в положении удерживания.
[0054] Кассета 608 и стеклянные изделия 900 затем извлекаются из промывочного резервуара 618, подвершенного над промывочным резервуаром 618, и кассета 608 поворачивается вокруг горизонтальной оси, таким образом, что любая промывочная вода, которая остается в стеклянных изделиях 900, вытекает обратно в промывочный резервуар 618. Когда кассета 608 поворачивается, стеклянные изделия 900 сохраняют свое положение в пространстве 125 для приема изделий посредством держателей 120 изделий. Согласно некоторым вариантам осуществления, операция промывания может осуществляться несколько раз, прежде чем кассета 608 и стеклянные изделия 900 перемещаются на следующую установку для обработки.
[0055] Согласно одному конкретному варианту осуществления, кассета 608 и стеклянные изделия 900 погружаются в ванну с водой, по меньшей мере, дважды. Например, кассета 608 может погружаться в первую ванну с водой, а затем в следующую, вторую, ванну с водой, чтобы обеспечить удаление всех остаточных солей щелочных металлов с поверхности стеклянного изделия. Вода из первой ванны с водой может направляться на обработку сточной воды или в испаритель.
[0056] На следующей стадии 516 накопительные устройства 100 извлекаются из кассеты 608 с помощью загрузчика 610 кассеты. Затем, на стадии 518, стеклянные изделия 900 выгружаются из накопительного устройства 100 с помощью загрузчика 602 накопителей и перемещается на промывочную установку. Загрузчик 602 накопителей может использоваться для перевода держателей 120 изделий в открытое состояние. На стадии 520 стеклянные изделия промываются струей деионизированной воды 624, подаваемой из форсунки 622. Струя деионизированной воды 624 может смешиваться со сжатым воздухом.
[0057] Необязательно на стадии 521 (не показано на фиг. 8) стеклянные изделия 900 перемещаются на проверочную установку, где стеклянные изделия проверяются на наличие дефектов, инородных предметов, обесцвечивания и т. д.
[0058] Хотя накопительные устройства, которые представлены и описаны в настоящем документе, используются в сочетании со стеклянными контейнерами, такими как стеклянные флаконы, следует понимать, что накопительные устройства могут применяться для удерживания и сохранения различных стеклянных изделий других типов, включая, без ограничения, вакуумные контейнеры Vacutainer®, картриджи, шприцы, ампулы, бутылки, колбы, склянки, трубки, мензурки, флаконы или подобные предметы, включая стеклянные изделия круглой и некруглой формы.
[0059] Теперь следует понимать, что накопительные устройства, описанные в настоящем документе, могут использоваться для удержания и сохранения стеклянных изделий в течение обработки. Изготовление держателей изделий накопительного устройства из проволочных сегментов уменьшает образование дефектов на стеклянных изделиях, удерживаемых внутри накопительного устройства, и обеспечивает надежное удержание стеклянных изделий на всех стадиях обработки. Держатели изделий, изготовленные таким образом, также уменьшают теплоемкость и площадь поверхности накопительного устройства, что улучшает ионообменные характеристики в случаях использования накопительных устройств, при упрочнении содержащихся в них стеклянных изделий посредством ионного обмена.
