Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления микромеханической детали и, в частности, к такой цельной детали, образованной из материала на основе аллотропа синтетического углерода и содержащей несколько функциональных уровней.
Уровень техники
В документе WO 2012/104110 раскрывается изготовление детали, выполненной из алмаза с одним уровнем, образованным из кремниевой подложки. Однако такую деталь сложно соединить с осью или другой деталью, принимая во внимание, что алмаз не подлежит «вбиванию».
Раскрытие изобретения
Задача настоящего изобретения состоит в том, чтобы устранить все вышеуказанные недостатки или их часть с помощью способа изготовления трехмерных комплексных цельных микромеханических деталей, используя минимальное количество материала.
С этой целью настоящее изобретение относится к способу изготовления цельной микромеханической детали, образованной из материала на основе аллотропа синтетического углерода; вышеуказанный способ содержит следующие этапы:
a) образование подложки, содержащей, по меньшей мере, на трех уровнях негативную полость для вышеуказанной микромеханической детали, подлежащей изготовлению;
b) нанесение покрытия на вышеуказанную негативную полость подложки в виде слоя вышеуказанного материала на основе аллотропа синтетического углерода, толщина которого меньше глубины каждого из вышеуказанных, по меньшей мере, трех уровней вышеуказанной негативной полости;
c) удаление подложки для освобождения микромеханической детали, образованной в вышеуказанной негативной полости;
отличающийся тем, что этап а) содержит следующие фазы:
i) образование первой пластины, содержащей, по меньшей мере, первый рисунок, вытравленный насквозь через пластину;
ii) образование второй пластины, содержащей, по меньшей мере, второй рисунок, вытравленный насквозь через пластину;
iii) образование третьей пластины, которая не содержит сквозного рисунка;
iv) соединение вышеуказанных первой, второй и третьей пластин для образования подложки, содержащей негативную полость, по меньшей мере, на трех уровнях.
Таким образом, понятно, что вышеуказанный способ обеспечивает изготовление цельной трехмерной микромеханической детали, т.е. с несколькими функциональными слоями, только из материала на основе аллотропа синтетического углерода, т.е. без разрывов материала, который включает в себя «кожу» материала, т.е. небольшую толщину материала. Кроме того, наружная поверхность микромеханической детали приобретает приемлемую шероховатость используемой подложки.
Способ по изобретению преимущественно позволяет весьма значительно снизить расходы на материал на основе аллотропа синтетического углерода посредством осаждения материала только в количестве, необходимом для получения окончательного покрытия, без необходимости выполнения чистовой операции и также улучшить шероховатость наружной поверхности микромеханической детали и оптимизировать ее трибологические свойства
Согласно другим преимущественным отличительным признакам изобретения:
- в фазе ii) формирование второй пластины осуществляется за счет выполнения в этой пластине второго рисунка посредством сквозного травления и третьего рисунка, который не выполняется сквозным травлением и связан с вышеуказанным вторым рисунком;
- в фазе iii) формирование третьей пластины осуществляется за счет выполнения в этой пластине рисунка, который не выполняется сквозным травлением;
- по первому альтернативному варианту этап b) содержит следующие фазы: b1): образование временного слоя на одном участке подложки; b2): осаждение частиц на подложке, предназначенных для создания точек проращивания; b3): удаление временного слоя с подложки для полного освобождения одной из частей подложки от всех частиц; b4): химическое парофазное осаждение слоя материала на основе аллотропа синтетического углерода таким образом, чтобы он осаждался только там, где остались частицы;
- по второму альтернативному варианту этап b) содержит следующие фазы: b5): образование временного слоя на одном участке подложки; b6): химическое парофазное осаждение слоя материала на основе аллотропа синтетического углерода на подложке и b7): удаление временного слоя для полного освобождения одной из частей подложки от осаждения;
- по меньшей мере, один из вышеуказанных, по меньшей мере, трех уровней негативной полости включает в себя стенку, образующую зубцы;
- материал на основе аллотропа синтетического углерода имеет кристаллическую форму или аморфную форму;
- после этапа b) способ содержит этап d): удаление с подложки материала толщиной больше толщины слоя, осажденного на этапе b), так чтобы толщина вышеуказанного слоя ограничивалась внутри вышеуказанной негативной полости;
- перед этапом с) способ содержит этап е): заполнение полости, покрытой материалом на основе аллотропа синтетического углерода, вторым материалом для получения после этапа с) микромеханической детали, выполненной из материала на основе аллотропа синтетического углерода, который усилен и/или декорирован вторым материалом;
- на этапе е) второй материал образован таким образом, что он выступает от вышеуказанной полости для образования дополнительного функционального уровня микромеханической детали;
- второй материал содержит металл или металлический сплав.
Кроме того, изобретение относится к цельной микромеханической детали, полученной посредством осуществления способа по любому из предшествующих вариантов, отличающейся тем, что цельная микромеханическая деталь является полой и включает в себя несколько функциональных уровней, выполненных из материала на основе аллотропа синтетического углерода с толщиной слоя 0,2-20 мкм, при этом цельная микромеханическая деталь имеет высоту больше толщины слоя материала на основе аллотропа синтетического углерода.
Микромеханическая деталь из материала на основе аллотропа синтетического углерода преимущественно является цельной, т.е. не имеет разрывов материала, полой, т.е. образована оболочкой из материала для ограничения количества используемого материала, и ее объем образует несколько вышеупомянутых функциональных уровней, которые могут включать в себя поворотные оси.
Следует принять во внимание, что это позволяет уменьшить процент брака, связанного с основными погрешностями, а также улучшить шероховатость наружной поверхности и оптимизировать трибологические свойства.
Согласно другим преимущественным отличительным признакам изобретения:
- наружная поверхность микромеханической детали включает в себя, по меньшей мере, один зубчатый венец;
- полость цельной микромеханической детали, по меньшей мере, частично заполнена вторым материалом для получения цельной микромеханической детали, образованной из материала на основе аллотропа синтетического углерода, усиленного и/или декорированного вторым материалом;
- вышеуказанный второй материал образован, таким образом, что он выступает от вышеуказанной высоты наружной поверхности для образования дополнительного функционального элемента цельной микромеханической детали;
- второй материал включает в себя металл или металлический сплав.
И, наконец, изобретение относится к часам, отличающимся тем, что часы включают в себя цельную микромеханическую деталь по любому из предшествующих вариантов, при этом цельная микромеханическая деталь образует целиком или частично часовое стекло, корпус, нажимную кнопку, головку подзавода, браслет, ремешок, циферблат, элемент дисплея, пружину баланса, балансир, палету, мост, платину, колесную систему или анкерное колесо.
