(54) САМОНАРЕЗАЮЩИЙ ВИНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНАЦИЯ МОНТАЖНОГО ЭЛЕМЕНТА И ПЕТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ КРЕПЛЕНИЯ ПЕТЕЛЬНОГО ЭЛЕМЕНТА К РАМЕ ИЛИ СТВОРКЕ | 2006 |
|
RU2398138C2 |
| СТЕРЖЕНЬ ДЛЯ НАРУЖНОГО ЧРЕСКОСТНОГО ОСТЕОСИНТЕЗА | 1997 |
|
RU2134081C1 |
| САМОНАРЕЗАЮЩИЙ РЕЗЬБУ БЕССТРУЖЕЧНЫЙ ВИНТ | 2008 |
|
RU2484317C2 |
| Способ фиксации металлического винта | 1983 |
|
SU1100669A1 |
| ЗАМОК ДЛЯ СОЕДИНЕНИЯ И ЗАПИРАНИЯ ДВЕРНЫХ СТВОРОК, РАСПОЛОЖЕННЫХ ОДНА ЗА ДРУГОЙ | 1994 |
|
RU2099500C1 |
| ИМПЛАНТАТ ДЛЯ МЕЖТЕЛОВОЙ ФИКСАЦИИ ПОЗВОНКОВ | 2007 |
|
RU2339343C1 |
| ВИНТ ДЛЯ ИЗГОТОВЛЕНИЯ ГЛАДКИХ ИЛИ РЕЗЬБОВЫХ ОТВЕРСТИЙ | 1991 |
|
RU2042056C1 |
| ГИБКОЕ ЗАПОРНО-ПЛОМБИРОВОЧНОЕ УСТРОЙСТВО | 2009 |
|
RU2399735C1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| СПИНАЛЬНОЕ УСТРОЙСТВО, ПРЕИМУЩЕСТВЕННО ДЛЯ СОЕДИНИТЕЛЬНЫХ ШТАНГ | 2003 |
|
RU2301040C2 |
1
Изобретение относится к области машиностроения, в частности к крепежньгм элементам.
Известен самонарезающий винт для соединения листовых материалов, содержащий головку и резьбовой стержень с конусообразным хвостовиком, который примыкает к резьбовому стержню и имеет основную и острую, части, причем хвостовик выполнен с продольной режущей кромкой ij.
Этот винт работает с образованием стружки и с возможным образованием трещин. Лист, в которьгй вворачивается вивг, деформируется.. .
. Известен также самонарезающий винт для соединения листовых материалов, со- держащий головку и резьбовой стержень с пирамидальным хвостовиком, который примыкает к резьбовому стержню и имеет основную и острую концевую части,причем на хвостовике выполнена продольная острая кромка 2.
Однако этот винт имеет те же недостатки.
Цель йзобрегения - по вьпиение надежт HOCTW соединения:
Для достижения этой цели предложен самонарезающий винт, содержащий головку, резьбовой стержень и заостренный крнец пирамидальной формы, расположенный под резьбовым стержнем винта и состоящий из нижнего участка, который образует заходнуючастьконца винта и основания, располозкенного между нижним заходным участкбм конда винта и концом резьбового стержня винта, причем на нижнем заходном участке конца винта расположено несколько расходящихся от вершины острых боковых сторон пирамиды, а на основании расположено несколько округлённых боковых сторон пирамиды. Округленные наружные края этих боковых сторон по мере приближения к нижнему концу резьбового стержня постепенно расширяются.