[0060] Для специалистов в данной области техники должно быть очевидно, что могут быть произведены разнообразные модификации и видоизменения вариантов осуществления, описанных в настоящем документе, без отклонения от идеи и выхода за пределы объема заявленного в формуле предмета изобретения. Таким образом, предусматривается, что настоящее описание распространяется на модификации и видоизменения разнообразных вариантов осуществления, описанных в настоящем документе, при том условии, что такие модификации и видоизменения находятся в пределах объема пунктов прилагаемой формулы изобретения и их эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВА МАГАЗИНА ДЛЯ УДЕРЖАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛА ВО ВРЕМЯ ОБРАБОТКИ | 2015 |
|
RU2681732C2 |
| УСТРОЙСТВО ДЛЯ УДЕРЖАНИЯ И СОХРАНЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2686795C2 |
| СПОСОБ ОБРАБОТКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2016 |
|
RU2716546C2 |
| НАКОПИТЕЛЬНЫЕ УСТРОЙСТВА ДЛЯ УДЕРЖАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ ВО ВРЕМЯ ОБРАБОТКИ | 2015 |
|
RU2696716C2 |
| СТЕКЛЯННЫЕ ИЗДЕЛИЯ, ИМЕЮЩИЕ ПОКРЫТИЯ, УСТОЙЧИВЫЕ К ПОВРЕЖДЕНИЯМ | 2019 |
|
RU2797675C2 |
| УСТРОЙСТВА И СПОСОБЫ ДЛЯ ОБРАБОТКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2728636C2 |
| ПОВОРОТНЫЕ ОПОРНО-СОЕДИНИТЕЛЬНЫЕ УЗЛЫ ДЛЯ СОЕДИНЕНИЯ ПЕРВОЙ ЧАСТИ ХИРУРГИЧЕСКОГО ИНСТРУМЕНТА СО ВТОРОЙ ЧАСТЬЮ ХИРУРГИЧЕСКОГО ИНСТРУМЕНТА | 2013 |
|
RU2640003C2 |
| КОНФИГУРАЦИИ БЛОКИРОВКИ ПУСКОВОЙ СИСТЕМЫ ДЛЯ ХИРУРГИЧЕСКИХ ИНСТРУМЕНТОВ | 2013 |
|
RU2645408C2 |
| ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СОЕДИНИТЕЛЬНАЯ КОНСТРУКЦИЯ ДЛЯ ПРИКРЕПЛЕНИЯ ЕГО КОНЦЕВОГО ЭФФЕКТОРА | 2013 |
|
RU2636191C2 |
| ХИРУРГИЧЕСКОЕ УСТРОЙСТВО С РОБОТИЗИРОВАННЫМ ПРИВОДОМ И АКТИВИРУЕМОЙ ВРУЧНУЮ РЕВЕРСИРУЮЩЕЙ СИСТЕМОЙ | 2013 |
|
RU2641977C2 |
Изобретение относится к устройству для удержания и сохранения изделий. Устройство содержит несущую раму, содержащую нижнюю опорную пластину; множество держателей изделий, расположенных на нижней опорной пластине, при этом каждый держатель включает множество удерживающих элементов, образованных из проволочных сегментов и определяющих пространство для приема изделий между ними. Каждый удерживающий элемент содержит основной соединительный стержень, взаимодействующий с нижней опорной пластиной; гнездовой сегмент; нижний сегмент, прикрепленный к гнездовому сегменту; сегмент корпуса, прикрепленный к нижнему сегменту и отходящий от нижней опорной пластины; удерживающий сегмент, прикрепленный к сегменту корпуса, при этом диаметр пространства для приема изделий, ограниченный удерживающим сегментом, меньше диаметра пространства для приема изделий, ограниченного сегментом корпуса; и рычажный сегмент, прикрепленный к удерживающему сегменту. Гнездовые сегменты образуют гнездо, определяющее нижнюю часть пространства для приема изделий и выполненное с возможностью поддержания стеклянного изделия в гнезде для изделий таким образом, чтобы нижняя часть стеклянного изделия находилась непосредственно в гнезде для изделия. Технический результат – снижение дефектов на поверхности стекла. 5 н. и 15 з.п. ф-лы, 8 ил.
1. Устройство для удержания и сохранения стеклянных изделий в течение обработки, содержащее:
несущую раму, содержащую нижнюю опорную пластину;
множество держателей изделий, расположенных на нижней опорной пластине, при этом каждый держатель изделий из множества держателей изделий включает множество удерживающих элементов, образованных из проволочных сегментов и определяющих пространство для приема изделий между ними, при этом каждый удерживающий элемент содержит:
основной соединительный стержень, взаимодействующий с нижней опорной пластиной;
гнездовой сегмент, соприкасающийся с основным соединительным стержнем и расположенный выше и по существу параллельно по отношению к нижней опорной пластине;
нижний сегмент, прикрепленный к гнездовому сегменту;
сегмент корпуса, прикрепленный к нижнему сегменту и отходящий от нижней опорной пластины, при этом нижний сегмент расположен между гнездовым сегментом и сегментом корпуса;
удерживающий сегмент, прикрепленный к сегменту корпуса, при этом диаметр пространства для приема изделий, ограниченный удерживающим сегментом, меньше диаметра пространства для приема изделий, ограниченного сегментом корпуса; и
рычажный сегмент, прикрепленный к удерживающему сегменту, при этом гнездовые сегменты удерживающих элементов образуют гнездо для изделий, расположенное выше и по существу параллельно по отношению к нижней опорной пластине, определяющее нижнюю часть пространства для приема изделий и выполненное с возможностью поддержания стеклянного изделия в гнезде для изделий таким образом, чтобы нижняя часть стеклянного изделия находилась непосредственно в гнезде для изделия.
