Область техники, к которой относится изобретение
Изобретение относится к форме для изготовления микромеханических деталей с помощью гальванопластики, а также к способу изготовления указанной формы.
Уровень техники
Гальванопластика известна и используется уже в течение долгого времени. Более современными являются способы типа LIGA (широко распространенная аббревиатура для немецкого термина "röntgenLlthographie, Galvanoformung и Abformung"). Они состоят в получении форм с помощью фотолитографии при использовании светочувствительной смолы, а затем посредством гальванопластики, выращивая на них слои металла, например никеля. Точность технологий LIGA намного выше, чем точность, обеспечиваемая при получении обычной формы с помощью, например, машинной обработки. Такая точность тем самым делает возможным изготовление таких микромеханических частей, предназначаемых, в частности, для движущихся деталей часов, которые прежде нельзя было представить.
Однако эти способы не подходят для микромеханических частей с высоким коэффициентом гибкости, таких как коаксиальные спусковые колеса, изготавливаемые из никель-фосфорного сплава, содержащего, например, 12% фосфора. Электролитически осажденные детали такого типа расслаиваются в процессе металлизации из-за внутренних напряжений в покрытом металлом никель-фосфорного сплаве, которые вызывает его отщепление от поверхности контакта с подложкой.
Раскрытие изобретения
Цель настоящего изобретения состоит в том, чтобы преодолеть все или часть из вышеупомянутых недостатков посредством предложения такого варианта формы, который обеспечивает по меньшей мере аналогичную точность производства и делает возможным изготовление деталей, имеющих несколько уровней и/или обладающих высоким коэффициентом гибкости.
В этой связи изобретение касается способа изготовления формы, который включает следующие этапы:
a) обеспечение подложки, которая имеет верхний слой и нижний слой, которые изготавливаются из токопроводящего, поддающегося микрообработке материала и скрепляются друг с другом через электроизолирующий промежуточный слой;
b) травление в верхнем слое до промежуточного слоя по меньшей мере одного шаблона с тем, чтобы образовать в указанной форме по меньшей мере одну полость;
c) нанесение на верхнюю часть указанной подложки электроизолирующего покрытия;
d) направленное травление указанного покрытия и указанного промежуточного слоя с тем, чтобы ограничить их наличие исключительно на вертикальных стенках, образующихся в указанном верхнем слое. Согласно другим предпочтительным отличительным признакам изобретения:
- травление второго шаблона на этапе b) для получения по меньшей мере одной выемки, которая соединяется с указанной по меньшей мере одной полостью, обеспечивая образование на указанном верхнем слое второго уровня;
- установка после этапа d) некоторой части для получения по меньшей мере одной выемки, которая соединяется с указанной по меньшей мере одной полостью, обеспечивая наличие на указанной форме второго уровня;
- способ включает завершающий этап e): установка в указанной по меньшей мере одной полости стержня для получения отверстия в будущей, изготавливаемой в указанной форме детали;
- этап b) включает стадию f): структурирование по меньшей мере одной защитной маски на проводящем верхнем слое, фазу g): выполнение анизотропного травления указанного верхнего слоя на частях, которые не покрыты указанной по меньшей мере одной защитной маской, и фазу h): удаление защитной маски;
- после завершения предыдущих этапов способ включает этап a'): осаждения токопроводящего материала на донной части указанной по меньшей мере одной полости, b'): травления в нижнем слое шаблона до осажденного указанного проводящего материала с тем, чтобы образовать в указанной форме по меньшей мере одну полость и c'): нанесения на весь пакет второго электроизолирующего покрытия;
- после этапа c') способ включает этап d'): направленного травления указанного второго покрытия для ограничения его наличия исключительно на вертикальных стенках, образующихся в указанном нижнем слое.
- травление второго шаблона в ходе этапа b') для получения по меньшей мере одной выемки, которая соединяется с указанной по меньшей мере одной полостью, обеспечивая второй уровень на указанной нижнем слое;
- установка после этапа d') некоторой части для получения по меньшей мере одной выемки, которая соединяется с указанной по меньшей мере одной полостью, обеспечивая наличие на указанной форме второго уровня;
- способ включает завершающий этап e'): установка в указанной по меньшей мере одной полости на ее нижнем слое стержня для получения отверстия в будущей, изготавливаемой в указанной форме детали;
- этап b') включает стадию f): структурирование по меньшей мере одной защитной маски на проводящем верхнем слое, g'): выполнение анизотропного травления указанного верхнего слоя на частях, которые не покрыты указанной по меньшей мере одной защитной маской, и h'): удаление защитной маски;
- на одной и той же подложке изготавливается несколько масок;
- проводящие слой включают легированный материал на основе кремния.
Изобретение также относится к способу изготовления микромеханической детали с помощью гальванопластики, отличающемуся тем, что он включает следующие этапы:
i) изготовление формы в соответствии со способом одного из предыдущих вариантов;
j) выполнение электролитического осаждения присоединением электрода к проводящему слою на нижней поверхности подложки для получения указанной детали в указанной форме;
k) извлечение детали из указанной формы.
Наконец, изобретение относится к форме для изготовления микромеханической детали с помощью гальванопластики, отличающейся тем, что она включает подложку, которая имеет верхний слой и нижний слой, которые являются токопроводящими и скрепленными друг с другом через электроизолирующий промежуточный слой, при этом верхний слой имеет по меньшей мере одну полость, которая раскрывает часть нижнего слоя указанной подложки и имеет электроизолирующие стенки, делая возможным прохождение электролитического осаждения в указанной по меньшей мере одной полости.
Согласно другим предпочтительным отличительным признакам изобретения:
- верхний слой также имеет по меньшей мере одну выемку, которая соединяется с указанной по меньшей мере одной полостью и имеет электроизолирующие стенки для продолжения электролитического осаждения в указанной по меньшей мере одной выемке после завершения заполнения указанной по меньшей мере одной полости;
- нижний слой включает по меньшей мере одну полость, которая раскрывает часть электропроводящего слоя указанной подложки и имеет электроизолирующие стенки, делая возможным прохождение электролитического осаждения в нижнем слое указанной по меньшей мере одной полости;
- нижний слой также имеет по меньшей мере одну выемку, которая соединяется с указанной по меньшей мере одной полостью в нижнем слое и имеет электроизолирующие стенки для продолжения электролитического осаждения в указанной по меньшей мере одной выемке после завершения заполнения указанной по меньшей мере одной полости;
Краткое описание чертежей
Другие признаки и преимущества будут видны более явно из следующего описания, представленного в качестве неограничивающего пояснения со ссылками на прилагаемые чертежи, среди которых:
- Фигуры 1-7 являются диаграммами последовательных этапов способа изготовления микромеханической детали в соответствии с первым воплощением данного изобретения.