Краткое описание чертежей
Другие отличительные признаки и преимущества станут понятными из приведенного ниже описания посредством неограничивающего примера со ссылкой на приложенные чертежи, на которых:
Фиг. 1-8 - последовательные этапы способа изготовления по первому варианту выполнения;
Фиг. 9 - пример микромеханической детали, полученной по первому варианту выполнения;
Фиг. 10-12 - последовательные этапы способа изготовления по второму варианту выполнения;
Фиг. 13 - пример микромеханической детали, полученной по второму варианту выполнения;
Фиг. 14 и 15 - последовательные этапы способа изготовления по третьему варианту выполнения;
Фиг. 16 - пример микромеханической детали, полученной по третьему варианту выполнения;
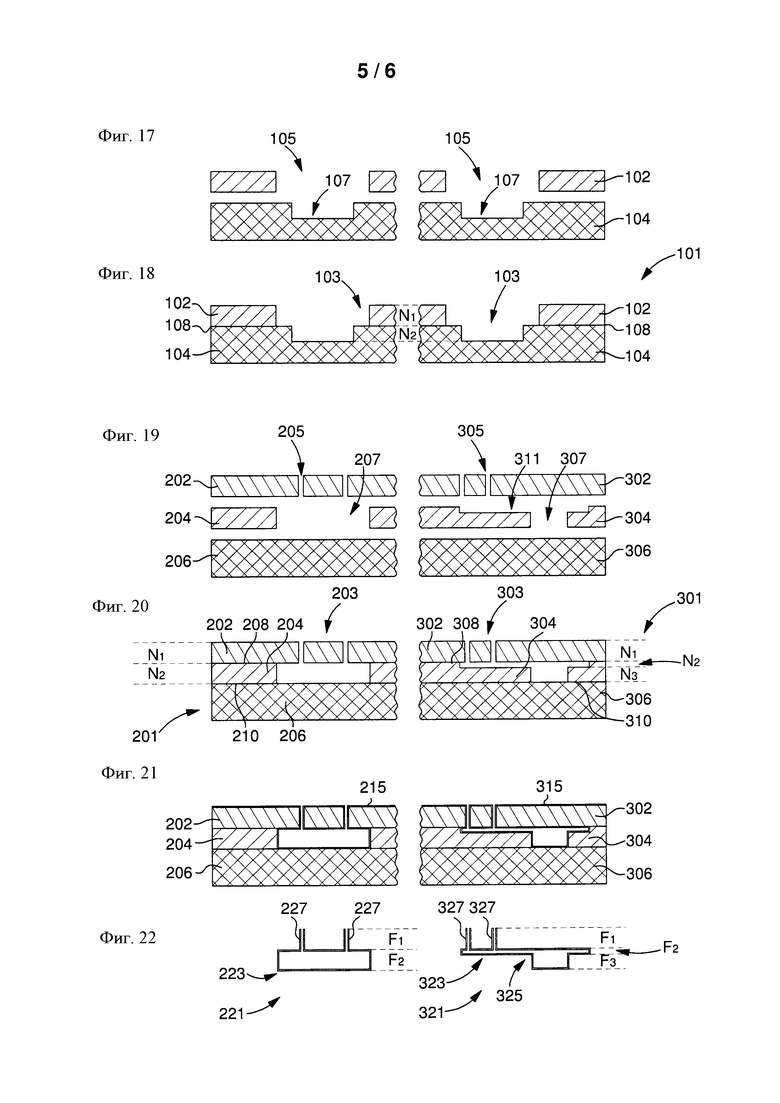
Фиг. 17 и 18 - последовательные этапы способа изготовления по альтернативному варианту из фиг. 1 и 2 по первому варианту выполнения;
Фиг. 19-22 - последовательные этапы способа изготовления по четвертому варианту выполнения;
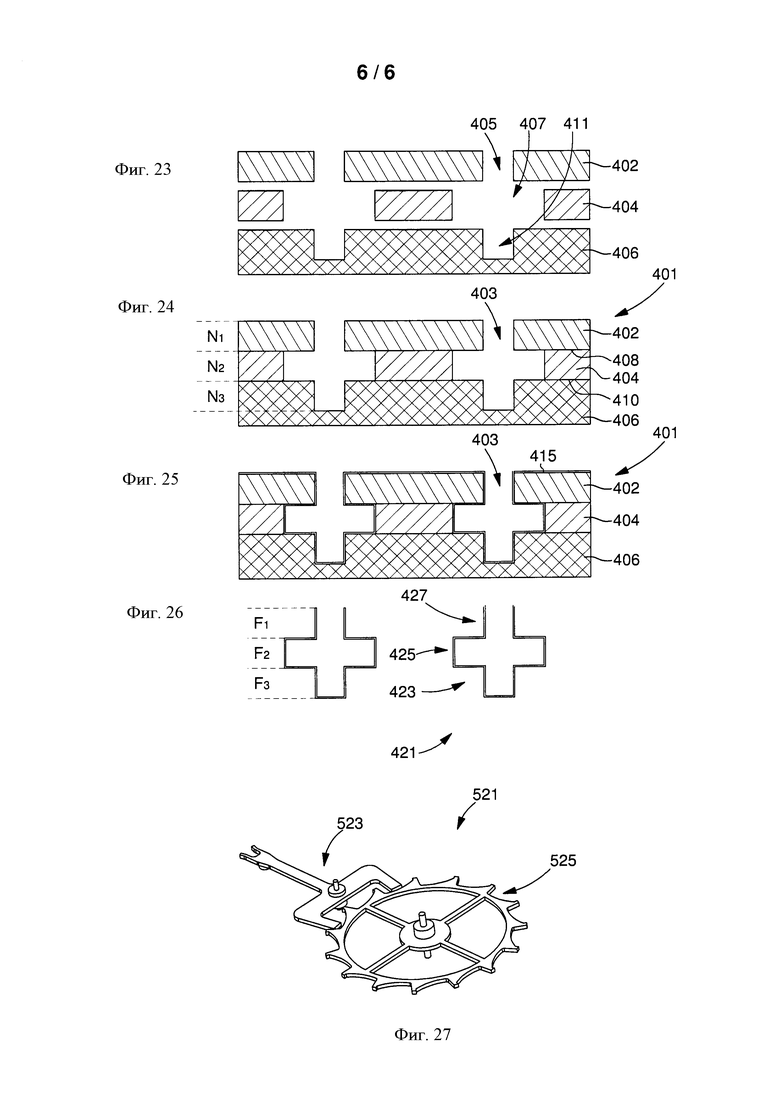
Фиг.23-26 - последовательные этапы способа изготовления по пятому варианту выполнения;
Фиг. 27 - два примера микромеханических деталей, полученных по четвертому и пятому вариантам выполнения изобретения.
Осуществление изобретения
Настоящее изобретение относится к способу изготовления цельной микромеханической детали с несколькими функциональными уровнями, образованной из материала на основе аллотропа синтетического углерода в кристаллической форме, такого как алмаз, или одного или нескольких слоев графена или в аморфной форме, такого как алмазоподобный углерод (DLC).
Разумеется, по изобретению в качестве альтернативны материалу на основе аллотропа синтетического углерода могут использоваться материалы других типов, которые могут осаждаться послойно и имеют трибологические преимущества. Подобным альтернативным материалом может быть, например, компаунд на основе кремния, т.е. например, нитрид кремния, оксид кремния или карбид кремния.
Подобная микромеханическая деталь предназначена для использования в часовой отрасли. Между тем, также возможно ее использование и в других областях, в частности, в аэронавтике, ювелирной или автомобильной отраслях.
В часовой отрасли такая микромеханическая деталь может, к примеру, образовывать часть наружной конструкции часов или часть ходового механизма. Микромеханическая деталь может образовывать целиком или быть частью часового стекла, корпуса, нажимной кнопки, головки подзавода, браслета или ремешка, циферблата, элемента дисплея, пружины баланса, палеты, моста, платины, колесной системы или анкерного колеса.
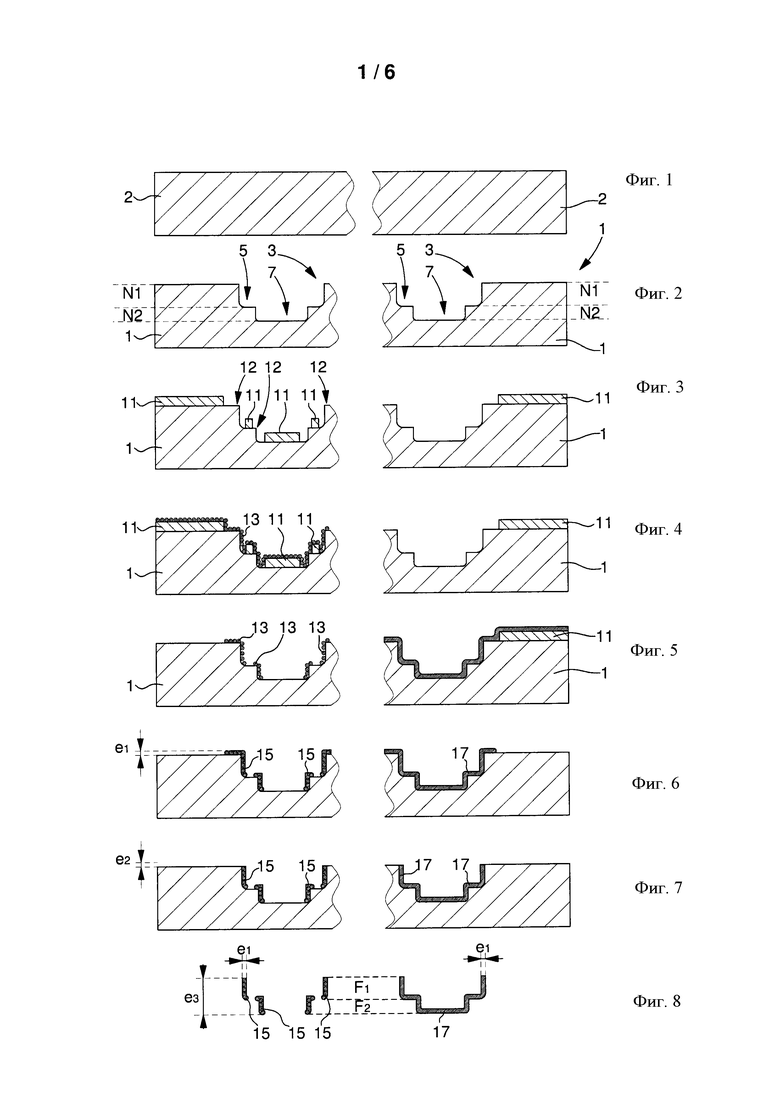
Первый вариант выполнения способа изготовления такой микромеханической детали представлен на фиг. 1-8 и 17-18. На этапе а способ состоит в образовании в подложке 1, 101, по меньшей мере, на двух уровнях N1, N2, Nx, негативной полости под будущую микромеханическую деталь. Подложки 1, 101 могут быть выполнены из множества различных материалов. Предпочтительно, для изготовления подложки 1, 101 выбирается материал с очень низкой шероховатостью, т.е. природной особенностью которого является гладкая поверхность, который также устойчив к агрессивному воздействию наносимых покрытий.
