Область техники, к которой относится изобретение
Настоящее изобретение относится к микромеханическим компонентам из кремния с металлом и способу изготовления таких компонентов.
Уровень техники
В трибологии кремний известен своим низким коэффициентом трения. Применение кремния при изготовлении механических часов создает преимущества, в частности, для анкерных систем и более конкретно для шестерен толкателей (трибов) анкерных колес. Однако кремний известен также узкой зоной пластической деформации. Хрупкая природа кремния создает трудности при использовании обычных способов установки деталей на оправках.
Раскрытие изобретения
Целью настоящего изобретения является преодоление всех или части отмеченных выше недостатков путем предложения способа, позволяющего с успехом изготавливать составные микромеханические компоненты, которые могут быть легко приспособлены для большинства приложений в области часового дела.
Таким образом, настоящее изобретение относится к способу изготовления составных микромеханических компонентов из кремния с металлом, включающему следующие этапы:
(a) подготовка подложки, включающей верхний и нижний слои кремния, между которыми проходит промежуточный слой оксида кремния,
(b) избирательное травление по меньшей мере одной полости в верхнем слое для создания рисунка кремниевой части компонента;
(c) продолжение травления этой по меньшей мере одной полости в промежуточном слое;
отличающемуся тем, что он включает далее следующие этапы:
(d) выращивание слоя металла по меньшей мере от одного участка указанной по меньшей мере одной полости с целью создания металлической части в направлении толщины компонента для изоляции кремниевой части рассматриваемого микромеханического компонента от воздействия разрушающих механических напряжений;
(е) отделение составного микромеханического компонента из кремния с металлом от подложки.
Способ предпочтительно позволяет создавать моноблочные компоненты, с успехом сочетающие трибологические свойства кремния с механическими свойствами металла.
Согласно другому предпочтительному признаку настоящего изобретения:
этап d) включает следующие этапы:
- нанесение на верхнюю поверхность подложки слоя фоточувствительной полимерной смолы,
- избирательное выполнение фотолитографии в слое фоточувствительной полимерной смолы с целью создания в этой полимерной смоле фотолитографского рисунка в соответствии с заданной конфигурацией металлической части;
- гальваническое осаждение слоя металла, начиная от электропроводной верхней поверхности нижнего слоя, вертикальной по отношению к указанной по меньшей мере одной полости, и выращивание в этой полости от нижней поверхности этого слоя металла между, соответственно, слоем полимерной смолы с фотолитографским рисунком и промежуточным или верхним слоем для создания металлической части в соответствии с этим рисунком;
и этап е) реализуется путем удаления полимерной смолы с фотолитографским рисунком.
- указанная электропроводная верхняя поверхность нижних слоев, вертикальная по отношению к указанной по меньшей мере одной полости, сделана электропроводной посредством легирования этого нижнего слоя и/или путем осаждения электропроводного слоя;
- в результате фотолитографии слой полимерной смолы с фотолитографским рисунком выступает от верхнего слоя подложки, так что слой металла может продолжать расти посредством гальванического осаждения по меньшей мере между выступающими участками полимерной смолы с фотолитографским рисунком для образования второй металлической части микромеханического компонента поверх кремниевой части;
- рассматриваемый способ включает после этапа d) этап механообработки верхней поверхности подложки, чтобы высота слоя металла сравнялась с верхним краем полимерной смолы с фотолитографским рисунки;
- слой металла включает никель;
- указанный способ включает, перед указанным этапом отделения, этапы механообработки и травления по меньшей мере одной полости в нижнем слое подложки для создания второй кремниевой части микромеханического компонента с заданными толщиной и формой;
- указанный способ включает между этапами механообработки и травления нижнего слоя подложки и этапом отделения этап гальванического выращивания второго слоя металла по меньшей мере в одном участке указанной по меньшей мере одной полости нижнего слоя для создания по меньшей мере одной дополнительной металлической части в толще нижнего слоя;
- этап выращивания слоя включает следующие этапы:
- нанесение слоя фоточувствительной полимерной смолы на нижнюю поверхность подложки;
- избирательное выполнение фотолитографии в слое фоточувствительной полимерной смолы с целью создания в этой полимерной смоле фотолитографского рисунка в соответствии с заданной конфигурацией металлической части;
- гальваническое осаждение слоя металла, начиная от нижней поверхности указанной по меньшей мере одной полости, и выращивание от этой нижней поверхности полости слоя для создания металлической части в соответствии с этим рисунком;
- в результате фотолитографии слой полимерной смолы с фотолитографским рисунком выступает от нижнего слоя подложки, так что слой металла может продолжать расти посредством гальванического осаждения для образования второй дополнительной металлической части микромеханического компонента под второй кремниевой частью;
- перед этапом отделения способ включает этап механообработки нижней поверхности подложки, чтобы сделать рассматриваемую металлическую часть такой же высоты, как нижний край полимерной смолы с фотолитографским рисунком;
- второй гальванически осажденный слой металла включает никель;
- на одной подложке изготавливают несколько микромеханических компонентов.
Настоящее изобретение относится также к составному микромеханическому компоненту, содержащему одну часть, выполненную в слое кремния, и отличающемуся тем, что эта кремниевая часть включает зубцы для образования зубчатого колеса или триба и, по меньшей мере на некоторой доле толщины этой кремниевой части, металлическую часть толщиной более 6 мкм, изолирующую кремниевую часть от разрушающих механических напряжений.
Моноблочный компонент, таким образом, с успехом сочетает трибологические свойства кремния с механическими свойствами металла.
В соответствии с другими предпочтительными признаками настоящего изобретения:
- металлическая часть образует гильзу, покрывающую периферийную стенку кремниевой части;
- металлическая часть образует гильзу в полости кремниевой части для приема вращающейся оправки;
- каждая гильза соединена со стенкой кремниевой части посредством мостиков из материала;
- каждая металлическая часть включает в качестве своего продолжения вторую металлическую часть, выступающую от кремниевой части;
- эта вторая металлическая часть включает зубцы для образования зубчатого колеса или триба;
- каждая металлическая часть включает никель;
- рассматриваемый компонент содержит вторую кремниевую часть, выполненную из второго слоя;
- эта вторая кремниевая часть включает, по меньшей мере на некоторой доле своей толщины, дополнительную металлическую часть для изоляции рассматриваемой второй кремниевой части от разрушающих механических напряжений;
- эта дополнительная металлическая часть образует гильзу в полости второй кремниевой части для приема вращающейся оправки;
- эта гильза соединена со стенкой полости посредством мостиков из материала;
- эта дополнительная металлическая часть включает в качестве своего продолжения вторую дополнительную металлическую часть, выступающую от второй кремниевой части;
- эта вторая дополнительная металлическая часть включает зубцы для образования зубчатого колеса или триба;
- эта вторая кремниевая часть опирается на указанную кремниевую часть через промежуточный слой оксида кремния;
- эта вторая кремниевая часть включает зубцы для образования зубчатого колеса или триба.