2. Устройство по п. 1, в котором рычажные сегменты противоположных удерживающих элементов отходят друг от друга.
3. Устройство по п. 1, в котором диаметр пространства для приема изделий, ограниченный нижним сегментом, больше диаметра пространства для приема изделий, ограниченного сегментом корпуса.
4. Устройство по п. 1, в котором гнездовой сегмент каждого удерживающего элемента находится на расстоянии от нижней опорной пластины.
5. Устройство по п. 1, в котором каждый удерживающий элемент прикрепляется к соседнему удерживающему элементу посредством соединительного сегмента с образованием пар удерживающих элементов.
6. Устройство по п. 5, в котором соединительный сегмент представляет собой петлевой проволочный сегмент.
7. Устройство по п. 1, в котором каждый держатель изделий содержит четыре удерживающих элемента.
8. Устройство по п. 7, в котором каждый из четырех удерживающих элементов прикрепляется к другому удерживающему элементу, таким образом, что каждый держатель изделий включает две пары удерживающих элементов.
9. Устройство по п. 8, в котором две пары удерживающих элементов являются линейно симметричными друг другу.
10. Устройство по п. 8, в котором пары удерживающих элементов располагаются на противоположных сторонах пространства для приема изделий.
11. Устройство по п. 1, в котором держатель изделий переходит в открытое положение при приложении направленной вниз силы к удерживающим элементам.
12. Узел для удержания и сохранения стеклянных изделий, содержащий множество накопительных устройств, и каждое из накопительных устройств содержит:
несущую раму, содержащую нижнюю опорную пластину;
множество держателей изделий, расположенных на нижней опорной пластине, при этом каждый держатель изделий из множества держателей изделий содержит множество удерживающих элементов, образованных из проволочных сегментов и определяющих пространство для приема изделий между ними, при этом каждый удерживающий элемент содержит:
основной соединительный стержень, взаимодействующий с нижней опорной пластиной;
гнездовой сегмент, соприкасающийся с основным соединительным стержнем и расположенный выше и по существу параллельно по отношению к нижней опорной пластине, при этом гнездовой сегмент каждого удерживающего элемента отделен от нижней опорной пластины;
нижний сегмент, прикрепленный к гнездовому сегменту;
сегмент корпуса, прикрепленный к нижнему сегменту и отходящий от нижней опорной пластины, при этом нижний сегмент расположен между гнездовым сегментом и сегментом корпуса;
удерживающий сегмент, прикрепленный к сегменту корпуса; и
рычажный сегмент, прикрепленный к удерживающему сегменту, при этом гнездовые сегменты удерживающих элементов образуют гнездо для изделий, расположенное выше и по существу параллельно по отношению к нижней опорной пластине, определяющее нижнюю часть пространства для приема изделий и выполненное с возможностью поддержания стеклянного изделия в гнезде для изделий таким образом, чтобы нижняя часть стеклянного изделия находилась непосредственно в гнезде для изделия.
13. Узел по п. 12, в котором рычажные сегменты противоположных удерживающих элементов отходят друг от друга.
14. Узел по п. 12, в котором диаметр пространства для приема изделий, ограниченный удерживающим сегментом, меньше диаметра пространства для приема изделий, ограниченного сегментом корпуса.
15. Узел по п. 12, в котором диаметр пространства для приема изделий, ограниченный нижним сегментом, больше диаметра пространства для приема изделий, ограниченного сегментом корпуса.
16. Узел по п. 12, в котором каждый удерживающий элемент прикрепляется к соседнему удерживающему элементу посредством соединительного сегмента с образованием пар удерживающих элементов.
17. Узел по п. 12, в котором каждый держатель изделий содержит четыре удерживающих элемента.
18. Устройство для удержания и сохранения стеклянных изделий в течение обработки, содержащее:
несущую раму, содержащую нижнюю опорную пластину;
множество держателей изделий, расположенных на нижней опорной пластине, при этом каждый держатель изделий из множества держателей изделий включает множество удерживающих элементов, образованных из проволочных сегментов и определяющих пространство для приема изделий между ними, при этом каждый удерживающий элемент содержит:
основной соединительный стержень, взаимодействующий с нижней опорной пластиной;
гнездовой сегмент, соприкасающийся с основным соединительным стержнем и расположенный выше и по существу параллельно по отношению к нижней опорной пластине;
нижний сегмент, прикрепленный к гнездовому сегменту;
сегмент корпуса, прикрепленный к нижнему сегменту и отходящий от нижней опорной пластины, при этом нижний сегмент расположен между гнездовым сегментом и сегментом корпуса, причем диаметр пространства для приема изделий, ограниченный нижним сегментом, больше диаметра пространства для приема изделий, ограниченного сегментом корпуса;
удерживающий сегмент, прикрепленный к сегменту корпуса; и
рычажный сегмент, прикрепленный к удерживающему сегменту, при этом гнездовые сегменты удерживающих элементов образуют гнездо для изделий, расположенное выше и по существу параллельно по отношению к нижней опорной пластине, определяющее нижнюю часть пространства для приема изделий и выполненное с возможностью поддержания стеклянного изделия в гнезде для изделий таким образом, чтобы нижняя часть стеклянного изделия находилась непосредственно в гнезде для изделия.