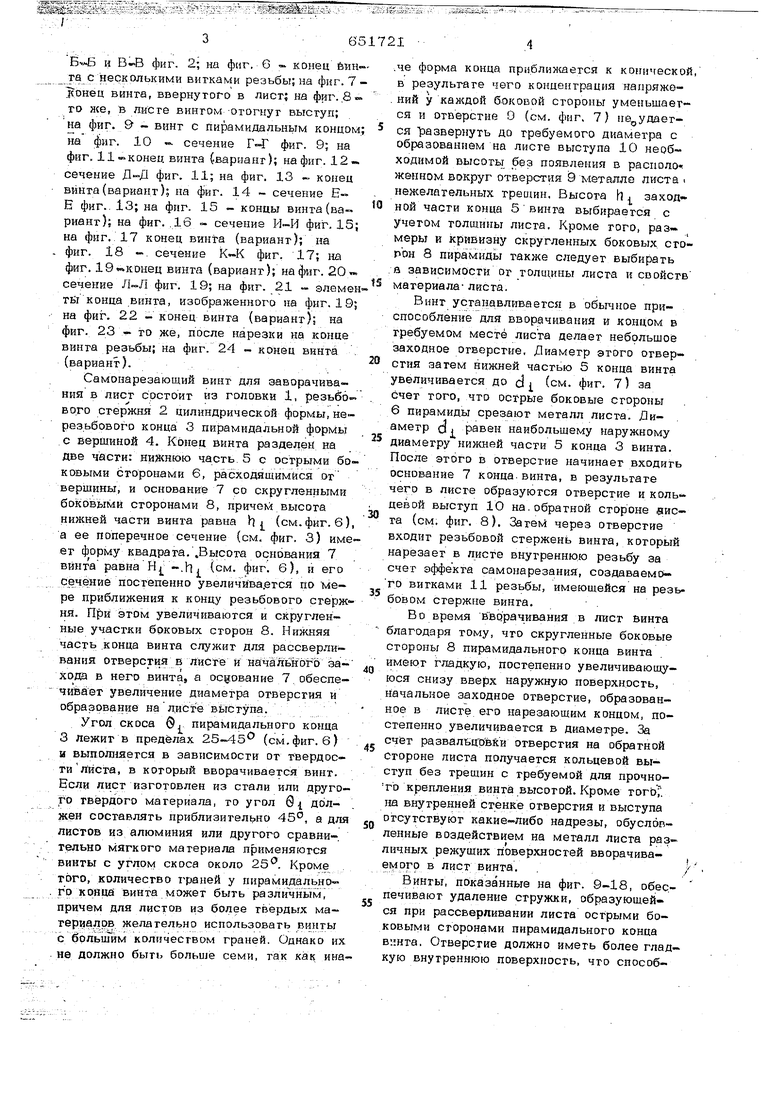
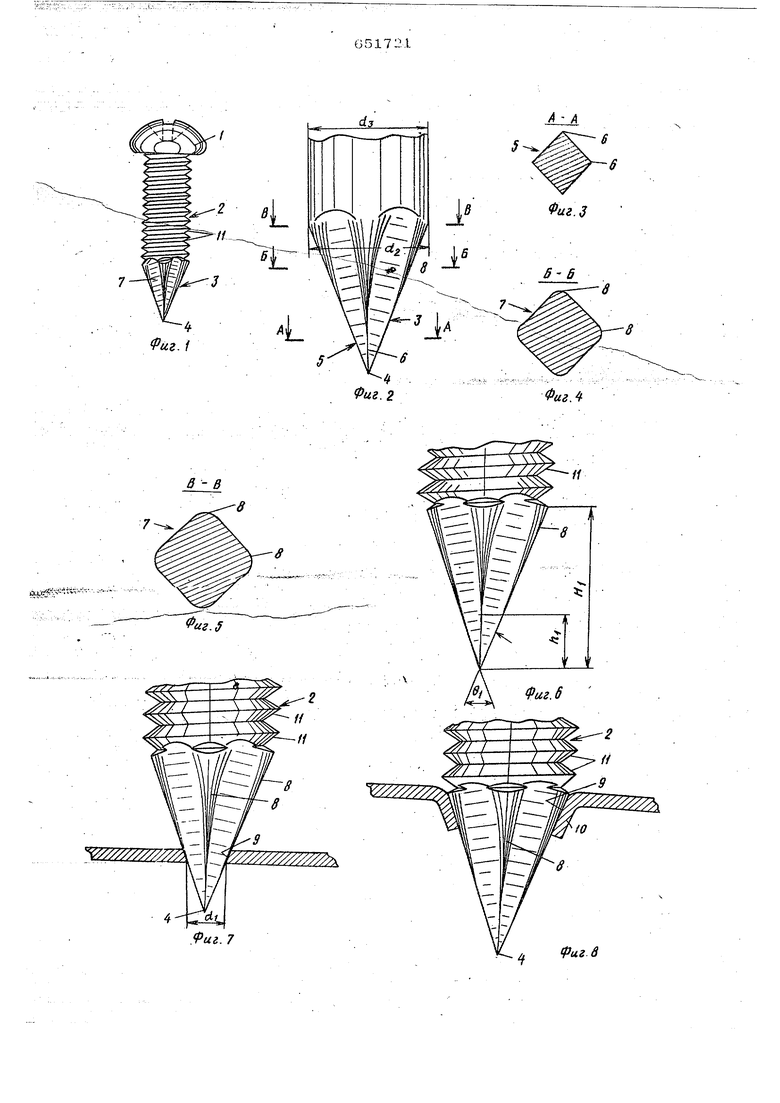
На фиг. 1 показан предлагаемый самонарезающий винт, вворачиваемый в тонкий лист; на фиг. 2 - нижний конец стержня этого винта; на фиг. 3-5 - сечения А-А,
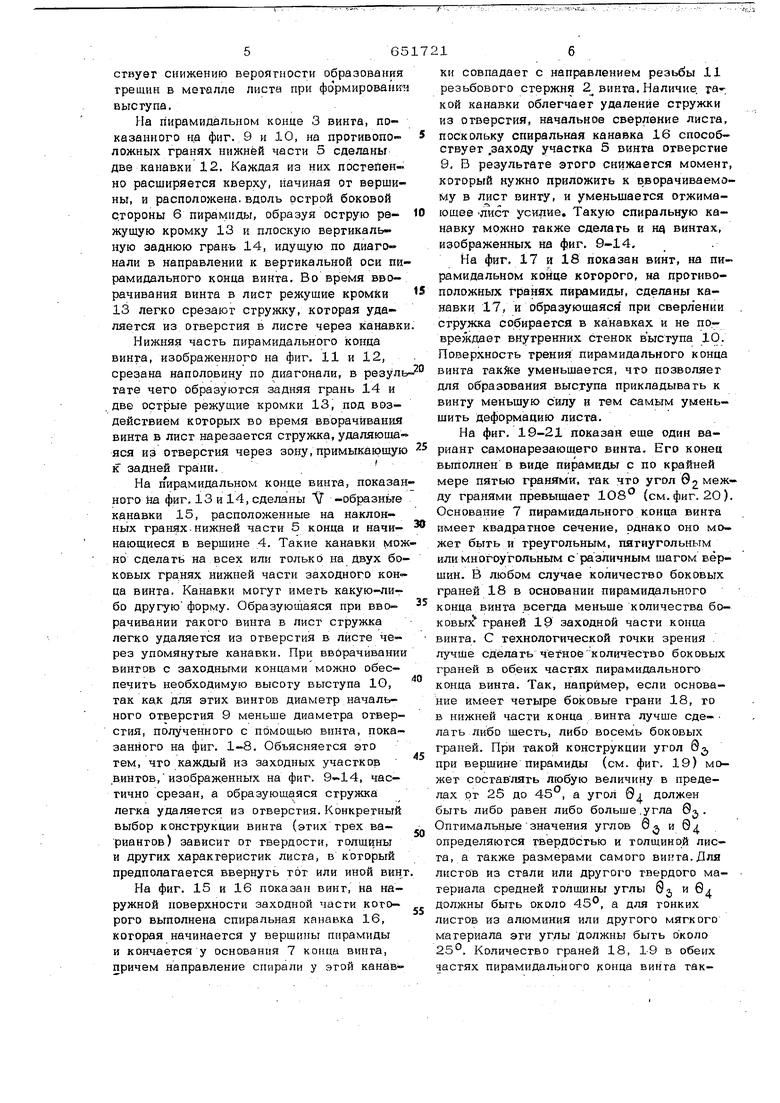
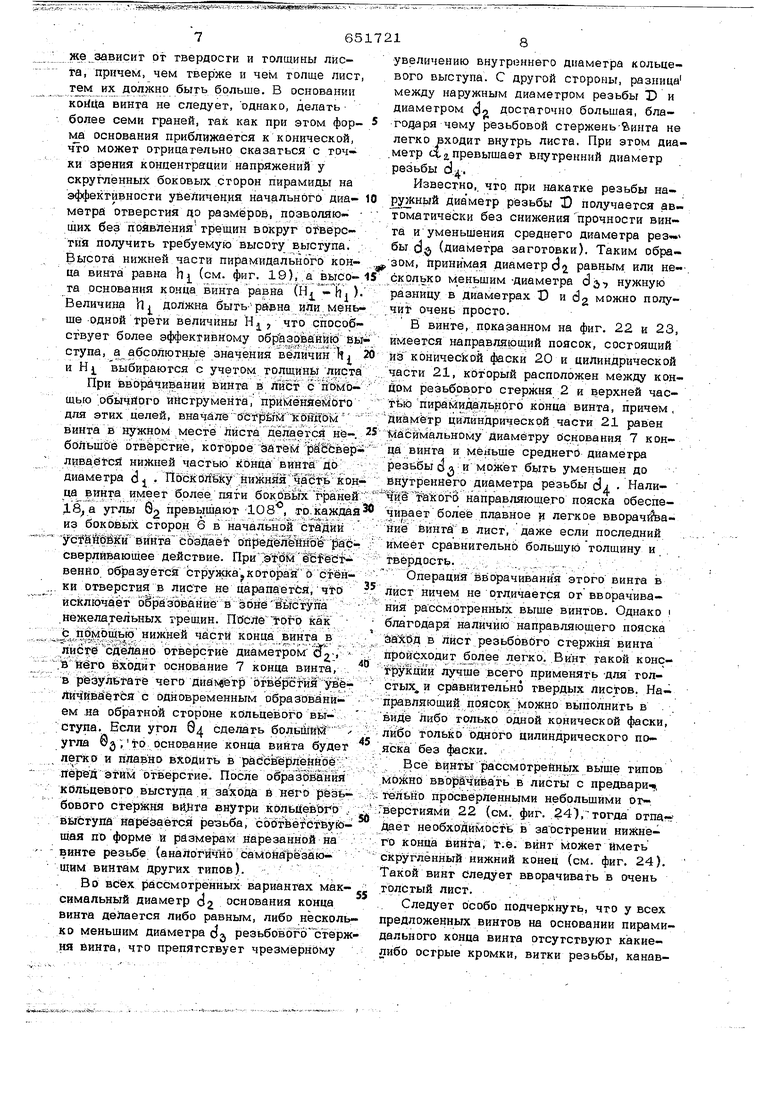
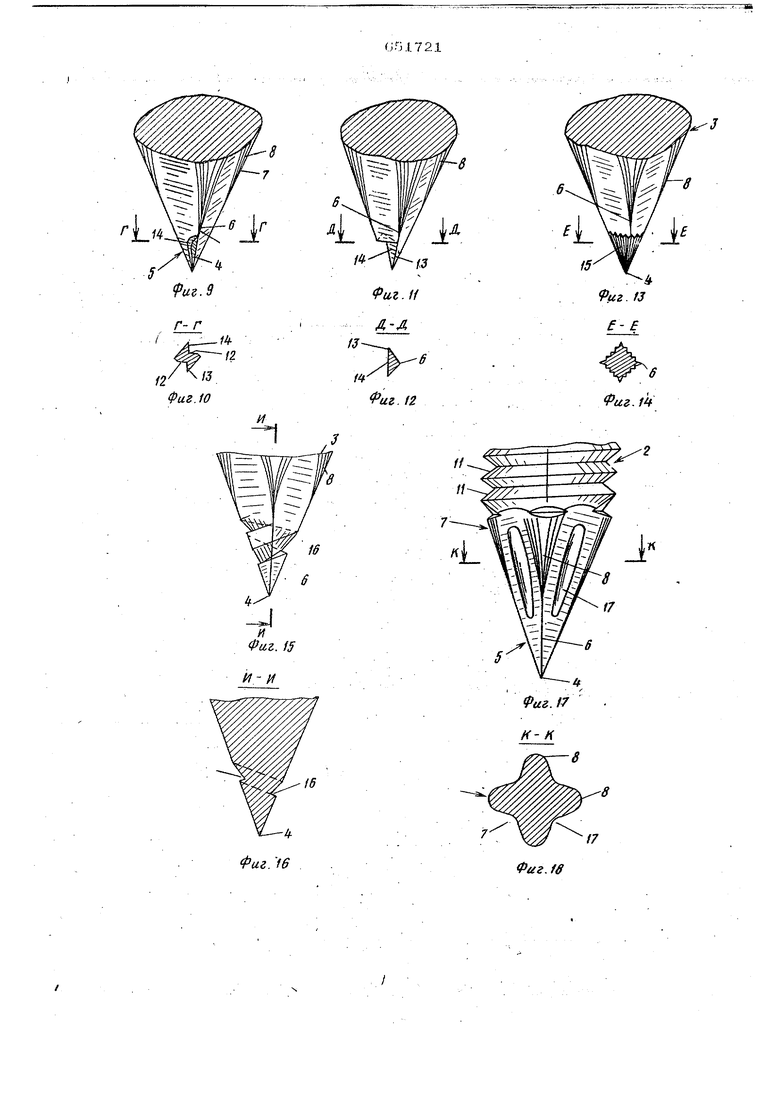
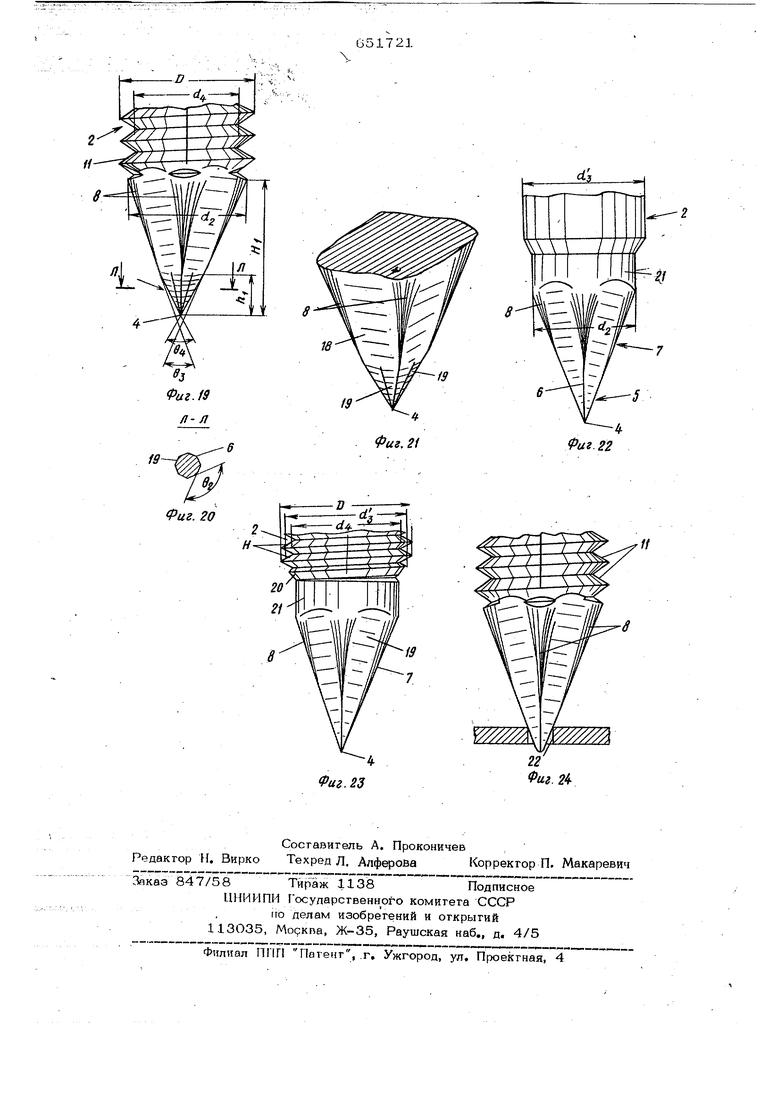
и 13-В фиг. 2; на фиг. 6 «. конец бинта с несколькими витками резьбы; на фиг. 7донец винта, ввернутого в лист; на фиг..Sго же, в листе винтом -отогнут выступ; на фиг. 9 - винт с пирамидальным концом на фиг. 10 сечение Г-Г фиг. 9; на фиг. Наконец винта (вариант); на фиг. 12сечение Д-Д фиг. 11; на фиг. 13 - конец винта (вариант); на фиг. 14 сечение Е- Е фиг.. 13; на фиг. 15 - концы винта (ва- риант); на фиг. ,16 - сечение фиг. 15; на фиг. 17 конец винта (вариант); на фиг. 18 . сечение К««К фиг. 17; на фиг. 19«конец винта (вариант); на фиг. 20 сечение фиг. 19; на фиг. 21 - элементй конца винта, изображенного на фиг. 1Э; на фиг. 22 - конец винта (вариант); на фиг. 23 то же, после нарезки на конце винта резьбы; на фиг. 24 - конец винта . (вариант).
Самонарезающий винт для заворачивания в лист состоит из головки 1, резьбового стержня 2 цилиндрической формы, нерезьбового конца 3 пирамидальной формы с вершиной 4. Конец винта разделен на две части: нижнюю часть 5 с острыми боковыми сторонами 6, расходящимися ог вершины, и основание 7 со скругленными боковыми сторонами 8, причей высота нижней части винта равна Ь (см. фиг. 6), а ее поперечное сечение (см, фиг. 3) име ет форму квадрата. .Вьгсота основания 7 вйнгаравна H .li , (см. фиг. 6), и его сечение постепенно увеличивается по мере приближения к концу резьбового стержня. При этом увеличиваются и скругленные участки боковых сторон 8. Низкняя часть конца винта служит для рассверливания отверстия в Листе и начйльногЬ за- хода в него винта, а основание 7 обеспе- чивает увеличение диаметра отверстия и образование нал.исте выступа. ;
Угол скоса Oj пирамидального конца 3 лежит в пределах 25-45 (см.фиг. б) и выполняется в зависимости от твердостилиста, в который вворачивается винт. Если лист изготовлен из стали или другого твёрдого материала, то угол 0 должен составлять приблизительно 45°, а для листов из алюминия или другого сравни-, тельно мягкого материала применяются БИНТЫ с углом скоса около 25. Кроме того, количество граней у пирамида/1ьно. го концй винта может быть различным, причем для листов из более твердых материалов желательно использовать винты с брльиГим количесгвом граней. Однако их . не должно быть больше семи, так как, ина651721
.че форма конца приблияшется к конической в результате чего концентрация нанряже. НИИ у каждой боковой стороны уменьшается и отверстие О (см. фиг. 7) не удается 1зазвернуть до требуемого диаметра с образованием на листе выступа 10 необходимой высоты без появления в располоч женном вокруг отверстия 9 металле листа нежелательных грешин. Высота h .| заходной части конца 5 винта выбирается с учетом толщины листа. Кроме того, размеры и кривизну скругленных боковых сторон 8 пирамиды также следует выбирать ,а зависимости ог толщины листа и свойств материала листа.