Наконец, настоящее изобретение относится к часам, отличающимся тем, что они включают по меньшей мере один составной микромеханический компонент в соответствии с одним из предшествующих вариантов.
Краткое описание чертежей
Другие признаки и преимущества станут очевидными из следующего описания, данного посредством неограничивающих иллюстраций со ссылками на прилагаемые чертежи, на которых:
- фигуры с 1 по 7 представляют составной микромеханический компонент на разных стадиях изготовления способом согласно настоящему изобретению;
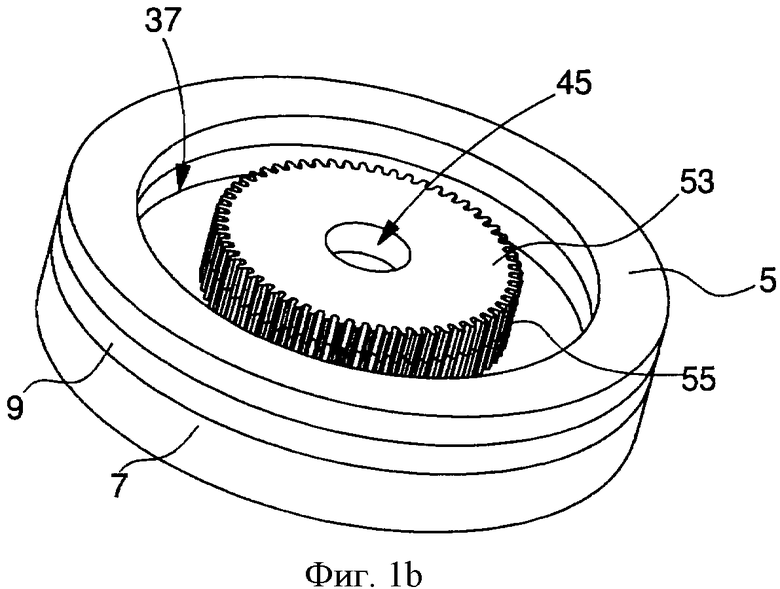
- фигура 1b представляет вид в перспективе компонента, показанного на фиг.1;
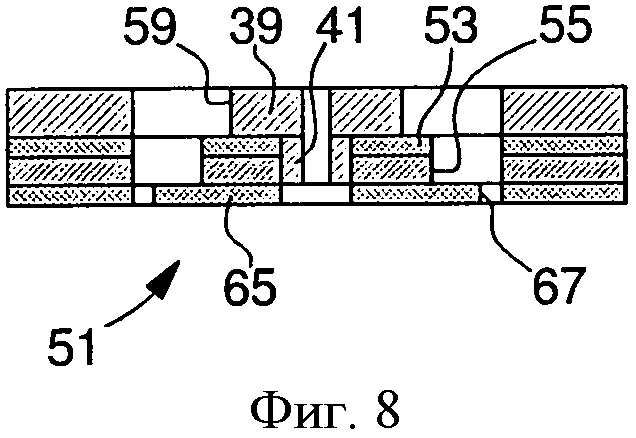
- фигура 8 представляет схему первого примера окончательного этапа способа согласно настоящему изобретению;
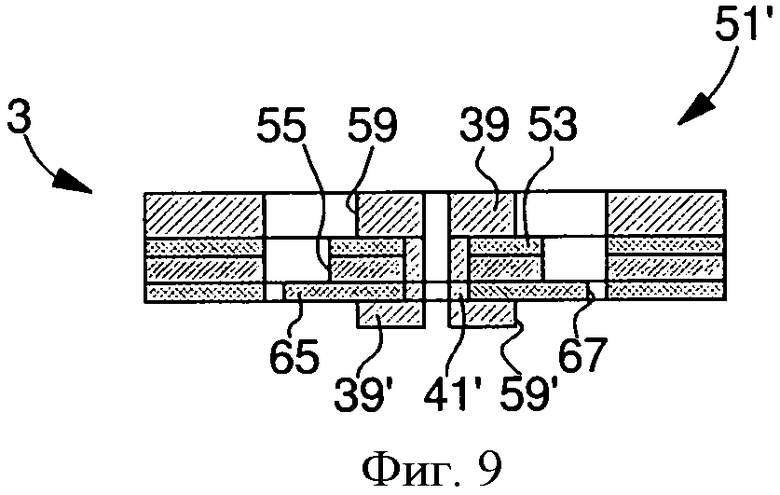
- фигура 9 представляет схему второго примера окончательного этапа способа согласно настоящему изобретению;
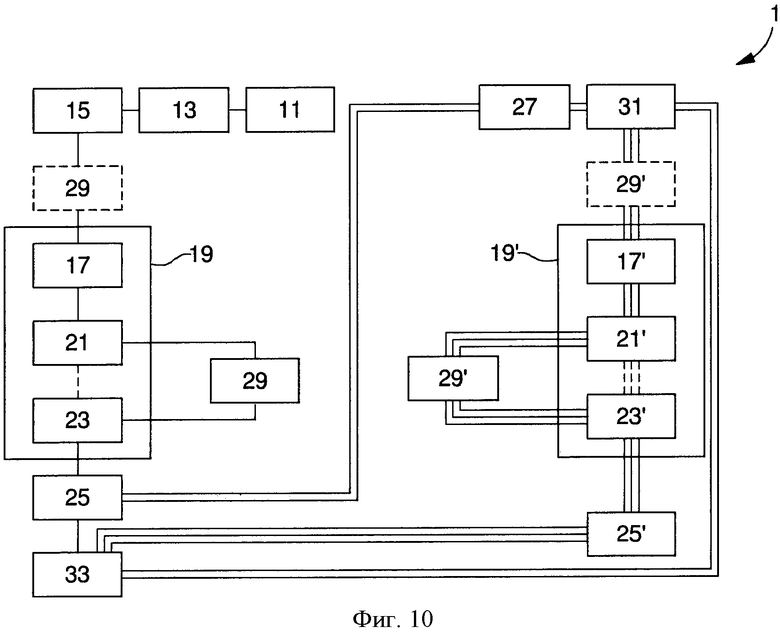
- фигура 10 представляет схему последовательности технологических операций способа согласно настоящему изобретению;
- фигура 11 представляет вид в перспективе зубчатого механизма согласно настоящему изобретению;
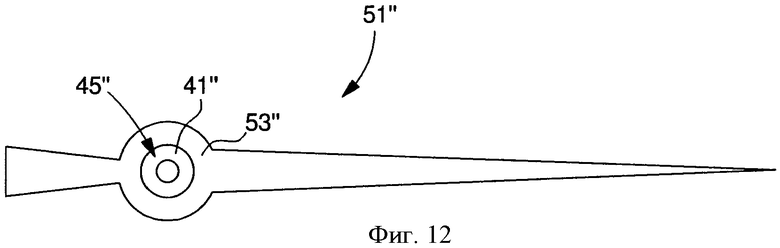
- фигура 12 представляет вид сверху стрелки, изготовленной согласно настоящему изобретению.