- Фигуры 8-12 являются диаграммами последовательных этапов способа изготовления микромеханической детали в соответствии со вторым воплощением данного изобретения.
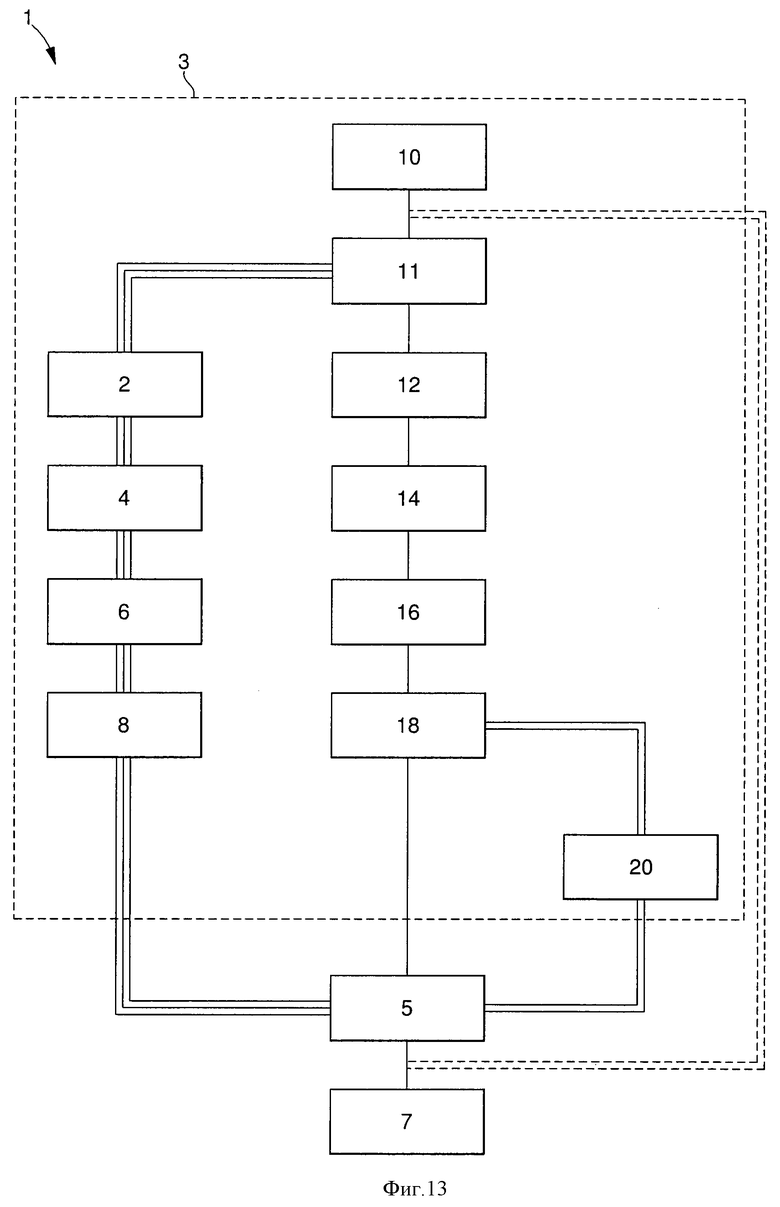
- Фигура 13 является блок-схемой последовательности операций при способе изготовления микромеханической детали в соответствии с данным изобретением.
- Фигуры 14-19 являются диаграммами последовательных этапов способа изготовления микромеханической детали в соответствии с одним вариантом воплощения данного изобретения.
Осуществление изобретения
Как показано на Фигуре 13, изобретение относится к способу 1 изготовления с помощью гальванопластики микромеханической детали 41, 41', 41''. Способ 1 предпочтительно включает способ 3 изготовления формы 39, 39', 39'', сопровождаемый этапом 5 выполнения гальванопластики и этапом 7 извлечения детали 41, 41', 41'' из указанной формы.
Способ 3 производства формы включает ряд этапов изготовления формы 39, 39', 39'', которая предпочтительно включает материал на основе кремния.
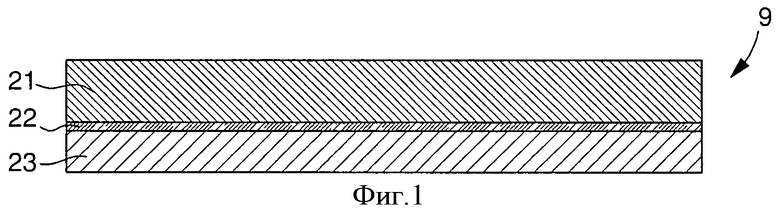
Первый этап 10 способа 3 состоит в получении подложки 9, 9', которая включает верхний слой 21, 21' и нижний слой 23, 23', которые изготавливаются из электропроводящего, поддающегося микрообработке материала и скрепляются друг с другом через электроизолирующий промежуточный слой 22, 22', как показано на Фигурах 1-8.
Предпочтительно подложка 9, 9' является материалом S.O.I, («кремний на изоляторе»). Помимо этого, верхний и нижний слои 21, 21' и 23, 23' изготавливаются из кристаллического кремния, легированного в достаточной для придания электропроводящих свойств степени, а промежуточный слой изготавливается из диоксида кремния.
Согласно изобретению, способ 3 после этапа 11 включает два различных воплощения, представленных на Фигуре 13 соответственно тройной линией и одинарной линией.