В качестве примера на фиг. 1, 2, 17 и 18 показан этап а образования кремниевой подложки 1, 101, которая может иметь очень низкую шероховатость, т.е. среднее арифметическое отклонение профиля, по существу, менее 10 нм.
Таким образом, по первому альтернативному варианту этапа а, как показано на фиг. 1 и 2, из отдельной пластины 2 получают подложку 1, включающую в себя полость 3, имеющую, по меньшей мере, два уровня N1, N2, Nx.
В первом альтернативном варианте этапа а используются несколько масок для получения нескольких вытравленных рисунков различной глубины. Таким образом, первая фаза al этапа а предназначена для образования на подложке 1 первой маски, включающей в себя первый рисунок. Вторая фаза а2 предназначена для образования на поверхности вышеуказанной подложки и первой маски второй маски, включающей в себя второй рисунок меньше первого рисунка вышеуказанной первой маски, для травления в подложке двух разных рисунков.
Первый альтернативный вариант этапа а продолжается посредством третьей фазы а3 выполнения анизотропного травления (например, глубинного реактивного ионного травления или «DRIE») для травления второго рисунка по первой толщине подложки и затем посредством четвертой фазы а4, предназначенной для удаления второй маски. Как вариант, толщина и материал второй маски могут быть выбраны таким образом, чтобы травление второй маски выполнялось одновременно с подложкой, так чтобы скомбинировать вышеуказанные фазы а3 и а4 в одну фазу. Следует принять во внимание, что рисунок, который будет вытравлен на уровне N2, на данный момент вытравливается только на уровне N1.
Первый альтернативный вариант этапа а продолжается посредством пятой фазы а5, состоящей в выполнении второго анизотропного травления для продолжения травления второго рисунка на уровне N2, уже выполненного на уровне N1, и начала травления первого рисунка на уровне N1 подложки 1, т.е. для распространения травления второго рисунка к первому рисунку на уровне N1. Первый альтернативный вариант этапа а заканчивается, в случае травления на двух уровнях, посредством последней фазы а6, предназначенной для удаления первой маски с целью образования подложки 1, включающей в себя негативную полость 3, по меньшей мере, на двух уровнях N1, N2.
Как вариант, подложка может быть подложкой, выполненной по технологии SOI, т.е. она может включать в себя два слоя кремния, соединенных слоем диоксида кремния. Один из слоев кремния может подвергаться воздействию на этапе а, и дно негативной полости 3 может быть образовано более точным образом с помощью слоя диоксида кремния, по меньшей мере, на двух уровнях N1, N2. Фактически, поскольку травление на этапе а является весьма избирательным, отсутствует возможность травления слоя диоксида кремния. Следует принять во внимание, что будет обеспечиваться более легкий контроль дна полости.
Во втором альтернативном варианте этапа а, показанном на фиг. 17 и 18, подложка 101, включающая в себя полость 103, по меньшей мере, на двух уровнях N1, N2, Nx, образована в таком количестве пластин 102, 104, которое требуется в соответствии с количеством уровней. Этот второй альтернативный вариант является предпочтительным в случае, когда требуется больше двух уровней, как объясняется ниже в четвертом и пятом вариантах выполнения.
Таким образом, во втором альтернативном варианте этапа а используются несколько пластин, которые подвергаются прямому гравированию с получением конкретного рисунка на соответствующем уровне N1, N2, Nx. Таким образом, во втором альтернативном варианте этапа а обработки на двух уровнях N1, N2 первая фаза а7 предназначена для обработки первой пластины 102, включающей в себя, по меньшей мере, первый рисунок 105, который получают сквозным травлением, и вторая фаза а8 предназначена для обработки второй пластины 104, включающей в себя, по меньшей мере, второй рисунок 107, который получают несквозным травлением. В последней фазе а9 этап а по второму альтернативному варианту заканчивается соединением первой 102 и второй пластин для образования подложки 101, включающей в себя негативную полость 103, по меньшей мере, на двух уровнях N1, N2, соответственно образованных с первым рисунком 105 и вторым рисунком 107. Предпочтительно, фаза а9 соединения выполняется посредством оплавления и образования слоя 108.
После осуществления одного из двух альтернативных вариантов этапа а первый вариант выполнения продолжается посредством этапа b, на котором негативная полость 3, 103 подложки 1, 101 покрывается слоем 15, 17 материала на основе аллотропа синтетического углерода меньшей толщины е1, чем глубина каждого из вышеуказанных, по меньшей мере, двух уровней N1, N2, Nx вышеуказанной полости 3, 103.
Преимущественно по изобретению этап b также может предусматривать два альтернативных варианта в зависимости от геометрической сложности слоев 15, 17 материала на основе аллотропа синтетического углерода.
В первом альтернативном варианте второго этапа b, показанном в левой части фиг. 3, первая фаза b1 предназначена для образования временного слоя 11 на участке подложки 1. Следует принять во внимание, что подложка 1 имеет области 12 без покрытия. Предпочтительно, этап b1 осуществляется посредством фотолитографии позитивной или негативной фоточувствительной смолы. Как вариант, может выполняться трафаретная печать или тампонная печать посредством осаждения материала, предназначенного для образования временного слоя по конкретной схеме.
Как показан на фиг. 4, первый альтернативный вариант второго этапа b продолжается посредством второй фазы b2 осаждения частиц 13 на подложке 1, предназначенных для создания точек проращивания для будущего осаждения. Предпочтительно, вторая фаза b2 включает в себя начальную стадию нанесения покрытия на подложку 1, используя коллоидный раствор, содержащий вышеуказанные частицы. Покрытие может быть получено посредством, по меньшей мере, частичного погружения подложки 1 в раствор, в котором частицы принудительно заставляют перемещаться в растворителе для максимально гомогенного распределения раствора. Например, подвижность частиц в растворителе может обеспечиваться за счет ультразвукового возмущения. Наконец, растворитель может быть, в том числе, но не только, спиртовым или водяным.
Частицы 13 используются в качестве точек проращивания. В этой связи точки могут быть загрязнителями по отношению к впоследствии осаждаемому материалу, либо они могут иметь такую же природу, что и впоследствии осаждаемый материал. Предпочтительно диаметр частиц составляет от нескольких нанометров до нескольких десятых долей нанометра.
Фаза Ь2 продолжается посредством второй стадии, на которой выполняется удаление растворителя из раствора для формирования частиц 13 на подложке 1. Подобная вторая стадия может, например, осуществляться путем выпаривания растворителя.
После второй фазы b2 выполняется третья фаза b3, показанная на фиг. 5, на которой осуществляется удаление временного слоя 11 с подложки 1 для полного освобождения одной из частей подложки 1 от всех частиц 13. Понятно, что части, на которых находятся частицы 13, не имеют временного слоя 11. В качестве неограничивающего примера фаза b3 может осуществляться за счет растворения или выборочного химического травления временного слоя 11.
Четвертая фаза b4 первого альтернативного варианта второго этапа b предназначена для осаждения материала 15 при помощи химического парофазного осаждения таким образом, чтобы частицы 13 исключительно осаждались или оставались на месте. В конце этапа b, как показано на фиг. 6, создается подложка 1, непосредственно формируемая с необходимым частичным слоем из материала 15. Следует принять во внимание, что первый альтернативный вариант второго этапа b позволяет получить частично содержащую отверстия микромеханическую деталь.
Во втором альтернативном варианте второго этапа b, показанном в правой части фиг. 5, фаза b6 ограничивается до химического парофазного осаждения материала без какой-либо выборочности, т.е. по всей верхней поверхности. В этом отношении могут быть внедрены предшествующая фаза b5, показанная в правой части на фиг. 3 (аналогично фазе b1 первого альтернативного варианта), и последующая фаза b7, показанная в правой части на фиг. 6 (аналогично фазе b3 первого альтернативного варианта), для значительного ограничения присутствия слоя 17 на верхней поверхности подложки 1. В конце этапа b, как показано на фиг. 6, получают подложку 1, образованную с требуемым слоем материала 17. Следует принять во внимание, второй альтернативный вариант второго этапа b позволяет получить микромеханическую деталь без отверстий во внешней поверхности микромеханической детали.
Независимо от того, какой альтернативный вариант используется для второго этапа b, способ по изобретению, как показано на фиг. 7, может включать в себя необязательный третий этап d. Этап d предназначен для удаления участка подложки 1, покрытого слоем 15, 17, так чтобы в негативной полости 3, по меньшей мере, с двумя уровнями, оставался слой 15, 17 некоторой толщины. Предпочтительно, по изобретению с подложки 1 удаляется толщина e2, которая больше толщины e1 слоя 15, 17, как это показано на фиг. 7. Таким образом, понятно, что слой 15, 17 будет присутствовать только в полости 3, по меньшей мере, на двух уровнях подложки 1.
Кроме того, также видно, что этап d может быть эквивалентен фазам b1, b5 и b3, b7 для ограничения слоя 15, 17 в полости 3. Фактически, такой же результат может быть получен посредством образования временного слоя 11 поверх всей подложки 1 за исключением полости 3.