Осуществление изобретения
Настоящее изобретение относится к способу изготовления составного микромеханического компонента 51 из кремния с металлом. Согласно фиг.1-7 способ включает ряд этапов для изготовления по меньшей мере одного из компонентов 51, 51', 51'', 51''', которые могут быть едиными и/или изготовлены из нескольких слоев и/или из нескольких материалов. Цель способа 1 состоит в предложении минимум одного компонента, включающего по меньшей мере одну кремниевую часть и по меньшей мере одну металлическую часть.
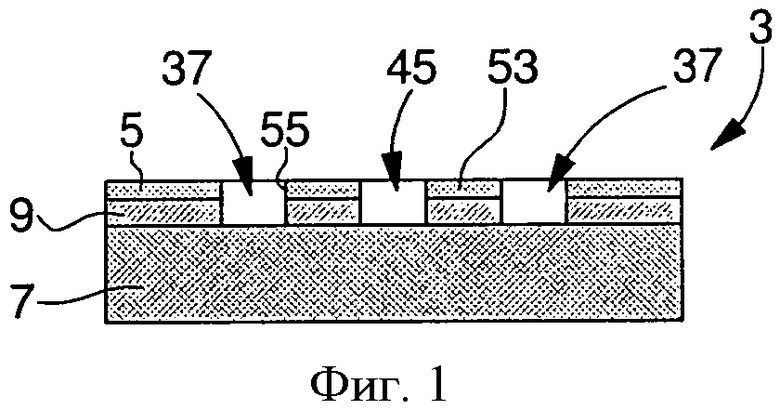
Первый этап 11 состоит в подготовке подложки 3 типа кремний-на-диэлектрике (КНД (SOI)). Подложка 3 содержит верхний слой 5 и нижний слой 7 из поликристаллического кремния. Между этими верхним и нижним слоями 5 и 7 проходит изоляционный слой 9 из аморфного оксида кремния (SiO2).
На этапе 11 подложку 3 предпочтительно выбирают таким образом, что, как показано на фиг.1, высота верхнего и промежуточного слоев 5 и 9 соответствует конечной высоте одной части 53 готового микромеханического компонента 51.
На втором этапе 13, как показано на фиг.1 и 1b, избирательно травят полости 37, 45 посредством, например, глубокого реактивного ионного травления (DRIE) в верхнем слое кремния 5. Эти две полости 37 и 45 образуют рисунок, ограничивающий внутренний и наружный контуры кремниевой части 53 микромеханического компонента 51.
В примере, иллюстрируемом фиг.1, полость 37 присутствует с каждой стороны от полости 45, поскольку, как показано на фиг.1b, эта полость 37 имеет кольцевую конфигурацию и окружает полость 45. Ближнюю стенку полости 37 предпочтительно травят избирательно для формирования зубцов 55 по внешнему краю части 53. Полость 45 является по существу цилиндрической с дискообразным сечением и коаксиальной по отношению к кольцевой полости 37.
На третьем этапе 15 осуществляют влажное или сухое химическое травление, чтобы продолжить полости 37 и 45 в промежуточный слой 9, так что происходит формирование части 53 в промежуточном слое 9 в соответствии с тем же самым рисунком, до тех пор пока не будет частично открыт нижний слой 7.
Способ 1 согласно настоящему изобретению содержит далее выполнение процесса LIGA 19 (литография, гальванопластика, формование), содержащего ряд этапов (17, 21 и 23) для гальванического осаждения металла в конкретной конфигурации на верхнюю поверхность подложки 3 с использованием слоя полимерной смолы с литографским рисунком.
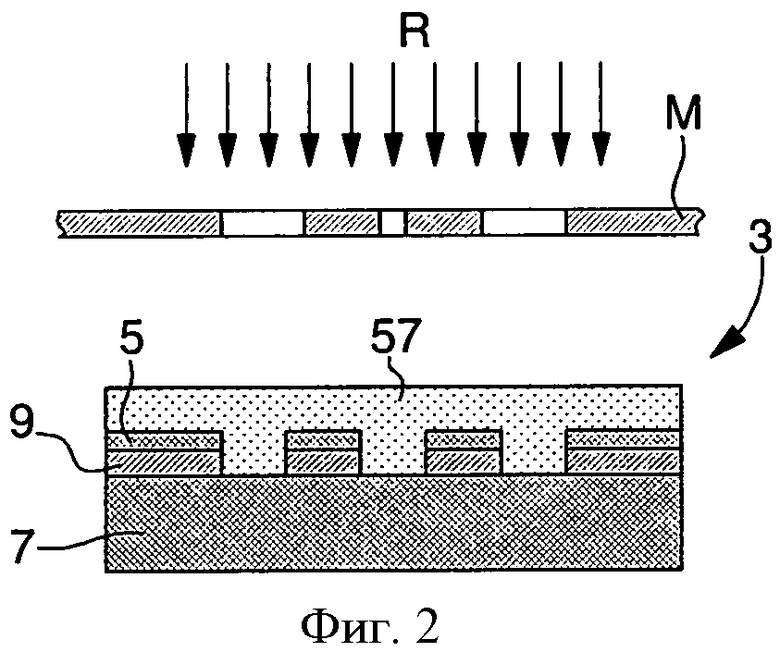
На четвертом этапе 17 на верхнюю поверхность подложки 3 наносят слой фоточувствительной полимерной смолы 57, как показано на фиг.2. Этап 17 может быть реализован с применением литья в форму. В качестве фоточувствительной полимерной смолы 57 предпочтительно применяют смолу типа Su-8, например смолу марки "nano™Su-8", выпускаемую компанией Microchem Corp.
На пятом этапе 21 выполняют фотолитографию, т.е. переносят рисунок в полимерную смолу путем избирательной экспозиции излучением R, с использованием, например, частично пропускающей маски М, как показано на фиг.2. Далее полимерную смолу 57 проявляют, т.е. удаляют все участки полимерной смолы 57, не экспонированные излучением R. Таким образом, в полимерной смоле образуется фотолитографский рисунок 71, 73 и 75 заданной конфигурации для создания слоя металла.