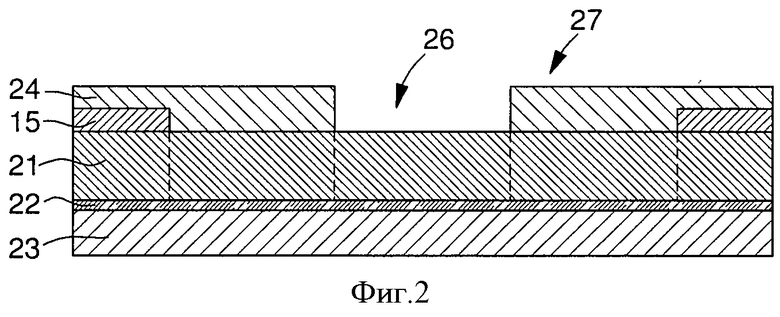
Согласно первому воплощению, на этапе 11 на проводящем верхнем слое 21 структурируются защитные маски 15, а затем 24, как показано на Фигуре 2. Как также демонстрируется на Фигуре 2, маска 15 имеет по меньшей мере один шаблон 27, который не закрывает верхний слой 21. Кроме того, маска 24, которая предпочтительно полностью покрывает маску 15, имеет по меньшей мере один шаблон 26, который не закрывает верхний слой 21,
В качестве примера, маска 15 может быть изготовлена осаждением на заданной глубине слоя диоксида кремния для образования указанной маски. Далее с помощью, например, фотолитографии может быть получена маска 24 посредством нанесения светочувствительной смолы на маску 15.
Согласно первому воплощению, показанному на Фигуре 13 тройной линией, на третьем этапе 2 верхний слой 21 подвергается травлению для раскрытия промежуточного слоя 22. Согласно изобретению, этап 2 травления предпочтительно включает «сухое» анизотропное воздействие типа глубокого реактивного ионного травления (DRIE).
Прежде всего на этапе 2 выполняется анизотропное травление верхнего слоя 21 по шаблону 26 маски 24. Это травление является началом вытравливания по меньшей мере одной полости 25 в верхнем слое 21 по одной части его толщины. Во-вторых, удаляется маска 24, после чего выполняется второе анизотропное травление по шаблону 27 маски 15, которая в это время еще присутствует на верхнем слое 21. Второе травление продолжает травление указанной по меньшей мере одной полости 25, но помимо этого начинает травление по меньшей мере одной выемки 28, которая соединяется с указанной по меньшей мере одной полостью 25, но имеет большее сечение.
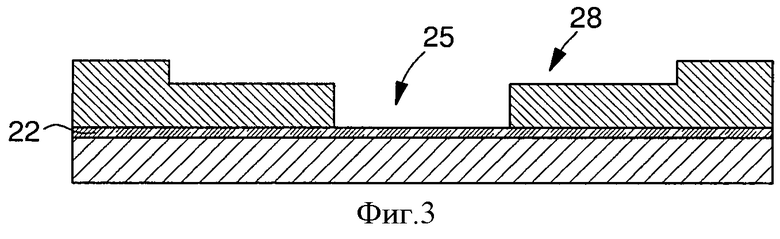
На четвертом этапе 4 удаляется маска 15. Таким образом, как показано на Фигуре 3, в конце четвертого этапа 4 верхний слой 21 оказывается протравленным на всю его толщину указанной по меньшей мере одной полостью 25, а часть его толщины протравливается указанной по меньшей мере одной выемкой 28.
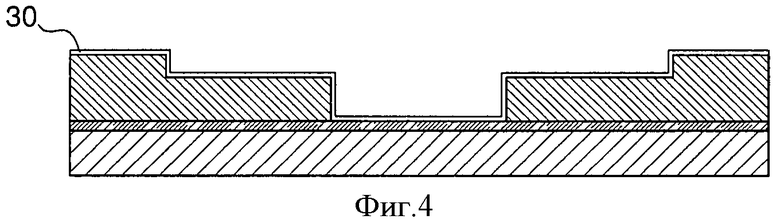
На пятом этапе 6 осаждается электроизолирующее покрытие 30, которое, как показано на Фигуре 4, наносится на всю верхнюю сторону подложки 9. Покрытие 30 предпочтительно получается окислением верхней части подвергнутого травлению верхнего слоя 21 и промежуточного слоя 22.
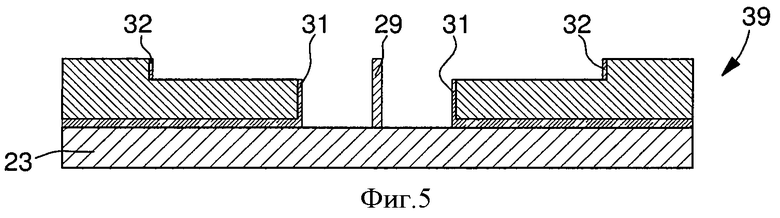
На шестом этапе 8 выполняется направленное травление покрытия 30 и промежуточного слоя 22. Этап 8 предназначен для ограничения наличия изолирующих слоев исключительно на вертикальных стенках, которые образуются в верхнем слое 21, то есть, соответственно, стенках 31 и 32 указанной по меньшей мере одной полости 25 и указанной по меньшей мере одной выемки 28. Согласно изобретению, в ходе направленного или анизотропного травления вертикальная составляющая процесса травления преобладает над горизонтальной составляющей благодаря, например, регулировке величины давления (очень низкое рабочее давление) в камере реактора реактивного ионного травления (RIE). Это травление может являться, в качестве примера, ионным травлением или травлением распылением.
Понятно, что при выполнении этапа 8 так, как показано на Фигуре 5, донная часть полости 25 раскрывает электропроводящий нижний слой 23; а донная часть выемки 28 раскрывает верхний слой 21, который также является проводящим.
Для улучшения адгезии с будущим осажденным гальванопластикой материалом на донной части каждой полости 25 и/или на донной части каждой выемки 28 может обеспечиваться адгезионный слой. Так, адгезионный слой может состоять из металла, такого как сплав CrAu.
Предпочтительно в ходе выполнения шестого этапа 8 устанавливается, как показано на Фигуре 5, стержень 29 для получения отверстия 42 для вала микромеханической детали 41 непосредственно в процессе выполнения этапа 5 гальванопластики. Это дает не только преимущество ухода от необходимости подвергания детали 41 машинной обработке после завершения процесса гальванопластики, но также означает, что отверстию 42 по всей его высоте может быть придано внутреннее сечение любой формы, как однородной, так и нет. Стержень 29 предпочтительно получается с помощью, например, фотолитографического способа с использованием светочувствительной смолы.