На последнем этапе с первого варианта выполнения способ предусматривает удаление подложки 1 для освобождения микромеханической детали с несколькими функциональными уровнями F1, F2, Fx, сформированными, по меньшей мере, частично внутри полости 3. В конечном итоге, в приведенном выше примере, когда подложка 1 изготавливается из кремния, на этапе d может осуществляться выборочное травление кремния. Это может осуществляться, например, при помощи химического травления с использованием ванны, наполненной гидроксидом тетраметиламмония (известным по аббревиатурам ТМАН и ТМАОН). Как вариант, также может использоваться химическое травление в гидроксиде калия (известном по аббревиатуре КОН).
Согласно двум примерам, показанным на фиг. 8, получают микромеханическую деталь, образованную исключительно из слоя 15, 17, геометрия которой, по меньшей мере, частично соответствует полости 3, т.е. полностью или частично. Предпочтительно внешняя поверхность, т.е. поверхность, непосредственно соприкасающаяся с подложкой 1, имеет очень низкую шероховатость, т.е. сопоставимую с шероховатостью подложки 1, и предпочтительно используется в качестве механической контактной поверхности.
Наконец, осаждаемая высота е3 микромеханической детали с двумя уровнями составляет от 20 до 1000 мкм, и толщина e1 слоя 15, 17 составляет всего лишь от 0,2 до 20 мкм. Таким образом, за счет уменьшения продолжительности осаждения на этапе b обеспечивается уменьшение расходов на материалы и изготовление.
Таким образом, степень сложности микромеханической детали не затрудняет осуществление способа. Так, например, формирование зубцов на стенке полости 3, взаимодействующих с ответными зубцами микромеханической детали, не представляет дополнительной сложности.
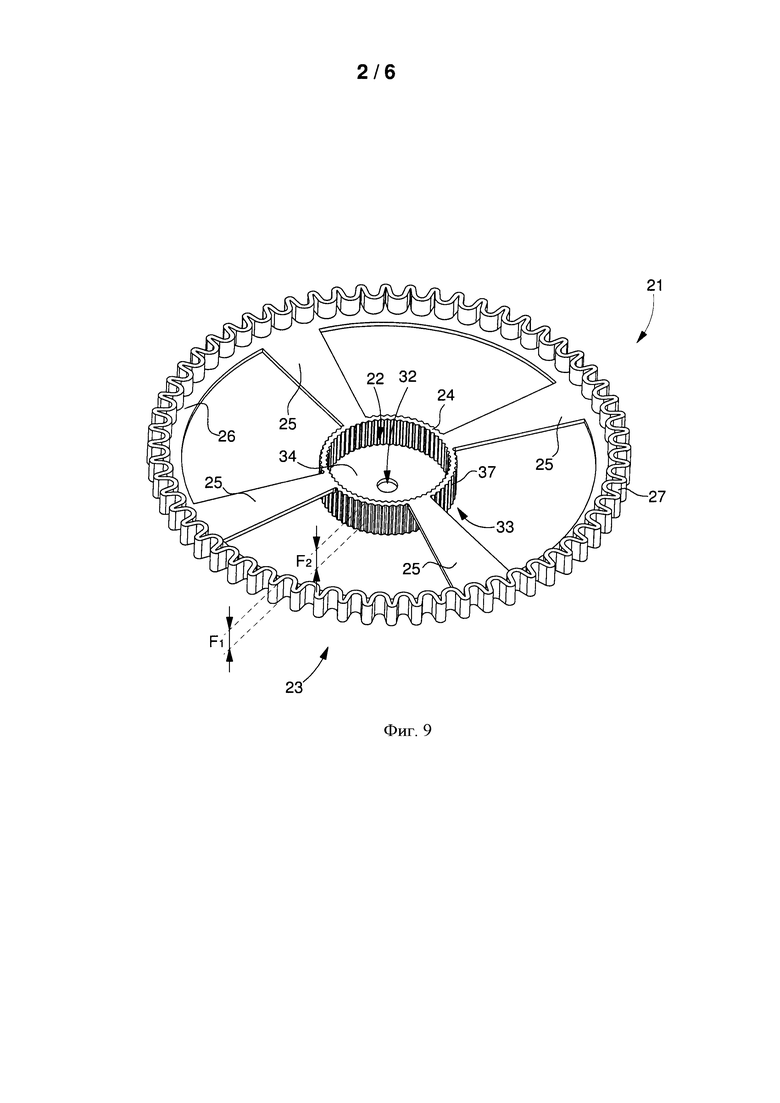
В качестве неограничивающего примера, в котором используется первый альтернативный вариант второго этапа b, можно привести микромеханическую деталь 21, показанную на фиг. 9. Микромеханическая деталь 21 включает в себя первый функциональный уровень F1, образованный посредством первой, по существу, дискообразной пластины 23, центр которой, включает в себя отверстие 22, связанное со вторым функциональным уровнем F2. Кроме того, соосно с отверстием 22 на первом функциональном уровне F1 продолжается втулка 24, соединяющая несколько плеч 25 с ободом 26. Перпендикулярно от периферии обода выступают зубцы 27. Таким образом, на фиг. 9 показано, что толщина пластины 23, т.е. втулки 24, плеч 25, обода 26 и зубцов 27 образована толщиной e1 слоя 15, осаждаемого на этапе b способа.
Кроме того, микромеханическая деталь 21 включает в себя второй функциональный уровень F2, образованный посредством второй, по существу, дискообразной пластины 33, центр которой, включает в себя отверстие 32 для взаимодействия с осью. Кроме того, соосно с отверстием 32 на втором функциональном уровне F2 продолжается втулка 34, от периферии которой перпендикулярно зубцам 37 выступает соединительная втулка 24 первого функционального уровня F1. Таким образом, на фиг. 9 показано, что толщина зубцов 33, т.е. втулки 34, и зубцов 37 образована толщиной e1 слоя 15, осаждаемого на этапе b способа.
Преимущественно, по изобретению материал осаждается выборочно посредством осаждения материала только в том количестве, которое необходимо для нанесения окончательного покрытия, без необходимости выполнения чистовой операции. Это позволяет уменьшить процент брака, который мог бы иметь место в случае выполнения операции удаления материала (повреждение подложки 1, заусенцы на слоях 15, 17 и т.д.). Кроме, того, уменьшаются производственные расходы за счет уменьшения продолжительности осаждения на этапе b, использования меньшего количества материала 15, 17 и отсутствия механической доводочной операции на контактных поверхностях.
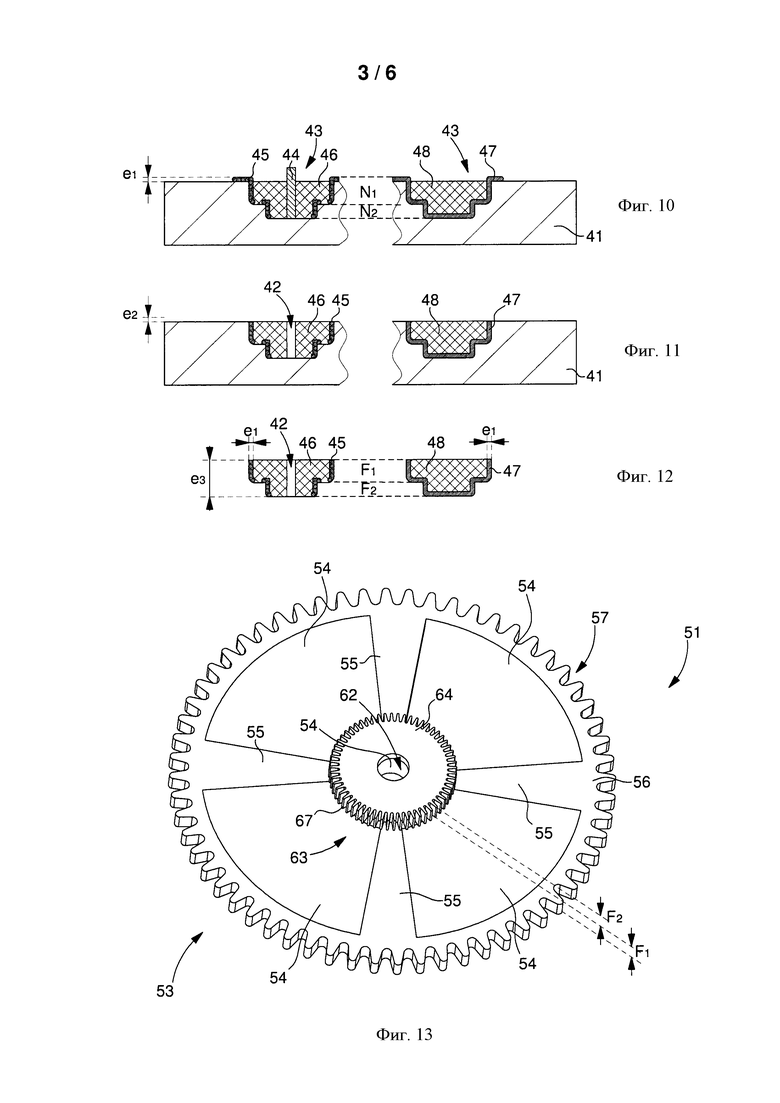
На фиг. 10-12 показан второй вариант выполнения. Этапы а и b по второму варианту выполнения идентичны первому варианту выполнения и предусматривают образование в подложке 41 негативной полости 43, по меньшей мере, на двух уровнях N1, N2, Nx, которая, по меньшей мере, частично покрыта слоем 45, 47 материала на основе аллотропа синтетического углерода, образующего будущую микромеханическую деталь, что обеспечивает использование таких же альтернативных вариантов и таких же преимущества, как в первом варианте выполнения.