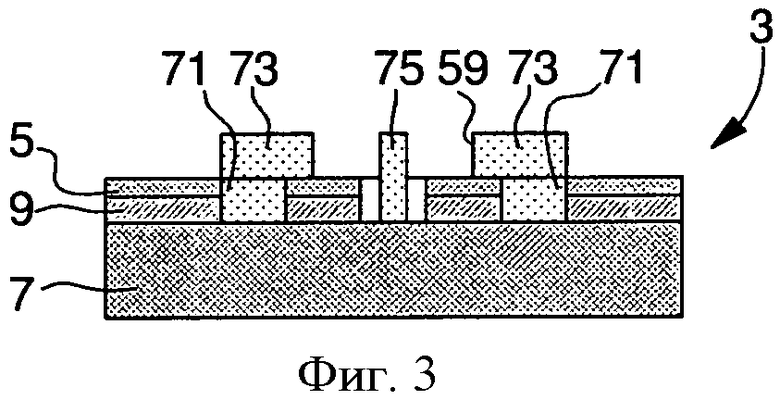
В примере на фиг.3 слой полимерной смолы с литографским рисунком содержит нижнее кольцо 71, верхнее кольцо 73 и цилиндр 75. В примере на фиг.3 форма нижнего кольца 71 соответствует полости 37. Верхнее кольцо 73 покрывает нижнее кольцо 71 и частично закрывает верхний слой 5 подложки 3. Наконец, высота цилиндра 75 по существу эквивалентна толщине пакета из колец 71 и 73, а сам цилиндр расположен в центре полости 45. В примере, показанном на фиг.1-7, внутренний диаметр верхнего кольца 73 включает зубцы 59.
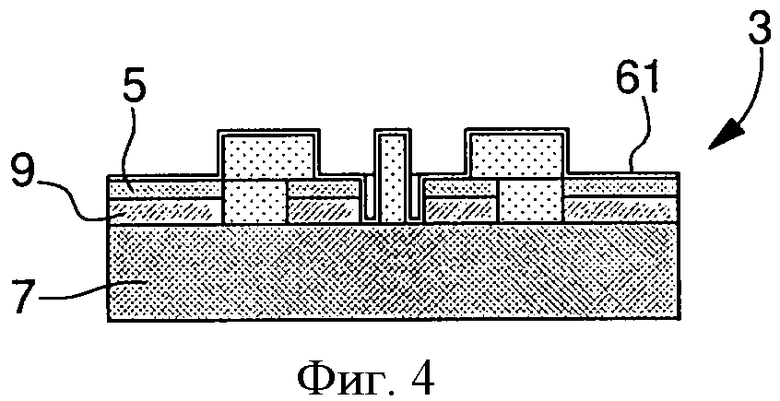
На шестом этапе 29 на верхнюю поверхность подложки 3 предпочтительно осаждают электропроводный анкерный слой 61, как показано на фиг.4. Этот этап может быть реализован, например, посредством обычного способа металлизации с использованием вакуумного катодного напыления. Слой 61 предпочтительно включает золото, т.е. чистое золото или сплав золота. Толщина слоя 61 может составлять от 10 до 100 нм.
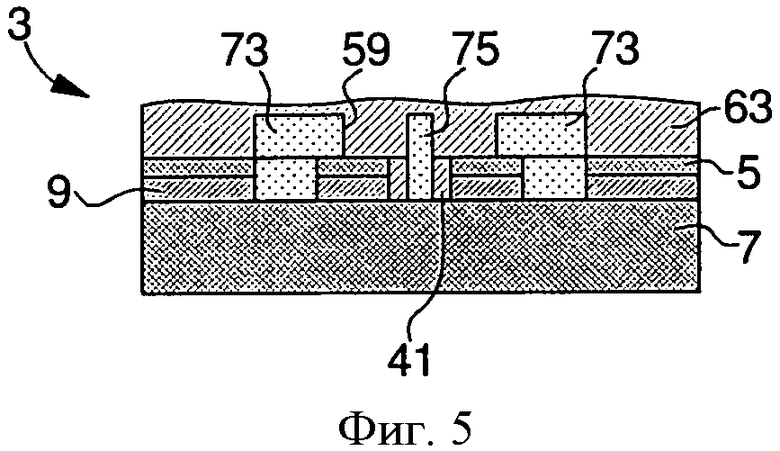
На седьмом этапе начинают создание металлического слоя путем гальванического осаждения на верхнюю поверхность подложки 3, т.е. выращивают слой металла 63 для образования по меньшей мере одной металлической части 41 микромеханического компонента 51. В примере, показанном на фиг.5, слой 63 начинается по существу на верхней поверхности нижнего слоя 7, открытой в полости 45.
Присутствие цилиндра 75 из состава фотолитографского рисунка полимерной смолы заставляет металлический слой 63 расти в виде последовательных колец между цилиндром 75 и промежуточным слоем 9 и затем между цилиндром 75 и верхним слоем 5 подложки 3. На этом первом этапе гальванического осаждения образуется первая металлическая часть 41 по меньшей мере в одном участке полости 45.
Таким образом, из этой первой фазы 23 ясно, что теперь микромеханический компонент 51 формируют на слое, включающем участок 53 кремния и оксида кремния, причем по меньшей мере один участок одной из полостей 45 включает металлическую часть 41.
В примере, показанном на фиг.5, продолжают гальваническое осаждение для создания слоев уже не в полости 45, а поверх нее и также на одной части верхнего слоя 5 подложки 3. Последовательные слои затем выполняют исключительно между верхним кольцом 73 и цилиндром 75 из состава фотолитографского рисунка полимерной смолы. Таким образом, очевидно, что слой 39, созданный на второй фазе, является по существу кольцевым по форме и что наружный диаметр этого слоя включает зубцы, обратные по форме зубцам 59 верхнего кольца 73 из состава фотолитографского рисунка полимерной смолы. В конце этапа 23 может случиться, что металлический слой 63 образуется на всей верхней поверхности подложки 3, как показано на Фиг 5.
Слой 63, т.е. конкретно металлические части 39 и 41, предпочтительно включает никель, т.е. никель или сплав никеля. Разность потенциалов на подложке 3, необходимая для реализации этапа 23 гальванического осаждения, предпочтительно обеспечивается посредством контактов на нижней и/или верхней поверхности подложки.