В первом воплощении способ 3 изготовления формы 39 после этапа 8 завершается и продолжается способ 1 изготовления микромеханической детали, включающий этап 5 гальванопластики и этап 7 извлечения детали 41 из формы 39.
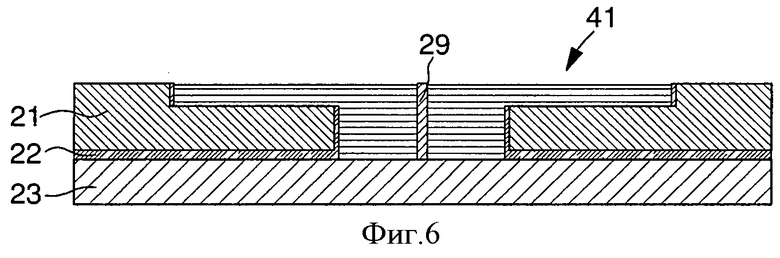
Этап 5 гальванопластики обеспечивается присоединением электрода осаждения к нижнему слою 23 формы 39 с тем, чтобы вначале обеспечить электролитическое осаждение в полости 25 указанной формы, а затем исключительно на второй стадии - в полости 28, как показано на Фигуре 6.
Фактически преимуществом является то, что когда, согласно изобретению, электролитически осажденный материал заполняет полость 25 до ее верхнего уровня, он образует электрическое соединение с верхним слоем 21 (возможно через его адгезионный слой), что делает возможным продолжение осаждения с полным заращиванием всей выемки 28. Предпочтительно изобретение делает возможным изготовление деталей 41 с высоким коэффициентом гибкости, то есть таких, у которых сечение полости 25 намного меньше сечения выемки 28. Это предупреждает возникновение связанных с расслаиванием проблем даже в случае никель-фосфорного материала, содержащего, например, 12% фосфора.
Вследствие использования для проводящих слоев 21, 23 кремния и, возможно, благодаря адгезионному слою явления расслаивания между поверхностями контакта ослабляются, что позволяет избежать отслаивания, вызываемого внутренними напряжениями в электролитически осажденном материале.
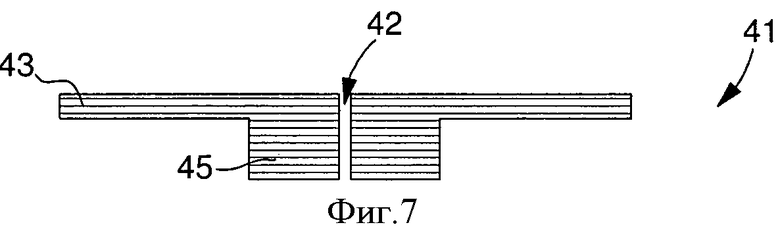
Согласно первому воплощению, способ 1 изготовления завершается этапом 7, на котором деталь 41, образовавшаяся в полости 25 и затем в выемке 28, извлекается из формы 39. Этап 7 извлечения может осуществляться, например, травлением слоев 23 и 21. Из Фигуры 7 видно, что полученная согласно этому первому воплощению микромеханическая деталь 41 имеет два уровня 43 и 45, каждый из которых имеет свою собственную форму и совершенно независимую толщину, но включает единое отверстие 42 для вала.
Эта микромеханическая деталь 41 может являться, например, коаксиальным спусковым колесом или же сборным узлом из спускового колеса 43 и шестерни 45, имеющих геометрическую точность исполнения порядка одного микрометра, а также идеальную привязку, то есть точность расположения указанных уровней относительно друг друга.
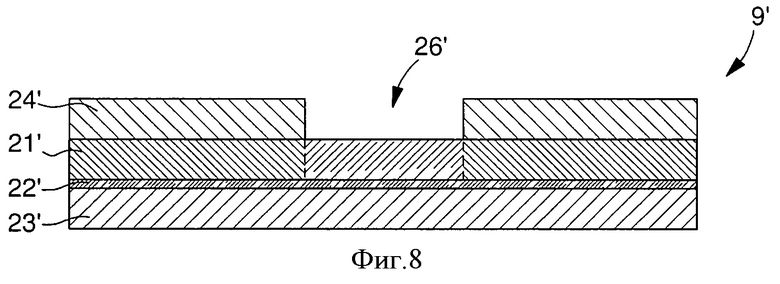
Согласно второму воплощению изобретения, способ 3 имеет второй этап 11, состоящий в структурировании на проводящем верхнем слое 21' по меньшей мере одной защитной маски 24', как показано на Фигуре 8. Как также показывает Фигура 8, маска 24' включает по меньшей мере один шаблон 26', который не закрывает верхний слой 21'. Эта маска 24' может быть получена с помощью, например, фотолитографии при использовании светочувствительной смолы.
На третьем этапе 12 выполняется травление верхнего слоя 21' до тех пор, пока не раскрывается промежуточный слой 22'. Согласно изобретению, этап 12 травления предпочтительно включает «сухое» анизотропное воздействие типа глубокого реактивного ионного травления (DRIE). Анизотропное травление верхнего слоя 21' выполняется по шаблону 26' маски 24'.
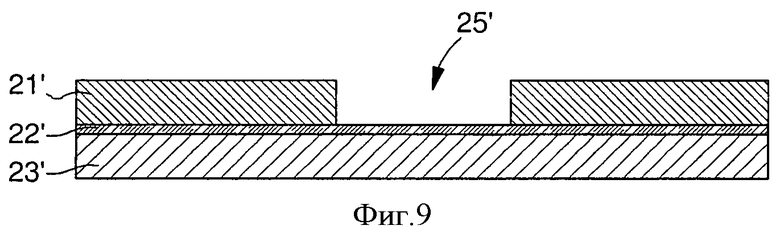
На четвертом этапе 14 удаляется маска 24'. Таким образом, как показано на Фигуре 9, в конце четвертого этапа 14 вся толщина верхнего слоя 21' оказывается протравленной указанной по меньшей мере одной полостью 25'.