Вннт устагшвливается в обычное приспособление для вворачивания и концом в требуемом месте листа делает небольшое заходное отверстие. Диаметр этого отверстия затем нижней частью 5 конца винта увеличивается до d j (см. фиг. 7) за счет того, что острые боковые стороны 6 пирамиды срезают металл листа. Диаметр dj равен наибольшему наружному диаметру нижней части 5 конца 3 винта. После этого в отверстие начинает входить основание 7 конца, винта, в результате чего в листе образуются отверстие и кольцевой выступ 1О на.обратной стороне яиста (см. фиг. 8). Затем через отверстие входит резьбовой стержень винта, который нарезает в листе внутреннюю резьбу за счет эффекта самонарезания, создаваемого витками 11 резьбы, имеющейся на резьбовом стержне винта.- .
Во время Ёворачивания в лист винта благодаря тому, что скругленные боковые стороны 8 пирамидального конца винта имеют гладкую, постепенно увеличивающуюся снизу вверх наружную поверхность, начальное заходное отверстие, образованное в листе е.го нарезающим концом, постепенно увеличивается в диаметре. За счет развалвдШки отверстия на обратной стороне листа получается кольцевой выступ без трещин с требуемой для прочного крепления винта высотой. Кроме тогЬ;, на внутренней стенке отверстия и выступа отсутствуют какие-либо надрезы, обусловленные воздействием на металл листа раз,г. .
личных режущих поверхностей вворачиваемого в лист винта. .,
Винты, показанные на фиг. 9-18, обеспечивают удаление стружки, образующейся при рассверливании листа острыми боковыми сторонами пирамидального конца в:шта. Отверстие должно иметь более гладкую внутреннюю поверхность, что способствует снижению вероятности образования трещин в мегалле листа при формировани выступа. На пирамидальном конце 3 винга, показанного на фиг. 9 и 10, на противопО ложных гранях нижней части 5 сделаны две канавки 12. Каждая из них постепенно расширяется кверху, начиная от вершины, и расположена, вдоль острой боковой с.тороны 6 пирамиды, образуя острую рэжущую кромку 13 и плоскую вертикальную заднюю гран-ь 14, идущую по диагонали в направлении к вертикальной оси пи рамидального конца виита. Во время вворачивания винта в лист режушие кромки 13 легко срезают стружку, которая удаляется из отверстия в листе через канавк Нижняя часть пирамидального конца винта, изображенного на фиг, И и 1.2, срезана наполовину по диагонали, в резуль тате чего образуются задняя грань 14 и две острые режущие кромки 13, под воздействием которых во время вворачивания винта в лист нарезается стружка, удаляющаяся из отверстия через зону/примыкающую к задней грани. На пирамидальном конце винта, показан ного на фиг. 13 и 14, сделаны У -образные канавки 15, расположенные на наклонных гранях.нижней части 5 конца и начи- нающиеся в вершине 4. Такие канавки мож но сделать на всех или только на Двух бо ковых гранях нижней части заходного конца винта. Канавки могут иметь какую-ли бо другую форму- Образующаяся при вво- рачивании такого винта в лист стружка легко удаляется из отверстия в листе через упомянутые канавки. При вворачивании винтов с заходными концами можно обеспечить необходимую высоту выступа 1О, так как для этих винтов диаметр начального отверстия 9 меньше диаметра отверстия, полученного с помощью винта, показанного на фиг. 1-8. Объясняется это тем, что каждый из заходных участков винтов,изображенных на фиг. 9-14, частично срезан, а образующаяся стружка легка удаляется из отверстия. Конкретный выбор конструкции винта (этих трех вариантов) зависит от твердости, толщины и других характеристик листа, в который предполагается ввернуть тот или иной вин На фиг. 15 и 16 показан винт, на наружной поверхности заходной части которого выполнена спиральная канавка 16, которая начинается у вершины пирамиды и кончается у основания 7 конца винта, причем направление спирали у этой канавки совпадает с направлением резьбы 11 резьбового стержня 2 винга. Наличие, га-. кой канавки облегчает удаление стружки из отверстия, начальное сверление листа, поскольку спиральная канавка 16 способствует .