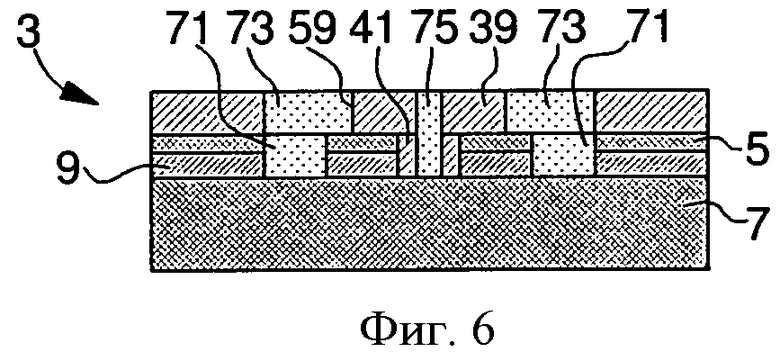
На восьмом этапе 25 верхнюю поверхность подложки 3 механически обрабатывают, например, посредством шлифования, чтобы сделать высоту металлической части 39, полученной в ходе этой второй фазы этапа 23, вровень с толщиной верхнего кольца 73 и цилиндра 75 из состава фотолитографского рисунка полимерной смолы, как показано на фиг.6. Это позволяет правильно ограничить вторую металлическую часть 39, включающую обратные зубцы (далее обозначаемые позицией 59).
Таким образом, ясно, что на этом этапе 25 создан микромеханический компонент 51 в двух слоях. Первый слой содержит часть 53 из кремния и оксида кремния, в которой по меньшей мере один из участков одной из полостей 45 включает металлическую часть 41. Второй слой, выполненный поверх первого слоя, содержит вторую металлическую часть 39.
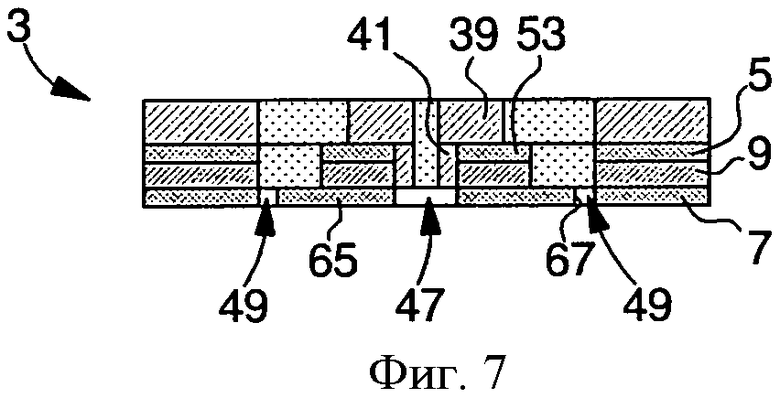
На девятом и десятом этапах 27 и 31, как показано двойными линиями на фиг.10, создают вторую кремниевую часть 65 в нижнем слое 7 подложки 3. На этапе 27 механически обрабатывают нижнюю поверхность подложки 3 для уменьшения толщины ее с целью достижения заданной конечной толщины нижнего слоя 7. На этапе 31 травят полости 47, 49, например, способом глубокого реактивного ионного травления (DRIE) в нижнем слое 7 кремния. Как и на этапах 13 и 15, эти две полости 47 и 49 образуют рисунок, ограничивающий контур второй кремниевой части 65 микромеханического компонента 51.
В примере, показанном фиг.7, полость 49 присутствует по обе стороны полости 47, поскольку эта полость 49 имеет кольцевую форму и окружает полость 47. Ближнюю стенку полости 49 предпочтительно травят избирательно для создания зубцов 67 в наружной стенке второй части 65. Полость 47 является по существу цилиндрической с дискообразным сечением и коаксиальной по отношению к кольцевой полости 49.
Для выполнения этапов с 27 по 31 нет какой-либо предпочтительной последовательности, так что эти этапы можно выполнять в любом порядке. Этап 27 механообработки предпочтительно состоит из химико-механического полирования, например шлифования посредством химического абразивного истирания.
Таким образом, очевидно, что в результате этапов 27 и 31 образован микромеханический компонент 51 в трех слоях. Первый слой включает первую часть 53 из кремния и оксида кремния, в которой по меньшей мере один участок одной из полостей 45 включает металлическую часть 41. Второй слой поверх первого слоя образован второй металлической частью 39. Третий слой под первым слоем образован второй кремниевой частью 65.
Способ 1 согласно настоящему изобретению включает далее, как показано тройными линиями на фиг.10, применение нового процесса LIGA 19', содержащего ряд этапов (17', 21' и 23'), для гальванического осаждения металла на нижнюю поверхность подложки 3 с использованием полимерной смолы с фотолитографским рисунком.
На одиннадцатом этапе 17' на нижнюю поверхность подложки 3 наносят слой фоточувствительной полимерной смолы, например, с использованием литья в форму. На двенадцатом этапе 21' выполняют фотолитографию с целью создания рисунка для будущего гальванического осаждения металла.
На тринадцатом этапе 29' на подложку 3 предпочтительно осаждают анкерный слой. Этот этап можно осуществить посредством, например, вакуумного осаждения, как указано выше, слоя чистого золота или сплава золота.
На четырнадцатом этапе 23' гальванически осаждают слой металла на нижнюю поверхность подложки 3 для создания по меньшей мере одной дополнительной металлической части 41' микромеханического компонента 51 по меньшей мере в одном участке полости 47.
Таким образом, очевидно, что на этой стадии образован микромеханический компонент 51 по-прежнему в трех слоях. Первый слой включает часть 53 из кремния и оксида кремния, в которой по меньшей мере один участок одной из полостей 45 включает металлическую часть 41. Второй слой поверх первого слоя образован второй металлической частью 39. Третий слой под первым слоем образован второй кремниевой частью 65, в которой по меньшей мере один участок одной из полостей 47 включает дополнительную металлическую часть 41'.
Этап 23' гальванического осаждения может быть продолжен для создания слоев, находящихся не в полости 47, а под ней и, возможно, на части нижней поверхности 7 подложки 3. Эти последующие слои могут быть затем выполнены исключительно между участками полимерной смолы с фотолитографским рисунком, созданным на этапе 21', во второй дополнительной металлической части 39'.
Этот гальванически осажденный слой металла, т.е. дополнительные металлические части 39' и 41', предпочтительно включают никель, т.е. чистый никель или сплав никеля.
На пятнадцатом этапе 25' нижнюю поверхность подложки 3 механически обрабатывают посредством, например, шлифования для правильного ограничения второй дополнительной металлической части 39'. Аналогично второй части 39 вторая дополнительная металлическая часть 39' может также включать зубцы 59'.