Однако, как показано на фиг. 10, этап е выполняется перед этапом с, который состоит в наполнении полости 3, покрытой материалом 45, 47 на основе аллотропа синтетического углерода, вторым материалом, так что после этапа с получают микрометрическую деталь, образованную из материала на основе аллотропа синтетического углерода, который усиливается и/или декорируется вторым материалом 46, 48.
По первому альтернативному варианту, показанному в правой части фиг. 10, второй материал 48 незамедлительно осаждается для полного заполнения оставшейся части полости 3, которая была покрыта слоем 47 на этапе b.
По второму альтернативному варианту, показанному в левой части фиг. 10, для ограничения присутствия на этапе е второго материала 46 выполняются фаза e-1 перед этапом е, предназначенная для образования временного объема, и фаза e+1 после этапа е, предназначенная для удаления временного объема. В примере, показанном на Фиг. 10, предшествующая фаза e-1 позволяет формировать стержень 44 с целью образования во время последующей фазы e+1 отверстия 42, в котором отсутствует второй материал 46, как показано на Фиг. 11. По неограничивающему варианту стержень 44 может быть образован посредством фотолитографии негативной или позитивной фоточувствительной смолы и затем удален посредством растворения или выборочного травления. Как вариант, стержень 44 также может быть образован на этапе а, т.е. стержень 44 может быть образован частью подложки 41.
Предпочтительно, этап е заполнения пустот осуществляется посредством электроосаждения или горячей деформации. Электроосаждение является более простым способом, если подложка выполнена из проводящего материала, такого как сильнолегированный кремний. Второй материал предпочтительно является металлом или металлическим сплавом, который может быть аморфным или неаморфным. Однако существует возможность изменения типа осаждения и/или свойств осаждаемого материала. Аналогично, электроосаждению может способствовать придание материалу 45, 47 на основе аллотропа синтетического углерода электропроводящих свойств, например, посредством осаждения легированного бором алмаза на этапе b для обеспечения электропроводности.
Соответственно, во втором варианте выполнения выполняемый по усмотрению этап d может использоваться не только для ограничения толщины слоя 45, 47 в негативной полости 43, 47 на нескольких уровнях N1, N2, Nx, но также и для осаждения второго материала 46, 48 заподлицо с вышеуказанной ограниченной частью.
Таким образом, после выполняемого усмотрению этапа d и после этапа с, которые схожи с первым вариантом выполнения, показанным на фиг. 12, можно получить микромеханическую деталь с несколькими функциональными уровнями F1, F2, Fx, выполненную из первого материала 45, 47 с возможностью использования таких же вариантов и такими же преимуществами, как и в первом варианте выполнения, при этом первый материал 45, 47 также усиливается и/или декорируется вторым материалом 46, 48.
Согласно другому преимуществу изобретения обеспечивается возможность нанесения покрытия в виде тонких слоев на детали, имеющие несколько функциональных слоев F1, F2, Fx, что было невозможно ранее из-за особых условий, необходимых для осаждения тонкого слоя, например, давления, температуры или используемых компаундов. Неограничивающим образом и преимущественно по изобретению обеспечивается возможность образования главным образом металлической детали с несколькими функциональными слоями F1, F2, Fx из второго материала 46, 48, который покрывается слоем 45, 47 материала на основе аллотропа синтетического углерода, принимая во внимание, что в настоящее время согласно данным, имеющимся у заявителя, существуют проблемы в отношении нанесения алмазного покрытия на металлические детали.
Также понятно, что существует возможность получения микромеханической детали такой же сложной конструкции, как и в первом варианте выполнения. В качестве неограничивающего примера на фиг. 13 показана микромеханическая деталь 51, которая может быть изготовлена по второму варианту выполнения. Микромеханическая деталь 51 включает в себя первый функциональный уровень F1, образованный посредством первой, по существу, дискообразной пластины 53, центр которой, включает в себя отверстие, связанное со вторым функциональным уровнем F2. Кроме того, соосно с отверстием на первом функциональном уровне F1 продолжается втулка, соединяющая несколько плеч 55 с ободом 56. Перпендикулярно от периферии обода выступают зубцы 57. И, наконец, остальная часть первого функционального уровня F1 заполнена вторым материалом 54, за исключением свободного пространства, образованного сквозным отверстием 62.
Кроме того, микромеханическая деталь 51 включает в себя второй функциональный уровень F2, образованный посредством второй, по существу, дискообразной пластины 63, центр которой, включает в себя отверстие 62 для взаимодействия с осью. Кроме того, соосно с отверстием 62 на втором функциональном уровне F2 продолжается втулка 64, от периферии которой перпендикулярно выступают зубцы 67. соединяющие втулку с первым функциональным уровнем F1. И, наконец, остальная часть второго функционального уровня F2 заполнена вторым материалом 54, за исключением свободного пространства, образованного сквозным отверстием 62.
Как вариант, деталь 51 преимущественно могла бы включать в себя усиливающие структуры для участков 55. Эти структуры могли бы, например, усиливать изгиб участков 55. Различные формы структур, такие как радиальные или оребренные структуры, могли бы обеспечивать увеличенную жесткость и могли бы быть образованы с помощью первой маски.
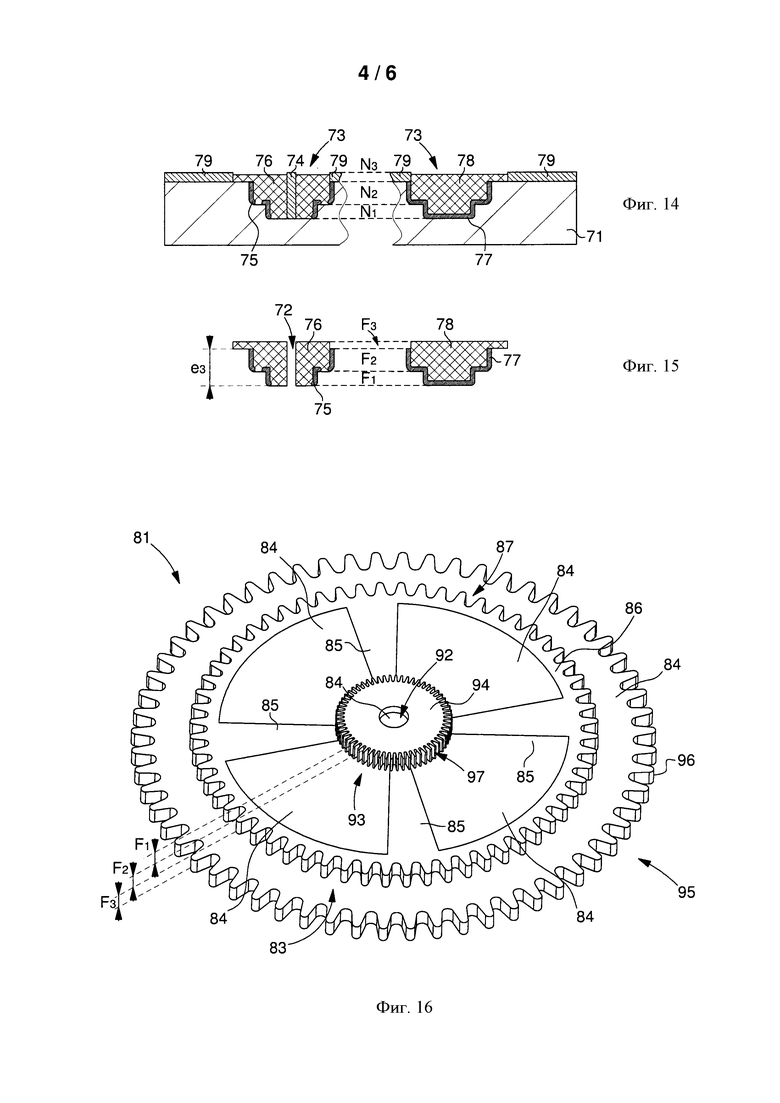
На фиг. 14 и 15 показан третий вариант выполнения, который схож со вторым вариантом выполнения. Что касается первого и второго вариантов выполнения, этапы а-с остаются идентичными. Однако этап е второго варианта выполнения изменен.