19. Устройство для удержания и сохранения стеклянных изделий в течение обработки, содержащее:
несущую раму, содержащую нижнюю опорную пластину;
множество держателей изделий, расположенных на нижней опорной пластине, при этом каждый держатель изделий из множества держателей изделий включает множество удерживающих элементов, образованных из проволочных сегментов и определяющих пространство для приема изделий между ними, при этом каждый удерживающий элемент содержит:
основной соединительный стержень, взаимодействующий с нижней опорной пластиной;
гнездовой сегмент, соприкасающийся с основным соединительным стержнем и расположенный выше и по существу параллельно по отношению к нижней опорной пластине, при этом гнездовой сегмент каждого удерживающего элемента отделен от нижней опорной пластины;
нижний сегмент, прикрепленный к гнездовому сегменту;
сегмент корпуса, прикрепленный к нижнему сегменту и отходящий от нижней опорной пластины, при этом нижний сегмент расположен между гнездовым сегментом и сегментом корпуса;
удерживающий сегмент, прикрепленный к сегменту корпуса; и
рычажный сегмент, прикрепленный к удерживающему сегменту, при этом гнездовые сегменты удерживающих элементов образуют гнездо для изделий, расположенное выше и по существу параллельно по отношению к нижней опорной пластине, определяющее нижнюю часть пространства для приема изделий и выполненное с возможностью поддержания стеклянного изделия в гнезде для изделий таким образом, чтобы нижняя часть стеклянного изделия находилась непосредственно в гнезде для изделия.
20. Устройство для удержания и сохранения стеклянных изделий в течение обработки, содержащее:
несущую раму, содержащую нижнюю опорную пластину;
множество держателей изделий, расположенных на нижней опорной пластине, при этом каждый держатель изделий из множества держателей изделий включает множество удерживающих элементов, образованных из проволочных сегментов и определяющих пространство для приема изделий между ними, при этом каждый удерживающий элемент содержит:
основной соединительный стержень, взаимодействующий с нижней опорной пластиной;
гнездовой сегмент, соприкасающийся с основным соединительным стержнем и расположенный выше и по существу параллельно по отношению к нижней опорной пластине;
нижний сегмент, прикрепленный к гнездовому сегменту;
сегмент корпуса, прикрепленный к нижнему сегменту и отходящий от нижней опорной пластины, при этом нижний сегмент расположен между гнездовым сегментом и сегментом корпуса;
удерживающий сегмент, прикрепленный к сегменту корпуса; и
рычажный сегмент, прикрепленный к удерживающему сегменту, при этом каждый удерживающий элемент прикрепляется к соседнему удерживающему элементу посредством соединительного сегмента с образованием пар удерживающих элементов, и гнездовые сегменты удерживающих элементов образуют гнездо для изделий, расположенное выше и по существу параллельно по отношению к нижней опорной пластине, определяющее нижнюю часть пространства для приема изделий и выполненное с возможностью поддержания стеклянного изделия в гнезде для изделий таким образом, чтобы нижняя часть стеклянного изделия находилась непосредственно в гнезде для изделия.
| US 20140093438 A1, 03.04.2014 | |||
| ВСТАВЛЯЕМЫЙ ЯЧЕИСТЫЙ ЯЩИК (ВАРИАНТЫ) | 1995 |
|
RU2138431C1 |
| ЯЩИК ДЛЯ ТРАНСПОРТИРОВАНИЯ ХРУПКИХИЗДЕЛИЙ | 1972 |
|
SU412075A1 |
| Головной плот | 1930 |
|
SU30129A1 |
| RU 94035742 A1, 27.08.1996 | |||
| US 20050207945 A1, 22.09.2005 | |||
| US 4371087 A1, 01.02.1983. | |||