Таким образом, очевидно, что на этой стадии образован микромеханический компонент 51 в четырех слоях. Первый слой включает часть 53 из кремния и оксида кремния, в которой по меньшей мере один участок одной из полостей 45 включает металлическую часть 41. Второй слой поверх первого слоя образован второй металлической частью 39. Третий слой под первым слоем образован второй кремниевой частью 65, в которой по меньшей мере один участок одной из полостей 47 включает дополнительную металлическую часть 41'. Четвертый слой под третьим слоем образован вторым дополнительным металлическим слоем 39'.
Безусловно, преимущество рассматриваемого способа состоит в том, что он предпочтительно позволяет изготавливать несколько микромеханических компонентов 51 на одной и той же подложке 3. Более того, с помощью приведенного выше объяснения и одиночных, двойных и тройных линий на фиг.10 должно быть понятно, что не обязательно выполнять все этапы способа 1, т.е. в зависимости от сложности микромеханического компонента 51, который нужно изготовить, такой компонент может быть полностью готов после, например, этапов 25, 31 или 25'. Однако для любого варианта конструкции способ 1 включает последний этап 33, заключающийся в отделении микромеханического компонента 51 от подложки 3. В качестве примеров ниже рассмотрены несколько вариантов способа 1 и/или микромеханических компонентов 51.
В первом варианте этап 33 отделения способа 1 выполняется после этапа 25 изготовления металлической части 41 в кремниевой части 53, как представлено одиночными линиями на фиг.10. Этап 33 отделения в этом случае состоит в удалении полимерной смолы с фотолитографским рисунком и нижнего слоя 7 или нижнего 7 и промежуточного 9 слоев. Изготовленный микромеханический компонент 51'' оказывается, таким образом, отделен от остальной подложки 3. Этот компонент включает, как показано на фиг.12, в одном слое часть 53'' из кремния или кремния и оксида кремния в форме тела стрелки, где по меньшей мере в одном участке одной из полостей 45'' имеется металлическая часть 41'', образующая гильзу. Во втором варианте, показанном на фиг.8, очевидно, что, например, этап отделения 33 способа 1 выполняют после этапа 31 создания второй кремниевой части 65, как показано двойными линиями на фиг.10. Этап 33 отделения в этом случае состоит из удаления частей 71, 73 и 75 фотолитографского рисунка полимерной смолы посредством травления и/или отслаивания. Изготовленный таким способом микромеханический компонент 51 оказывается отделен от подложки 3. Компонент, таким образом, включает в трех расположенных один на другом слоях - вторую металлическую часть 39, часть 53 из кремния и оксида кремния, в которой по меньшей мере один участок одной из полостей 45 включает металлическую часть 41, и вторую кремниевую часть 65.
Микромеханический компонент 51, изготовленный в соответствии с вторым вариантом способа 1, рассмотренным выше со ссылками на фиг.1-8 и 10, по существу содержит пакет из трех последовательных частей колеса - соответственно 39, 53 и 65, включающих зубцы 59, 55 и 67. Этот компонент 51 предпочтительно приспособлен для создания анкерного колеса с целью взаимодействия с коаксиальным анкером. Кремниевые зубцы 55 и 67 в этом случае предпочтительно используют в качестве толкающих зубцов для взаимодействия с палетными камнями анкера. Металлические зубцы 59 используются, таким образом, в качестве анкерного триба для регулирования движения часов, в которые входит рассматриваемый микромеханический компонент 51.
В третьем варианте, показанном на фиг.9, можно видеть, что, например, этап 33 отделения способа 1 выполняется после этапа 25' создания второй дополнительной металлической части 39', представленного тройными линиями на фиг.10. Этап 33 отделения состоит в удалении не только участков 71, 73 и 75 фотолитографского рисунка полимерной смолы с верхней части подложки, но также участков полимерной смолы с нижнего слоя подложки. Изготовленный таким способом микромеханический компонент 51' оказывается отделен от остальной части подложки 3.
Микромеханический компонент 51' включает, таким образом, как показано на фиг.11, в четырех расположенных один на другом слоях, вторую металлическую часть 39, часть 53 из кремния и оксида кремния, в которой по меньшей мере один участок одной из полостей 45 включает металлическую часть 41, и вторую кремниевую часть 65, в которой по меньшей мере один участок одной из полостей 47 включает дополнительную металлическую часть 41', и вторую дополнительную металлическую часть 39'.
Микромеханический компонент 51', изготовленный в соответствии с третьим вариантом способа 1, рассмотренным выше со ссылками на фиг.1-7 и 9-11, по существу содержит пакет из четырех последовательных слоев колеса - соответственно 39, 53, 65 и 39', включающих зубцы 59, 55, 67 и 59.
Во всех этих вариантах микромеханических компонентов 51, 51', 51'' приводное усилие воздействует не прямо на кремниевую часть 53 и 65, а на металлические части 39, 39', 41 и 41'. Толщина металлической части больше 6 мкм, чтобы, предпочтительно, эта металлическая часть 41 в достаточной степени изолировала кремниевую часть 53. На деле, при толщине больше этой толщины, а в идеале, начиная от 10 мкм, металл, такой как, например, никель, способен поглощать механические напряжения за счет упругой или пластической деформации, не пропуская эти напряжения к кремнию.
После прочтения приведенного выше описания следует понимать, что микромеханические компоненты 51, 51', 51'', представленные на чертежах, являются просто примерами, демонстрирующими, что способ 1 позволяет изготовить пакет, содержащий до четырех слоев (два содержащих металл, и два, содержащих кремний и металл), без каких-либо чрезмерных сложностей. Конфигурация первого варианта может, таким образом, составлять простейший микромеханический компонент, а третий вариант представляет собой компонент высокой сложности.
В варианте, показанном штриховыми линиями на фиг.10, этап 29, имеющий место между этапами 21 и 23 и представляющий нанесение анкерного слоя 61, может быть перемещен на интервал между этапами 15 и 17, т.е. между травлением промежуточного слоя 9 и нанесением фоточувствительной полимерной смолы 57. В этом первом варианте два слоя кремния 5 и 7 должны быть предпочтительно легированы.
Безусловно, настоящее изобретение не ограничивается приведенными примерами, а может быть предметом разнообразных вариаций и изменений, которые должны быть ясны специалистам в данной области. В частности, слои 63 могут быть выполнены из других металлов, например золота, алюминия, хрома или каких-либо их сплавов. Аналогично, можно рассматривать другие анкерные слои 61, если они являются электропроводными и обладают хорошей адгезией к металлу, выбранному для гальванически выращиваемого слоя 63. Однако следует отметить, что этап 29 осаждения слоя 61 не является существенным для правильного прохождения гальванического выращивания, если оба слоя кремния 5 и 7 легированы.