Таким образом, в третьем варианте выполнения после этапов a, b и, возможно, этапа d, способ включает в себя предшествующую фазу e-1, схожую с фазой второго варианта выполнения, образования временного объема 79, предназначенного для создания уровня выше уровня N3 исключительно для второго материала 76, 78 и, возможно, стержня 74 для образования отверстия 72, как во втором варианте выполнения.
Как показано на фиг. 14, на этапе е второй материал 76, 78 образован таким образом, что он выступает из вышеуказанной полости и образует дополнительный функциональный слой микрометрической детали. Таким образом, после последующего этапа е+1 схожего с этапом второго варианта выполнения, удаления временного объема 79 и, возможно, стержня 74 и этапа с, схожих с первым и вторым вариантами выполнения, получают, как показано на фиг. 15, микрометрическую деталь, выполненную из первого материала 75, 77, усиленного и/или декорированного вторым материалом 76, 78, что обеспечивает использование таких же вариантов и такие же преимущества, как и первый F1 и второй F2 функциональные уровни второго варианта выполнения, с добавлением третьего уровня F3, образованного исключительно вторым материалом 76, 78, выступающим от толщины е3 для образования дополнительного функционального уровня F3 микромеханической детали.
Также понятно, что существует возможность получения микромеханической детали такой же сложной конструкции, как и в первых двух вариантах выполнения. В качестве неограничивающего примера на фиг. 16 показана микромеханическая деталь 81, которая может быть изготовлена по третьему варианту выполнения. Микромеханическая деталь 81 включает в себя первый функциональный уровень F1, образованный посредством первой, по существу, дискообразной пластины 93, центр которой, включает в себя отверстие 92 для взаимодействия с осью. Кроме того, соосно с отверстием 92 на первом функциональном уровне F1 продолжается втулка 94, от периферии которой перпендикулярно выступают зубцы 97, соединяющиеся со вторым функциональным уровнем F2. И, наконец, остальная часть первого функционального уровня F1 заполнена вторым материалом 84, за исключением свободного пространства, образованного сквозным отверстием 92.
Микромеханическая деталь 81 включает в себя второй функциональный уровень F2, образованный посредством второй, по существу, дискообразной пластины 83, центр которой, включает в себя отверстие, связанное с первым функциональным уровнем F1. Кроме того, соосно с отверстием 92 на втором функциональном уровне F2 продолжается втулка, соединяющая несколько плеч 85 с ободом 86. От периферии обода перпендикулярно выступают зубцы 87. И, наконец, остальная часть второго функционального уровня F2 заполнена вторым материалом 84, за исключением свободного пространства, образованного сквозным отверстием 92.
Преимущественно по третьему варианту выполнения микромеханическая деталь 81 включает в себя третий функциональный уровень F3, образованный, по существу, посредством дискообразной третьей пластины 95, центр которой включает в себя отверстие, связанное со вторым функциональным уровнем F2. Третий функциональный уровень F3 образован исключительно из второго материала 84, за исключением свободного пространства, образованного сквозным отверстием 92, и включает в себя периферийные зубцы 96.
Три варианта выполнения способа на фиг. 1-16 преимущественно значительно уменьшают расходы на материал 15, 17, 45, 47, 75, 77, представляющий собой материал на основе аллотропа синтетического углерода, только посредством осаждения материала в том количестве, которое необходимо для нанесения окончательного покрытия, без необходимости выполнения чистовой операции. Три варианта выполнения на фиг. 1-16 также улучшают шероховатость наружной поверхности микромеханической детали 21, 51, 81 и улучшают ее трибологические свойства. Полученная микромеханическая деталь 21, 51, 81, преимущественно является цельной, т.е. не имеет разрывов материала, полого или заполненного, т.е. образована оболочкой из материала 15, 17, 45, 47, 75, 77 для ограничения количества материала на основе аллотропа синтетического углерода и, возможно, заполнена вторым материалом 46, 48, 54, 76, 78, 84, объем которого образует несколько подробно описанных функциональных уровней F1, F2, F3, Fx, позволяющих обеспечить непосредственное внедрение поворотной оси, образованной вторым материалом.
Однако следует принять во внимание, что три варианта выполнения на фиг. 1-16 могут комбинироваться друг с другом и/или модифицироваться в зависимости от требуемых применений.
В качестве неограничивающего примера на фиг. 19-26 показаны четвертый и пятый варианты выполнения посредством комбинирования и модификации альтернативных вариантов первого варианта выполнения. Следует принять во внимание, что четвертый и пятый варианты выполнения также могут комбинироваться с первыми тремя вариантами выполнения на фиг. 1-16.
В четвертом и пятом вариантах выполнения по изобретению используется модификация второго альтернативного варианта этапа а, показанного анна фиг. 17 и 18. В четвертом и пятом вариантах выполнения подложка, включающая в себя полость, по меньшей мере, на трех N1, N2, Nx, образована из трех пластин. Таким образом, в четвертом варианте выполнения, показанном на фиг. 19-22, используются две пластины, в которых выполняется травление конкретного рисунка, образующего один или несколько соответствующих уровней N1, N2, Nx.
Согласно упомянутому выше варианту одна из пластин также могла бы быть заменена подложкой, выполненной по технологии SOI, так чтобы дно полости было образовано слоем диоксида кремния.
По первому альтернативному варианту этапа а четвертого варианта выполнения, показанного слева на фиг. 19 и 20, две подложки подвергаются травлению с получением требуемого рисунка для соответствующего уровня N1, N2, и третья пластина 206 не подвергается травлению, т.е. не имеет никакого сквозного рисунка. Таким образом, в первом альтернативном варианте этапа а первая фаза а10 предназначена для обработки первой пластины 202, включающей в себя первый рисунок 205, который получают сквозным травлением, вторая фаза a11 предназначена для обработки второй пластины 204, включающей в себя, по меньшей мере, второй рисунок 207, который получают сквозным травлением, и третья фаза a12 предназначена для образования третьей пластины 206 без вытравленного рисунка. В последней фазе а13 этап а по первому альтернативному варианту четвертого варианта выполнения заканчивается соединением пластин 202, 204, 206 с помощью слоев 208, 210, образованных оплавлением, для получения подложки 201, включающей в себя негативную полость 203, по меньшей мере, на трех уровнях N1, N2, образованную с первым рисунком 205 и вторым рисунком 207.
После этапа а первый альтернативный вариант четвертого варианта выполнения продолжается посредством этапа b, на котором негативная полость 203 подложки 201 покрывается слоем 215 материала на основе аллотропа синтетического углерода меньшей толщины e1, чем глубина каждого из вышеуказанных, по меньшей мере, трех уровней N1, N2 вышеуказанной полости 203.
Первый альтернативный вариант четвертого варианта выполнения способа изобретения также может включать в себя необязательный третий этап d или фазы, схожие с фазами b1, b5 и b3, b7 для ограничения слоя 215 внутри полости 203. Аналогично, другой необязательный этап е может быть выполнен перед этапом с, который состоит в заполнении полости 203, покрытой материалом 215 на основе аллотропа синтетического углерода, вторым материалом для получения после этапа с микромеханической детали, выполненной из материала 215 на основе аллотропа синтетического углерода, который усилен и/или декорирован вторым материалом, как в вышеупомянутых втором и третьем вариантах выполнения.
На последнем этапе с первого альтернативного варианта четвертого варианта выполнения способ содержит удаление подложки 201 для освобождения микромеханической детали с несколькими функциональными уровнями F1, F2, по меньшей мере, частично образованными в полости 203, с возможностью использования таких же вариантов и такими же преимуществами, как и в трех первых вариантах выполнения.
В первом альтернативном варианте, показанном слева на фиг. 22, показана микромеханическая деталь, образованная исключительно из слоя 215, геометрия которой, по меньшей мере, частично, сопрягается с полостью 203. Преимущественно, наружная поверхность, т.е. поверхность, которая находилась в непосредственном контакте с подложкой 201, имеет приемлемую шероховатость, сравнимую с шероховатостью подложки 201, и предпочтительно используется в качестве поверхности механического контакта.
В примере, показанном слева на фиг. 22, может быть предусмотрено образование аппликации 221 на часах, т.е. на участке дисплея. Таким образом, получают микромеханическую часть 221, включающую в себя первый функциональный уровень F1, образованный ножками 227, предназначенными для взаимодействия с циферблатом часов, и второй функциональный уровень F2, образованный полой основной частью 223, которая образует видимую часть аппликации 221. Таким образом, на фиг. 22 показано, что толщина основой части 223 и ножек 227 образована толщиной e1 слоя 215, осаждаемого на этапе b способа.