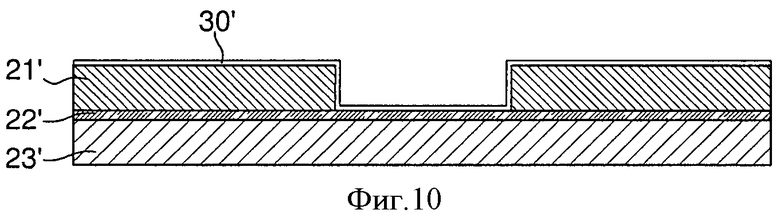
На пятом этапе 16 осаждается электроизолирующее покрытие 30', которое, как показано на Фигуре 10, наносится на всю верхнюю сторону подложки 9'. Покрытие 30' предпочтительно получается окислением верхней части подвергнутого травлению верхнего слоя 21 и промежуточного слоя 22'.
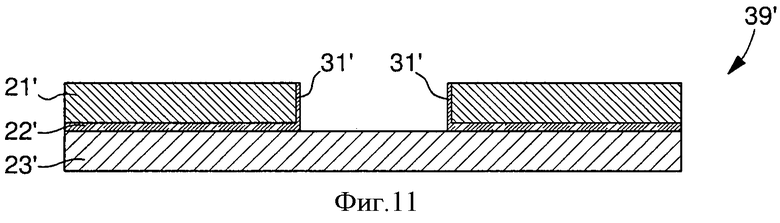
Согласно шестому этапу 18, покрытие 30' и промежуточный слой 22' подвергаются направленному травлению. Этап 18 предназначается для ограничения наличия изолирующих слоев исключительно на вертикальных стенках, которые образуются в верхнем слое 21', то есть стенках 31' указанной по меньшей мере одной полости 25. Понятно, что при выполнении этапа 18 так, как показано на Фигуре 11, донная часть полости 25' раскрывает электропроводящий нижний слой 23' и верхнюю поверхность верхнего слоя 21', который также является проводящим.
Как и в первом воплощении, для улучшения адгезии с будущим осажденным гальванопластикой материалом на донной части каждой полости 25' и/или на верхней поверхности верхнего слоя 21' может обеспечиваться адгезионный слой. Адгезионный слой может состоять из металла, такого как сплав CrAu.
Как пояснялось Фигурами 1-7 для первого воплощения, в ходе выполнения шестого этапа 18 может устанавливаться стержень, предназначенный для получения непосредственно на этапе 5 гальванопластики отверстия для вала в микромеханической детали, с такими же преимуществами, как и указанные выше.
Во втором воплощении способ 3 изготовления формы 39' после этапа 18 завершается и продолжается способ 1 изготовления микромеханической детали, включающий этап 5 гальванопластики и этап 7 извлечения детали из формы 39'.
Этап 5 гальванопластики выполняется при присоединении электрода осаждения к нижнему слою 23' формы 39' с тем, чтобы обеспечить прохождение электролитического осаждения в полости 25' формы 39'.
Согласно второму воплощению, способ 1 изготовления завершается этапом 7, который является аналогичным поясняемому в первом воплощении и в ходе выполнения которого образовавшаяся в полости 25' деталь извлекается из формы 39'. Видно, что полученная согласно этому второму воплощению микромеханическая деталь имеет единственный уровень, форма которого полностью одинакова по всей его толщине и который может содержать отверстие для вала.
Эта микромеханическая деталь может являться, например, спусковым колесом, или анкером, или даже шестерней, выполненными с геометрической точностью порядка микрометра.
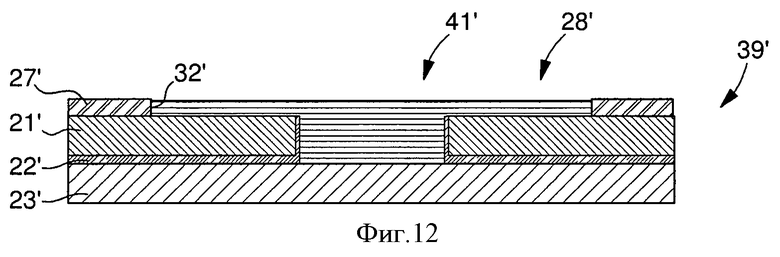
Согласно одному варианту этого второго воплощения, поясняемому на Фигуре 13 двойной линией, после этапа 18 способ 3 изготовления формы 39' включает дополнительный этап 20, предназначенный для того, чтобы образовать в форме 39' по меньшей мере один второй уровень, как показано на Фигуре 12. Так, второй уровень обеспечивается установкой на верхнем слое 21', который не удалялся на этапе 12, части 27', которая включает электроизолирующие стенки 32'.
Предпочтительно дополнительная часть 27' образует по меньшей мере одну выемку 28' большего сечения, чем удаленные части 25', с помощью, например, фотолитографического способа с использованием светочувствительной смолы. При этом часть 27' может также включать подвергнутый предварительному травлению, а затем присоединенный к проводящему слою 21' изолирующий материал на основе кремния.
В результате, согласно этому варианту второго воплощения, способ 3 изготовления формы 39' после этапа 20 завершается и продолжается способ 1 изготовления микромеханической детали, включающий этап 5 гальванопластики и этап 7 извлечения детали 41' из формы 39'.
Выполнение этапа 5 гальванопластики обеспечивается присоединением электрода осаждения к нижнему слою 23' формы 39' с тем, чтобы вначале обеспечить электролитическое осаждение в полости 25' указанной формы, а затем исключительно на второй стадии - в полости 28', как это показано на Фигуре 12.
Фактически преимуществом является то, что когда, согласно изобретению, электролитически осажденный материал заполняет полость 25' до ее верхнего уровня, он образует электрическое соединение с верхним слоем 21' (возможно через его адгезионный слой), что делает возможным продолжение осаждения с полным заращиванием всей выемки 28'. Изобретение предпочтительно делает возможным изготовление деталей 41' с высоким коэффициентом гибкости, то есть таких, у которых сечение полости 25' намного меньше сечения выемки 28'. Это предупреждает возникновение связанных с расслаиванием проблем даже в случае никель-фосфорного материала, содержащего, например, 12% фосфора.