Аналогично, могут быть вытравлены структуры, отличные от зубцов 55, 59, 59' и 67, например крючки или скобки. Следует также отметить, что слой 63 может быть выполнен в контакте с указанными вытравленными структурами, такими как зубцы 55, 59, 59' и 67, например.
Аналогично, при фотолитографии можно, конечно, формировать негативные или позитивные структуры в зависимости от используемой фоточувствительной полимерной смолы или предполагаемого приложения. Для осаждения полимерной смолы 57 может быть также применен способ напыления.
Наконец, металлический слой 63 может быть с тем же успехом выполнен на участке внутренней стенки полости 45, как и на наружной стенке по меньшей мере одной кремниевой части 53 и 65. Слой 63 может быть также структурирован таким образом, чтобы он был соединен с указанной кремниевой стенкой посредством мостиков из материала.
Изобретение относится к способу изготовления составного микромеханического компонента, сочетающему процессы глубокого реактивного ионного травления и литографии, гальванопластики и формования. Сущность изобретения: способ изготовления составного микромеханического компонента из кремния и металла включает следующие этапы: подготовку подложки, включающей верхний и нижний слои кремния, между которыми проходит промежуточный слой оксида кремния, избирательное травление по меньшей мере одной полости в верхнем слое для ограничения рисунка кремниевой части этого компонента, продолжение травления этой по меньшей мере одной полости в промежуточном слое, при этом в способе дополнительно выращивают металлический слой по меньшей мере от одного участка указанной по меньшей мере одной полости с целью создания металлической части в толще компонента для изоляции кремниевой части микромеханического компонента от разрушающих механических напряжений и отделяют составной микромеханический компонент от подложки. Изобретение обеспечивает получение составных микромеханических компонентов, приспособленных для изготовления часов. 3 н. и 29 з.п. ф-лы, 12 ил.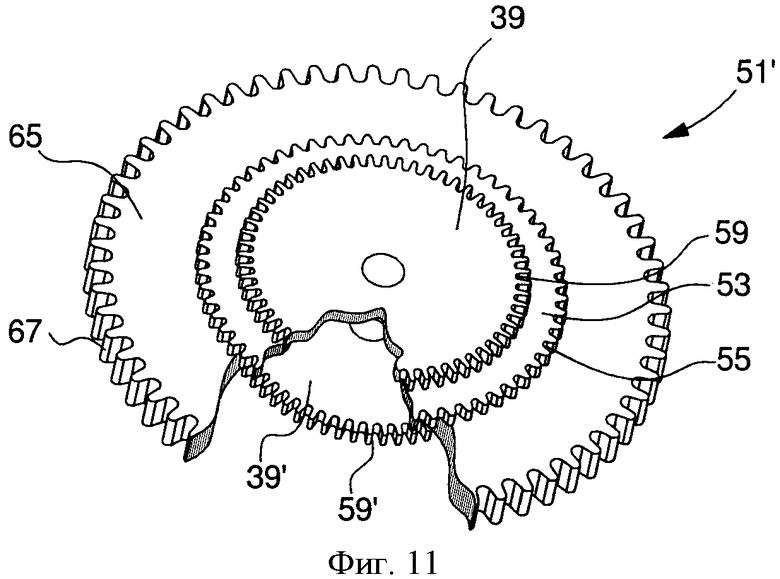
1. Способ (1) изготовления составного микромеханического компонента (51, 51', 51'') из кремния и металла, включающий следующие этапы:
a) подготовку (11) подложки (3), включающей верхний (5) и нижний (7) слои кремния, между которыми проходит промежуточный слой (9) оксида кремния,
b) избирательное травление (13) по меньшей мере одной полости (37, 45, 45'') в верхнем слое (5) для ограничения рисунка кремниевой части (53, 53'') этого компонента;
c) продолжение (15) травления этой по меньшей мере одной полости (37, 45, 45'') в промежуточном слое (9);
отличающийся тем, что этот способ дополнительно включает следующие этапы:
d) выращивание (17, 21, 23) металлического слоя (63) по меньшей мере от одного участка указанной по меньшей мере одной полости (37, 45, 45'') с целью создания металлической части (39, 39', 41, 41', 41'') в толще компонента для изоляции кремниевой части (53, 53'') микромеханического компонента от разрушающих механических напряжений;
e) отделение (33) составного микромеханического компонента (51, 51', 51'') от подложки (3).
2. Способ (1) по п.1, отличающийся тем, что этап d) включает следующие этапы:
- нанесение (17) слоя фоточувствительной полимерной смолы (57) на верхнюю поверхность подложки (3);
- избирательное выполнение (21) фотолитографии в слое фоточувствительной полимерной смолы (57) для создания фотолитографского рисунка (71, 73, 75) в этой полимерной смоле в соответствии с заданной конфигурацией металлической части (39, 41);
- гальваническое осаждение (23) металлического слоя, начиная от верхней электропроводной поверхности нижнего слоя (7), вертикальной по отношению к указанной по меньшей мере к одной полости (37, 45, 45''), путем выращивания, от нижней поверхности полости, слоя (63) между соответственно элементом (75) фотолитографского рисунка полимерной смолы и промежуточным (9) или верхним (5) слоем для создания металлической части (41, 41', 41'') в соответствии с этим рисунком; и в том, что этап е) выполняют путем удаления (33) фотолитографского рисунка (71, 73, 75) полимерной смолы.
3. Способ (1) по п.2, отличающийся тем, что указанную верхнюю электропроводную поверхность нижнего слоя (7), вертикальную по отношению к указанной по меньшей мере к одной полости (37, 45, 45''), делают электропроводной путем легирования нижнего слоя (7) и/или путем осаждения (29) электропроводного слоя (61).
4. Способ (1) по п.2, отличающийся тем, что после этапа (21) фотолитографии фотолитографский рисунок (71, 73, 75) выступает (73, 75) от верхнего слоя (5) подложки (3), так что слой (63) может продолжать расти в результате гальванического осаждения (23) по меньшей мере между выступающими участками (73, 75) фотолитографского рисунка полимерной смолы для создания второй металлической части (39) микромеханического компонента (51, 51') над кремниевой частью (53).
5. Способ (1) по п.1, отличающийся тем, что после этапа d) он включает этап (25) механообработки верхней поверхности подложки (3), чтобы уровень металлического слоя (63) оказался на одной высоте с верхним краем полимерной смолы с фотолитографским рисунком (73,75).
6. Способ (1) по п.1, отличающийся тем, что металлический слой (63) включает никель.