заходу участка 5 винга отверстие 9. В результате этого снижается момент, который нужно приложить к вворачиваемому в лист винту, и уменьшаегся отжимаюшее ЛИСТ усилие. Такую спиральную канавку можно также сделать и н винтах, изображенных на фиг. 9-14, На фиг. 17 и 18 показан винт, на пирамидальном койце которого, на противоположных гранях пирамиды, сделаны канавки 17, и обраэуюш1аяся при сверлении стружка собирается в канавках и не по- вре кдает внутренних стенок выступа 10. Поверхность трения пирамидального конца винта уменьшается, что позволяет для образования выступа прикладывать к винту меньшую силу и тем самым уменьшить Деформацию листа. На фиг. 19-21 показан еще один вариант самонарезающего винта. Его конец вьшолнен в виде пирамиды с по крайней мере пятью гранями, так что угол 02 ежду гранями превышает 108 (см. фиг. 20). Основание 7 пирамидального конца винта имеет квадратное сечение, однако оно может быть и треугольным, пятиугольным или многоугольным с различным шагом вершин. В любом случае количество боковых граней 18 в основании пирамидального конца винта всегда меньше количества боковыз граней 19 заходной части конца винта. С технологической точки зрения . лучше сделать четноеколичество боковых граней в обеих частях пирамидального конца винта. Так, например, если основание имеет четыре боковые грани 18, то в нижней части конца винта лучше еде- дать либо шесть, либо восемь боковых граней. При такой конструкции угол Q при вершине пирамиды (см. фиг. 19) может составлять любую величину в пределах от 25 до 45 , а угол 0 j должен быть либо равен либо больше.угла 0 . Оптимальные значения углов б и 0 определяются твердостью и толщиной листа, а также размерами самого винта. Для листов из стали или другого твердого ма- териала средней толщины углы Qj, и 0 должны быть около 45°, а для тонких листов из алюминия или другого мягкого материала эти углы должны быть около 25. Количество граней 18, 1-9 в обеих частях пирамидального конца винта так651721же.зависит or твердости и толщины листа, причем, чем тверже и чем толще лист, тем их должно быть больше. В основании конЩа винта не следует, однако, делать более семи граней, так как при этом форма основания приближается к конической, чТго может отрицательно сказаться с точки зрения концентрации напряжений у скругленных боковых сторон пирамиды на эффективности увеличения начального диаметра отверстия до размеров, позволяющих без появлениятрещин вокруг северетия получить требуемую высоту выступа. Высота нижней части пирамидального конца винта равна } (см. фиг. 19), .а высота основания конца 1винта paisHa Щ h ) Величина hj должна быть равна или мень ше одной трети величины Н , что способствует более эффективному образованию Вы ступа, а абсолютные значения величин HJ и HI выбираются с учетом толщины листа При вворачивании винта в лист с помощью обычйого инструмента, применяемого для этих целей, вначале бондом винта в нужном месте листа делается не-. большое отверстие, которое зйтем раЬсвер ливается нижней частью kOHua винта до диаметра d . Поскольку нижняя Qactb кон ца винта имеет более пяти боковьгх граней Д. углы 62 превышают 108, то каждая из боковых сторон 6 в начальной стадии ycfaflo KH винта создает определенное рассверливающее действие. При этом ebfественно образуется стружка которая о стенки отверстия в Яисте не царапается, чтро исключает оВразование в зоневыступа нежелательных грещин. ПбсЛе toro как с помощью нижней части конца винта в . - . -г--- jf . листе сделано отверстие диаметром в Него входит основание 7 конца винта, в результате чего диалеетр отверстий увеличивается с одновременным образованием .на обратной стороне кольцевогО высгупа. Если угол 84 сделать больший угла 03;то основание конца винта будет легко и плавно входить в рассверленное перед этим отверстие. После образЪваний кольцевого выступа и захода в него резьбового стержня BrtjETa внутри кольцевЫо . выступи Hapesaercsi резьба, сЬо твётсгёующая по форме и размерам нарезанной на винте резьбе (аналогичноЬамЬйа рёзающим винтам других типое). . . Во всех рассмотренных вариантах максимальный диаметр cjg основания конца винта делается либо равным, либо несколь ко меньщим диаметра с резьбов6го сгерж ня винта, что препятствует чрезмёрнйму