Вследствие использования для проводящих слоев 21', 23' кремния и, возможно, благодаря адгезионному слою явления расслаивания между поверхностями контакта ослабляются, что позволяет избежать отслаивания, вызываемого внутренними напряжениями в электролитически осажденном материале.
Согласно альтернативному варианту второго воплощения, как это пояснялось для случая первого воплощения, способ 1 изготовления завершается этапом 7, в ходе выполнения которого образовавшаяся в полости 41' деталь извлекается из формы 39'. Из Фигуры 12 видно, что полученная микромеханическая деталь 41' имеет два уровня, каждый из которых имеет свою собственную форму и совершенно независимую толщину, но включает единое отверстие для вала. Эта микромеханическая деталь 41' может, следовательно, иметь такую же форму, как и получаемая в первом воплощении деталь 41, и поэтому может иметь геометрическую точность исполнения порядка одного микрометра, а также идеальную привязку, то есть точность расположения указанных уровней относительно друг друга.
Согласно одному варианту (поясняемому на Фигуре 13 двойными пунктирными линиями) двух воплощений способа 1, показанных на Фигурах 14-19, также является возможным применение способа 3 к нижнему слою 23, 23' для добавления к форме 39, 39' одного или двух других уровней. Чтобы избежать загромождения Фигур, ниже подробно описывается лишь один пример, однако понятно, что нижний слой 23, 23' также может быть преобразован в соответствии с поясняемыми выше первым и вторым воплощениями (с или без альтернативного варианта).
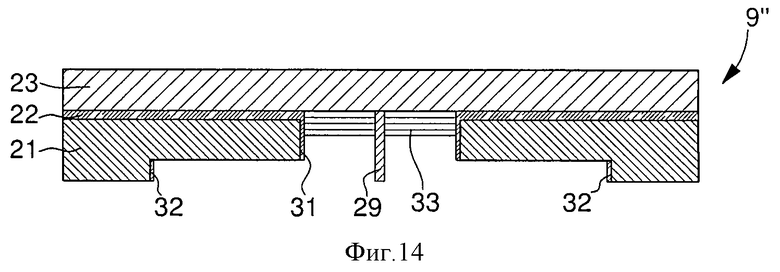
Второй вариант остается идентичным вышеописанному способу 1 вплоть до этапов 8, 18 или 20 в зависимости от используемого воплощения. В примере, представленном на Фигурах 14-19, в качестве исходной точки способа 1 берется пример первого воплощения, обозначенный на Фигуре 13 тройными линиями.
Согласно этому второму варианту, нижний слой 23 предпочтительно подвергается травлению для получения в форме 39'' второй полости 35. Как можно видеть, предпочтительно из Фигур 5-14, осаждение материала 33 было выполнено в одной части первой полости 25 для обеспечения «стартового» слоя гальванопластики. Предпочтительно такое осаждение материала 33 начинается на этапе 5 вплоть до достижения заданной толщины. При этом такое осаждение может проводиться в соответствии с различными способами.
В варианте способа 1, обозначенном на Фигуре 13 и Фигурах 14-19 двойными пунктирными линиями, к нижнему слою 23 применяются этапы 11, 12, 14, 16 и 18 второго воплощения способа 3.
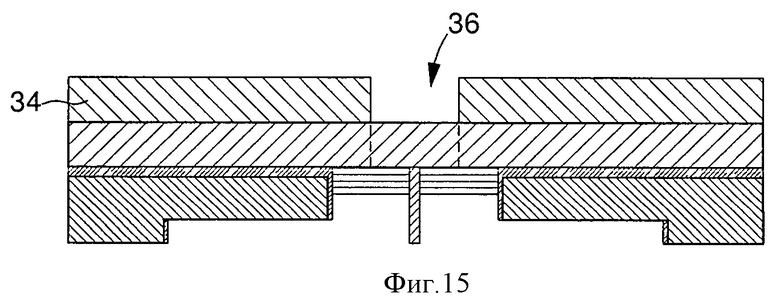
Таким образом, согласно данному варианту, способ 3 включает новый этап 11, состоящий в структурировании на проводящем верхнем слое 23 по меньшей мере одной защитной маски 34, как показано на Фигуре 15. Как также показывает Фигура 15, маска 34 включает по меньшей мере один шаблон 36, который не закрывает нижний слой 23. Эта маска 34 может быть получена с помощью, например, фотолитографии при использовании светочувствительной смолы.
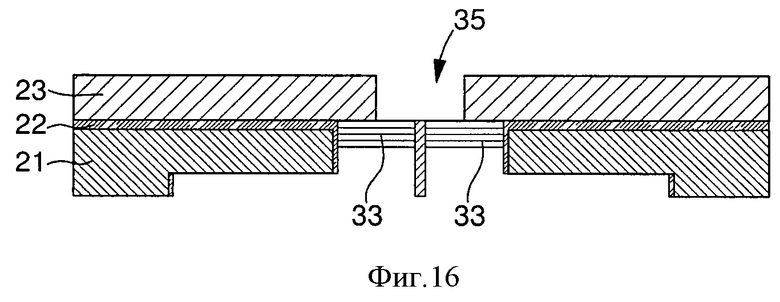
Далее на новом этапе 12 выполняется травление слоя 23 по шаблону 36 до тех пор, пока не раскрывается осажденный электропроводящий материал 33. Затем на новом этапе 14 удаляется маска 34. Таким образом, как показано на Фигуре 16, в конце этапа 14 вся толщина верхнего слоя 23 оказывается протравленной указанной по меньшей мере одной полостью 35.
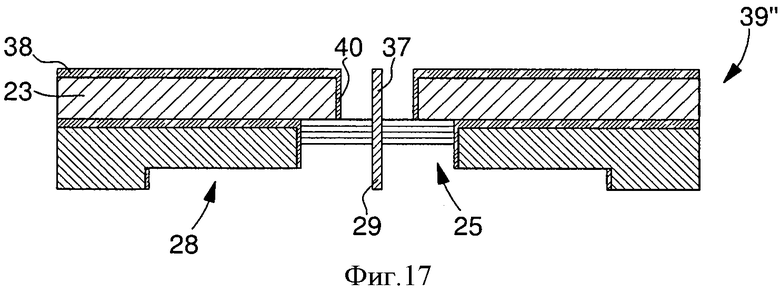
На новом этапе 16 осаждается электроизолирующее покрытие 38, которое, как показано на Фигуре 17, закрывает всю нижнюю сторону подложки 9''. Покрытие 38 предпочтительно получается осаждением диоксида кремния на верхней стороне нижнего слоя 23, используя, например, осаждение из паровой фазы.