7. Способ (1) по п.1, отличающийся тем, что перед этапом отделения (33) он включает этапы механообработки (27) и травления (31) по меньшей мере одной полости (47, 49) в нижнем слое (7) на подложке (3) для создания второй кремниевой части (65) в микромеханическом компоненте (51, 51') в соответствии с заданными формой и толщиной.
8. Способ (1) по п.7, отличающийся тем, что между этапами (27, 31) механообработки и травления нижнего слоя (7) подложки (3) и этапом (33) отделения он также включает этап (17', 21', 23') выращивания второго слоя металла путем гальванического осаждения по меньшей мере в одном участке указанной по меньшей мере одной полости (47) в нижнем слое (7) для создания по меньшей мере одной дополнительной металлической части (39', 41') в толще нижнего слоя (7).
9. Способ (1) по п.8, отличающийся тем, что этап выращивания включает следующие этапы:
- нанесение (17') фоточувствительной полимерной смолы на нижнюю поверхность подложки (3);
- избирательное выполнение (21') фотолитографии в слое фоточувствительной полимерной смолы для создания фотолитографского рисунка в этой полимерной смоле в соответствии с заданной конфигурацией металлической части (39', 41');
- гальваническое осаждение (23') металлического слоя, начиная от нижней поверхности по меньшей мере одной полости (47), путем выращивания, от нижней поверхности полости, слоя для создания металлической части (39', 41') в соответствии с этим рисунком.
10. Способ (1) по п.9, отличающийся тем, что после этапа (21') фотолитографии полимерная смола с фотолитографским рисунком выступает от нижнего слоя (7) подложки (3), так что слой может продолжать расти в результате гальванического осаждения (23') для создания второй дополнительной металлической части (39') микромеханического компонента (51') под второй кремниевой частью (65).
11. Способ (1) по п.1, отличающийся тем, что перед этапом отделения (33) он включает этап (25') механообработки нижней поверхности подложки (3), чтобы уровень металлической части (39') оказался на одной высоте с нижним краем полимерной смолы с фотолитографским рисунком.
12. Способ (1) по п.8, отличающийся тем, что по меньшей мере одна дополнительнительная металлическая часть (39', 41') включает никель.
13. Способ (1) по п.1, отличающийся тем, что на одной подложке (3) выполняют несколько микромеханических компонентов (51, 51', 51'').
14. Составной микромеханический компонент (51, 51', 51'') из кремния и металла, включающий часть (53, 53''), выполненную в слое кремния (5), и отличающийся тем, что эта кремниевая часть содержит зубцы (55) для создания зубчатого колеса или триба, и тем, что на поверхности по меньшей мере доли толщины кремниевой части выполнена металлическая часть (39, 41, 41'') толщиной более 6 мкм для изоляции кремниевой части (53, 53'') от разрушающих механических напряжений.
15. Микромеханический компонент по п.14, отличающийся тем, что металлическая часть образует гильзу, покрывающую периферийную стенку кремниевой части.
16. Микромеханический компонент по п.15, отличающийся тем, что эта гильза соединена с периферийной стенкой посредством мостиков из материала.
17. Микромеханический компонент по п.15, отличающийся тем, что указанная металлическая часть включает в качестве продолжения ее вторую металлическую часть, выступающую от кремниевой части.
18. Микромеханический компонент по п.14, отличающийся тем, что указанная металлическая часть (41, 41'') образует гильзу в полости (45, 45''), выполненной в кремниевой части (53, 53''), для приема вращающейся оправки.
19. Микромеханический компонент по п.18, отличающийся тем, что эта гильза соединена со стенкой полости мостиками из материала.
20. Микромеханический компонент по п.18, отличающийся тем, что металлическая часть (41) включает в качестве продолжения ее вторую металлическую часть (39), выступающую от кремниевой части (53).
21. Микромеханический компонент по п.20, отличающийся тем, что вторая металлическая часть (39) включает зубцы (59) для создания зубчатого колеса или триба.
22. Микромеханический компонент по п.14, отличающийся тем, что каждая металлическая часть (39, 39', 41, 41', 41'') включает никель.
23. Микромеханический компонент по п.14, отличающийся тем, что он включает вторую кремниевую часть (65), выполненную из второго слоя (7).
24. Микромеханический компонент по п.23, отличающийся тем, что вторая металлическая часть (65) включает по меньшей мере на одном участке толщины ее дополнительную металлическую часть (41') для изоляции второй кремниевой части (65) от разрушающих механических напряжений.
25. Микромеханический компонент по п.24, отличающийся тем, что дополнительная металлическая часть (41') образует гильзу в полости (47), выполненной во второй кремниевой части (65), для приема вращающейся оправки.
26. Микромеханический компонент по п.25, отличающийся тем, что эта гильза соединена со стенками полости посредством мостиков из материала.
27. Микромеханический компонент по п.24, отличающийся тем, что дополнительная металлическая часть (41') включает в качестве продолжения ее вторую дополнительную металлическую часть (39'), выступающую от второй кремниевой части (65).
28. Микромеханический компонент по п.27, отличающийся тем, что вторая дополнительная металлическая часть (39') включает зубцы (59') для создания зубчатого колеса или триба.
29. Микромеханический компонент по п.27, отличающийся тем, что каждая металлическая часть (39', 41') включает никель.
30. Микромеханический компонент по п.24, отличающийся тем, что вторая кремниевая часть (65) опирается на кремниевую часть (53) через промежуточный слой (9) оксида кремния.
31. Микромеханический компонент по п.24, отличающийся тем, что вторая кремниевая часть (65) включает зубцы (67) для создания зубчатого колеса или триба.
32. Часы, отличающиеся тем, что они включают по меньшей мере один микромеханический компонент (51, 51', 51'') в соответствии с одним из пп.14-31.
| PERRET A | |||
| et al | |||
| Silicon as material for mechanical wristwatches | |||
| Proceedings of the SPIE | |||
| The International Society for Optical Engineering SPIE-INT | |||
| SOC | |||
| OPT | |||
| ENG USA, vol | |||
| НОЖНИЦЫ ДЛЯ ПЕРЕРЕЗАНИЯ УПАКОВОЧНОГО ЖЕЛЕЗА | 1926 |
|
SU4755A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| US 6506620 B1, 14.01.2003 | |||
| US 6187607 B1, 13.02.2001 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Буровая коронка | 1987 |
|
SU1640333A1 |
| Ложечка посадочного аппарата | 1990 |
|
SU1722281A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОМЕХАНИЧЕСКИХ ПРИБОРОВ | 1998 |
|
RU2137249C1 |