По второму альтернативному варианту этапа а четвертого варианта выполнения, как показано справа на фиг. 19 и 20, две пластины 302, 304 подвергаются травлению определенного рисунка, необходимого для одного или нескольких уровней N1, N2, N3, и третья пластина 306 остается без травления, т.е. не имеет сквозного рисунка. Таким образом, во втором альтернативном варианте этапа а первая фаза a14 предназначена для обработки первой пластины 302, включающей в себя первый рисунок 305, который получают сквозным травлением, вторая фаза a15 предназначена для обработки второй пластины 304, включающей в себя второй рисунок 307, который получают сквозным травлением, и третий рисунок 311 без сквозного травления связан со вторым рисунком 307. Этап а также включает в себя третью фазу a16, состоящую в образовании третьей пластины 306 без вытравленного рисунка. В последней фазе a17 этап а по второму альтернативному варианту четвертого варианта выполнения заканчивается соединением пластин 302, 304, 306 с помощью слоев 308, 310, образованных оплавлением, для получения подложки 301, включающей в себя негативную полость 303, по меньшей мере, на трех уровнях N1, N2, N3, образованную с рисунками 305, 311, 307.
После этапа а второй альтернативный вариант четвертого варианта выполнения продолжается посредством этапа b, на котором негативная полость 303 подложки 301 покрывается слоем 315 материала на основе аллотропа синтетического углерода меньшей толщины e1, чем глубина каждого из вышеуказанных трех уровней N1, N2, N3 вышеуказанной полости 303.
Второй альтернативный вариант четвертого варианта выполнения способа изобретения также может включать в себя необязательный третий этап d или фазы, схожие с фазами b1, b5 и b3, b7 для ограничения слоя 315 внутри полости 303. Аналогично, другой необязательный этап е может быть выполнен перед этапом с, который состоит в заполнении полости 303, покрытой материалом 315 на основе аллотропа синтетического углерода, вторым материалом для получения после этапа с микромеханической детали, выполненной из материала 315 на основе аллотропа синтетического углерода, который усилен и/или декорирован вторым материалом, как в вышеупомянутых втором и третьем вариантах выполнения.
На последнем этапе с четвертого альтернативного варианта четвертого варианта выполнения способ содержит удаление подложки 301 для освобождения микромеханической детали с несколькими функциональными уровнями F1, F2, F3, по меньшей мере, частично образованными в полости 303, с возможностью использования таких же вариантов и такими же преимуществами, как и в трех первых вариантах выполнения.
Во втором альтернативном варианте, показанном справа на фиг. 22, показана микромеханическая деталь, образованная исключительно из слоя 315, геометрия которой, по меньшей мере, частично, сопрягается с полостью 303. Преимущественно, наружная поверхность, т.е. поверхность, которая находилась в непосредственном контакте с подложкой 301, имеет приемлемую шероховатость, сравнимую с шероховатостью подложки 301, и предпочтительно используется в качестве поверхности механического контакта.
В примере, показанном справа на фиг. 22, может быть предусмотрено образование циферблата 321 часов. Таким образом, получают микромеханическую часть 321, включающую в себя первый функциональный уровень F1, образованный ножками 327, предназначенными для взаимодействия с платиной часов. Микромеханическая часть 321 также включает в себя второй функциональный уровень F2, образованный полой основной частью 323, которая в основном образует видимую часть циферблата, и третий функциональный уровень F3, образующий, по меньшей мере, один выступ 325 основной части, способный служить в качестве цельной аппликации 325. Таким образом, на фиг. 22 показано, что толщина основной части 323, выступа 325 и ножек 327 образована толщиной e1 слоя 315, осаждаемого на этапе b способа.
На этапе а пятого варианта выполнения, как показано на фиг. 23 и 24, три пластины 402, 404 и 406 подвергаются травлению определенного рисунка, необходимого для соответствующих уровней N1, N2, N3. Таким образом, на этапе а первая фаза a18 предназначена для обработки первой пластины 402, включающей в себя первый рисунок 405, который получают сквозным травлением, вторая фаза a19 предназначена для обработки второй пластины 404, включающей в себя второй рисунок 407, который получают сквозным травлением, и третья фаза а20 предназначена для обработки третьей пластины 406, включающей в себя вытравленный несквозной рисунок 411, который получают без сквозного травления. В последней фазе а21 этап а пятого варианта выполнения заканчивается соединением пластин 402, 404, 406 с помощью слоев 408, 410, образованных оплавлением, для получения подложки 401, включающей в себя негативную полость 403 на трех уровнях N1, N2, N3, соответственно, образованную с рисунками 405, 407 и 411.
После этапа а пятый вариант выполнения продолжается посредством этапа b, на котором негативная полость 403 подложки 401 покрывается слоем 415 материала на основе аллотропа синтетического углерода меньшей толщины e1, чем глубина каждого из вышеуказанных трех уровней N1, N2, N3 вышеуказанной полости 403.
Пятый вариант выполнения способа изобретения также может включать в себя необязательный третий этап d или фазы, схожие с фазами b1, b5 и b3, b7 для ограничения слоя 415 внутри полости 403. Аналогично, другой необязательный этап е может быть выполнен перед этапом с, который состоит в заполнении полости 403, покрытой материалом 415 на основе аллотропа синтетического углерода, вторым материалом для получения после этапа с микромеханической детали, выполненной из материала 415 на основе аллотропа синтетического углерода, который усилен и/или декорирован вторым материалом, как в вышеупомянутых втором и третьем вариантах выполнения.
На последнем этапе с пятого варианта выполнения способ содержит удаление подложки 401 для освобождения микромеханической детали с несколькими функциональными уровнями F1, F2, F3, по меньшей мере, частично образованными в полости 403, с возможностью использования таких же вариантов и такими же преимуществами, как и в трех первых вариантах выполнения.
В примере на фиг. 26 показана микромеханическая деталь, образованная исключительно из слоя 415, геометрия которой, по меньшей мере, частично, сопрягается с полостью 403. Преимущественно, наружная поверхность, т.е. поверхность, которая находилась в непосредственном контакте с подложкой 401, имеет приемлемую шероховатость, сравнимую с шероховатостью подложки 401, и предпочтительно используется в качестве поверхности механического контакта.
В примере, показанном на фиг. 26, может быть предусмотрено образование колесной системы 421 часов. Таким образом, получают микромеханическую часть 421, включающую в себя первый функциональный уровень F1, образованный осью 427, предназначенной для взаимодействия с первой опорой часов. Микромеханическая часть 421 также включает в себя второй функциональный уровень F2, образованный полой расширенной частью 425, образующей колесо с зубцами, и третий функциональный уровень F3, образованный второй осью 423, предназначенной для взаимодействия со второй опорой часов. Таким образом, на фиг. 26 показано, что толщина осей 423, 427 и колеса 425 образована толщиной e1 слоя 415, осаждаемого на этапе b способа.
Соответственно, следует принять во внимание, что вышеуказанный способ позволяет получать микромеханическую деталь, содержащую несколько функциональных уровней F1, F2, F3, Fx без ограничения по высоте. Таким образом, как показано в качестве неограничивающего примера на Фиг. 27, имеется возможность образования швейцарского анкерного хода 521, выполненного из алмаза. Таким образом, следует отметить, что толщина полой цельной паллеты 523, т.е. палетных камней, оси анкера, рычага паллеты, вилки паллеты и предохранительной оси, может быть образована исключительно толщиной e1 слоя, осаждаемого на этапе b способа.
Разумеется, настоящее изобретение не ограничивается до показанного примера и может предусматривать ряд вариантов и модификаций, которые могут выполнить специалисты в этой области. В частности, несколько микромеханических деталей 21, 51, 81, 221, 321, 421, 523, 525, которые могут иметь идентичную или неидентичную конструкцию, могут одновременно изготавливаться на одной и той же подложке 1, 41, 71, 101, 201, 301, 401 и, возможно, даже на подложке, выполненной по технологии SOI.