Новый этап 18 предпочтительно не является необходимым, если к форме 39'' добавляется лишь единственный уровень. В других случаях выполняется направленное травление покрытия 38. Новый этап 18 предназначается для ограничения наличия изолирующих слоев исключительно на вертикальных стенках 39, которые образуются на нижнем слое 23, то есть стенках указанной по меньшей мере одной полости 35. В данном примере, представленном на Фигурах 14-19, выполняется только новый этап 18 удаления оксидной пленки, присутствующей в донной части указанной по меньшей мере одной полости 35.
На новом этапе 18, как пояснялось ранее, может быть установлен стержень 37 для получения непосредственно в процессе выполнения этапа 5 гальванопластики отверстия 42'' для вала в микромеханической детали 41'' с теми же самыми, упомянутыми выше преимуществами.
В данном варианте способа 1 после этапа 18 завершается способ 3 изготовления формы 39'' и продолжается способ 1 изготовления микромеханической детали, включающий этап 5 гальванопластики и этап 7 извлечения детали 41'' из формы 39''. Предпочтительно, чтобы в полостях 25 и 35 были образованы, соответственно, стержни 29 и 37, располагающиеся на одной линии. Стержень 37 предпочтительно получается с помощью, например, фотолитографического способа с использованием светочувствительной смолы.
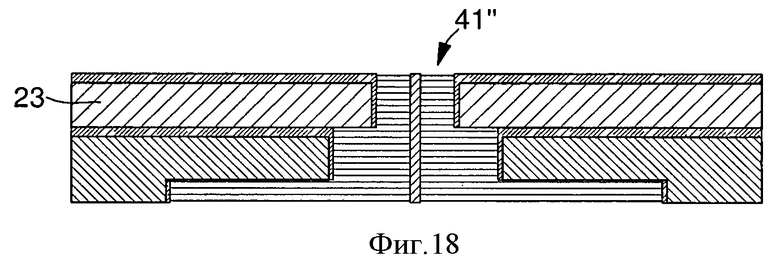
После выполнения новых этапов 8, 18 или 20 присоединением электрода осаждения к нижнему слою 23 осуществляется этап 5 гальванопластики для обеспечения электролитического осаждения в полости 35, а также для продолжения осаждения в полости 25, а затем, исключительно на второй стадии, - в полости 28 так, как показано на Фигуре 18. Способ 1 изготовления завершается этапом 7, на котором, как пояснялось ранее, деталь 41'' извлекается из формы 39''.
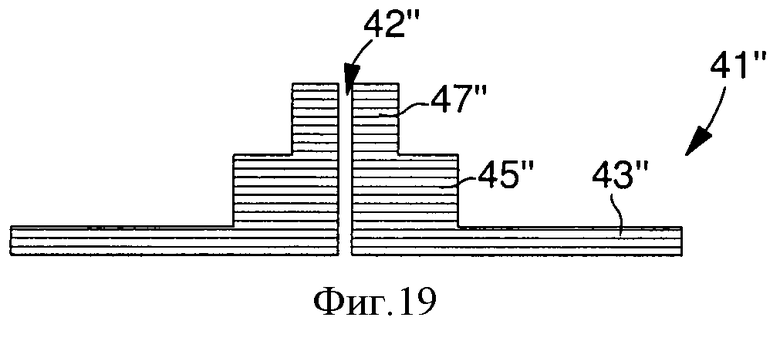
Из Фигуры 19 видно, что микромеханическая деталь 41'', полученная согласно этому варианту, имеет по меньшей мере три уровня 43'', 45'' и 47'', каждый со своей собственной формой и совершенно независимой толщиной, но с единым отверстием для вала 42''.
Эта микромеханическая деталь может являться, например, коаксиальным спусковым колесом 43'', 45'' с шестерней 47'' или же колесом в сборе с зубцами на трех уровнях 43'', 45'', 47'', деталями, имеющими геометрическую точность исполнения порядка одного микрометра, а также идеальную привязку, то есть точность расположения между указанными уровнями.
Разумеется, настоящее изобретение не ограничивается представленным примером, но пригодно для осуществления различных изменений и модификаций, которые будут видны специалистам в данной области. Так, из одной и той же подложки 9, 9', 9'' изготавливается несколько форм 39, 39', 39'' для обеспечения возможности получения серии микромеханических деталей 41, 41', 41'', которые не обязательно являются идентичными друг другу. Аналогичным образом может быть предусмотрена замена материалов на основе кремния на кристаллизованный оксид алюминия или кристаллизованный диоксид кремния или карбид кремния.
Изобретение относится к области изготовления микромеханических деталей гальванопластикой, в частности изготовлению деталей, обеспечивающих движение в часовых механизмах. Способ включает изготовление формы путем обеспечения подложки, имеющей верхний слой и нижний слой, которые изготавливают из электропроводящего материала на основе кремния и скрепляют друг с другом через электроизолирующий промежуточный слой, травление в верхнем слое до промежуточного слоя по меньшей мере одного шаблона для образования в указанной форме по меньшей мере одной полости, нанесение на верхнюю часть указанной подложки электроизолирующего покрытия и направленное травление указанного покрытия и указанного промежуточного слоя для обеспечения их наличия исключительно на вертикальных стенках, образующихся в указанном верхнем слое. Затем осуществляют электролитическое осаждение присоединением электрода к проводящему слою на нижней поверхности подложки для получения детали в форме и извлекают из формы полученную деталь. Достигается требуемая точность производства при обеспечении возможности изготовления деталей, имеющих несколько уровней и/или обладающих высоким коэффициентом гибкости. 3 н. и 15 з.п. ф-лы, 19 ил.