8 увеличению внутреннего диамет эа кольцевого выступа. С другой стороны, разница между наружным диаметром резьбы Т) и диаметром о достаточно большая, благодаря чему резьбовой стержень9 инта не легко входит внутрь листа. При этом диаметр сд, а превышает внутренний диаметр резьбы dj. Известно, что при накатке резьбы на||у жный диаметр резьбы D получается автоматически без снижения прочности винта и уменьшения среднего диаметра рез- бьг с30 (диаметра заготовки). Таким образом, йринимая диаметр dj равным или не--. сколько меньшим-диаметра dj нужную разницу в Диаметрах D и d2 можно получи1г очень просто. Б винте, показанном на фиг. 22 и 23, имеется направляющий поясок, состоящий конической фаски 20 и цилиндрической части 21, который расположен между концом резьбового стержня 2 и верхней частью пирамидального конца винта, причем, диаметр цилиндрической части 21 равен йасимальному диаметру Основания 7 конца винта и меньше среднего диаметра резьбы da и может быть уменьшен до внутреннего диаметра резьбы d v . Наличиётакого направляющего пояска обеспечивает более плавное и легкое вворачивание винта в лист, даже если последний имеет сравнительно большую толщину и твердость.„ . . Операция вворачивания этого винта в Лист ничем не отличается от вворачивания рассмотренных выше винтов. Однако i благодаря наличию направляющего пояска йахбд в лист резьбового стержня винта происходит более легко. Винт такой конструкции лучше всего применять для толстых и сравнительно твердых листов. Направляющий поясок можно выполнить в . , виде либо только одной конической фаски, либо только одного цилиндрического пояска без фаски. Все винты рассмотренных выше типов можно вворачивать в листы с предварич тельно просверленными небольшими от-. Гверстиями 22 (см. фиг. 24),тогда отпа Йает необходимость в за осгрении нижнего конца винта, т.е. винт может Иметь скруглённый нижний конец (см. фиг. 24). Такой: винт следует вворачивать в очень толстый лист. Следует особо подчеркнуть, что у всех предложенных винтов на основании пирамидального конца винта отсутствуют К1акиелибо острые кромки, витки резьбы, канавки, прорези и т.п., которые могли бы повредить внутреннюю стенку кольцевого вы сгупа. Основание пирамидального конца винга имеет, кроме того, симмегричную форму, что препятствует возникновению -вибраций призаворачивании винга ё лист. Формула изобретения 1.Самонарезающий винт для соединения листовых материалов, содер5кащий головку и резьбовой стержень с пирамйдал ным хвостовиком, который примыкаётТс резьбовому стержню и имеет ocirOBfiyk) и ос тру ю к онцевукз ча с ти, причШ lia . Sвике Быполнена йродблъ&ая остр ая крЪмка, отличаю тём,чго; с целью повышения надежности соедийеяйй, йа концевой части зшосговйка вьшолнёнйнеско ько продольных острых кромок, а на основной части - несколько скругленных кромок, шйрийа которых постепенно увеличивается в направлении от концевой части хвостовика к резьбовому стержню. 2.Винт по п. 1, о т ли ч а ю щ и йс я тем, -Что на концевой части хвостовика выполнена по крайней мере одна канавка, простирающаяся вдоль одной из упомянутых острых кромок, причём эта канавка образует своим краем режущую кромку, гфййнрающук бй вдояь обгрой кромки, и плоскую заднюю грань, HaitpaefleHHykTW упомянутой режущей кромки и вертикальной центральной оси винта. 3.Винт по п,1, о т л и ч а ю щ и Йс я тем, что на наружной поверхности концевой части хвостовика выполнена спиральная канавке, причем направление спирали такое же, как у резьбовой нарезки стержня, 4.Винт по п. 1, отличаюшийс я тем, что на одной из граней хвостовика между соседними кромками выгйЖе на по крайней мере одна „верпйсальная канав са.г-, - , S; Винг nojft. 1., отличающийс я тем, концевая часть хвосговика ийеег в пдп:ёрёЧнйм селений форм правильного многоугольника с по крайней мере пя ьйГВёрййШда, а основная часгь хвбстовйка Шёе1 g йбпёречнбм сечении форму правильного многогранника с по крайней мере тремя скругленными вершинами, причем количество боковых сторон пирамидь в концевой части хвостовика больше количества боковых сторон пирамиды в оснсмвной части. Приоритет по 1 и 4 пунктам исчислять с 25.04.75. Придригег по 2 и 3 пунктам исчислять с 24.06.75 Приоритет по 5 пункту исчислять с 04.11.75. Источники информации, принятые во внимание при экспертизе J.. Патент США Мг 3682О38, иГ 85 ТГ1 72Г7Г-с.-7--2. Патент ФРГ №1.675648, кл. 47a;i, 1970. .:...-,- . ---v 2 в
В - в
g,,j,-iit;:
uz.S
fJuz.e
ff Lr
/J Фиг. 10
L-J
. 12
И- И
16
8
17
Фиг. fS