Соответственно, несколько идентичных или неидентичных полостей 3, 43, 73, 103, 203, 303, 403 могут быть образованы не только на подложке 1, 41, 71, 101, 201, 301, 401, но они также могут быть образованы на нескольких сторонах подложки 1, 41, 71, 101, 201, 301, 401, т.е. этапы различных вариантов выполнения способа могут выполняться на нескольких сторонах подложки 1, 41, 71, 101, 201, 301, 401.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛОЖНАЯ МИКРОМЕХАНИЧЕСКАЯ ДЕТАЛЬ | 2012 |
|
RU2598395C2 |
| МИКРОМЕХАНИЧЕСКАЯ ДЕТАЛЬ СЛОЖНОЙ ФОРМЫ С ОТВЕРСТИЕМ | 2012 |
|
RU2577312C2 |
| ЦЕЛЬНЫЙ КОМПОЗИТНЫЙ РОЛИКОВЫЙ ЭЛЕМЕНТ ИМПУЛЬСНОГО ПРЕДОХРАНИТЕЛЬНОГО ШТИФТА | 2015 |
|
RU2593140C1 |
| ВНЕШНЯЯ ЧАСТЬ НА ОСНОВЕ ФОТОСТРУКТУРИРУЕМОГО СТЕКЛА | 2015 |
|
RU2619732C2 |
| КОМПОНЕНТ НА КРЕМНИЕВОЙ ОСНОВЕ, ИМЕЮЩИЙ ПО МЕНЬШЕЙ МЕРЕ ОДНУ ФАСКУ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2710522C1 |
| КОМПОНЕНТ ЧАСОВ НА ОСНОВЕ ФОТОСТРУКТУРИРУЕМОГО СТЕКЛА | 2015 |
|
RU2687073C2 |
| ФОРМА ДЛЯ ГАЛЬВАНОПЛАСТИКИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2526108C2 |
| ФОРМА ДЛЯ ГАЛЬВАНОПЛАСТИКИ И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2525004C2 |
| СОСТАВНОЙ МИКРОМЕХАНИЧЕСКИЙ КОМПОНЕНТ ИЗ КРЕМНИЯ С МЕТАЛЛОМ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА | 2008 |
|
RU2474532C2 |
| МИКРОМЕХАНИЧЕСКИЙ ЭЛЕМЕНТ | 2010 |
|
RU2559032C9 |
Изобретение относится к способу изготовления микромеханической детали, изготавливаемой из цельного материала на основе аллотропа синтетического углерода, при этом способ содержит этап образования подложки с негативной полостью для микромеханической детали, подлежащей изготовлению, этап нанесения покрытия на негативную полость подложки в виде слоя материала на основе аллотропа синтетического углерода, толщина которого меньше глубины негативной полости, и этап удаления подложки для освобождения цельной микромеханической детали, образованной в вышеуказанной негативной полости. 3 н. и 16 з.п. ф-лы, 27 ил.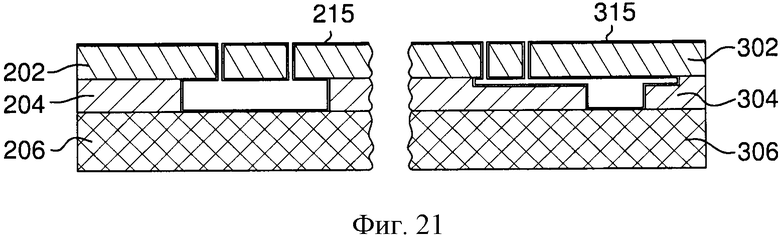
1. Способ изготовления цельной микромеханической детали (221, 321, 421, 523, 525), выполненной из материала (215, 315, 415) на основе аллотропа синтетического углерода; способ содержит следующие этапы:
a) образование подложки (201, 301, 401), содержащей, по меньшей мере, на трех уровнях (N1, N2, N3, Nx,) негативную полость (203, 303, 403) для цельной микромеханической детали, подлежащей изготовлению;
b) нанесение покрытия на вышеуказанную негативную полость (203, 303, 403) подложки в виде слоя материала на основе аллотропа синтетического углерода, толщина (e1) которого меньше глубины каждого из, по меньшей мере, трех уровней (N1, N2, N3, Nx,) негативной полости;
c) удаление подложки (201, 301, 401) для освобождения цельной микромеханической детали (221, 321, 421, 523, 525), образованной в негативной полости;
отличающийся тем, что этап а) содержит следующие фазы:
i) образование первой пластины (202, 302, 402), содержащей, по меньшей мере, первый рисунок (205, 305, 405), вытравленный насквозь;
ii) образование второй пластины (204, 304, 404), содержащей, по меньшей мере, второй рисунок (207, 307, 311, 407), вытравленный насквозь;
iii) образование третьей пластины (206, 306, 406), которая не содержит сквозного рисунка;
iv) соединение вышеуказанных первой, второй и третьей пластин для образования подложки (201, 301, 401), содержащей негативную полость, по меньшей мере, на трех уровнях.
2. Способ по п. 1, отличающийся тем, что в фазе ii) формирование второй пластины (304) осуществляется за счет выполнения в этой пластине второго рисунка (307) посредством сквозного травления и третьего рисунка (311), который не выполняется сквозным травлением и связан со вторым рисунком (307).
3. Способ по п. 1, отличающийся тем, что в фазе iii) формирование третьей пластины (406) осуществляется за счет выполнения в этой пластине рисунка (411), который не выполняется сквозным травлением.
4. Способ по п. 1, отличающийся тем, что этап b) содержит следующие фазы:
b1) образование временного слоя (11) на одном участке подложки;
b2) осаждение частиц (13) на подложке (201, 301, 401), предназначенных для создания точек проращивания;
b3) удаление временного слоя (5, 11) с подложки для выборочного полного освобождения одной из частей подложки (201, 301, 401) от всех частиц (13);
b4) химическое парофазное осаждение слоя (215, 315, 415) материала на основе аллотропа синтетического углерода таким образом, чтобы он осаждался только там, где остались частицы (13).
5. Способ по п. 1, отличающийся тем, что этап b) содержит следующие фазы:
b5) образование временного слоя (11) на одном участке подложки (201, 301, 401);
b6) химическое парофазное осаждение слоя (215, 315, 415) материала на основе аллотропа синтетического углерода на подложке;
b7) удаление временного слоя (11) для полного выборочного освобождения одной из частей подложки (201, 301, 401) от слоя (215, 315, 415).
6. Способ по п. 1, отличающийся тем, что, по меньшей мере, один из, по меньшей мере, трех уровней (N1, N2, N3, Nx) негативной полости (203, 303, 403) включает в себя стенку, образующую зубцы.
7. Способ по п. 1, отличающийся тем, что материал (215, 315, 415) на основе аллотропа синтетического углерода имеет кристаллическую форму.
8. Способ по п. 1, отличающийся тем, что материал (215, 315, 415) на основе аллотропа синтетического углерода имеет аморфную форму.
9. Способ по п. 1, отличающийся тем, что после этапа b) способ содержит следующий этап:
d) удаление с подложки (201, 301, 401) материала толщиной больше толщины слоя, осажденного на этапе b), так чтобы толщина слоя, осажденного на этапе b), оставалась только внутри негативной полости.
10. Способ по п. 1, отличающийся тем, что перед этапом с) способ содержит следующий этап:
e) заполнение негативной полости (203, 303, 403), покрытой материалом (215, 315, 415) на основе аллотропа синтетического углерода, вторым материалом для получения после этапа с) цельной микромеханической детали (221, 321, 421, 523, 525), выполненной из материала (215, 315, 415) на основе аллотропа синтетического углерода, который усилен и/или декорирован вторым материалом.
11. Способ по п. 10, отличающийся тем, что на этапе е) второй материал образован таким образом, что он выступает от негативной полости для образования дополнительного функционального уровня (F1, F2, F3, Fx) цельной микромеханической детали (221, 321, 421, 523, 525).
12. Способ по п. 10 или 11, отличающийся тем, что второй материал содержит металл или металлический сплав.
13. Цельная микромеханическая деталь (221, 321, 421, 523, 525), полученная по способу по п. 1, отличающаяся тем, что микромеханическая деталь (221, 321, 421, 523, 525) является полой и содержит несколько функциональных уровней (F1, F2, F3, Fx), выполненных как одно целое из материала (215, 315, 415) на основе аллотропа синтетического углерода в слое толщиной (e1) 0,2-20 мкм, при этом цельная микромеханическая деталь (221, 321, 421, 523, 525) имеет высоту (е3) больше толщины (e1) слоя материала (215, 315, 415) на основе аллотропа синтетического углерода.
14. Цельная микромеханическая деталь (221, 321, 421, 523, 525) по п. 13, отличающаяся тем, что наружная поверхность цельной микромеханической детали (221, 321, 421, 523, 525) содержит, по меньшей мере, один зубчатый венец.
15. Цельная микромеханическая деталь (221, 321, 421, 523, 525) по п. 13, отличающаяся тем, что полость цельной микромеханической детали 221, 321, 421, 523, 525), по меньшей мере, частично заполнена вторым материалом для получения цельной микромеханической детали (221, 321, 421, 523, 525), образованной из материала (215, 315, 415) на основе аллотропа синтетического углерода, усиленного и/или декорированного вторым материалом.
16. Цельная микромеханическая деталь (221, 321, 421, 523, 525) по п. 15, отличающаяся тем, что второй материал образован таким образом, что он выступает от высоты наружной поверхности для образования дополнительного функционального элемента (F1, F2, F3, Fx) цельной микромеханической детали (221, 321, 421, 523, 525).
17. Цельная микромеханическая деталь (21, 51, 81, 221, 321, 421, 523, 525) по п. 15, отличающаяся тем, что второй материал содержит металл или металлический сплав.
18. Часы, отличающиеся тем, что часы содержат цельную микромеханическую деталь (221, 321, 421, 523, 525) по любому из пп. 13-17.
19. Часы по п. 18, отличающиеся тем, что цельная микромеханическая деталь (221, 321, 421, 523, 525) образует целиком или частично часовое стекло, корпус, нажимную кнопку, головку подзавода, браслет, ремешок, циферблат, элемент дисплея, пружину баланса, балансир, палету, мост, платину, колесную систему или анкерное колесо.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| RU 2012103664 A, 10.08.2013 | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| RU 2010109438 A, 20.09.2011. | |||