1. Способ изготовления формы (39, 39', 39'') для изготовления микромеханической детали гальванопластикой, включающий следующие этапы:
a) обеспечение подложки (9, 9'), имеющей верхний слой (21, 21') и нижний слой (23, 23'), которые изготавливают из электропроводящего материала на основе кремния и скрепляют друг с другом через электроизолирующий промежуточный слой (22, 22');
b) травление в верхнем слое (21, 21') до промежуточного слоя (22, 22') по меньшей мере одного шаблона (26, 26', 27) для образования в указанной форме по меньшей мере одной полости (25, 25');
c) нанесение на верхнюю часть указанной подложки электроизолирующего покрытия (30, 30');
d) направленное травление указанного покрытия и указанного промежуточного слоя для обеспечения их наличия исключительно на вертикальных стенках (31, 31', 32), образующихся в указанном верхнем слое.
2. Способ по п.1, отличающийся тем, что на этапе b) выполняют травление по второму шаблону (27) для получения по меньшей мере одной выемки (28), которую соединяют с по меньшей мере одной полостью и обеспечивают наличие на верхнем слое второго уровня.
3. Способ по п.1, отличающийся тем, что после этапа d) устанавливают часть (27') для получения по меньшей мере одной выемки (28'), которую соединяют с по меньшей мере одной полостью и обеспечивают наличие в форме второго уровня.
4. Способ по п.1, отличающийся тем, что он включает следующий завершающий этап:
e) получение с помощью фотолитографии в по меньшей мере одной полости стержня (29, 29'), образующего в изготавливаемой форме детали (41, 41') отверстие (42, 42').
5. Способ по п.1, отличающийся тем, что после предыдущих этапов он включает следующие этапы:
a') осаждение электропроводящего материала на донную часть по меньшей мере одной полости;
b') травление нижнего слоя (23, 23') по шаблону (26, 26', 27) для образования осажденным проводящим материалом (33) в форме по меньшей мере одной полости (35);
c') нанесение второго электроизолирующего покрытия (38).
6. Способ по п.5, отличающийся тем, что после этапа c') он включает следующий этап:
d') направленное травление второго покрытия для обеспечения его наличия исключительно на вертикальных стенках (40), образующихся в нижнем слое.
7. Способ по п.6, отличающийся тем, что на этапе b') выполняют травление по второму шаблону для получения по меньшей мере одной выемки, которую соединяют с по меньшей мере одной полостью и обеспечивают наличие на нижнем слое второго уровня.
8. Способ по п.6, отличающийся тем, что после этапа d') устанавливают часть для получения по меньшей мере одной выемки, которую соединяют с по меньшей мере одной полостью и обеспечивают наличие в форме второго уровня.
9. Способ по п.5, отличающийся тем, что он включает следующий завершающий этап:
e') образование с помощью фотолитографии в по меньшей мере одной полости нижнего слоя (23, 23') стержня (37), образующего в изготавливаемой в форме детали (41'') отверстия (42'').
10. Способ по п.1, отличающийся тем, что одну и ту же подложку (9, 9', 9'') используют для изготовления нескольких форм (39, 39', 39'').
11. Способ по п.1, отличающиеся тем, что проводящие слои (21, 21', 23, 23') изготавливают из легированного кристаллического кремния.
12. Способ по п.1, отличающийся тем, что этап c) осуществляют посредством окисления верхней стороны подложки.
13. Способ по п.12, отличающийся тем, что электроизолирующее покрытие (30, 30′) образуют из диоксида кремния.
14. Способ изготовления микромеханической детали (41, 41', 41'') гальванопластикой, отличающийся тем, что он включает следующие этапы:
i) изготовление формы (39, 39', 39'') способом по любому из п.п.1-13;
j) электролитическое осаждение присоединением электрода к проводящему слою (23, 23') на нижней поверхности подложки (9, 9', 9'') для получения детали в форме;
k) извлечение детали из формы.
15. Форма (39, 39', 39'') для изготовления микромеханической детали (41, 41', 41'') гальванопластикой, отличающаяся тем, что она включает подложку (9, 9', 9''), имеющую верхний слой (21, 21') и нижний слой (23, 23'), которые изготовлены из легированного кристаллического кремния, являются электропроводящими и прикреплены друг к другу через электроизолирующий промежуточный слой (22, 22'), при этом верхний слой (21, 21') включает по меньшей мере одну полость (25, 25'), которая раскрывает часть нижнего слоя (23, 23') подложки и включает электроизолирующие стенки (31, 31') из диоксида кремния, обеспечивая возможность прохождения электролитического осаждения в по меньшей мере одной полости.
16. Форма (39, 39', 39'') по п.15, отличающаяся тем, что верхний слой (21, 21') имеет по меньшей мере одну выемку (28, 28'), соединенную с по меньшей мере одной полостью, и имеет электроизолирующие стенки (32, 32') для продолжения электролитического осаждения в по меньшей мере одной выемке после завершения заполнения по меньшей мере одной полости.
17. Форма (39'') по п.15 или 16, отличающаяся тем, что нижний слой (23, 23') имеет по меньшей мере одну полость (35), которая раскрывает часть электроизолирующего слоя (33) подложки и имеет электроизолирующие стенки (40) из диоксида кремния, обеспечивая возможность прохождения электролитического осаждения в по меньшей мере одной полости (23, 23') нижнего слоя.
18. Форма по п.17, отличающаяся тем, что нижний слой (23, 23') включает по меньшей мере одну выемку, соединенную с по меньшей мере одной полостью в нижнем слое (23, 23'), и имеет электроизолирующие стенки для продолжения электролитического осаждения в по меньшей мере одной выемке после завершения заполнения по меньшей мере одной полости в нижнем слое (23, 23').
| DE 4001399 C1, 25.07.1991 | |||
| Цифровой синтезатор частот | 1989 |
|
SU1681375A1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОРЕЛЬЕФНЫХ ДЕТАЛЕЙ СО ЩЕЛЕВОЙ СТРУКТУРОЙ | 2004 |
|
RU2254403C1 |
| ПОДДЕРЖИВАЮЩАЯ ПОВЕРХНОСТЬ ДЛЯ АВТОЖИРА | 1927 |
|
SU7370A1 |

